Изобретение относится к металлургии, в частности к сталеплавильному производству, и может быть использовано для заполнения стартовой смесью (сыпучим материалом) сталевыпускного канала сталеразливочного ковша при его подготовке для очередной разливки жидкого металла.
Известно устройство для подготовки металлургической емкости по а.с. SU N835638, кл. B22D 41/08, содержащее опору с закрепленной на ней вертикальной осью и привод.
Недостатком устройства является невозможность дозированной подачи продукта (стартовой смеси) в отверстия сталевыпускных каналов для их заполнения перед заливкой ковша металлическим расплавом, следствием чего являются значительные затраты времени на подготовку ковша, которые могут выражаться либо в дозагрузке необходимого количества продукта (стартовой смеси) либо наоборот, в удалении его излишков. А так как металлургический ковш бывает разогрет до температуры 500÷600° и футеровка его выполнена из пекодоломитовых огнеупоров, то нахождение операторов в близковшовой зоне способствует ухудшению санитарно-гигиенических условий труда.
Наиболее близким к предлагаемому техническому решению по технической сущности и достигаемому результату (прототипом), по мнению авторов, является технология заполнения сталевыпускного канала сталеразливочного ковша стартовой смесью по патенту RU №2100143, кл. B22D 41/08, включающая установку ковша на стенд, осмотр сталевыпускного канала ковша с последующей его очисткой, перекрытие сталевыпускного канала шиберным затвором, подведение трубы к упомянутому каналу, дозированную подачу стартовой смеси по центрально-проходному отверстию трубы, заполнение сталевыпускного канала стартовой смесью и отведение трубы.
Недостатком известного технического решения являются значительные затраты времени на позиционирование сталеразливочного ковша (ковши могут быть различной емкости), а также оборудования для засыпки стартовой смеси, высокие эксплуатационные затраты - обслуживание специального устройства, а также чрезмерно высокий расход стартовой смеси (наличие просыпей). Вместе с этим, высокотемпературное излучение (850÷950 C°) и газовые выделения от футеровки ковша ухудшают условия труда обслуживающего персонала.
Задача, на осуществление которой направлено техническое решение - снижение времени подготовки ковша под прием плавки. При этом достигается получение такого технического результата, как снижение температурных потерь футеровкой стальковша, а также снижение расходов стартовой смеси и уменьшение эксплуатационных затрат.
Вышеуказанные недостатки исключаются тем, что в способе подготовки металлургического ковша, включающем установку ковша на стенд, осмотр сталевыпускного канала ковша с последующей его очисткой, подведение трубы к упомянутому каналу, подачу стартовой смеси по центрально-проходному отверстию трубы, заполнение сталевыпускного канала стартовой смесью и перекрытие сталевыпускного канала шиберным затвором, снизу к торцовой поверхности шиберного затвора монтируют направляющую втулку, отверстие которой устанавливают противоположно сталевыпускному каналу ковша, через упомянутое отверстие направляющей втулки в сталевыпускной канал вводят трубу до выступания ее торцовой поверхности над поверхностью днища ковша с образованием притрубной полости, причем стартовую смесь предварительно упаковывают порционно в герметичные контейнеры, а подачу упакованной стартовой смеси ведут снизу с последующим разрушением верхней части контейнера при выходе из трубы и заполнением стартовой смесью образовавшейся притрубной полости по ее периметру, выводят трубу из сталевыпускного канала ковша, а стартовую смесь удерживают в последнем по мере удаления из него трубы; величина зазора по радиусу между отверстием направляющей втулки и наружной поверхностью трубы составляет 0,6÷1,2 максимальной величины фракционного состава стартовой смеси.
Сопоставительный анализ предложенного технического решения с прототипом показывает, что заявляемое техническое решение отличается от известного приемом подачи стартовой смеси в сталевыпускной канал металлургического ковша. Таким образом, заявляемое техническое решение соответствует критерию изобретения «Новизна».
Так как предлагаемое изобретение может быть использовано в металлургической промышленности, а проведение испытаний опытного образца уже показали положительные результаты, следовательно, данное техническое решение соответствует критерию изобретения «Промышленная применимость».
Сравнительный анализ предложенного технического решения не только с прототипом, но и с другими техническими решениями, не позволил выявить существенные признаки, присущие заявленному решению. Отсюда следует, что заявленная совокупность существенных отличий позволяет обеспечить получение вышеуказанного технического результата, что, по мнению авторов, соответствует критерию изобретения «Изобретательский уровень».
