В настоящем изобретении испрашиваются приоритеты французских заявок, в том числе 1158512, поданной 23 сентября 2011 г., 1158513, поданной 23 сентября 2011 г. и 1254459, поданной 15 мая 2012 г., содержание которых (тексты, чертежи и формулы изобретения) в данном случае включено в качестве ссылки.
Настоящее изобретение относится к способу производства защитной панели, предназначенной для крепления на части кузова транспортного средства.
Боковые двери автотранспортных средств часто содержат защитные полувалики, которые, как предполагается, защищают эти двери от небольших соударений, происходящих в городских условиях, таких как удары в боковые двери и удары тележек. Ввиду их небольшой ширины защитная функция данных полуваликов очень ограничена.
Некоторые транспортные средства снабжены боковыми пластинами большой ширины. Эти пластины выполнены из жесткой пластмассы и не обладают, таким образом, способностью деформироваться в результате небольшого столкновения в городских условиях. В связи с этим сила удара в случае столкновения с тележкой из супермаркета или удара о столбик полностью передается на дверцу. Преимуществом этих пластин является, как и в случае с царапинами, всего-навсего не допустить полной перекраски двери или крыла транспортного средства.
В патенте US 4411938 приводится описание защитной панели из мягкой пластмассы, наклеенной на кузов автотранспортного средства. Защита, которую предоставляет такая гибкая панель, носит ограниченный характер ввиду того, что панель контактирует с кузовом и в связи с этим не предотвращает его деформации в случае немного более сильного удара.
В документе FR 2959190 было предложено осуществление пластмассовой защитной панели, предназначенной для закрепления на части кузова автотранспортного средства, которая содержит пластинку, выполненную из жесткой пластмассы, и пластинку, выполненную из мягкой пластмассы; причем эти две пластинки контактируют друг с другом в зонах, окружающих зоны, в которых между этими двумя пластинками имеется определенный промежуток и образуются соты, заполненные воздухом.
Таким образом, зоны, в которых между пластинкой, выполненной из мягкой пластмассы, и пластинкой, выполненной из жесткой пластмассы, имеется промежуток, который заполнен воздухом, деформируются в случае соударения городского типа. Во время такого соударения мягкая пластинка приближается к жесткой пластинке, при этом она ни деформирована, ни даже поцарапана. Данная панель обладает, таким образом, представляющей большой интерес защитной способностью. Однако можно было наблюдать, что в условиях повышенных температур происходит чрезмерное вздутие панели, обусловленное увеличением в объеме мягкого материала и заключенного в ней воздуха. После нескольких климатических циклов (-20°C/23°C/85°C) может наблюдаться остаточная деформация мягкого элемента, приводящая к необратимому повреждению.
Задачей настоящего изобретения является разработка защитной панели данного типа, обладающей улучшенными защитными характеристиками и лишенной вышеуказанных недостатков.
Задача решается настоящим изобретением, в котором используется пластмассовая защитная панель, предназначенная для закрепления на части кузова автотранспортного средства; причем данная панель содержит пластинку, выполненную из жесткой пластмассы, и пластинку, выполненную из мягкой пластмассы; причем данные две пластинки контактируют друг с другом в зонах, окружающих зоны, в которых мягкая пластинка является выпуклой, выступающей наружу за пределы панели, а пластинка, выполненная из жесткой пластмассы, содержит на одной из своих сторон средства крепления для обеспечения ее крепления к упомянутой части кузова, отличающейся тем, что каждая зона, в которой между пластинками содержится определенный промежуток, образует заполненную воздухом ячейку, ограниченную герметичным соединением, между мягкой пластинкой и жесткой пластинкой; причем каждая из данных зон, кроме того, сообщается с внешней средой панели посредством воздушного отверстия.
Зоны, в которых пластинка, выполненная из мягкой пластмассы, имеет выпуклую форму, деформируются в случае соударения городского типа.
Во время такого соударения мягкая пластинка может деформироваться в пустом пространстве, предоставленном отверстием жесткой пластинки, не будучи ни поврежденной, ни даже поцарапанной.
Кроме того, данные зоны могут быть рассредоточены на защитной панели таким образом, что образуется красивый рисунок.
