Изобретение касается способа, а также устройства для создания трехмерных поверхностей.
Способ и, соответственно, устройство для этого уже известны из WO 2008/155276 A2. В известном способе посредством цифровой печатной машины печатается изображение на декоративной бумаге, которая в виде бесконечного полотна проводится под цифровой печатной машиной. Затем снабженная изображением декоративная бумага вместе с оверлейной бумагой наносится на несущий элемент и спрессовывается с ним. Существенно при этом то, что при спрессовывании системы, состоящей из несущего элемента, декоративной бумаги и оверлейной бумаги, в несущем элементе оттисняется или, соответственно, отпрессовывается желаемая структура. Для этого прессующее устройство должно иметь соответственно выполненную плиту пресса или, соответственно, матрицу. Изготовление такого рода матриц или, соответственно, плит пресса, в частности, при небольших размерах партий или, соответственно, небольших размерах деталей несущего элемента является относительно трудоемким, дорогим и требует относительно продолжительного времени. Кроме того, недостаток заключается в том, что используемая несущая бумага или, соответственно, оверлейная бумага, например, вследствие изменяющихся параметров влажности или температуры подвержена колебаниям длины или, соответственно, ширины, совпадение которых с печатным изображением матрицы может достигаться лишь с большим трудом или, соответственно, с относительно большими усилиями.
Кроме того, из EP 1017555 B1 заявителя известен способ изготовления матрицы, имеющей трехмерную структуру, которая используется для создания поверхностей, в частности поверхностей из меламиновой смолы, при изготовлении плит из слоистого материала. При этом на поверхности плиты из слоистого материала структурированная поверхность создается за счет того, что матрица в виде полотна располагается внахлестку с поверхностью плиты из слоистого материала и сдавливается с ней. При этом структура матрицы переносится на поверхность плиты из слоистого материала. После снятия матрица может при необходимости использоваться повторно, при этом из названной публикации известно также снабжение красящими пигментами слоя или, соответственно, структуры матрицы, которая при затвердевании или, соответственно, сжатии соединяется с поверхностью плиты из слоистого материала или, соответственно, диффундирует в нее.
Исходя из изложенного уровня техники в основу изобретения положена задача, усовершенствовать способ и, соответственно, устройство для создания трехмерных поверхностей таким образом, чтобы способ, соответственно, устройство при относительно небольших размерах партий могли применяться экономично, обладали высокой гибкостью и высокой точностью, а также гаптически благоприятными свойствами. Эта задача решается с помощью способа и, соответственно, устройства для создания трехмерной поверхности с признаками независимых пунктов формулы изобретения. При этом в основу изобретения положена идея выполнить создаваемое с помощью по меньшей мере одной цифровой печатной машины изображение в виде трехмерной структуры, так чтобы можно было обходиться без изготовления удорожающих полуфабрикатов, например специально отчеканенных матриц для тиснения или тому подобного. То есть при этом неожиданным образом выяснилось, что такого рода трехмерные поверхности могут создаваться посредством, в частности, нескольких последовательно расположенных цифровых печатных машин, так что изображение или, соответственно, трехмерная структура могут опосредствованно или непосредственно соединяться с несущим элементом. Благодаря этому, в частности, могут также создаваться хорошо воспринимаемые гаптически поверхностные структуры, которые производят впечатление, например, поверхности из натурального дерева или тому подобного. При этом количество расположенных друг над другом слоев, в принципе, не ограничено. Так, например, при характерной толщине слоя, равной 15 мкм, вполне возможно, например, расположить друг над другом шесть такого рода слоев, благодаря чему получается отчетливо различимая гаптически структура.
При использовании отверждаемых облучением, в частности, отверждаемых ультрафиолетом, не содержащих растворителей и воды пигментированных связующих средств, производственный процесс ускоряется или, соответственно, упрощается, потому что могут наноситься слои с очень коротким временем сушки и, соответственно, внутри компактно расположенного устройства.
Особенно предпочтительным считается, чтобы структура могла наноситься непосредственно на несущий элемент, в частности плиту, такую как, например, мебельная плита или элемент пола. Благодаря этому можно обойтись без дорогостоящих матриц или, соответственно, инструментов для получения трехмерной структуры, что обеспечивает возможность экономичного применения или, соответственно, экономичного изготовления относительно небольших размеров партий. Кроме того, благодаря отказу от дополнительных промежуточных элементов, таких как, например, несущая бумага или тому подобное, изготовление дополнительно упрощается или, соответственно, становится более экономичным.
