Соединительный зажим
Область техники, к которой относится изобретение
Изобретение относится к улучшениям конструкции сетки подвесного потолка, в частности к улучшениям соединительных зажимов для элементов сетки потолка.
Уровень техники
Элементы сетки подвесного потолка, или направляющие, обычно содержат более длинные основные направляющие и более короткие поперечные направляющие. Оба типа направляющих сетки содержат соединители для присоединения концов направляющих к концам подобных элементов для создания пространства потолка, чьи размеры превышают длину отдельных основных или поперечных направляющих. Данные концевые соединители, благодаря развитию промышленности, обычно являются отдельными несъемными зажимными элементами, присоединенными к направляющим сетки. Концевые соединители или зажимы являются металлическими штампованными деталями, как правило, из стали, содержащими отличительные черты, позволяющие им соединяться с идентичными деталями, когда один соединитель продвигается вдоль оси в соединение внахлестку с противоположным концевым соединителем. В зависимости от конструкции зажимы могут примыкать непосредственно, или между ними может располагаться перегородка направляющей. В целом, отличительные черты, выполненные в соединителе методом штамповки или другим методом, обеспечивающие соединение, представляют собой поперечный выступ и край отверстия. Выступ одного соединителя помещается в отверстие противоположного соединителя и наоборот выступ противоположного соединителя помещается в отверстие первого соединителя. В результате образуется соединение с двумя фиксаторами. На практике соединение может подвергаться воздействию напряжения, величина которого значительно превышает допустимые пределы конструкции или ожидаемую нагрузку на соединение. Это может происходить, когда соединенные соединители скользят в стороны и отсоединяют один фиксатор, что приводит к значительному снижению несущей способности соединения.
Раскрытие изобретения
Изобретение предоставляет концевой соединительный зажим для направляющих сетки подвесного потолка с улучшенным фиксированием зажима к зажиму. Функция улучшенного фиксирования, согласно изобретению, достигается благодаря расположению фиксирующих поверхностей под углом относительно плоскости основной части зажима, при этом величина данного угла больше той, которая обычно применяется в данных случаях. Предпочтительным способом создания новаторских фиксирующих поверхностей является увеличение зазора между штампованными элементами, которые образуют фиксирующие поверхности. Обнаружено, что данная технология способствует расположению фиксирующих поверхностей таким образом, что при эксплуатации данное расположение противодействует усилиям, направленным на боковое разделение сопряженных фиксирующих поверхностей пары соединенных зажимов, что в ином случае может привести к значительному снижению усилия зажима. В идеальном случае новаторская технология применяется как к фиксирующему выступу, так и к области зажима, куда помещается выступ.
Краткое описание чертежей
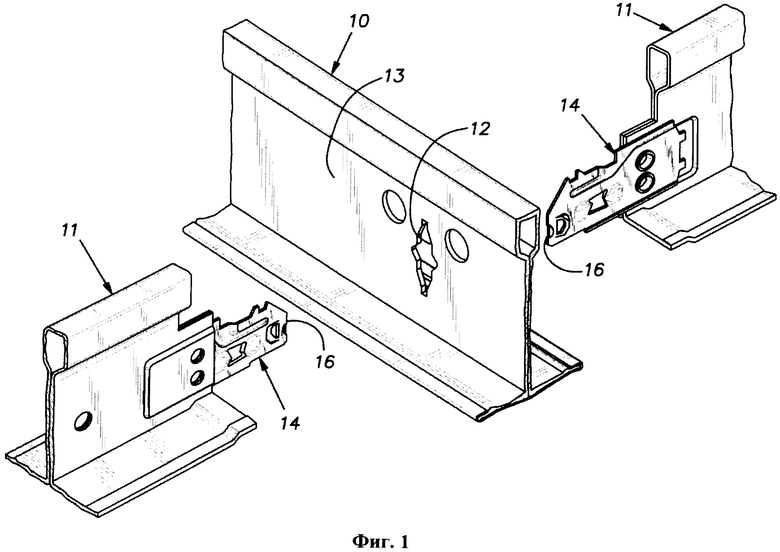
Фиг. 1. Части элементов сетки для панелей подвесного потолка в обычной форме перевернутых Т-образных элементов.
