ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
1. Область применения изобретения
Настоящее изобретение относится к маскам и устройствам и способам изготовления масок, а более конкретно к точным маскам для сложных трехмерных подложек с предельными допусками и устройствам и способам изготовления этих высокоплотных точных масок.
2. Обсуждение смежной области
Поскольку электронные устройства продолжают уменьшаться в размерах, все более вероятным становится создание пригодных для ношения или микроэлектронных устройств с возможностью встраивания для различных областей применения. Такие области применения могут включать в себя мониторинг биохимических процессов в организме, контроль приема доз лекарственных препаратов или лекарственных агентов за счет различных механизмов, включая автоматические, в ответ на измерения или в ответ на внешние сигналы управления и усиление обменных процессов в органах или тканях. Примеры таких устройств включают в себя инфузионные насосы для введения глюкозы, кардиостимуляторы, дефибрилляторы, вспомогательные желудочковые системы и нейростимуляторы. Новой особенно выгодной областью применения являются пригодные для ношения офтальмологические линзы и контактные линзы. Например, пригодные для ношения линзы могут включать в себя узел линзы, имеющий фокус с возможностью электронного регулирования для увеличения или улучшения функции глаза. В другом примере, с фокусом с возможностью регулирования или без него, пригодная для ношения контактная линза может включать в себя электронные датчики для определения концентраций отдельных химических веществ в прекорнеальной (слезной) пленке. Использование встроенной электроники в линзу создает потенциальную потребность для связи с электроникой, для способа питания и/или повторной подачи напряжения в электронику, для соединения электроники, для внутренних и внешних датчиков и/или мониторинга, а также для управления электроникой и общими функциями линзы.
Глаз человека обладает способностью различать миллионы цветов, легко приспособиться к изменениям освещения и передавать сигналы или информацию в мозг со скоростью, превышающей высокоскоростное подключение к Интернету. Линзы, такие как контактные линзы и интраокулярные линзы, в настоящее время применяются для коррекции таких дефектов зрения, как миопия, гиперметропия и астигматизм. Тем не менее, правильно сконструированные линзы содержат дополнительные компоненты, которые могут использоваться как для усиления зрения, так и для коррекции дефектов зрения.
Стандартные контактные линзы являются полимерными структурами определенной формы для коррекции различных проблем со зрением, которые были кратко упомянуты выше. Для достижения повышенной функциональности в эти полимерные структуры встраиваются различные электросхемы и компоненты. Например, схемы управления, микропроцессоры, устройства связи, источники питания, датчики, приводы, светоизлучающие диоды, и миниатюрные антенны могут быть интегрированы в контактных линзах с помощью изготовленных по техническим условиям заказчика оптоэлектронных компонентов не только для исправления зрения, но для улучшения зрения, а также предоставляют дополнительные функциональные возможности, как описано в настоящем документе. Электронные и/или увеличивающие контактные линзы могут быть сконструированы для усиления зрения за счет способности к увеличению или уменьшению изображения или простого изменения преломляющих способностей линз. Электронные и/или увеличивающие контактные линзы могут быть сконструированы для усиления цветовосприятия и разрешения, для отображения количества контрастов на единицу плотности цели, для перевода слов в подписи в реальном времени, для предложения визуальных подсказок от навигационной системы, для обеспечения обработки изображений и доступа в Интернет. Могут быть разработаны линзы, которые позволят их владельцу видеть в условиях низкой освещенности. Правильно сконструированная электроника и/или расположение электроники на линзе может позволить проецировать изображение на сетчатку, например, без оптических линз с переменным фокусом, что позволяет отображать новое изображение или даже выдавать предупреждающие сообщения. С другой стороны, или в дополнение к любым из этих функций или схожим функциям контактные линзы могут включать компоненты неинвазивного наблюдения за биомаркерами пользователя и его показателями здоровья. Например, датчики, встроенные в линзы, могут позволить диабетикам мониторинг уровня сахара в крови путем анализа компонентов слезной пленки без необходимости забора крови. Кроме того, соответствующим образом сконфигурированные линзы могут включать датчики как для мониторинга содержания холестерина, натрия и калия, так и для других биологических маркеров. Это, в сочетании с беспроводной передачей данных, может позволить врачу иметь практически мгновенный доступ к химическому составу крови пациента без необходимости для пациента тратить время на поездку в лабораторию и анализ крови. Кроме того, датчики, встроенные в линзы, могут быть использованы для детекции света, попадающего в глаз, для компенсации условий освещения или для использования при определении светового сигнала.
Правильная комбинация устройств может обладать потенциально неограниченной функциональностью; однако, существует ряд трудностей, связанных с включением дополнительных компонентов в деталь из оптического полимера. В целом, такие компоненты трудно изготовить непосредственно на линзе по ряду причин, кроме того, трудно установить и соединить плоские устройства на неплоской поверхности. Также затруднительно изготовить их в масштабе. Компоненты для размещения на или в линзе должны быть уменьшены и интегрированы на всего лишь около 1,5 квадратных сантиметров прозрачного полимера, при этом они должны быть защищены от жидкой среды глаза. Также затруднительно изготовление контактной линзы, которая была бы комфортна и безопасна для пользователя при ношении, с учетом дополнительной толщины, необходимой для размещения дополнительных компонентов.
Учитывая область применения и объем изобретения офтальмологического устройства, такого как контактная линза, и условия, в которых оно должно использоваться, для его технической реализации необходимо преодолеть множество проблем, включая установку и соединение многих электронных компонентов на неплоской поверхности, большая часть которой состоит из оптического пластика. Соответственно, существует необходимость формирования трехмерных форм и металлизирования или формирования иным способом соединений или смещений на этих трехмерных формах с высокой степенью точности и повторяемости.
ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Высокоплотные маски для трехмерных подложек и способы получения высокоплотных масок настоящего изобретения преодолевают трудности, кратко изложенные выше.
В соответствии с первым аспектом, настоящее изобретение относится к способу получения одной или более теневых масок для использования в сочетании с неплоской подложкой. Способ включает в себя этапы изготовления оправки, включая одну или несколько форм, обрабатываемых в ней, одну или несколько форм, соответствующих форме неплоской подложки, на которую будет наноситься маска, образуя одну или несколько заготовок теневой маски в одной или нескольких формах оправки, и обработки по заданной схеме в одну или несколько заготовок теневой маски для формирования одной или нескольких теневых масок, где заданный шаблон включает элементы по существу подобные, чем размер одной или более теневых масок.
В соответствии с другим аспектом, настоящее изобретение относится к оправке для формирования заготовок теневой маски. Оправка содержит первую сторону и вторую граньсторону, первая и вторая гранистороны, по существу, параллельны, один или несколько механизмов крепления, совместно связанных с первой стороной, по существу, цилиндрической конструкции, один или нескольких механизмов крепления, выполненных с возможностью закрепления оправки для обработки инструментом, и
одну или нескольких форм, сформированных во второй стороне, по существу, цилиндрической конструкции, одну или несколько форм, имеющих неплоскую конфигурацию, соответствующую неплоской подложке, на которую будет наноситься маска.
Маски, которые создают заблокированные области и области, которые являются открытыми для формирования заданной конфигурации, применяются для процессов формирования соединений на неплоской или трехмерной поверхности или подложке. В общем смысле, простые маски, которые позволяют размещение материала в заданных областях трехмерной подложки, позволяют оптимизировать процессы последующего удаления материала, который используется для формирования определенных элементов, например, электрических межсоединений на офтальмологическом устройстве с электропитанием. Это конкретное применение или использование масок не характеризуется высокой сложностью и заключается в блокировании или открытии больших областей, это связано в основном с качеством масок. Тем не менее, в соответствии с устройствами и способами настоящего изобретения, могут быть изготовлены точные маски, которые в свою очередь, могут быть использованы для формирования детализированных элементов на очень сложных трехмерных подложках, таких, которые, например, могут быть использованы в офтальмологии.