В зонах, в которых находится одна пластинка, выполненная из мягкой пластмассы, пластинка имеет выпуклую поверхность, вытянутую наружу, или представлена в виде пузыря, имеющего круглое сечение, или в виде вытянутого пузыря, или имеет любую другую соответствующую форму. Такая выпуклая поверхность позволяет добиться особенно эффективной защиты от ударов.
Согласно предпочтительному варианту изобретения, зоны, в которых две пластинки контактируют друг с другом, занимают, по меньшей мере, 50% поверхности панели. Таким образом, в случае соударения деформируется преобладающая часть поверхности панели, что обеспечивает ее оптимальные защитные свойства.
Герметичное соединение, предпочтительно, осуществляется посредством лазерной сварки для обеспечения механической прочности, которая выше механического напряжения, обусловленного увеличением давления в ячейке во время удара.
Согласно одному варианту, пластинка, выполненная из жесткой пластмассы, представляет собой пластину с отверстиями, расположенными против зон, в которых мягкая пластинка имеет выпуклую форму; причем отверстия закрыты заглушками. Воздушное отверстие, таким образом, может быть выполнено на данных заглушках.
Согласно другому варианту, воздушное отверстие выполнено на уровне герметичного соединения путем точечного разрыва данного соединения, образуемого в результате разрыва непрерывности сварного шва между жесткой пластинкой и мягкой пластинкой. Данный разрыв непрерывности сварного шва может быть получен путем точечного прерывания сварного шва или выполнения отверстия на уровне осуществленного сварного шва.
Воздушное отверстие рассчитано таким образом, чтобы не давать выходить воздуху в случае соударения или резкого воздействия на ячейку, но позволяя при этом воздуху выходить наружу или поступать внутрь во время изменения внутреннего давления в ячейке в результате температурных колебаний. Для этого подходит отверстие диаметром приблизительно 0,5 мм.
Еще одним объектом изобретения также является способ производства пластмассовой защитной панели, предназначенной для крепления на части кузова автотранспортного средства и содержащей пластинку, выполненную из жесткой пластмассы, и пластинку, выполненную из мягкой пластмассы; причем эти две пластинки контактируют друг с другом в зонах, окружающих зоны, заполненные воздухом, в которых между этими двумя пластинками имеется определенный промежуток, отличающийся тем, что он содержит этапы, которые заключаются в осуществлении путем отливки двух пластинок (одной из первой пластмассы для создания жесткой пластинки, а другой из второй пластмассы для создания мягкой пластинки), затем в наложении мягкой пластинки против жесткой пластинки таким образом, чтобы эти две пластинки контактировали друг с другом в зонах, окружающих зоны, в которых между ними имеется определенный промежуток; причем упомянутые зоны образуют ячейку, заполненную воздухом, ограниченную воздушным отверстием, образующим контакт между пространством снаружи панели и зонами, в которых две пластинки расположены на определенном расстоянии друг от друга.
Согласно предпочтительному варианту, отливка двух пластинок выполняется путем литья под давлением первой пластмассы для образования одной из пластинок, затем наложения путем формования поверх литьем под давлением второй пластмассы; причем температура массы второй пластмассы, а также давление формования поверх обеспечивают соединение двух пластических материалов; причем упомянутая мягкая пластинка отливается таким образом, чтобы иметь выпуклую поверхность, затем охлаждение и извлечение из формы изготовленной таким образом панели.
Согласно варианту, первый материал вводится под давлением в литейную форму, вращающуюся литейную форму, которая приводится во второе положение для наложения в ней путем формования поверх литьем под давлением второго пластического материала.
Согласно другому варианту, путем литья под давлением осуществляется отливка первой пластмассы для образования пластинки, которая затем размещается в классической литейной форме для наложения в ней путем формования поверх литьем под давлением второго пластического материала.
Предпочтительно, воздушное отверстие выполняется путем создания точечного разрыва непрерывности сварного шва, образующего точечный разрыв герметичности.
Согласно другому объекту, изобретение также относится к автотранспортному средству, содержащему, по меньшей мере, одну защитную панель согласно изобретению, закрепленную на части его кузова, которая подвергается ударам.
Согласно варианту, упомянутая защитная панель закреплена на части кузова, которая содержит, по меньшей мере, одно отверстие. Данное отверстие позволяет уменьшить вес части кузова, на которой закреплена защитная панель.
Согласно другому варианту изобретения, когда образованная таким образом мягкая панель установлена на листе двери, имеющие выпуклую форму зоны мягкой пластинки оказываются расположенными против листа, заключая между упомянутой мягкой пластинкой и листом слой воздуха.
