ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Данное изобретение относится к изготовлению композитных пластмассовых укупорочных средств, включающих в себя внешний укупорочный колпачок и внутренний уплотнительный вкладыш, а более конкретно к способу формирования композитного укупорочного средства, включающему в себя формование прессованием уплотнительного вкладыша внутри внешнего укупорочного колпачка, включая управление потоком расплавленного материала, образующего пластмассовый вкладыш, в окружном направлении кольцевой выемки, ограниченной внешним укупорочным колпачком, и облегчение отвода воздуха из укупорочного колпачка во время формирования вкладыша.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Композитные пластмассовые укупорочные средства, сформированные из подходящих полимерных материалов, нашли широкое распространение на рынке; эти типы укупорочных средств, как правило, включают в себя укупорочный колпачок или оболочку, как правило, из полипропилена или другого полимерного материала, во внутреннем уплотнительном вкладыше, как правило, выполненном из этиленвинилэзотата (EVA) или иного подходящего материала. Формирование укупорочных средств этих типов посредством процесса формования прессованием доказало, в частности, свою коммерческую жизнеспособность, допуская высокоэффективное формирование композитных укупорочных средств, которые обеспечивают очень хорошие рабочие параметры уплотнения, например, на газированных напитках или аналогичных веществах. В патенте США №4497765, включенном сюда посредством ссылки, описаны методы формования прессованием таких композитных укупорочных средств, включающие в себя формование прессованием внешнего укупорочного колпачка и формование прессованием уплотнительного вкладыша внутри внешнего укупорочного колпачка.
Процесс формования прессованием, посредством которого формируют такие укупорочные средства, как правило, включает в себя введение предварительно определенного количества расплавленного полимерного материала в пресс-форму для формирования укупорочного колпачка или в сам внешний укупорочный колпачок для формирования вкладыша. Для формования прессованием уплотнительного вкладыша во внешний укупорочный колпачок вводят, как правило, в виде таблетки, некоторое количество расплавленной пластмассы для формирования вкладыша, как правило, когда внешний колпачок находится в перевернутом положении, и располагают таблетку расплавленной пластмассы на внутренней поверхности участка верхней стенки внешнего укупорочного колпачка. Чтобы облегчить формирование уплотнительного вкладыша с желаемой конфигурацией для формирования так называемого верхнего или бокового уплотнения, включая обращенную внутрь уплотнительную поверхность, внешний укупорочный колпачок формируют с кольцевым участком юбки, имеющим кольцевую уплотнительную кромку, которая располагается близко к участку верхней стенки укупорочного колпачка и ограничивает в ней кольцевую выемку.
Во время формирования вкладыша инструментальный узел, формирующий вкладыш, вставляют во внешний укупорочный колпачок, а внешнюю гильзу узла продвигают, вводя в зацепление с кольцевой уплотнительной кромкой внешнего укупорочного колпачка. После этого продвигают внутренний плунжер инструментального узла относительно внешней гильзы для формования прессованием таблетки из расплава пластмассы, тем самым формируя уплотнительный вкладыш рядом с участком верхней стенки укупорочного колпачка. Уплотнительный вкладыш включает в себя центральный дискообразный участок и выполненный как единое целое с ним кольцевой участок уплотнительного валика, который, по меньшей мере, частично расположен внутри кольцевой выемки внешнего укупорочного колпачка.
Высокоскоростному изготовлению укупорочных средств, включающему в себя формование прессованием уплотнительных вкладышей, как описано выше, присущи возможные проблемы в связи с тем, что улавливается воздух в области, в пределах которой формируют уплотнительный вкладыш. Поскольку отвод из инструментального узла обеспечивают на поверхности раздела между инструментом и краем уплотнения, воздух, улавливаемый внутри кольцевой выемки ниже края уплотнения, не может достичь отводного клапана и остается уловленным в выемке. Вследствие этого уловленный воздух может привести к нежелательному результату - пузырькам воздуха, образующимся в уплотнительном вкладыше. Некоторые из этих пузырьков воздуха могут быть достаточно большими, чтобы вызвать повреждение уплотнения, когда укупорочное средство устанавливают на соответствующую тару. Уловленный воздух может проходить по дуге до 45 градусов вокруг периферии укупорочного средства. По мере продолжения формирования вкладыша, он сжимает свой воздушный карман с получением единой зоны, а когда инструмент больше не может поддерживать этот карман сжатым, он расширяется, создавая большой пузырь, который мешает созданию уплотнения на соответствующей таре.
