Уровень техники
Настоящее изобретение относится к насосу высокого давления, прежде всего радиально-поршневому или рядному поршневому насосу. Изобретение относится прежде всего к топливным насосам для систем впрыскивания топлива в двигатели внутреннего сгорания (ДВС) с самовоспламенением от сжатия (дизельные двигатели).
Из DE 102005046670 А1 известен насос высокого давления для устройства впрыскивания топлива в ДВС. Такой известный насос высокого давления имеет корпус, в котором расположена плунжерная пара. Плунжерная пара имеет приводимый приводным валом в возвратно-поступательное движение плунжер. Плунжер установлен в цилиндрическом отверстии в одной из корпусных деталей насоса с возможностью направленного перемещения в этом отверстии и ограничивает в нем надплунжерное пространство. Плунжер опосредованно через выполненный в виде полого цилиндра толкатель опирается на приводной вал. Толкатель при этом установлен в отверстии одной из корпусных деталей насоса с возможностью направленного перемещения в этом отверстии вдоль продольной оси плунжера. В толкатель со стороны его обращенной к приводному валу концевой части вставлен опорный элемент, в котором с возможностью вращения установлен опорный ролик, который перекатывается по кулачку приводного вала. Ось вращения опорного ролика при этом приблизительно параллельна оси вращения приводного вала. Опорный элемент имеет со своей обращенной к приводному валу стороны углубление, в котором установлен опорный ролик.
Недостаток такого известного из DE 102005046670 А1 насоса высокого давления состоит в том, что в процессе его эксплуатации в зоне опорного ролика могут возникать повреждения в результате приповерхностного выкрашивания и иных аналогичных явлений, которые ухудшают рабочие характеристики насоса высокого давления и могут привести к его выходу из строя.
Краткое изложение сущности изобретения
Преимущество предлагаемого в изобретении насоса высокого давления с отличительными признаками, представленными в п.1 формулы изобретения, заключается в его конструктивном усовершенствовании. При этом прежде всего возможна надежная работа насоса высокого давления даже в осложненных условиях эксплуатации.
В зависимых пунктах формулы изобретения приведены различные предпочтительные варианты выполнения насоса высокого давления, заявленного в п.1 формулы изобретения.
При работе насоса высокого давления могут возникать высокое контактное давление и высокая скорость скольжения на поверхности контакта опорного башмака с опорным роликом. В насосах высокого давления, которые предназначены прежде всего для ДВС с самовоспламенением от сжатия и которыми нагнетается дизельное топливо, смазочным материалом в пространстве, в котором расположен приводной механизм насоса высокого давления, также служит дизельное топливо. Однако качество дизельного топлива может существенно разниться в зависимости от страны и региона. Так, например, дизельное топливо может содержать коррозионно-активные компоненты, ухудшающие его качество. При этом в дизельном топливе может прежде всего присутствовать свободная вода в повышенном относительном количестве. При работе на подобном коррозионно-активном дизельном топливе и при использовании обычных марок подшипниковой стали возможно коррозионное усталостное растрескивание опорного ролика и рабочей поверхности кулачка. Под нагрузкой такое коррозионное усталостное растрескивание приводит к приповерхностному выкрашиванию и вследствие этого может привести к полному выходу насоса высокого давления из строя. Одно из возможных решений подобной проблемы состоит в использовании нержавеющих материалов для изготовления целиком из них нагруженных деталей насоса высокого давления, прежде всего опорного ролика и кулачка, однако такое решение связано с крайне высокими затратами.
Использование же одного или нескольких коррозионно-защитных слоев на нагруженных деталях, т.е. на опорном ролике, и/или на опорном башмаке, и/или на кулачке, позволяет использовать для их изготовления сравнительно дешевые марки подшипниковой стали или аналогичные ей по своим свойствам материалы. Благодаря наличию одного или нескольких коррозионно-защитных слоев обеспечивается надежная работа насоса высокого давления даже при использовании низкокачественного дизельного топлива, прежде всего коррозионно-активного дизельного топлива. Тем самым удается сократить или полностью исключить применение дорогих марок нержавеющей подшипниковой стали.
В одном из предпочтительных вариантов по меньшей мере один коррозионно-защитный слой образован путем приповерхностного изменения состава материала. При этом путем изменения сплава металлов, например, на рабочей поверхности кулачка удается предотвратить ее коррозию. В качестве легирующих элементов можно использовать хром и никель.