Согласно предпочтительному варианту изобретения, упомянутая защитная панель закреплена на каждой из боковых дверей транспортного средства.
Данная защитная панель также может быть закреплена на передней и (или) задней части транспортного средства.
Далее будет приведено более детальное описание изобретения со ссылкой на чертежи, на которых:
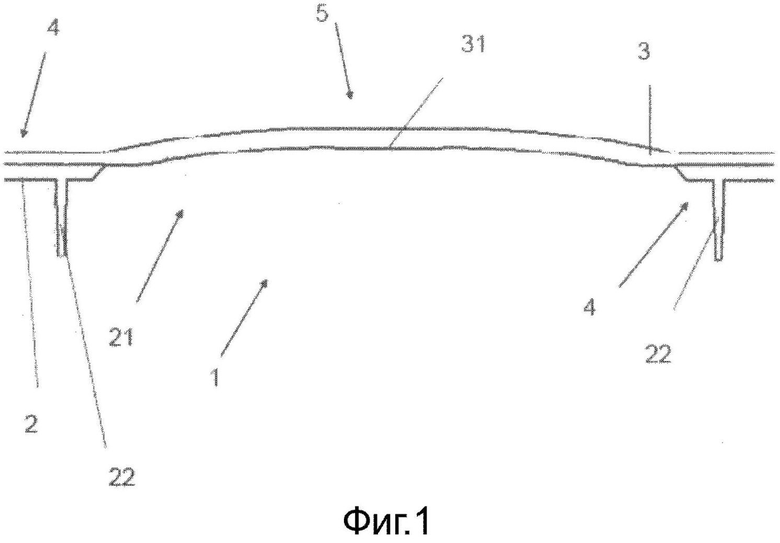
- фиг. 1 представляет собой вид в разрезе панели на уровне ячейки;
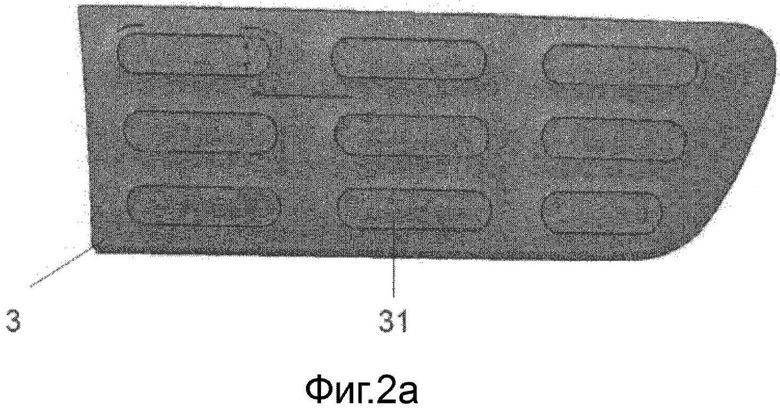
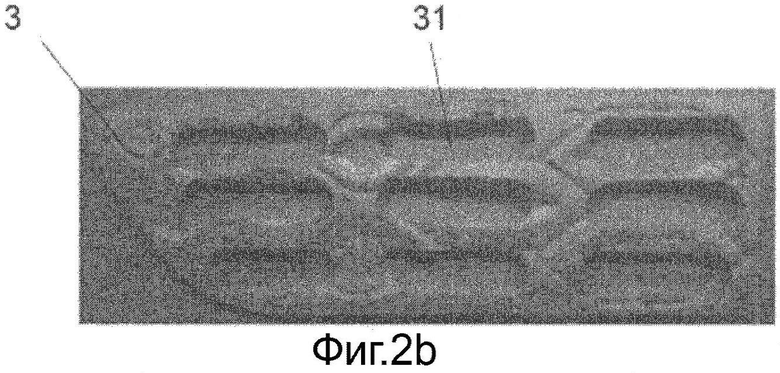
- фиг. 2a и 2b представляют собой, соответственно, вид внутренней стороны и внешней стороны мягкой пластинки панели согласно изобретению;
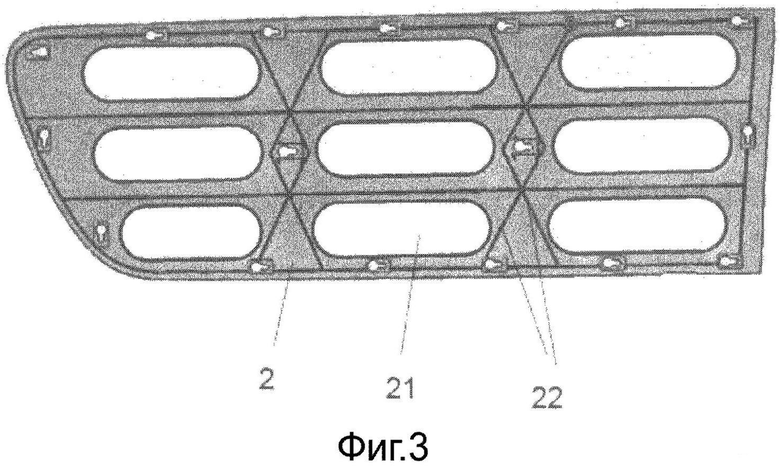
- фиг. 3 изображает вид спереди жесткой пластинки панели согласно изобретению;
