Предлагаемое изобретение относится к металлургии, в частности к сталеплавильному производству, и может быть использовано для заполнения стартовой смесью (сыпучим материалом) сталевыпускного канала сталеразливочного ковша при его подготовке к очередной разливке жидкого металла.
Известно устройство для заполнения сталевыпускного канала сталеразливочного ковша стартовой смесью по патенту RU №2100143, кл. В22Д 41/08, с помощью которого в сталеразливочный ковш сверху вводится труба.
Нижний торец трубы фиксируется в зоне сталевыпускного канала.
Дозированную подачу стартовой смеси для заполнения сталевыпускного канала производят по центрально-проходному отверстию трубы, после чего выводят трубу из ковша.
Недостатком устройства являются значительные затраты времени на позиционирование сталеразливочного ковша, а также оборудования для засыпки стартовой смеси, высокие эксплуатационные затраты. Наиболее близким к предлагаемому техническому решению по технической сущности и достигаемому результату (прототипом), по мнению авторов, является способ подготовки металлургического ковша по патенту RU №2569198, кл. В22Д 41/44, включающий установку сталеразливочного ковша в вертикальное положение, монтаж к торцевой поверхности стакана коллектора шиберного затвора направляющей втулки, ввод трубы в сталевыпускной канал через отверстие направляющей втулки, подачу стартовой смеси (предварительно упакованную в герметичные контейнеры) по центрально-проходному отверстию трубы снизу-вверх с разрушением верхней части контейнера при выходе его из трубы и заполнением стартовой смесью полости сталевыпускного канала по периметру трубы, демонтаж трубы из канала, в то время как стартовую смесь удерживают в канале по мере удаления трубы.
Недостатком известного технического решения являются значительные затраты времени на выполнение ряда технологических операций при заполнении сталевыпускного канала ковша стартовой смесью: монтаж направляющей втулки, ввод трубы в сталевыпускной канал через отверстия направляющей втулки до выступания ее торца над поверхностью днища ковша, демонтаж трубы из сталевыпускного канала, в то время как стартовую смесь удерживают в канале, по мере удаления трубы, специальным приспособлением.
Высокие эксплуатационные затраты на обслуживание специальных приспособлений: направляющая втулка, труба, толкатель, удерживающий толкатель, клапан. Повышенный расход стартовой смеси (наличие просыпи).
Задача, на осуществление которой направлено техническое решение, - снижение времени подготовки ковша под прием плавки.
При этом достигается получение такого технического результата, как снижение температурных потерь футеровкой сталеразливочного ковша, снижение расходов стартовой смеси и уменьшение эксплуатационных затрат.
Вышеуказанные недостатки исключаются тем, что в способе подготовки металлургического ковша, включающем установку ковша в вертикальное положение, осмотр сталевыпускного канала ковша с последующей его очисткой, монтаж к торцевой поверхности стакана коллектора шиберного затвора направляющей втулки, ввод трубы в сталевыпускной канал через отверстия направляющей втулки до выступания ее торца над поверхностью днища ковша, подачу стартовой смеси (предварительно-упакованную в герметичные контейнеры) по центрально-проходному отверстию трубы снизу с последующим разрушением верхней части контейнера при выходе из трубы и заполнением стартовой смесью полости сталевыпускного канала по периметру трубы, демонтаж трубы из канала, в то время как контейнер со стартовой смесью удерживают в канале по мере удаления из него трубы, снизу со стороны шиберного затвора в сталевыпускной канал вводят контейнер со стартовой смесью (далее по тексту «контейнер»), на верхнюю часть которого предварительно надет защитный рукав, при этом нижний торец защитного рукава оборудован кольцевым экраном, при подаче контейнера и защитного рукава вверх кольцевой экран упирается в торец стакана коллектора, препятствуя дальнейшему движению защитного рукава в сталевыпускном канале ковша, подачу контейнера продолжают, при выходе из защитного рукава происходит разрушение контейнера и заполнение сталевыпускного канала стартовой смесью, в дальнейшем подачу контейнеров через защитный рукав ведут поочередно, предыдущий контейнер выталкивается последующим с разрушением контейнера при выходе из стартовой смеси по мере заполнения сталевыпускного канала, после заполнения сталевыпускного канала стартовой смесью нижний торец очередного (последнего) контейнера фиксируется в канале нижней плиты шиберного затвора толкателем, канал перекрывается плитами, которые отрезают нижнюю часть защитного рукава, затем из канала выводят толкатель вместе с остатками защитного рукава, сталеразливочный ковш готов к приему очередной плавки.
