Настоящее изобретение относится к абсорбирующей структуре с поглощающим жидкость слоем, удерживающим жидкость слоем и распределяющим жидкость слоем, с использованием целлюлозных волокон и, предпочтительно, частиц суперабсорбентных полимеров. Суперабсорбентный полимер может присутствовать также в другой форме, например, имеющим волокнистое строение. Абсорбирующая структура в преобладающей части предпочтительно изготовлена из целлюлозных волокон.
Пневмоуложенные продукты с применением целлюлозы и суперабсорбентных полимерных частиц, сокращенно SAP-частиц, известны в течение многих лет и используются в качестве слоистого материала в гигиенических продуктах, продуктах медицинского назначения и промышленных продуктах.
Например, в патентном документе WO 00/74620 описана цельная абсорбирующая структура с использованием пневмоуложенного материала, целлюлозных волокон и связующего средства, предпочтительно на основе латекса и/или содержащих полиолефины двухкомпонентных волокон, которая включает поглощающий жидкость слой, удерживающий жидкость слой и распределяющий жидкость слой с соответствующей пористой структурой, причем средний размер пор каждого слоя постепенно уменьшается по направлению от поглощающего слоя к распределяющему слою.
В случае известных до сих продуктов для перемещения жидкостей используется капиллярный эффект, который обеспечивается выбором пористой структуры, чтобы целенаправленно переводить жидкость в удерживающий слой и избегать нежелательного эффекта обратного смачивания, который может возникать в результате вытекания жидкости из поглощающего жидкость слоя в распределяющий жидкость слой и сквозь него наружу, например, на кожу пользователя гигиеническим продуктом.
Поэтому было бы желательно иметь продукт, с которым можно избежать подобного эффекта обратного смачивания и одновременно обеспечить по возможности эффективное использование поглотительной способности суперабсорбентных компонентов.
Поэтому задача настоящего изобретения состоит в том, чтобы получить продукт, способ и устройство для получения продукта, который предотвращает обратное смачивание при оптимальном использовании поглотительной способности суперабсорбентных компонентов.
Эта задача решена с помощью абсорбирующей структуры согласно пункту 1 патентной формулы, способа получения абсорбирующей структуры согласно пункту 18 патентной формулы, и устройства согласно пункту 19 патентной формулы. Предпочтительные варианты исполнения определены в зависимых пунктах патентной формулы. Однако один или многие признаки этих вариантов осуществления также могут быть объединены с другими признаками из нижеследующего описания с образованием дополнительных вариантов осуществления, и не ограничиваются только данным заявленным дополнительным вариантом исполнения. В частности, данные предложенные признаки служат также в данных независимых пунктах патентной формулы только как первая концепция, причем один или более признаков могут быть дополнены и/или заменены последующими признаками.
Предложена абсорбирующая структура с последовательностью слоев, включающая по меньшей мере поглощающий жидкость слой, последующий удерживающий жидкость слой с суперабсорбентным полимером SAP, предпочтительно в форме SAP-частиц и/или SAP-волокон, и последующий распределяющий жидкость слой, причем слои соединены и образуют слоистую структуру. При этом по меньшей мере удерживающий жидкость слой и распределяющий жидкость слой, по меньшей мере, возможно, включают пневмоуложенный материал в качестве основной составной части, предпочтительно пневмоуложенный слой, который включает целлюлозные волокна. По меньшей мере удерживающий жидкость слой имеет SAP-частицы. Суперабсорбентный полимер удерживающего жидкость слоя, предпочтительно в форме SAP-частиц и/или SAP-волокон, частично внедряется в распределяющий жидкость слой и тем самым находится в непосредственном контакте с жидкостью, которая распределяется в распределяющем жидкость слое продукта. Суперабсорбентный полимер способствует эффекту обратного всасывания жидкости, которая через поглощающий жидкость слой и удерживающий жидкость слой поступает в распределяющий жидкость слой.
Согласно одному дополнительному варианту осуществления предусмотрено, что поглощающий жидкость слой включает пневмоуложенный материал. Этот слой, по меньшей мере в преобладающей части, предпочтительно состоит из целлюлозного волокна. Кроме того, может быть предусмотрено, что поглощающий жидкость слой включает термопластические волокна. Эти волокна могут представлять собой, например, клейкие волокна. Например, могут быть использованы двухкомпонентные (Bico) волокна, в частности, волокна с сердцевиной и оболочкой, в которых оболочка имеет более низкую температуру плавления, чем сердцевина. Дополнительный вариант исполнения предусматривает, что поглощающий жидкость слой включает объемистый нетканый материал из термопластических волокон. Согласно одному варианту исполнения, объемистый нетканый материал представляет собой кардированный нетканый материал. Один вариант исполнения предусматривает, что в отношении объемистого нетканого материала речь идет о нетканом материале из термопластических волокон, упрочненном горячим воздухом. Согласно одному варианту исполнения, для этого используются штапельные волокна. Объемистый нетканый материал может включать волокна из сложного полиэфира, полипропилена, вискозы и/или полиэтилена. Согласно одному варианту исполнения, объемистый нетканый материал может иметь удельный базисный вес от 30 до 90 г/м2. Одним примером применимого материала является материал, предлагаемый фирмой TWE под торговым наименованием Paratherm Loft 142/25.
Все слои абсорбирующей структуры предпочтительно изготавливаются в поточном технологическом процессе. Кроме того, существует возможность, что по меньшей мере один слой абсорбирующей структуры изготавливается по меньшей мере предварительно и вводится в производственный процесс в качестве полуфабриката. Для этого этот полуфабрикат наматывается на мотальной машине и впоследствии опять разматывается на производственной линии и вводится в технологический процесс. Один вариант исполнения предусматривает, что, например, подается один слой, который вводится в последующую абсорбирующую структуру в качестве поглощающего жидкость слоя. Дополнительный вариант исполнения предусматривает, что, например, подается предварительно полученный слой, который в изготовленной позднее абсорбирующей структуре действует как распределяющий жидкость слой. Дополнительный вариант осуществления предусматривает, что по меньшей мере один слой может быть также сформирован как многослойный. Например, распределяющий жидкость слой может быть соединен с дополнительным слоем, предпочтительно волоконным слоем, имеющим меньший размер пор, чем распределяющий жидкость слой, например, слоем тонкой мягкой бумаги. Предпочтительный вариант исполнения предусматривает, что слой тонкой мягкой бумаги размещен непосредственно смежным с пневмоуложенным слоем и соединен с ним, чем формируется распределяющий жидкость слой. Мягкая тонкая бумага благодаря меньшему размеру пор сравнительно с пневмоуложенным слоем может содействовать распределению жидкости. Меньший размер пор обеспечивает повышенные капиллярные силы. Например, мягкая тонкая бумага может образовывать наружную сторону абсорбирующей структуры. Объемистый нетканый материал из термопластических волокон, предпочтительно штапельных волокон, может формировать, например, другую наружную сторону абсорбирующей структуры.
Применение термопластического материала в поглощающем жидкость слое обеспечивает возможность, например, улучшения способности к повторному смачиванию. Термопластические волокна затрудняют поглощение жидкости в поглощающем жидкость слое. Вместо этого жидкость передается в удерживающий жидкость слой. Там жидкость накапливается, причем часть жидкости также может поступать в распределяющий жидкость слой. Оттуда жидкость распределяется, например, вдоль распределяющего слоя, прежде чем она опять будет втянута обратно в удерживающий жидкость слой.
Поскольку сила всасывания суперабсорбентного материала (SAP) является гораздо более высокой, чем капиллярная сила данных слоев продукта, тем самым удается жидкость, которая вследствие градиента капиллярных сил поступила из поглощающего жидкость слоя через удерживающий жидкость слой в распределяющий жидкость слой и там распределилась, переводить из распределяющего жидкость слоя в удерживающий жидкость слой и там накапливать в суперабсорбентных материалах.
Один вариант исполнения предусматривает, что удерживающий жидкость слой имеет открытые полости и/или крупнопористые области в своей внутренности. Они могут быть использованы для того, чтобы в них мог расширяться суперабсорбентный материал после поглощения жидкости, когда он набухает. Свободные пространства служат, например, для того, чтобы суперабсорбентный материал распределялся в них, в частности, во время процесса изготовления абсорбирующей структуры. Например, это может быть выполнено вибрационной обработкой во время производственного процесса.
Согласно одному варианту исполнения, абсорбирующая структура имеет градиент в отношении пористой структуры, который способствует вытеканию из поглощающего жидкость слоя в распределяющий жидкость слой. Градиентная структура может распространяться внутри одного слоя, но также через многие слои. Градиент предпочтительно может содействовать повышению капиллярных сил. Например, градиент регулируется формой укладки целлюлозных волокон, путем дополнительного уплотнения и/или сокращением пор с помощью добавочного средства, например, введением жидкости или связующего средства, которое уменьшает или даже частично закупоривает поры. Например, это возможно сделать посредством смачивания латексом.
Размер пор может быть определен, с одной стороны, с помощью метода создания изображений. Так, например, вдоль продольной поверхности слоистой структуры проводится разрез. Для этого материал, например, подвергается такому охлаждению, что он может быть разрезан на части, однако без повреждения при разрезании структур внутри слоев. Затем разрез фотографируется и обрабатывается с помощью метода обработки изображений. Градиент возникает, например, вследствие того, что размер пор поперек слоя сокращается. Для этого измеряется число пор в разрезе, и определяется в каждом случае их размер. Составлением отношения обеих величин, а именно числа пор и суммы их размера в каждом случае, тогда может быть определен средний размер пор для этого слоя. Исследуемое поперечное сечение должно составлять по меньшей мере 20 мм × 20 мм.
Предпочтительный способ получения разреза состоит в использовании криоскопического излома или разреза с помощью чрезвычайно острого лезвия, предпочтительно с помощью микротома. Полученная таким образом поверхность разреза затем может быть оценена, например, фотографированием поверхности разреза и впоследствии предпочтительно автоматическим подсчетом. Также существует возможность получения микрофотографии с использованием растрового электронного микроскопа, которая впоследствии подвергается расшифровке. Например, последнее по стандартизированной методике выполняет Саксонский Научно-исследовательский Институт Текстильной промышленности, STFI, в Хемнице.
Кроме образования градиента вдоль слоя, сверх того может быть также предусмотрен градиент поперек слоя. Например, он тоже может быть определен вышеуказанным методом.