В этом отношении приповерхностное изменение состава материала предпочтительно реализовывать путем ионной имплантации, лазерного наплавления или термического напыления. При ионной имплантации для изменения состава сплава в него путем бомбардировки поверхности детали ускоренными ионами вводят примесные атомы. При лазерном наплавлении образование сплава достигается путем добавления примесного металла в виде порошка на поверхность детали и его последующего расплавления. Цель лазерного наплавления состоит в изменении состава сплава на соответствующей поверхности. При термическом напылении элементы напыляют при высокой температуре для целенаправленного изменения состава сплава на поверхности детали.
По меньшей мере один коррозионно-защитный слой предпочтительно выполнять в виде пассивирующего слоя. Покрытие, образующее пассивирующий слой, можно наносить прежде всего на рабочую поверхность кулачка или на поверхность опорного ролика с целью воспрепятствовать коррозии в месте контакта между кулачком и опорным роликом. При этом даже исключительно тонкий слой на поверхности каждой из деталей уже позволяет обеспечить достаточную защиту от коррозии. Пассивирующий слой можно получить, например, путем обеспечения высокого содержания хрома. Такой тонкий пассивирующий слой не влияет на важные свойства деталей, прежде всего на их контактную прочность и прочность на истирание, которые имеют существенное значение для обеспечения длительной эксплуатации насоса высокого давления. В этом отношении для существенного повышения коррозионной стойкости предпочтительно далее выполнять тонкий пассивирующий слой толщиной менее 1 мкм путем нанесения, например, хрома в качестве пассиватора. Пассивирующий слой может быть предусмотрен прежде всего на опорном ролике и/или на кулачке. В качестве легирующих элементов можно использовать в первую очередь хром и никель. Однако возможно применение и других легированных высококачественных сталей.
Наносить пассивирующий слой на поверхность детали предпочтительно путем плазменного осаждения, электролитического осаждения или ионно-плазменного распыления. При хромировании поверхности на ней можно образовать тонкий хромовый слой толщиной менее 1 мкм. Особенно предпочтителен пассивирующий слой, прежде всего хромовый слой, средняя толщина которого составляет примерно 0,2 мкм. Таким путем образуют происходящий очень близко к поверхности переход, благодаря чему физические свойства слоя соответствуют свойствам основного материала. При этом исключается возможное растрескивание, происходящее при нанесении твердого хромого покрытия. Для хромирования поверхности предпочтительно использовать плазменное осаждение. При определенных условиях возможно также использование гальванического осаждения.
При нанесении пассивирующего слоя путем ионно-плазменного распыления высококачественной стали возможно образование пассивирующего слоя, который аналогичен нанесенному хромированием пассивирующему слою. При этом путем ионно-плазменного распыления можно наносить легированные высококачественные стали. Связанное с этим преимущество состоит в том, что физические свойства полученного таким путем пассивирующего слоя сравнимы с физическими свойствами основного материала. Для достижения требуемой твердости можно также проводить термическую обработку. Повышение твердости возможно также путем лазерного наплавления. В качестве основного материала для ионно-плазменного распыления высококачественной стали можно использовать прежде всего хромистую сталь или хромоникелевую сталь.
Предпочтительно также выполнять по меньшей мере один коррозионно-защитный слой в виде протекторного слоя. Таким путем с помощью анода протекторной защиты удается воспрепятствовать коррозии прежде всего на поверхности контакта между кулачком и опорным роликом, при этом такой анод протекторной защиты должен располагаться максимально близко, например, к рабочей поверхности кулачка или поверхности опорного ролика. Протекторным материалом в предпочтительном варианте может служить цинк. Протекторный слой может быть выполнен в виде тонкого слоя. Так, например, протекторный слой может иметь среднюю толщину менее 2 мкм. Особенно предпочтительно выполнять протекторный слой со средней толщиной менее 1 мкм. Анод протекторной защиты прежде всего при работе на дизельном топливе, обладающем низкой проводимостью, предпочтительно располагать очень близко к защищаемой детали, соответственно к защищаемой поверхности. При этом нет необходимости покрывать протекторным слоем всю поверхность детали. Протекторный слой можно предусматривать прежде всего снаружи на кулачке и опорном ролике, а также на опорном башмаке в зоне его цилиндрической охватывающей части и на его торцевой стороне. Поэтому протекторный слой особенно предпочтительно наносить на торцевую сторону опорного ролика, на боковую поверхность кулачка, на боковую поверхность опорного башмака или в зоне его цилиндрической охватывающей части. При этом можно предусматривать и несколько протекторных слоев.