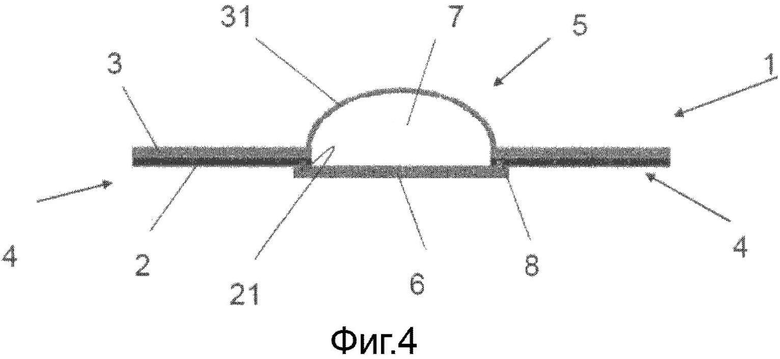
- фиг. 4 представляет собой вид в разрезе панели, изготовленной согласно способу изобретения, на уровне ячейки;
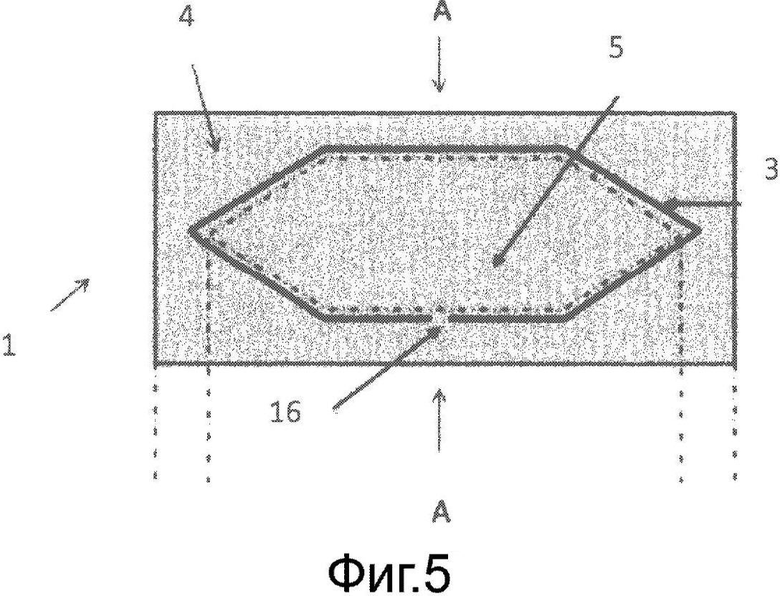
- фиг. 5 схематически изображает (вид спереди) ячейку панели согласно изобретению;
- фиг. 6 представляет собой вид в разрезе, выполненном по оси A-A, детали, показанной на фиг. 5.
Согласно варианту, изображенному на фиг. 1, панель 1 согласно изобретению содержит пластинку, выполненную из жесткой пластмассы 2, и пластинку, выполненную из мягкой пластмассы 3.
Эти две пластинки 2, 3 контактируют друг с другом в зонах 4, окружающих зоны 5, в которых мягкая пластинка 3 является выпуклой 31, выступая наружу за пределы панели 1 против отверстия 21, выполненного в пластинке из жесткого материала 2.