Первый градиент при сравнении отдельных слоев может быть оценен, например, путем экспертизы данного поперечного сечения перпендикулярно продольной протяженности слоя. Этот градиент поэтому обозначается как градиент всего слоя по толщине. Второй градиент при сравнении отдельных слоев может быть определен, например, тем, что рассматривается самый верхний и самый нижний поперечник данного слоя. Например, они могут быть сравнены друг с другом. Из этого может быть извлечена информация о том, обладает ли слой высоким сопротивлением против вытекания жидкости наверх или вниз. Кроме того, оба слоя в каждом случае могут быть определены в отношении их данного среднего размера пор. Тем самым определяется данное предельное значение среднего размера пор в слое. Например, из обоих предельных значений может быть в свою очередь выведено среднее значение, которое обозначается как предельное значение градиента. Является предпочтительным, когда предельное значение градиента и данное предельное значение через рассматриваемую слоистую структуру в каждом случае возрастает.
Дополнительный вариант исполнения предусматривает, что, например, средний размер пор при переходе от одного слоя к следующему слою от поглощающего жидкость слоя к распределяющему жидкость слою в каждом случае уменьшается.
Абсорбирующая структура имеет то преимущество, что жидкость, которая во время использования абсорбирующей структуры переходит от поглощающего жидкость слоя в удерживающий жидкость слой, поглощается и предпочтительно также распределяется, в результате чего исключаются проявления обратного смачивания вследствие вытекания жидкости. Но распределение жидкости происходит не только в продольном направлении внутри распределяющего жидкость слоя. Скорее оказывается так, что посредством целенаправленного регулирования, расположения и распределения SAP-частиц и/или SAP-волокон между обоими слоями может быть установлено обратное течение, при котором жидкость с помощью SAP-частиц и/или SAP-волокон поглощается уже в распределяющем жидкость слое, и затем с помощью SAP-частиц и/или SAP-волокон возвращается обратно в удерживающий жидкость слой. Этот механизм может, например, поддерживаться регулированием пористости применяемого пневмоуложенного материала. Согласно одному варианту исполнения, при этом может быть использован материал, какой, например, следует из патентного документа WO 00/74620. Здесь также может быть отрегулирован, например, подобный градиент в отношении плотности и/или пористости. В описанной в патентном документе WO 00/74620 структуре из поглощающего жидкость слоя, удерживающего жидкость слоя и распределяющего жидкость слоя, кроме силы тяжести, используется только капиллярная сила, которая направлена от поглощающего жидкость слоя к распределяющему жидкость слою. Тем самым в описанной в патентном документе WO 00/74620 структуре физически невозможно обратное течение жидкости от распределяющего жидкость слоя в удерживающий жидкость слой. Но предложенное теперь техническое решение ведет к возможности реализации обратного течения.
Один вариант исполнения предусматривает, что SAP-частицы и/или SAP-волокна нерегулярно внедряются в распределяющий жидкость слой из удерживающего жидкость слоя. Дополнительный вариант исполнения предусматривает, что имеются области, внутри которых никакие SAP-частицы и/или SAP-волокна не внедряются в распределяющий жидкость слой из удерживающего жидкость слоя, тогда как в соседних областях по меньшей мере преобладающая часть SAP-частиц и/или SAP-волокон, то есть по меньшей мере 50%, внедряется внутрь распределяющего жидкость слоя из удерживающего жидкость слоя. Дополнительный вариант исполнения предусматривает, что имеются области, внутри которых меньшее количество SAP-частиц и/или SAP-волокон внедряется внутрь распределяющего жидкость слоя из удерживающего жидкость слоя по сравнению со смежными областями, в частности, сравнительно с областями, в которых по меньшей мере преобладающая часть SAP-частиц и/или волокон внедряется в распределяющий жидкость слой из удерживающего жидкость слоя.
Является предпочтительным, когда абсорбирующая структура имеет SAP-частицы и/или SAP-волокна, которые внедряются в удерживающий жидкость слой по меньшей мере на треть продольной протяженности. Внедрение по продольной протяженности может быть сделано зависимым, например, от того, какие толщины имеют различные слои. Является предпочтительным, когда SAP-частицы и/или SAP-волокна по меньшей мере настолько внедряются в распределяющий жидкость слой, что они входят вглубь него на десятую часть, предпочтительно на четверть толщины распределяющего жидкость слоя.
В случае SAP-волокна длина определяется тем, что ее протяженность от начала до конца измеряется как кратчайшее расстояние в структуре. Это справедливо также для извилистых SAP-волокон. SAP-Волокна могут быть применены приблизительно прямыми, а также с витой структурой.
Один вариант исполнения предусматривает, что в абсорбирующей структуре более 20%, предпочтительно более 40% размещенных в удерживающем жидкость слое SAP-частиц и/или SAP-волокон внедряются в распределяющий жидкость слой. Дополнительный вариант исполнения предусматривает, что более 40%, но менее 70% размещенных в удерживающем жидкость слое SAP-частиц и/или SAP-волокон внедряются в распределяющий жидкость слой.
Кроме того, предпочтительно, когда в абсорбирующей структуре внедренные в распределяющий жидкость слой SAP-частицы и/или SAP-волокна после поглощения жидкости по большей части увеличиваются в удерживающем жидкость слое, нежели в распределяющем жидкость слое. Так, например, способность к набуханию SAP-частицы или SAP-волокна может быть такой, что они расширяются по направлению меньшего сопротивления. Если удерживающий жидкость слой проявляет меньшее сопротивление, например, вследствие меньшей плотности, открытопористой структуры, более слабого сцепления волокон между собой и/или ввиду иных обстоятельств, которые могут обусловливать сопротивление вытеснению в области удерживающего жидкость слоя и предпочтительно волокон, набухающая SAP-частица или SAP-волокно может разбухать не только предпочтительно в удерживающем жидкость слое. Например, вследствие этого может происходить также перемещение разбухших SAP-частицы или SAP-волокна обратно в удерживающий жидкость слой. Согласно одному дополнительному варианту осуществления предусмотрено, что внедренные в распределяющий жидкость слой SAP-частицы и/или SAP-волокна после поглощения жидкости, по меньшей мере частично, втягиваются обратно в распределяющий жидкость слой.
Суперабсорбентный материал, например, такой, как в форме уже представленных выше SAP-частиц и/или SAP-волокон, способен к набуханию и, как правило, переходит в гелеобразное состояние. Тем самым они могут накапливать не только воду. Напротив, SAP-частицы при вышеописанном расположении в слоистой структуре способны создавать всасывающее действие и тем самым, например, служить в качестве дренажного материала для распределяющего жидкость слоя.
С химической точки зрения, в отношении SAP речь может идти о сополимерах, которые, например, включают акриловую кислоту и акрилат натрия, причем соотношение обоих мономеров между собой может варьировать. В дополнение, при полимеризации добавляются, например, сшивающие реагенты, которые в некоторых местах соединяют образовавшиеся длинные полимерные цепи между собой химическими мостиками. В зависимости от степени сшивания могут быть отрегулированы свойства полимера. Например, один вариант исполнения предусматривает, что применяются два различных SAP-материала, например, две различных SAP-частицы, два различных SAP-волокна и/или отличающиеся друг от друга SAP-частицы и SAP-волокна с различающимися между ними свойствами. Так, например, различие может определяться способностью поглощать жидкость, быстродействием поглощения жидкости, степенью собственного набухания при поглощении жидкости, временнóй задержкой до начала поглощения жидкости, интенсивностью поглощения жидкости или иным параметром. Различные SAP-материалы могут быть использованы как смешанными, так и по отдельности друг от друга в различных областях. Раздельные области могут быть размещены не только в продольном и поперечном направлении при изготовлении на устройстве для получения пневмоуложенного материала. Скорее, также может различаться расположение вдоль толщины материала, в частности, тем самым могут быть сформированы различные области.
Например, могут быть использованы SAP-материалы, как это следует, например, из патентного документа ЕР 0810886, в частности, также из цитированного там прототипа, на который в рамках изобретения сделана ссылка во всей полноте. Например, один вариант исполнения предусматривает, что SAP-частицы имеют покрытие. Покрытие может, например, сначала растворяться при контакте с жидкостью, чтобы затем вообще обеспечивать возможность поглощения жидкости SAP-частицей. Этим создается возможность, например, для временнóй задержки всасывания и, предпочтительно, обратного поглощения жидкости в распределяющем жидкость слое в удерживающий жидкость слой. Например, в удерживающем жидкость слое может быть размещен первый SAP-материал, который является непокрытым, и второй SAP-материал, который имеет покрытие. При контакте с жидкостью она сначала связывается первым SAP-материалом. Избыточная жидкость поступает в распределяющий жидкость слой, причем второй SAP-материал активируется лишь с задержкой во времени после протекания мимо него жидкости или, соответственно, контактирования с нею. Тем самым второй SAP-материал в слое, действуя, в частности, как дренаж, может отсасывать жидкость обратно и при этом может создавать течение обратного потока в удерживающий жидкость слой. Например, может быть предусмотрено, что второй SAP-материал по существу внедряется в распределяющий жидкость слой, тогда как первый материал, напротив, почти или совсем не внедряется. Например, это регулируется строением слоев, как и последующим давлением на изготовленную слоистую структуру.
Кроме того, SAP-материал может быть применен, как это в каждом случае следует из патентных документов DE 102004015686 А1, DE 69821794, и/или DE 102004005417 А1, в частности, в отношении конструкции и структуры, геометрической формы суперабсорбентного полимера, а также используемых при этом материалов и способов получения. В рамках изобретения на эти печатные издания сделаны ссылки в качестве примера. Один дополнительный вариант исполнения предусматривает, что SAP-частицы могут иметь форму гранулята, но также другую геометрическую форму, например, могут быть волокнистыми, круглыми или с иной формой. Волокна с содержанием суперабсорбента, например, следуют из патентных документов DE 10232078 А1, а также из DE 10251137 А1. На них также в рамках изобретения сделаны ссылки.
Дополнительный вариант осуществления предусматривает, что свойство SAP регулируется целенаправленно, предпочтительно с ориентацией на поглощаемую жидкость, но, например, также на абсорбирующий продукт и преобладающие там в каждом случае условия для SAP. Есть приставка ААР, которая расшифровывается как «Абсорбция против давления», чтобы показать, как SAP может поглощать вопреки давлению. Для этого существует метод WSP-EDANA («Worldwide Strategic Partners»-«European Disposables and Nonwovens Association») WSP 242.2(05). Кроме того, SAP может быть описан с помощью так называемой «способности к свободному набуханию» согласно методу WSP 240.2(05). Также существует возможность рассматривать «способность удерживаться центрифугой» (CRC) WSP 241.2(05). Один предпочтительный вариант исполнения предусматривает охарактеризование SAP с помощью отношения «абсорбции против давления» к «способности к свободному набуханию». Согласно одному варианту исполнения, применяется SAP с CRC-значением от 30 до 35 г/г, и ААР-значением в зависимости от сшивания между 18 и 24 г/г.
