Настоящее изобретение относится к способу изготовления башни, в частности башни ветроэнергетической установки, в котором по меньшей мере один трубчатый участок башни изготовлен из расположенных друг на друге кольцеобразных бетонных сборных блоков с двумя горизонтальными поверхностями контакта. Кроме того, изобретение относится к башне, в частности к башне ветроэнергетической установки, по меньшей мере с одним трубчатым участком из бетона, который выполнен из расположенных друг на друге кольцеобразных бетонных сборных блоков с двумя горизонтальными поверхностями контакта.
Башни для ветроэнергетических установок сооружают из предварительно изготовленных на заводе готовых конструкций бетонных сборных блоков. В соответствии с общепринятым известным из уровня техники способом бетонные сборные блоки после их изготовления транспортируют к месту установки и там путем установки друг на друга собирают в башню, причем бетонные сборные блоки сначала необходимо выставить относительно друг друга. При этом между сборными блоками наносят средство для заливки, чтобы компенсировать большие допуски при изготовлении, которые при использовании больших блоков, как это имеет место в настоящем случае, составляют, как правило, несколько миллиметров. Кроме того, требуется средство для заливки в шов между сборными блоками, чтобы обеспечить уплотнение башни. Недостатком при этом является то, что сборка с помощью выравнивания блоков, а также нанесение и снятие средства для заливки являются дорогостоящими и занимают больше времени. Кроме того, изготовление башни на месте установки возможно только при благоприятных погодных условиях.
По этой причине в DE 10 2008 016 828 A предлагается усовершенствованный способ изготовления бетонных сборных блоков для ветроэнергетических установок. При этом бетонный сборный блок изготавливают в литейной форме с плоским дном, так что нижнюю сторону бетонного сборного блока можно изготовить с большой точностью. На верхнюю сторону бетонного сборного блока наносят слой эпоксидной смолы, который после отверждения фрезеруют параллельно нижней стороне. Литейная форма для изготовления плоской нижней стороны уже должна быть очень точной, так что изготовление формы является сравнительно дорогостоящим. Кроме того, установка для фрезерования должна снабжаться точно подогнанным приемным гнездом для бетонного сборного блока.
Задачей настоящего изобретения является предоставление башни, а также способа изготовления башни из готовых бетонных сборных блоков, которые позволяют простым образом быстро возводить башню.
Поставленная задача решается с помощью признаков в независимых пунктах формулы изобретения.
При использовании способа изготовления башни, в частности башни ветроэнергетической установки, по меньшей мере один трубчатый участок башни изготовляют из расположенных друг на друге кольцеобразных бетонных сборных блоков с двумя горизонтальными поверхностями контакта. Согласно изобретению кольцеобразные бетонные сборные блоки после отливки на заводе готовых конструкций скрепляют на участке обработки и обе горизонтальные поверхности контакта бетонных сборных блоков подвергают обработке в креплении путем плоскопараллельного снятия материала. При этом горизонтальные поверхности контакта из бетона непосредственно дополнительно обрабатывают таким образом, что отсутствует необходимость в дополнительном нанесении выравнивающего слоя на поверхности контакта. Дорогостоящее изготовление очень точной литейной формы также не требуется, так как горизонтальные поверхности контакта только после завершения процесса литья подвергают точной дополнительной обработке.
Башня, в частности башня ветроэнергетической установки, содержит по меньшей мере один трубчатый участок башни из бетона, который изготовлен из расположенных друг на друге кольцеобразных бетонных сборных блоков с двумя горизонтальными поверхностями контакта. Обе горизонтальные поверхности контакта бетонных сборных блоков согласно изобретению расположены с отклонением от параллельности и отклонением от плоскостности всего лишь на несколько децимиллиметров, предпочтительно менее 0,2 мм, и подвергаются плоскопараллельной дополнительно обработке со снятием материала. Выполнение бетонных сборных блоков с такими незначительными допусками позволяет производить быстрое возведение башни с помощью простой установки друг на друга строительных блоков. Теперь в связи с наличием незначительных допусков отсутствует необходимость в производстве работ по ориентированию и выравниванию при возведении, а требуется всего лишь осуществить центрирование установленных друг на друге, как правило, кольцеобразных бетонных сборных блоков. Выдерживание таких незначительных допусков при бетонных сборных блоках с весом в несколько тонн и размерами в несколько метров возможно осуществлять благоприятным образом за счет обработки обеих поверхностей контактов при том же креплении.
Предпочтительно, если бетонные сборные блоки с отклонением от параллельности и отклонением от плоскостности менее децимиллиметра, предпочтительно менее 0,2 мм, будут подвергнуты дополнительному шлифованию. С помощью способа дополнительного шлифования можно особенно благоприятным образом обеспечить необходимую точность, причем можно получить допуски в диапазоне 0,1 мм - 0,2 мм.
