ПЕРЕКРЕСТНЫЕ ССЫЛКИ НА СМЕЖНЫЕ ЗАЯВКИ
Настоящая заявка на патент истребует приоритет в отношении заявки на патент США №61/583693, поданной 06 января 2012 г.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
1. Область изобретения
Настоящее изобретение относится к способам и устройству для формирования устройства с электрическими соединениями, выполненными с возможностью соединять между собой и физически поддерживать подключенные компоненты или комбинации компонентов. Более конкретно, настоящее изобретение относится к способам и устройству для формирования соединений на поверхностях трехмерных подложек, включая офтальмологические устройства, в состав которых входит один или более электрических компонентов.
2. Описание смежных областей
Традиционно офтальмологическое устройство, такое как контактная линза, интраокулярная линза или пробка для слезного канальца, представляет собой биосовместимое устройство, которое имеет корректирующие, косметические или терапевтические свойства. Например, контактная линза может выполнять по меньшей мере одну из следующих функций: коррекцию зрения, косметическую коррекцию и терапевтические функции. Каждая из перечисленных функций реализована с помощью определенной физической характеристики линзы. Конструкция линзы с учетом свойства светопреломления позволяет корректировать характеристики зрения.
Внедрение в материал линзы пигментов позволяет получить косметический эффект. Внедрение в материал линзы активного препарата позволяет использовать линзу в терапевтических целях. Подобные физические характеристики могут быть реализованы без запитывания линзы энергией. Пробка для слезного канальца представляет собой устройство, которое размещают в слезном канальце для снятия синдрома сухого глаза. Пробка для слезного канальца может содержать емкости для местной доставки терапевтического препарата. Традиционно пробка для слезного канальца является пассивным устройством.
В последнее время высказываются предположения о возможности внедрения активных компонентов в офтальмологические устройства, такие как контактная линза. Такие компоненты могут включать, например, полупроводниковые устройства. В некоторых примерах описано введение полупроводниковых устройств в контактные линзы, помещенные на глаз животного. Также описано множество возможных способов запитки энергией и активации встроенных в структуру линзы активных компонентов. Топология и размер пространства, доступного в пределах структуры линзы, создает новые сложные условия для реализации различных функциональных возможностей линзы. Важно разработать надежные, компактные и экономичные средства для соединения и подключения компонентов в соответствии с форм-факторами, которые определяются офтальмологическими характеристиками.
Принимая во внимание ограничения площади и объема в офтальмологических устройствах, таких как контактная линза, и характеристиках их эксплуатации, при физической реализации устройства необходимо преодолеть ряд проблем, включая установку и соединение электронных компонентов друг с другом на неплоской поверхности, в основном содержащей оптический пластик. Таким образом, существует потребность в создании надежных с механической и электрической точек зрения электронных контактных линз, а также способа и устройства для формирования соединений.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В соответствии с первым аспектом настоящее изобретение относится к формированию электрических соединений на трехмерной поверхности. Формирование электрических соединений содержит формирование трехмерного основания подложки из первого изолирующего материала, нанесение проводящей пленки по меньшей мере на часть поверхности трехмерного основания подложки и формирование обеспечивающих электрическое соединение проводников из проводящей пленки путем лазерной абляции окружающего материала проводящей пленки.
В соответствии с другим аспектом настоящее изобретение относится к способу формирования электрических соединений на трехмерной поверхности. Способ содержит процесс формирования трехмерной подложки из первого изолирующего материала, формирования трехмерной маски из второго материала, в котором трехмерная маска может плотно прилегать к трехмерной подложке, формирования отверстий через участки в трехмерной маске путем лазерной микромеханической обработки, помещения трехмерной маски на трехмерную подложку и нанесения проводящей пленки на комбинированную трехмерную маску и трехмерную подложку.
В соответствии с еще одним аспектом настоящее изобретение относится к способу формирования электрических соединений на трехмерной поверхности. Способ содержит формирование по существу плоской первой подложки из первого изолирующего материала, нанесение первого проводящего материала на первый изолирующий материал, формирование элементов электрических соединений путем удаления участков первого проводящего материала, нанесение вышележащего слоя первого изолирующего материала на элементы электрических соединений, формирование из первой плоской подложки с элементами электрических соединений и вышележащим слоем первого изолирующего материала второй плоской подложки и формирование из второй плоской подложки первой трехмерной подложки с внедренными в него электрическими соединениями.
В соответствии с еще одним аспектом настоящее изобретение относится к способу формирования электрических соединений на трехмерной поверхности. Способ содержит формирование по существу плоской первой подложки из первого изолирующего материала, формирование отверстий маски в первой подложке путем удаления участков первого изолирующего материала, формирование шаблона маски путем вырезания указанного шаблона из первой плоской подложки, сворачивание шаблона маски до соединения ее краевых участков, при этом такое сворачивание позволяет создать трехмерную маску, размещение трехмерной маски на трехмерной подложке и нанесение проводящей пленки на комбинированную трехмерную маску и трехмерную подложку.
Предлагаемые в настоящем изобретении способы и устройство для формирования электрических соединений на офтальмологических устройствах решают ряд проблем, связанных с известными ранее способами и устройствами аналогичного назначения, как кратко описано ниже.
Настоящее изобретение включает способы и устройства для создания или формирования электрических соединений на сформированных трехмерных подложках заданной формы, которые можно использовать как вставки в готовые офтальмологические устройства. Необходимо отметить, что, несмотря на то что настоящее изобретение описано применительно к офтальмологическим устройствам, оно может по существу использоваться для получения соединений на поверхности любых трехмерных подложек.
В ряде примеров осуществления настоящего изобретения описана вставка, которая может быть запитана энергией и внедрена в офтальмологическое устройство. Такая вставка может быть сформирована несколькими способами, позволяющими получить трехмерный объект, на котором могут быть сформированы электрические соединения. В некоторых примерах осуществления настоящего изобретения такие соединения могут быть созданы непосредственно в процессе формирования указанной вставки. В других примерах осуществления настоящего изобретения такие соединения могут быть сформированы путем нанесения различных пленок и их последующей обработки для создания соединений на поверхности вставки. Возможны дополнительные примеры осуществления настоящего изобретения, в которых сформированные на поверхности трехмерных вставок соединения покрывают изолирующими материалами, которые затем удаляют в определенных местах для формирования соединительных перемычек для соединений.
Важный аппаратный аспект способов и устройства для формирования электрических соединений на трехмерных поверхностях может включать использование лазерных инструментов. В некоторых примерах осуществления настоящего изобретения лазерные инструменты могут применяться для абляции или удаления участков металлической пленки или изолирующей пленки контролируемым и программируемым образом. В других примерах осуществления настоящего изобретения лазерные инструменты могут применяться для абляции материала в соответствующим образом заданной трехмерной форме, что можно использовать для создания масок, задающих положение соединителей. В некоторых примерах осуществления настоящего изобретения маски могут работать как теневые маски, обеспечивающие нанесение пленок на поверхность вставки только в тех местах, где в маске предусмотрены отверстия. Существует множество пленок, совместимых с процессом нанесения изображения через маску, включая металлические пленки, диэлектрические пленки, диэлектрические пленки с высокой диэлектрической постоянной, проводящие и непроводящие эпоксидные смолы и иные проводящие и непроводящие пленки, которые можно наносить любым соответствующим способом, включая напыление. В других примерах осуществления настоящего изобретения маски могут применяться для частичного блокирования излучения и формирования изображения в различных видах, что может быть важно для процессов литографии, которые могут включать в себя плазменное и ионное травление, жидкостное химическое травление и другие аналогичные способы, подходящие для формирования заданных соединений.
В ряде примеров осуществления настоящего изобретения формируемые на поверхности вставки соединения можно использовать для подключения компонента, который можно запитать энергией и который можно использовать для питания других компонентов, способных потреблять электрический ток при подключении к системе определенных соединений. Компоненты могут включать один или более элементов оптической линзы с изменяемыми свойствами и полупроводниковое устройство, которое может находиться на поверхности или внутри вставки или может быть соединено с ней иным способом.
Другие примеры осуществления настоящего изобретения могут включать литые контактные линзы из силиконового гидрогеля с жесткой или формуемой вставкой, на которую нанесены электрические соединения и которая также может содержать офтальмологическую линзу.
Настоящее изобретение включает в себя описание технической системы для формирования и создания и (или) конфигурирования электрических соединений на трехмерной поверхности. В примерах осуществления настоящего изобретения описаны офтальмологические линзы со вставкой, на поверхности которой закреплены компоненты, соединенные между собой металлическими проводниками, созданными на поверхности вставки, устройство для формирования офтальмологических линз с электрическими соединениями, созданными на трехмерной поверхности, а также способы их изготовления.
Таким образом, согласно первому аспекту изобретения предоставлен способ формирования электрических соединений на трехмерной поверхности для офтальмологического устройства, содержащий:
формирование трехмерной основы подложки с диаметром от 6 мм до 16 мм из первого изолирующего материала, указанная трехмерная основа подложки имеет центральную оптическую зону и периферийные зоны, при этом центральная оптическая зона связана с оптической зоной офтальмологического устройства;
нанесение проводящей пленки по меньшей мере на часть поверхности трехмерной основы подложки с формированием однородного слоя проводящей пленки с толщиной от 0, 25 до 1,0 микрона; и
формирование обеспечивающего электрическое соединение проводника на периферийных зонах трехмерной основы подложки из проводящей пленки путем лазерной абляции окружающего материала проводящей пленки,
внедрение трехмерной подложки с электрическими соединениями в офтальмологическое устройство.
Указанный способ дополнительно содержит этап нанесения второго изолирующего материала на сформированном проводнике, обеспечивающем электрическое соединение, этап формирования электрических контактных отверстий во втором изолирующем материале путем лазерной абляции, этап внедрения трехмерной подложки с электрическими соединениями в устройство вставки для офтальмологической линзы.