В альтернативном варианте осуществления изобретения предусмотрено, что структура наносится на полотно в виде листа или пленки. Такого рода полотно применяется, например, для покрытия предметов мебели и при необходимости на обращенной к предмету мебели стороне может быть снабжено соединительным слоем.
Предпочтительные усовершенствования предлагаемого изобретением способа и, соответственно, предлагаемого изобретением устройства для создания трехмерных поверхностей указаны в зависимых пунктах формулы изобретения.
Особым преимуществом является то, что степень блеска каждого слоя может регулироваться посредством сушки, соответственно, отверждения пигментированных связующих средств, в частности времени их сушки. Благодаря этому может дополнительно улучшаться оптическое впечатление для наблюдателя, так что возникает впечатление, что трехмерная поверхность, например, состоит из натурального материала, такого как шпон. Это, в частности, предпочтительно, например, у ламинатных полов, которые должны создавать у наблюдателя или, соответственно, пользователя впечатление пола из натурального дерева.
Чтобы при необходимости придавать поверхности дополнительные желаемые свойства, например повышенную твердость, в другом варианте осуществления изобретения, кроме того, предусмотрено, что структура подвергается другим обрабатывающим операциям, в частности операциям обработки поверхности.
В устройстве для создания трехмерных поверхностей для получения относительно компактного, а также обладающего высокой производительностью устройства в соответствии с изобретением предлагается предусмотреть несколько цифровых печатных машин, причем эти печатные машины должны быть расположены последовательно в направлении транспортировки несущего элемента и для каждой печатной машины предусмотрено устройство сушки.
Другие преимущества, признаки и подробности изобретения содержатся в последующем описании предпочтительных примеров осуществления, а также в чертежах.
На них показано:
фиг.1 - упрощенное продольное сечение устройства для создания трехмерной поверхности в несущем элементе в форме плиты;
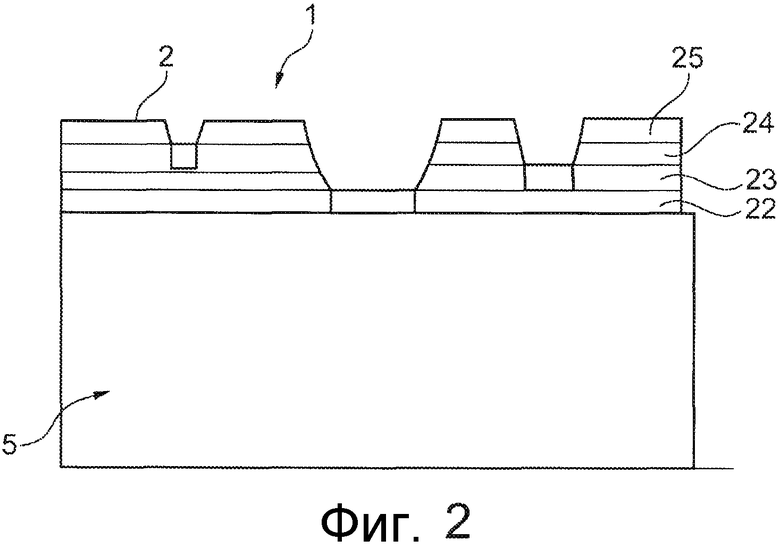
фиг.2 - сечение несущего элемента по фиг.1 для изображения его трехмерной структуры и ее конструкции;
фиг.3-5 - создание трехмерной структуры с применением электропроводящих красок в разных обрабатывающих операциях и
фиг.6-10 - сечение несущего элемента со структурой, которая возникла с применением неэлектропроводящих красок, при этом трехмерная поверхность подвергается поверхностной отделке также во время разных обрабатывающих операций.
Одинаковые конструктивные элементы или, соответственно, конструктивные элементы с одинаковой функцией на фигурах снабжены идентичными ссылочными обозначениями.
