Настоящая заявка относится, с одной стороны, к способу изготовления шумоглушительных, шумопоглощающих и/или изолирующих формованных материалов. Точнее говоря, способ согласно изобретению относится к изготовлению таких формованных материалов, причем волокнистый материал наматывается по меньшей мере на две основы и затем полученная таким образом, находящаяся на основах намотанная заготовка далее долговременно упрочняется, чтобы получить формованный материал согласно изобретению. С другой стороны, настоящая заявка направлена на полученный таким образом формованный материал, прежде всего в виде формованных холстов или формованных изделий. Этот формованный материал может применяться, прежде всего, в глушителях шума. Наконец, следующая заявка направлена на устройство для изготовления этих формованных материалов из волокнистого материала.
Уровень техники
Глушители шума имеют шумоглушительные, шумопоглощающие и изолирующие материалы. Обычно для этого в качестве волокнистых материалов применяются стекловолоконные материалы. Эти волокнистые материалы в собранных глушителях шума могут подаваться через насадки в промежуточные области как насыпные волокна. Соответствующие способы описаны, например, в DE 10 2005 009 045 или ЕР 953 736. Недостатки таких способов подачи через насадки состоят в неоптимальном распределении волокнистого материала, прежде всего, в таких труднодоступных для подачи через насадки областях, как углы или другие внутренние полости, и в практической реализации способов подачи через насадки для определенных нецилиндрических контуров глушителей шума, а также для так называемых глушителей шума из полуцилиндров.
Другой способ изготовления содержащих соответствующий волокнистый материал глушителей шума содержит введение шумопоглощающих или шумоизолирующих волокнистых материалов во время сборки глушителя шума. Волокнистые материалы вводятся в глушитель шума перед закрыванием глушителя шума. При этом введение может происходить различными способами. Так, в настоящее время волокнистый материал, прежде всего стекловолоконный материал в мешках, то есть в пластиковых пакетах, закладывают в глушители шума во время монтажа. Эти пластиковые пакеты могут также быть выполнены как сетки из полимера или полимерной основы, которые плавятся при высоких температурах. При первом вводе в эксплуатацию глушителя шума по мере соответствующего нагревания глушителя шума этот полимер плавится и освобождает насыпной стекловолоконный материал. Однако при этом большой недостаток этого способа заключается в том, что вследствие плавления и обугливания синтетического материала появляется неприятный запах и происходит загрязнение окружающей среды.
Еще один недостаток применения расфасованных в мешки насыпных стекловолокон в том, что сложные структуры в глушителе шума не могут быть достаточно заполнены волокнами. Кроме того, может происходить выдувание насыпных стекловолокон.
В альтернативном способе в глушитель шума в качестве вставки закладываются холсты из стекловолоконных материалов. Затем глушитель шума закрывается. Эти вкладки могут быть уплотнены плавкими нитями. Эти плавкие нити выполнены таким образом, что при первом нагревании глушителя шума они расплавляются, и таким образом вставка может полностью занять свободные пространства глушителя шума.
В ЕР 1 861 592 описывается способ заполнения глушителей шума двигателей внутреннего сгорания шумоглушительными материалами. При этом материал сформован из стекловолокон, стекловолокна наматываются на трубе или устройстве для намотки рулонов, чтобы получить массу из стекловолокон в форме трубы. Масса выполнена при этом таким образом, что она по своим габаритам соответствует подлежащему заполнению пространству глушителя шума. Масса в форме трубы после намотки снимается с трубы или устройства для намотки и затем на втором шаге уплотняется в другом устройстве, так что получается сплющенная масса в форме трубы. Эта сплющенная масса упрочняется затем посредством необратимо и неразрывно связанных стекловолокон и образованных из них цепочек. Затем глушитель шума закрывается. Из US 6,196,351 известны соответствующие материалы для глушителей шума из намотанного стекловолокна.
Цель применения новых формованных материалов, таких как формованные холсты или формованные изделия, в качестве заготовок глушителей шума для легковых и грузовых автомобилей обусловлена необходимостью уменьшить количество использованного материала, чтобы получить облегченную конструкцию и тем самым уменьшить расход топлива. Также материал внутри заготовки должен быть выполним с переменной плотностью, а сама заготовка легко монтируемой в глушителе шума. При этом предпочтительно возможно специальное формообразование, прежде всего изготовление формованных изделий с полостями. Само производство должно быть экологически усовершенствовано и, прежде всего, при эксплуатации не должно быть эмиссии вредных для здоровья веществ или она должна быть незначительной, как это описано при использовании наполненных насыпным стекловолоконным материалом пакетов. Также способ должен упростить изготовление соответствующих формованных материалов, а полученные формованные материалы должны иметь улучшенные свойства также при эксплуатации.
В основе изобретения лежит задача создать способ с признаками ограничительной части п.1 формулы изобретения, полученный с его помощью формованный материал, прежде всего для глушителей шума, а также устройство с признаками ограничительной части п.12 формулы изобретения и соответствующие глушители шума.
Прежде всего, изобретение даже при сложных геометрических формах демпферной камеры в глушителе шума должно обеспечить равномерное заполнение демпферной камеры, причем затрата материалов, а также загрязнение окружающей среды поддерживаются минимальными. Использованный формованный материал должен при эксплуатации иметь большую устойчивость к деформации, а относительное смещение волокон в формованном материале между собой должно быть минимизировано, чтобы сохранять тепловые и акустические свойства материала.
Задача изобретения решена согласно изобретению посредством способа с признаками п.1 формулы изобретения, устройства с признаками п.12 формулы изобретения и формованного материала и глушителя шума согласно п.10 или п.11.
Описание изобретения
В соответствии со способом согласно изобретению для изготовления шумоглушительного, шумопоглощающего и/или изолирующего формованного материала, причем этот формованный материал содержит волокнистый материал, на первом шаге волокнистый материал наматывается по меньшей мере на две основы, которые расположены на расстоянии друг от друга, для изготовления намотанной заготовки. На втором шаге полученная таким образом намотанная заготовка, все еще находящаяся на основах, долговременно упрочняется, чтобы получить шумоглушительный, шумопоглощающий и/или изолирующий формованный материал.