Согласно другому аспекту изобретения предложен способ формирования электрических соединений на трехмерной поверхности для офтальмологического устройства, содержащий:
формирование трехмерной подложки из первого изолирующего материала;
формирование трехмерной маски из второго материала, при этом трехмерная маска может плотно прилегать к трехмерной подложке;
формирование отверстий через участки в трехмерной маске путем лазерной абляции;
помещение трехмерной маски на трехмерную подложку; и
нанесение проводящей пленки на комбинированную трехмерную маску и трехмерную подложку,
внедрение трехмерной подложки с нанесенной проводящей пленкой в офтальмологическое устройство.
В указанном способе первый изолирующий материал идентичен второму материалу.
При этом способ дополнительно содержит этап введения трехмерной подложки с нанесенной проводящей пленкой в устройство вставки для офтальмологической линзы.
Согласно еще одному аспекту изобретения предложен способ формирования электрических соединений на трехмерной поверхности для офтальмологического устройства, содержащий:
формирование по существу плоской первой подложки из первого изолирующего материала;
нанесение первого проводящего материала на первый изолирующий материал;
формирование элементов электрических соединений путем удаления участков первого проводящего материала;
нанесение вышележащего слоя первого изолирующего материала на элементы электрических соединений;
формирование из первой плоской подложки, элементов
электрических соединений и вышележащего слоя первого изолирующего материала второй плоской подложки; и
формирование из второй плоской подложки первой трехмерной подложки с внедренными электрическими соединениями;
внедрение трехмерной подложки с внедренными электрическими соединениями в офтальмологическое устройство.
Указанный способ дополнительно содержит этап формирования электрических контактных отверстий в первом вышележащем слое путем лазерной абляции, этап внедрения трехмерной подложки с внедренными электрическими соединениями в устройство вставки для офтальмологической линзы.
В указанном способе формирования элементов электрических соединений осуществляют лазерную абляцию, и также оптическую литографию.
Согласно еще одному аспекту изобретения предусмотрен способ формирования электрических соединений на трехмерной поверхности для офтальмологического устройства, содержащий:
формирование по существу плоской первой подложки из первого изолирующего материала;
формирование отверстий маски в первой подложке путем удаления участков первого изолирующего материала;
формирование шаблона маски путем вырезания указанного шаблона из первой плоской подложки;
придание формы шаблону маски для получения трехмерной маски;
помещение трехмерной маски на трехмерную подложку; и
нанесение проводящей пленки на комбинированную трехмерную маску и трехмерную подложку,
этап внедрения трехмерной подложки с внедренными электрическими соединениями в офтальмологическое устройство.
Указанный способ дополнительно содержит этап:
нанесения первой изолирующей пленки на трехмерную подложку поверх нанесенной проводящей пленки; и
формирования электрических контактных отверстий в первой изолирующей пленке путем лазерной микромеханической обработки, а также этап внедрения трехмерной подложки с внедренными электрическими соединениями в устройство вставки для офтальмологической линзы.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Вышеизложенные и прочие характеристики и преимущества изобретения станут очевидными после приведенного ниже более подробного описания предпочтительных вариантов осуществления изобретения, проиллюстрированных с помощью прилагаемых фигур.
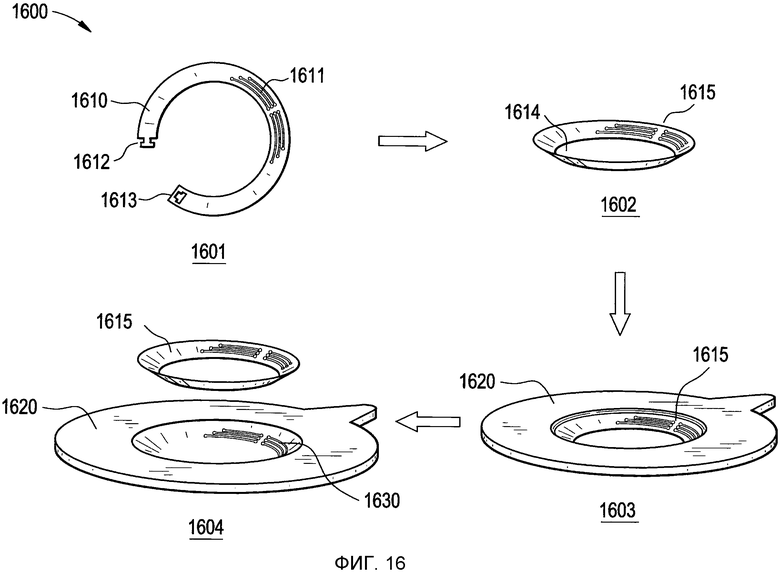
На фиг. 1 представлен пример подложки с трехмерными поверхностями, на которых могут быть сконфигурированы соединения в соответствии с принципами настоящего изобретения.
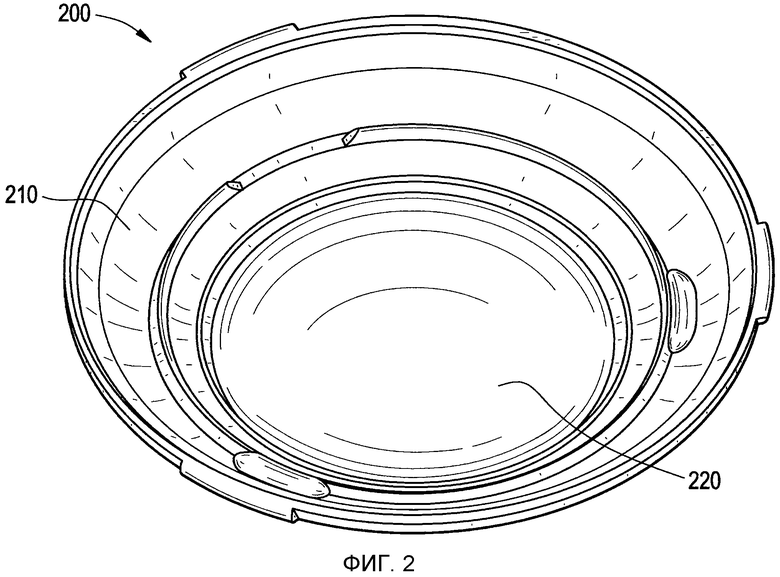
На фиг. 2 представлен пример подложки, которую можно использовать для включения в состав офтальмологического устройства, и ее поверхности, на которых могут быть сконфигурированы соединения в соответствии с принципами настоящего изобретения.
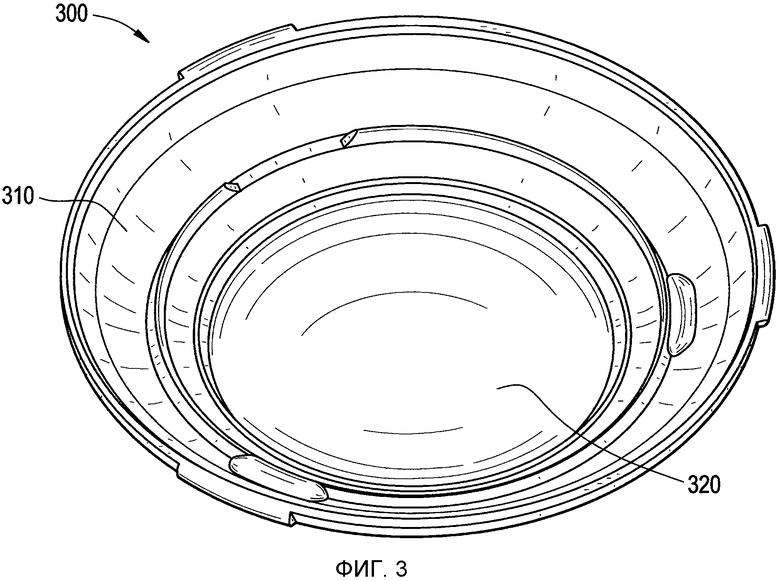
На фиг. 3 представлен пример подложки с поверхностями, на которые нанесен сплошной слой металлического покрытия в соответствии с принципами настоящего изобретения.
На фиг. 4 представлен пример подложки, на отдельные участки поверхности которой нанесен сплошной слой металлического покрытия в соответствии с принципами настоящего изобретения.
На фиг. 5 представлен пример подложки, на части поверхности которой нанесен слой металлического покрытия заданной формы в соответствии с принципами настоящего изобретения.
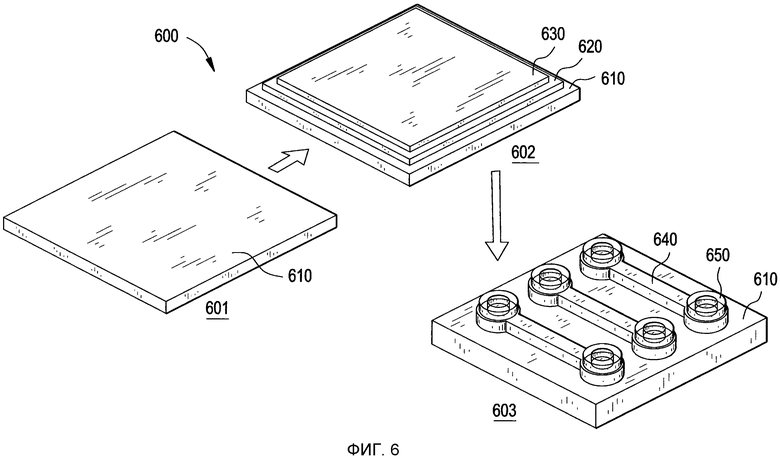
На фиг. 6 представлен пример соединений и изолирующих слоев, которые наносят на плоские поверхности.