Краткое описание чертежей
Ниже изобретение более подробно рассмотрено на примере предпочтительных вариантов его осуществления со ссылкой на прилагаемые к описанию чертежи, на которых одинаковые элементы обозначены одинаковыми позициями и на которых показано:
на фиг. 1 - схематичный вид в продольном разрезе насоса высокого давления согласно одному из вариантов осуществления изобретения и
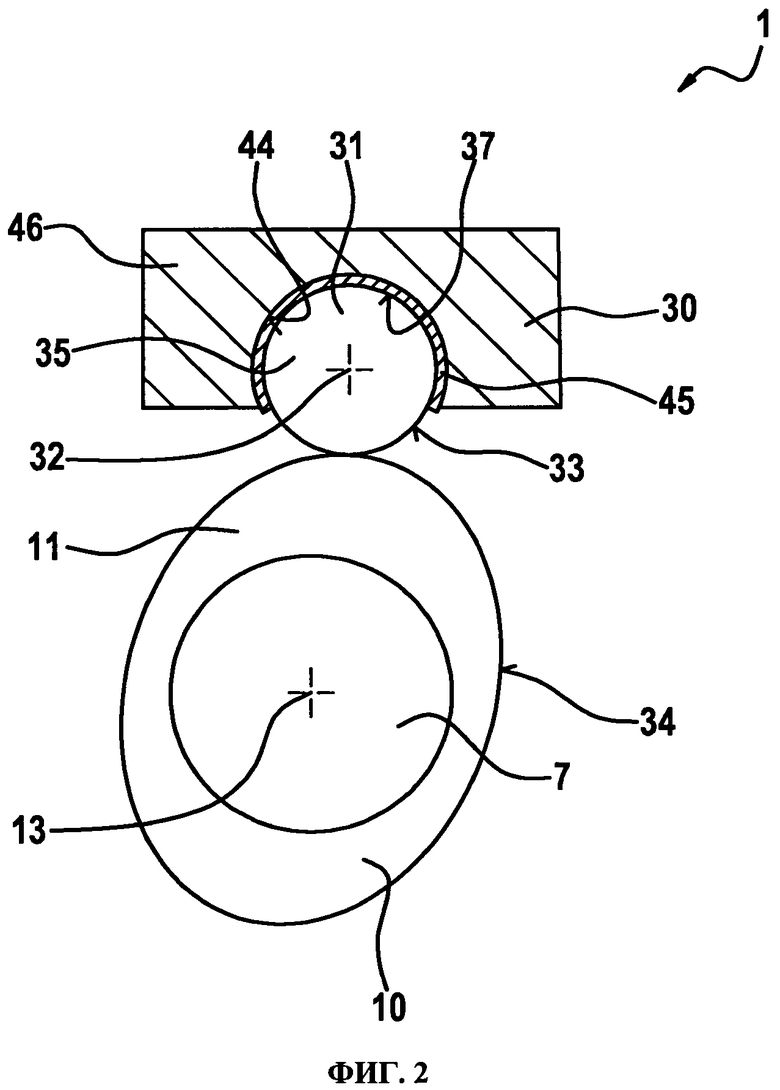
на фиг. 2 - схематичный вид фрагмента изображенного на фиг. 1 насоса высокого давления согласно еще одному варианту осуществления изобретения.
Описание вариантов осуществления изобретения
На фиг. 1 схематично в продольном разрезе показан насос 1 высокого давления согласно одному из вариантов осуществления изобретения. Такой насос 1 высокого давления может быть выполнен прежде всего в виде радиально-поршневого или рядного поршневого насоса. Подобный насос 1 высокого давления наиболее пригоден для применения в качестве топливного насоса в системах впрыскивания топлива в ДВС с самовоспламенением от сжатия (дизельные двигатели). Предпочтительной областью применения насоса 1 высокого давления являются системы впрыскивания топлива с общей топливной магистралью высокого давления (системы "common rail"), в которой аккумулируется дизельное топливо под высоким давлением. Однако предлагаемый в изобретении насос 1 высокого давления пригоден и для применения в иных системах.