При этом является предпочтительным проводить упрочнение таким образом, чтобы сам формованный материал оставался гибким. Прежде всего, поэтому является предпочтительным, чтобы формованное изделие не имело для упрочнения связующего.
По меньшей мере две основы выполнены при этом так, что они, предпочтительно, выполнены с возможностью передвижения, чтобы давать возможность изготовлять намотанные заготовки различных размеров. В предпочтительном варианте осуществления волокнистый материал наматывается по меньшей мере на три основы, чтобы производить формованный материал в виде изделий, прежде всего полых изделий. Эти по меньшей мере три основы, которые расположены на расстоянии друг от друга, выполнены, предпочтительно, с возможностью передвижения для обеспечения различных размеров полученного формованного материала.
Основы могут быть выполнены при этом в виде стержней или труб. В качестве альтернативы основы могут представлять собой также металлические листы или основы других размеров. Основы могут при этом иметь прерывистый диаметр. Основы могут быть далее прямыми или изогнутыми, чтобы придавать формованному материалу заданную форму. Основы, как и соответствующие стержни, при этом могут быть соответственно изогнуты и иметь прерывистый диаметр, так что намотанной заготовке придаются соответственно требуемые структура и форма. При последующем упрочнении структура и форма намотанной заготовки соответственно сохраняются, т.к. намотанная заготовка еще остается на формообразующих основах во время упрочнения. Соответственно простым образом возможно придать намотанной заготовке прочную форму в виде формованного холста или формованного изделия, прежде всего в виде полого изделия. Однако прочная форма при этом выполнена, предпочтительно, еще гибкой.
Таким образом даже сложные геометрические формы демпферной камеры в глушителе шума могут заполняться формованным материалом. Соответственно можно изготовлять заготовки и изделия, в которых использованное количество волокнистого материала сокращено, чтобы позволить получить облегченную конструкцию. Такая облегченная конструкция ведет к тому, что достигаются экологические такие преимущества, как снижение расхода топлива и т.д. Также полученный формованный материал отличается превосходной устойчивостью к деформации. Также волокна в формованном материале вследствие упрочнения проявляют хорошую взаимную устойчивость. Это значит, что смещение волокнистого материала при эксплуатации вследствие вибрации или сотрясений и, тем самым, изменение акустических и заглушающих свойств сведено к минимуму.
За счет выполнения основ с возможностью перемещения формованные изделия могут быть разнообразными. Также путем соответствующего выбора волокнистых материалов можно воздействовать на свойства формованного материала.
Основы могут быть выполнены из различных материалов и иметь различные поверхности. Так, основы могут быть шероховатыми.
Также способ согласно изобретению позволяет получать формованные изделия с различной плотностью. Вследствие долговременного упрочнения в заданных участках можно достигать в этих участках различной плотности формованного материала. Соответственно посредством выполнения упрочненных участков можно получать различную плотность формованного материала. Также улучшаются устойчивость к деформации и взаимное смещение волокон.
Благодаря соответствующему выполнению упрочнения далее возможно получать формованный материал, прежде всего формованные холсты и формованные изделия, которые целенаправленно удовлетворяют термическим и/или акустическим требованиям.
Цель состоит в получении формованного материала согласно изобретению в виде заготовок или изделий, чтобы пользователь мог простым образом без применения технических вспомогательных средств помещать их в глушитель шума до закрывания глушителя шума, соответственно формованные материалы в виде изделий или заготовок должны быть предпочтительно гибкими. Прежде всего, поэтому они не имеют связующего.
За счет соответствующей формы выполнения основ также возможно достичь специального формообразования формованного материала. Такому формообразованию способствует происходящее на основах долговременное упрочнение намотанной заготовки. За счет этого возможно долговременное формообразование намотанной заготовки, чтобы соответственно получить подходящий формованный материал в особенности для глушителей шума.
Упрочнение, прежде всего бесконечное упрочнение, выполнено долговременным. Под выражением «долговременный» в данном случае понимается, что упрочнение происходит, по меньшей мере, до тех пор, пока шумопоглощающая вставка не будет смонтирована и закрыта в глушителе шума. При необходимости, в случае применения соответствующих материалов, таких как плавкая нить или хлопчатобумажная нить, с низкими температурами плавления или разрушения, может, по меньшей мере частично, происходить уменьшение упрочнения после монтажа, так что формованный материал может полностью заполнить демпферную камеру внутри корпуса.
Однако в еще одном варианте осуществления даже при эксплуатации упрочнение, предпочтительно, по меньшей мере отчасти является непрерывным, чтобы обеспечить устойчивость к деформации и взаимную стойкость [положения] волокон.
Предпочтительно, в случае волокнистого материала речь идет о стекловолокнах/минеральных волокнах, углеродных волокнах, волокнах из силикатного стекла, арамиде, натуральных волокнах, прежде всего хлопке, стальных или полимерных волокнах. Они могут применяться по отдельности или как смеси этих волокон.
Из полученного согласно изобретению формованного материала, прежде всего, предпочтителен тот, который не содержит связующих или клеящих веществ.
Предпочтительно, упрочнение происходит при этом с помощью таких известных мер уплотнения, как извивание струей воздуха, сшивание, объединение в цепочку, связывание, иглопробивание, воздействие ферментов, свойлачивание или сцепление. Упрочнение в альтернативном варианте осуществления может происходить также таким образом, что для упрочнения применяется нить, имеющая более низкую точку плавления, чем у использованного для намотанной заготовки волокнистого материала. За счет этого возможно, что после установки и запирания глушителя шума формованный материал может увеличиваться в объеме, чтобы соответственно целиком заполнить пространство в глушителе шума.
Согласно изобретению также предпочтительно, что упрочнение намотанной заготовки допускает образование формованного холста или формованного изделия, прежде всего полого изделия.