Способ изготовления маски или теневой маски в соответствии с настоящим изобретением включает в себя ряд этапов. Первый этап включает в себя изготовление или создание оправки. Оправка предпочтительно включает в себя одну или несколько форм или формовочных ячеек, созданных для создания нужного внутреннего профиля и функции элемента, на который будет наложена маска. Следующий этап изготовления маски или теневой маски, в соответствии с настоящим изобретением, включает в себя изготовление одной или нескольких заготовок теневой маски в одной или более формах в оправке. Заготовки теневой маски становятся теневыми масками после того, как желаемый шаблон разрезают или формируют заготовки теневой маски. Одна или более заготовок теневых масок могут быть изготовлены с использованием любого количества подходящих методов, таких как процесс нанесения, включая гальванопластику. Следующий и последний этап в процессе изготовления маски или теневой маски, в соответствии с настоящим изобретением, включает в себя удаление пластины, включающей одну или несколько заготовок теневой маски, из оправки и формирование в ней шаблонов для создания определенной теневой маски. Формирование шаблонов может быть выполнено с использованием любого количества процессов точной механической обработки, включая лазерную абляцию.
Оправка, изготовленная и/или использованная в соответствии с настоящим изобретением, может содержать одну или несколько форм, точно соответствующих трехмерной подложке, на которую будет наноситься маска, и такие формы могут быть сконфигурированы различными способами. Например, конфигурация одной или нескольких форм на оправке может быть приспособлена для увеличения плотности форм. Другими словами, конфигурация формы на оправке может быть модифицирована для увеличения количества конструкций на одной оправке. Конфигурация формы на оправке также может модифицироваться для увеличения повторяемости процесса. Другими словами, конфигурация оправки может модифицироваться для повышения простоты удаления заготовки теневой маски из оправки. Важно отметить, что могут использоваться другие многочисленные конфигурации для достижения разнообразных функций.
Точность маски в первую очередь определяется точностью формы в оправке. Форма в оправке предпочтительно в точности соответствует форме трехмерной подложки. Соответственно, процесс, используемый в настоящем изобретении, позволяет формирование форм в оправке с очень высокой степенью точности. Кроме того, оправка предпочтительно разработана для повышения эффективности процесса в целом.
Высокоплотные маски и процесс изготовления высокоплотных масок, в соответствии с настоящим изобретением, обеспечивают средства для маскирования детализированных, неплоских или трехмерных подложек для формирования точных элементов без необходимости дополнительной последующей обработки. Маски и процессы, описанные здесь, обеспечивают экономически эффективные и действенные средства для детализированных компонентов.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Вышеизложенные и прочие характеристики и преимущества настоящего изобретения станут понятны после следующего более подробного описания предпочтительных вариантов осуществления настоящего изобретения, проиллюстрированных с помощью прилагаемых чертежей.
Фиг. 1A, 1B и 1C схематически изображают первую примерную оправку с одной теневой маской, в соответствии с настоящим изобретением.
Фиг. 2A, 2B и 2C схематически изображают вторую примерную оправку с несколькими теневыми масками, в соответствии с настоящим изобретением.
Фиг. 3A, 3B, 3C и 3D схематически изображают пример оправки с несколькими заготовками теневых масок, в соответствии с настоящим изобретением.
Фиг. 4 схематически изображает примерную трехмерную подложку с поверхностями, на которых могут быть сконфигурированы соединения с использованием маски, в соответствии с настоящим изобретением.
Фиг. 5 схематически изображает примерную теневую маску, расположенную на подложке, изображенной на фиг. 4, в соответствии с настоящим изобретением.
Фиг. 6 схематически изображает подложку, изображенную на фиг. 4 с соединениями, размещенными на ней, с использованием теневой маски, в соответствии с настоящим изобретением.
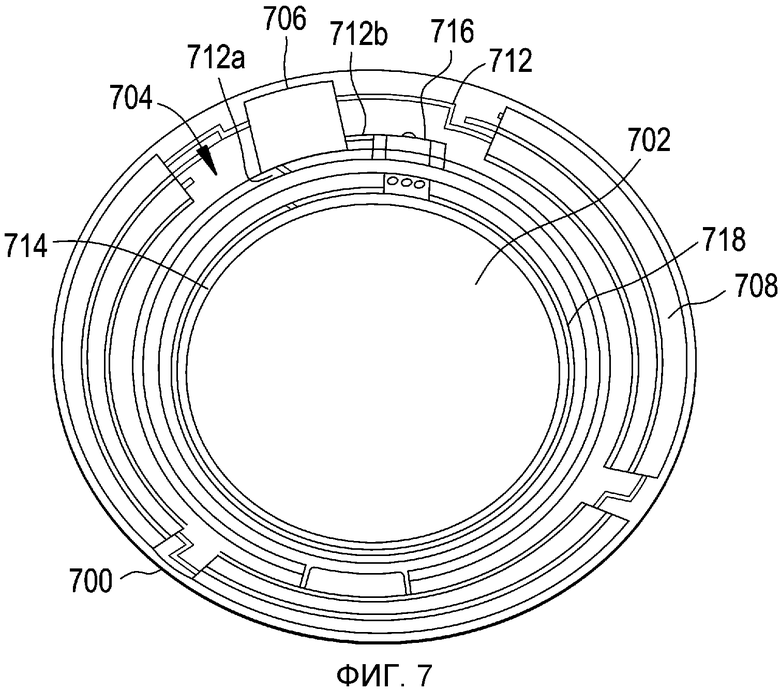
Фиг. 7 схематически изображает контактную линзу, содержащую оптику и электронику.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Как кратко изложено в настоящем документе, маски, которые создают заблокированные и открытые области для формирования заданной конфигурации, являются полезными устройствами для процессов, используемых для формирования шаблонов, например, электрических соединений, на неплоских или трехмерных поверхностях или подложках. Во многих вариантах применения использование масок имеет ограниченные возможности; конкретно связанные с блокированием или открытием больших областей, это связано в основном с качеством масок. Тем не менее, в соответствии с устройствами и способами настоящего изобретения, могут быть изготовлены точные маски, которые, в свою очередь, могут быть использованы для формирования детализированных элементов на очень сложных трехмерных подложках, таких, которые, например, могут быть использованы в офтальмологии.
Первый примерный этап в изготовлении или создании маски или теневой маски в соответствии с настоящим изобретением включает в себя изготовление оправки. Оправка имеет ряд различных определений, включая объект, используемый для машинной обработки, инструмент, который держит или иным образом фиксирует обрабатываемые материалы, или средство, которое может использоваться для фиксирования других движущихся инструментов. Как указывается в данном документе и подробно объясняется далее, оправка является основной формой, на которой может быть изготовлена теневая маска. Более конкретно, оправка является компонентом, в или на котором может формироваться одна или более заготовок теневых масок.
Приведенная в качестве примера оправка содержит по существу дискообразную или цилиндрическую конструкцию с одним или несколькими валами для прикрепления к токарному станку или аналогичному устройству на одной ее стороне, и плоскую поверхность на противоположной плоской стороне. Важно отметить, что могут быть использованы и другие механизмы присоединения, отличные от крепежных валов для стандартного токарного станка в соответствии с настоящим изобретением, в том числе крепежные механизмы, выполненные с возможностью работать с машинами, содержащими вакуумные держатели. Точный шаблон трехмерной поверхности или подложки, на которой будет размещаться маска, дублируется один или несколько раз, с помощью любого подходящего способа обработки для создания сложной геометрии на плоской поверхности оправки. По существу, после машинной обработки оправка будет содержать один или несколько шаблонов или форм, представляющих требуемый внутренний профиль и детали элемента, на котором будет размещена маска. Шаблон трехмерной поверхности, на котором будет размещена маска, может быть обработан с помощью станка до плоской поверхности оправки с использованием любых подходящих методов обработки сложных шаблонов, включая использование токарного станка с одним или более крепежных валов, как подробно описано в данном документе.