В частности, тип и количество дефектов, которые могут быть результатом такого уловленного воздуха, весьма зависят от конкретного позиционирования таблетки из расплава пластмассы на внутренней поверхности участка верхней стенки внешнего укупорочного колпачка. Если таблетка находится в самом центре участка верхней стенки, происходит нежелательное создание относительно большого количества пузырьков и относительно больших пузырьков. Поскольку место, в котором располагается таблетка, смещено от самого центра участка верхней стенки, получаемые пузырьки воздуха уменьшаются в размере и количестве, но процесс формования приводит к большему размеру и большему количеству линий «стыка» (где части пластмассы сливаются друг с другом), полостей и заусенцев. Как правило, нет такого местоположения таблеток, в результате которого не образовывались бы дефекты. Вследствие этого, операторы станков обнаружили выгоду эксплуатации оборудования так, чтобы располагать таблетку из расплава с небольшим смещением от центра, что позволяет избежать образования излишне крупных пузырьков воздуха, ограничивая при этом формирование линий стыка, полостей и заусенцев. Важно, что различие в позиционировании таблетки между образованием приемлемых пузырьков воздуха и образованием полостей и заусенцев может составлять лишь 0,51 мм или 0,76 мм (0,020 дюйма или 0,030 дюйма). С учетом высокоскоростной работы механического оборудования такое тщательное позиционирование согласно формированию таблетки оказывает весьма точное «балансирующее воздействие», оптимизируя процесс формирования вкладыша.
Конкретная конфигурация профиля вкладыша может влиять на образование пузырьков воздуха. При некоторых профилях, по существу, невозможно устранить воздушные пузырьки из формируемых укупорочных средств. Для некоторых типов профилей вкладышей наличие воздушных пузырьков могут иметь приблизительно от 40% до 60% вкладышей. При других профилях наличие воздушных пузырьков возможно в 50-100% формируемых изделий. Хотя такое образование воздушных пузырьков вообще-то воспринимается как «допустимый дефект», следует признать, что при попытках избежать «недопустимых пузырьков» процесс формирования вкладышей может оказаться необоснованно приближенным к производству вкладышей, имеющих полости и заусенцы.
Признано, что если бы можно было исключить проблему образования пузырьков воздуха, это позволило бы осуществлять процесс формирования вкладыша путем размещения таблетки из расплава в центре верхней стенки укупорочного средства, что оказало бы желаемое воздействие, уменьшая другие дефекты, такие как линии стыка, полости и заусенцы, и тем самым делая процесс формирования вкладыша более стойким к внешним воздействиям и стойким к другим изменениям в процессе, включая изменения количества и типа материала для формирования вкладыша, а также изменения профиля вкладыша.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩЕСТВА ИЗОБРЕТЕНИЯ
В соответствии с данным изобретением предложен способ формирования композитных укупорочных средств, который направлен конкретно на решение проблемы создания воздушных пузырьков, которые могут быть результатом улавливания воздуха во время процесса формирования вкладыша прессованием из расплава. В частности данное изобретение предусматривает управление потоком пластмассы внутри укупорочного колпачка, в частности, потоком в окружном направлении укупорочного средства, и облегчение отвода воздуха во время формирования вкладыша. Это достигается за счет обеспечения множества радиально ориентированных угольников, предусмотренных в кольцевой выемке внешнего укупорочного колпачка, посредством которых управляют потоком расплавленной пластмассы во время формирования вкладыша. За счет придания усилительным прокладкам такой конфигурации, что каждая из них имеет внутренний угольник, расположенный, по существу, у внутреннего диаметра края кольцевого уплотнения, который ограничивает кольцевую выемку, воздух, уловленный внутри выемки, может выходить вдоль угольников в отводное отверстие, предусмотренное в формующем инструменте.
В соответствии с данным изобретением способ формирования композитного укупорочного средства включает в себя этапы, на которых обеспечивают внешний укупорочный колпачок, включающий в себя участок верхней стенки и кольцевой участок юбки, свисающий с участка верхней стенки. Участок юбки включает в себя проходящую книзу кольцевую уплотнительную кромку, которая располагается близко к участку верхней стенки укупорочного колпачка, ограничивая в нем кольцевую выемку.