Давление набухания SAP предпочтительно используется для всасывания жидкости предпочтительно из распределяющего жидкость слоя в удерживающий жидкость слой. Так, например, SAP имеет величину давления набухания от 6 до 8 бар (0,6-0,8 МПа), тем самым соответственно значению от около 80 до 90 м водяного столба. Это значение является гораздо более высоким сравнительно с капиллярной силой, которая, например, для SAP может составлять менее 1 м водяного столба. Поэтому давление набухания может быть использовано как вертикальная сила, чтобы переводить жидкость обратно из распределяющего жидкость слоя в удерживающий жидкость слой.
В одном варианте исполнения абсорбирующая структура сформирована как слоистая структура, причем слоистая структура имеет по меньшей мере одну граничную область, и причем слоистая структура внутри распределяющего жидкость слоя и/или удерживающего жидкость слоя и/или поглощающего жидкость слоя и/или в граничной области между распределяющим жидкость слоем и/или удерживающим жидкость слоем и/или поглощающим жидкость слоем включает полости.
Эти полости могут быть, например, образованы при изготовлении абсорбирующей структуры. Например, когда слои соединяются, в результате чего образуется слоистая структура, и во время процесса связывания происходит по меньшей мере одно ориентированное в продольном направлении растяжение слоистой структуры. Пневмоуложенные слои соединяются и уплотняются посредством термосвязывания, применения связующих средств или каландрования. После этого процесса связывания полученная таким образом слоистая структура может быть опять подвергнута расслаблению, благодаря чему полости внутри пневмоуложенных слоев или на их граничных поверхностях также расслабляются, и в абсорбирующей структуре становятся различимыми как предпочтительно нерегулярные пустоты, в которых предпочтительно не размещены никакие целлюлозные волокна, и предпочтительно также не находятся SAP-частицы и/или SAP-частицы.
Эти полости предпочтительно сформированы в удерживающем жидкость слое с большей величиной, нежели в поглощающем жидкость слое и/или в распределяющем жидкость слое.
Один дополнительный вариант исполнения предусматривает, что абсорбирующая структура сформирована таким образом, что по меньшей мере частично целлюлозные волокна пневмоуложенных слоев распределяющего жидкость слоя и/или удерживающего жидкость слоя и/или поглощающего жидкость слоя, взаимно перемешаны между собой.
Пневмоуложенные слои распределяющего жидкость слоя и/или удерживающего жидкость слоя и/или поглощающего жидкость слоя предпочтительно переходят друг в друга внутри граничной области.
Один дополнительный вариант осуществления предусматривает, что пневмоуложенные слои распределяющего жидкость слоя и/или удерживающего жидкость слоя и/или поглощающего жидкость слоя неотличимы друг от друга внутри слоистой структуры. Предпочтительно используются одинаковые или однотипные целлюлозные волокна. Например, волокна укладываются на отдельных станциях. Но после укладки два слоя, например, уже не столь отделены друг от друга четкой поверхностью раздела фаз. Скорее, они переходят друг в друга, или, соответственно, при рассмотрении поперечного сечения уже не идентифицируются как два различных слоя.
Абсорбирующая структура может быть сформирована таким образом, что распределяющий жидкость слой имеет первую и вторую поверхность, причем первая поверхность находится в контакте с удерживающим жидкость слоем, и причем распределяющий жидкость слой на своей второй поверхности уплотнен сильнее, чем на своей первой поверхности.
Оказалось предпочтительным, чтобы удерживающий жидкость слой имел более высокую плотность, чем распределяющий жидкость слой и/или поглощающий жидкость слой. Здесь расчет плотности производится как общая плотность слоя, то есть, сюда входят все составные части слоя. Для этого слой измеряется, и плотность рассчитывается относительно размера слоя. В результате тем самым может быть определена усредненная плотность, которая характеризует слой.
Один дополнительный вариант осуществления предусматривает, что SAP-частицы и/или SAP-волокна внедряются из удерживающего жидкость слоя в распределяющий жидкость слой. Оказалось, что посредством капиллярных сил, действующих в слоистой структуре и внутри отдельных пневмоуложенных слоев, жидкость сначала протекает от поглощающего жидкость слоя в распределяющий жидкость слой. С помощью внедренных из удерживающего жидкость слоя в распределяющий жидкость слой SAP-частиц и/или SAP-волокон создается всасывающий эффект, благодаря чему жидкость из распределяющего жидкость слоя перетекает обратно в удерживающий жидкость слой. Согласно одному варианту исполнения предусмотрено, что при первом поступлении жидкости на поглощающий жидкость слой всасывающее действие, который обусловливается SAP-частицами и/или SAP-волокнами, задерживается во времени для того, чтобы происходило всасывающее действие вследствие капиллярного эффекта. Согласно дополнительному варианту исполнения предусмотрено, что при многократном поступлении жидкости это может приводить к перекрыванию транспортных процессов для жидкости, причем предпочтительно транспорт под действием капиллярных сил, как правило, происходит быстрее, чем запаздывающий по времени обратный транспорт жидкости из распределяющего жидкость слоя в удерживающий жидкость слой посредством суперабсорбентных материалов.
Также оказалось предпочтительным формирование абсорбирующей структуры таким образом, что предусмотрен по меньшей мере один поглощающий жидкость слой, и удерживающий жидкость слой сформирован как многоярусный слой, предпочтительно двухъярусный слой. Например, удерживающий жидкость слой может быть сформирован по меньшей мере из
- одного слоя, включающего пневмоуложенный слой, предпочтительно содержащий целлюлозные волокна и SAP-частицы и/или SAP-волокна, и по меньшей мере одного дополнительного слоя, содержащего SAP-частицы, или
- двух слоев, в каждом случае включающих пневмоуложенный слой, предпочтительно содержащий целлюлозные волокна и SAP-частицы и/или SAP-волокна.
Введение суперабсорбентных полимеров, предпочтительно в форме SAP-частиц и/или SAP-волокон, в дополнительный слой абсорбирующей структуры обеспечивает возможность того, например, что он может принимать на себя функцию как удерживающего жидкость слоя, так и распределяющего жидкость слоя. Согласно одному варианту исполнения, слой предпочтительно имеет наиболее высокую плотность внутри удерживающего жидкость слоя и, соответственно, распределяющего жидкость слоя слоистой структуры, и тем самым очень хорошие характеристики распределения жидкости. К тому же, слой может содействовать улучшению характеристик продольного растяжения слоистой структуры, например, также в отношении характеристики упругости. Дополнительное преимущество достигается тем, что SAP-частицы и/или SAP-волокна внутри слоя могут хорошо растягиваться, и имеется в распоряжении достаточное пространство для набухания, благодаря чему улучшается поглотительная способность слоистой структуры. К тому же с дополнительным слоем может быть введена более высокая доля SAP-частиц и/или SAP-волокон. Тем самым подобный продукт, в частности, может соответствовать требованиям, предъявляемым к гигиеническим изделиям от недержания.
При этом данные слои могут иметь целлюлозные волокна и/или SAP-частицы и/или SAP-волокна одинаковых или различных типов. Этим путем можно точно регулировать характеристики поглощения отдельных слоев слоистой структуры в отношении жидкостей.
Например, в одном слое могут быть применены высокопроницаемые SAP-частицы и/или SAP-волокна, которые вместе с SAP-частицами и/или SAP-волокнами в следующем слое создают двухступенчатый эффект абсорбции и накопления. Например, в одном слое, который обращен к поглощающему жидкость слою, могли бы быть предусмотрены SAP-частицы и/или SAP-волокна с высокой поглотительной способностью, и в следующем слое предусмотрены полупроницаемые SAP-частицы и/или SAP-волокна. Благодаря этому может быть достигнуто буферное действие в последующем слое, которое оказалось особенно предпочтительным при многократных поступлениях жидкости.
В одном дополнительном варианте осуществления поглощающий жидкость слой имеет по меньшей мере целлюлозные волокна и двухкомпонентные волокна, причем удерживающий жидкость слой включает по меньшей мере целлюлозные волокна и SAP-частицы и/или SAP-волокна.
Один вариант исполнения предусматривает, что двухкомпонентные волокна имеют структуру «сердцевина-оболочка». Также предусмотрено, что двухкомпонентные волокна включают по меньшей мере РЕТ (полиэтилентерефталат). Двухкомпонентные волокна предпочтительно включают по меньшей мере один полиэтилен, предпочтительно полиэтилен низкой плотности (LDPE) или линейный полиэтилен низкой плотности (LLDPE). В одном двухкомпонентном волокне со структурой «сердцевина-оболочка» предусмотрен полимер, содержащий РЕТ или полипропилен, в сердцевине, и содержащий полиэтилен полимер в оболочке. Двухкомпонентные волокна предпочтительно используются как связующие волокна. При нагревании они размягчаются по меньшей мере до такой степени, что они образуют клейкую поверхность, на которую при охлаждении прочно прилипают целлюлозные волокна, а также другие компоненты слоя, но также компоненты смежных слоев. Согласно одному варианту исполнения, могут быть использованы связывающие целлюлозу волокна, каковые известны из патентного документа DE69808061, на который в рамках изобретения сделана ссылка.
Один дополнительный вариант исполнения предусматривает, что в поглощающем жидкость слое предусмотрены по меньшей мере целлюлозные волокна и двухкомпонентные волокна, удерживающий жидкость слой включает по меньшей мере целлюлозные волокна и SAP-частицы и/или SAP-волокна, распределяющий жидкость слой в преобладающей части имеет целлюлозные волокна, и предусмотрен слой связующего средства, предпочтительно слой латекса.
Отдельные слои абсорбирующей структуры могут включать
- в каждом случае одинаковые сорта целлюлозных волокон,
- в каждом случае различные сорта целлюлозных волокон,
- их смеси,
- химически и/или физически обработанные целлюлозные волокна,
- необработанные целлюлозные волокна,
- смеси из обработанных и необработанных целлюлозных волокон,
- синтетические волокна по отдельности или в смеси с целлюлозными волокнами в обработанной или необработанной форме, а также
- волокна минерального происхождения по отдельности или в смеси с синтетическими и/или целлюлозными волокнами.
Отдельные слои также могут включать исключительно целлюлозные волокна.
При этом отдельный слой может быть сформирован как распределяющий жидкость слой, или удерживающий жидкость слой, или поглощающий жидкость слой внутри слоистой структуры абсорбирующей структуры. Отдельный слой также может быть сформирован как слой в многослойном распределяющем жидкость слое, или удерживающем жидкость слое, или поглощающем жидкость слое.
Понятие «целлюлозные волокна» в рамках изобретения не понимается как ограничительное. Применимы всякие натуральные волокна, которые способны, или химической и/или физической обработкой были сделаны способными поглощать жидкости и предпочтительно также связывать их. Такой же обработке могут быть подвергнуты также синтетические волокна и волокна минерального происхождения.