Предложенное техническое решение будет понятно из следующего описания и приложенных к нему чертежей.
На фиг.1 схематично изображен фрагмент подачи стартовой смеси и заполнение притрубной полости.
На фиг.2 схематично изображен фрагмент подачи последнего контейнера со стартовой смесью.
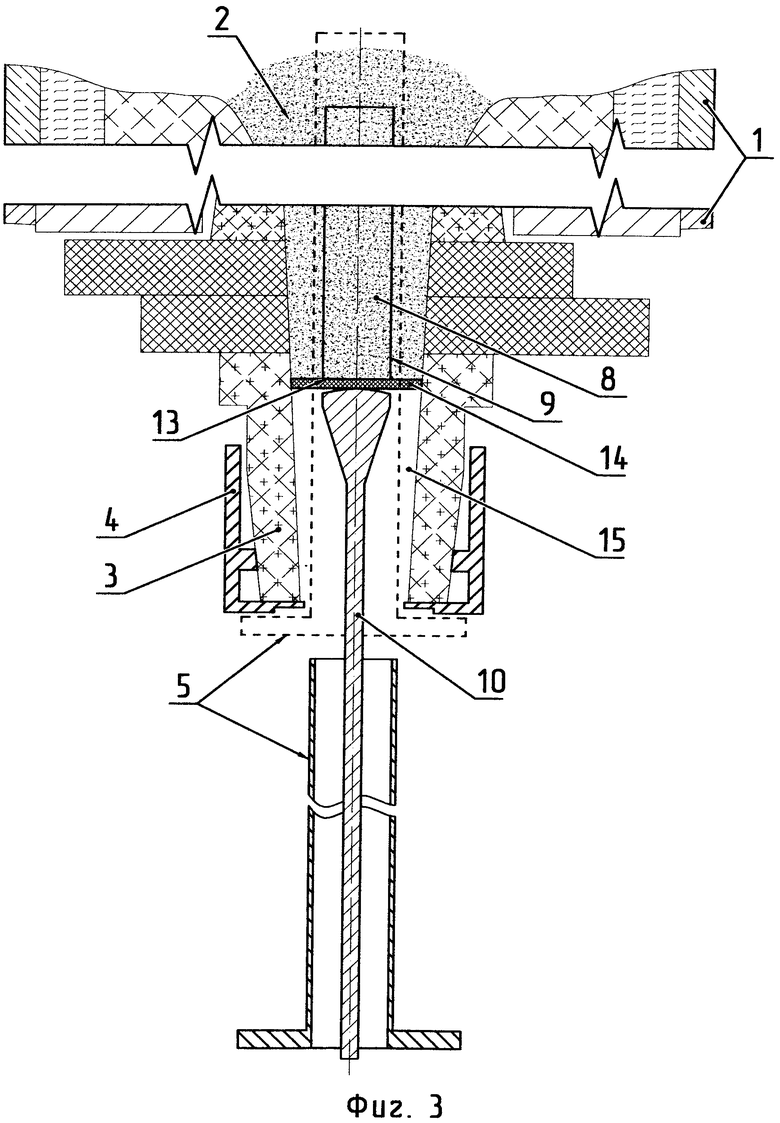
На фиг.3 схематично изображен фрагмент удаления трубы и удержания стартовой смеси в канале.
На фиг.4 изображен вид A фиг.1.
На фиг.5 изображен фрагмент Б фиг.1.
Предлагаемый способ реализуется следующим образом.