Насос 1 высокого давления имеет составной корпус 2 с корпусной деталью 3 и фланцем 4. Корпус 2 имеет отверстие 5. В этом отверстии 5 расположен насосный узел 6. Насос 1 высокого давления имеет, кроме того, приводной вал 7, установленный на опорах в корпусе 2. При этом приводной вал 7 с одной стороны установлен на опоре 8 в корпусной детали 3, а с другой стороны - на опоре 9 во фланце 4.
Приводной вал 7 имеет кулачок 10, расположенный между опорами 8, 9. Один торец 11 кулачка 10 обращен при этом к опоре 9, а его другой торец 12 обращен к опоре 8. Кулачок 10 может быть выполнен в виде одно- либо многопрофильного кулачка 10. Кулачок 10 может быть также образован эксцентричным участком приводного вала 7.
При работе насоса 1 высокого давления его приводной вал 7 вместе с кулачком 10 вращаются вокруг оси 13. При таком вращении кулачка 10 он совершает периодический подъем и таким путем приводит в действие насосный узел 6.
Насос 1 высокого давления имеет головку 15 цилиндра, которая приемлемым образом соединена с корпусом 2. Головка 15 цилиндра имеет выступ 16, который проходит в отверстие 5 в корпусе 2. Головка 15 цилиндра имеет далее цилиндрическое отверстие 17, проходящее в указанном выступе 16 сквозь него. В этом цилиндрическом отверстии 17 с возможностью направленного перемещения вдоль его оси 19 установлен плунжер 18. Плунжер 18 ограничивает при этом в цилиндрическом отверстии 17 надплунжерное пространство 20.
При работе насоса 1 высокого давления топливо может поступать в надплунжерное пространство 20 через впускной (или всасывающий) клапан 21. Помимо этого предусмотрен выпускной (или нагнетательный) клапан 22, через который находящееся под высоким давлением топливо может подаваться в топливопровод 23 и по нему в общую топливную магистраль высокого давления ("common rail") или иной аналогичный узел системы впрыскивания топлива.
Насосный узел 6 имеет выполненный в виде полого цилиндра толкатель 24, который вставлен в отверстие 5 с возможностью направленного перемещения вдоль оси 19 насосного узла 6. В толкатель 24 вставлен поводковый элемент 25, который упирается в буртик 26 плунжера 18. Помимо этого поводковый элемент 25, вставленный в толкатель 24, нагружен усилием пружины 27 плунжера.
В толкатель 24 вставлен далее опорный башмак 30. В своей цилиндрической охватывающей (или посадочной) части 44 опорный башмак 30 образует полуоткрытую опору скольжения для опорного ролика 31. Опорный ролик 31 установлен в опорном башмаке 30 с возможностью вращения вокруг своей оси 32. Опорный ролик 31 имеет поверхность 33, которой он при своем вращении в цилиндрической охватывающей части 44 контактирует с рабочей поверхностью 34 кулачка 10. Помимо этого опорный ролик 31 имеет торцевые стороны 35, 36. В данном варианте опорный башмак 30 имеет опорную поверхность 37, на которую опирается установленный в нем опорный ролик 31.
При работе насоса 1 высокого давления опорный ролик 31 перекатывается по рабочей поверхности 34 кулачка 10. При этом пружина 27 плунжера обеспечивает прилегание опорного ролика 31 с одной стороны к рабочей поверхности 34 кулачка 10, а с другой стороны - к опорной поверхности 37 опорного башмака 30. При вращении кулачка 10 его подъем передается при этом через опорный ролик 31 и опорный башмак 30 на плунжер 18. В результате плунжер 18 совершает периодическое возвратно-поступательное движение в цилиндрическом отверстии 17, что обозначено двунаправленной стрелкой 38. При этом в пространстве 39, в котором расположен приводной механизм насоса 1 высокого давления, также находится топливо, которое выполняет функцию смазки в этом пространстве. Дизельное топливо, находящееся в пространстве 39, может при этом содержать коррозионно-активные (агрессивные) компоненты. При работе на подобном коррозионно-активном дизельном топливе существует та проблема, что на поверхности 33 опорного ролика 31, на опорной поверхности 37 опорного башмака 30 и на рабочей поверхности 34 кулачка 10 может происходить коррозионное усталостное растрескивание, которое под нагрузкой может приводить к приповерхностному выкрашиванию.