Фиг. 1А. Увеличенный местный вид в перспективе фиксирующих поверхностей концевого соединителя или зажима элемента сетки.
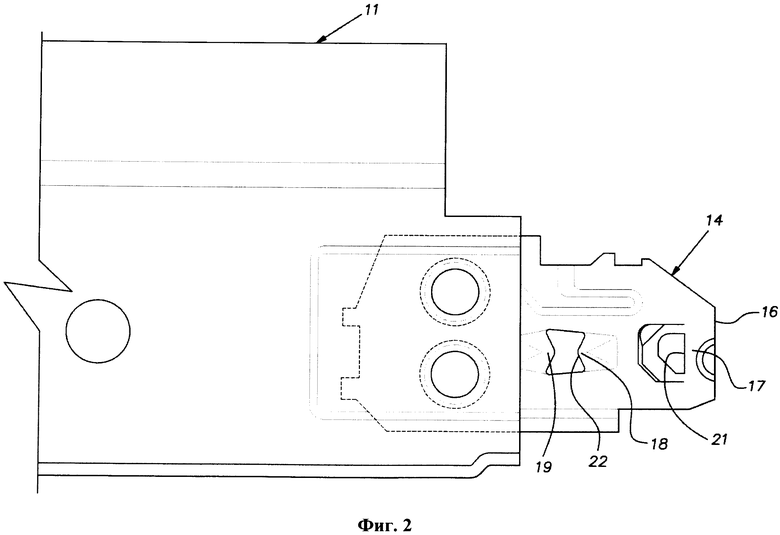
Фиг. 2. Боковая вертикальная проекция зажима и конечной части Т-образного элемента сетки.
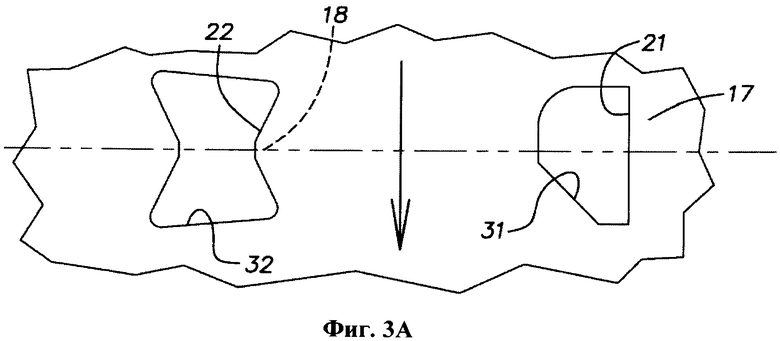
Фиг. 3А. Схематическое изображение областей фиксации зажима.
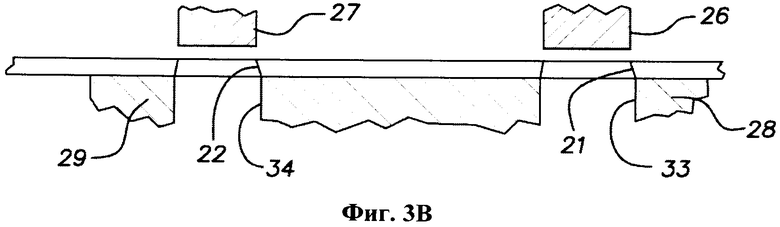
Фиг. 3В. Схематическое изображение режущих инструментов, совмещенное по вертикали с Фиг. 3А, данные инструменты применяются согласно изобретению для создания фиксирующих поверхностей зажима; и
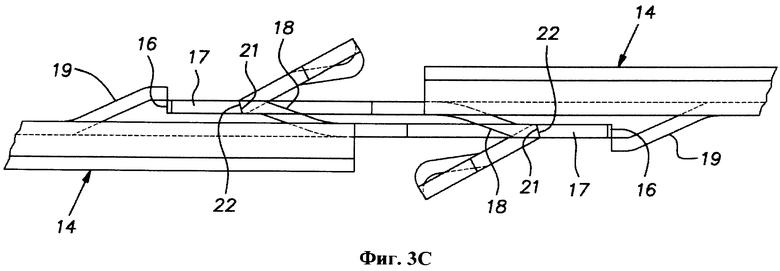
Фиг. 3С - Поперечное сечение соединенных зажимов в продольной плоскости, поперечной плоскостям основной части зажимов.