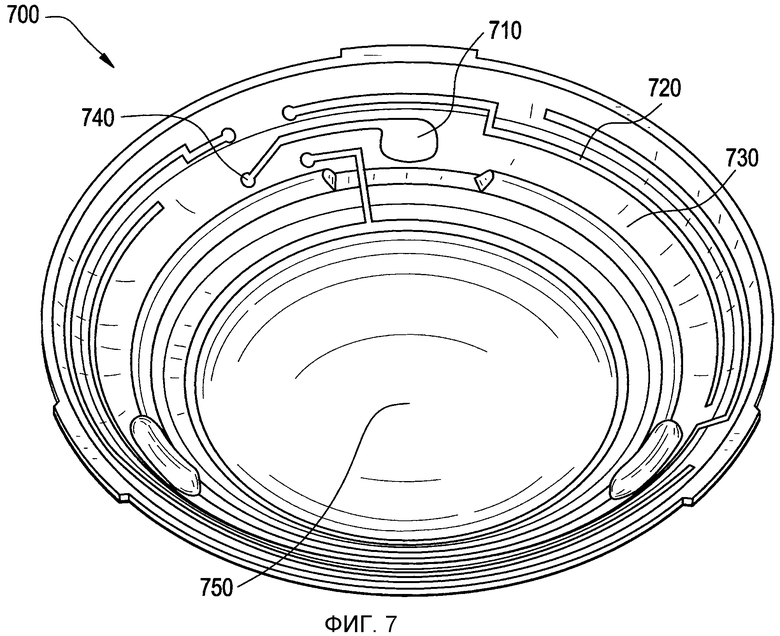
На фиг. 7 представлена подложка после того, как на ее поверхности лазерной абляцией были сформированы электрические соединения в соответствии с принципами настоящего изобретения.
На фиг. 8 представлен подробный вид в перспективе экспонированных электрических соединителей с нанесенным поверх изолирующим слоем, в котором затем лазерной абляцией были выполнены сквозные отверстия в соответствии с принципами настоящего изобретения.
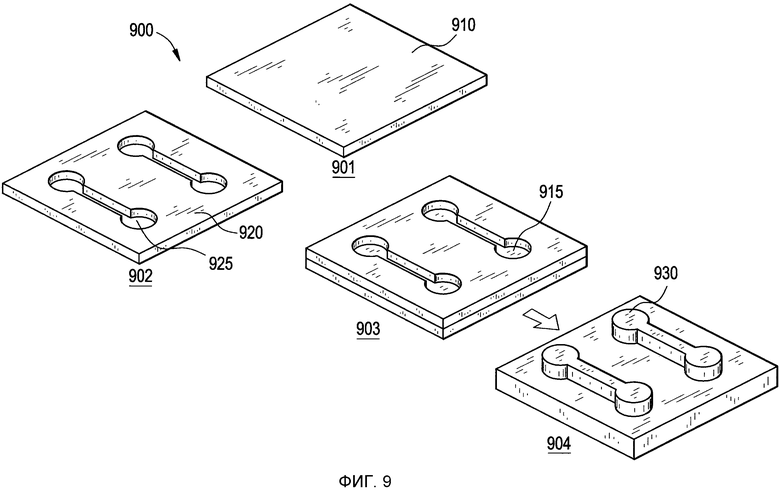
На фиг. 9 представлены примеры элементов маски, которые затем можно использовать в качестве теневой маски для формирования металлических соединений или изолированных участков на плоских поверхностях.
На фиг. 10 представлен пример подложки трехмерной формы в соответствии с принципами настоящего изобретения.
На фиг. 11 представлен пример теневой маски с формой, повторяющей форму примера подложки в соответствии с принципами настоящего изобретения.
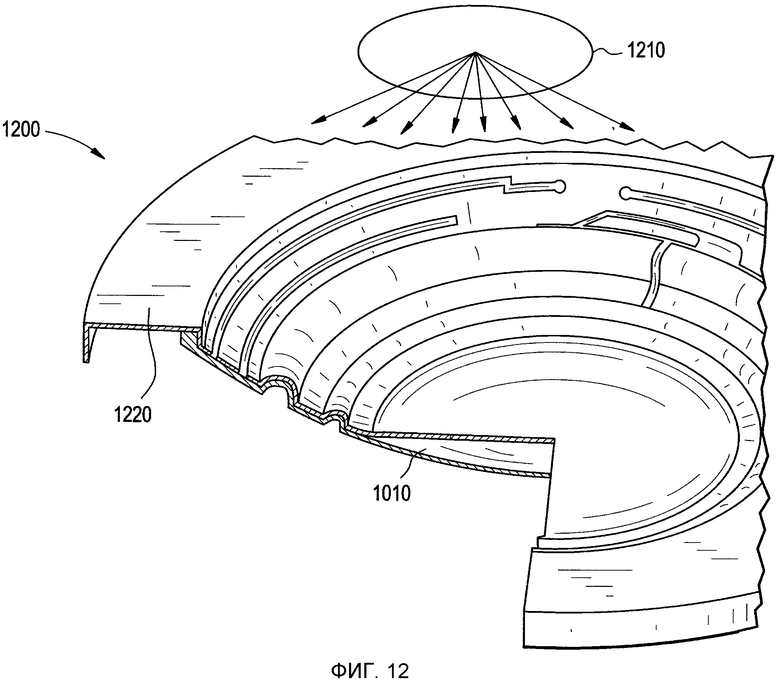
На фиг. 12 представлен процесс нанесения металлического слоя на комбинацию, состоящую из примера трехмерной подложки и закрывающей ее теневой маски в соответствии с принципами настоящего изобретения.
На фиг. 13 представлены итоговые соединения, сформированные путем нанесения металлических пленок через отверстия в теневой маске на поверхности примера подложки трехмерной формы в соответствии с принципами настоящего изобретения.
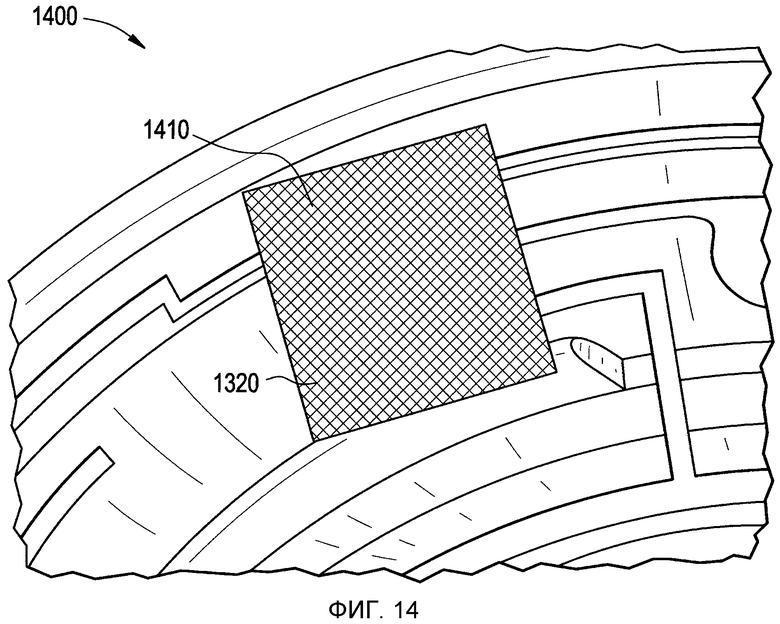
На фиг. 14 представлено, как электрические компоненты могут быть закреплены и электрически соединены с поверхностью примера подложки трехмерной формы в соответствии с принципами настоящего изобретения.
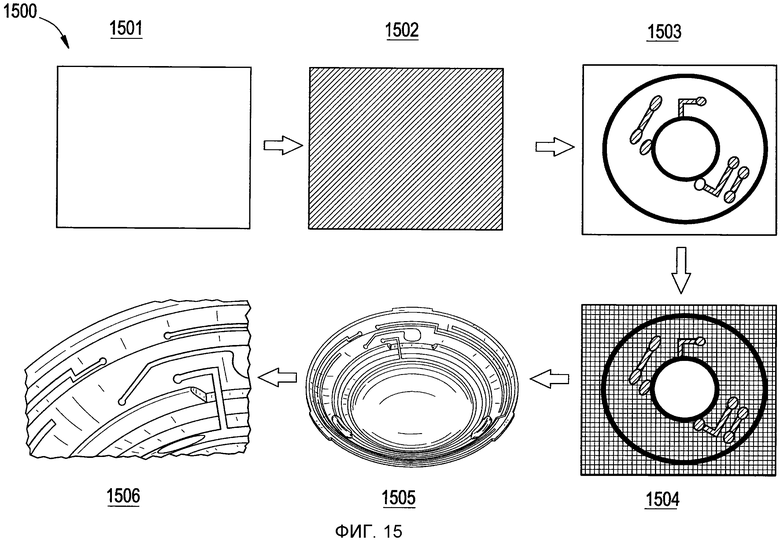
На фиг. 15 представлен первый пример последовательности формирования соединения в соответствии с принципами настоящего изобретения.
На фиг. 16 представлен второй пример последовательности формирования соединения в соответствии с принципами настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Настоящее изобретение относится к способам и устройству, которые можно использовать для формирования электрических соединений на поверхностях с трехмерной топологией. В следующих разделах будет приведено подробное описание примеров осуществления настоящего изобретения. Описания как предпочтительных, так и альтернативных вариантов осуществления изобретения являются только примерами осуществления изобретения. Предполагается, что специалисту в данной области будут очевидны возможности внесения изменений, модификаций и создания других вариантов осуществления изобретения. Поэтому необходимо учитывать, что сфера действия представленного изобретения не ограничена приведенными примерами осуществления.