Данный способ дополнительно предусматривает обеспечение некоторого количества расплавленной пластмассы для формирования вкладыша. Таблетку располагают внутри внешнего укупорочного колпачка рядом с его участком верхней стенки, когда укупорочный колпачок находится, в целом, в перевернутом положении.
Формирование вкладыша осуществляется путем продвижения инструментального узла, формирующего вкладыш, в укупорочный колпачок для формования прессованием упомянутого количества расплавленной пластмассы, чтобы таким образом сформировать уплотнительный вкладыш рядом с участком верхней стенки укупорочного колпачка. Уплотнительный вкладыш включает в себя центральный дискообразный участок и кольцевой участок уплотнительного валика, по меньшей мере, частично, расположенный внутри кольцевой выемки внешнего укупорочного колпачка.
Инструментальный узел, формирующий вкладыш, включает в себя внешнюю гильзу и внутренний плунжер. Во время формирования вкладыша внешнюю гильзу продвигают в укупорочный колпачок для зацепления с кольцевой уплотнительной кромкой. После этого продвигают внутренний плунжер инструментального узла относительно внешней гильзы для формования прессованием упомянутого количества пластмассы.
В соответствии с данным изобретением управление потоком расплавленной пластмассы в окружном направлении кольцевой выемки по мере формования прессованием материала осуществляют за счет обеспечения множества радиально ориентированных угольников, разнесенных в окружном направлении по кольцевой выемке внешнего укупорочного колпачка и расположенных внутри этой выемки. Каждый из угольников проходит вертикально от кольцевой уплотнительной кромки до участка верхней стенки и каждый включает в себя внутренний край, расположенный, по существу, выровненным с внутренним диаметром кольцевой уплотнительной кромки. За счет этой компоновки в кольцевой выемке ограничивается множество ниш между соседними угольниками. Выравнивание внутреннего края каждого угольника с внутренним диаметром уплотнительной кромки, главным образом, облегчает отвод уловленного воздуха вдоль угольника внутрь укупорочного средства к отводному клапану, предусмотренному в инструментальном узле на внутреннем диаметре уплотнительной кромки.
Другие признаки и преимущества данного изобретения можно будет легко понять из нижеследующего подробного описания, прилагаемых чертежа и формулы изобретения.
ОПИСАНИЕ ЧЕРТЕЖА
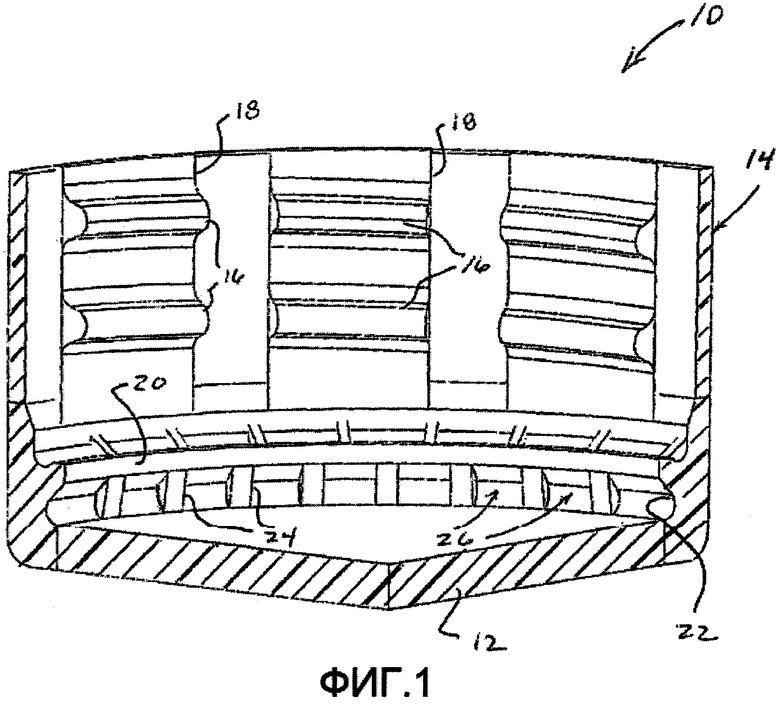
На фиг. 1 показано схематическое сечение укупорочного средства для практического осуществления данного изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Хотя данное изобретение может быть воплощено в различных формах, на чертеже показан и будет описан далее предпочтительный в настоящее время вариант осуществления, с учетом этого данное описание следует рассматривать как пример воплощения изобретения и не нужно сводить изобретение к иллюстрируемому конкретному варианту осуществления.