Под химической обработкой понимаются, например,
- процессы промывания, процессы экстрагирования,
- процессы отбеливания,
- процессы окрашивания,
- процессы фибриллирования с использованием растворителей,
- обработка поверхности, предпочтительно для придания гидрофильности, повышения прочности или упругости, например, путем орошения, погружения, пропитывания, промывания
и тому подобные.
Физическая обработка может быть выполнена
- измельчением и фибриллированием, например, резкой, размалыванием, разбиванием на волокна,
- сортировкой, например, воздушной сепарацией.
Оказалось целесообразным, чтобы поглощающий жидкость слой включал пневмоуложенный слой, который имеет по существу химически и/или физически необработанные целлюлозные волокна. Согласно одному дополнительному варианту исполнения, целлюлозные волокна удерживающего жидкость слоя являются химически и/или физически необработанными.
Один дополнительный вариант исполнения предусматривает, что поглощающий жидкость слой включает поглощающий слой, не содержащий целлюлозы или имеющий лишь незначительное содержание целлюлозы, сформированный как пневмоуложенный слой, который, например, имеет термопластические волокна, например, штапельные волокна, и распределяющий жидкость слой включает пневмоуложенный слой, которые по существу имеют химически и/или физически обработанные целлюлозные волокна. Применением термопластических волокон в качестве преобладающей составной части волокна поглощающий слой может быть улучшен в отношении возобновленного смачивания жидкостью и передачи ее в удерживающий жидкость слой. Для этого поглощающий жидкость слой может быть оснащен приспособленными соответственно цели применения волокнами, например, гидрофобными.
Особенно предпочтительные целлюлозные волокна, типов целлюлозы из южной сосны от фирмы Koch Cellulose LLC, например, были получены и дополнительно обработаны в процессе варки целлюлозы и процессе отбеливания. Например, волокна имеют среднюю длину волокон 2,7 мм, плотность 0,9 г/см3, сопротивление разрыву 414 кПа, влажность 8%, содержание размельчаемых волокон свыше 99,5%, удельную абсорбционную способность 1,5 с/г.
Эти волокна вследствие их обработки пригодны специально для применения в наружных слоях абсорбирующей структуры, то есть, в поглощающем жидкость и распределяющем жидкость слое. В зависимости от типа процесса варки для волокон и процесса отбеливания достижимы определенные комбинации свойств целлюлозных волокон.
Предусмотрено, что химическая и/или физическая обработка целлюлозных волокон пневмоуложенного слоя в поглощающем жидкость слое отличается от химической и/или физической обработки целлюлозных волокон пневмоуложенного слоя в распределяющем жидкость слое.
В удерживающем жидкость слое предпочтительно используются необработанные волокна, предпочтительно из южной сосны. Для этого имеются различные обоснования. Пульпа при добавлении обрабатывающих средств, в частности, средств для поверхностной обработки, теряет поглотительную способность. Чтобы обеспечить наилучшую возможную абсорбцию в удерживающем жидкость слое, предпочтительно используется тип необработанной пульпы. Она может быть лучше всего уплотнена в процессе, так как необработанные волокна хорошо слипаются друг с другом.
В наружных слоях абсорбирующей структуры, которые предпочтительно образованы поглощающим жидкость слоем и распределяющим жидкость слоем, в зависимости от технологического способа используется тип обработанной целлюлозной пульпы, чтобы избежать налипаний на применяемые в процессе связывания устройства, например, на тиснильные валки в каландровой установке. Поверхностная обработка волокон к тому же сокращает слипание волокон между собой и тем самым содействует их способности к уплотнению.
Целлюлозные волокна от фирмы Koch Cellulose LLC типа GP4821 пригодны, например, для применения в наружном слое абсорбирующей структуры, поскольку их объемистая структура, например, приспособлена к требованиям процесса каландрования для уплотнения слоистой структуры.
Согласно одному варианту исполнения, предложена абсорбирующая структура, в которой
- поглощающий жидкость слой содержит по меньшей мере целлюлозные волокна в диапазоне между 60% по весу до 70% по весу, и двухкомпонентные волокна в диапазоне между 30% по весу до 40% по весу, в расчете на общий вес поглощающего жидкость слоя,
- удерживающий жидкость слой имеет по меньшей мере целлюлозные волокна и SAP-частицы и/или SAP-волокна в диапазоне между 15% по весу до 35% по весу, в расчете на общий вес абсорбирующей структуры, и
- распределяющий жидкость слой имеет в преобладающей части целлюлозные волокна, предпочтительно 100% по весу, в расчете на его общий вес.
К тому же абсорбирующий слой может иметь дополнительный связующий слой, например, слой латекса, который размещен на распределяющем жидкость слое.
Возможный способ получения абсорбирующей структуры может, например, включать по меньшей мере следующие стадии, причем последовательность стадий может быть изменена:
укладка первого слоя, предпочтительно пневмоуложенного слоя, который предпочтительно включает по меньшей мере целлюлозные волокна и двухкомпонентные волокна, и/или высокообъемистого слоя нетканого материала из термопластических волокон, для формирования поглощающего жидкость слоя,
укладка второго пневмоуложенного слоя для формирования удерживающего жидкость слоя, который включает по меньшей мере целлюлозные волокна и SAP-частицы и/или SAP-волокна,
укладка третьего пневмоуложенного слоя для формирования распределяющего жидкость слоя,
предпочтительно нанесение слоя связующего средства, предпочтительно слоя латекса, на слой, предпочтительно на полученную таким образом слоистую структуру,
предпочтительно проведение слоистой структуры через нагревательное устройство, чтобы связать слоистую структуру,
подача по меньшей мере одного слоя, предпочтительно слоистой структуры, на каландр, включающий по меньшей мере один гладкий валок и опорный валок, предпочтительно с выпуклостями, которые образуют зазор каландра,
уплотнение по меньшей мере одного слоя, предпочтительно слоистой структуры, в зазоре каландра, причем SAP-частицы и/или SAP-волокна из удерживающего жидкость слоя внедряются в распределяющий жидкость слой, и образуется проницаемый для жидкости контакт между удерживающим жидкость слоем и распределяющим жидкость слоем.
В частности, с помощью подобного устройства получается абсорбирующая структура, как она описана выше и еще подробнее впоследствии.
Например, один вариант исполнения предусматривает, что сначала распределяющий жидкость слой, например, распределяющий слой на основе пульпы, из первой формующей головки укладывается или, соответственно, вытягивается на ленточное сито. Например, для этого дополнительно сначала и/или позднее присоединяется слой из мягкой тонкой бумаги. На сформированном распределяющем жидкость слое размещается удерживающий слой и затем поглощающий слой. На основе этой конфигурации, например, предусмотрен каландр, который имеет валки с размещенными внизу тиснильными выпуклостями, так что выпуклости приходят в непосредственный контакт с распределяющим слоем или, соответственно, мягкой тонкой бумагой. Суперабсорбентный материал может быть, например, самостоятельно перенесен в процессе вибрационного воздействия из удерживающего слоя в расположенный ниже распределяющий слой с использованием силы тяжести. Этот слой может быть, например, закреплен последующей тепловой обработкой и/или воздействием давления, или другим способом уплотнения.
Один дополнительный вариант осуществления предусматривает способ получения абсорбирующей структуры, который включает по меньшей мере следующие стадии:
- укладка первого пневмоуложенного слоя для формирования поглощающего жидкость слоя, который предпочтительно включает по меньшей мере целлюлозные волокна и двухкомпонентные волокна,
- укладка второго пневмоуложенного слоя для формирования удерживающего жидкость слоя, который включает по меньшей мере целлюлозные волокна и SAP-материал, предпочтительно SAP-частицы и/или SAP-волокна,
- укладка третьего пневмоуложенного слоя для формирования распределяющего жидкость слоя,
- предпочтительно нанесение слоя связующего средства, предпочтительно слоя латекса, на полученную таким образом слоистую структуру,
- предпочтительно проведение слоистой структуры через нагревательное устройство, чтобы связать слоистую структуру,
- подача слоистой структуры на каландр, включающий по меньшей мере один первый гладкий валок и опорный валок, предпочтительно с выпуклостями, которые образуют зазор каландра, и
- уплотнение слоистой структуры в зазоре каландра, причем SAP-частицы и/или SAP-волокна из удерживающего жидкость слоя внедряются в распределяющий жидкость слой, и образуется проницаемый для жидкости контакт между удерживающим жидкость слоем и распределяющим жидкость слоем.
Например, предпочтительно предусматривается, что между двумя следующими друг за другом формующими головками для изготовления данного пневмоуложенного слоя предусмотрено подведение SAP. Этим путем может быть особенно отрегулировано внедрение SAP-материалов в соседний слой. Так, например, с помощью первой формующей головки образуется удерживающий жидкость слой, и с помощью второй головки распределяющий жидкость слой. В этой ситуации также имеется возможность, что при изготовлении удерживающего жидкость слоя вводится другой SAP-материал, нежели материал, применяемый между обоими слоями. Но есть также возможность, что оба SAP-материала являются одинаковыми.
Стадии могут быть исполнены в приведенной последовательности, или же в другом порядке.
Один дополнительный вариант осуществления предусматривает, что расположение валков, которое используется в способе, включает регулирование давления, с помощью которого достигается смещение и внедрение SAP-частиц и/или SAP-волокон, уложенных посредством второго устройства для формирования пневмоуложенного слоя, в смежные области целлюлозных волокон. В частности, они могут быть вдавлены в смежные области другого слоя.
Согласно одному варианту исполнения, каландр может иметь два гладких валка. Но каландр также может включать гладкий валок, а также валок с тиснильными выпуклостями. Кроме того, существует возможность, что, например, с помощью гладкого валка подводится дополнительное тепло, благодаря чему обеспечивается выглаживание поверхности слоистой структуры. Например, этим путем могут быть изменены характеристики открытых пор на поверхности материала, в частности, они могут быть уменьшены. Дополнительная возможность связывания следует, например, из патентного документа DE 10218259 А1, на который в рамках изобретения сделана ссылка в этом отношении.
Соединение пневмоуложенных слоев между собой, а также волокон в отдельном пневмоуложенном слое может быть выполнено путем расплавления слоя связующего средства и/или SAP-частиц и/или SAP-волокон. Также применимы другие связующие средства, например, такие как латекс, который, например, может быть набрызган. Могут быть также применены клеевые средства, которые, например, набрызганы, например, с помощью системы распылительных сопел. Нанесение связующего средства может быть проведено на всей поверхности, а также не на всю поверхность, например, в форме регулярного, или же в форме нерегулярного рисунка. Также может быть использована, например, пленка, которая при нагревании слоев расплавляется, и при этом слои и/или волокна сцепляются друг с другом.