ОПРЕДЕЛЕНИЯ
В приведенном подробном описании и пунктах формулы настоящего изобретения используется ряд терминов, для которых будут приняты следующие определения.
Используемый в настоящем документе термин «запитываемый энергией» относится к состоянию, в котором устройство может служить источником электрического тока или хранить в себе запас электрической энергии.
Используемый в настоящем документе термин «энергия» относится к способности физической системы совершать работу. Как правило, в рамках настоящего изобретения способность может относиться к способности выполнять электрические действия при совершении работы.
Используемый в настоящем документе термин «источник энергии» относится к устройству или слою, который может снабжать устройство энергией или переводить логическое или электрическое устройство в состояние запитываемого энергией устройства.
Используемый в настоящем документе термин «устройство сбора энергии» относится к устройству, которое может извлекать энергию из окружающей среды и переводить ее в электрическую энергию.
Используемый в настоящем документе термин «функционализированный» относится к приданию некоторому слою или устройству способности выполнять некоторую функцию, например переводить в запитываемое энергией состояние, активировать или управлять.
Используемый в настоящем документе термин «линза» относится к любому офтальмологическому устройству, размещаемому в или на глазе. Такие устройства могут обеспечивать оптическую коррекцию и (или) преследовать косметические цели. Например, термин «линза» может относиться к контактной линзе, интраокулярной линзе, накладной линзе, глазной вставке, оптической вставке или иному подобному устройству, которое используется для коррекции или модификации зрения или для косметической коррекции физиологии глаза, например, изменения цвета радужной оболочки, без ущерба для зрения. В некоторых примерах осуществления предпочтительные линзы, составляющие предмет настоящего изобретения, представляют собой мягкие контактные линзы, изготовленные из силиконовых эластомеров или гидрогелей, которые включают силиконовые гидрогели и фторгидрогели.
Каждый из используемых в настоящем документе терминов «линзообразующая смесь», «реакционная смесь» или «реакционная смесь мономера» (РСМ) относится к мономерному или преполимерному материалу, который может быть полимеризован и сшит или сшит с формированием офтальмологической линзы. Различные примеры осуществления могут включать линзообразующие смеси с одной или более добавками, включая УФ-блокаторы, оттеночные добавки, фотоинициаторы или катализаторы, а также иные желаемые добавки для офтальмологических линз, таких как контактные или интраокулярные линзы.
Используемый в настоящем документе термин «линзообразующая поверхность» относится к поверхности, используемой для литья линзы. В некоторых примерах осуществления любая такая поверхность может иметь оптическое качество поверхности, что означает, что данная поверхность является достаточно гладкой и сформирована таким образом, что поверхность линзы, изготовленной путем полимеризации линзообразующего материала, который находится в непосредственном контакте с формирующей поверхностью, была оптически приемлемого качества. Кроме того, в некоторых примерах осуществления линзообразующая поверхность может иметь такую геометрию, которая необходима для придания поверхности линзы желаемых оптических характеристик, включая, помимо прочего, коррекцию сферических, асферических и цилиндрических аберраций, коррекцию аберраций волнового фронта, коррекцию топографии роговой оболочки и т.п., а также любых комбинаций.
Используемый в настоящем документе термин «литий-ионная ячейка» относится к электрохимической ячейке, в которой электрическая энергия вырабатывается в результате движения ионов лития через ячейку. Такая электрохимическая ячейка, которую обычно называют батареей, в стандартных формах может быть возвращена в состояние с более высокой энергией или перезаряжена.
Используемый в настоящем документе термин «вставка из подложки» относится к деформируемой или жесткой подложке, способной нести источник энергии в офтальмологической линзе. В некоторых примерах осуществления вставка из подложки также несет один или более компонентов.
Используемый в настоящем документе термин «форма для литья» относится к жесткому или полужесткому объекту, который можно использовать для формирования линз из неполимеризованных составов. Некоторые предпочтительные формы для литья состоят из двух частей, образующих соответственно переднюю криволинейную поверхность и заднюю криволинейную поверхность формы для литья.
Используемый в настоящем документе термин «оптическая зона» относится к области офтальмологической линзы, которая обеспечивает функцию зрения для пользователя офтальмологической линзы.
Используемый в настоящем документе термин «мощность» относится к совершенной работе или переданной энергии за единицу времени.
Используемые в настоящем документе термины «перезаряжаемый» или «с возобновляемым запасом энергии» используются взаимозаменяемо и относятся к возможности быть возвращенным в состояние с большей возможностью совершать работу. В рамках настоящего изобретения указанная способность, как правило, может относиться к восстановлению способности обеспечивать электрический ток определенной величины в течение определенного повторного промежутка времени.
Используемые в настоящем документе термины «перезаряжать» или «возобновлять запас энергии» используются взаимозаменяемо и относятся к возможности возвращать в состояние с большей возможностью совершать работу. В рамках настоящего изобретения указанная способность, как правило, может относиться к восстановлению способности устройства обеспечивать электрический ток определенной величины в течение определенного повторного промежутка времени.
Используемый в настоящем документе термин «извлеченный из формы» означает, что линза или полностью отделена от формы, или лишь слабо прикреплена к форме и может быть отсоединена легким встряхиванием или сдвинута тампоном.
Используемый в настоящем документе термин «наложение» означает размещение по меньшей мере двух слоев-компонентов в непосредственной близости друг к другу таким образом, что по меньшей мере часть одной поверхности одного из слоев находится в контакте с первой поверхностью второго слоя. В некоторых примерах осуществления между двумя слоями может находиться пленка, обеспечивающая сцепление или выполняющая иные функции, так что слои находятся в контакте друг с другом через указанную пленку.
Используемый в настоящем документе термин «многослойные интегрированные многокомпонентные устройства» (SIC-устройства) относится к результату применения технологий упаковки, позволяющих собирать тонкие слои подложек, которые могут содержать электрические и электромеханические устройства, в функциональные интегрированные устройства путем наложения по меньшей мере части каждого слоя друг на друга. Такие слои могут содержать изготовленные из различных материалов устройства различных типов, форм и размеров. Кроме того, слои могут быть выполнены по различным технологиям изготовления устройств для формирования различных желаемых форм.
Формирование трехмерной формы
Настоящее изобретение направлено на способы и устройство для формирования соединений на поверхности трехмерных подложек, включая офтальмологические устройства, в состав которых входит один или более электрических компонентов. На фиг. 1 представлен пример трехмерной подложки 100. В некоторых примерах осуществления конкретная структура может быть связана с частью вставки, которую можно ввести в состав офтальмологической линзы. На фигуре показан ряд характеристик трехмерного аспекта заданной подложки на поперечном сечении левой части подложки. Элемент 110 может быть охарактеризован как внешний край формы вставки, тогда как элемент 120 может соответствовать центральной точке формы. В стандартных примерах осуществления таких форм для офтальмологических устройств перепад высоты от центра к краю может составлять до 4 (четырех) миллиметров, определяя таким образом общую трехмерную форму. Кроме того, как показано элементом 130, на общей трехмерной форме могут находиться локальные элементы, также имеющие трехмерную топологию, как демонстрирует показанный локально приподнятый элемент. Размеры таких ребер или приподнятых элементов могут изменяться в широких пределах и могут составлять от 0,001 до 0,5 мм по высоте, при этом наклон образуемых элементами стенок может изменяться от 2 (двух) до 90 (девяноста) градусов. Конкретные варианты осуществления таких элементов могут быть полезны для описания настоящего изобретения, однако специалисту в соответствующей области будет понятно, что существует широкое разнообразие трехмерных подложек и характеристик их поверхностей, которые соответствуют приведенному описанию.
Такой объект как элемент 100 определяет многие основные характеристики, которые играют важную роль при образовании элементов соединений на поверхности подложек трехмерной формы. Тем не менее, несмотря на то что ниже подробно описаны примеры вариантов осуществления способов и устройства для формирования соединений на поверхностях офтальмологической вставки трехмерной формы, эти описания не призваны ограничить сферу действия настоящего изобретения, поскольку многие подложки трехмерной формы могут быть обработаны с использованием описанных в настоящем документе способов и устройства для формирования функциональных результатов.
Существует множество средств и способов получения подложки трехмерной формы, показанной как элемент 100. В некоторых примерах осуществления настоящего изобретения для формирования объекта может применяться литье под давлением. Другие примеры осуществления настоящего изобретения могут быть получены путем формирования различных материалов, например, таких как пластиковая пленка, когда термический нагрев пластикового листа и давление со стороны формирующих частей формы для литья обеспечивают формирование из пластикового листа в трехмерные детали. В других примерах осуществления настоящего изобретения может использоваться, например, штамповка металлических пленок или электроформование металлических материалов для получения трехмерных форм с последующим покрытием полученных изделий изолирующим материалом, с тем чтобы впоследствии сформировать электрические соединения. Другие процессы, позволяющие формировать трехмерные объекты, такие как стереолитография и растровая литография, также могут быть совместимы с описываемым в настоящем документе изобретением. Специалист в данной области без труда определит, что любой способ получения трехмерной формы, которая изготовлена из электрически изолирующего материала или может быть покрыта электрически изолирующим материалом, может содержать технологию, соответствующую сфере действия настоящего изобретения.
Полное изображение примера трехмерной подложки, которую можно использовать в качестве компонента вставки для офтальмологической линзы, показан на фиг. 2 как элемент 200. Этот элемент имеет центральную зону 220, которая в некоторых примерах осуществления может быть связана с оптической зоной офтальмологического устройства, в которой падающий на элемент поток света проходит через элемент и поступает в глаз пользователя офтальмологического устройства. Элемент также может иметь периферийные участки, которые находятся за пределами оптической зоны и могут являться основными местами размещения соединений и устройств, которые могут быть соединены между собой с помощью таких соединений. Такие периферийные участки показаны на фиг. 2 как элемент 210. В примерах осуществления настоящего изобретения, связанных с его использованием в офтальмологических устройствах и вставках в офтальмологические устройства, стандартные размеры трехмерной формы, показанной как элемент 200, могут составлять от 6 (шести) мм до 16 (шестнадцати) мм в диаметре.