Поскольку данная жесткая пластинка 2 содержит отверстия 21, на внутренней стороне данной пластинки создается решетка ребер жесткости 22.
Как это показано на фиг. 4, для образования ячейки 7 отверстие 21 закрывается заглушкой 6, которая крепится на жесткой пластинке 2 посредством герметичного соединения. Данное герметичное соединение 8 расположено по периферии отверстия 21 и может быть осуществлено путем приклеивания, приваривания, в том числе лазерной сваркой, ультразвуковой сваркой.
Пластинка 3 образуется, предпочтительно, путем отливки методом литья под давлением мягкой пластмассы во вращающейся литейной форме; причем данным материалом может быть термопластичный полиуретан (TPU). Данная первая пластмасса предназначена для создания мягкой пластинки панели и содержит выпуклые зоны 31.
Если данная первая мягкая пластинка 3 панели 1 осуществлена во вращающейся литейной форме, то эта литейная форма переводится во второе положение для формования поверх с использованием жесткой пластмассы, такой как акрилонитрил-бутадиен-стирен (ABS), химически совместимой с TPU, из которого выполнена мягкая пластинка.
Во время второго литья под давлением жесткой пластмассы осуществляется отливка мягкой пластинки только в зонах мягкой пластинки 3, содержащей имеющие выпуклую форму зоны 31, таким образом, чтобы отверстия 21 оказались, таким образом, выполненными в жесткой пластинке 2 против имеющих выпуклую форму зон 31, причем создается решетка ребер жесткости.
Предпочтительно, литейная форма, в которую вводится под давлением жесткая пластмасса, представляет собой вращающуюся литейную форму с таким профилем, что мягкая пластинка, выполненная из TPU, сможет сжиматься при охлаждении. После охлаждения осуществленная панель будет иметь расчетный профиль.
После осуществления формования поверх каждая образованная, таким образом, открытая ячейка закрывается посредством заглушки 6, выполненной из пластмассы, идентичной пластмассе, из которой осуществлена жесткая пластинка, что позволяет ее герметично закреплять на жесткой пластинке 2.
В зонах пластинки, выполненной из мягкой пластмассы, в которых располагается имеющая выпуклую форму поверхность, направленная наружу, данная поверхность имеет или форму пузыря с круглым сечением, как это показано на фиг. 4, или форму продолговатого пузыря, или любую другую соответствующую форму, такую как лунка.
На фиг. 5 и 6 преимущественно пояснено назначение воздушного отверстия и его производство.
На фиг. 5 вновь изображена защитная панель 1 согласно изобретению, которая содержит внутреннюю пластинку 2, выполненную из жесткой пластмассы, предназначенную для расположения против листа элемента кузова транспортного средства, и внешнюю пластинку 3, выполненную из мягкой пластмассы, предназначенную для расположения повернутой наружу от транспортного средства.
Эти две пластинки 2, 3 контактируют друг с другом в зонах 4, окружающих зоны 5, в которых между этими двумя пластинками 2, 3 имеется определенный промежуток; причем упомянутые зоны 5 заполнены воздухом. Для образования данного пространства мягкая внешняя пластинка 3 имеет выпуклую форму, выступающую наружу за пределы панели 1.
Зоны 5 ограничены герметичным соединением 11 пластинок 2 и 3, которые контактируют друг с другом и образуют, таким образом, ячейки 5, способные смягчать небольшие соударения в городских условиях. В зонах, в которых две пластинки 2, 3, таким образом, контактируют друг с другом, эти две пластинки 2, 3 приварены или приклеены друг к другу, по меньшей мере, посредством герметичного соединения 11, ограничивающего зону 5.
Пластмасса, из которой выполнена мягкая пластинка панели, подбирается таким образом, чтобы она обладала достаточными характеристиками устойчивости к царапинам и ультрафиолетовым лучам, к мойке, а также соответствующей механической прочностью в температурном диапазоне применения от -30°C до +85°C.
Пластмасса, из которой выполнена жесткая пластинка панели, должна обладать соответствующими характеристиками устойчивости к соударениям, в том числе при низких температурах, механической прочностью при температуре до 85°C (модуль Юнга, предел прочности при растяжении). Кроме того, она должна иметь небольшой коэффициент увеличения в объеме для обеспечения зазоров и сглаживания сопрягающих поверхностей, а также хорошей способностью подвергаться нагнетанию под давлением для ее производства.