Один дополнительный вариант осуществления предусматривает, что в способе дополнительно предусмотрен третий пневмоуложенный слой на втором пневмоуложенном слое для формирования поглощающего жидкость слоя, который включает по меньшей мере целлюлозные волокна и двухкомпонентные волокна. Например, также предусмотрено, что во время исполнения способа на желательных местах проводятся следующие стадии:
- нанесение слоя латекса на распределяющий жидкость слой,
- проведение полученной таким образом слоистой структуры через нагревательное устройство, чтобы активировать двухкомпонентные волокна и связать целлюлозные волокна,
- подача слоистой структуры на каландр, и
- уплотнение слоистой структуры в зазоре каландра.
Оказалось предпочтительным изготовление абсорбирующей структуры в поточной линии. Этим путем может быть обеспечено устранение границ между отдельными слоями абсорбирующей структуры и перемешивание волокон данных смежных слоев.
Но наряду с этим возможно изготовление абсорбирующей структуры применением отдельных производственных стадий. Например,
- единичные слои могут быть сформированы по отдельности и соединены в последующем процессе связывания в слоистую структуру, которая образует абсорбирующую структуру,
- могут быть приготовлены предварительные многослойные детали, препреги и тому подобные из одного или нескольких слоев, которые затем с последующими слоями образуют абсорбирующую структуру.
При этом предварительные многослойные детали или препреги могут включать составные части одного или нескольких функциональных слоев. Под функциональным слоем понимается, например, распределяющий жидкость слой, или удерживающий жидкость слой, или поглощающий жидкость слой, или же их составные части, например, такие как частичный слой, или связующий слой, или слой SAP-частиц и/или SAP-волокон, или слой, включающий двухкомпонентные волокна.
Согласно одной дополнительной идее изобретения, предложено устройство для получения абсорбирующей структуры, которое включает по меньшей мере следующие компоненты:
ленточное сито для укладки пневмоуложенных слоев для формирования слоистой структуры,
первое устройство для формирования пневмоуложенного слоя, с помощью которого могут быть вытянуты по меньшей мере целлюлозные волокна, которые образуют пневмоуложенный слой,
второе устройство для формирования пневмоуложенного слоя, с помощью которого по меньшей мере целлюлозные волокна и SAP-частицы и/или SAP-волокна могут быть уложены на пневмоуложенный слой, и предпочтительно образуют второй пневмоуложенный слой,
устройство для укладки дополнительного слоя;
устройство для нанесения, с помощью которого может быть нанесено связующее средство, предпочтительно слой латекса,
нагревательное устройство, в котором могут быть активированы двухкомпонентные волокна и/или связующее средство,
расположение валков, предпочтительно каландр, с помощью которого слоистая структура может быть уплотнена,
и устройство для подведения SAP-частиц и/или SAP-волокон, которые подводятся по меньшей мере с дозированием и предпочтительно также позиционным регулированием при частичном внедрении в целлюлозные волокна пневмоуложенного слоя, которые являются смежными с целлюлозными волокнами из второго устройства для формирования пневмоуложенного слоя.
Последовательность компонентов может отличаться от вышеуказанной последовательности. В частности, с помощью подобного устройства получается такая абсорбирующая структура, как описанная выше и еще более подробно впоследствии.
Кроме того, предпочтительно предусмотрено устройство для подготовки двухкомпонентных волокон, которые вместе с целлюлозными волокнами могут быть уложены на ленточное сито и образуют пневмоуложенный слой. В установку также может быть встроено третье устройство для формирования пневмоуложенного слоя, с помощью которого на ленточное сито могут быть уложены по меньшей мере целлюлозные волокна. Например, абсорбирующая структура может иметь три пневмоуложенного слоя, которые связаны между собой.
Один вариант осуществления предусматривает дополнительный вариант исполнения устройства для получения абсорбирующей структуры, включающего по меньшей мере:
- ленточное сито для укладки пневмоуложенных слоев для формирования слоистой структуры,
- первое устройство для формирования пневмоуложенного слоя, с помощью которого могут быть вытянуты по меньшей мере целлюлозные волокна, и предпочтительно устройство для подготовки двухкомпонентных волокон, которые укладываются вместе с целлюлозными волокнами на ленточное сито и образуют первый пневмоуложенный слой,
- второе устройство для формирования пневмоуложенного слоя, с помощью которого по меньшей мере целлюлозные волокна и SAP-частицы и/или SAP-волокна могут быть уложены на первый пневмоуложенный слой, и предпочтительно образуют второй пневмоуложенный слой, причем второе устройство для формирования пневмоуложенного слоя предпочтительно вносит SAP-частицы с дозированием и позиционным регулированием,
- третье устройство для формирования пневмоуложенного слоя, с помощью которого на ленточное сито могут быть уложены по меньшей мере целлюлозные волокна,
- устройство для нанесения, через которое на слоистую структуру может быть нанесено связующее средство, предпочтительно слой латекса,
- нагревательное устройство, в котором могут быть активированы двухкомпонентные волокна и/или связующее средство,
- расположение валков, предпочтительно каландр, с помощью которого слоистая структура может быть уплотнена, и может регулироваться давление, с помощью которого достигается смещение и внедрение SAP-частиц, уложенных посредством второго устройства для формирования пневмоуложенного слоя, в смежные области целлюлозных волокон.
Один дополнительный вариант исполнения предусматривает, что между двумя формующими головками, предпочтительно второй и третьей формующей головкой, для получения данного пневмоуложенного слоя, предусмотрено подающее устройство, с помощью которого может быть подведен по меньшей мере один суперабсорбентный материал, предпочтительно SAP-частицы и/или SAP-волокна. Подобное подающее устройство, дополнительно или альтернативно, также может быть предусмотрено в другом месте вдоль установки.
Дозирование SAP-частиц и/или SAP-волокон может различаться по ширине материала. Также существует возможность размещения, в частности, укладки, различных SAP-материалов по ширине материала в различных местах, а также в тех же местах. Один вариант исполнения предусматривает, что SAP-частицы в слое размещены по-разному по толщине материала. Позиционное регулирование выполняется, например, целенаправленной ориентацией введения SAP-материала. Также имеется возможность автоматического выполнения этого позиционного регулирования, например, с помощью датчиков, обработки анализируемых изображений или тому подобного. Также существует возможность того, что автоматически проверяется положение SAP-частиц и/или SAP-волокон в слое, например, с помощью детектирования SAP-частиц и/или SAP-волокон. Для этого SAP-частицы и/или SAP-волокна могут иметь детектируемую маркировку, например, специальный материал, краску или нечто иное. Это, например, позволяет проводить корректирование по ходу исполнения способа получения.
Один дополнительный вариант осуществления предусматривает устройство, в котором в одном каландре, наряду с первым гладким валком и опорным валком с выпуклостями, которые образуют зазор каландра, предусмотрен второй гладкий валок, который таким образом размещен относительно опорного валка, что образует второй зазор между валками, в котором при проходе абсорбирующей структуры с поглощающим жидкость слоем второй гладкий валок приходит в контакт с поглощающим жидкость слоем. Гладкий и тиснильный валки могут быть нагреваемыми. Тем самым поглощающий жидкость слой получает дополнительное уплотнение и гладкость. В этом расположении распределяющий жидкость слой абсорбирующей структуры приходит в контакт с выпуклостями на опорном валке.
Непосредственно сразу после формирования слоев может выполняться дополнительная обработка абсорбирующих структур. Но абсорбирующие структуры могут быть также еще совместно намотаны или проведены через устройство для фестонирования. Дополнительная обработка может быть выполнена впоследствии в другом месте. Дополнительная обработка может включать, например, нанесение покрытия, дополнительное ламинирование одним или многими другими слоями, резку в продольном и/или поперечном направлении, дополнительное уплотнение и/или связывание, растяжение и/или другой этап.
Компоненты устройства для получения пневмоуложенного слоя и их конкретное применение следуют, например, из патентного документа DE 102004009556 А1, который относится к получению волокнистого полотна из целлюлозных волокон, патентного документа DE 10200421453 А1, который относится к формующей головке, а также к способу получения пневмоуложенного слоя, из патентного документа DE 102004056154 А1, который относится к транспортному устройству. Кроме того, из патентного документа DE 10327026 А1 следует способ получения волокнистого нетканого материала по пневмоуложенному способу, а также пригодное для этого волокно. Из патентного документа DE 19918343 А1 следует еще один пневмоуложенный способ и пневмоуложенный слой, в котором также применяется связующее волокно. Из патентного документа WO 2005/080655 А1 опять может быть заимствована конструкция пневмоуложенной установки с различными дополнительными компонентами, и их расположение и назначение. Детектирование SAP-материала и его контролируемое дозирование и возможное корректирование, так же как изготовление отделенных друг от друга абсорбирующих структур, следует, например, из патентного документа WO 03/034963 А2.
Вышеуказанные печатные материалы, а также названные там сравнения с прототипом, предоставляют дополнительные возможности того, как может быть исполнено устройство. В рамках описания изобретения на эти печатные материалы, а также на указанные во введении прототипы, сделана ссылка во всей их полноте.
Абсорбирующая структура может быть применена в
- гигиенических продуктах, например, таких как детские пеленки, предметы женской гигиены, продукты против недержания, платки для снятия грима,
- продукты медицинского назначения, например, такие как операционные простыни, и
- промышленные продукты, например, такие как покровные маты, материалы для вытирания, и
- упаковки для продуктов питания с абсорбцией жидкости.
Для этого сама абсорбирующая структура может образовывать по меньшей мере одну наружную поверхность, предпочтительно обе наружных поверхности продукта. Но абсорбирующая структура может быть также по меньшей мере на одной стороне, например, также на каждой стороне, предпочтительно соединенная по меньшей мере с одним дополнительным покровным слоем.
Дополнительные предпочтительные варианты исполнения и дополнительные варианты осуществления настоящего изобретения подробнее разъясняются с помощью нижеследующих примеров, которые также представлены в чертежах. Приведенные при этом признаки не ограничиваются отдельным вариантом исполнения, но могут сочетаться между собой, а также с дополнительными вышеописанными признаками для дополнительных вариантов осуществления, которые все же здесь конкретно не приведены. Как показано:
Фиг.1-4 схематически представляют виды поперечных сечений различных связанных абсорбирующих структур с использованием пневмоуложенных нетканых материалов,
Фиг.5 схематически представляет вид первой возможной конструкции производственного устройства, и
Фиг.6 схематически представляет вид второй возможной конструкции производственного устройства.