Предпочтительно, при этом происходит уплотнение намотанной заготовки.
Особо предпочтительно, волокнистый материал намотан винтообразно, прежде всего с шагом>3%. Путем соответствующего ведения направляющего элемента для волокнистого материала в процессе производства возможно соответственно образование намотанной заготовки, в альтернативном варианте осуществления волокна могут проводиться по существу параллельно. Волокна могут быть намотаны в один или предпочтительно в несколько слоев, причем навивка может также быть встречной, как это хорошо известно специалисту.
При этом формованный материал может быть изготовлен в виде бесконечного формованного материала. В качестве альтернативы способ согласно изобретению допускает образование заготовок определенного размера. Прежде всего, возможны подогнанные по размеру формованные материалы, такие как формованные холсты или формованные изделия. Полученные таким образом изделия могут быть при этом осесимметричными или неосесимметричными изделиями.
При изготовлении бесконечного формованного материала продукт может наматываться как изделие на катушке или с помощью соответствующего приспособления нарезаться на требуемые конечные контуры. Резка может происходить с заданным углом или с другим контуром, как показано ниже.
Однако способ согласно изобретению рассчитан также для изготовления отдельных изделий.
Изготовленные согласно изобретению формованные изделия имеют больший объем по сравнению с существующими заготовками. На степень увеличения объема (плотность изделия) можно воздействовать, кроме того, посредством навивки (вид навивки, плотность навивки, и т.д.) и последующего упрочнения на основании изготовления согласно изобретению путем намотки по меньшей мере на две основы. Прежде всего, если в качестве волокнистых материалов применяются так называемые фасонно текстурированные материалы, в которых стержневая нить без натяжения текстурирована вокруг базовой нити, то можно достичь положительного воздействия на увеличение объема. Таким образом возможно уменьшение использованного материала с предпочтительно одновременным увеличением объема.
В качестве волокнистого материала может при этом применяться комбинация материала из бесконечного волокна и материала с короткими волокнами и/или комбинация различных волокнистых материалов и длин волокон.
Возможные волокнистые материалы могут присутствовать в виде раскрытых или нераскрытых ровингов или как раскрытая или нераскрытая пряжа, например крученая нить. Волокна могут представлять собой мононити. Предпочтительно, в случае использованных волокнистых материалов речь может идти о фасонно текстурированных волокнах с базовой нитью и текстурированной стержневой нитью. За счет этого можно достичь существенно большего объема волокон со стабильными свойствами.
Способ согласно изобретению может содержать дальнейший шаг ошнуровки формованного материала до требуемой формы. Такая ошнуровка может производиться различными материалами. При ошнуровке с помощью плавкой нити или хлопчатобумажной нити возможно привести формованный материал в требуемую форму, которая при эксплуатации, например, в глушителе шума снова удаляется. Соответствующая ошнуровка обеспечивает, например, простоту монтажа формованного материала в демпферной камере. Ошнуровка может обеспечивать также постоянное формообразование. Ошнуровка формованного материала может происходить в то время, когда тот еще находится на основах или после того, как формованный материал снят с основ.
С другой стороны, настоящая заявка направлена на формованный материал, прежде всего формованный холст или формованное изделие, такое как, прежде всего формованное полое изделие, причем оно может быть получено согласно предлагаемому способу.
Формованные материалы согласно данному изобретению пригодны, прежде всего, для монтажа в глушителях шума. Соответственно, настоящая заявка направлена, с другой стороны, на глушители шума, снабженные формованным материалом согласно изобретению, прежде всего в виде формованных холстов или формованных изделий.
Наконец, с еще одной стороны, настоящая заявка направлена на устройства для изготовления шумоглушительного, шумопоглощающего и/или изолирующего формованного материала из волокнистого материала. Такие устройства пригодны, прежде всего, для реализации способа согласно изобретению. Эти устройства содержат по меньшей мере две основы, которые, при необходимости, выполнены с возможностью передвижения. Эти основы находятся на расстоянии друг от друга и, при необходимости, выполнены с возможностью вращения. При этом сами основы могут быть выполнены с возможностью вращения и/или основы как группа могут иметь возможность вращения на устройстве. Также устройство согласно изобретению содержит приспособление для обматывания основ волокном. Устройство согласно изобретению имеет при этом, прежде всего, направляющий элемент (нитеподаватель или каретку) для ведения волокнистого материала, прежде всего, через ушко. Этот направляющий элемент допускает параллельное или косое наматывание волокнистого материала на основы. Наконец, устройство согласно изобретению имеет приспособление для упрочнения намотанной заготовки. При этом намотанная заготовка находится намотанной на основах. Устройство упрочняет намотанную заготовку в то время, когда она присутствует намотанной на основах. В варианте осуществления, прежде всего, с устройством для изготовления бесконечного формованного материала, это устройство еще имеет приспособление для резки бесконечного формованного материала.
Предпочтительно, приспособление для упрочнения имеющейся на основах данной намотанной заготовки является таковым для упрочнения посредством извивания струей воздуха, для сшивания, для объединения в цепочку, для связывания или для иглопробивания, прежде всего ротационного иглопробивания, для свойлачивания или для сцепления.
Предпочтительно, устройство имеет по меньшей мере три находящиеся на расстоянии друг от друга основы, которые, при необходимости, выполнены с возможностью передвижения, причем это приспособление выполнено с возможностью вращения вместе с основами.
Также приспособление может быть выполнено с вращающимся по меньшей мере вокруг двух основ устройством для навивки волокнистого материала. Эти выполненные с направляющими роликами или в виде спиралей штанговые основы обеспечивают подачу бесконечного формованного материала на дальнейшие технологические шаги, такие как дополнительное упрочнение или для сматывания как изделия на бобинах.
Далее изобретение поясняется и описывается с помощью показанных на чертежах предпочтительных примеров осуществления.