Если башня возводится из дополнительно отшлифованных бетонных сборных блоков, то в таком случае в связи с наличием очень незначительных отклонений от параллельности и от плоскостности можно без дополнительных мер и без использования средства для заливки использовать сухие швы между двумя расположенными друг на друге бетонными сборными блоками, которые в незакрепленном положении уже имеют ширину менее 0,5 мм. Если бетонные сборные блоки будут особенно точно дополнительно отшлифованы с отклонениями всего лишь 0,1 мм, то в таком случае ширина швов в незакрепленном положении будет составлять менее 0,2 мм. Если в заключение бетонные сборные блоки башни крепятся относительно друг друга с помощью крепежных средств и башня подвергается предварительному креплению, то в таком случае ширина швов сокращается еще больше и соответственно бетонные сборные блоки соединяются друг с другом без швов.
Особенно предпочтительным при этом является, если бетонные сборные блоки будут натягиваться с помощью внешних, проходящих внутри башни предварительно напряженных арматурных элементов. В результате этого упрощается изготовление бетонных сборных блоков, так как для предварительно напряженных арматурных средств нет необходимости использовать трубчатые оболочки. Также предварительно напряженные арматурные элементы становятся доступными для целей контроля и проведения работ по техническому обслуживанию.
Если швы выполняют сухими, то есть без нанесения средства для заливки или без выравнивающей массы между бетонными сборными блоками на месте установки, то в таком случае возведение башни должно осуществляться особенно просто и быстро. Производить уплотнение швов в результате высококачественного исполнения поверхностей контакта не требуется, так как в результате крепления бетонных сборных блоков швы можно полностью устранить.
При изготовлении бетонных сборных блоков с точно плоскопараллельными горизонтальными поверхностями контакта будет предпочтительным, если кольцеобразные бетонные сборные блоки во время обработки вращаются вокруг своей вертикальной оси. В результате этого можно осуществлять простым образом обработку горизонтальных поверхностей контакта при том же креплении. Особенно предпочтительным при этом является то, что также при менее точном расположении бетонных сборных блоков все же можно получить высокоточные и параллельные поверхности контакта.
Кроме того, предпочтительно, если кольцеобразные бетонные сборные блоки обрабатывают на вращающемся столе при горизонтальном креплении, то есть в их последующем положении установки. В частности, в результате этого в случае конических или параболических бетонных сборных блоков можно обеспечить простым образом расположение бетонных сборных блоков на вращающемся столе.
Для крепления бетонных сборных блоков на вращающемся столе их предпочтительно снабжают крепежным устройством. Это устройство позволяет осуществлять надежное удерживание бетонных сборных блоков и оно уже может быть залито в бетонные сборные блоки или выполнено в бетоне с помощью формования углубления. Так, например, в качестве крепежных устройств можно заливать гайки, в которые заходит в зацепление стальной кронштейн.
Для изготовления кольцеобразных бетонных сборных блоков большого диаметра предпочтительно, если кольцеобразные бетонные сборные блоки перед дополнительным шлифованием будут собраны из одного или нескольких кольцевых сегментов и зафиксированы. Предпочтительно сборные блоки скрепляются между собой с помощью болтового или винтового соединения. После дополнительного шлифования бетонные сборные блоки для транспортировки на место установки башни снова разбирают на кольцевые сегменты. Кроме того, кольцевые сегменты в связи с их меньшим размером по сравнению с цельными кольцами без всяких проблем перевозятся дорожным транспортом.
В башне из бетонных сборных блоков отдельные кольцевые сегменты снова собирают в кольцеобразный сборный блок с использованием средства для заливки. Так как применение средства для заливки швов ограничивается очень малой областью, тем не менее, кольцеобразные бетонные сборные блоки можно очень быстро собирать и монтировать независимо от погодных условий. Дополнительно бетонные сегменты могут еще между собой затягиваться или свинчиваться.
Если кольцеобразные бетонные сборные блоки состоят из двух или более кольцевых сегментов, то в таком случае в дальнейшем предпочтительно, чтобы также вертикальные швы контакта между поверхностями контакта бетонных сборных блоков в форме кольцевых сегментов выполнены сухими. Кольцевые сегменты при этом предварительно натягиваются в горизонтальном направлении, предпочтительно с помощью расположенных по диагонали предварительно напряженных арматурных элементов, например с помощью болтов. Однако шов можно выполнить также без болтового соединения, причем вертикальный шов удерживается исключительно с помощью вертикального крепления участка башни из бетона. При этом кольцевые сегменты кольца в случае расположенных друг за другом колец размещены с поворотом относительно друг друга.
Чтобы улучшить еще больше уплотнение башни, также может быть предпочтительным предусмотреть уплотняющий профиль между горизонтальными поверхностями контакта бетонных сборных блоков. Для этой цели бетонные сборные блоки на своей верхней поверхности контакта снабжены кольцевым пазом для уплотнительного профиля. Кольцевой паз после дополнительного шлифования выполняется при том же креплении в верхней горизонтальной поверхности контакта бетонных сборных блоков. Кольцевой паз выполняется предпочтительно с помощью пилы.