Таким образом, пластинка 2 из жесткой пластмассы, может быть выполнена из ABS-сополимера (акрилонитрил-бутадиен-стирен), PC (поликарбонат), PP (полипропилен) или аналогичных материалов. Предпочтительно, используется смесь PC/ABS, в которой процент PC составляет приблизительно 65%, в частности в случае соединения пластинок путем лазерной сварки.
Пластинка 3 из мягкой пластмассы может быть выполнена из эластомера, такого как принадлежащие к ароматическим или алифатическим рядам термопластичные полиуретаны (TPU), силикон (SIK), полихлорид (PVC)…, или олефиновых или стирольных термопластичных эластомеров. Жесткая и мягкая пластмассы подбираются таким образом, чтобы быть совместимыми с целью осуществления сварного или клеевого соединения.
Как показано на фиг. 4, ячейка 5 имеет шестиугольную форму, образующую, таким образом, одну соту. Данная форма соты 5 позволяет рассредоточить ячейки 5 в виде сотовой конструкции в панели 1 и имеет в качестве преимущества возможность минимизировать площадь зон соединения 4 между ячейками 5. Таким образом, основная часть внешней поверхности панели 1 образована сотами 5, способными смягчить небольшие удары в городских условиях без повреждения ни панели 1, ни двери, на которой закреплена панель.
Для того чтобы сота 5 обладала мягкостью/соответствующей жесткостью, можно осуществить подбор следующих характеристик:
- жесткость и толщина мягкого материала, из которого выполнена пластинка 3;
- более или менее выпуклая форма ячейки 5;
- превышение по оси Y вершины ячейки 5 относительно жесткой зоны 4;
- ширина ячейки 5.
В данном последнем случае учитывается только самый меньший размер соты 5. Будет ли длина соты равна или больше ширины, это не учитывается.
В случае ячейки, представленной в виде пузыря, имеющего герметичное круглое сечение, в дополнение к характеристикам материала и геометрической формы ячейки необходимо учитывать сжатие воздуха. В этом случае для обеспечения эффективности необходимо, чтобы ячейка имела максимально возможно закругленную форму (форму шара). Достаточно плоский овальный пузырь при деформации характеризуется небольшим повышением давления.
В примере, изображенном на фиг. 4 и 5, каждая сота 5 содержит место утечки воздуха или воздушное отверстие 16, выполненное на уровне герметичного соединения 11, образующего ячейку, путем точечного прерывания сварного шва; причем данное прерывание или «дыра в сварном шве» образуют разрыв непрерывности шва и, таким образом, точечный разрыв герметичности.
В качестве варианта также представляется возможным осуществить герметичный сплошной периферический сварной шов, затем просверлить данное отверстие небольшого диаметра в один прием. Данное отверстие может быть расположено, предпочтительно, в нижней зоне ячейки, в жестком основании.
Просверливание, позволяющее образовать воздушное отверстие 16, может быть осуществлено различными приемами. Таким образом, отверстие может быть выполнено путем классического просверливания со снятием стружки. Такое удаление материала может быть осуществлено, предпочтительно, в специально более тонкой зоне, осуществленной путем литья под давлением.
Данное воздушное отверстие 6 может быть осуществлено путем проходки лазерным лучом, пробивания отверстия конусным пробойником и при помощи любых других соответствующих технологий.
Воздушное отверстие 6 рассчитано таким образом, чтобы не выпускать воздух в случае удара или резкого приложения силы к ячейке 5, позволяя при этом воздуху выходить и поступать во время изменений внутреннего давления в ячейке 5, возникающих в результате колебаний температуры.
Таким образом, воздушное отверстие 16 позволяет регулировать повышение давления воздуха в ячейке 5 в результате повышения температуры, когда транспортное средство остается под солнцем, и во время понижения, в частности обусловленного холодом.
Во время повышения температуры, в данной ячейке 5 внезапно образуется повышенное давление, что приводит к возникновению большой опасности нарушения герметичности соединения 11 между жесткой 2 и мягкой 3 пластинками. Наличие воздушного отверстия или места утечки воздуха 16 позволяет воздуху выходить для поддержания соответствующего давления в ячейке 5.