Металлургический (сталеразливочный) ковш 1 устанавливают на стенд в вертикальное положение. Затем ведут осмотр сталевыпускного канала 2 ковша 1 с последующей его очисткой. Снизу к торцовой поверхности стакана-коллектора 3 шиберного затвора монтируют направляющую втулку 4, отверстие которой устанавливают противоположно сталевыпускному каналу 2 ковша 1. Через упомянутое отверстие направляющей втулки 4 в сталевыпускной канал 2 вводят тонкостенную трубу 5 до выступания ее торцовой поверхности P над поверхностью днища 6 ковша 1 на величину h с образованием притрубной полости 7 и пристыковывают к торцовой поверхности направляющей втулки 4. Стартовую смесь 8 предварительно упаковывают порционно в герметичные контейнеры 9. Подачу стартовой смеси 8 ведут снизу, подавая упакованные контейнеры 9 через центрально-проходное отверстие трубы 5 при помощи толкателя 10 с последующим разрушением верхней части 11 контейнера 9 при его выходе из трубы 5 и заполнением образовавшейся притрубной полости 7 по ее периметру. Разрушение верхней части 11 контейнера 9 может происходить или из-за воздействия на материал упаковки термического излучения футеровки ковша (температура 850÷950 C°), или за счет взаимодействия с режущими элементами 12, расположенными на выходе из трубы 5. После заполнения притрубной полости 7 между нижним торцом 13 очередного (последнего) контейнера 9 со стартовой смесью 8 и головкой толкателя 10 устанавливают клапан 14 (эластичную прокладку) с наружным диаметром, большим диаметра канала 15 стакана-коллектора 3 шиберного затвора. Контейнер 9 со стартовой смесью 8 и клапаном 14 толкателем 10 подают в трубу 5, при этом нижний торец 13 контейнера 9 фиксируется толкателем 10 в верхней части канала 15 стакана-коллектора 3. Затем трубу 5 выводят из сталевыпускного канала 2 ковша 1, а контейнер 9 со стартовой смесью 8 удерживают при помощи толкателя 10 в сталевыпускном канале 2 по мере удаления из него трубы 5. При выведении трубы 5 величина зазора t по радиусу между отверстием направляющей втулки 4 и наружной поверхностью трубы 5 составляет 0,6÷1,2 максимальной величины фракционного состава стартовой смеси 8. После того как трубу 5 полностью выводят из канала 2 шиберного затвора, клапан 14, распрямившись, перекрывает канал 15 стакана-коллектора 3 шиберного затвора от просыпания стартовой смеси 8. Затем демонтируют толкатель 10 и направляющую втулку 4. Производят перекрытие сталевыпускного канала 2 плитами шиберного затвора. Из канала 15 стакана-коллектора 3 удаляют клапан 14 с остатками контейнера 9 и стартовой смеси 8. Металлургический ковш 1 готов для последующей эксплуатации (приему очередной плавки).
Как показали проведенные испытания, выполнение зазора t по радиусу между отверстием направляющей втулки 4 и наружной поверхностью трубы 5 менее 0,6 максимальной величины фракционного состава стартовой смеси 8 ведет к заклиниванию, а следовательно, снижению производительности выведения трубы 5 из сталевыпускного канала 2 и в итоге - к значительным затратам по обслуживанию сталеразливочных ковшей, что нежелательно.
Выполнение зазора t по радиусу между отверстием направляющей втулки 4 и наружной поверхностью трубы 5 более 1,2 максимальной величины фракционного состава стартовой смеси 8 ведет к ее потере (перерасходу), следовательно, к значительным эксплуатационным затратам, что недопустимо.
Пример.
На участке подготовки ковшей кислородно-конвертерного цеха металлургический (сталеразливочный) ковш, емкостью 160 т, устанавливали на стенд в вертикальное положение. Температура футеровки рабочего слоя составляла 850÷950 C°. При помощи существующего гидропривода перемещением подвижной плиты раскрывали шиберный затвор, а именно сталевыпускной канал. Затем проводили осмотр сталевыпускного канала с последующей его очисткой до диаметра в среднем 70 мм. Снизу к торцовой поверхности стакана-коллектора шиберного затвора монтировали направляющую втулку, отверстие которой с диаметром 67 мм устанавливали противоположно сталевыпускному каналу. Через отверстие направляющей втулки в сталевыпускной канал вводили тонкостенную металлическую трубу длиной 1400 мм с наружным 65 мм и внутренним - 62 мм диаметрами до выступания ее торцовой поверхности над поверхностью днища ковша на величину, равную 300 мм, и фиксировали на торцовой поверхности направляющей втулки при помощи крепежных элементов. Подачу стартовой смеси вели снизу, подавая предварительно упакованные контейнеры через центрально-проходное отверстие трубы при помощи толкателя с последующим разрушением верхней части контейнера при его выходе из трубы и заполнением образовавшейся притрубной полости по ее периметру. После заполнения притрубной полости между нижним торцом последнего контейнера со стартовой смесью и головкой толкателя устанавливали клапан с наружным диаметром, равным 74 мм (чуть большим диаметра (68 мм) канала стакана-коллектора шиберного затвора). Контейнер со стартовой смесью и клапаном толкателем подавали в трубу, при этом нижний торец контейнера фиксировали толкателем в верхней части канала стакана-коллектора. Затем трубу выводили из сталевыпускного канала, при этом контейнер со стартовой смесью удерживали при помощи толкателя в сталевыпускном канале по мере удаления из него трубы. При выведении трубы величина зазора t по радиусу между отверстием направляющей втулки и наружной поверхностью трубы составляла 1,0 мм. После того как труба полностью выводилась из канала шиберного затвора клапан, распрямившись, перекрывал канал стакана-коллектора шиберного затвора от просыпания стартовой смеси. Затем демонтировали толкатель и направляющую втулку. Производилось перекрытие сталевыпускного канала плитами шиберного затвора. Из канала стакана-коллектора удаляли клапан и остатки контейнера со стартовой смесью. Металлургический ковш был готов для последующей эксплуатации (приему очередной плавки).