Осуществление изобретения
На чертежах и в частности на Фиг. 1 представлены части обычных направляющих сетки подвесного потолка в форме Т-образных элементов 10, 11. Основной Т-образный элемент 10 содержит вертикально расположенный паз 12, один из многих расположенных с равными интервалами вдоль его длины в центральной перегородке 13. Конечные части противоположных поперечных Т-образных элементов 11 расположены на одной линии с пазом основного Т-образного элемента. Т-образные элементы 10, 11 предпочтительно являются гнутыми изделиями из тонколистового металла, распространенного в данной отрасли. Длина основного Т-образного элемента 10 обычно составляет 10 или 12 футов или их метрический эквивалент, и длина поперечных Т-образных элементов 11 может составлять 4 фута, 2 фута и 1 фут или их метрический эквивалент. Поперечные Т-образные элементы 11 содержат идентичные концевые соединители или зажимы 14, присоединенные к их концам, например, путем продевания частей листового металла Т-образного элемента в отверстия, обеспеченные соединителями.
Изображенные соединители 14 относятся к соединителям, раскрытым в патентах США 5,517,796 и 5,761,868, содержание которых включено в данное описание посредством ссылки. Как правило, соединители 14 являются штампованными деталями из стального листа, который прочнее и тверже металла Т-образных элементов 10, 11. Цифра 16 обозначает передний конец соединителя 14.
Когда два соединителя 14 располагаются с противоположных сторон основного Т-образного элемента 10 в общем пазе 12, они образуют соединение своих соответствующих поперечных Т-образных элементов 11 путем образования двойного фиксатора "соединитель-к-соединителю". Взаимоотношение между соединителями 14 аналогично рукопожатию. Точнее, при соединении зажимов 14 они перекрывают друг друга, предпочтительно путем непосредственного примыкания. Зажимы 14 фиксируются вместе, когда область фиксации 17 одного зажима 14 защелкивается или другим образом помещается за передним из двух противоположных выступов 18, 19, выполненных методом штамповки в основной части другого зажима 14. То же действие происходит, когда соответствующая область фиксации 17 другого зажима помещается за передний выступ 18 первого зажима 14. При сцеплении обоих комплектов областей фиксации 17 и выступов 18 образуется соединение зажимов с двойной фиксацией. Взаимное зацепление области фиксации 17 и выступа 18 служит для сопротивления растягивающим нагрузкам на соответствующих поперечных Т-образных элементах 11, направленных на их разъединение, и при определенных условиях может выдерживать относительно мощные усилия.
Опыт показывает, что соединение между парой зажимов 14 будет нарушено при относительно низких усилиях, при боковом разъединении одной пары, состоящей из области фиксации 17 и выступа 18, т.е. сдвиге перпендикулярно плоскостям зажимов 14. В результате может остаться только одна фиксирующая пара, состоящая из области фиксации 17 и выступа 18.
Подобный боковой сдвиг может быть вызван, помимо прочего, различиями в материале зажима, процессом изготовления зажима, отклонением от идеальной формы зажима, технологией установки и внецентренными силами, воздействующими на соединенные зажимы, или комбинациями данных факторов.
Отказ фиксирующей пары из-за бокового перемещения между областью фиксации 17 и выступом 18 связан с расположением их соответствующих контактных краев, обозначенных цифрами 21, 22. Чем ближе данные краевые поверхности 21, 22 находятся к плоскости, расположенной перпендикулярно или под тупым углом к плоскостям основных частей зажимов, тем больше риск их бокового разъединения. Фиксирующие поверхности с подобным расположением обладают небольшой или нулевой сопротивляемостью усилиям, направленным на боковое разъединение зажимов 14, и при тупом угле фиксирующие поверхности создают усилие противодействия растягивающему усилию между Т-образными элементами, которое может вызвать боковой сдвиг зажимов и потерю контакта между ними. Фиксирующая краевая поверхность выступа, соответствующая выступу 18, обычно при производстве склонна к образованию тупого угла относительно плоскости зажима. Когда данная краевая поверхность изначально образована с помощью штамповки отверстия в плоскости первоначального листового металла, образующего зажим, она может иметь слегка острый угол, т.е. меньше 90 градусов. Однако, когда из плоскости основной части зажима впоследствии образуется выступ, краевая поверхность может стать направленной под тупым углом.