Сопоставительный анализ предложенного технического решения с прототипом показывает, что заявляемое техническое решение отличается от известного приемом подачи стартовой смеси в сталевыпускной канал металлургического ковша. Таким образом, заявляемое техническое решение соответствует критерию изобретения «Новизна».
Так как предлагаемое изобретение может быть использовано в металлургической промышленности, а проведение испытаний опытного образца уже показали положительные результаты, следовательно, данное техническое решение соответствует критерию изобретения «Промышленная применимость».
Сравнительный анализ предложенного технического решения не только с прототипом, но и с другими техническими решениями, не позволил выявить существенные признаки, присущие заявленному решению. Отсюда следует, что заявленная совокупность существенных отличий позволяет обеспечить получение вышеуказанного технического результата, что, по мнению авторов, соответствует критерию изобретения «Изобретательский уровень».
Предложенное техническое решение будет понятно из следующего описания и приложенных к нему чертежей.
На фиг.1 схематично изображен фрагмент ввода в сталевыпускной канал ковша контейнера и защитного рукава.
На фиг.2 схематично изображен фрагмент заполнения сталевыпускного канала стартовой смесью при подаче контейнеров через защитный рукав.
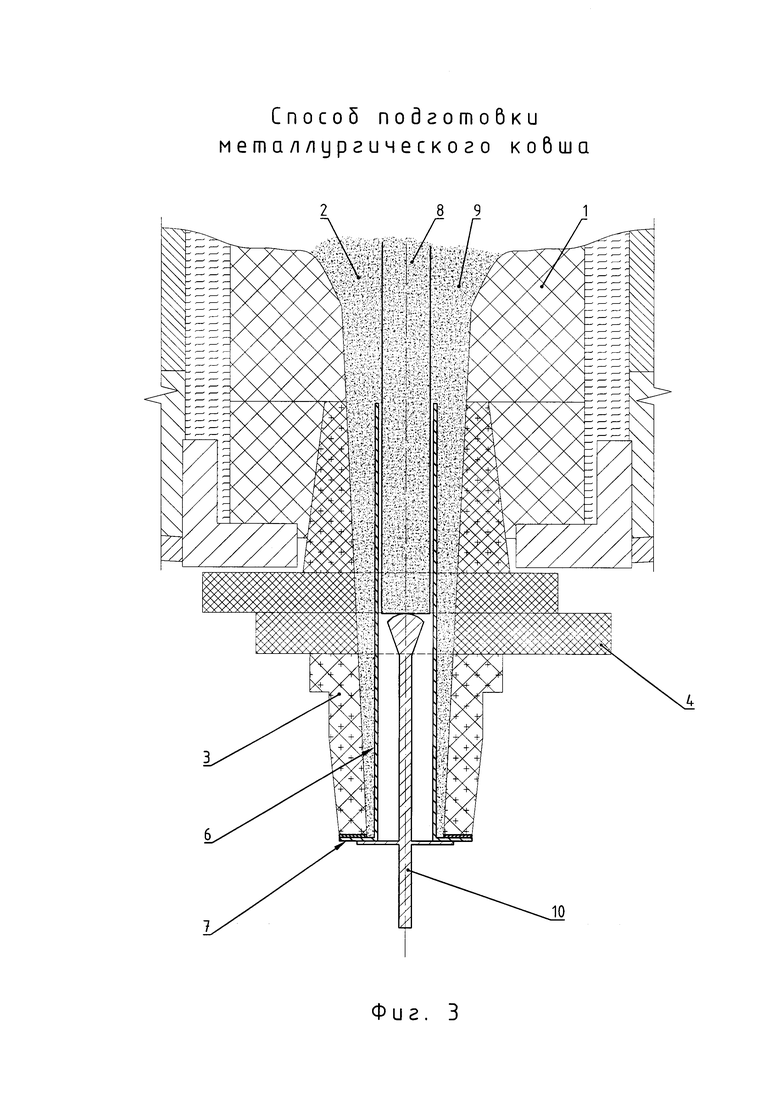
На фиг.3 схематично изображен фрагмент заполнения сталевыпускного канала стартовой смесью с удержанием последнего контейнера в канале ковша в момент перекрытия канала плитами шиберного затвора.