В насосном узле 6 во избежание коррозионного усталостного растрескивания и аналогичных явлений и для обеспечения тем самым надежной работы насоса 1 высокого давления даже при использовании коррозионно-активного топлива предусмотрены коррозионно-защитные слои. При этом по одному или по несколько таких коррозионно-защитных слоев предусмотрено на опорном ролике 31, на опорном башмаке 30 и/или на кулачке 10.
Так, например, коррозионно-защитный слой может быть образован на поверхности 33 опорного ролика 31. Образование такого коррозионно-защитного слоя возможно путем изменения состава сплава металлов в зоне поверхности 33 опорного ролика 31. Дополнительно к этому или альтернативно этому может быть предусмотрено изменение состава сплава металлов в зоне рабочей поверхности 34 кулачка 10. Возможно также изменение состава сплава металлов в зоне опорной поверхности 37 опорного башмака 30. В качестве легирующих элементов предпочтительно при этом использовать хром и никель. Изменение состава сплава на поверхности указанных деталей позволяет образовать тонкий поверхностный слой, благодаря которому достигается существенное повышение коррозионной стойкости. Сказанное может относиться особенно к опорному ролику 31 и кулачку 10.
Образование очень тонкого коррозионно-защитного слоя путем изменения состава сплава позволяет обеспечить достаточную защиту от коррозии в приповерхностной зоне. Таким путем удается воспрепятствовать коррозионному усталостному растрескиванию. Важные же свойства соответствующих деталей, прежде всего контактная прочность и прочность на истирание, при этом сохраняются неизменными. Тем самым удается избежать применения дорогостоящих марок нержавеющей подшипниковой стали или аналогичных ей по своим свойствам материалов.
Для образования тонкого поверхностного слоя можно использовать ионную имплантацию, лазерное наплавление или термическое напыление. При этом может также происходить приповерхностное упрочнение соответствующей детали, прежде всего опорного ролика 31 или кулачка 10.
Еще одна возможность по предотвращению коррозии заключается в нанесении пассивирующего слоя. Подобное покрытие, образующее пассивирующий слой, можно получить, например, путем обеспечения высокого содержания хрома. Такой пассивирующий слой, предпочтительно очень малой толщины, не влияет при этом на важные свойства деталей, прежде всего на их контактную прочность и прочность на истирание. Благодаря этому можно отказаться от применения дорогостоящей нержавеющей подшипниковой стали. Тем самым насос 1 высокого давления может работать и в контакте с коррозионно-активным дизельным топливом и аналогичным топливом. Очень тонкий пассивирующий слой предпочтительно должен при этом покрывать всю ту часть поверхности детали, где требуется соответствующая защита от коррозии. Толщина пассивирующего слоя в предпочтительном варианте составляет менее 1 мкм. Для образования пассивирующего слоя можно использовать хром в качестве пассиватора. Однако в качестве легирующих элементов возможно также применение хрома и никеля. Помимо этого возможно применение и других легированных высококачественных сталей.
Пассивирующим слоем можно, в частности, снабжать всю поверхность 33 опорного ролика 31. Помимо этого пассивирующим слоем можно также снабжать всю рабочую поверхность 34 кулачка 10 и/или опорную поверхность 37 опорного башмака 30. Для образования пассивирующего слоя можно использовать плазменное осаждение, электролитическое осаждение (гальванизацию) и ионно-плазменное распыление.
На фиг. 2 схематично и фрагментарно показан насос 1 высокого давления согласно еще одному варианту осуществления изобретения. На данном чертеже отдельно показаны опорный башмак 30, опорный ролик 31 и приводной вал 7 с кулачком 10. В данном варианте в опорный башмак 30 вставлен вкладыш 45. Такой вкладыш 45 может быть выполнен из подшипниковой стали.
Использование подобного вкладыша позволяет изготавливать сам опорный башмак 30 из недорогого материала. В этом случае покрытие на опорный башмак 30 можно не наносить. В данном конкретном случае можно ограничиться нанесением покрытия на рабочую поверхность 34 кулачка 10 и на поверхность 33 опорного ролика 31.