Согласно другому предпочтительному усовершенствованному варианту осуществления изобретения бетонные сборные блоки на своих поверхностях контакта содержат по меньшей мере одно углубление, предпочтительно по меньшей мере одно высверленное отверстие. В него затем устанавливают соответственно элемент для защиты от смещения или вращения, например пластмассовый дюбель. Предпочтительно, при этом несколько высверленных отверстий распределяют равномерно по периметру.
Углубления и соответственно центровые высверленные отверстия после дополнительного шлифования предпочтительно выполняют в обеих горизонтальных поверхностях контакта также при том же креплении.
Согласно одному предпочтительному усовершенствованному варианту осуществления изобретения после дополнительного шлифования и/или после выполнения кольцевого паза и/или углублений бетонные сборные блоки измеряют, предпочтительно при том же креплении с помощью бесконтактной системы измерения. За счет объединения нескольких технологических этапов обработки на одном участке обработки бетонные сборные блоки можно изготовлять с высокой степенью точности без перемещения, причем расположение на одном вращающемся столе позволяет благоприятным образом производить обработку с помощью нескольких инструментов, а также выполнять измерение.
Другие преимущества изобретения описываются при помощи прилагаемых изображенных примеров осуществления.
Показано:
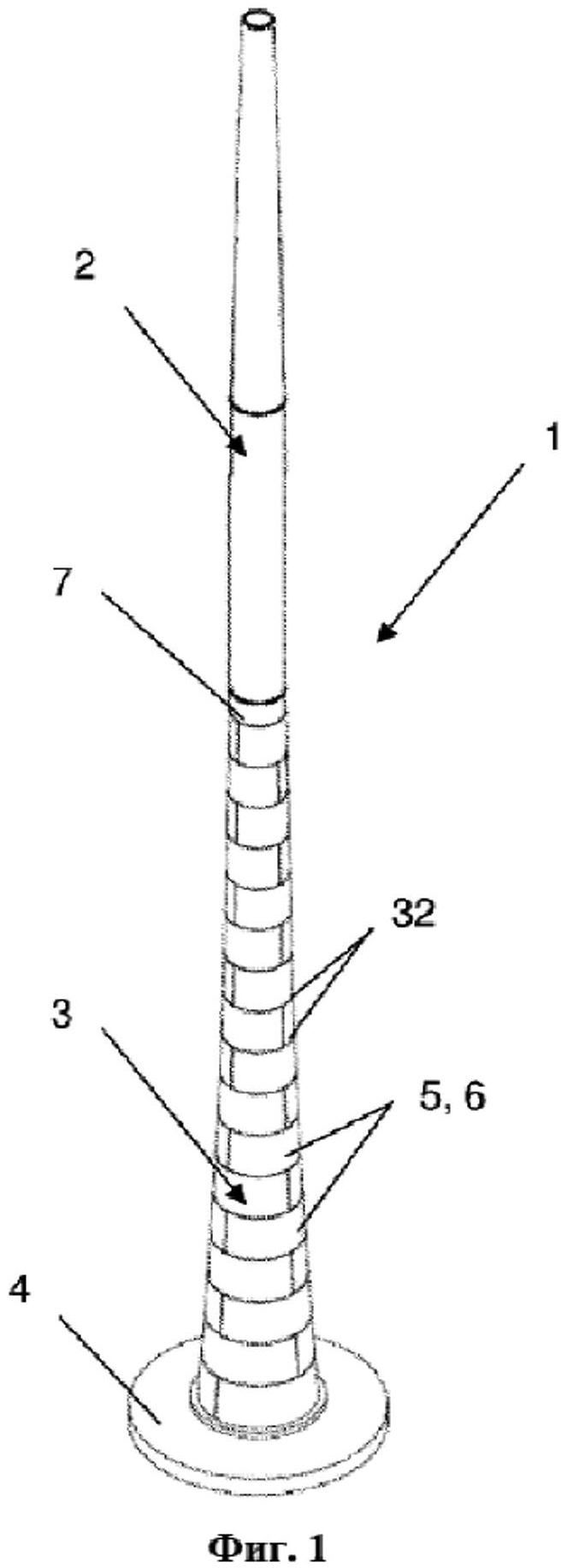
Фиг. 1 - общее изображение башни согласно настоящему изобретению с бетонным участком, стальным участком, а также с переходной частью.
Фиг. 2 - схематическое изображение участка обработки и обработки кольцеобразных бетонных сборных блоков.