На фиг.1 показаны различные возможности навивки волокнистого материала на основы. Основы 1a, 1b расположены при этом с возможностью перемещения. Сами основы, выполненные в данном случае как стержни, как могут иметь возможность вращения отдельные стержни, или устройство 2 вместе со стержнями может иметь возможность вращения. В варианте осуществления согласно фиг.1А стержни выполнены по существу параллельными между собой, в то время как в варианте осуществления согласно фиг.1Б стержень 1b изогнут, так что намотанная заготовка получает соответствующую форму. При бесконечных навивках основы обычно выполнены по существу параллельными. Прежде всего, при бесконечном способе основы могут быть выполнены как отдельные основы, прежде всего, как отдельные стержни с возможностью вращения. Например, эти имеющие возможность вращения стержни могут иметь спиралевидную поверхность, обеспечивающую подачу намотанной заготовки. На фиг.1А и фиг.1Б намотанное волокно 3 намотано на основах (изделие, образованное намотанным материалом) в форме спирали. На фиг.1В показана винтообразная навивка со второй встречной винтообразной навивкой, вследствие чего получается однократное или многократное пересечение волокон 3.
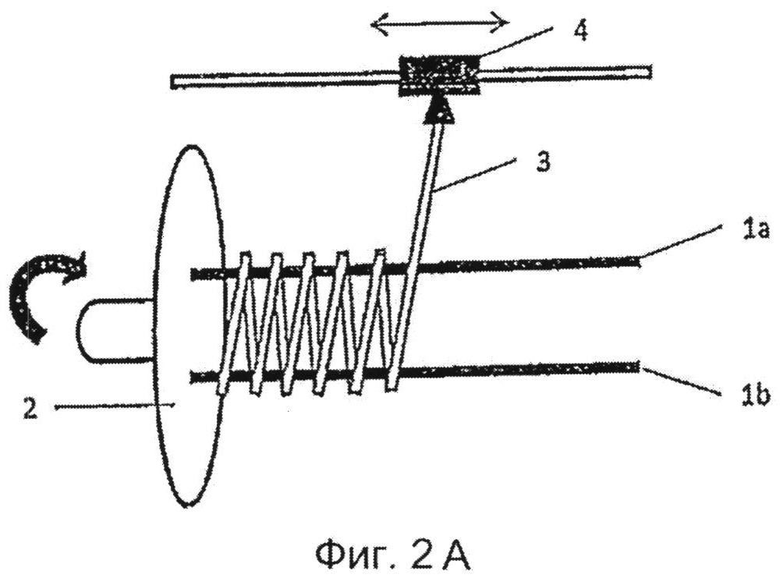
На фиг.2А основы 1а и 1b расположены с возможностью вращения на устройстве 2. Волокно 3 посредством передвижной каретки или подавателя 4 волокна винтообразно наматывается на вращающихся основах, чтобы образовать намотанную заготовку. Каретка 4 подвижно расположена на подвижном элементе, чтобы обеспечить различные формы навивки для намотанной заготовки. Навивка может при этом происходить винтообразно, например, с шагом >3% или по существу параллельно. При этом навивка может быть выполнена одно- или многослойной, причем при многослойном образовании навивка может представлять собой также встречные винтообразные навивки, как показано на фиг.1В.
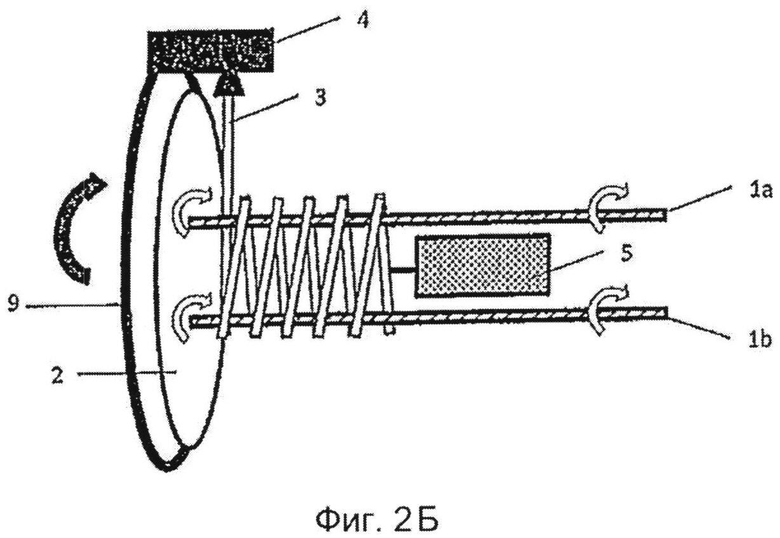
В варианте осуществления согласно фиг.2Б показано аналогичное приспособление. Здесь нитеподаватель 4 расположен на вращающемся вокруг устройства 2 диске 29. Основы 1а, 1b остаются при этом неподвижны на устройстве 2. Также основы 1а и 1b могут быть выполнены как имеющие возможность вращения отдельные стержни. Они имеют при этом спиралевидную поверхность, обеспечивающую подачу намотанной заготовки. Показано также приспособление 5 для упрочнения намотанной заготовки. Приспособление 5 обеспечивает долговременное упрочнение находящейся на основах 1а, 1b намотанной заготовки, например, посредством извивания струей воздуха, сшивания, объединения в цепочку, связывания, иглопробивания, свойлачивания или сцепления.
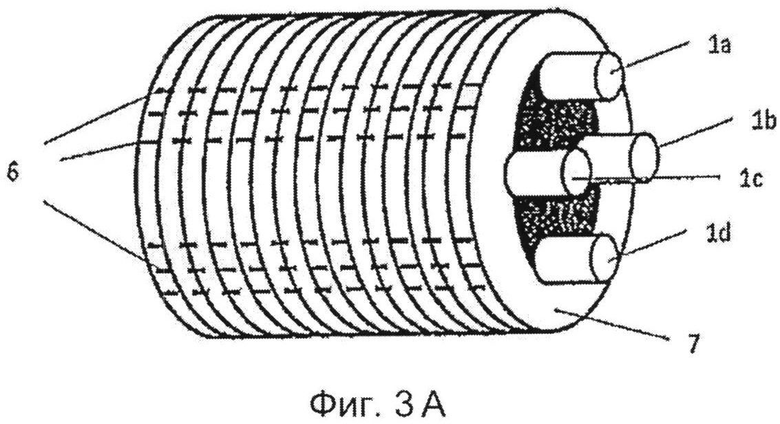
На фиг.3 показаны различные формованные материалы. На фиг.3А показано полое изделие, находящееся на основах 1a, 1b, 1c, 1d. Также обозначены упрочненные участки 6 упрочненного формованного материала 7.