Обращаясь к фиг. 1, отмечаем, что здесь изображен внешний укупорочный колпачок 10, конфигурация которого обеспечивает практическое осуществление данного изобретения. В данном изобретении предусмотрен способ формования прессованием уплотнительного вкладыша внутри внешнего укупорочного колпачка 10, в котором управляют потоком расплавленной пластмассы, ограничивая и минимизируя формирование неприемлемо больших пузырьков воздуха внутри материала вкладыша, и при этом облегчая отвод уловленного воздуха, тем самым облегчая формирование уплотнительных вкладышей, которые не имеют нежелательных дефектов, таких как избыточные линии стыка, полости и заусенцы.
В частности, укупорочное средство согласно данному изобретению включает в себя внешний укупорочный колпачок 10, имеющий участок 12 верхней стенки и свисающий с него кольцевой участок 14 юбки. Кольцевой участок юбки, как правило, включает в себя внутреннее резьбовое образование 16 для резьбового зацепления с внешним резьбовым образованием соответствующей тары, на которую можно установить укупорочное средство. Вдоль внутренней поверхности кольцевого участка 14 юбки можно предусмотреть газоотводные канавки 18 для облегчения отвода газа из соответствующей тары, такой как имеющая газированное содержимое, во время снятия укупорочного средства. Укупорочное средство может включать в себя полосу, предупреждающую незаконное вскрытие (не показана), которая свисает с кольцевого участка юбки для введения в совместное зацепление с соответствующей тарой, тем самым обеспечивая визуально различимое доказательство частичного или полного снятия укупорочного средства с тары.
Уплотнительный вкладыш (не показан), сформированный внутри внешнего укупорочного колпачка 10, включает в себя дискообразный центральный участок и кольцевой участок уплотнительного валика, которые совместно обеспечивают так называемое верхнее и боковое уплотнение с соответствующей тарой. С этой целью участок 14 юбки внешнего укупорочного колпачка 10 включает в себя кольцевую уплотнительную кромку 20, расположенную вблизи участка верхней стенки внешнего укупорочного колпачка. Таким образом, кольцевая уплотнительная кромка ограничивает кольцевую выемку 22, при этом участок уплотнительного валика уплотнительного вкладыша, по меньшей мере, частично расположен внутри кольцевой выемки.
Как показано, практическое воплощение данного изобретения осуществляется путем снабжения внешнего укупорочного колпачка множеством разнесенных в окружном направлении угольников 24, расположенных внутри кольцевой выемки 22 внешнего укупорочного колпачка 10. Угольники радиально ориентированы и проходят от кольцевой уплотнительной кромки до участка верхней стенки, причем каждый из них имеет положение внутреннего края по существу на внутреннем диаметре кольцевой уплотнительной кромки 20 и выровнено с ней. За счет этой компоновки угольники ограничивают множество ниш 26 в кольцевой выемке между соседними угольниками.
Типичное композитное укупорочное средство для газированного напитка может иметь диаметр 28 мм. При такой конструкции укупорочного средства могут быть предусмотрены тридцать шесть (36) угольников, причем каждый из угольников имеет ширину в диапазоне между 0,38 и 0,64 мм (0,015 и 0,025 дюйма). Каждый угольник проходит от внутреннего диаметра уплотнительной кромки до стенки укупорочного средства в зоне под уплотнительной кромкой 20 в кольцевой выемке 22.
Разработка показала, что введение угольников 24 под уплотнительной кромкой 20 укупорочных средств с обкладкой по диаметру 28 мм, по существу, исключает пузырьки во вкладыше. Испытание показало, что механизм исключения пузырьков, который обеспечивают угольники, оказывается весьма стойким к внешним воздействиям. Все пузырьки исключаются по целому ряду переменных. Такие переменные включают в себя технологические параметры (например, массу таблетки, давление, температуру, положение таблетки и т.д.), цвет материала (голубой или серый), конструкцию инструмента (стандартные формирующие гильзы, а также изменения в них) и разные профили вкладыша. Важно, что обеспечение угольников эффективно ослабляет действие механизмов создания пузырьков в процессе формирования вкладыша.