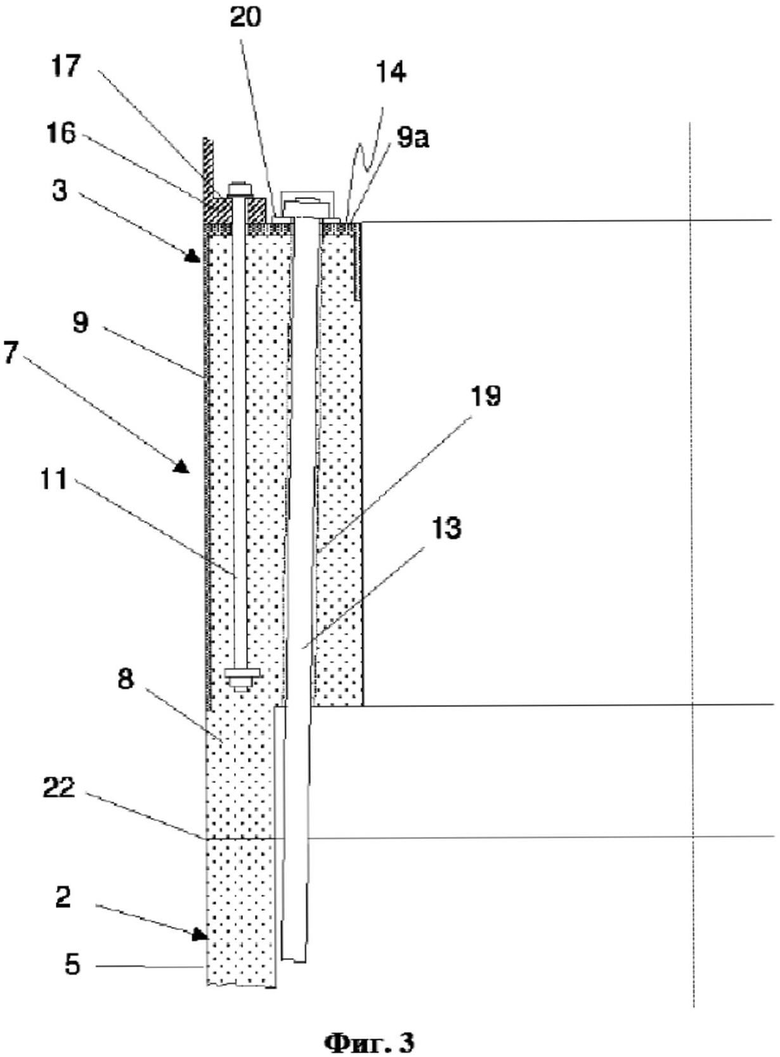
Фиг. 3 - изображение в разрезе переходной части.
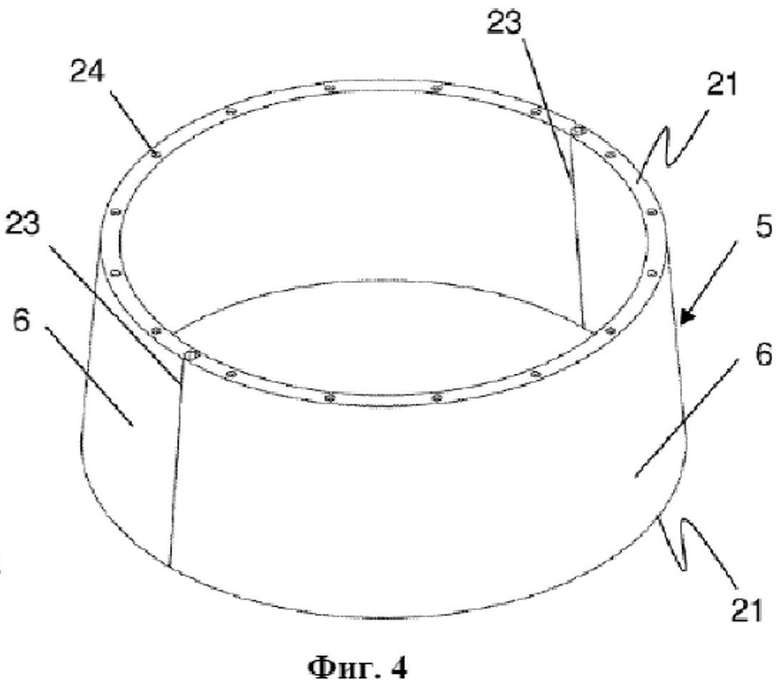
Фиг. 4 - изображение кольцеобразного бетонного сборного блока для башни согласно настоящему изобретению, и
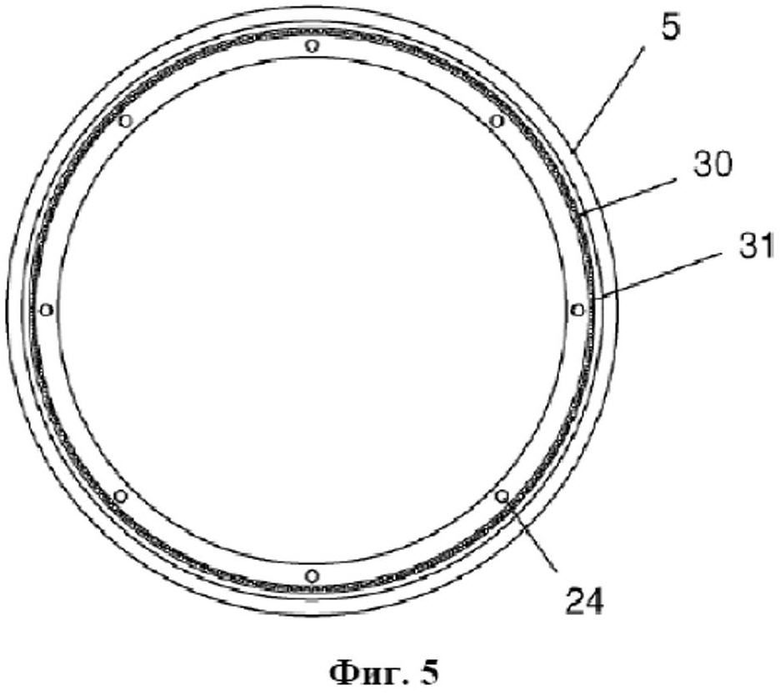
Фиг. 5 - схематический вид сверху кольцеобразного бетонного сборного блока для башни согласно настоящему изобретению.