Хотя примерная оправка содержит по существу дискообразную или цилиндрическую конструкцию, важно отметить, что она может содержать любую подходящую форму, если форма может быть обработана в ней. Например, может использоваться некруглая форма.
Размер оправки, размер отдельных заготовок теневой маски, и требуемое количество заготовок теневой маски, которые будут изготовлены на одной оправке, определяет, сколько форм или формовочных ячеек производится на плоской поверхности оправки. Если желательна или требуется только одна форма на оправке, оправка предпочтительно содержит структуру цилиндрической формы, а не диск, с одним крепежным валом, расположенным по центру на противоположной стороне оправки. Если, однако, на оправке желательны или необходимы несколько форм или формовочных ячеек, оправка предпочтительно требует дискообразной структуры с одним крепежным валом, расположенным на противоположной стороне оправки по центру позади каждой формы или формовочной ячейки. Например, если в оправке обработаны тринадцать (13) форм, то требуется тринадцать (13) валов, каждый из которых будет располагаться по центру позади каждой формы. Как указано выше, могут использоваться и другие крепежные механизмы, например, выполненные с возможностью работать в сочетании со станками с вакуумными держателями. Такое центрирование требуется, если обработка формы должна производиться с использованием вращающегося инструмента, такого как токарный станок. При использовании вращающегося инструмента, чтобы форма была симметричной, крепежный вал должен совпадать с центром формы. В дополнение к каждой форме со своим собственным крепежным валом, оправка предпочтительно формируется из легкого материала так, что при обработке формы при удалении от центра оправки отсутствуют колебания, например, вблизи ее периметра, и достаточно прочного, чтобы выдерживать напряжения, деформации и износ при повторном использовании. В одном примерном варианте осуществления, оправка может быть изготовлена из легкого, с высоким отношением прочности к весу, и относительно недорогого металлического материала, такого как алюминий. Кроме того, поскольку алюминий может легко обрабатываться или, в альтернативном варианте осуществления, химически растворяться, сложная форма может изготавливаться с приблизительной точностью.
В примерном варианте, приведенном выше, одна или несколько форм могут быть изготовлены с использованием любого числа методик изготовления точных и/или сложных/детализированных элементов. Как указано выше, токарный станок или другое токарное оборудование, такое как фрезерный станок или станок-автомат с кольцевым столом, может быть оснащено природным или синтетическим алмазным инструментом для изготовления одной или более форм с помощью процесса, известного как алмазное точение. Алмазное точение является многоступенчатым процессом, в котором начальные этапы обработки осуществляются с использованием серии станков с числовым программным управлением. Каждая последующая обработка на токарном станке в серии является более точной, чем предыдущая. На заключительном этапе серии, алмазный инструмент используется для достижения суб-нанометрового уровня отделки поверхности и суб-микронной точности формы. В альтернативном иллюстративном варианте осуществления, одна или несколько форм могут быть изготовлены с использованием электроискровой обработки. Электроискровая обработка является производственным процессом, в котором заданную форму получают с использованием электрических разрядов для удаления материала, тем самым создавая заданную форму.
Следующий примерный этап изготовления или создания маски или теневой маски, в соответствии с настоящим изобретением, включает в себя изготовление одной или более заготовки теневой маски в одной или нескольких формах или формовочных ячейках в оправке. Заготовки теневой маски становятся теневыми масками после того, как выбранный шаблон нарезают на заготовки теневой маски, как подробно описано в дальнейшем. Так как одна или несколько форм точно соответствуют трехмерной поверхности или подложке, на которую будет наноситься маска, формы в оправке являются формами для литья заготовок теневой маски. В соответствии с одним примерным вариантом осуществления настоящего изобретения, заготовка теневой маски может быть изготовлена в каждой форме в оправке путем процессов гальванопластики или электроформовки. Гальванопластика является процессом формования, в котором тонкие части изготовлены с использованием процесса гальванизации. Гальванопластика используется, когда изготавливаемая часть сложная и имеет крайние допуски. Электроформовка является процессом, в котором ионы металлов в растворе перемещаются под действием электрического поля для покрытия или нанесения металла на основную форму, которое затем удаляют из формы после завершения покрытия. Из-за характера процесса, с помощью этой техники можно добиться высокой точности структур. Другими словами, электроформовка воспроизводит форму точно без усадки или деформации. Для изготовления заготовки теневой маски может использоваться любое количество металлических материалов. В примерном варианте осуществления заготовка теневой маски изготавливается из никеля с общей толщиной между около пятидесяти (50) микрон до приблизительно ста пятидесяти (150) микрон. Важно отметить, что толщина заготовки теневой маски может изменяться в зависимости от применения и, таким образом, в процессе формирования заготовки теневой маски электроформовка может заменяться другим подходящим способом.
Следующий и последний примерный этап изготовления или создания маски или теневой маски, в соответствии с настоящим изобретением, включает в себя удаление пластины одной или более заготовок теневой маски из оправки и формирование в ней шаблонов для создания теневой маски. Пластину можно удалить из оправки несколькими способами, включая химическое удаление оправки или физическое разделение двух компонентов. В соответствии с одним примерным вариантом осуществления химического удаления оправки, саму оправку можно растворить с помощью химического вещества, которое вступает в реакцию только с оправкой, но не с пластиной. В примерном варианте осуществления, заготовки теневой маски физически отделяли от оправки вручную или с помощью роботических манипуляторов и помещали в прибор для дальнейшей обработки, включая создание теневых масок путем формирования требуемого шаблона. Для облегчения физического разделения оправку можно встряхивать, подвергать вибрации, постукивать по ней или производить иные действия для физического разделения. Необходимый шаблон соответствует конкретному применению, например, в качестве электрических межсоединений. Шаблон может быть сформирован любым подходящим способом с использованием любого подходящего средства, в том числе лазерной обработки, лазерной абляции, плазменного травления и/или химического травления. В примерном варианте осуществления, шаблон в заготовке теневой маски формируется с помощью лазерной микрообработки. Соответственно, после удаления заготовок теневой маски из оправки они помещаются в крепежное приспособление, которое совместимо с системой лазерной обработки. Точность доступных в настоящее время лазерных систем делает возможной микрообработку чрезвычайно сложных шаблонов. Например, может достигаться ширина шаблона размером до одного (1) микрона.
После завершения одной или более теневых масок, они перемещаются от прибора лазерной микрообработки на приспособление или устройство для монтажа или временного закрепления на поверхности или подложке, на которую будет помещаться маска, для создания конечного продукта. Например, если конечный продукт должен быть использован в качестве подложки для электрических межсоединений на вставке для контактной линзы, соединенной с источником питания, теневая маска может фиксироваться к передней поверхности глаза специальным фиксатором, который позволил бы нанесение соединительного материала на подложки через отверстия в теневой маске. Может использоваться любой подходящий способ нанесения, совместимый с подложкой.
