Изобретение относится к производству оптических деталей из оптических стекол и может быть использовано для временного крепления заготовок оптических деталей в процессе обработки.
Блокировку эластичным (временным) креплением осуществляют приклеиванием деталей наклеечной смолой толщиной 1-5 мм на специальные приспособления - наклеечные чашки или грибы. Количество наклеиваемых деталей зависит от радиуса кривизны, диаметра обрабатываемых деталей и определяется расчетом. Блокировка должна обеспечивать постоянное положение деталей на блоке в течение всего процесса обработки ее поверхности.
Свойства наклеечной смолы, проявляемые в процессе эксплуатации, зависят от исходных материалов, их соотношения, технологии приготовления, условий блокировки и обработки деталей. Под влиянием этих факторов наклеечная смола может деформироваться, менять ориентацию деталей на блоке и вызывать их деформацию, которая обнаруживается обычно после разблокировки (А.В. Сулим. Производство оптических деталей. - Высшая школа, М.: 1969 г.). Таким образом, наклеечные смолы должны удовлетворять ряду технологических требований: иметь высокую адгезионную способность к материалу заготовки и приспособления, не вызывать упругой деформации при изменении агрегатного состояния, не вносить погрешностей базирования и закрепления при установке заготовок, не вступать в химическое взаимодействие с материалом заготовок, легко отставать от поверхности заготовок и приспособления в процессе разблокирования.
Известна клеевая композиция следующего состава, мас.%:
(SU №1781275, МПК C09J 193/04, дата приоритета 07.09.1989 г.).
Применение такой композиции для эластичной блокировки линз позволяет обеспечить точность изготовления N=2, ΔN=0,2 для нетехнологичных линз диаметром только до 80 мм с tц/Д=1:20.
Недостатком известной клеевой композиции является значительная усадка при нагревании с последующим охлаждением, что не позволяет использовать ее при обработке нетехнологичных линз диаметром более 80 мм.
Наиболее близкой к предлагаемой по технической сущности и достигаемому результату является клеевая композиция на основе инден-кумароновой смолы следующего состава, мас.%:
(Прутикова Н.А. Состав наклеенной смолы для эластичной блокировки заготовки оптических деталей. Журнал «Оптико-механическая промышленность», №5, 1983 г., стр.62). Однако такая композиция обеспечивает точность изготовления N=2, ΔN=0,2 для нетехнологичных линз диаметром 100-150 мм с tц/Д=1:25. При изготовлении линз диаметром 100-150 мм с тонким краем (0,8-1,0 мм) с более тонким центром (tц/Д=1:26-1:30) возникают деформации.
Недостатками наиболее близкого технического решения являются значительная усадка при нагревании с последующим охлаждением и, как следствие, деформация линз диаметром более 100 мм при их изготовлении с использованием этой клеевой композиции.
Задачей изобретения является уменьшение усадки клеевой композиции при нагревании с последующим охлаждением, что позволит использовать ее для эластичного крепления более широкого диапазона оптических линз.
Технический результат, обеспечивающий решение поставленной задачи, достигается тем, что в клеевую композицию, содержащую смолу инден-кумароновую, битум, тальк, введены канифоль, пек сосновый, графит, при следующем соотношении компонентов, вес.%:
Созданная клеевая композиция обеспечивает минимальное деформирующее воздействие на обрабатываемые заготовки оптических деталей, сохраняя адгезионную прочность в процессе изготовления нетехнологичных линз диаметром до 150 мм со следующими требованиями к форме поверхности: N=2, ΔN=0,2 с тонким краем (tк=0,8-1,0 мм), с тонким центром (tц/Д=1:26-1:30), с отношением радиуса кривизны поверхности к диаметру детали R/Д≥0,5.
При этом N - величина общей ошибки, число интерференционных колец (отступления от заданного радиуса), ΔN - местная ошибка (неровность поверхности), выраженная в кольцах, tц - толщина линзы по центру, tк - толщина линзы по краю, Д - наружный диаметр линзы, R - радиус кривизны сферической поверхности линзы.
Канифоль представляет собой твердую часть смолистых веществ деревьев хвойных пород и получается путем отгонки скипидара и эфирных масел из живицы этих деревьев. Это прозрачная стекловидная масса с температурой размягчения 66-80°C и кислотным числом 166-180 мг.