На фиг. 1 показан обзорный вид в перспективе башни 1, например, для ветроэнергетической установки. Башня 1 выполнена в виде гибридной башни, в которой предусмотрен нижний трубчатый участок 2 башни из бетона и верхний трубчатый участок 3 башни из стали. Кроме того, башня 1 содержит участок 4 основания и соответственно фундамент. На участке 3 башни из стали установлены известным образом моторная гондола и ротор, которые здесь не показаны (не показаны).
Участок 2 башни из бетона выполнен здесь из отдельных трубчатых бетонных сборных блоков 5, которые в данном случае в свою очередь состоят из соответственно двух кольцевых сегментов 6, как это видно на фиг. 4. Благодаря этому можно благоприятным образом сооружать в сборном строительстве также очень большие башни, которые в области основания имеют очень большой диаметр, так как отдельные сборные блоки можно транспортировать без проблем. Участок 3 башни из стали можно предварительно изготовить цельным и доставлять к месту монтажа, или же он может состоять из нескольких частей, которые собирают на месте монтажа или уже предварительно на месте изготовления.
Для обеспечения возможности простого и гибкого соединения участка 2 башни из бетона и участка 3 из стали предусматривают переходную часть 7.
Бетонные сборные блоки 5 участка 2 башни из бетона при монтаже участка 2 башни устанавливают друг на друга сухими и крепят относительно друг друга. Бетонные сборные блоки 5 (см. фиг. 4), которые в данном случае состоят из соответственно двух кольцевых сегментов 6, снабжены соответственно верхней и нижней горизонтальной поверхностью 21 контакта.
На фиг. 2 показан участок 27 обработки, на котором в отлитых на заводе готовых конструкциях производят дополнительную обработку со снятием материала отлитых и затвердевших бетонных сборных блоков 5. Участок обработки снабжен вращающимся столом 29, на котором закрепляют трубчатые бетонные сборные блоки 5. Обработку производят в данном случае с помощью шлифовального станка 33 с подвижными стойками, который позиционируется на вращающемся столе 29 и который устанавливается по всем трем пространственным осям. Шлифовальная бабка 34 в результате этого подводится как к верхней, так и к нижней горизонтальной поверхности 21 контакта без необходимости производить повторное закрепление бетонного сборного блока 5. Вращающийся стол 29 содержит привод, так что бетонные сборные блоки 5 во время обработки могут вращаться вокруг своей вертикальной оси 28. Благодаря этому можно всего лишь при одном единственном креплении производить точную плоскопараллельную относительно друг друга дополнительную обработку обеих поверхностей 21 контакта.
В данном случае бетонный сборный блок 5 снабжен крепежными устройствами 35 для крепления на вращающемся столе 29. В зависимости от исполнения приемного гнезда вращающегося стола 29, в частности, конические бетонные сборные блоки 5 размещают только в одном, выполненном соответствующим образом приемном гнезде.
Таким образом, в результате независимых друг от друга технологических этапов литья бетонных сборных блоков 5 и изготовления точно горизонтальных поверхностей 21 контакта погрешности или допуски в процессе литья не могут оказывать влияния на выполнение поверхностей 21 контакта. Благодаря тому, что обе горизонтальные поверхности 21 контакта выполняют на одном технологическом этапе и при том же креплении с помощью дополнительной обработки бетонных сборных блоков 5, в дальнейшем отсутствует необходимость в дорогостоящей установке бетонных сборных блоков 5 на участке обработки, так как параллельность между верхней и нижней поверхностью 21 контакта обеспечивается в любом случае. Даже угловые отклонения при креплении не оказывают воздействия на устройство башни 1 и на выполнение швов, так как даже при перекошенном креплении бетонных сборных блоков 5 может обеспечиваться параллельность обеих поверхностей 21 контакта.
В результате дополнительной обработки с использованием шлифовального станка 33 с подвижными стойками бетонные сборные блоки 5 можно дополнительно шлифовать с точностью от 0,1 до 02 мм, так что возникают самые незначительные отклонения относительно плоскостности и параллельности. В результате высокоточной дополнительной обработки бетонных сборных блоков 5 с помощью дополнительного шлифования ширина швов 32 между расположенными друг на друге бетонными сборными блоками 5 составляет менее 0,5 мм, предпочтительно всего лишь 0,2 мм. Поэтому башню 1 можно возводить на месте сборки без дорогостоящих работ по установке и без использования выравнивающей массы между отдельными бетонными сборными блоками 5 путем простой установки бетонных сборных блоков 5 друг на друга. После достижения необходимой высоты башни расположенные друг на друге бетонные сборные блоки 5 предварительно закрепляют с помощью напряженных арматурных элементов, в результате чего ширина шва еще сокращается. Поэтому принимать отдельные меры по уплотнению башни 1 на основании минимального и точного выполнения швов также не требуется. Однако для того чтобы обеспечить уплотнение башни в каждом случае, между отдельными бетонными сборными блоками 5 предусмотрен уплотнительный профиль 31 (смотрите фиг. 5).