Еще одна возможность по предотвращению коррозии на подверженных ей поверхностях заключается в использовании анода протекторной защиты. Подобный анод протекторной защиты располагают максимально близко к подверженным коррозии поверхностям. Так, например, очень тонкий слой протекторного материала на поверхности детали обеспечивает достаточную ее защиту от коррозии. Такой протекторный слой в этом случае защищает деталь от вредной коррозии. Благодаря исключительно малой толщине протекторного слоя он не влияет на важные свойства деталей, прежде всего на их контактную прочность и прочность на истирание. В предпочтительном варианте протекторный слой выполняют толщиной менее 2 мкм, прежде всего менее 1 мкм. Протекторный слой может быть основан, например, на цинке в качестве протекторного материала. Цинк в качестве протекторного материала служит в этом случае анодом протекторной защиты. При этом нет необходимости покрывать протекторным слоем всю поверхность детали. Так, например, протекторным слоем можно снабжать торцы 11, 12 кулачка 10 с целью целенаправленной защиты его рабочей поверхности 34. Протекторным слоем можно далее снабжать торцевые стороны 35, 36 опорного ролика 31 для целенаправленной защиты его поверхности 33. В зависимости от конструктивного исполнения опорного башмака 30 можно также покрывать протекторным слоем боковые поверхности 46, 47 опорного башмака 30 в целях целенаправленной защиты его опорной поверхности 37. В этом случае вкладыш 45 можно не использовать или выполнять его из недорогого материала, прежде всего из обычной подшипниковой стали.
Изобретение не ограничено описанными выше вариантами его осуществления.
| название | год | авторы | номер документа |
|---|---|---|---|
| НАСОС ВЫСОКОГО ДАВЛЕНИЯ | 2011 |
|
RU2568359C2 |
| НАСОС ВЫСОКОГО ДАВЛЕНИЯ | 2010 |
|
RU2554377C2 |
| НАСОС ВЫСОКОГО ДАВЛЕНИЯ | 2010 |
|
RU2541485C2 |
| НАСОС ВЫСОКОГО ДАВЛЕНИЯ | 2011 |
|
RU2559095C2 |
| НАСОС ВЫСОКОГО ДАВЛЕНИЯ И СБОРНЫЙ ТОЛКАТЕЛЬ | 2010 |
|
RU2524476C2 |
| СИСТЕМА ВПРЫСКИВАНИЯ ТОПЛИВА ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2012 |
|
RU2603711C2 |
| НАСОС ВЫСОКОГО ДАВЛЕНИЯ | 2010 |
|
RU2555062C2 |
| Насосное устройство | 1979 |
|
SU1083924A3 |
| СИСТЕМА ПОДАЧИ ТОПЛИВА ИЗ БАКА В ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 2010 |
|
RU2546129C2 |
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ ПОГРУЖНОГО НАСОСНОГО АГРЕГАТА ПУТЕМ ФУТЕРОВКИ НАРУЖНОЙ ПОВЕРХНОСТИ ЕГО УЗЛОВ | 2019 |
|
RU2734201C1 |