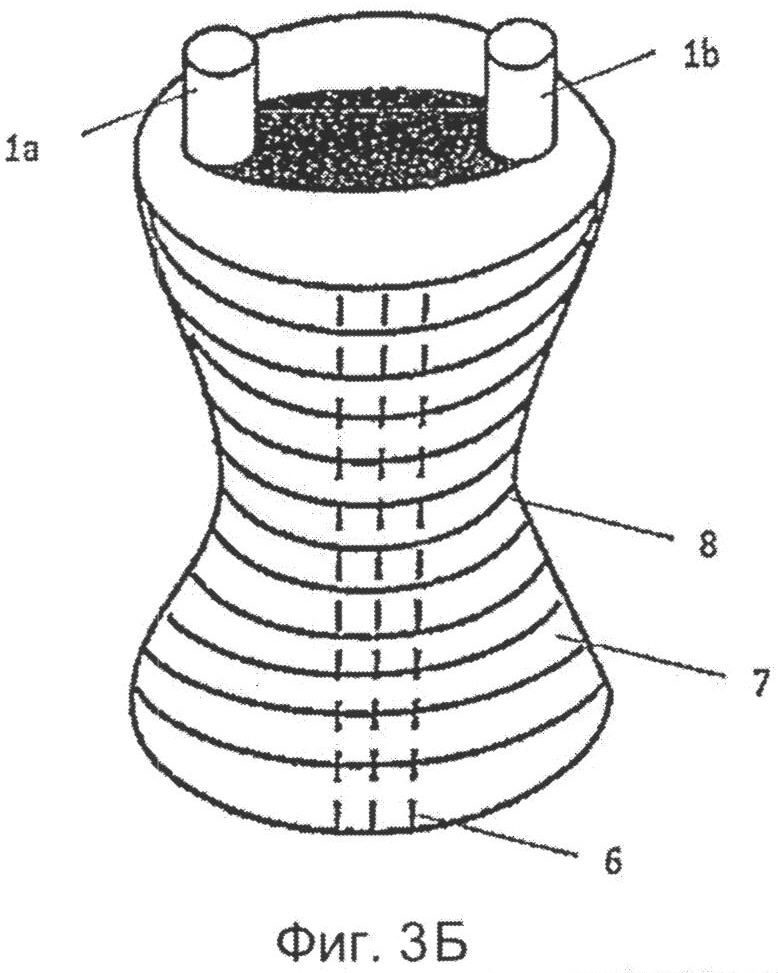
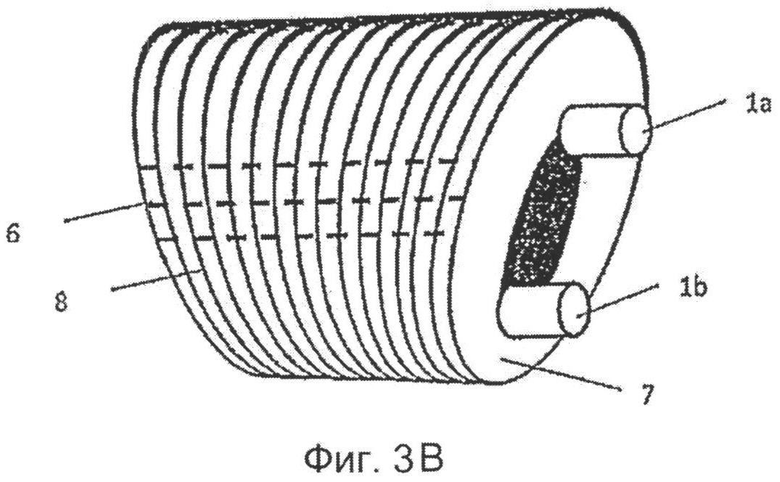
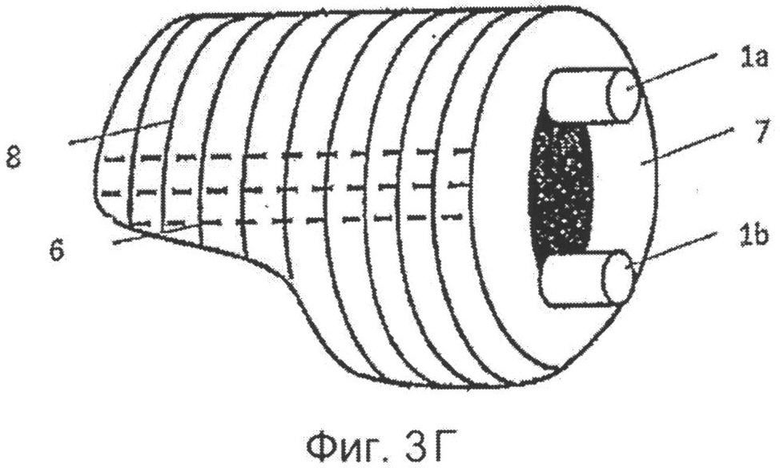
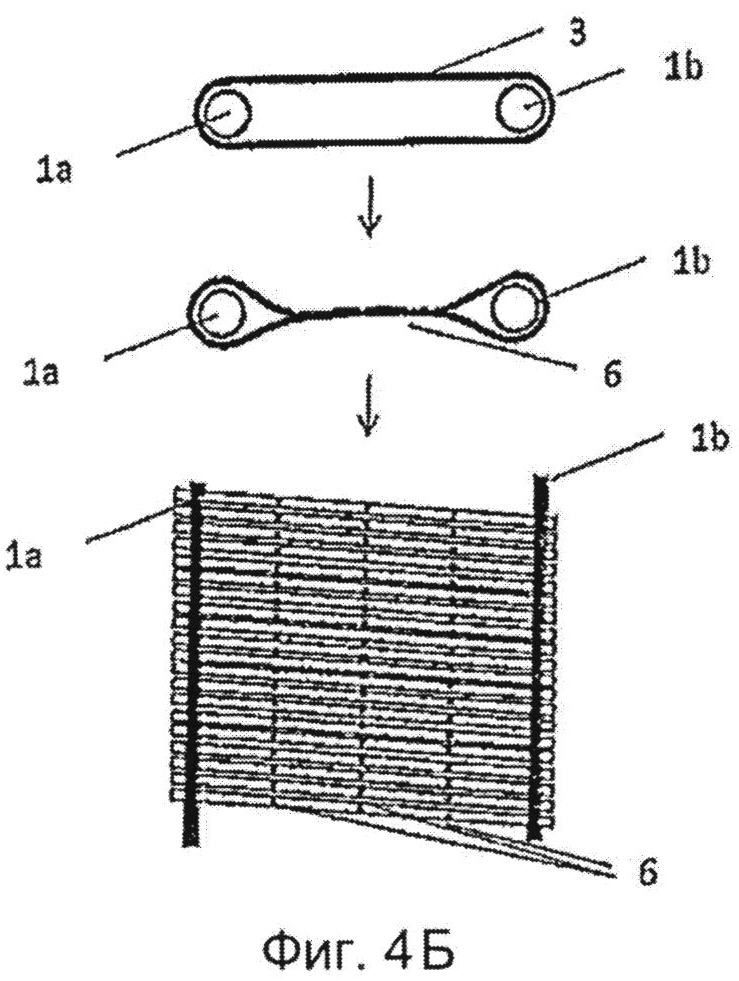
Посредством соответствующей ошнуровки упрочненному волокнистому материалу можно затем придать требуемую форму. Это показано на фиг.3В и фиг.3Г. Путем соответствующих ошнуровок 8 формованный материал может быть помещен в требуемую структуру. На фиг.3Б показано формованное изделие 7 согласно изобретению, намотанное на двух изогнутых основах 1а и 1b. Это формованное изделие далее упрочнялась на участке 6. Как показано на чертеже, упрочнение намотанной заготовки может происходить только на одной стороне навивки. В качестве альтернативы может происходить упрочнение обеих сторон намотки, так что получается выровненный и уплотненный волокнистый холст. Такой вариант