Пек сосновый - нелетучий остаточный продукт, образующийся при перегонке древесной смолы, представляет собой плотную однородную массу черного цвета с температурой размягчения 40-85°C.
Битум нефтяной получается окислением остаточных продуктов прямой перегонки нефти и их смесей с асфальтами и экстрактами масляного производства, представляет собой плотную однородную массу черного цвета с температурой размягчения 70-90°C.
Смола инден-кумароновая получается в процессе полимеризации непредельных соединений, содержащихся во фракциях сырого бензола, представляет собой однородные темно-коричневые пластины толщиной до 3 мм с температурой размягчения 80-140°C.
Тальк - тонкоизмельченный природный силикат магния с содержанием окиси магния 24-28%.
Графит является аллотропной формой углерода, это темно-серые кристаллы со слабым металлическим блеском. Графит имеет плотность 2,22 г/см2 и обладает высокой теплопроводностью.
Для изготовления клеевой композиции применяют канифоль сосновую первого и высшего сорта ГОСТ 19113-84 с температурой размягчения не ниже 68°C и кислотным числом не ниже 168 мг, пек сосновый марки «Б» ТУ 13-360-83 с температурой размягчения 41-60°C, битум нефтяной марки БН 90/10 ГОСТ 6617-76, графит кристаллический литейный марок ГЛ-1, ГЛ-2 ГОСТ 5279-74, тальк марок ТМК-24, ТМК27, ТМК-28 ГОСТ 21234-75, смолу инден-кумароновую ТУ 14-6-72-89 с температурой размягчения 85-92°C.
Клеевую композицию получают сплавлением в котле при температуре 150-160°C клеевого состава А в количестве 50 вес.% и клеевого состава Б в количестве 50 вес.%. Расплавленную смесь перемешивают с помощью механической мешалки в течение 30 минут, поддерживая заданную температуру и разливают в формы для остывания.
Клеевой состав А имеет следующую рецептуру, вес.%:
Для изготовления состава инден-кумароновую смолу, битум и пек загружают в котел, расплавляют при температуре 150-160°C, перемешивают, затем вводят наполнитель - тальк, снова перемешивают и разливают в формы для остывания.
Клеевой состав Б имеет следующую рецептуру, вес.%:
Для изготовления состава канифоль, битум и графит загружают в котел, расплавляют при температуре 150-160°C, перемешивают, затем вводят наполнитель - тальк, снова перемешивают и разливают в формы для остывания.
Полученная сплавлением составов А и Б композиция имеет температуру размягчения 103-108°C. Контроль температуры размягчения проводится на приборе «кольцо и шар» ГОСТ 11506-73.
Для экспериментальной проверки заявляемой композиции были выбраны 7 составов, соотношения компонентов А и Б которых приведены в таблице 1, а рецептура - в таблице 2.
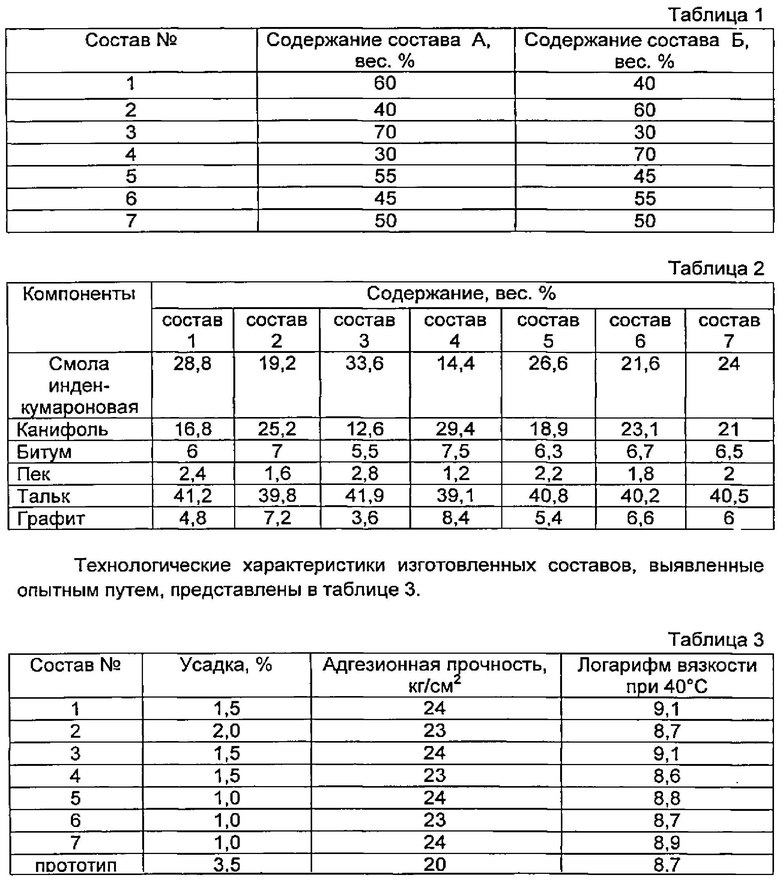
Величину усадки исследуемых образцов определяли следующим образом. В фарфоровый тигель емкостью 120 мл заливали точно до краев расплавленную смолу. Температура смолы при заливке на 20-5°C превышала ее температуру размягчения. После охлаждения образцов на воздухе до комнатной температуры проводились измерения объема остывшей смолы. Измерения проводились путем заполнения водой тигля до первоначального объема, то есть до 120 мл. Потребное количество воды измерялось микропипеткой с ценой деления 0,02 мл и являлось уменьшением объема, то есть усадкой.