Как показано далее на фиг. 4, на поверхностях 21 контакта бетонных сборных блоков 5, 6 можно выполнить одно или несколько углублений 24, в данном случае отверстия. В них можно устанавливать дюбель, например, из пластмассы (не показан), который входит в зацепление с расположенными снизу бетонными сборными блоками 5, 6, так что предотвращается горизонтальное смещение или поворачивание бетонных сборных блоков 5, 6. Вместо пластмассового дюбеля можно использовать также другой элемент из самых разнообразных материалов для защиты от смещения или поворачивания. Особенно надежное фиксирование отдельных бетонных сборных блоков 5, 6 друг к другу можно получить, если, как это показано в данном случае, по периметру бетонных сборных блоков 5, 6 будут расположены несколько дюбелей и соответственно несколько углублений 24.
На фиг. 5 показан бетонный сборный блок 5, который наряду с углублениями 24 содержит кольцевой паз 30 для уплотнительного профиля 31. В результате этого упрощается установка друг на друга отдельных бетонных сборных блоков 5 на месте сборки. Уплотнительный профиль 31 может устанавливаться в кольцевом пазе еще на заводе готовых конструкций и там фиксироваться. Это способствует в дальнейшем быстрому монтажу башни 1 на строительной площадке.
Особенно предпочтительным будет если углубления 24, кольцевой паз 30 и, при необходимости, и другие виды обработки могут выполняться также при том же креплении, поэтому можно изготавливать бетонные сборные блоки с высокой точностью. В результате того, что все этапы обработки после литья могут осуществляться всего лишь на одном участке 27 обработки, бетонные сборные блоки 5 можно, несмотря на высокоточное исполнение, изготавливать очень рационально. Как далее видно на фиг. 2, на участке 27 обработки предусмотрена бесконтактная система 36 измерения, так что дефектные бетонные сборные блоки 5 могут отсортировываться еще на заводе готовых конструкций.
Если кольцеобразные бетонные сборные блоки 5 состоят из одного или нескольких кольцевых сегментов 6, как это показано на фиг. 1 или на фиг. 4, то в таком случае кольцеобразные сборные блоки собирают перед процессом шлифования и дополнительно обрабатывают таким же образом. После дополнительного шлифования поверхностей 21 контакта и, при необходимости, после осуществления других этапов обработки кольцевые сегменты 6 снова отделяют друг от друга для получения размера, который позволяет осуществлять перевозку дорожным транспортом.
Вертикальные контактные швы 23 между отдельными кольцевыми сегментами 6 в заключение на строительной площадке заливаются на днище, в результате чего образуются устойчивые кольцеобразные бетонные сборные блоки 5. Так как требуется заливать всего лишь небольшую область, это не приводит к задержке при монтаже башни. Однако, при необходимости, вертикальные контактные швы 23 можно также выполнять сухими.
Для фиксирования отдельных кольцевых сегментов 6 в области вертикальных контактных швов 23 можно предусмотреть диагонально расположенные болтовые соединения (не показано). Однако фиксирование кольцевых сегментов 6 друг к другу можно получить также только с помощью силы предварительного крепления предварительно напряженных арматурных элементов 13, а также с помощью сдвига отдельных кольцевых сегментов 6 в каждом кольце 5. В данном случае вертикальные контактные швы 23 последующего кольца 5 расположены соответственно со сдвигом на 90º (см. фиг. 1).
На фиг. 3 показан вид в разрезе варианта исполнения переходной части 7. Переходная часть 7 содержит внутренний кольцеобразный бетонный элемент 8 и наружный кольцеобразный стальной элемент 9, который на своем в положении установки верхнем конце содержит направленный вовнутрь кольцеобразный фланец 9а. Особенно предпочтительно, если, как здесь показано, стальной элемент 9 будет выполнен, по существу, с U-образным в поперечном сечении, так что он охватывает верхнюю область бетонного элемента 8. В результате этого можно обеспечить особенно хорошее соединение между бетонным элементом 8 и стальным элементом 9 и особенно хорошую допустимую нагрузку на бетонный элемент 8.