На фиг.1 изображено устройство 10 для создания трехмерной поверхности 1 на несущем элементе 5. Несущий элемент 5 представляет собой в изображенном на фиг.1 примере осуществления плиту, такую как, например, мебельная плита или элемент пола, в частности элемент пола в виде части ламинатного пола. Также в рамки изобретения попадает выполнение несущего элемента 5 в виде полотна в форме листа или пленки, такого, которое служит для покрытия предметов мебели, причем это полотно на обращенной к предмету мебели стороне может иметь соединительный слой. В любом случае конечный продукт имеет, таким образом, трехмерную поверхность 1.
Несущий элемент 5 посредством, в частности, непрерывно приводимого, не изображенного в отдельности устройства 11 транспортировки транспортируется в направлении стрелки 12.
Устройство 10 содержит в этом примере осуществления четыре устройства, каждое из которых выполнено в виде цифровых печатных машин 13-16 и содержит, в частности, множество блоков 18 печатных форсунок. Кроме того, к каждой из цифровых печатных машин 13-16 в направлении транспортировки (стрелка 12) несущего элемента 5 подключено, в частности, регулируемое устройство 20 сушки ультрафиолетом.
Посредством описанного в целом устройства 10 на верхнюю сторону, соответственно, поверхность 1 несущего элемента 5 наносится трехмерная, подробнее изображенная на фиг.2 структура 2. Структура 2 в изображенном на фиг.2 примере осуществления имеет четыре слоя 22-25 печати одинаковой толщины. Количество слоев 22-25 печати может быть также, однако, больше или меньше в зависимости от количества используемых цифровых печатных машин 13-16. В этом примере осуществления выполнены четыре слоя 22-25 печати, которые имеют одинаковую толщину, однако они могут также иметь различные толщины. Типичной толщиной для слоев 22-25 печати является примерно 15 мкм. Выполняемые в рамках изобретения опыты осуществлялись посредством пьезоэлектрического струйного печатающего устройства конструктивного ряда «LEC-330» фирмы Роланд. При этом применялись отверждаемые ультрафиолетом связующие средства, в которые были добавлены пигментированные чернила или, соответственно, краски. Не содержащие растворителей краски были при этом нанесены краскоструйным методом. В дополнение упоминается, что толщина слоев 22-25 печати проще всего может регулироваться посредством размера применяемых капель краски (размера капелек).
В соответствии с изобретением предусмотрено, что посредством устройства 10 или, соответственно, цифровых печатных машин 13-16 последовательно создаются или, соответственно, выполняются слои 22-25 печати, при этом сначала посредством первой цифровой печатной машины 13 создается первый слой 22 печати. Этот слой 22 печати затем высушивается посредством предусмотренного для печатной машины 13 устройства 20 сушки, после чего посредством второй печатной машины 14 наносится второй слой 22 печати и т.д. Существенно, что по меньшей мере один, предпочтительно все слои 22-25 печати вместе создают изображение. При этом может быть также предусмотрено, чтобы только обращенный к несущему элементу 5, самый нижний слой 22 создавал изображение, в то время как другие слои создавали трехмерную структуру 2.
Существенно также, что за счет отверждения посредством устройств 20 сушки, в частности, за счет времени отверждения можно воздействовать на степень блеска каждого слоя 22-25 печати. При этом степени блеска между блестящей и матовой могут регулироваться путем варьирования времени сушки, причем увеличение времени сушки сопровождается повышением степени блеска.
Создаваемая в целом посредством печатных машин 13-16 трехмерная поверхность 1, соответственно, ее структура 2 может впоследствии подвергаться другим отделочным или, соответственно, обрабатывающим операциям, которые, например, служат для повышения твердости поверхности 1. Такого рода операции отделки поверхности могут, например, также заключаться в применении разных систем лакокрасочных покрытий, которые при необходимости наносятся затем на поверхность 1. Кроме того, поверхность 1 может запрессовываться посредством оверлея или покрываться разными пленками. Кроме того, возможна также отделка электронным облучением или прочая механическая обработка (например, полирование или матирование) поверхности 1.
На фиг.1 изображены разные обрабатывающие операции для получения гальванически отделанной поверхности 30. При этом на фиг.3 сначала изображен неотделанный несущий элемент 31, на который затем в соответствии с фиг.4 наносится печать в этом примере осуществления тремя слоями 32-34 из электропроводящей краски в соответствии с описанным выше способом. Затем в соответствии с фиг.5 выполненная посредством слоев 32-34 трехмерная поверхность 30 снабжается или, соответственно, покрывается гальваническим слоем 35. В качестве покрытий возможны, например, хромовые слои, например матовый хром или твердый хром. Также возможно применение никеля или меди с последующей механической или гальванической дополнительной отделкой.