Нанесение на трехмерную форму металлического покрытия
Как показано на фиг. 3, элемент 300, на подложку трехмерной формы типа, показанного как элемент 200, может быть нанесена сплошная металлическая пленка. Существуют различные способы нанесения на такую конструкцию покрытия в виде металлической пленки, включая осаждение из паровой фазы, осаждение распылением, химическое осаждение из паровой фазы и плазмохимическое осаждение из паровой фазы. В дополнительных примерах осуществления настоящего изобретения на поверхность могут быть нанесены, напылены или напечатаны участки проводящего полимера или адгезива с формированием слоя, соответствующего процессу формирования электрических соединений при дальнейшей обработке.
Однородный слой проводящей пленки может быть нанесен на элемент 300 сплошным слоем на все поверхности подложки трехмерной формы или, в некоторых примерах осуществления, на все поверхности одной из сторон подложки трехмерной формы. В этих условиях в примерах осуществления офтальмологической вставки проводящая пленка может быть нанесена на участки в оптической зоне вставки линзы, элемент 320, а также в периферийной зоне вставки линзы, элемент 310. В качестве примера показанная на фиг. 3 пленка может быть нанесена с использованием стандартного оборудования для осаждения пленок путем напыления золотой пленки с номинальной толщиной в диапазоне от 0,25 до 1,0 микрона на выпуклую поверхность имеющего трехмерную форму элемента вставки линзы, как показано на фиг. 2. Характерная для данного процесса нанесения однородность получаемого покрытия позволяет свести к минимуму вариации толщины нанесенной проводящей пленки по поверхности трехмерной формы как при движении по объекту как целому от центра к краям, так и в пределах локальных изменений геометрии на участках, аналогичных элементу 130, который был ранее описан в отношении фиг. 1. Хотя в качестве примера можно использовать нанесение пленки напылением, множество способов нанесения проводящего слоя на поверхность изолирующей подложки и различные материалы для получения проводящих слоев соответствуют технологиям, описанным в настоящем изобретении.
В некоторых примерах осуществления настоящего изобретения наличие проводящей пленки на участке оптической зоны линзового устройства может быть несовместимым с оптическим качеством устройства, поэтому в таких примерах осуществления пленка во всем участке оптической зоны, элемент 320, должна быть удалена при дальнейшей обработке устройства. Поскольку процесс удаления пленки из такого участка, а в ряде случаев и сам процесс нанесения пленки еще до ее удаления, могут привести к ухудшению оптических характеристик участка поверхности, могут быть предложены альтернативные примеры осуществления, в которых при нанесении проводящих пленок части поверхности трехмерного устройства закрываются маской. В последующих разделах настоящего описания подробно описан процесс создания и изготовления устройств для точного маскирования участков трехмерной подложки. Для защиты участков простой формы, такой как оптическая зона примера осуществления устройства на участке, показанном как элемент 120 на фиг. 1, могут использоваться более простые маски. На фиг. 4, элемент 400, показан результат использования маски при нанесении проводящей пленки на поверхность примера трехмерной подложки. На участке 410 в результате использования одного из множества указанных ранее процессов нанесения покрытия образуются поверхности, покрытые проводящей пленкой, тогда как в таких участках, как пример оптической зоны, показанный на фигуре как элемент 420, где была предварительно нанесена маска, поверхность оказывается незатронутой процессом, используемым для нанесения проводящей пленки на трехмерную подложку, и остается чистой.
На фиг. 5, элемент 500, представлен пример маскирования множества участков на поверхности трехмерной подложки. В общем смысле простые маски, которые позволяют наносить покрытие на участки поверхности трехмерных форм, могут позволить оптимизировать последующие процессы удаления материала для получения элементов соединений, таких как проводники и контактные площадки. В качестве примера, если элементы соединений размещаются в некоторой ограниченной части поверхности подложки, нанесение тонкой пленки также может быть ограничено участком, окружающим данную часть поверхности. Элементы 510 и 530 на фиг. 5 как раз представляют такой случай, когда покрытие наносится в затененном участке, но не наносится на других участках поверхности, таких как пример оптической зоны, элемент 520, и других участках поверхности, элемент 540. В отличие от описанных в последующих разделах более сложных маскирующих устройств, позволяющих формировать элементы соединений непосредственно в процессе маскирования, тип маскирования, результаты которого показаны на фиг. 4 и 5, позволяет полностью маскировать одни участки и получать другие участки с нанесенным покрытием, из которых в процессе дальнейшей обработки могут быть сформированы элементы соединений.
Лазерная абляция пленок на поверхности трехмерной подложки
Полезным способом обработки для получения из проводящих пленок геометрических элементов, которые можно использовать в качестве элементов соединений, является лазерная абляция. В стандартных доступных в продаже системах обработки материалов для проведения лазерной абляции используется пучок излучения мощного лазера, направляемый на поверхность подложки под управлением высокопроизводительного компьютера для расплавления и испарения материала с участка поверхности. Как правило, подложку устанавливают в держателе для обработки, который фиксирует деталь и может контролируемо перемещать ее во всех трех измерениях. Лазерная головка, управляющая характеристиками лазерного пучка и его направленностью, может направлять лазерный пучок для абляции на требуемый участок поверхности трехмерной подложки. Существует множество связанных с абляцией и управляемых компьютером параметров, которые могут быть выбраны таким образом, чтобы процесс абляции привел к получению требуемых элементов соединений. Такие параметры могут включать длину волны, мощность, частоту повторения и скважность лазерных импульсов. Кроме того, также может осуществляться управление оптическими элементами для задания требуемых фокальных характеристик пучка излучения, таких как глубина фокуса, положение фокальной плоскости и размер пятна. Помимо задания геометрического положения обрабатываемой подложки и различных параметров, определяющих направление лазерного пучка, управляющий компьютер может также задавать количество импульсов, подаваемых на тот или иной элемент поверхности, а также скорость перемещения в пространстве обрабатываемой подложки и управляющих лазерным пучком элементов. Системы лазерной абляции и адаптация к доступным в продаже системам лазерной абляции дают доступ к большому набору управляющих аспектов, которые могут оказаться важными для формирования электрических соединений на трехмерных поверхностях.
На фиг. 6, элемент 600, показан пример схемы технологического процесса для формирования элементов соединений на более привычной плоской (не трехмерной) подложке. На этапе 601 одним из множества доступных способов формируют подложку, элемент 610. Если подложку 610 формируют из электрически изолирующего материала, она может использоваться далее непосредственно. Однако если ее формируют из металлического или проводящего материала, то может потребоваться нанесение изолирующего слоя. Например, элемент 610 может быть изготовлен из допускающего формирование пластика, такого как сополиэфир полиэтилентерефталата и гликоля (PETG).
На этапе 602 на подложку 610 может быть нанесено покрытие из комбинации материалов с формированием слоев 620 и 630. В примере осуществления настоящего изобретения указанное покрытие может включать пленки из металлического, диэлектрического, полупроводникового, пьезорезистивного, пьезоэлектрического или термоэлектрического материала для различных целей. Например, элемент 620 может быть сформирован путем нанесения с использованием тонкослойного осаждения золотой пленки поверх подложки из PETG 610. На следующем этапе нанесения поверх золотой пленки может быть напылена изолирующая пленка из окиси кремния с получением пленки 630. Очевидно, что в целях настоящего изобретения может использоваться множество различных материалов и множество способов нанесения покрытия или формирования пленок.
Затем на этапе 603 подложку с нанесенной пленкой обрабатывают с использованием лазерной абляции. Управляя процессом абляции на поверхности подложки, можно провести абляцию с поверхности одной или обеих пленок. На некоторых участках поверхности, как, например, в указанном элементе 610, условия лазерной абляции могут быть установлены так, чтобы удалить в данном месте обе пленки. На других участках, указанных как элемент 640, условия абляции могут быть выбраны таким образом, чтобы удалить только пример верхней пленки окиси кремния. На участках третьего типа, например, показанных как элемент 650, лазерный пучок может совсем не взаимодействовать с поверхностью и оставить обе пленки на месте. Очевидно, что с использованием современной техники можно получить произвольный набор форм и комбинаций участков с удаленной одной или обеими пленками.
При изучении итогового результата этапа 603 должно стать понятно, как такой этап обработки позволит получать элементы соединений. Элементы, показанные как результат этапа 603, могут содержать металлические проводники для подведения электрического тока к компонентам, подключение к которым может быть обеспечено через элементы в виде отверстий в изолирующем материале. Кроме того, проводники и контактные площадки могут представлять собой важные элементы для получения электрических соединений на поверхностях подложек других типов, например, на поверхностях трехмерной формы.
На фиг. 7, элемент 700, показан результат лазерной абляции на металлизированной подложке, описанной ранее как элемент 300 на фиг. 3. В данном примере в процессе лазерной абляции с поверхности подложки была удалена практически вся нанесенная проводящая пленка. В оптической зоне, показанной как элемент 750, проводящая пленка был удалена полностью. Очевидно, что если этот участок удастся закрыть от нанесения проводящей пленки на участок оптической зоны, как показывает элемент 400 на фиг. 4, то можно добиться повышения как скорости обработки изделия, так и качества поверхности подложки на участке. Кроме того, на периферийных участках также может потребоваться удаление значительных частей нанесенной пленки, как показано на примере участка 730. И снова очевидно, что процесс маскирования, как показывает элемент 500 на фиг. 5, который может защитить от осаждения пленки на больших участках поверхности, в которых не требуются элементы соединений, может значительно повысить производительность обработки изделия.