Фиг. 3А и 3В являются схематическими изображениями, совмещенными по вертикали относительно друг друга, изображающими аспекты изобретения. На Фиг. 3А область фиксации 17 соединена в заднем направлении с краевой поверхностью 21 области фиксации. Также на Фиг. 3А изображен один из выступов 18 и соответствующий фиксирующий край 22.
Как показано на Фиг. 3В, пуансонные элементы 26, 27, взаимодействуя с матричными секциями 28, 29, образуют отверстия 31, 32 соответственно. Передний край или граница отверстия 31 является краем области фиксации 21, и передний край отверстия в форме бабочки 32 образует фиксирующий край 22 выступа.
На Фиг. 3С схематически изображены передние края пары сопряженных зажимов 14. Изображения на Фиг. 3А и 3В соответствуют зажиму 14, изображенному слева на Фиг. 3С.
Фиг. 3В представляет увеличенное изображение большого зазора между пуансонными элементами 26, 27 и матричными отверстиями 33, 34 в местах, соответствующих фиксирующим краям 21, 22. Общее правило в индустрии штамповки металлов таково, что пуансон слегка меньше отверстия или находится на расстоянии от матрицы или режущей кромки, с которыми он эксплуатируется. Обычно зазор между пуансоном и матрицей на стороне отверстия составляет от 8% до 10% толщины пробиваемого материала. Отверстие, пробитое в металлическом листе пуансоном и матрицей, обычно имеет диаметр или размер отверстия со стороны пуансона, равный диаметру или размеру пуансона, а со стороны матричного отверстия - равный диаметру или размеру матричного отверстия. Это означает, что пробитое отверстие, если оно имеет круглую форму, на самом деле имеет слегка вогнутую, т.е. коническую, форму вдоль толщины листового материала или, если отверстие имеет другую форму, его стенки являются вогнутыми от размера пуансона до размера матричного отверстия или края матрицы.
Было обнаружено, что благодаря отказу от традиционной практики и увеличению зазора между пуансонными элементами 26, 27 и матричными отверстиями 33 и 34 может быть выгодно увеличена острота угла фиксирующих краев 21, 22. Например, зазор между пуансонными элементами 26 и 27 и их соответствующими матричными отверстиями 33, 34, соответствующими фиксирующим краям 21, 22, может составлять примерно 25% толщины листового металла, применяемого для изготовления соединителя или зажима 14. Изображенный зажим 14 может быть выполнен из высокопрочной стали (160 килофунтов на квадратный дюйм) толщиной 0,015/0,017 дюйма, нержавеющей стали средней твердости со снятыми напряжениями или стали типа 301/302. Фиг. 3В изображает, что пробитые или обрезные фиксирующие края 21, 22 расположены в плоскостях, образующих острые углы относительно стороны зажима, сцепленной с зажимом 14R, изображенным справа. Данные углы краевых поверхностей сохраняются в окончательной форме зажима 14. В случае с фиксирующей поверхностью 22 выступа, выштампованной из плоскости основной части зажима, острота угла, т.е. отклонение от перпендикуляра к основной части зажима, может быть слегка уменьшена, но все еще является значительной.
Фиг. 3С показывает, что углы фиксирующего края 21 фиксатора или области размещения 17 одного зажима и фиксирующий край 22 выступа другого зажима дополняют друг друга. Более того, углы данных поверхностей 21, 22 создают составляющую усилия, которая смещает зажимы 14 вместе при наличии растягивающего усилия в паре Т-образных элементов 11, соединенных с зажимами. Следовательно, зажимы 14 с фиксирующими краевыми поверхностями 21, 22, расположенными под острым углом, значительно повышают надежность соединения. Зажимы 14 меньше подвержены разъединению в одной области фиксации и последующему отказу при сниженном уровне растяжения.