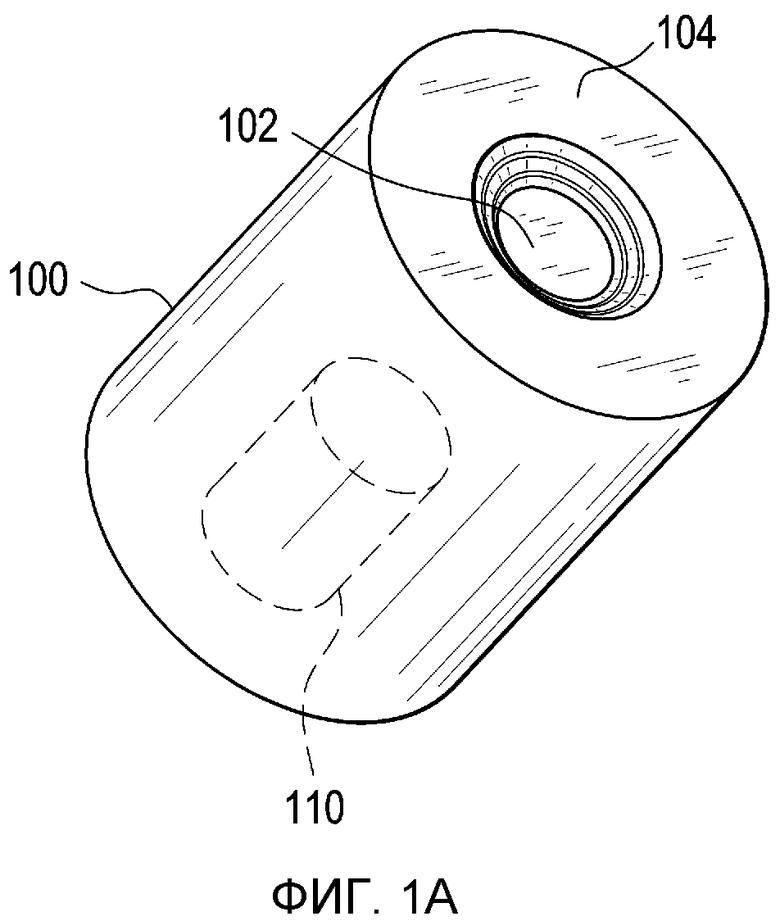
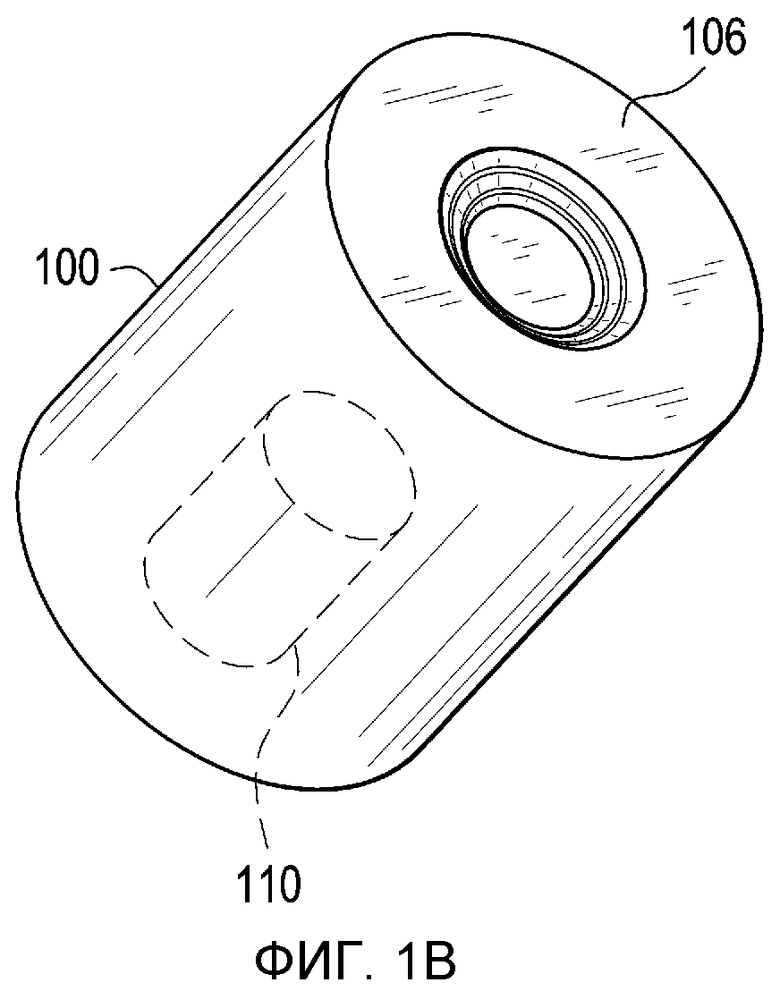
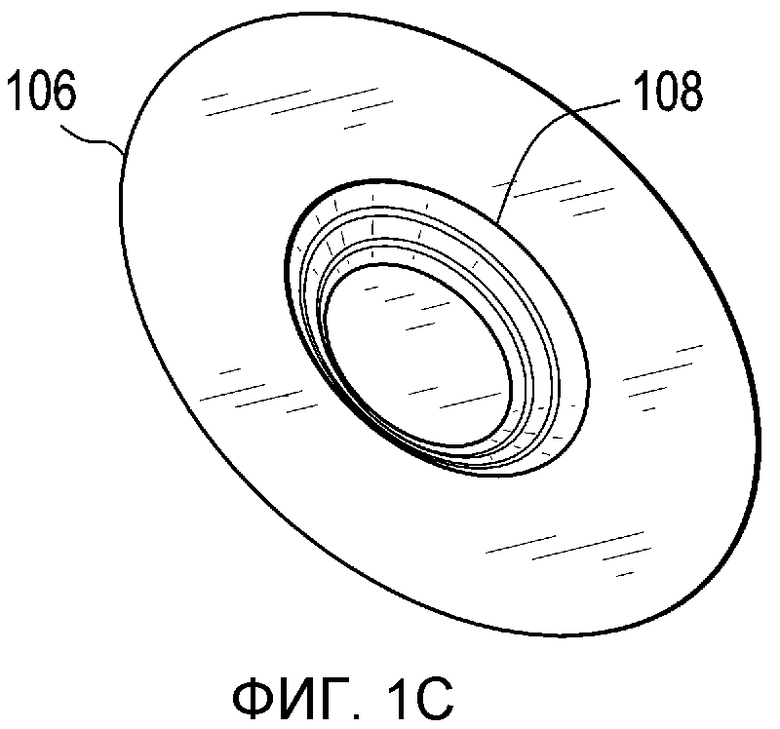
На фиг. 1А, 1В и 1С изображена примерная оправка 100 с одной формой или формовочной ячейкой 102, обработанной в одной ее плоской стороне 104 (фиг. 1А), примерная оправка 100 с пластиной заготовки теневой маски 106, включая одну заготовку теневой маски 108, сформированную на ней (фиг. 1В), и пластину заготовки теневой маски 106, отделенную от оправки 100 (фиг. 1С). Заготовка теневой маски 108 может быть, как указано выше, удалена из пластины заготовки теневой маски 106 для формирования теневой маски, как подробно описано в дальнейшем. Процесс, используемый для изготовления маски из заготовки маски, например лазерная обработка, может быть использован для удаления заготовки маски или маски из пластины заготовки теневой маски 106. В этом примерном варианте осуществления, оправка 100 имеет по существу цилиндрическую форму, так как в ней создается только одна форма 102. Крепежный вал 110 для фиксации оправки 100 на токарном станке изображен пунктиром. Как изложено выше, если для обработки формы 102 используется другой процесс, например электроискровая обработка, крепежный вал не требуется. В изображенном примерном варианте осуществления, форма 102 содержит несколько слоев и сторон, которые соответствуют трехмерной подложке, на которой будет использоваться маска. Важно отметить, что фиг. 1А, 1В и 1С изображены в иллюстративных целях и не обязательно показывают уровень детализации фактической формы. Оправка 100 предпочтительно содержит алюминий, а заготовка теневой маски 108 предпочтительно содержит никель. Заготовка теневой маски 108 и теневая маска могут быть изготовлены с использованием любого подходящего способа, включая способы, описанные в данном документе.