Изобретение может быть использовано в топливных насосах высокого давления (ТНВД), используемых в системах топливоподачи двигателей внутреннего сгорания с воспламенением от сжатия. Предложен ТНВД (1), имеющий насосный узел (6) и приводной вал (7) с по меньшей мере одним кулачком (10), функционально связанным с насосным узлом (6). Насосный узел (6) имеет при этом перекатывающийся по рабочей поверхности (34) кулачка (10) опорный ролик (31) и опорный башмак (30), в котором установлен опорный ролик (31). Согласно изобретению на опорном ролике (31), и/или на опорном башмаке (30), и/или на кулачке (10) предусмотрено по меньшей мере по одному коррозионно-защитному слою. Технический результат заключается в предотвращении возникновения коррозионного усталостного растрескивания, которое под нагрузкой может привести к приповерхностному выкрашиванию материала деталей насоса высокого давления и вследствие этого к его выходу из строя. 7 з.п. ф-лы, 2 ил.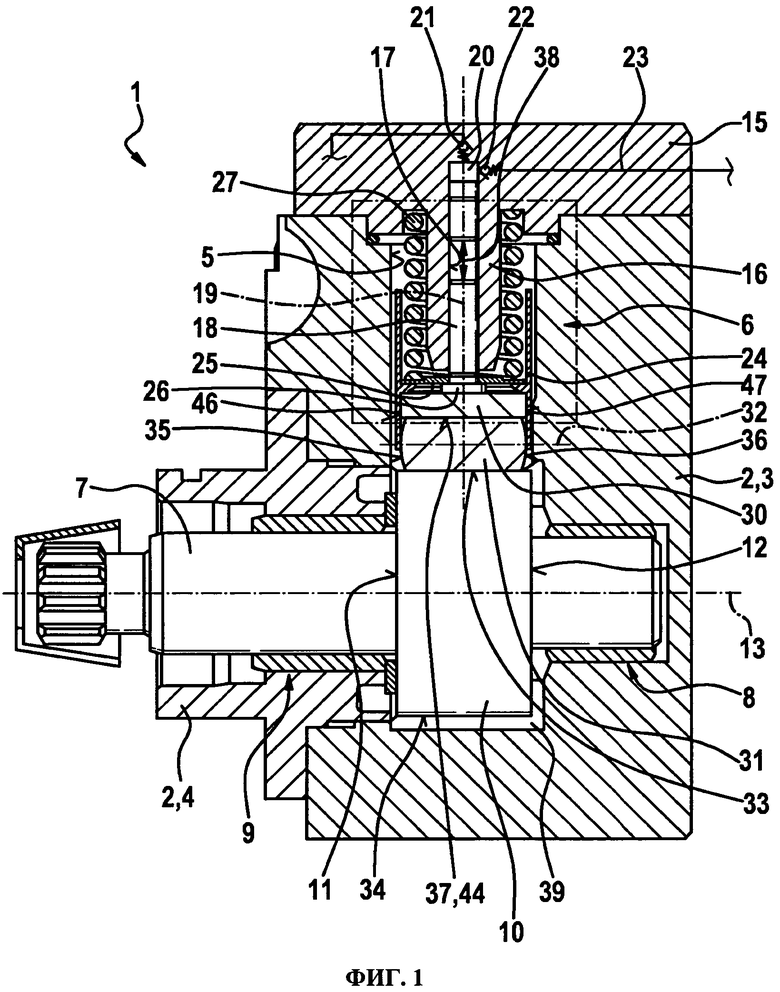
1. Насос (1) высокого давления, прежде всего радиально-поршневой или рядный поршневой насос для систем впрыскивания топлива в двигатели внутреннего сгорания с самовоспламенением от сжатия, имеющий по меньшей мере один насосный узел (6) и один приводной вал (7) с по меньшей мере одним кулачком (10), функционально связанным с насосным узлом (6), который имеет перекатывающийся по рабочей поверхности (34) кулачка (10) опорный ролик (31) и опорный башмак (30), в котором установлен опорный ролик (31), отличающийся тем, что на опорном ролике (31), и/или на опорном башмаке (30), и/или на кулачке (10) предусмотрено по меньшей мере по одному коррозионно-защитному слою, который выполнен в виде пассивирующего слоя.
2. Насос высокого давления по п. 1, отличающийся тем, что по меньшей мере один коррозионно-защитный слой образован путем приповерхностного изменения состава материала.
3. Насос высокого давления по п. 2, отличающийся тем, что приповерхностное изменение состава материала реализовано путем ионной имплантации, лазерного наплавления или термического напыления.
4. Насос высокого давления по п. 1, отличающийся тем, что средняя толщина пассивирующего слоя составляет менее 1 мкм.
5. Насос высокого давления по п. 1, отличающийся тем, что пассивирующий слой образован путем плазменного осаждения, электролитического осаждения или ионно-плазменного распыления.
6. Насос высокого давления по одному из пп. 2-5, отличающийся тем, что коррозионно-защитный слой содержит никель и/или хром в качестве добавки.
7. Насос высокого давления по п. 1, отличающийся тем, что на торцевую сторону (35, 36) опорного ролика (31), на боковую поверхность (11, 12) кулачка (10), на боковую поверхность (46, 47) опорного башмака (30) или в зоне его цилиндрической охватывающей части (44) нанесен протекторный слой.
8. Насос высокого давления по п. 7, отличающийся тем, что протекторный слой имеет в качестве протекторного материала цинк.
| WO 2007096224 A1, 30.08.2007 JP 2002295339 A, 09.10.2002 EP 1310577 A1, 14.05.2003 US 6860255 B2, 01.03.2005 US 6543424 B1, 08.04.2003 SU 1753021 A1, 07.08.1992 RU 2230213 C2, 10.06.2004 |