Тем не менее, независимо от типа используемой подложки с покрытием (300, 400 или 500), в результате лазерной абляции формируют элементы соединений. Таким образом могут быть сформированы проводники, например, изображенные как элемент 720. Также могут быть сформированы контактные площадки различных типов. Элементом 710 показан пример большой контактной площадки для внешнего подключения, а элементом 740 показано размещение контактной площадки, которую можно использовать для соединения электрических компонентов между собой. Элементы и прокладка различных линий соединений показаны на примере трехмерной формы и могут принимать различные виды для решения различных задач по соединению между собой компонентов, размещенных на поверхности подложки трехмерной формы.
Лазерная абляция изолирующего слоя, нанесенного на металлическое покрытие
После получения металлических проводников по описанным выше процессам в ряде примеров осуществления настоящего изобретения может оказаться полезным нанести на трехмерный объект пленку изолирующего покрытия для электрической изоляции сформированных проводящих элементов соединений. В этом случае в ряде вариантов осуществления процесс лазерной абляции снова может оказаться полезным. Лазерная абляция пленки изолирующего покрытия позволяет сформировать точно размещенные проколы или отверстия в изолирующем покрытии. На фиг. 8, элемент 800, показан участок малых соединительных площадок в увеличенном виде в описанном ранее участке элемента 740. После нанесения изолирующего покрытия на трехмерный объект со сформированными на нем соединениями поверх ранее сформированных проводников, элемент 820, и промежутков между ними, элемент 810, процесс лазерной абляции позволяет выполнить отверстия для получения точек соединения, показанных как элемент 830. Специалисту в соответствующей области будет понятно, что существует множество способов нанесения изолирующего покрытия и множество материалов для формирования изолирующих пленок, которые соответствуют способам и устройству, описанным в настоящем документе.
Применение масок для прямого формирования элементов соединений
Как было кратко указано в предыдущих разделах, маски, создающие закрытые и открытые участки, представляют собой полезное устройство для реализации способов формирования соединений на трехмерных поверхностях. В предыдущих разделах были описаны простые примеры использования масок, а именно масок для закрытия или открытия больших участков поверхности. Однако в особенности при использовании обеспечивающих высокое разрешение и точность способов формирования элементов, можно сформировать маску, которая позволяет непосредственно сформировать элементы соединений на поверхности подложки.
В качестве иллюстрации на фиг. 9, элемент 900, показано, как маску, которую также иногда в этом контексте называют теневой маской, можно использовать для формирования элементов соединений непосредственно в процессе нанесения тонкой пленки. На этапе 901 любым из описанных выше способов может быть сформирована соответствующая подложка, элемент 910. Как было указано выше, если подложка 910 изготовлена не из изолирующего материала, то на данном этапе также может потребоваться нанесение изолирующего материала. Для формирования элемента 910 можно использовать материал, который уже приводили в качестве примера материала для подложки, - PETG.
На этапе 902 в отдельном процессе формирования из другой плоской подложки 920 может быть сформирована маска. Специалистам известно множество способов, которые можно применять на этапе 902 для формирования маски, включая фотолитографию с последующим химическим травлением, фотолитографию с последующей механической эрозией, с последующим ионным травлением, а также аналогичные известные способы для формирования слоев с удаленными экспонированными элементами. И снова применение процесса лазерной абляции позволяет сформировать маску. Применение лазерной абляции для удаления материала подложки 920 в таких элементах, как элемент 925, позволяет сформировать маску с высоким уровнем точности в отношении формы и размещения элементов.
Затем сформированную таким образом маску можно использовать на следующем этапе обработки 903. Маску помещают на подложку 910. В ряде примеров осуществления настоящего изобретения такое размещение может потребовать выравнивания маски относительно подложки. Иными словами, может быть важным положение маски 920 по осям х и у относительно положения подложки 910 по осям х и у. После необходимого выравнивания маски на этапе 903 можно нанести тонкую пленку различными способами, позволяющими это выполнить. В одном примере осуществления настоящего изобретения для такой обработки снова может использоваться процесс напыления тонкой золотой пленки. В тех местах, где в маске есть сквозные вырезы, такие как элемент 915, наносимая золотая пленка пройдет через маску и осядет на подложку. На участках без выреза наносимая пленка осядет на маске, так что маска эффективно защищает или «маскирует» подложку от осаждения на него покрытия.
На следующем этапе 904 маску 920 удаляют с поверхности подложки 910. В процессе такого удаления на тех участках, где поверхность подложки не закрывали от осаждения на нее тонкой пленки, будут сформированы элементы 930 в форме вырезанных участков теневой маски 925. Необходимо понимать, как такие элементы могут соответствовать элементам проводников и площадок, требуемых для элементов электрических соединений.
Во многих процессах, связанных с формированием или нанесением тонкой пленки на поверхности с наложенной маской, может быть важным обеспечить очень близкое размещение маски к маскируемой поверхности подложки. Если между маской и подложкой есть некоторый промежуток, то наносимый материал не будет ограничен четко определенными краями, задаваемыми элементами маски, а будет ложиться размытыми элементами, лишь приближенно соответствующими элементам маски. В ряде конструкций, например, при наличии нескольких близко расположенных друг к другу параллельных проводников, или, в более общем случае, когда какие-либо из элементов находятся близко друг к другу, нечеткое задание формы наносимых элементов может привести к формированию между ними проводящих перемычек. Поэтому необходимо понимать, что нанесение маски на подложку, имеющую не плоскую, а трехмерную топологию, может быть сопряжено с дополнительными трудностями.
На фиг. 10, элемент 1000, показан трехмерный элемент, который в ряде примеров осуществления настоящего изобретения может соответствовать компоненту вставки офтальмологической линзы или тела офтальмологической линзы. Элемент имеет такие же аспекты локальной и общей топологии, которые были описаны ранее для фиг. 1. Данная трехмерная подложка имеет физическую форму, описываемую путем ссылки на элемент 1010. Необходимо понимать, что, учитывая необходимость размещения теневой маски максимально близко к маскируемой поверхности подложки, для подготовки теневой маски для формирования соединений на поверхности элемента 1010 можно использовать процесс, практически идентичный процессу формирования самой подложки. Без потери общности можно сказать, что существует множество процессов, которые можно использовать для формирования поверхности маски, включая формование, электроформование, термокомпрессионное формование, литье под давлением, стереолитографию и растровую литографию. Кроме того, несмотря на то что в ряде примеров осуществления настоящего изобретения может оказаться предпочтительным использовать маску, точно воспроизводящую топологическую форму подложки, которую будут обрабатывать с ее помощью, возможны многочисленные варианты осуществления, в которых маска лишь приблизительно соответствует трехмерной форме подложки, но ее можно использовать для обработки. Специалисту в данной области будет понятно, что возможны различные формы маскирующих устройств относительно формы маскируемой подложки, которые подпадают под сферу действия настоящего изобретения.
На фиг. 11, элемент 1100, показано наложение маски 1110, сформированной с трехмерной топологией, аналогичной топологии нижележащей подложки 1010. Как показано на фигуре, когда размеры теневой маски 1110 превышают размеры подложки 1010, форма элементов маски 1110 на участках, выходящих за пределы подложки 1010, может быть произвольной. После формирования теневой маски с формой, точно соответствующей форме маскируемой подложки, в ней необходимо выполнить точно заданные и сформированные отверстия для точного нанесения материала проводящей пленки на нижележащую подложку. Существует множество способов выполнения таких отверстий, показанных на фигуре как элемент 1120. Однако снова лазерная абляция может быть полезным инструментом для формирования участков без маски. Аналогично приведенному выше описанию этапа 902, систему лазерной абляции можно использовать для удаления материала в точно заданных участках тела маски 1110. Специалисту в данной области будет понятно, что возможно использование различных вариантов настроек, программирования и оборудования для выполнения лазерной абляции, которые подпадают под сферу действия настоящего изобретения. Кроме того, в рамках описываемого изобретения также можно выполнять в маске отверстия способами, отличными от лазерной абляции.
После формирования маски 1110 с готовыми отверстиями 1120 и ее наложения и выравнивания относительно соответствующей трехмерной подложки может быть выполнен процесс теневого маскирования. На фиг. 12 показаны закрепленная маска 1200 и подложка 1220, установленные в системе для нанесения тонких пленок 1210. Несмотря на то что в системе для нанесения 1210 можно использовать любой из множества описанных выше способов формирования тонкой пленки, такой как нанесение золотой пленки распылением, необходимо отметить, что существует множество пленок, совместимых с процессом нанесения через маску, включая металлические пленки, диэлектрические пленки, диэлектрические пленки с высокой диэлектрической постоянной, проводящие и непроводящие эпоксидные смолы и иные проводящие и непроводящие пленки, которые можно наносить путем процессов распыления. Кроме того, в каждой из указанных категорий можно использовать широкий выбор материалов, совместимых с формированием пленок, соответствующих целям настоящего изобретения, без ограничения его общности. Конкретные примеры возможных материалов включают оксид индия и олова (ITO), графен, углеродные наночастицы и нановолокна.
Выполнение процесса нанесения пленки с получением золотой пленки требуемой толщины, осажденной на тело маски и подложку на участках, где в маске были выполнены отверстия, позволяет получить подложку с непосредственно сформированными соединениями, как показано на фиг. 13, элемент 1300. Маска непосредственно защитила трехмерную подложку на участках, где не требуется формировать соединения, например, в области оптической зоны, показанной как элемент 1330. На участках, соответствующих отверстиям в теневой маске, на поверхности подложки могут быть сформированы элементы соединений, такие как элемент 1310.