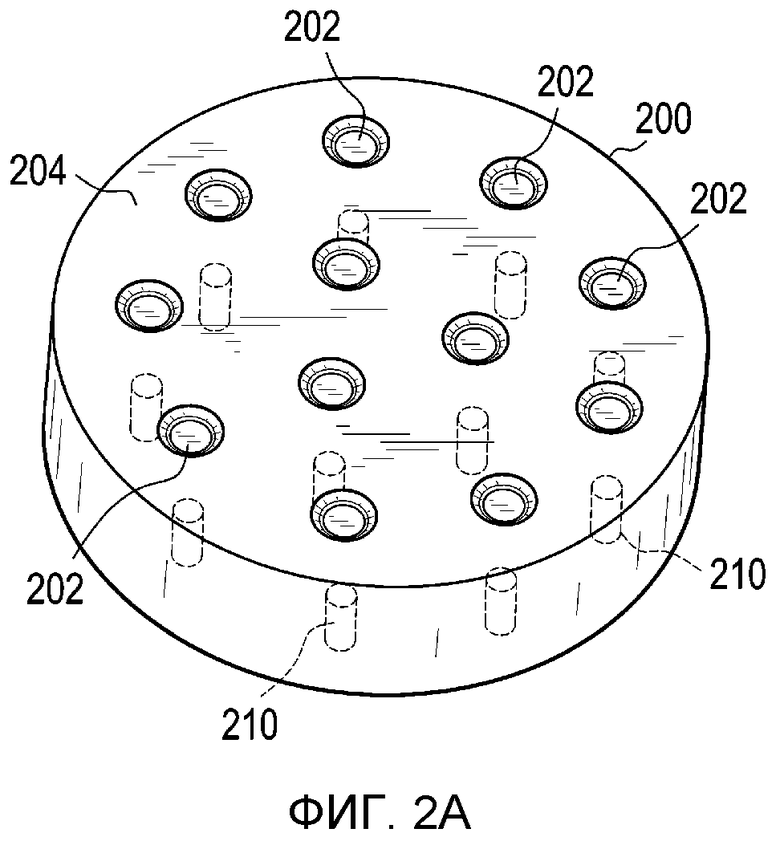
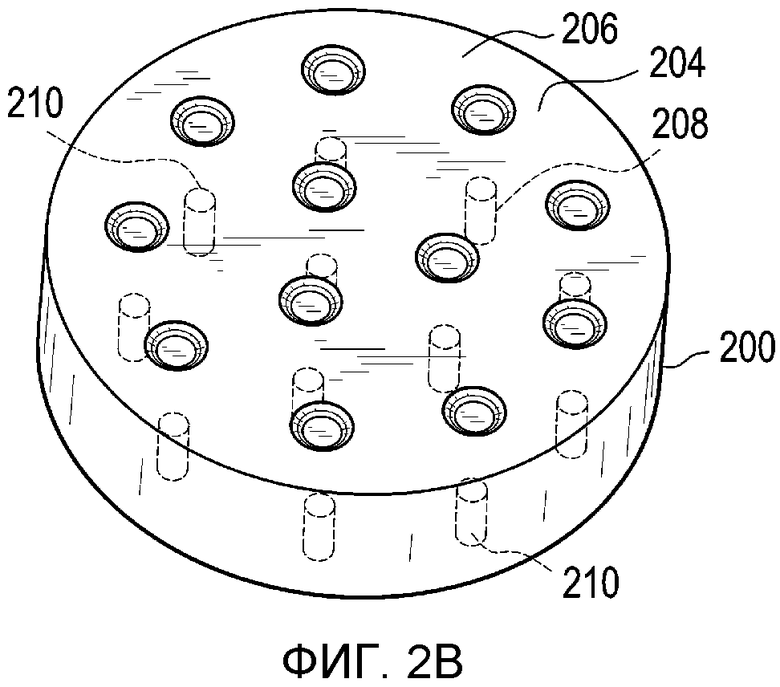
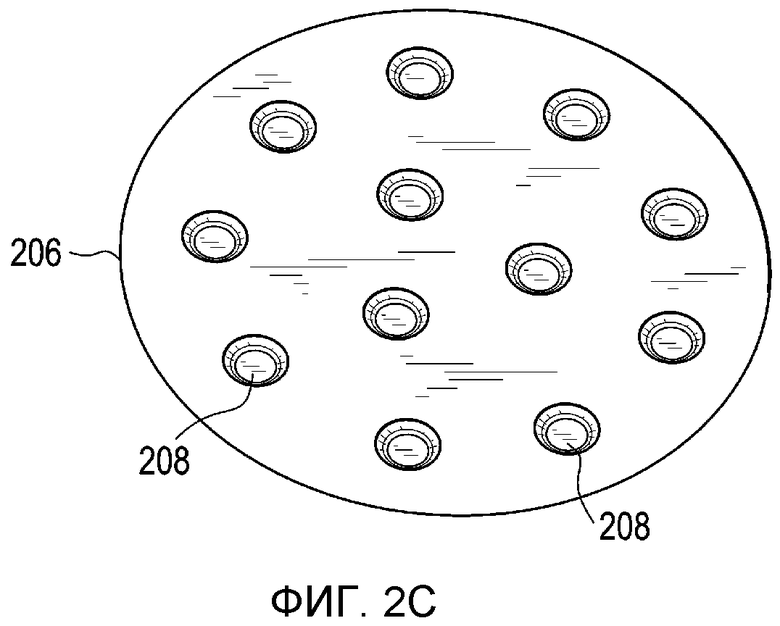
Как изложено выше, оправка может содержать любое количество конфигураций, включая, по существу, структуру в форме диска для формирования множества заготовок теневой маски на одной пластине теневой маски. На фиг. 2А, 2В и 2С изображена оправка 200 в форме диска, имеющая несколько форм или формовочных ячеек 202, сформированных в одной ее плоской стороне 204 (фиг. 2А), примерная оправка 200 в форме диска с пластиной заготовки теневой маски, включая несколько заготовок теневой маски 208, сформированных на ней (фиг. 2В) и пластина заготовки теневой маски 206, отделенная от оправки 200 (фиг. 2С). Несколько заготовок теневой маски 208, которые, как изображено на фигуре, являются высокоплотными заготовками теневой маски, могут быть удалены из пластины заготовки теневой маски 206 для формирования теневых масок с использованием того же процесса, который используется для изготовления масок из заготовок, например, лазерной обработки. В этом примерном варианте осуществления, оправка 200 имеет по существу форму диска для размещения нескольких форм 202, созданных в ней. Размер форм 202, количество форм 202 и размер оправки 200 связаны друг с другом или зависят друг от друга. Несколько форм 202 могут быть расположены в любой подходящей конфигурации. Конфигурация может быть модифицирована по ряду причин или для размещения ряда конструктивных параметров. Например, конфигурация может быть модифицирована для увеличения плотности. Другими словами, конфигурация может быть модифицирована для увеличения количества конструкций на оправке. Конфигурация также может быть модифицирована для увеличения воспроизводимости в процессе. Другими словами, конфигурация может быть модифицирована для увеличения простоты удаления заготовки теневой маски из оправки. Крепежный вал 210 для фиксации оправки 200 на токарном станке, изображенном пунктиром, расположен по центру за каждой формой 202 на противоположной плоской стороне. Как указано выше, если для создания нескольких форм 202 используется другой процесс, например электроискровая обработка, крепежный вал не требуется. В показанном примерном варианте осуществления, каждая форма 202 содержит идентичные шаблоны слоев и сторон, которые соответствуют трехмерной подложке, в которой должны использоваться маски; однако на одной оправке могут быть использованы различные формы. Как оговаривалось выше, оправка 200 предпочтительно содержит алюминий и несколько заготовок теневой маски 208 предпочтительно содержат никель. Заготовки теневой маски 208 и теневые маски могут быть изготовлены с использованием любого подходящего способа, включая описанные в данном документе. Еще раз важно отметить, что фиг. 2А, 2В и 2С предназначены для иллюстративных целей и не обязательно отражают уровень детализации в реальной форме.