осуществления показан на фиг.4Б. На фиг.4Б показаны отдельные технологические шаги. На шаге 1 на обе основы 1а и 1b наматывается волокно 3. На втором шаге эта намотанная заготовка далее уплотняется, чтобы получить упрочненный формованный материал, имеющий форму волокнистого холста. Как видно, здесь обе стороны навивки упрочнены между собой, чтобы получить сплющенный и упрочненный холст. На нижнем изображении этот волокнистый холст показан в другой проекции. Видны стержни 1а и 1b, формованный материал 7 с волокнами 3, а также упрочненные участки 6.
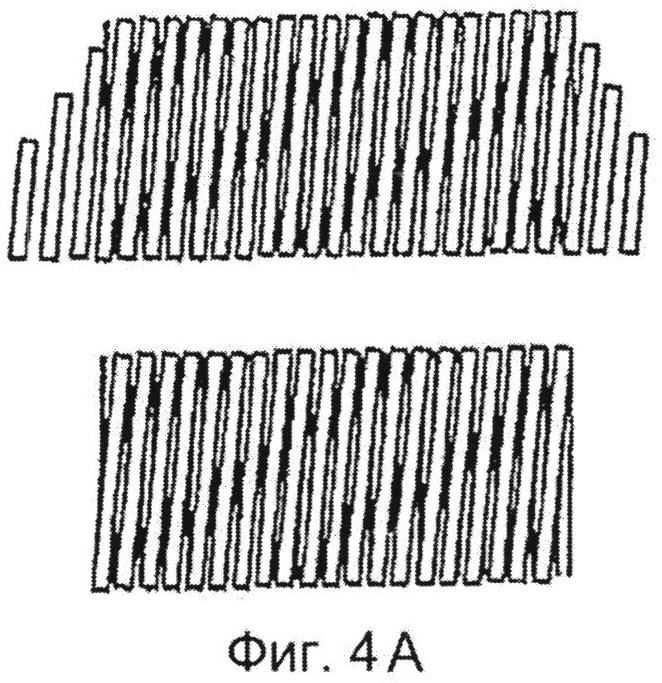
На фиг.4А различные виды раскроя полученного формованного материала. На верхнем изображении показан раскрой, выполненный на обоих концах под прямым углом; на среднем изображении показан контур, выполненный с обеих сторон с наклоном.