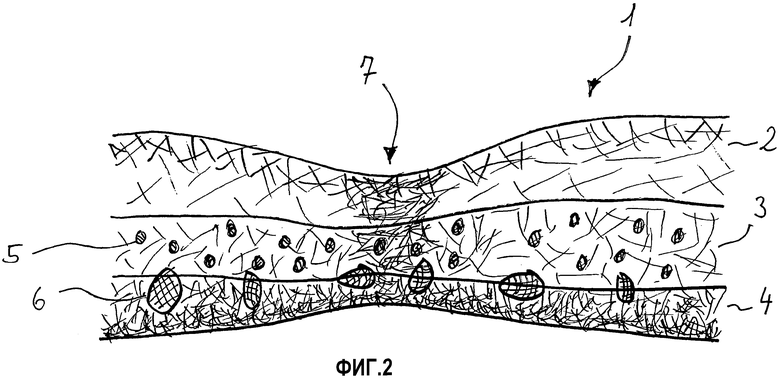
Представленная на фиг.1 абсорбирующая структура 1 была приготовлена из трех слоев пневмоуложенного материала, которые размещены один поверх другого и были связаны друг с другом в последующем процессе каландрования с использованием тепла и давления. Слоистая структура имеет следующие слои:
- поглощающий жидкость слой 2 из целлюлозных и двухкомпонентных волокон,
- удерживающий жидкость слой 3 из целлюлозных волокон и с первыми 5 и вторыми 6 SAP-частицами, а также
- распределяющий жидкость слой 4 из целлюлозных волокон.
Соответственно типу процесса укладки пневмоуложенных слоев и процесса связывания, который был использован для получения абсорбирующей структуры и который в этом случае представляет собой поточный процесс, отдельные пневмоуложенные слои распределяющего жидкость слоя 4, удерживающего жидкость слоя 3 и поглощающего жидкость слоя 2 внутри граничных областей не переходят друг в друга, причем волокна смежных областей разделены между собой идентифицируемой проведенной границей. Эта проведенная граница, например, может быть явственно выделена с помощью различных по цвету волокон в различных слоях. Пневмоуложенные слои внутри слоистой структуры хорошо различимы между собой. В обоих наружных краевых слоях, например, различимо более сильное уплотнение волокон. Первые и вторые SAP-частицы 5, 6 размещены в абсорбирующей структуре с распределением в случайном порядке и по меньшей мере местами склеены с волокнами. В средней области абсорбирующей структуры различимы немногочисленные мелкие полости, в которых не размещены ни волокна, ни SAP-частицы.
На фиг.2 представлена слоистая структура, которая демонстрирует другое место того же материала, нежели согласно фиг.1, в примерном схематическом изображении. Явственно различима точка 7 связывания, в которой имеет место значительно более сильное уплотнение материала. Кроме того, пневмоуложенные слои внутри слоистой структуры в обеих фигурах являются отличимыми друг от друга. На фиг.2 очевидно, что предпочтительно также в обоих наружных краевых слоях абсорбирующей структуры 1 проведено более сильное уплотнение волокон, чем в средней области.
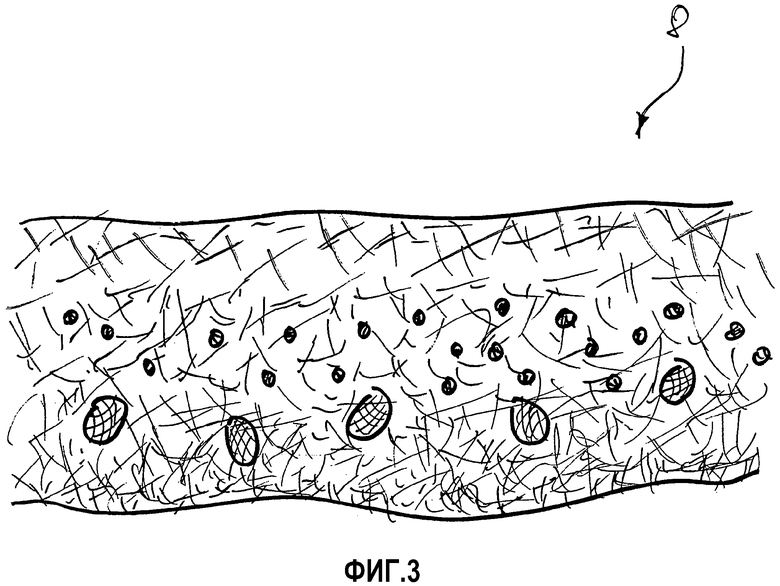
Фиг.3 показывает вторую слоистую структуру 8 без вышеуказанного различия между краевыми областями и данной средней областью абсорбирующей структуры. Различимы только совсем слабые изолированные более сильные уплотнения как в средней, так и в краевых областях абсорбирующей структуры, но видны также отдельные полости. Но слои переходят друг в друга; четкие границы отсутствуют, но присутствует смешанная область.
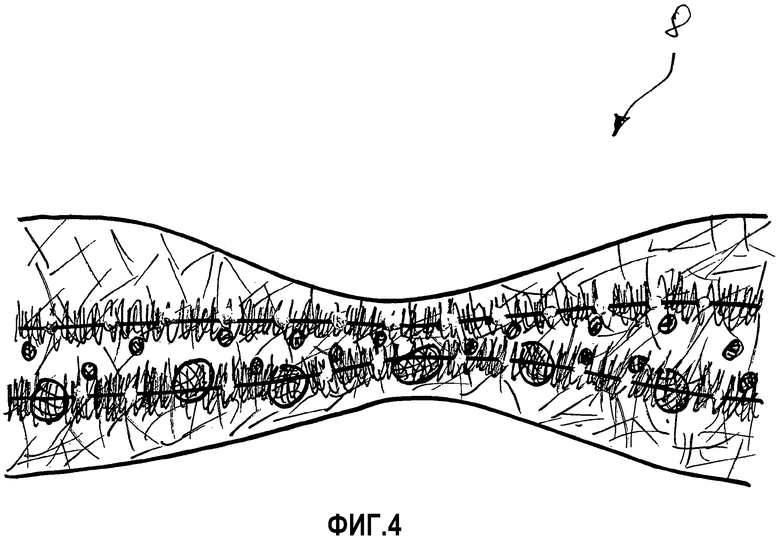
Эта тенденция к унификации слоев во время процесса укладки и связывания еще сильнее различима на фиг.4, которая тоже включает материал согласно фиг.3. Абсорбирующая структура 8 имеет почти единообразное уплотнение волокон, в частности, вследствие уплотнения, какое имеет место в области связывания. Отдельные пневмоуложенные слои уже более не являются различимыми. Даже в областях, в которых размещены SAP-частицы, которые во время формирования слоев и связывания могли бы рассматриваться как дефекты, неразличимы никакие различия в отношении уплотнения или расположения полостей. От средней до нижней области абсорбирующей структуры SAP-частицы размещены распределенными в произвольном порядке. Материал имеет по существу равномерное уплотнение. Этот эффект может быть достигнут, когда для получения абсорбирующей структуры применяются слои, которые по существу включают одинаковый материал и предпочтительно также со сходной толщиной материала. Например, после процесса связывания толщина уже неразличимых между собой слоев по существу в каждом случае является одинаковой. При этом условии и при том факте, что SAP-частицы больше всего различимы в нижней части абсорбирующей структуры, SAP-частицы внедряются из удерживающего жидкость слоя в распределяющий жидкость слой. Это также может быть сделано заметным с помощью окрашивания.
Кроме того, из фиг.4 следует такая возможность, что может иметь место смешанная зона. Эта смешанная зона обозначена пунктирной линией как намеченная срединная линия между двумя слоями, причем волокна одного слоя перемешаны с волокнами другого слоя в участках, которые выделены штрихами, проведенными перпендикулярно срединной линии.
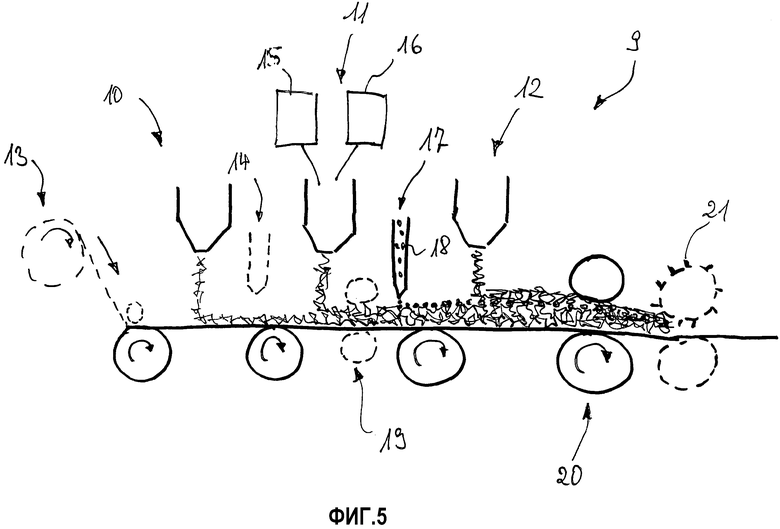
Фиг.5 показывает схематический вид возможной конструкции устройства 9 для получения абсорбирующей структуры, включающей пневмоуложенные слои. Устройство 9 представлено как поточный процесс с одним первым, одним вторым и одним третьим устройством 10, 11, 12 для формирования пневмоуложенных слоев. Например, также представлено, что один пневмоуложенный слой также является предварительно приготовленным. Для этого пунктиром представлен каландр 13 с размоточным узлом. Два или все пневмоуложенные слои также могут быть приготовлены предварительно и лишь затем объединены между собой. Между первым и вторым устройством 10, 11 для формирования пневмоуложенных слоев, например, может быть размещено первое подающее устройство 14. Оно обозначено пунктиром. С его помощью, например, может быть подведен SAP-материал и/или связующий материал, предпочтительно между двумя пневмоуложенного слоями. В качестве примера представлено, что второе устройство 11 для формирования пневмоуложенного слоя смешивает друг с другом первый и второй материал 15, 16, прежде чем смесь обоих материалов 15, 16 также будет уложена на ленточное сито. Подобная смесь может быть приготовлена смешением, например, целлюлозных волокон со связующими волокнами, целлюлозных волокон с SAP-волокнами и/или частицами, а также в других комбинациях. Подобное смешение может быть выполнено не только с помощью второго устройства 11 для формирования пневмоуложенного слоя. Скорее, для подобной цели может быть предусмотрено также первое и/или третье устройство 10, 12 для формирования пневмоуложенных слоев. Между первым и третьим устройством 10, 12 для формирования пневмоуложенного слоя размещено второе подающее устройство 17. Там, например, подводится суперабсорбентный материал 18, который в конечном итоге внедряется из удерживающего жидкость слоя в распределяющий жидкость слой. После второго формирующего устройства 11 ниже по потоку может быть размещено, например, нагревательное устройство 19. Нагревательное устройство 19 здесь представлено как каландр с гладкими валками. Но может быть предусмотрено также устройство для инфракрасного нагревания, участок печи или иное нагревательное устройство. Тем самым может быть, например, активировано связующее волокно, так что соединяются между собой волокна обоих находящихся друг над другом слоев, но также в каждом случае внутри слоев. Кроме того, применением каландра с гладкими валками к промежуточному материалу может быть приложено давление и тем самым выполнено первое уплотнение. Затем проведенный через второе подводящее устройство 18 материал покрывается волокнами, которые укладываются из третьего устройства 12 для формирования пневмоуложенного слоя. По окончании этого может следовать опять упрочнение, например, как представлено с помощью нагреваемого каландра 20 в качестве упрочняющего устройства. Но упрочняющее устройство может предусматривать, например, также уплотнение с помощью гидравлической струи. Дополнительное упрочнение получается, например, применением каландра с выпуклостями 21. В результате этого слоистой структуре может быть придано дополнительное поверхностное свойство, например, рисунок, создание остающейся открытой поверхности, вытеснение SAP-материала из одного слоя в другой соседний слой. Кроме того, могут найти применение компоненты устройства, а также базовая конструкция, которые следуют из патентного документа WO 00/74620, и на который в пределах изобретения сделана ссылка во всей полноте.