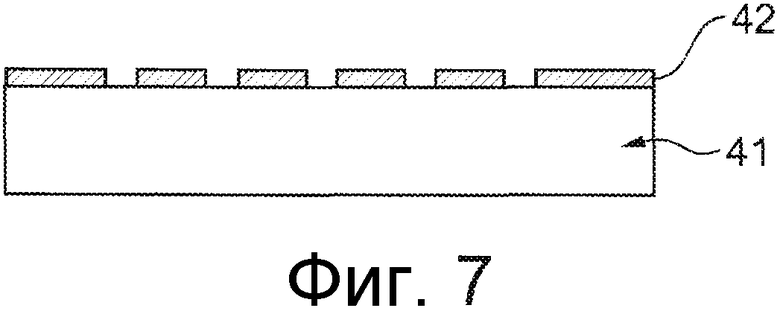
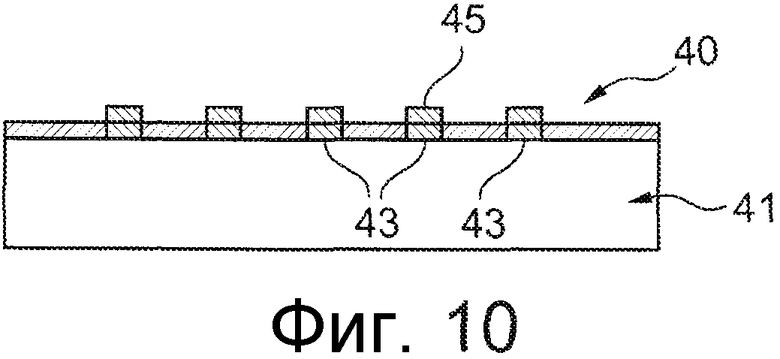
На фиг.6-10 изображены обрабатывающие операции, которые служат для создания трехмерной поверхности 40 на несущем элементе 41 с применением неэлектропроводящей краски. При этом в соответствии с фиг.7 сначала на несущем элементе 41 печатается слой 42 из неэлектропроводящей краски. Затем в соответствии с фиг.8 промежутки слоя 42 полностью гальванизируются материалом 43. В следующей технологической операции в соответствии с фиг.9 затем удаляется печатная краска (слой 42), и в заключение в соответствии с фиг.10 оставшаяся структура, на выбор, подвергается дополнительной обработке или без дополнительной отделки полностью гальванизируется или, соответственно, покрывается слоем 45.
Описанное в целом устройство 10, соответственно, описанный в целом способ для создания трехмерной поверхности 1 могут подвергаться разнообразным модификациям или, соответственно, изменениям без отхождения от идеи изобретения. Она заключается, в частности, в непосредственном создании трехмерной структуры 2 на поверхности 1 посредством по меньшей мере одной цифровой печатной машины 13-16. Так, может быть, например, предусмотрено получение износостойкой поверхности путем добавления абразивных средств в печатную краску (или, соответственно, непосредственно в глянцевый лак) даже без дополнительной отделки.
Список ссылочных обозначений
1 Трехмерная поверхность
2 Структура
5 Несущий элемент
10 Устройство
11 Устройство транспортировки
12 Стрелка
13 Печатная машина
14 Печатная машина
15 Печатная машина
16 Печатная машина
18 Блок печатных форсунок
20 Устройство сушки ультрафиолетом
22 Слой печати
23 Слой печати
24 Слой печати
25 Слой печати
30 Поверхность
31 Несущий элемент
32 Слой
33 Слой
34 Слой
35 Гальванический слой
40 Поверхность
41 Несущий элемент
42 Слой
43 Материал
45 Слой







Изобретение касается способа для создания трехмерных поверхностей на несущем элементе, при котором расположенные друг над другом слои создают структуру, при этом указанные слои последовательно наносятся на несущий элемент с помощью по меньшей мере одной цифровой печатной машины. При этом по меньшей мере один из слоев служит для создания изображения и содержит в связующем средстве, в частности, отверждаемые ультрафиолетом, пигментированные чернила или, соответственно, краски. Кроме того, структуру наносят непосредственно на несущий элемент, выполненный в виде мебельной плиты или элемента пола. 3 н. 9 з.п. ф-лы, 10 ил.