Как далее видно на фиг. 3, в бетонном элементе переходной части 7 залито множество в данном случае вертикально ориентированных анкерных болтов 11. В данном случае анкерные болты 11 пропущены через соответствующие высверленные отверстия 10 фланца 9а и выступают над верхней стороной 14 переходной части. Таким образом, при последующем монтаже башни 1 только участок 3 башни из стали, который в области основания содержит крепежный фланец 16 с множеством распределенных по периметру крепежных высверленных отверстий 17, необходимо направить на анкерные болты, после чего он может быть закреплен. Анкерные болты 11 можно снабжать разделительным средством, так что они непосредственно не соединены с бетонным элементом 8 и могут снова демонтироваться. Благодаря этому можно будет производить последующий демонтаж башни 1 или замену анкерных болтов 11 при техническом обслуживании. Также анкерные болты 11 можно заливать в трубчатой оболочке, чтобы обеспечить возможность демонтажа и замены.
Как далее видно на фиг. 3, фланец 9а переходной части 7 снабжен множеством отверстий 12 для закрепления предварительно напряженных арматурных элементов 13. Кроме того, в бетонном элементе 8 переходной части 7 залиты трубчатые оболочки 19, так что возможно благоприятным образом произвести последующее крепление бетонных сборных блоков 6. Для этого предварительно напряженные арматурные элементы 13 пропускают через трубчатые оболочки 19 в бетонном элементе 8 и через отверстия 12 во фланце 9а и закрепляют на верхней стороне 14 фланца 9а. В данном случае предварительно напряженные арматурные элементы 13 без анкерной плиты крепятся непосредственно на фланце 9а. Только при прохождении под наклоном предварительно напряженных арматурных элементов 13 устанавливают, как здесь показано, расклинивающую пластину 20. В результате выполнения фланца 9а согласно настоящему изобретению, который особенно благоприятным образом соединяется с бетонным элементом 8, он может одновременно выполнять функцию плиты для распределения нагрузок.
Переходной элемент 7 содержит на своем в положении установки нижнем конце выемку 21, так что предварительно напряженные арматурные элементы проходят только в области переходной части 7 внутри стены башни 1 и в остальном проходят внутри башни за пределами стены до участка 4 основания башни 1, где они также закрепляются. Однако для прохождения предварительно напряженных арматурных элементов 13 также предусмотрено, что их можно закреплять на определенных расстояниях вдоль высоты башни с помощью соответствующих крепежных элементов или направляющих элементов или, по меньшей мере, пропускать. Разумеется, что вместо показанного здесь крепления с помощью наружных предварительно напряженных арматурных элементов 13 предварительное крепление можно также направлять на участок башни из бетона 2 с помощью расположенных в сечении бетона предварительно напряженных арматурных элементов 13.
Изобретение не ограничивается показанными примерами осуществления. Модификации и комбинации также попадают в объем настоящего изобретения.
Изобретение относится к способу изготовления башни ветроэнергетической установки. Технический результат: обеспечение простоты возведения башни. Способ изготовления башни ветроэнергетической установки заключается в том, что по меньшей мере один трубчатый участок башни изготавливают из расположенных друг на друге кольцеобразных бетонных сборных блоков с двумя горизонтальными поверхностями контакта, причем кольцеобразные бетонные сборные блоки после отливки на участке обработки на заводе готовых конструкций закрепляют, и обе горизонтальные поверхности контакта бетонных сборных блоков обрабатывают при одном креплении путем плоскопараллельной обработки с удалением материала. Также описана башня ветроэнергетической установки. 2 н. и 18 з. п. ф-лы, 5 ил.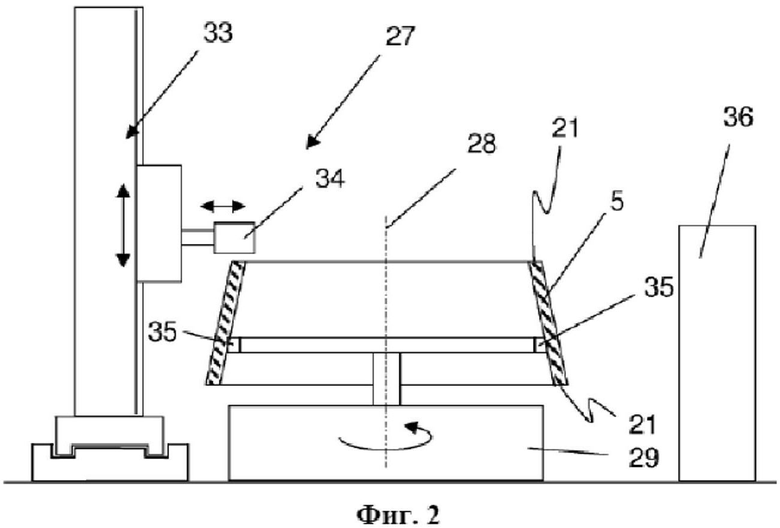
1. Способ изготовления башни (1), в частности башни (1) ветроэнергетической установки, в которой по меньшей мере один трубчатый участок (2) башни изготавливают из расположенных друг на друге кольцеобразных бетонных сборных блоков (5) с двумя горизонтальными поверхностями (21) контакта, отличающийся тем, что кольцеобразные бетонные сборные блоки (5) после отливки на участке (27) обработки на заводе готовых конструкций закрепляют, и обе горизонтальные поверхности (21) контакта бетонных сборных блоков (5) обрабатывают при одном креплении путем плоскопараллельной обработки с удалением материала.