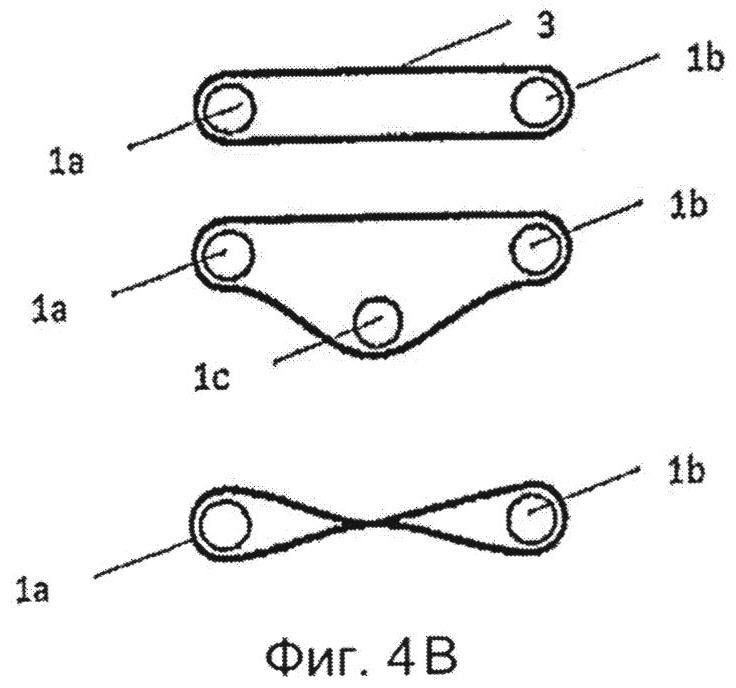
На фиг.4В показаны различные возможности навивки с двумя или тремя основами, чтобы получить намотанную заготовку. На верхнем изображении показана простая навивка на оба стержня 1а и 1b. На среднем изображении показана навивка с тремя стержнями 1а, 1b, 1с. На нижнем изображении показан другой предпочтительный вариант осуществления, причем ведение волокна 3 между стержнями перекрещивается. Этот вариант осуществления обеспечивает упрочнение полученного формованного материала без дополнительных мер.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШУМОПОГЛОЩАЮЩАЯ ВСТАВКА ДЛЯ АВТОМОБИЛЕЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2579802C2 |
| СПОСОБ ПОЛУЧЕНИЯ УПРОЧНЕННЫХ ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 1994 |
|
RU2101404C1 |
| СПОСОБ ФОРМИРОВАНИЯ ВЫСОКОТЕПЛОСТОЙКИХ ШУМОПОГЛОЩАЮЩИХ И ИЗОЛЯЦИОННЫХ МАТЕРИАЛОВ | 2013 |
|
RU2654021C2 |
| АРМИРУЮЩИЙ МАТЕРИАЛ С ВОЛОКНАМИ УВЕЛИЧЕННОГО ОБЪЕМА | 2002 |
|
RU2295447C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕТКАНОГО ИГЛОПРОБИВНОГО МАТЕРИАЛА, АРМИРОВАННОГО СЕТКОЙ | 2007 |
|
RU2360050C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТОГО КАРКАСА-ОСНОВЫ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2018 |
|
RU2685130C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕТКАНОГО ИГЛОПРОБИВНОГО МАТЕРИАЛА | 2007 |
|
RU2345183C1 |
| СВЯЗАННЫЕ РЕАКТОПЛАСТОМ ВОЛОКНИСТЫЕ ФОРМОВАННЫЕ ИЗДЕЛИЯ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2379392C2 |
| НЕТКАНЫЙ ИГЛОПРОБИВНОЙ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2365687C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТОГО КАРКАСА-ОСНОВЫ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2016 |
|
RU2620810C1 |
Изобретение относится к способу изготовления шумоглушительных, шумопоглощающих и/или изолирующих формованных материалов. Способ изготовления шумоглушительного, шумопоглощающего или изолирующего формованного материала, причем этот формованный материал содержит волокнистый материал. Способ изготовления имеет следующие шаги: наматывание волокнистого материала на две основы, которые, предпочтительно с возможностью передвижения, расположены друг от друга на расстоянии, для изготовления намотанной заготовки, долговременное упрочнение находящейся на основах намотанной заготовки для образования шумоглушительного, шумопоглощающего или изолирующего формованного материала. Долговременное упрочнение намотанной заготовки для образования формованного материала на основах происходит посредством извивания струей воздуха, сшивания, объединения в цепочку, связывания, иглопробивания, свойлачивания или сцепления, прежде всего предпочтительно, что упрочнение происходит без связующего. Также раскрыто получение таким образом формованного материала, прежде всего в виде формованных холстов или формованных изделий, и устройство для изготовления этих формованных материалов. Этот формованный материал может применяться, прежде всего, в глушителях шума. Техническим результатом изобретения является улучшение свойств формованных материалов при эксплуатации, а также упрощение их изготовления. 4 н. и 11 з.п. ф-лы, 12 ил.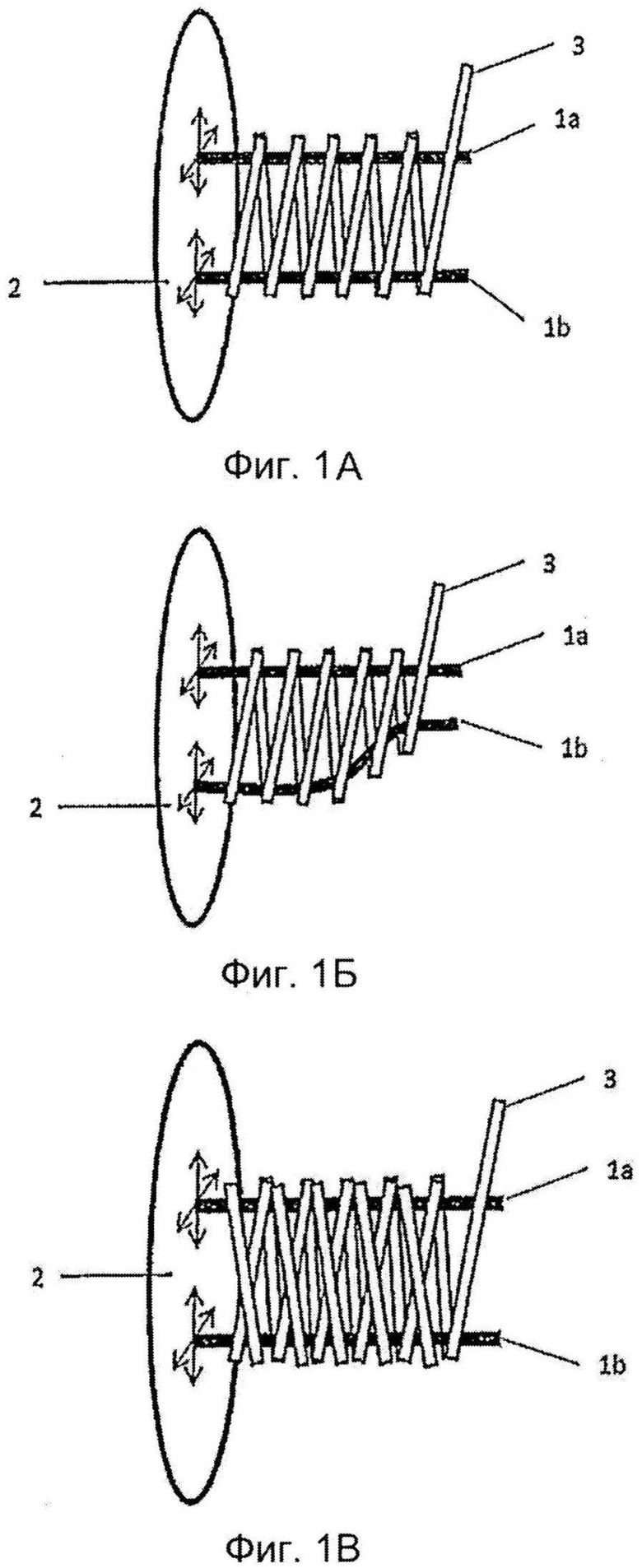
1. Способ изготовления шумоглушительного, шумопоглощающего или изолирующего формованного материала, причем этот формованный материал содержит волокнистый материал, причем он имеет следующие шаги:
а) наматывание волокнистого материала по меньшей мере на две основы, которые, предпочтительно с возможностью передвижения, расположены друг от друга на расстоянии, для изготовления намотанной заготовки,
б) долговременное упрочнение находящейся на основах намотанной заготовки для образования шумоглушительного, шумопоглощающего или изолирующего формованного материала,
отличающийся тем, что
долговременное упрочнение намотанной заготовки для образования формованного материала на основах происходит посредством извивания струей воздуха, сшивания, объединения в цепочку, связывания, иглопробивания, свойлачивания или сцепления, прежде всего предпочтительно, что упрочнение происходит без связующего.