В качестве стартовой смеси применяли смесь марки Start - FM, массовая доля %: SiO2 - 28, Cr2O3 - 33, Al2O3 - 11, Fe2O3 - 21, MgO - 7, CaО - 0,2. Фракционный состав смеси: мин. - 0,1 мм, макс. - 1,25 мм. Параметры контейнера предварительно упакованной порции стартовой смеси следующие: оболочка была изготовлена из картона фольгированного, толщиной 0,25 мм, наружным диаметром 61 мм и длиной 1200 мм.
Опытно-промышленные испытания показали что, использование предлагаемого технического решения по сравнению с известным позволило в среднем на 5,6% снизить время подготовки ковша под прием плавки, на 20% уменьшить расход стартовой смеси и снизить эксплуатационные расходы на 1,5% на тонну выплавляемой стали. Вместе с этим значительно повысилась безопасность выполнения работ.
Отсюда можно сделать вывод, что задача, на решение которой направлено техническое решение - выполняется, при этом достигается получение вышеуказанного технического результата.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ МЕТАЛЛУРГИЧЕСКОГО КОВША | 2016 |
|
RU2639109C2 |
| Способ заполнения сталевыпускного канала стартовой смесью | 2022 |
|
RU2802042C1 |
| СПОСОБ ПОДГОТОВКИ ШИБЕРНОГО ЗАТВОРА СТАЛЕРАЗЛИВОЧНОГО КОВША | 2018 |
|
RU2682062C1 |
| Катапульта для открытия выпускного канала металлургического ковша с донным шиберным затвором | 2019 |
|
RU2751946C2 |
| БУНКЕР ДЛЯ СЫПУЧИХ МАТЕРИАЛОВ | 2016 |
|
RU2641863C1 |
| УЗЕЛ НИЖНЕЙ ПЛИТЫ ЗАТВОРА, СОДЕРЖАЩИЙ БЕЗБАЙОНЕТНОЕ КРЕПЛЕНИЕ СТАКАНА-КОЛЛЕКТОРА | 2018 |
|
RU2771730C2 |
| Ковшевой шиберный затвор | 2019 |
|
RU2751196C2 |
| СОСТАВНАЯ СТАРТОВАЯ СМЕСЬ ДЛЯ ЗАПОЛНЕНИЯ ВЫПУСКНОГО КАНАЛА СТАЛЕРАЗЛИВОЧНОГО КОВША | 2018 |
|
RU2696609C1 |
| УСТРОЙСТВО ДЛЯ ДОННОГО СЛИВА РАСПЛАВА | 1992 |
|
RU2066595C1 |
| СПОСОБ ТОРКРЕТИРОВАНИЯ СТАЛЕВЫПУСКНОГО ОТВЕРСТИЯ МЕТАЛЛУРГИЧЕСКОГО АГРЕГАТА | 2002 |
|
RU2214459C1 |



Изобретение относится к разливке металлов. Сталевыпускной канал 2 металлургического ковша 1 осматривают и очищают. К торцовой поверхности стакана коллектора 3 шиберного затвора снизу монтируют направляющую втулку 4, отверстие которой противоположно сталевыпускному каналу ковша. В сталевыпускной канал через отверстие направляющей втулки вводят трубу 5 