Из таблицы 3 следует, что, при практически одинаковом логарифме вязкости исследуемых образцов, величина их усадки значительно меньше в сравнении с прототипом.
Изготовленные образцы клеевой композиции были опробованы в производственных условиях. Для проведения испытаний были взяты линзы с характеристиками, представленными в таблице 4.

Процесс эластичного крепления заготовок линз осуществлялся следующим образом. Клеевую композицию разогревали до температуры от 130 до 140°C, одновременно нагревали линзы до температуры от 60 до 70°C. На влажную салфетку с помощью деревянной лопатки переносили небольшое количество клеевой композиции, формировали шарик необходимого размера, наклеивали на поверхность линзы и придавали ему необходимую форму, создавая клеевую подушку. Линзы притирали второй стороной к поверхности притирочного приспособления. Наклеечное приспособление нагревали до температуры 300°C и осторожно устанавливали на клеевые подушки притертых линз. Затем полученный блок помещали в воду для охлаждения, отделяли наклеечный корпус от притирочного приспособления и передавали его на последующие операции шлифования и полирования. В качестве полировальной подложки применялась пеко-канифольная смола с твердостью 6-14 ед. МИВСК с наполнителем из древесной муки. В качестве полирующего порошка применяли фторопол марок Д с размером зерна 0,4-0,5 мкм или 0,6 мкм и М с размером зерна 0,7-0,8 мкм ТУ 334-97. Полирование линз проводилось на станках 3 ШП-320, 6 ШП-200 с автопитанием при интенсивных режимах: удельное давление полировального инструмента на стекло 50-100 кгс/см2, скорость вращения полировальника 200-250 об/мин, частота качания поводка 100-120 двойных ходов в минуту.
Отполированные линзы проверяли на соответствие требованиям чертежа. Отклонение формы полированной поверхности от заданной определяли интерференционным методом путем сравнения с эталоном. Сущность метода заключается в следующем. Если наложить на контролируемую поверхность точно изготовленную поверхность эталона, называемого пробным стеклом, и осветить ее, то при наличии незначительного воздушного зазора между поверхностями будут видны интерференционные кольца. Сосчитав число колец, определяли величину отступления от заданной кривизны поверхности N. Если кривизна поверхности изменяется плавно, то кольца имеют вид правильных кругов. Если на поверхности линзы имеются отдельные неровности, кольца становятся эллиптичными или искривленными, величина отступления от заданной кривизны в этом случае, местная ошибка, обозначается как ΔN. Результаты сравнения отполированных линз с эталоном представлены в таблице 5. Линзы, блокированные клеевой композицией состава №7, практически не подверглись деформации.