В частности, обеспечение угольников 24 действует, управляя окружным потоком материала вкладыша вокруг зоны уплотнения и ограничивая этот поток внутри кольцевой выемки 22. Продемонстрировано, что когда таблетка для формирования вкладыша немного смещена от центра участка 12 верхней стенки, возникает, по меньшей мере, один механизм создания пузырьков. Таблетка, немного смещенная от центра, заставляет материал вкладыша достигать зоны уплотнения укупорочного средства на одной стороне укупорочного средства прежде, чем этот материал достигнет другой стороны. Как только он достигает зоны уплотнения, этот материал «разгоняется» или течет в окружном направлении как по часовой стрелке, так и против часовой стрелки, по кольцевой выемке укупорочного средства с большей скоростью, чем материал, текущий от края до края центральной панели, поскольку площадь поперечного сечения уплотнения больше, чем площадь поперечного сечения в центре. Если фронт потока в окружном направлении и фронт потока у центральной панели сходятся в правой последовательности, это может привести к нежелательному результату - пузырю во вкладыше.
Угольники 24 оказывают желательное воздействие, разделяя улавливаемый воздух и обеспечивая путь выхода воздуха под уплотнительной кромкой укупорочного средства. Показано, что когда таблетка находится в центре участка верхней стенки внешнего укупорочного колпачка 10, возникает другой механизм создания пузырьков. Когда таблетка находится в центре, материал вкладыша течет радиально из центра наружу укупорочного средства. Когда материал течет под гильзой вкладыша, ввиду формы фронта потока возможно улавливание воздуха под кольцевой уплотнительной кромкой 20. Этот уловленный воздух не имеет пути для выхода и может проходить вокруг периферии зоны уплотнения относительно большое расстояние, например, до 45° или более. В заключение процесса формирования вкладыша давление в зоне формования может увеличиваться, а уловленный воздух может вжиматься в локальную зону вкладыша. Этот механизм может привести к нежелательному результату - крупным, недопустимым, выпучиваемым пузырям.
Таким образом, угольники 24 оказывают желательное воздействие, разделяя любой воздух в кольцевой выемке 22 на меньшие зоны. Как следствие, воздух не сжимается настолько, насколько мог бы, если бы он составлял одно относительно большое «кольцо» воздуха. В результате, когда формующий инструмент извлекают из укупорочного колпачка 10, происходит меньшее расширение в зону уплотнения. Кроме того, угольники 24 действуют, распределяя уловленный воздух вокруг большей части периферии укупорочного средства, так что не нужно отводить воздух в одной малой зоне в отводной клапан, и воздух отводится по большей части доступной зоны отвода. Таким образом, обеспечение радиально ориентированных угольников 24 создает такое же количество малых ниш 26 между соседними угольниками под уплотнительной кромкой 20 внутри кольцевой выемки 22 укупорочного колпачка 10, которые оказывают желательное воздействие, поддерживая воздух распределенным вокруг зоны уплотнения, и предотвращают вжатие воздуха в одну локализованную зону.
Важно, что существует очень малый радиус, где каждый угольник 24 пересекается с соответствующей частью укупорочного колпачка. Когда вкладыш формируют, материал для формирования вкладыша не полностью заполняет эти острые углы почти до конца формирования вкладыша, когда давление увеличивается, оставляя путь для выхода воздуха вдоль острых углов из-под уплотнительной кромки в окрестность зоны отводного клапана инструмента. Отвод воздуха таким образом облегчается тем, что внутренний край каждого угольника 24, по существу, выровнен с внутренним диаметром уплотнительной кромки 20. Радиус в остром углу каждого угольника, который предпочтительно не превышает примерно 0,025 мм (0,001 дюйма), обеспечивает путь протекания из-под уплотнительной кромки к отводным клапанам, предусмотренным в формовочном инструментальном узле у внутреннего диаметра уплотнительной кромки 20. Острые углы в пресс-форме (например, для укупорочного колпачка 10) являются местами, которые заполняются последними, потому что формирование с получением геометрии, предусматривающей острые углы, требует более высокого давления. Более высокие давления не наблюдаются до тех пор, пока пресс-форма не оказывается почти заполненной, и материал больше не может течь легко. К этому моменту, пресс-форма почти заполнена и воздух уже вышел по путям, обеспечиваемым этими острыми углами. При этом материал вкладыша уже полностью приобрел форму, заполняя эти острые углы, а воздух уже вышел.