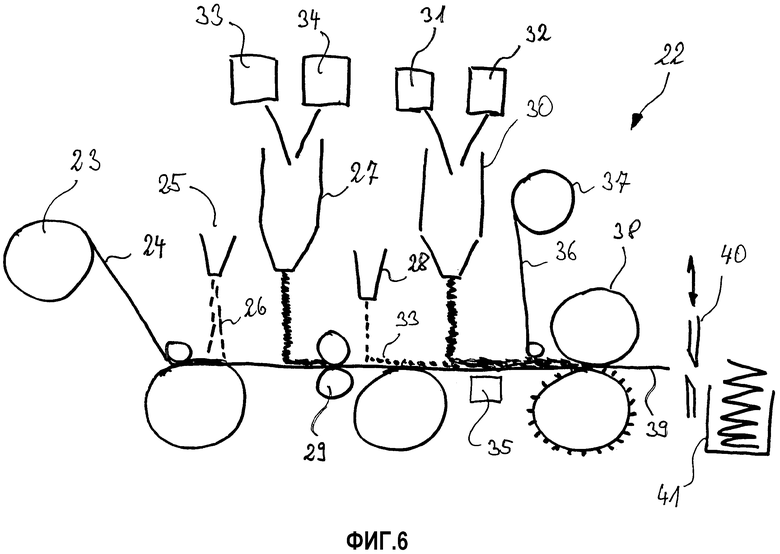
Фиг.7 показывает вторую возможную принципиальную конструкцию производственной установки 22. С размоточного устройства 23 на дополнительную обработку подается мягкая тонкая бумага 24, то есть уложенный во влажном состоянии волокнистый материал. Мягкая тонкая бумага, например, может быть оснащена связующим средством 26 из устройства 25 для нанесения связующего средства. Связующее средство 26 может включать связующие волокна, нанесенный распылением латекс и/или другое средство, пригодное для связывания волокон. Устройство 25 для нанесения связующего средства также не обязательно должно быть размещено в этом месте. Скорее, связывающее устройство может быть также размещено, например, лишь после устройства 27 для укладки пневмоуложенного слоя и устройства 28 для подведения SAP-материала для нанесения первого SAP, когда они покрыли мягкую тонкую бумагу 24 в каждом случае своими материалами. Тогда связующее средство 26 может служить для того, чтобы стабилизировать SAP в слое, в частности, закрепить его. Связующее средство может быть также использовано для того, чтобы изменить размер пор, в частности, уменьшить их. Но, несмотря на нанесение связующего средства, эта область предпочтительно остается проницаемой для воздуха и жидкости. Отчасти она может быть способной удерживать по меньшей мере жидкость. При представленном технологическом режиме на мягкую тонкую бумагу укладывается пневмоуложенный материал, и с помощью последующего каландрования при нагревании и под давлением уплотняется и связывается. Каландр 29 для этого может быть нагреваемым и различным образом регулируемым в отношении величины своего зазора. После уплотнения на образованный таким образом распределяющий жидкость слой укладывается последующий пневмоуложенный материал с помощью второго устройства 30 для укладки пневмоуложенного слоя. При этом целлюлозные волокна смешиваются со вторым SAP-материалом 32, и затем совместно укладываются. Прежде всего устройство для подведения SAP-материала может, но не обязательно должно укладывать первый SAP 33 непосредственно на распределяющий жидкость слой. Кроме того, распределяющий жидкость слой, наряду с целлюлозными волокнами, может включать также SAP-материал 34. Но весовое содержание первого и второго SAP-материала в совокупности является более высоким, чем весовое содержание SAP-материала 34. При перемещении в ходе производственного процесса, в частности через вибрационную машину 35, которая, например, воздействует непосредственно на конвейерную ленту, может быть обусловлена миграция SAP в распределяющий жидкость слой. Для влияния на миграцию может быть предусмотрено регулирование частоты вибрационной машины 35 сообразно скорости ленты. Вибрация и вызываемая ею миграция также может быть вызвана перемещением в самой производственной установке, например, в результате преднамеренно неамортизированной передачи толчков. Например, может быть целенаправленно использовано перемещение ленты, чтобы инициировать миграцию SAP-материала. Мягкая тонкая бумага предпочтительно имеет размер пор, который является меньшим, чем размер SAP-частиц. Поэтому если SAP мигрирует в распределяющий жидкость слой, или возможно уже сам там находится, мягкая тонкая бумага препятствует утечке и повреждениям ленточного сита, на котором перемещаются слои. Поглощающий жидкость слой 36, например, приготовлен предварительно и подводится со сматыванием с разматывающего устройства 37. Поглощающий жидкость слой предпочтительно включает термопластические волокна, в частности, поглощающий жидкость слой состоит из термопластических волокон. Последующий каландр 38 дополнительно уплотняет и связывает слои друг с другом посредством давления и температуры. Профилирование, в частности, расположение областей повышенного связывания на одном из валков каландра, предпочтительно выполняется на стороне, обращенной к распределяющему жидкость слою. Противолежащий предпочтительно гладкий валок, напротив, обращен к поглощающему жидкость слою. Путем каландрования может быть достигнуто дополнительное смещение и, соответственно, внедрение SAP из удерживающего жидкость слоя в распределяющий жидкость слой. Дополнительная обработка образованной таким образом абсорбирующей структуры 39 может быть выполнена непосредственно вслед за этим, например, с помощью режущего устройства 40, которое предпочтительно в продольном и поперечном направлении разделяет по ширине свисающие друг на друге отдельные абсорбирующие структуры, и, соответственно, делает их транспортируемыми, например, с помощью фестонного устройства 41. Например, также может быть предусмотрена производственная установка, которая наряду с примешиванием SAP, подводит другие материалы, например, дезодорирующие материалы, гидрофильные или гидрофобные добавки, также краски, индикаторы, огнезащитные добавки, пленки или прочие. Также может быть выполнено изготовление абсорбирующих структур, как это следует, например, из патентных документов WO 95/03019А1, WO 03/000163А1, и на которые в целом, но также в отношении формы лент и разрезов, сделана ссылка.
Настоящее изобретение относится к абсорбирующей структуре с последовательностью слоев, включающей по меньшей мере один поглощающий жидкость слой, один последующий удерживающий жидкость слой с суперабсорбентным полимером SAP, предпочтительно с SAP-частицами и/или SAP-волокнами, и один последующий распределяющий жидкость слой, причем слои соединены и образуют слоистую структуру, причем по меньшей мере удерживающий жидкость слой и распределяющий жидкость слой, по меньшей мере, возможно, включают пневмоуложенный материал, предпочтительно пневмоуложенный слой, включающий целлюлозные волокна в качестве основной составной части, причем область пневмоуложенного материала в распределяющем жидкость слое имеет более узкие поры, чем область пневмоуложенного материала в удерживающем жидкость слое, и причем удерживающий жидкость слой включает суперабсорбентный полимер, в частности, SAP-частицы, которые внедряются из удерживающего жидкость слоя в распределяющий жидкость слой для создания эффекта обратного всасывания жидкости, которая через поглощающий жидкость слой и удерживающий жидкость слой поступает в распределяющий жидкость слой. 3 н. и 21 з.п. ф-лы, 6 ил.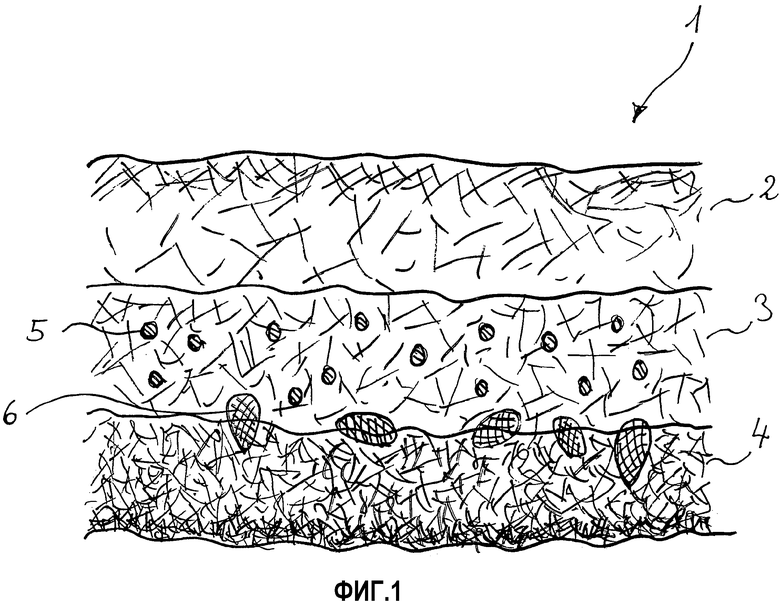
1. Абсорбирующая структура с последовательностью слоев, включающая по меньшей мере один поглощающий жидкость слой (2), один последующий удерживающий жидкость слой (3) с суперабсорбентным полимером SAP в форме SAP-частиц и/или SAP-волокон, и один последующий распределяющий жидкость слой (4), причем слои соединены и образуют слоистую структуру, где по меньшей мере удерживающий жидкость слой (3) и распределяющий жидкость слой (4) по меньшей мере возможно, включают пневмоуложенный материал, включающий целлюлозные волокна в качестве основной составной части, причем область пневмоуложенного материала в распределяющем жидкость слое (4) имеет более узкие поры, чем область пневмоуложенного материала в удерживающем жидкость слое (3), и где удерживающий жидкость слой (3) включает суперабсорбентный полимер, в частности SAP-частицы, которые внедряются из удерживающего жидкость слоя (3) в распределяющий жидкость слой (4) для создания эффекта обратного всасывания жидкости, которая через поглощающий жидкость слой (2) и удерживающий жидкость слой (3) поступает в распределяющий жидкость слой (4), причем более 20% размещенных в удерживающем жидкость слое (3) SAP-частиц и/или SAP-волокон внедряются в распределяющий жидкость слой (4).