В некоторых примерах осуществления настоящего изобретения после создания элементов соединений описанным образом снова может использоваться обработка с применением лазерной абляции. Если созданные с помощью теневой маски элементы не характеризуются точностью, достижимой при использовании лазерной абляции, полученные элементы могут быть скорректированы или дополнительно размещены с использованием лазерной абляции. В некоторых примерах осуществления настоящего изобретения такая корректировка может привести к повышению производительности при изготовлении изделий, поскольку становится возможным формирование с помощью теневого маскирования элементов, очень близких к требуемым в конечном продукте, с их последующей точной корректировкой лазерной абляцией. Другой потенциальной сферой применения лазерной абляции в соответствии с принципами настоящего изобретения может быть восстановление подложек, сформированных различными описанными в настоящем документе способами. Если по завершении процесса изготовления обнаруживается, что при формировании или обработке был внесен некоторый дефект, то в некоторых примерах осуществления настоящего изобретения такой дефект может быть исправлен или устранен лазерной абляцией.
Как было указано выше, на подложку представленного на фиг. 13 типа со сформированными на ней металлическими соединениями могут быть нанесены пленки изолирующих материалов. И снова среди множества процессов, которые можно использовать для формирования отверстий на контактных площадках для соединения с компонентами, для обработки элементов на участке, показанном как элемент 1320, может использоваться лазерная абляция для получения отверстий способом, аналогичным способу, который был описан в отношении фиг. 8. Точность обработки с использованием лазерной абляции позволяет выполнять отверстия в изолирующем материале, непосредственно соответствующие соединениям, например, в компоненте интегральной схемы. Такой компонент или многие другие типы электрических компонентов, которые могут находиться в электрическом контакте с проводящими соединениями, могут быть закреплены на подложке непосредственно в местах с выполненными отверстиями над экспонированными элементами соединений. Элемент 1400 на фиг. 14 показывает закрепленный компонент 1410, при этом электрические соединения компонента подключены через соответствующие отверстия к нижележащим соединениям. Элемент 1320 изображает нижележащий участок, в котором электрическое соединение компонента механически закреплено и электрически подключено к сформированному соединению на поверхности подложки трехмерной формы. Существует множество средств и способов подключения электрического соединения компонента к контактной площадке соединения на поверхности трехмерной подложки, включая паянные соединения и соединения с использованием электропроводящих клеев.
Дополнительные способы нанесения или формирования элементов соединений
Акцент в приведенном выше описании был сделан на конкретных примерах средств формирования элементов соединений на поверхностях подложек. Без потери общности можно сказать, что важно включить множество других способов как соответствующих целям формирования элементов соединений, которые также могут реализовать дополнительные преимущества от использования описанных в настоящем документе способов или могут образовать альтернативные примеры осуществления настоящего изобретения. Струйная печать, в процессе которой по существу жидкие частицы, содержащие материалы, совместимые с получением описанных выше проводящих и непроводящих элементов, непосредственно распыляют на подложку для получения заданного шаблона, позволяет образовывать элементы соединения с важными характеристиками. Аналогичным образом аэрозольная струйная печать, в процессе которой направленный пучок распыленных частиц направляют на поверхность подложки, также может быть использована для достижения указанных в настоящем документе целей. Тампопечать, в процессе которой двухмерный печатный элемент переносят на поверхность трехмерной подложки, также может быть использована для достижения указанных в настоящем документе целей.
В предыдущем описании также было описано, как лазерную абляцию можно использовать для непосредственного удаления материала проводящей пленки, тем самым создавая элементы соединений. Существуют и другие способы аналогичной обработки таких пленок, которые также можно использовать в целях настоящего изобретения. В качестве конкретного примера можно выполнить обработку фокусированным ионным пучком, или ионным травлением. В этом случае для удаления материала с поверхности вместо фотонов, используемых при лазерной абляции, на поверхность с большой энергией направляют разогнанные ионы химических соединений. Специалисту в данной области будет понятно, что множество процессов, позволяющих удалять материал пленки с возможностью контроля направления такого травления, подпадают под сферу действия настоящего изобретения.
Формирование трехмерного объекта одновременно с электрическими соединениями и финишная обработка с использованием лазерной абляции
Ряд альтернативных примеров осуществления настоящего изобретения проиллюстрирован на фиг. 15, элемент 1500. В данных альтернативных примерах осуществления набор электропроводящих элементов, которые после обработки превратятся в соединения на трехмерной поверхности, формируют, когда исходные материалы для изделия еще находятся в плоском виде. На этапе 1501 формируют основу подложки, что в ряде примеров осуществления может быть совместимо с формированием части офтальмологической линзы или вставки линзы. Существует большое количество материалов, из которых может быть изготовлена основа подложки. Однако как было описано ранее, в качестве такого материала можно использовать PETG. При формировании основы подложки из проводящего материала на нее необходимо будет нанести покрытие из изолирующего материала, чтобы сохранить возможность формирования соединений на поверхности.
В процессе дальнейшей обработки основания подложки на этапе 1502 на основание подложки наносят проводящую пленку. В целях настоящего изобретения можно использовать описанные выше различные варианты проводящих пленок, соответствующих принципам настоящего изобретения. Поскольку проводящая пленка будет деформироваться при формировании из плоского основания подложки в трехмерной подложке, в ряде примеров осуществления настоящего изобретения пленка может быть сформирована из пластичного проводящего материала и может иметь толщину, достаточную для предотвращения механического разрыва при последующих процессах формирования. Однако в качестве примера пленка может представлять собой золотую пленку.
На этапе 1503 из проводящей пленки может быть получен шаблон, из которого при формировании трехмерного объекта из плоской заготовки может быть сформирована требуемая конечная форма. Изображенные формы предназначены только как пример набора форм, которые при последующем формировании дадут желаемый трехмерный результат. Существует множество средств и процессов для формирования шаблона проводящего золотого слоя, или, в более общем смысле, любого проводящего слоя. В неограничивающем смысле
примером такого процесса может быть фотолитография с химическим травлением. В альтернативном варианте осуществления для получения элементов требуемой формы на данном этапе может использоваться лазерная абляция, как описано выше.
На этапе 1504 в некоторых примерах осуществления настоящего изобретения пакет из основания подложки с вышележащими проводящими элементами может быть заключен в оболочку из вышележащего материала. В некоторых примерах осуществления настоящего изобретения в качестве используемой в этих целях пленки может использоваться формируемый материал, такой как PETG. Поскольку пакет пленок в процессе формирования может деформироваться для получения желаемой трехмерной формы, в некоторых примерах осуществления указанное заключение сформированных элементов в оболочку может позволить добиться требуемой стабильности элементов в процессе формирования для создания трехмерных объектов. В некоторых примерах осуществления настоящего изобретения в качестве части этапа 1504 может быть проведен первый процесс формирования на плоскости для прикрепления вышележащего изолирующего материала к нижележащей основе подложки и также сформированных из проводящей пленки элементов. Кроме того, поскольку характеристики центрального оптического участка могут оказаться лучше без нанесения на нее композитной пленки, для целей иллюстрации незаштрихованный круглый центральный участок на фигуре показывает вырезанный участок на месте центральной оптической зоны.
На этапе 1505 пакет из материала основания, сформированных проводящих элементов и вышележащего защитного и изолирующего слоя может быть сформирован с получением трехмерного объекта, форма которого и внедренные электрические соединения определяются процессом формирования. В некоторых примерах осуществления настоящего изобретения, когда обработка на этапе 1504 включает нанесение вышележащего изолирующего слоя, может потребоваться формирование отверстий в изолирующем материале. На этапе 1506 трехмерный объект с внедренными электрическими соединениями обрабатывают таким образом, чтобы получить электрически проводящие отверстия в соответствующих местах. Существует множество средств и способов получения таких отверстий. Тем не менее лазерную абляцию снова можно использовать для точного выполнения отверстий путем удаления верхнего изолирующего слоя, открывая таким образом область нижележащей проводящей пленки. Получаемая таким образом трехмерная поверхность с электрическими соединениями может быть по существу аналогичной изделиям, которые получают с использованием других описанных в настоящем документе способов.
Формирование двухмерной маски, сворачивание двухмерной маски в трехмерный объект и формирование элементов соединений
На фиг. 16, элемент 1600, показан альтернативный способ формирования элементов соединений на трехмерной подложке с использованием технологии маскирования. Аналогично предшествующему описанию процесса формирования двухмерных масок на этапе 902, в отдельном процессе формирования на этапе 1601 из плоской подложки может быть сформирован шаблон маски 1610. Специалистам известно множество способов, которые могут применяться на этапе 1601 для формирования маски, включая фотолитографию с последующим химическим травлением, фотолитографию с последующей механической эрозией, с последующим ионным травлением, а также аналогичные известные способы для формирования слоев с удаленными экспонированными элементами. И снова применение процесса лазерной абляции позволяет сформировать маску. Применение лазерной абляции для удаления материала подложки в таких элементах, как элемент 1611, позволяет сформировать маску с высоким уровнем точности формы и размещения формируемых элементов. Существует множество материалов, совместимых с формированием шаблона маски типа, показанного как элемент 1610, включая тонкие пленки металла или пластика. В качестве примера элемент 1610 может быть сформирован из тонкого слоя лавсана (майлара), допускающего сворачивание без значительных локальных искажений или изгибов.
На этапе 1602 сформированный шаблон маски сворачивают в трехмерную маску путем соединения двух краев 1612 и 1613 в один элемент 1614. Деформация двухмерной формы для соединения ее краев дает в результате маску трехмерной формы, элемент 1615. При точном проектировании можно добиться того, чтобы полученная свернутая маска точно соответствовала общей топологии трехмерной подложки.