Таким образом, практическое воплощение данного изобретения оказывает желательное воздействие, исключая появление пузырьков во время процесса формования вкладыша, предусматривающего использование геометрии с острыми углами на краях угольников 24 для обеспечения пути отвода, который открывается из зон, трудных для отвода, в зоны, отвод из которых легче. В частности обеспечение радиально ориентированных угольников способствует эффективной замене материала для формирования вкладыша материалом, из которого выполнена укупорочная оболочка, тем самым обеспечивая желательную экономию затрат на материал. Обеспечение угольников оказывает желательное воздействие, упрочняя уплотнительную кромку, а угольники можно подвергнуть желательной модернизации применительно к существующим инструментам без чрезмерных затрат, поскольку можно просто изменить инструменты так, что они позволят обеспечить формирование угольников. За счет практического воплощения данного изобретения можно направлять таблетку из расплава в центр внутренней поверхности верхней стенки, что приводит к желательному результату - улучшенному формированию вкладыша.
Из вышеизложенного можно заметить, что в рамках истинного существа и объема притязаний согласно новой концепции изобретения в него можно внести многочисленные модификации и изменения. В связи с проиллюстрированным вариантом осуществления следует понять, что он ни в коей мере не является и не должен считаться носящим ограничительный характер. Изобретение следует считать охватывающим, посредством прилагаемой формулы изобретения, все такие модификации как попадающие в рамки объема притязаний формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВИНТОВОЙ УКУПОРОЧНЫЙ КОЛПАЧОК | 2012 |
|
RU2585568C2 |
| СОСТАВНОЙ УКУПОРОЧНЫЙ КОЛПАЧОК | 2006 |
|
RU2404096C2 |
| УКУПОРОЧНЫЙ КОЛПАЧОК | 2000 |
|
RU2223209C2 |
| КЛЮЧ ДЛЯ ОТКУПОРИВАНИЯ УКУПОРОЧНОГО КОЛПАЧКА, УКУПОРОЧНЫЙ УЗЕЛ, СОДЕРЖАЩИЙ УКУПОРОЧНЫЙ КОЛПАЧОК И ТАКОЙ КЛЮЧ | 2008 |
|
RU2478561C2 |
| УКУПОРОЧНЫЙ УЗЕЛ С КЛАПАНОМ | 2002 |
|
RU2299844C2 |
| ПАКЕТ СО ШТУЦЕРОМ, ВЫПОЛНЕННЫЙ С ВОЗМОЖНОСТЬЮ НАПОЛНЕНИЯ ТЕКУЧИМ ПРОДУКТОМ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2707799C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАКЕТА СО ШТУЦЕРОМ, ВЫПОЛНЕННОГО С ВОЗМОЖНОСТЬЮ НАПОЛНЕНИЯ ТЕКУЧИМ ПРОДУКТОМ | 2016 |
|
RU2768122C2 |
| УКУПОРОЧНОЕ СРЕДСТВО И УПАКОВКА С ИНДИКАЦИЕЙ ВСКРЫТИЯ | 2011 |
|
RU2578581C2 |
| УКУПОРОЧНЫЕ КОЛПАЧКИ | 2008 |
|
RU2461505C2 |
| УКУПОРОЧНОЕ СРЕДСТВО ЕМКОСТИ, СОДЕРЖАЩЕЕ СРЕДСТВО ДЛЯ ВВЕДЕНИЯ ДОБАВКИ В СОДЕРЖИМОЕ ЕМКОСТИ | 2012 |
|
RU2605177C2 |
Изобретение относится к способу формирования композитного укупорочного средства. Указанное средство включает в себя внешний укупорочный колпачок, включающий в себя участок верхней стенки и внутренний уплотнительный вкладыш. Способ заключается в том, что обеспечивают укупорочный колпачок, имеющий кольцевой участок юбки, включающий в себя кольцевую кромку, ограничивающую кольцевую выемку рядом с участком верхней стенки колпачка. Расплавленную пластмассу подвергают формованию прессованием внутри укупорочного колпачка, чтобы сформировать внутренний уплотнительный вкладыш рядом с участком верхней стенки. Периферия уплотнительного вкладыша располагается внутри кольцевой выемки укупорочного колпачка. Для управления потоком расплавленной пластмассы во время формирования вкладыша внутри кольцевой выемки предусмотрено множество разнесенных в окружном направлении угольников. Изобретение обеспечивает уменьшение формирования непроливов в уплотнительном вкладыше. 2 н.п. ф-лы, 1 ил.