2. Способ по предыдущему пункту, отличающийся тем, что кольцеобразные бетонные сборные блоки (5) во время обработки вращают вокруг их вертикальной оси (28).
3. Способ по п. 1, отличающийся тем, что кольцеобразные бетонные сборные блоки (5) при горизонтальном креплении в положении установки обрабатывают на вращающемся столе (29).
4. Способ по п. 1, отличающийся тем, что горизонтальные поверхности (21) контакта кольцеобразных бетонных сборных блоков подвергают дополнительному шлифованию с отклонением от параллельности и от плоскостности в несколько децимиллиметров, предпочтительно менее 0,2 мм.
5. Способ по п. 4, отличающийся тем, что кольцеобразные бетонные сборные блоки (5) собирают из двух или более кольцевых сегментов (6) и фиксируют, предпочтительно соединяют между собой болтами или винтами, перед дополнительным шлифованием и снова разбирают на кольцевые сегменты после дополнительного шлифования для транспортировки на место установки.
6. Способ по п. 4, отличающийся тем, что после дополнительного шлифования при том же креплении выполняют кольцевой паз (30) для уплотнительного профиля (31) в верхней горизонтальной поверхности (21) контакта бетонных сборных блоков (5).
7. Способ по п. 4, отличающийся тем, что после дополнительного шлифования при том же креплении выполняют углубления (24), предпочтительно центровые высверленные отверстия, в обеих горизонтальных поверхностях (21) контакта.
8. Способ по одному из пп. 4, 6 или 7, отличающийся тем, что после дополнительного шлифования и/или после выполнения кольцевого паза (30) и/или углублений (24) бетонные сборные блоки (5) измеряют с помощью бесконтактной системы измерения, предпочтительно при том же креплении.
9. Способ по п. 5, отличающийся тем, что на месте установки кольцевые сегменты снова собирают в кольцеобразные бетонные сборные блоки и соединяют между собой заливкой и/или болтовым соединением.
10. Способ по предыдущему пункту, отличающийся тем, что на месте установки бетонные сборные блоки (5) устанавливают друг на друга и с помощью наружных предварительно напряженных арматурных элементов скрепляют между собой сухими.
11. Башня (1), в частности, для ветроэнергетической установки с по меньшей мере одним трубчатым (2) участком башни из бетона, выполненным из расположенных друг на друге кольцеобразных бетонных сборных блоков (5) с двумя горизонтальными поверхностями (21) контакта, отличающаяся тем, что обе горизонтальные поверхности (21) контакта бетонных сборных блоков (5) подвергнуты плоскопараллельной дополнительной обработке со снятием материала с отклонением от параллельности и отклонением от плоскостности в несколько децимиллиметров, предпочтительно менее 0,2 мм.
12. Башня по предыдущему пункту, отличающаяся тем, что шов (32) между двумя расположенными друг на друге бетонными сборными блоками (5) в незакрепленном состоянии башни (1) имеет ширину менее 0,5 мм, предпочтительно менее 0,2 мм.
13. Башня по п. 11, отличающаяся тем, что кольцеобразные бетонные сборные блоки (5) снабжены крепежным устройством для крепления на вращающемся столе (29).
14. Башня по п. 12, отличающаяся тем, что швы (32) между двумя расположенными друг на друге бетонными сборными блоками (5) выполнены сухими.
15. Башня по п. 11, отличающаяся тем, что бетонные сборные блоки (5) на своих верхних горизонтальных поверхностях (21) контакта снабжены кольцевым пазом (30) для уплотнительного профиля (31).
16. Башня по п. 11, отличающаяся тем, что бетонные сборные блоки (5) на своих горизонтальных поверхностях (21) контакта снабжены по меньшей мере одним углублением (24), предпочтительно по меньшей мере одним центровым отверстием, в которое установлен элемент для защиты от смещения и/или вращения, в частности пластмассовый дюбель.
17. Башня по п. 15, отличающаяся тем, что горизонтальный контактный шов (22) между кольцеобразными бетонными сборными блоками (5) уплотнен с помощью уплотнительного профиля (31).
18. Башня по п. 11, отличающаяся тем, что кольцеобразные бетонные сборные блоки (5) состоят из двух или более кольцевых сегментов (6).
19. Башня по предыдущему пункту, отличающаяся тем, что кольцевые сегменты (6) собраны в один кольцеобразный бетонный сборный блок (5) с помощью заливочной массы.
20. Башня по п. 18, отличающаяся тем, что кольцевые сегменты (6) предварительно закреплены в горизонтальном направлении с помощью расположенных по диагонали элементов крепления, предпочтительно болтов.
| DE 102008016828 А1, 15.10.2009 | |||
| СТАНОК ДЛЯ КАЛИБРОВКИ БРУСА ИЗ ПРИРОДНОГО КАМНЯ | 1993 |
|
RU2046710C1 |
| JPH 09248745 А, 22.09.1997 | |||
| US 20090031639 А1, 05.02.2009 | |||