Во время понижения температуры также не допускается образования пониженного давления в ячейке 5, способного привести к деформации данной ячейки 5. Пониженное давление, которое может образоваться в ячейке 5, таким образом, компенсируется за счет поступления воздуха через воздушное отверстие 16.
Защитная панель согласно изобретению может быть, таким образом, закреплена на элементе кузова автотранспортного средства, но также могла бы быть использована в качестве защитной панели, закрепляемой на защищаемых поверхностях, которые подвергаются ударам другого типа транспортных средств, а также на небольших морских суднах, таких как лодка, барк, катер и т.д.
Группа изобретений относится к области транспортного машиностроения. Пластмассовая защитная панель содержит пластинку из жесткой пластмассы и пластинку из мягкой пластмассы. Пластинки контактируют друг с другом в зонах. Пластинка из жесткой пластмассы содержит на одной из своих сторон средства крепления к кузову. Каждая зона, в которой между пластинками имеется определенный промежуток, образует ячейку, заполненную воздухом. Ячейка ограничена герметичным соединением между мягкой пластинкой и жесткой пластинкой. Каждая зона, в которой между пластинками имеется определенный промежуток, сообщается с внешней средой панели через воздушное отверстие. Способ производства пластмассовой защитной панели содержит этапы, на которых изготавливают путем отливки две пластинки. Накладывают мягкую пластинку против жесткой пластинки таким образом, чтобы эти две пластинки контактировали друг с другом и образовывали ячейку. В ячейке выполняют воздушное отверстие. Автотранспортное средство содержит упомянутую защитную панель, закрепленную на части его кузова. Достигается повышение защитных характеристик защитной панели. 3 н. и 12 з.п. ф-лы, 7 ил.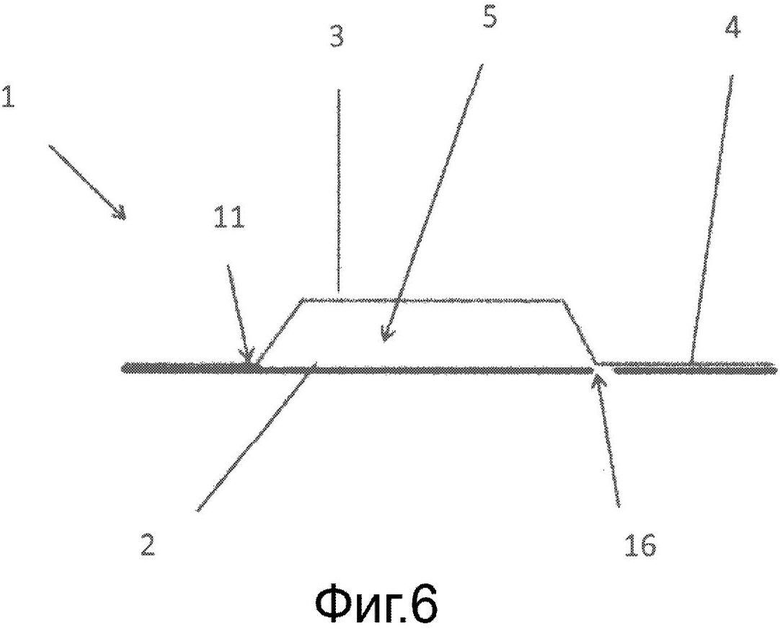
1. Пластмассовая защитная панель (1), предназначенная для закрепления на части кузова автотранспортного средства; причем данная панель содержит пластинку, выполненную из жесткой пластмассы (2), и пластинку, выполненную из мягкой пластмассы (3); причем эти две пластинки (2, 3) контактируют друг с другом в зонах, окружающих зоны, в которых мягкая пластинка (3) является выпуклой, выступающей наружу за пределы панели, а пластинка, выполненная из жесткой пластмассы (2), содержит на одной из своих сторон средства крепления к упомянутой части кузова, отличающаяся тем, что каждая зона (5), в которой между пластинками (2, 3) имеется определенный промежуток, образует ячейку, заполненную воздухом, ограниченную герметичным соединением (11) между мягкой пластинкой (3) и жесткой пластинкой (2), причем каждая зона (5), в которой между пластинками (2, 3) имеется определенный промежуток, сообщается с внешней средой панели (1) через воздушное отверстие (16).
2. Панель (1) по п.1, отличающаяся тем, что зоны, в которых две пластинки (2, 3) контактируют друг с другом, занимают, по меньшей мере, 50% поверхности панели.