Специалисты в данной области оценят применимость изобретения в зажимах основных Т-образных элементов, таких как изображены, например, в заявке на выдачу патента США №11/135,058 и патенте США №6,523,313. В зажимах, изображенных в патенте США №6,523,313, материал перегородки Т-образного элемента помещен между областью фиксаторов; тем не менее, изобретение может применяться в конструкциях, где соединители, разделенные материалом направляющей сетки, перекрывают друг друга, а фиксирующие края служат для той же цели, что и в данном описании.
Должно быть очевидно, что данное описание является примером изобретения и что различные изменения могут вноситься в изобретение путем добавления, модификации или удаления деталей в пределах объема идеи, которая содержится в данном описании. Таким образом, изобретение не ограничено конкретными деталями данного описания, за исключением тех случаев, когда ограничение указано в формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСОВЕРШЕНСТВОВАННОЕ СОЕДИНЕНИЕ ГЛАВНЫХ Т-ОБРАЗНЫХ НЕСУЩИХ ПРОГОНОВ | 2006 |
|
RU2434104C2 |
| ФИКСАТОР ДЛЯ ОТДЕЛКИ, РАСПОЛОЖЕННОЙ ПО ПЕРИМЕТРУ | 2014 |
|
RU2629176C2 |
| ПОТОЛОЧНАЯ ПЛИТКА И КРАЕВАЯ ПОДВЕСНАЯ СИСТЕМА | 2009 |
|
RU2418919C1 |
| ПАНЕЛЬ ДЛЯ ПОДВЕСНОГО ПОТОЛКА (ВАРИАНТЫ) | 2015 |
|
RU2690589C2 |
| ЗАЖИМНОЕ СОЕДИНЕНИЕ | 2010 |
|
RU2558060C2 |
| СОЕДИНИТЕЛЬ ПОПЕРЕЧНОЙ НАПРАВЛЯЮЩЕЙ И СИСТЕМА СОЕДИНИТЕЛЯ ПОПЕРЕЧНОЙ НАПРАВЛЯЮЩЕЙ ДЛЯ ПОДВЕСНОЙ ПОТОЛОЧНОЙ СИСТЕМЫ | 2017 |
|
RU2721058C1 |
| УКАЗАТЕЛЬНЫЙ КЛЯММЕР ДЛЯ НЕСУЩЕГО ПРОГОНА РЕШЕТКИ | 2013 |
|
RU2595108C2 |
| ЭЛЕМЕНТ ДЛЯ СОЕДИНЕНИЯ С УДЛИНЕННЫМ ВОДОСТОЧНЫМ ЖЕЛОБОМ, А ТАКЖЕ СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2152492C2 |
| СЕЙСМОУСТОЙЧИВЫЙ ЗАЖИМ | 2010 |
|
RU2543015C2 |
| КОЛЬЦЕВОЙ СОЕДИНИТЕЛЬ ОБРЕШЕТКИ (ВАРИАНТЫ) | 1997 |
|
RU2188286C2 |
Изобретение относится к улучшениям конструкции сетки подвесного потолка, в частности к улучшениям соединительных зажимов для элементов сетки потолка. Зажим для соединения краев направляющих сетки подвесных потолков выполнен с возможностью соединения с идентичным зажимом, который выполнен из листового металла методом штамповки и содержит передний и задний концы, боковой выступ и область размещения выступа за передним концом, при этом зажим выполнен таким образом, что когда идентичный зажим расположен в направлении, противоположном зажиму, и перекрывает зажим в боковом направлении, подобно соединению внахлестку, выступ зажима фиксируется в области размещения идентичного зажима и, наоборот, выступ идентичного зажима фиксируется в области размещения зажима, при этом по меньшей мере одно из: выступа и области размещения выступа - имеет границу, содержащую обрезной край, направленный от переднего конца зажима, при этом упомянутый обрезной край образует острый угол с плоскостью прилегающих областей зажима, при этом обрезка выполнена с помощью инструментов, содержащих зазор между ними, существенно превышающий 10% толщины листового металла, из которого методом штамповки изготавливается зажим. Также описан способ изготовления зажима. 2 н. и 3 з.п. ф-лы, 3 ил.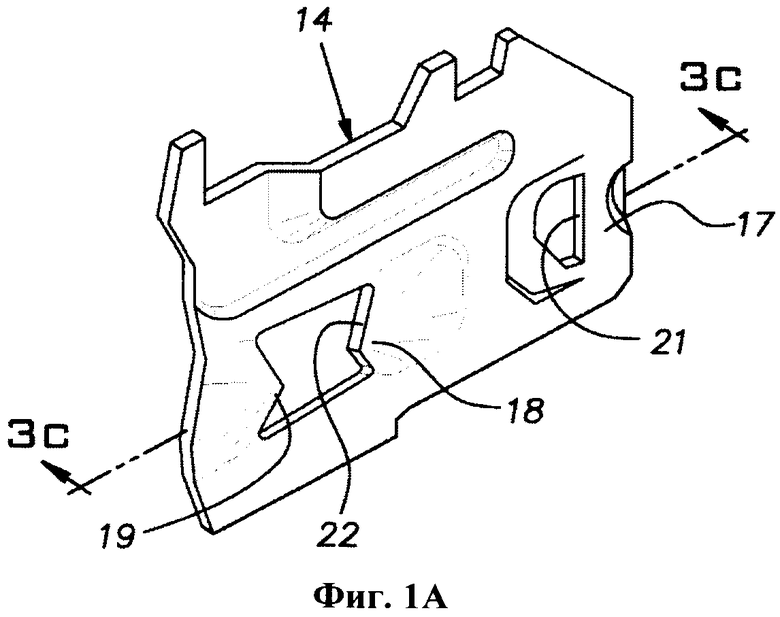