Металлургический (сталеразливочный) ковш 1 устанавливают в вертикальное положение. Затем ведут осмотр сталевыпускного канала 2 ковша 1 с последующей его очисткой. Снизу со стороны шиберного затвора в сталевыпускной канал 2 ковша 1 вводят контейнер 5, на верхнюю часть которого предварительно надет защитный рукав 6, при этом нижний торец защитного рукава 6 оборудован кольцевым экраном 7.
При подаче контейнера 5 и защитного рукава 6 вверх кольцевой экран 7 упирается в торец стакана коллектора 3, препятствуя дальнейшему движению защитного рукава 6 в сталевыпускном канале 2 ковша 1.
Подачу контейнера 5 продолжают, при выходе из защитного рукава 6 происходит разрушение контейнера 5 и заполнение сталевыпускного канала 2 стартовой смесью 9.
Разрушение верхней части контейнера 5 происходит из-за воздействия на материал упаковки термического излучения от футеровки ковша 1 (температура 850-950°С).
В дальнейшем подачу контейнеров через защитный рукав 6 ведут поочередно, предыдущий контейнер 5 выталкивается последующим контейнером 8 с разрушением контейнера 5 при выходе из стартовой смеси 9 по мере заполнения сталевыпускного канала 2.
После заполнения сталевыпускного канала 2 ковша 1 стартовой смесью 9 нижний торец очередного (последнего) контейнера 8 фиксируется в канале нижней плиты 4 шиберного затвора толкателем 10.
Сталевыпускной канал 2 перекрывается плитами шиберного затвора, которые отрезают нижнюю часть защитного рукава 6. Затем из сталевыпускного канала 2 выводят толкатель 10 вместе с остатками защитного рукава 6.
Металлургический ковш 1 готов к приему очередной плавки.
Пример
На участке подготовки ковшей кислородно-конвертерного цеха металлургический (сталеразливочный) ковш емкостью 180 т устанавливали в вертикальное положение. Температура футеровки рабочего слоя составляла 850÷950°С.
Затем производили осмотр сталевыпускного канала с последующей его очисткой. Диаметр сталевыпускного канала составлял не менее 69 мм.
Снизу со стороны шиберного затвора в сталевыпускной канал вводили контейнер со стартовой смесью, на верхнюю часть которого предварительно надевали защитный рукав, при этом его верхний торец выступал над верхним торцом контейнера на величину не более 10 мм (определяли визуально).
Нижний торец защитного рукава оборудован кольцевым экраном с внешним диаметром 110 мм.
Длина защитного рукава составляла 600 мм с наружным 68 мм и внутренним 67 мм диаметрами.
Длина контейнера со стартовой смесью составляла 1100 мм, наружный диаметр 66 мм.
При подаче контейнера и защитного рукава вверх кольцевой экран упирался в торец стакана коллектора.
Подачу контейнера через защитный рукав продолжали с последующим разрушением его верхней части при выходе из рукава и заполнением стартовой смесью сталевыпускного канала, при этом смесь фиксировала защитный рукав в канале.
В дальнейшем подачу контейнеров через защитный рукав вели поочередно, предыдущий контейнер выталкивался последующим с разрушением контейнера при выходе из стартовой смеси по мере заполнения сталевыпускного канала.