На этапе 1603 шаблон маски выравнивают и сопрягают с соответствующей трехмерной подложкой, элементом 1620. Маску накладывают на подложку 1620. В некоторых примерах осуществления настоящего изобретения такое размещение может потребовать выравнивания маски относительно подложки, то есть приведения положения маски 1615 по осям х и у и ее угловой ориентации в соответствие с положением подложки 1620 по осям х и у и ее угловой ориентации. После необходимого выравнивания маски на этапе 1603 различными способами, позволяющими сформировать соответствующую пленку, может быть нанесена тонкая пленка. Несмотря на то что с этим этапом совместим описанный ранее широкий спектр материалов, которые можно наносить в процессе маскирования, в одном примере осуществления настоящего изобретения для такой обработки снова можно использовать процесс напыления тонкой золотой пленки. На тех участках, где в маске выполнены сквозные вырезы 1611, наносимая золотая пленка осядет на подложку. На тех участках, где нет вырезов, наносимая пленка осядет на маску. Таким образом, маска эффективно защищает или «маскирует» подложку от осаждения на нее пленки. На следующем этапе 1604 маску 1615 удаляют с поверхности подложки 1620. В процессе такого удаления на тех участках, где поверхность подложки не закрывали от осаждения тонкой пленки, будут сформированы элементы 1630 в форме вырезанных элементов в теневой маске 1611. Необходимо понимать, как такие элементы могут соответствовать элементам проводников и площадок, требуемых для получения электрических соединений. Кроме того, любое сочетание этапов обработки, описанных выше в отношении подложки с нанесенными на нее электрическими соединениями, включая, например, нанесение вышележащей изолирующей пленки с последующим формированием в ней отверстий для доступа к проводникам, с этапами обработки 1601, 1602, 1603 и 1604 также предусмотрено настоящим изобретением.
Хотя показанные и описанные варианты осуществления считаются наиболее практичными и предпочтительными вариантами, ясно, что специалистам в данной области предоставляется возможность отступать от показанных и описанных конструкций и способов, которые могут использоваться, не выходя за рамки сущности изобретения и его сферы действия. Настоящее изобретение не ограничено конкретными конструкциями, описанными и показанными здесь, но все конструкции изобретения должны соответствовать всем модификациям, которые могут подпадать под формулу настоящего изобретения.






Группа изобретений относится к области медицины. Способ содержит: формирование трехмерной основы подложки с диаметром от 6 мм до 16 мм из первого изолирующего материала, трехмерная основа подложки имеет центральную оптическую зону и периферийные зоны, при этом центральная оптическая зона связана с оптической зоной офтальмологического устройства; нанесение проводящей пленки на часть поверхности трехмерной основы подложки с формированием однородного слоя проводящей пленки с толщиной от 0,25 до 1,0 микрона; и формирование обеспечивающего электрическое соединение проводника на периферийных зонах трехмерной основы подложки из проводящей пленки путем лазерной абляции окружающего материала проводящей пленки, внедрение трехмерной подложки с электрическими соединениями в офтальмологическое устройство. В другом варианте способа осуществляют: формирование трехмерной подложки из первого изолирующего материала; формирование трехмерной маски из второго материала, при этом трехмерная маска может плотно прилегать к трехмерной подложке; формирование отверстий через участки в трехмерной маске путем лазерной абляции; помещение трехмерной маски на трехмерную подложку; и нанесение проводящей пленки на комбинированную трехмерную маску и трехмерную подложку, внедрение трехмерной подложки с нанесенной проводящей пленкой в офтальмологическое устройство. Применение группы изобретений позволит формировать надежные компактные структуры электрических соединений на трехмерной поверхности для офтальмологического устройства. 4 н. и 11 з.п. ф-лы, 16 ил.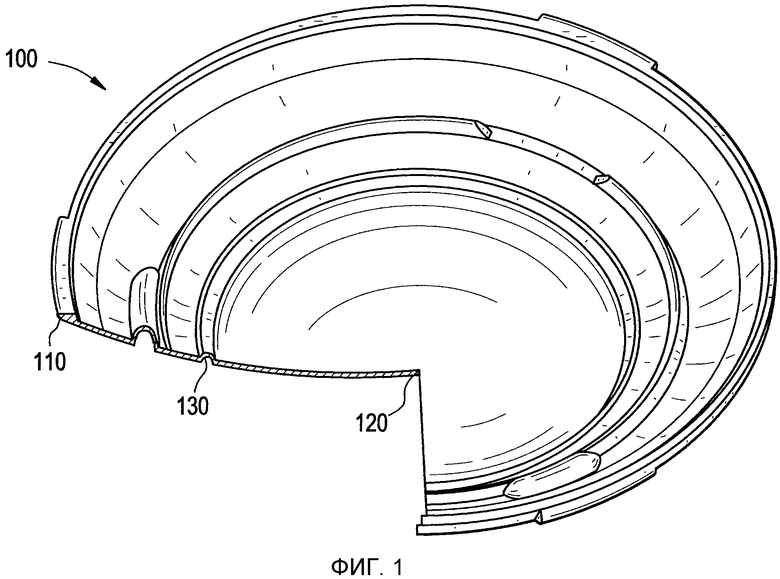
1. Способ формирования электрических соединений на трехмерной поверхности для офтальмологического устройства, содержащий:
формирование трехмерной основы подложки с диаметром от 6 мм до 16 мм из первого изолирующего материала, указанная трехмерная основа подложки имеет центральную оптическую зону и периферийные зоны, при этом центральная оптическая зона связана с оптической зоной офтальмологического устройства;
нанесение проводящей пленки по меньшей мере на часть поверхности трехмерной основы подложки с формированием однородного слоя проводящей пленки с толщиной от 0,25 до 1,0 микрона; и
формирование обеспечивающего электрическое соединение проводника на периферийных зонах трехмерной основы подложки из проводящей пленки путем лазерной абляции окружающего материала проводящей пленки,
внедрение трехмерной подложки с электрическими соединениями в офтальмологическое устройство.
2. Способ по п. 1, дополнительно содержащий этап нанесения второго изолирующего материала на сформированном проводнике, обеспечивающем электрическое соединение.
3. Способ по п. 2, дополнительно содержащий этап формирования электрических контактных отверстий во втором изолирующем материале путем лазерной абляции.
4. Способ по п. 1, дополнительно содержащий этап внедрения трехмерной подложки с электрическими соединениями в устройство вставки для офтальмологической линзы.
5. Способ формирования электрических соединений на трехмерной поверхности для офтальмологического устройства, содержащий:
формирование трехмерной подложки из первого изолирующего материала;
формирование трехмерной маски из второго материала, при этом трехмерная маска может плотно прилегать к трехмерной подложке;
формирование отверстий через участки в трехмерной маске путем лазерной абляции;
помещение трехмерной маски на трехмерную подложку; и
нанесение проводящей пленки на комбинированную трехмерную маску и трехмерную подложку,
внедрение трехмерной подложки с нанесенной проводящей пленкой в офтальмологическое устройство.
6. Способ по п. 5, в котором первый изолирующий материал идентичен второму материалу.
7. Способ по п. 5, дополнительно содержащий этап введения трехмерной подложки с нанесенной проводящей пленкой в устройство вставки для офтальмологической линзы.
8. Способ формирования электрических соединений на трехмерной поверхности для офтальмологического устройства, содержащий:
формирование по существу плоской первой подложки из первого изолирующего материала;
нанесение первого проводящего материала на первый изолирующий материал;
формирование элементов электрических соединений путем удаления участков первого проводящего материала;
нанесение вышележащего слоя первого изолирующего материала на элементы электрических соединений;
формирование из первой плоской подложки, элементов электрических соединений и вышележащего слоя первого изолирующего материала второй плоской подложки; и
формирование из второй плоской подложки первой трехмерной подложки с внедренными электрическими соединениями;
внедрение трехмерной подложки с внедренными электрическими соединениями в офтальмологическое устройство.
9. Способ по п. 8, дополнительно содержащий этап формирования электрических контактных отверстий в первом вышележащем слое путем лазерной абляции.
10. Способ по п. 9, дополнительно содержащий этап внедрения трехмерной подложки с внедренными электрическими соединениями в устройство вставки для офтальмологической линзы.
11. Способ по п. 8, в котором способ формирования элементов электрических соединений включает лазерную абляцию.
12. Способ по п. 8, в котором способ формирования элементов электрических соединений включает оптическую литографию.
13. Способ формирования электрических соединений на трехмерной поверхности для офтальмологического устройства, содержащий:
формирование по существу плоской первой подложки из первого изолирующего материала;
формирование отверстий маски в первой подложке путем удаления участков первого изолирующего материала;
формирование шаблона маски путем вырезания указанного шаблона из первой плоской подложки;
придание формы шаблону маски для получения трехмерной маски;
помещение трехмерной маски на трехмерную подложку; и
нанесение проводящей пленки на комбинированную трехмерную маску и трехмерную подложку,
этап внедрения трехмерной подложки с внедренными электрическими соединениями в офтальмологическое устройство.
14. Способ по п. 13, дополнительно содержащий этап:
нанесения первой изолирующей пленки на трехмерную подложку поверх нанесенной проводящей пленки; и
формирования электрических контактных отверстий в первой изолирующей пленке путем лазерной микромеханической обработки.
15. Способ по п. 14, дополнительно содержащий этап внедрения трехмерной подложки с внедренными электрическими соединениями в устройство вставки для офтальмологической линзы.
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| ПАРФЕНОВ В.А | |||
| Лазерная микрообработка матриалов | |||
| Учебное пособие | |||
| СПб, Из-во СПбГЭТУ "ЛЭТИ", 2011, с.34-38 | |||
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |