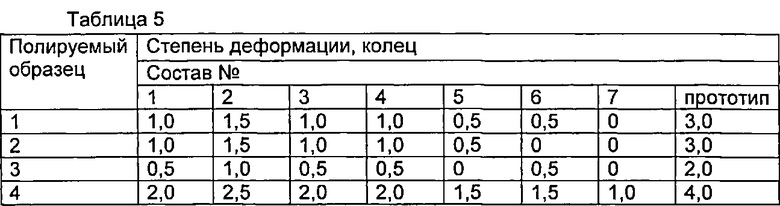
Результаты испытания, представленные в таблице 5, показывают, что состав №7 соответствует всем требованиям технологического регламента. Клеевая композиция, изготовленная из смолы инден-кумароновой, канифоли, битума, пека соснового, талька и графита при следующем соотношении компонентов, вес.%:
обладает достаточными пластическими свойствами для использования при обработке нетехнологичных линз диаметром до 150 мм, при этом не вызывает упругую деформацию при изменении агрегатного состояния, не вносит погрешностей базирования и закрепления при установке заготовок, не вступает в химическое взаимодействие с материалом заготовок, легко отстает от поверхности заготовок и приспособления в процессе разблокирования.
Таким образом, наличие в клеевой композиции новых признаков по сравнению с известными клеевыми композициями позволяет обеспечить указанный технический результат - создать композицию с малой усадкой при нагревании с последующим охлаждением, тем самым расширить диапазон использования разработанной композиции - за счет введения в ее состав новых компонентов и изменения весового соотношения всех компонентов композиции, и определяет новизну и изобретательский уровень заявляемого технического решения, а возможность изготовления в производственных условиях доказывает ее промышленную применимость, что в совокупности устанавливает соответствие клеевой композиции условиям патентоспособности изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛИРОВАЛЬНАЯ КОМПОЗИЦИЯ | 2013 |
|
RU2540302C2 |
| КЛЕЕВАЯ КОМПОЗИЦИЯ | 2016 |
|
RU2614285C1 |
| КЛЕЕВАЯ КОМПОЗИЦИЯ | 2015 |
|
RU2596248C1 |
| Клей для крепления оптических стекол при их обработке | 1990 |
|
SU1758063A1 |
| Клеевая композиция | 1989 |
|
SU1781275A1 |
| ЗАМАЗКА | 2011 |
|
RU2518752C2 |
| СПОСОБ МОДИФИКАЦИИ НЕФТЕПОЛИМЕРНЫХ СМОЛ | 2014 |
|
RU2568116C1 |
| Клей-расплав | 1981 |
|
SU981333A1 |
| Полимерная клеевая композиция праймера для крепления низкомодульных резин к металлу | 2021 |
|
RU2761551C1 |
| ГЕРМЕТИЗИРУЮЩАЯ КОМПОЗИЦИЯ | 2014 |
|
RU2602562C2 |
Клеевая композиция по изобретению содержит смолу инден-кумароновую, канифоль, битум, пек сосновый, тальк и графит при следующем соотношении компонентов, вес.%:
Техническим результатом композиции по изобретению является создание пластичной клеевой композиции с малой усадкой при нагревании с последующим охлаждением. Ее использование позволяет изготавливать линзы диаметром до 150 мм с тонким краем и с тонким центром. При этом отношение радиуса кривизны линзы к диаметру R/Д≥0,5 с точностью N=2, ΔN=0,2. 5 табл.
Клеевая композиция, содержащая смолу инден-кумароновую, битум и тальк, отличающаяся тем, что дополнительно содержит канифоль, пек сосновый и графит при следующем соотношении компонентов, вес.%:
| Клеевая композиция | 1989 |
|
SU1781275A1 |
| Пуговица для прикрепления ее к материи без пришивки | 1921 |
|
SU1992A1 |
| Клей-расплав для крепления алмазных элементов к корпусу полировального инструмента | 1988 |
|
SU1624006A1 |
| ГИДРОИЗОЛЯЦИОННАЯ И ГЕРМЕТИЗИРУЮЩЕ-КЛЕЯЩАЯ КОМПОЗИЦИЯ | 1999 |
|
RU2165949C2 |
| СПОСОБ ЭЛЕКТРОФОРЕТИЧЕСКОГО ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2006 |
|
RU2305668C1 |
| Штамм бактерий РSеUDомоNаS метнYLIса, используемый для очистки сточных вод от метанола | 1988 |
|
SU1620479A1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |