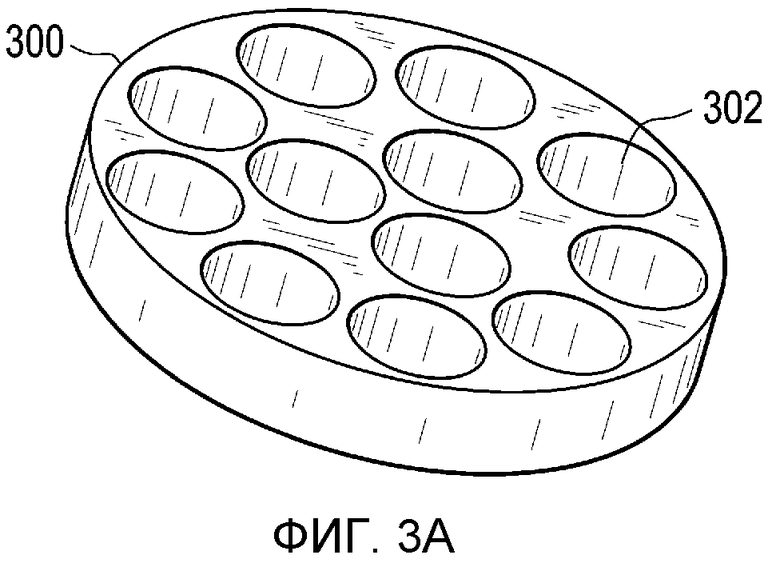
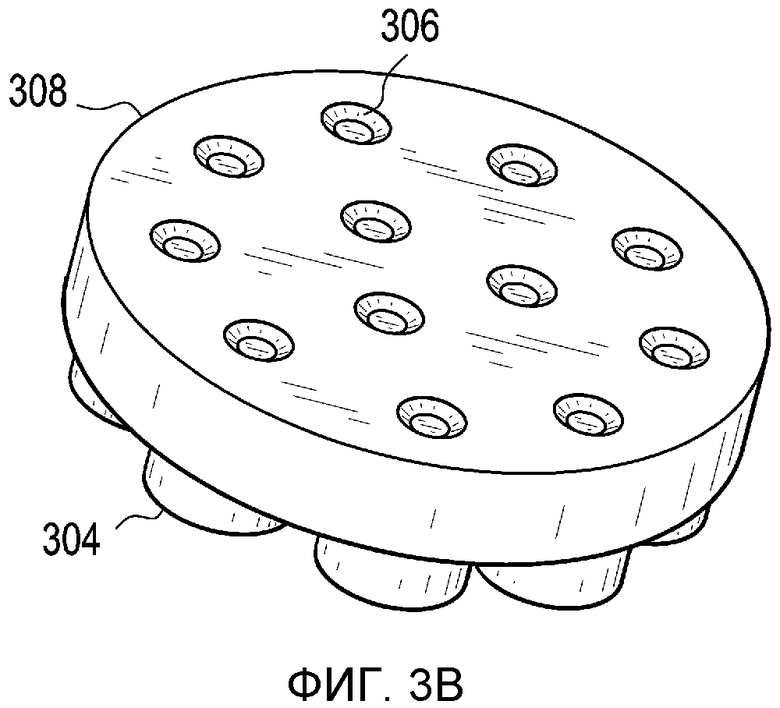
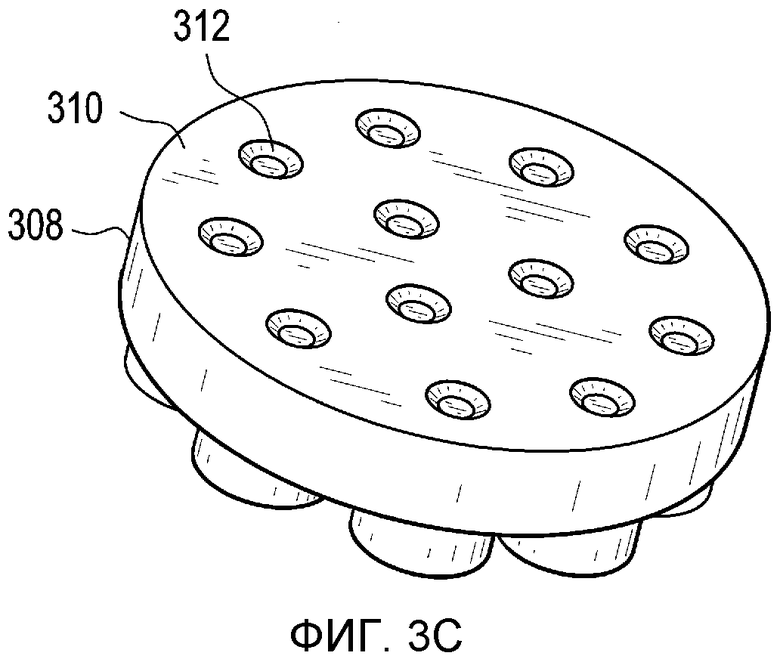
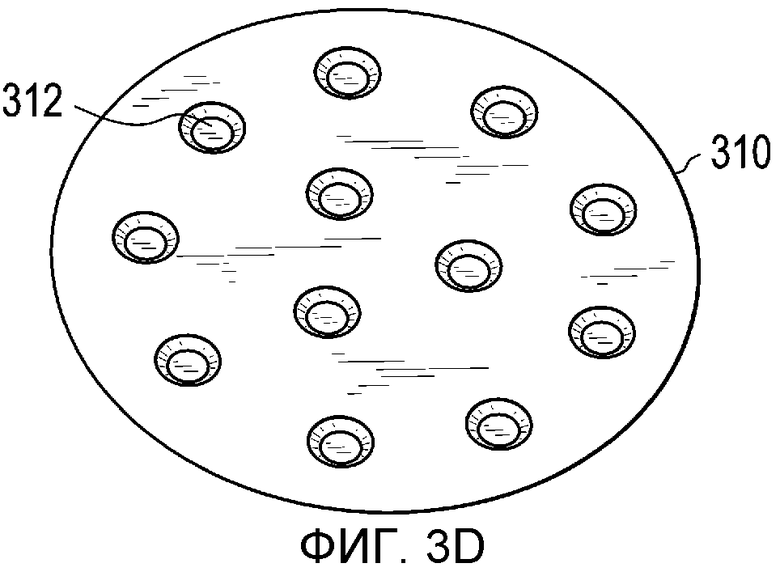
В соответствии с альтернативным примерным вариантом осуществления, некоторые функции обоих описанных выше примерных вариантов осуществления могут быть объединены в одну новую конструкцию. Фиг. 3А, 3В, 3С и 3D иллюстрируют эту конструкцию альтернативного примерного дизайна. Фиг. 3А изображает по существу конструкцию в форме диска 300, содержащую множество сквозных отверстий 302. Эта по существу дискообразная конструкция 300 может быть изготовлена из любого числа материалов, включая алюминий, как описано выше. Сквозные отверстия 302 имеют такие размеры, чтобы вмещать конструкцию оправки 304 с одной формой и формовочной ячейкой 306. Одна конструкция оправки 304 может быть идентична структурам, изображенным на фиг. 1А и 1В. По существу, сочетание конструкции в форме диска 300 и конструкции оправки 304 формируют оправку 308. Одна конструкция оправки 304 и, по существу, конструкция в форме диска 300, может включать в себя любое подходящее средство для разъемного крепления к друг другу, например резьбу. При наличии элементов, соединенных таким образом, в одну сборку оправки 308 могут быть включены различные формы 306. Другими словами, в одной сборке могут использоваться различные формы для создания различных заготовок маски. На фиг. 3С изображена оправка 308 с пластиной заготовки теневой маски 310 и связанные с ней заготовки теневой маски 312, а на фигуре 3D изображена пластика заготовки теневой маски 310, отделенная от оправки 308. Как указано выше, важно отметить, что фиг. 3А, 3В и 3С являются иллюстративными и не обязательно отражают уровень детализации в реальной форме.
Хотя на фиг. 3В и 3С не указан пунктиром вал в оправке, для изготовления оправки предпочтительно используются некоторые крепежные средства. Например, используется один вал для крепления к токарному станку или вакуумный держатель.
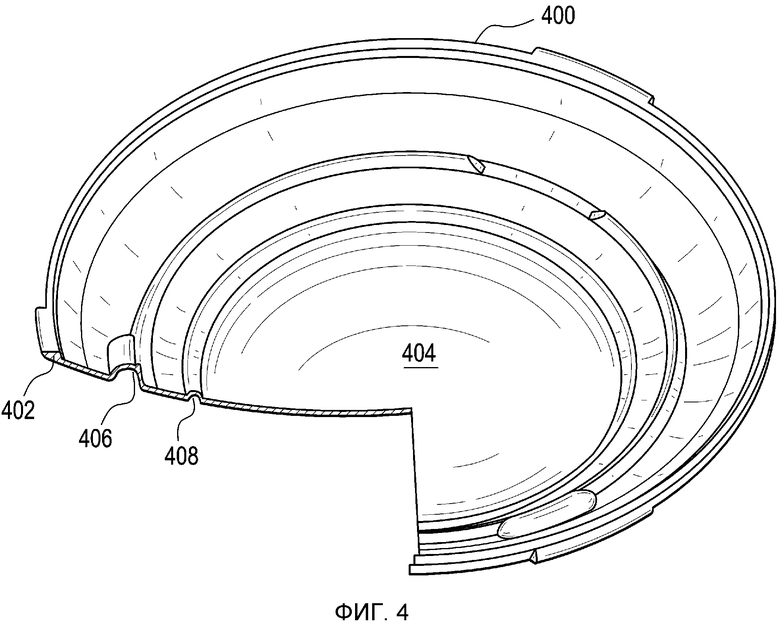
Теневая маска, согласно настоящему изобретению, может использоваться на любом количестве подложек, включая трехмерные подложки. Фиг. 4 изображает примерную подложку 400. Подложка 400 может, как указано выше, быть компонентом из офтальмологического устройства или системы, например, электронной офтальмологической линзы с переменной оптической силой. Фиг. 4 изображает количество атрибутов трехмерного аспекта подложки 400 путем изображения поперечного сечения части подложки 400. Подложка 400 содержит внешнюю часть или край 402, центральную часть или центральную зону 404 и промежуточные элементы 406 и 408. Как показано, каждый из этих промежуточных элементов 406 и 408 имеет свою собственную локализованную трехмерную топологию. В примерных вариантах осуществления, в которых подложка 400 может быть использована в офтальмологической линзе, разница в высоте от зоны края 402 до центральной зоны 404 может составлять до четырех (4) миллиметров, и промежуточные элементы 406 и 408 могут иметь разницу локализованной высоты от 0,001 до 0,5 мм с наклоном боковых стенок в диапазоне от приблизительно двух (2) до примерно девяноста (90) градусов. В то время как описание иллюстративных вариантов осуществления, которое фокусируется на подложке 400 для офтальмологического устройства, может быть полезно для описания маски и способа изготовления маски в соответствии с настоящим изобретением, специалисту в данной области должно быть понятно, что практически любая трехмерная подложка совместима с теневой маской и способами формирования теневых масок, описанными здесь. Отдельно следует отметить, однако, чрезвычайно детализированную характеристику подложки для офтальмологического устройства и, следовательно, потребность в маске и процесса для изготовления маски с такими экстремальными допусками.
Любая теневая маска, изготовленная в соответствии с настоящим изобретением для этой подложки 400, предпочтительно соответствует точной форме подложки 400. Другими словами, теневая маска, подготовленная в соответствии с настоящим изобретением, предпочтительно должна точно соответствовать форме подложки и располагаться как можно ближе, поверхность к поверхности, к подложке, насколько это возможно. На фиг. 5 изображена примерная теневая маска 500, расположенная на подложке 400. Теневая маска 500 соответствует форме конкретной подложки 400 и включает в себя вырезы 502, где требуется размещение материала на подложке 400. Теневая маска 500 может использоваться в сочетании с любым количеством методов размещения, как изложено в данном документе. Если, как описано выше, подложка 400 является компонентом офтальмологического устройства, то теневая маска 500 может использоваться для формирования проводящих дорожек/межсоединений на подложке 400. Вырезы 502 в теневой маске 500 предпочтительно должны соответствовать требуемому шаблону для проводящих дорожек/межсоединений.
После размещения и выравнивания теневой маски 500 и связанных с ней вырезов 502 до совмещения с трехмерной подложкой 400, процесс теневого маскирования является полным и могут использоваться любые подходящие способы формирования тонкой пленки, включая нанесение напылением золотой пленки. Хотя золотая пленка определяется в данном примерном описании, следует отметить, что могут использоваться многочисленные пленки, совместимые с размещением маскировки, включая металлические пленки, диэлектрические пленки, оксидные диэлектрические пленки, проводящие и непроводящие пленки.
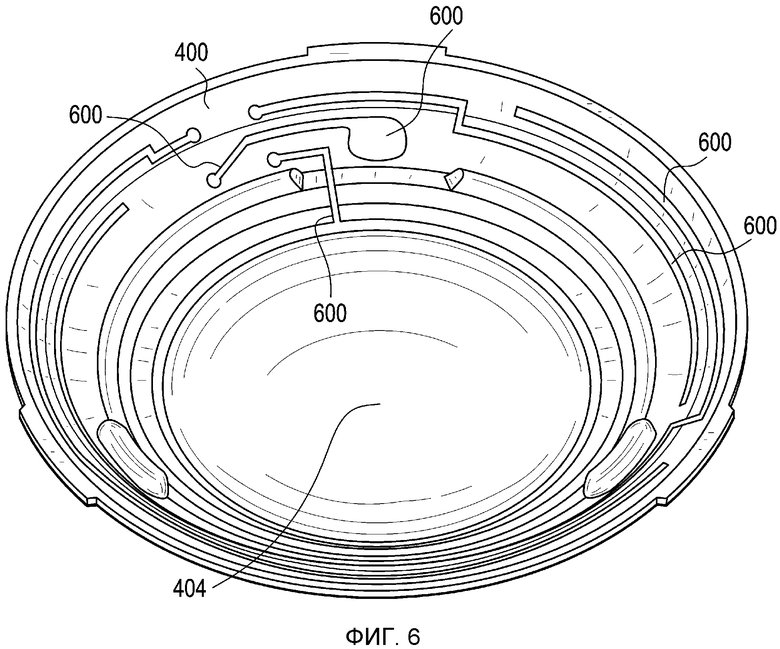
После процесса нанесения соответствующей толщины золотой пленки на подложку 400 в областях, соответствующих вырезам 502, а также на теневую маску 500, формируется полученная подложка 400 с непосредственно сформированными проводящими дорожками/соединениями 600, как показано на фигуре 6. Теневая маска 500 напрямую нанесена на трехмерную подложку 400 в областях, где проводящие дорожки/соединения не требуются. В областях, соответствующих вырезам 502, однако, на поверхности подложки 400 сформированы проводящие дорожки/соединительные элементы 600.
После определения проводящих дорожек/соединительных элементов 600 описанным способом, в некоторых примерных осуществлениях снова может использоваться лазерная абляция. Если проводящие дорожки/соединительные элементы 600, определенные теневой маской 500, не имеют точности, которая может быть получена при лазерной абляции, определенные проводящие дорожки/соединительные элементы 600 могут быть "усечены" или дополнительно определены с помощью лазерной абляции. В некоторых примерах осуществления настоящего изобретения такая корректировка может привести к повышению производительности при изготовлении изделий, поскольку становится возможным получение с помощью теневого маскирования элементов, очень близких к требуемым в конечном продукте, с их последующей точной корректировкой лазерной абляцией.