2. Способ по п.1, отличающийся тем, что волокнистый материал представляет собой стекловолокна/минеральные волокна, углеродные волокна, волокна из силикатного стекла, арамид, натуральные волокна, прежде всего хлопок, стальные или полимерные волокна, или смеси из них.
3. Способ по п.1 или 2, отличающийся тем, что производят обматывание по меньшей мере трех или более основ, которые, при необходимости с возможностью передвижения, расположены на расстоянии друг от друга, для образования формованного изделия, прежде всего полого изделия.
4. Способ по п.1 или 2, отличающийся тем, что упрочнение включает в себя уплотнение намотанной заготовки для изготовления формованного материала в виде холста, изделия, прежде всего полого изделия.
5. Способ по п.3, отличающийся тем, что упрочнение включает в себя уплотнение намотанной заготовки для изготовления формованного материала в виде холста, изделия, прежде всего полого изделия.
6. Способ по п.1 или 2, отличающийся тем, что волокнистые материалы наматывают винтообразно, прежде всего с шагом >3%.
7. Способ по п.3, отличающийся тем, что волокнистые материалы наматывают винтообразно, прежде всего с шагом >3%.
8. Способ по п.1 или 2, отличающийся тем, что получают бесконечный формованный материал.
9. Способ по п.1 или 2, отличающийся тем, что полученный формованный материал на следующем шаге деформируют путем ошнуровки до требуемой формы.
10. Способ по п.1 или 2, отличающийся тем, что волокнистый материал включает в себя комбинацию материала из бесконечного волокна и материала с короткими волокнами и/или комбинацию различных волокнистых материалов и длин волокон и/или применяют волокнистый материал в виде ровингов, и/или пряжи, и/или крученых нитей, и/или фасонно текстурированного волокна, и/или мононитей.
11. Формованный материал, прежде всего формованный холст и формованное изделие, полученные с помощью способа по одному из пп.1-10.
12. Глушитель шума, содержащий формованный материал, прежде всего формованный холст или формованное изделие, по п.11.
13. Устройство для изготовления упрочненного шумоглушительного, шумопоглощающего и/или изолирующего формованного материала по меньшей мере с двумя, при необходимости выполненными с возможностью передвижения, основами, которые расположены на расстоянии друг от друга, причем эти основы, при необходимости, расположены с возможностью вращения в виде отдельных основ или в виде группы основ, с приспособлением для обматывания по меньшей мере двух основ волокнистым материалом и с приспособлением для упрочнения находящейся на основах, изготовленной из волокнистого материала намотанной заготовки, отличающееся тем, что приспособление для упрочнения находящейся на основах намотанной заготовки представляет собой таковое для упрочнения посредством извивания струей воздуха, для сшивания, для объединения в цепочку, для связывания или для иглопробивания, прежде всего ротационного иглопробивания, для свойлачивания или для сцепления.
14. Устройство по п.13, отличающееся тем, что приспособление выполнено с основами, предпочтительно таковое по меньшей мере с тремя расположенными на расстоянии друг от друга основами, которые, при необходимости, выполнены с возможностью взаимного перемещения, и это приспособление выполнено, при необходимости, с возможностью вращения в виде группы и/или отдельных основ.
15. Устройство по п.13 или 14, отличающееся тем, что оно выполнено для изготовления бесконечного формованного материала и имеет также приспособление для нарезания формованного материала на заданную длину.
| US 2002139503 A1, 03.10.2002 | |||
| Электромеханическое реле с регулируемым временем отпускания | 1959 |
|
SU125835A1 |
| КАРТУЗИК ДЛЯ СПИЧЕК | 1927 |
|
SU11327A1 |
| WO 2005005796 A1, 20.01.2005 | |||
| НЕТКАНЫЙ ВОЛОКНИСТЫЙ МАТЕРИАЛ | 1997 |
|
RU2118416C1 |
| Способ измерения коэффициента теплопередачи сэндвич-панелей с отражающим слоем | 2017 |
|
RU2700326C2 |