для подачи стартовой смеси до выступания торцовой поверхности трубы над поверхностью днища ковша. Стартовую смесь, предварительно упакованную в герметичные контейнеры, подают через трубу снизу с помощью толкателя 10. После разрушения верхней части контейнеров и заполнения стартовой смесью полости сталевыпускного канала по периметру трубы выводят трубу из сталевыпускного канала при удерживании в нем толкателя со стартовой смесью, демонтируют толкатель и направляющую втулку и перекрывают сталевыпускной канал шиберным затвором. Обеспечивается снижение времени подготовки ковша и уменьшение расхода стартовой смеси. 1 з.п. ф-лы, 5 ил.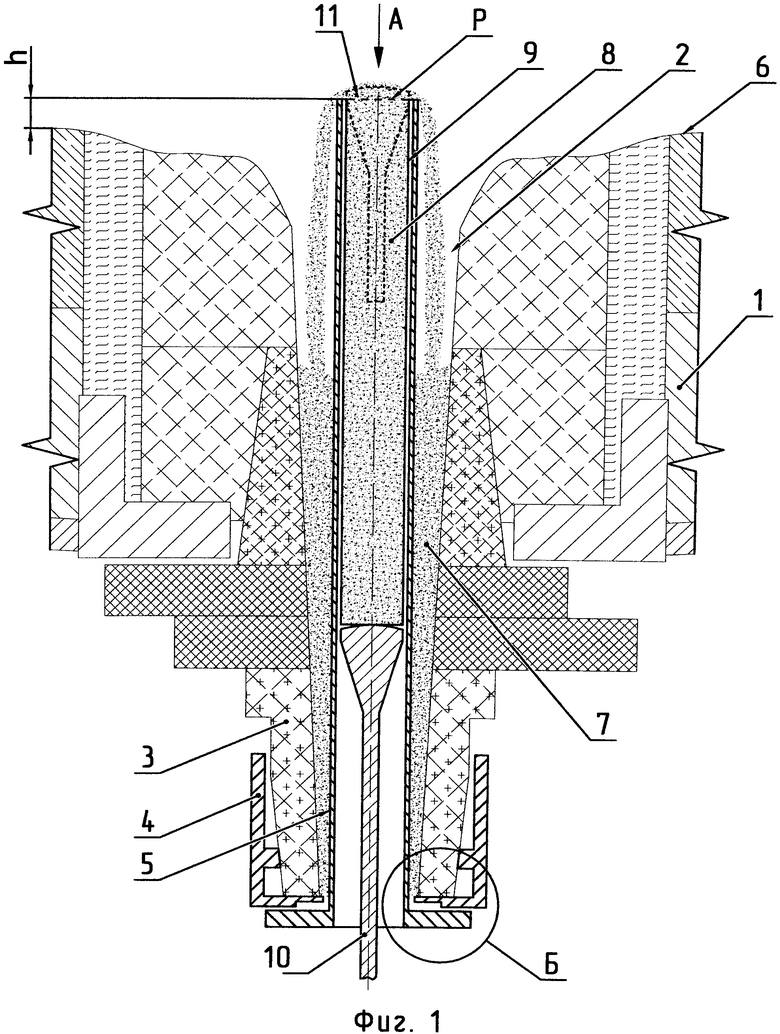
1. Способ подготовки металлургического ковша с шиберным затвором, включающий осмотр и очистку его сталевыпускного канала, подачу стартовой смеси по трубе в сталевыпускной канал до его заполнения и вывод трубы для подачи стартовой смеси из сталевыпускного канала ковша, отличающийся тем, что к торцовой поверхности стакана коллектора шиберного затвора снизу монтируют направляющую втулку, отверстие которой противоположно сталевыпускному каналу ковша, в сталевыпускной канал через упомянутое отверстие направляющей втулки вводят трубу для подачи стартовой смеси до выступания торцовой поверхности трубы над поверхностью днища ковша, стартовую смесь, предварительно упакованную в герметичные контейнеры, подают через трубу снизу с помощью толкателя, причем после разрушения верхней части контейнеров и заполнения стартовой смесью полости сталевыпускного канала по периметру трубы выводят трубу из сталевыпускного канала при удерживании в нем толкателя со стартовой смесью, демонтируют толкатель и направляющую втулку и перекрывают сталевыпускной канал шиберным затвором.
2. Способ по п.1, отличающийся тем, что величина радиального зазора между отверстием направляющей втулки и наружной поверхностью трубы составляет 0,6-1,2 максимальной величины фракционного состава стартовой смеси.
| УСТРОЙСТВО ДЛЯ ПОДГОТОВКИ МЕТАЛЛУРГИЧЕСКИХ КОВШЕЙ | 1996 |
|
RU2100143C1 |
| Устройство для подготовки металлурги-чЕСКОй ЕМКОСТи | 1979 |
|
SU835638A1 |
| US 3487843 A, 06.01.1970 | |||
| Сталеразливочный ковш | 1978 |
|
SU973236A1 |