После заполнения сталевыпускного канала стартовой смесью нижний торец очередного (последнего) контейнера фиксировался в канале нижней плиты шиберного затвора толкателем. Канал перекрывался шиберными плитами, которые отрезали нижнюю часть защитного рукава.
Затем из сталевыпускного канала выводили толкатель вместе с остатками защитного рукава.
Металлургический ковш готов к приему очередной плавки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ заполнения сталевыпускного канала стартовой смесью | 2022 |
|
RU2802042C1 |
| СПОСОБ ПОДГОТОВКИ МЕТАЛЛУРГИЧЕСКОГО КОВША | 2013 |
|
RU2569198C2 |
| Катапульта для открытия выпускного канала металлургического ковша с донным шиберным затвором | 2019 |
|
RU2751946C2 |
| СПОСОБ ПОДГОТОВКИ ШИБЕРНОГО ЗАТВОРА СТАЛЕРАЗЛИВОЧНОГО КОВША | 2018 |
|
RU2682062C1 |
| Ковшевой шиберный затвор | 2019 |
|
RU2751196C2 |
| БУНКЕР ДЛЯ СЫПУЧИХ МАТЕРИАЛОВ | 2016 |
|
RU2641863C1 |
| СПОСОБ ЗАПОЛНЕНИЯ ОГНЕУПОРНЫМ МАТЕРИАЛОМ ВЫПУСКНОГО КАНАЛА СТАЛЕРАЗЛИВОЧНОГО КОВША | 2019 |
|
RU2712206C1 |
| ОГНЕУПОРНАЯ СМЕСЬ ДЛЯ ЗАСЫПКИ КАНАЛА СТАЛЕРАЗЛИВОЧНОГО КОВША | 2008 |
|
RU2381088C1 |
| УЗЕЛ НИЖНЕЙ ПЛИТЫ ЗАТВОРА, СОДЕРЖАЩИЙ БЕЗБАЙОНЕТНОЕ КРЕПЛЕНИЕ СТАКАНА-КОЛЛЕКТОРА | 2018 |
|
RU2771730C2 |
| УСТРОЙСТВО ДЛЯ ДОННОГО СЛИВА РАСПЛАВА | 1992 |
|
RU2066595C1 |


Изобретение относится к металлургии. Сталевыпускной канал (2) металлургического ковша (1) осматривают, очищают и вводят в него контейнеры (5) со стартовой смесью со стороны шиберного затвора, снизу. На первый контейнер (5) предварительно надевают защитный рукав (6), на нижнем торце которого закреплен кольцевой экран (7), и выталкивают его вместе с защитным рукавом в сталевыпускной канал последующими контейнерами (5) до упора кольцевого экрана (7) в торцевую поверхность стакана коллектора (3) шиберного затвора. Первый контейнер (5) разрушается при выходе из защитного рукава и заполняет стартовой смесью сталевыпускной канал. Последующие контейнеры (5) разрушаются при выходе из стартовой смеси в сталевыпускном канале. После заполнения сталевыпускного канала стартовой смесью нижний торец