1. Способ формирования композитного укупорочного средства, включающий в себя этапы, на которых:
обеспечивают внешний укупорочный колпачок, включающий в себя участок верхней стенки и кольцевой участок юбки, свисающий с упомянутого участка верхней стенки, причем упомянутый участок юбки включает в себя проходящую внутрь кольцевую уплотнительную кромку, расположенную вблизи упомянутого участка верхней стенки, для ограничения кольцевой выемки;
обеспечивают в виде таблетки некоторое количество расплавленной пластмассы для формирования вкладыша и позиционируют упомянутую таблетку внутри упомянутого внешнего укупорочного колпачка рядом с его участком верхней стенки; и
продвигают инструментальный узел, формирующий вкладыш, в упомянутый укупорочный колпачок для формования прессованием расплавленной пластмассы, чтобы сформировать уплотнительный вкладыш рядом с упомянутым участком верхней стенки упомянутого укупорочного колпачка, причем упомянутый уплотнительный вкладыш включает в себя центральный участок и участок кольцевого уплотнительного валика, по меньшей мере, частично расположенный внутри упомянутой кольцевой выемки;
причем упомянутый этап продвижения включает в себя продвижение внешней гильзы упомянутого инструментального узла в упомянутый укупорочный колпачок для зацепления с упомянутой кольцевой уплотнительной кромкой, а после этого - продвижение внутреннего плунжера упомянутого инструментального узла относительно упомянутой внешней гильзы для формования прессованием упомянутого количества пластмассы;
управляют потоком расплавленной пластмассы в окружном направлении упомянутой кольцевой выемки во время формования прессованием расплавленной пластмассы путем снабжения упомянутого внешнего укупорочного колпачка множеством радиально ориентированных угольников, разнесенных в окружном направлении по упомянутой кольцевой выемке и расположенных внутри нее, причем каждый из упомянутых угольников проходит вертикально от упомянутой кольцевой уплотнительной кромки до упомянутого участка верхней стенки и каждый имеет внутренний край, расположенный, по существу, выровненным с внутренним диаметром упомянутой кольцевой уплотнительной кромки, тем самым ограничивая множество ниш в упомянутой кольцевой выемке между соседними из упомянутых угольников и облегчая отвод воздуха из упомянутой кольцевой выемки.
2. Укупорочное средство, содержащее:
внешний укупорочный колпачок, включающий в себя участок верхней стенки и кольцевой участок юбки, свисающий с упомянутого участка верхней стенки, причем упомянутый участок юбки включает в себя проходящую внутрь кольцевую уплотнительную кромку, расположенную вблизи упомянутого участка верхней стенки, для ограничения кольцевой выемки;
при этом упомянутый укупорочный колпачок включает в себя множество радиально ориентированных угольников, разнесенных в окружном направлении по упомянутой кольцевой выемке и расположенных внутри нее, причем каждый из упомянутых угольников проходит вертикально от упомянутой кольцевой уплотнительной кромки до упомянутого участка верхней стенки и каждый имеет внутренний край, расположенный, по существу, выровненным с внутренним диаметром упомянутой кольцевой уплотнительной кромки, тем самым ограничивая множество ниш в упомянутой кольцевой выемке между соседними из упомянутых угольников и облегчая отвод воздуха из упомянутой кольцевой выемки.
| US 6306330 B1, 23.10.2001 | |||
| US 2005224447 A1, 13.10.2005 | |||
| US 3689625 A, 05.09.1972 | |||
| УКУПОРОЧНОЕ ДОЗИРУЮЩЕЕ УСТРОЙСТВО, КОМПЛЕКТ ДЛЯ РОЗЛИВА ЖИДКОСТИ С ДОЗИРОВАНИЕМ | 2005 |
|
RU2370422C2 |
| КРЫШКА С ВЕНТИЛЯЦИОННЫМИ КАНАЛАМИ В ПРОКЛАДКЕ | 2005 |
|
RU2361793C2 |
| ПЛАСТМАССОВАЯ КРЫШКА ДЛЯ СОСУДА | 1993 |
|
RU2114036C1 |
| RU 2002127730 A, 20.03.2004. | |||