2. Абсорбирующая структура по п.1, отличающаяся тем, что поглощающий жидкость слой (2) включает пневмоуложенный материал.
3. Абсорбирующая структура по п.1, отличающаяся тем, что поглощающий жидкость слой (2) включает термопластические волокна.
4. Абсорбирующая структура по п.2, отличающаяся тем, что поглощающий жидкость слой (2) включает термопластические волокна.
5. Абсорбирующая структура по п.3 или 4, отличающаяся тем, что поглощающий жидкость слой (2) включает объемистый нетканый материал из термопластических волокон.
6. Абсорбирующая структура по п.1, отличающаяся тем, что поглощающий жидкость слой (2) включает пневмоуложенный материал, термопластические волокна и объемистый нетканый материал из термопластических волокон.
7. Абсорбирующая структура по п.1, отличающаяся тем, что суперабсорбентный полимер с вытеснением волокон распределяющего жидкость слоя (4) внедряется в него из удерживающего жидкость слоя (3).
8. Абсорбирующая структура по п.1, отличающаяся тем, что поглощающий жидкость слой (2) включает пневмоуложенный материал и термопластические волокна, и суперабсорбентный полимер с вытеснением волокон распределяющего жидкость слоя (4) внедряется в него из удерживающего жидкость слоя (3).
9. Абсорбирующая структура по одному из пп.1, 2, 3, 4, 6 или 7, отличающаяся тем, что суперабсорбентный полимер, предпочтительно SAP-частицы, неравномерно внедряется в распределяющий жидкость слой (4) из удерживающего жидкость слоя (3).
10. Абсорбирующая структура по п.1, отличающаяся тем, что поглощающий жидкость слой (2) включает пневмоуложенный материал и термопластические волокна, и суперабсорбентный полимер с вытеснением волокон распределяющего жидкость слоя (4) внедряется в него из удерживающего жидкость слоя (3), и суперабсорбентный полимер, предпочтительно SAP-частицы, неравномерно внедряется в распределяющий жидкость слой (4) из удерживающего жидкость слоя (3).
11. Абсорбирующая структура по одному из пп.1, 2, 3, 4, 6, 7 или 10, отличающаяся тем, что SAP-частицы и/или SAP-волокна внедряются в удерживающий жидкость слой (3) по меньшей мере на треть своей продольной протяженности.
12. Абсорбирующая структура по п.1, отличающаяся тем, что поглощающий жидкость слой (2) включает пневмоуложенный материал и термопластические волокна, и суперабсорбентный полимер с вытеснением волокон распределяющего жидкость слоя (4) внедряется в него из удерживающего жидкость слоя (3), и суперабсорбентный полимер, предпочтительно SAP-частицы, неравномерно внедряется в распределяющий жидкость слой (4) из удерживающего жидкость слоя (3), и SAP-частицы и/или SAP-волокна внедряются в удерживающий жидкость слой (3) по меньшей мере на треть своей продольной протяженности.
13. Абсорбирующая структура по одному из пп.1, 2, 3, 4, 6, 7, 8, 10 или 12, отличающаяся тем, что более 40% размещенных в удерживающем жидкость слое SAP-частиц и/или SAP-волокон внедряются в распределяющий жидкость слой (4).
14. Абсорбирующая структура по одному из пп.1, 2, 3, 4, 6, 7, 8, 10 или 12, отличающаяся тем, что более 40%, но менее 70% размещенных в удерживающем жидкость слое (3) SAP-частиц и/или SAP-волокон внедряются в распределяющий жидкость слой (4).
15. Абсорбирующая структура по одному из пп.1, 2, 3, 4, 6, 7, 8, 10 или 12, отличающаяся тем, что внедренный в распределяющий жидкость слой (4) SAP-материал после поглощения жидкости по большей части увеличивается в удерживающем жидкость слое (3), нежели в распределяющем жидкость слое (4).
16. Абсорбирующая структура по одному из пп.1, 2, 3, 4, 6, 7, 8, 10 или 12, отличающаяся тем, что внедренные в распределяющий жидкость слой (4) SAP-частицы и/или SAP-волокна после поглощения жидкости, по меньшей мере частично, втягиваются обратно в распределяющий жидкость слой (4).
17. Абсорбирующая структура по п.1, отличающаяся тем, что поглощающий жидкость слой (2) включает пневмоуложенный материал и термопластические волокна, и суперабсорбентный полимер с вытеснением волокон распределяющего жидкость слоя (4) внедряется в него из удерживающего жидкость слоя (3), и суперабсорбентный полимер, предпочтительно SAP-частицы, неравномерно внедряется в распределяющий жидкость слой (4) из удерживающего жидкость слоя (3), и SAP-частицы и/или SAP-волокна внедряются в удерживающий жидкость слой (3) по меньшей мере на треть своей продольной протяженности, и внедренный в распределяющий жидкость слой (4) SAP-материал после поглощения жидкости по большей части увеличивается в удерживающем жидкость слое (3), нежели в распределяющем жидкость слое (4), внедренные в распределяющий жидкость слой (4) SAP-частицы и/или SAP-волокна после поглощения жидкости, по меньшей мере частично, втягиваются обратно в распределяющий жидкость слой (4).
18. Абсорбирующая структура по одному из пп.1, 2, 3, 4, 6, 7, 8, 10, 12 или 17, отличающаяся тем, что слоистая структура внутри распределяющего жидкость слоя (4) и/или удерживающего жидкость слоя (3) и/или поглощающего жидкость слоя (2) и/или в граничной области между распределяющим жидкость слоем (4) и/или удерживающим жидкость слоем (3) и/или поглощающим жидкость слоем (2) имеет полости.
19. Абсорбирующая структура по одному из пп.1, 2, 3, 4, 6, 7, 8, 10, 12 или 17, отличающаяся тем, что полости в удерживающем жидкость слое (3) сформированы более крупными, чем в поглощающем жидкость слое (2) и/или в распределяющем жидкость слое (4).
20. Абсорбирующая структура по одному из пп.1, 2, 3, 4, 6, 7, 8, 10, 12 или 17, отличающаяся тем, что по меньшей мере часть целлюлозных волокон пневмоуложенных слоев распределяющего жидкость слоя (4) и/или удерживающего жидкость слоя (3) и/или поглощающего жидкость слоя (2) перемешаны друг с другом в данной расположенной между ними граничной области.
21. Абсорбирующая структура по одному из пп.1, 2, 3, 4, 6, 7, 8, 10, 12 или 17, отличающаяся тем, что пневмоуложенные слои распределяющего жидкость слоя (4) и/или удерживающего жидкость слоя (3) и/или поглощающего жидкость слоя (2) внутри граничной области переходят друг в друга.
22. Абсорбирующая структура по одному из пп.1, 2, 3, 4, 6, 7, 8, 10, 12 или 17, отличающаяся тем, что распределяющий жидкость слой (4) включает первую и вторую поверхность, причем первая поверхность находится в контакте с удерживающим жидкость слоем (3), и причем распределяющий жидкость слой (4) на своей второй поверхности является более уплотненным, чем на своей первой поверхности.
23. Способ получения абсорбирующей структуры (1) по одному из предшествующих пунктов, включающий по меньшей мере следующие стадии:
- укладка первого слоя, предпочтительно пневмоуложенного слоя, который предпочтительно включает по меньшей мере целлюлозные волокна и двухкомпонентные волокна, и/или высокообъемистого слоя нетканого материала из термопластических волокон, для формирования поглощающего жидкость слоя (2),
- укладка второго пневмоуложенного слоя для формирования удерживающего жидкость слоя (3), который включает по меньшей мере целлюлозные волокна и SAP-частицы и/или SAP-волокна,
- укладка третьего пневмоуложенного слоя для формирования распределяющего жидкость слоя (4),
- предпочтительно нанесение слоя связующего средства, предпочтительно слоя латекса, на слой, предпочтительно на полученную таким образом слоистую структуру,
- предпочтительно проведение слоистой структуры через нагревательное устройство, чтобы связать слоистую структуру,
- подача по меньшей мере одного слоя, предпочтительно слоистой структуры, на каландр, включающий по меньшей мере один гладкий валок и опорный валок, предпочтительно с выпуклостями, которые образуют зазор каландра,
- уплотнение по меньшей мере одного слоя, предпочтительно слоистой структуры, в зазоре каландра, причем более 20% размещенных в удерживающем жидкость слое (3) SAP-частиц и/или SAP-волокон из удерживающего жидкость слоя (3) внедряются в распределяющий жидкость слой (4), и образуется проницаемый для жидкости контакт между удерживающим жидкость слоем (3) и распределяющим жидкость слоем (4).
24. Устройство для получения абсорбирующей структуры по одному из пунктов 1-22 и/или для осуществления способа по п.23, включающее по меньшей мере:
- ленточное сито для укладки пневмоуложенных слоев для формирования слоистой структуры,
- первое устройство (10) для формирования пневмоуложенного слоя, с помощью которого могут быть вытянуты по меньшей мере целлюлозные волокна, которые образуют пневмоуложенный слой,
- второе устройство (11) для формирования пневмоуложенного слоя, с помощью которого по меньшей мере целлюлозные волокна и SAP-частицы и/или SAP-волокна могут быть уложены на пневмоуложенный слой и предпочтительно образуют второй пневмоуложенный слой,
- устройство для укладки дополнительного слоя;
- устройство для нанесения, с помощью которого может быть нанесено связующее средство (26), предпочтительно слой латекса,
- нагревательное устройство, в котором могут быть активированы двухкомпонентные волокна и/или связующее средство (26),
- система валков, предпочтительно каландр, с помощью которого слоистая структура может быть уплотнена,
- и устройство (28) для подведения SAP-частиц и/или SAP-волокон, которые подводятся по меньшей мере с дозированием и предпочтительно также позиционным регулированием при частичном внедрении в целлюлозные волокна пневмоуложенного слоя, которые являются смежными с целлюлозными волокнами из второго устройства (11) для формирования пневмоуложенного слоя.
| US 20020165509 A1, 07.11.2002US 6503854 B1, 07.01.2001US 20030234468 A1, 25.12.2003WO 2005061120 A1, 07.07.2005 |