3. Панель (1) по п.1, отличающаяся тем, что герметичное соединение (11) осуществлено лазерной сваркой таким образом, чтобы механическая прочность была выше механического напряжения, возникающего в результате повышения давления в ячейке (5) во время удара.
4. Панель по п.1, отличающаяся тем, что пластинка, выполненная из жесткой пластмассы, образована пластиной, содержащей отверстия (21) против зон, в которых мягкая пластинка является выпуклой, и заглушками (8), размещенными в отверстиях (21).
5. Панель по п.4, отличающаяся тем, что воздушное отверстие расположено на заглушке (8).
6. Панель по п.1, отличающаяся тем, что воздушное отверстие (16) сообщается через точечный разрыв в герметичном соединении (11), образуемый посредством разрыва непрерывности сварного шва между жесткой пластинкой (2) и мягкой пластинкой (3).
7. Панель по п.6, отличающаяся тем, что разрыв непрерывности сварного шва образуется посредством точечного прерывания сварного шва или путем просверливания на уровне осуществленного сварного шва.
8. Панель (1) по п.1, отличающаяся тем, что воздушное отверстие (16) рассчитано таким образом, чтобы не выпускать воздух в случае удара или резкого воздействия силы на ячейку (5), но позволяя при этом воздуху выходить и поступать внутрь во время изменения внутреннего давления в ячейке (5) в результате температурных колебаний.
9. Панель по п.8, отличающаяся тем, что диаметр воздушного отверстия составляет приблизительно 0,5 мм.
10. Способ производства пластмассовой защитной панели, предназначенной для закрепления на части кузова автотранспортного средства, содержащей пластинку, выполненную из жесткой пластмассы, и пластинку, выполненную из мягкой пластмассы; причем эти две пластинки контактируют друг с другом в зонах, окружающих зоны, заполненные воздухом, в которых между этими двумя пластинками имеется определенный промежуток, отличающийся тем, что он содержит этапы, на которых изготавливают путем отливки две пластинки: одну из первой пластмассы для образования жесткой пластинки, а другую из второй пластмассы для образования мягкой пластинки, накладывают мягкую пластинку против жесткой пластинки таким образом, чтобы эти две пластинки контактировали друг с другом в зонах, окружающих зоны, в которых между ними имеется определенный промежуток, причем упомянутые зоны образуют ячейку, которая заполнена воздухом и в которой выполнено воздушное отверстие для осуществления сообщения между внешней средой панели и зонами, в которых между двумя пластинками имеется определенный промежуток.
11. Способ по п.10, отличающийся тем, что отливку двух пластинок осуществляют литьем под давлением первой пластмассы для создания одной из пластинок, затем осуществляют наложение путем формования поверх посредством литья под давлением второй пластмассы, причем температура массы второго пластического материала, а также давление формования поверх обеспечивают соединение между двумя пластическими материалами, причем упомянутую мягкую пластинку (3) отливают таким образом, чтобы иметь поверхность выпуклой формы (31), затем охлаждают и извлекают полученную, таким образом, панель.
12. Способ по п.10 или 11, отличающийся тем, что воздушное отверстие выполнено путем создания точечного разрыва непрерывности сварного шва, образующего точечный разрыв герметичности.
13. Способ по п.10, отличающийся тем, что вводят под давлением первый материал во вращающуюся литейную форму, которая приводится во второе положение для заливки под давлением второго пластического материала.
14. Способ по п.10, отличающийся тем, что отливают методом литья под давлением первую пластмассу для образования пластинки, которую затем размещают в классической литейной форме для заливки под давлением второго пластического материала.
15. Автотранспортное средство, содержащее, по меньшей мере, одну защитную панель, по любому из пп.1-9, закрепленную на части его кузова, которая подвержена ударам.
| Способ получения растительного масла | 1986 |
|
SU1362744A1 |
| ПРОИЗВОДНЫЕ ФУЗИДОВОЙ КИСЛОТЫ, СТЕРЕОИЗОМЕР, ФАРМАЦЕВТИЧЕСКИЕ КОМПОЗИЦИИ, СОЕДИНЕНИЯ | 2000 |
|
RU2257391C2 |
| НАКЛАДКА ДЛЯ ЗАЩИТЫ КРАЯ ПОВЕРХНОСТИ | 2001 |
|
RU2264310C2 |