последнего контейнера (5) фиксируют в канале нижней плиты шиберного затвора толкателем, перекрывают упомянутый канал плитами шиберного затвора, отрезая нижнюю часть защитного рукава, и выводят толкатель вместе с остатками защитного рукава. Снижение температурных потерь футеровкой ковша при сниженном расходе стартовой смеси обеспечивает сокращение времени подготовки ковша. 1 з.п. ф-лы, 3 ил.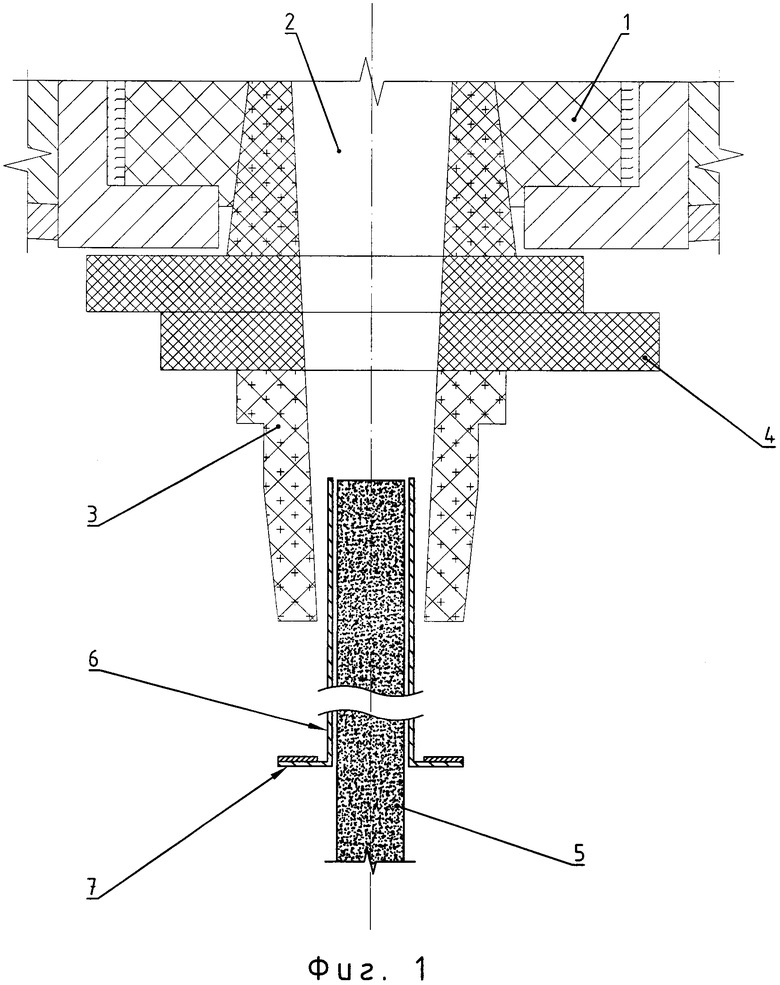
1. Способ подготовки к разливке металлургического ковша с шиберным затвором, включающий осмотр и очистку сталевыпускного канала и введение в него контейнеров со стартовой смесью снизу со стороны шиберного затвора, отличающийся тем, что на первый контейнер со стартовой смесью предварительно надевают защитный рукав, на нижнем торце которого закреплен кольцевой экран, вводят его вместе с защитным рукавом в сталевыпускной канал до упора кольцевого экрана в торцевую поверхность стакана коллектора шиберного затвора, выталкивают первый контейнер со стартовой смесью из защитного рукава последующим контейнером со стартовой смесью с одновременным разрушением вышеупомянутого контейнера при выходе из защитного рукава и заполнением сталевыпускного канала стартовой смесью, поочередно выталкивают следующие контейнеры со стартовой смесью, причем предыдущий контейнер выталкивают последующим с одновременным разрушением вышеупомянутых контейнеров при их выходе из стартовой смеси в сталевыпускном канале, после заполнения сталевыпускного канала стартовой смесью нижний торец последнего контейнера фиксируют в канале нижней плиты шиберного затвора толкателем, перекрывают упомянутый канал плитами шиберного затвора, отрезая нижнюю часть защитного рукава, и выводят толкатель вместе с остатками защитного рукава.
2. Способ по п. 1, отличающийся тем, что длина защитного рукава составляет 0,3-0,7 длины сталевыпускного канала ковша.
| СПОСОБ ПОДГОТОВКИ МЕТАЛЛУРГИЧЕСКОГО КОВША | 2013 |
|
RU2569198C2 |
| УСТРОЙСТВО ДЛЯ ПОДГОТОВКИ МЕТАЛЛУРГИЧЕСКИХ КОВШЕЙ | 1996 |
|
RU2100143C1 |
| US 3487843 A, 06.01.1970 | |||
| Сталеразливочный ковш | 1978 |
|
SU973236A1 |