Так как маски и способы изготовления масок в соответствии с настоящим изобретением могут использоваться на любой подложке, примерные варианты осуществления были описаны со ссылкой на подложку, которая может являться компонентом офтальмологического устройства или системы. Одним из таких офтальмологических устройств или систем является электронная или подключенная к источнику питания контактная линза. Таким образом, для полноты картины, здесь излагается краткое описание примерной электронной или подключенной к источнику питания контактной линзы.
Примерная электронная или подключенная к источнику питания контактная линза содержит необходимые элементы для коррекции и/или улучшения зрения пациентов с одним или несколькими дефектами зрения или для осуществления иной полезной офтальмологической функции. Кроме того, она может быть использована просто для улучшения нормального зрения или для предоставления широкого спектра функций. Электронная контактная линза может содержать оптическую линзу с переменным фокусом, которая помещается в переднее оптическое устройство, встроенное в контактную линзу, или электроника встраивается напрямую без линзы для придания любой пригодной функциональности. Приведенная в качестве примера электронная линза может быть включена в состав любого числа контактных линз, однако для простоты объяснения описание будет большей частью посвящено одноразовым электронным контактным линзам для коррекции дефектов зрения, которые предназначены для однодневного повседневного ношения.
Обратимся к Фиг. 7, где изображена контактная линза 700, которая содержит оптические и электронные компоненты, из-за чего возникает необходимость в электрических и механических соединениях. Контактная линза 700 содержит оптическую зону 702, которая может или не может функционально обеспечивать коррекцию и/или улучшение зрения, или альтернативно, может просто использоваться в качестве подложки для встроенной электроники для любой пригодной функциональности. В иллюстрированном примерном варианте осуществления настоящего изобретения полимер/пластик, образующий оптическую зону 702, удален, так как он образует подложку 704, на которую прикрепляется электроника. Такие электронные компоненты, как полупроводящие кристаллы 706 и аккумуляторы 708, механически и электрически присоединены к подложке 704. Проводящие развертки 712 электрически соединяются с электронными компонентами 706 и 708 на подложке 704. В иллюстрированном примерном варианте осуществления настоящего изобретения проводящая дорожка 712a соединяет полупроводящий кристалл 706 с передним оптическим электродом 714, и проводящая дорожка 712b соединяет полупроводящий кристалл 706 с задним оптическим электродом 716. Клеевой слой 718 может использоваться для соединения передних и задних оптических устройств; однако могут применяться и любые другие средства соединения двух слоев, или дизайн может подразумевать использование только одного слоя.
Проводящие дорожки 712, описанные выше, предпочтительно изготовлены с использованием маски и маскирующих способов, описанных здесь. Проводящие дорожки 712 соответствуют отверстиям в теневой маске. Для того, чтобы иметь точные проводящие дорожки 712, маска должна иметь точные вырезы, а также соответствовать трехмерной поверхности или подложке. Другими словами, маска предпочтительно отражает подложку или поверхность, а вырезы точно соответствуют элементам так, что дополнительные этапы обработки не требуются. Другими словами, с помощью маски, изготовленной в соответствии с настоящим изобретением, для "очистки" нанесенного шаблона в дальнейшей обработки нет необходимости. Например, если маска использовалась раньше, для очистки линий нанесенного шаблона (проводящие соединительные дорожки) мог потребоваться процесс лазерной абляции, тогда как при использовании настоящего изобретения, точная маска позволяет более чистые и точные линии.
Хотя показанные и описанные варианты осуществления считаются наиболее практичными и предпочтительными, очевидно, что специалистам в данной области представляются возможности отступления от конкретных описанных и показанных конструкций и способов, и их можно использовать, не выходя за пределы сущности и объема настоящего изобретения. Настоящее изобретение не ограничивается отдельными конструкциями, описанными и показанными в настоящем документе, но все его конструкции должны быть согласованы со всеми модификациями, которые могут входить в объем приложенной формулы изобретения.
Изобретение относится к области изготовления контактных линз и касается способа изготовления теневых масок для использования в сочетании с неплоской подложкой. Способ включает в себя изготовление оправки, включающей в себя одну или несколько форм, формирование в формах заготовок теневых масок, удаление заготовок из оправки и создание текстуры на заготовках теневых масок. Формы изготавливаются путем алмазного точения и соответствуют по форме неплоской подложке, на которую должна помещаться теневая маска. Заготовки масок формируются в формах путем электроформовки с использованием никеля. Текстуры на заготовках теневых масок создаются путем лазерной микрообработки. Технический результат заключается в повышении точности и повторяемости получаемых изделий. 1 з.п. ф-лы, 14 ил.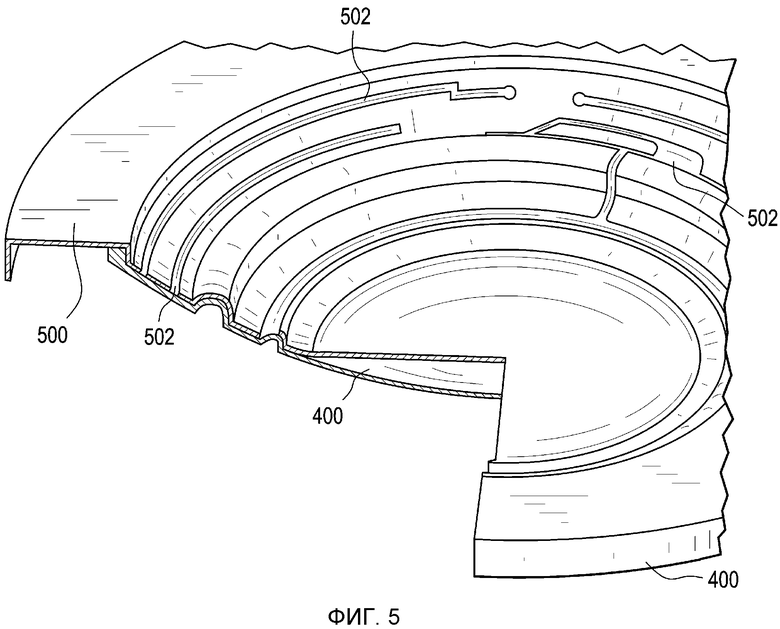
1. Способ изготовления одной или более теневых масок для использования в сочетании с неплоской подложкой, причем способ включает в себя следующие этапы:
изготовление оправки, включающей одну или несколько форм, созданных в ней путем алмазного точения для создания суб-нанометрового уровня отделки поверхности и суб-микронной точности формы, при этом одна или несколько форм соответствуют по форме неплоской подложке, на которую должна помещаться теневая маска;
формирование путем электроформовки одной или более заготовок теневых масок в одной или нескольких формах в оправке с использованием никеля;
удаление одной или более заготовок теневых масок из оправки; и
создание путем лазерной микрообработки заданного шаблона в одной или более заготовках теневых масок для формирования одной или более теневых масок, причем заданный шаблон включает элементы для конкретного применения указанной теневой маски.
2. Способ изготовления одной или более теневых масок по п. 1, в котором этап изготовления оправки содержит изготовление по существу цилиндрической структуры с по существу параллельными передней и задней сторонами, и изготовления одной или более неплоских форм на передней стороне.
| US 2006113054 A1, 01.06.2006 | |||
| US 5567554 A, 22.10.1996 | |||
| US 6162564 A1, 19.12.2000 | |||
| Способ изготовления фотошаблонов для неплоских объектов | 1985 |
|
SU1254417A1 |