1. Зажим для соединения краев направляющих сетки подвесных потолков, выполненный с возможностью соединения с идентичным зажимом, при этом зажим выполнен из листового металла методом штамповки и содержит передний и задний концы, боковой выступ и область размещения выступа за передним концом, при этом зажим выполнен таким образом, что когда идентичный зажим расположен в направлении, противоположном зажиму, и перекрывает зажим в боковом направлении, подобно соединению внахлестку, выступ зажима фиксируется в области размещения идентичного зажима и, наоборот, выступ идентичного зажима фиксируется в области размещения зажима, при этом по меньшей мере одно из: выступа и области размещения выступа - имеет границу, содержащую обрезной край, направленный от переднего конца зажима, при этом упомянутый обрезной край образует острый угол с плоскостью прилегающих областей зажима, при этом обрезка выполнена с помощью инструментов, содержащих зазор между ними, существенно превышающий 10% толщины листового металла, из которого методом штамповки изготавливается зажим.
2. Зажим по п. 1, отличающийся тем, что выступ и область размещения выступа содержат обрезные края, выполненные инструментами с зазором, существенно превышающим 10%.
3. Зажим по п. 1, отличающийся тем, что зазор между инструментами равен примерно 25% толщины листового металла, из которого методом штамповки изготавливается зажим.
4. Способ изготовления металлического зажима для соединения концов направляющих сетки для подвесных потолков, содержащий изготовление зажима методом штамповки из листового металла, при этом процесс штамповки включает образование краевой поверхности для размещения выступа, направленной назад, и краевой поверхности выступа, направленной назад, при этом зажим выполнен сопряженным с идентичным зажимом, так, что когда зажимы перекрывают друг друга, краевая поверхность выступа идентичного зажима входит в зацепление с краевой поверхностью первого зажима для размещения выступа, а выступающий край зажима входит в зацепление с краевой поверхностью идентичного зажима для размещения выступа, при этом по меньшей мере один из данных краев зажима обрезан инструментами, содержащими зазор, существенно превышающий 10% толщины листового металла, из которого изготовлен зажим, при этом упомянутый по меньшей мере один обрезной край образует острый угол с плоскостью прилегающих областей зажима.
5. Способ по п. 4, отличающийся тем, что указанная краевая поверхность для размещения выступа и указанная краевая поверхность выступа обрезаны инструментами, содержащими зазор, существенно превышающий 10% толщины листового металла, из которого изготовлен зажим.
| US 5761868 А, 09.06.1998 | |||
| Cold Forming Stainless Steel | |||
| Размещена на стр | |||
| Интернет www.fanagalo.co.za/tech_fab_form.htm, размещена на данном сайте в соответствии с сайтом https://web.archive.org 29.03.2008 | |||
| US 5216865 А, 08.06.1993 |