1. Способ создания трехмерных поверхностей (1; 30; 40) на несущем элементе (5; 31; 41), при котором расположенные друг над другом слои (22-25; 32-34; 42) образуют структуру (2), причем эти слои (22-25; 32-34; 42) последовательно наносят на несущий элемент (5; 31; 41) с помощью по меньшей мере одной цифровой печатной машины (13-16), и при этом по меньшей мере один из слоев (22-25; 32-34; 42) служит для создания изображения и содержит в связующем средстве пигментированные чернила или, соответственно, краски, отличающийся тем, что чернила или, соответственно, краски являются отверждаемыми ультрафиолетом, и структуру (2) наносят непосредственно на несущий элемент (5), выполненный в виде мебельной плиты или элемента пола.
2. Способ создания трехмерных поверхностей (1; 30; 40) на несущем элементе (5; 31; 41), при котором расположенные друг над другом слои (22-25; 32-34; 42) образуют структуру (2), причем эти слои (22-25; 32-34; 42) последовательно наносят на несущий элемент (5; 31; 41) с помощью по меньшей мере одной цифровой печатной машины (13-16), и при этом по меньшей мере один из слоев (22-25; 32-34; 42) служит для создания изображения и содержит в связующем средстве пигментированные чернила или, соответственно, краски, отличающийся тем, что чернила или, соответственно, краски являются отверждаемыми ультрафиолетом, и структуру (2) наносят на полотно в виде листа или пленки для покрытия предмета мебели, причем это полотно на расположенной напротив структуры (2) стороне при необходимости снабжено соединительным слоем для соединения с предметом мебели.
3. Способ по п.1 или 2, отличающийся тем, что изображение создается посредством первого, нанесенного на несущий элемент (5; 31; 41) слоя (22, 32).
4. Способ по п.1 или 2, отличающийся тем, что изображение создается посредством по меньшей мере двух нанесенных друг на друга слоев (22-25; 32-34; 42).
5. Способ по п.1 или 2, отличающийся тем, что в качестве связующего средства используют не содержащее растворителей и воды связующее средство, при необходимости с добавлением абразивного средства.
6. Способ по п.1 или 2, отличающийся тем, что степень блеска каждого слоя (22-25; 32-34; 42) регулируется посредством сушки пигментированных связующих средств, в частности, посредством времени сушки.
7. Способ по п.5, отличающийся тем, что степень блеска каждого слоя (22-25; 32-34; 42) регулируется посредством сушки пигментированных связующих средств, в частности, посредством времени сушки.
8. Способ по одному из пп.1, 2 или 7, отличающийся тем, что структуру (2) подвергают дополнительным обрабатывающим операциям, в частности, операциям обработки поверхности.
9. Способ по п.3, отличающийся тем, что структуру (2) подвергают дополнительным обрабатывающим операциям, в частности, операциям обработки поверхности.
10. Способ по п.4, отличающийся тем, что структуру (2) подвергают дополнительным обрабатывающим операциям, в частности, операциям обработки поверхности.
11. Применение устройства для создания трехмерных поверхностей (1; 30; 40) способом по одному из пп. 1-10,
при этом по меньшей мере одна цифровая печатная машина (13-16) создает печатное изображение,
при этом предусмотрена по меньшей мере одна, предпочтительно несколько цифровых печатных машин (13-16), которые наносят несколько слоев (22-25; 32-34; 42) трехмерной структуры (2) на несущий элемент (5), и при этом по меньшей мере один из слоев (22-25; 32-34; 42) создает изображение.
12. Применение по п.11, при котором предусмотрено несколько цифровых печатных машин (13-16), причем печатные машины (13-16) расположены последовательно в направлении (12) транспортировки несущего элемента (5) и для каждой печатной машины (13-16) предусмотрено, в частности, регулируемое устройство (20) сушки.
| US 2004145629 A1, 29.07.2004 | |||
| EP 1832429 A2, 12.09.2007 | |||
| US 2005014005 A1, 20.01.2005 |

