Область техники
Настоящее изобретение относится к соединительному приспособлению для устройств с рабочим веществом под давлением. Этим приспособлением объединяются между собой проходы рабочего вещества нескольких устройств с рабочим веществом под давлением параллельным соединением нескольких устройств с рабочим веществом под давлением одного и того же или различных типов, таких, например, как фильтр, регулятор, лубрикатор и другие.
Предпосылки создания изобретения
Как раскрыто в Японском патенте № 3851119, данный заявитель предложил соединительное приспособление, посредством которого устройства с рабочим веществом под давлением, такие как фильтр, регулятор, лубрикатор и другие, которые используются в пневматических цепях, соединяются между собой в одно целое. В корпусе такого соединительного приспособления образовано сквозное отверстие, болтом, который вводится через это сквозное отверстие, прикрепляется соединительный элемент, и соединительные фланцы соединительного элемента сцепляются с соответствующими выступами, которые расположены поблизости от каналов двух смежных устройств с рабочим веществом под давлением, и после этого, затягиванием болта, устройства с рабочим веществом под давлением соединяются между собой посредством соединительного фланца.
Краткое изложение изобретения
Общей целью настоящего изобретения является выполнение соединительного приспособления для устройств с рабочим веществом под давлением, которое может быть более простым по конструкции, и выполнено с меньшими размерами.
Настоящее изобретение представляет собой соединительное приспособление для устройств с рабочим веществом под давлением, которое устанавливается между одним устройством с рабочим веществом под давлением и другим устройством с рабочим веществом под давлением, посредством которого сообщаются между собой соответствующие проходы рабочего вещества одного устройства с рабочим веществом под давлением и другого устройства с рабочим веществом под давлением соединением устройств с рабочим веществом под давлением в единое целое, содержащее:
базовую деталь с имеющимся в ней отверстием, посредством которой проходы рабочего вещества одного устройства с рабочим веществом под давлением и другого устройства с рабочим веществом под давлением сообщаются между собой;
пару держателей, которые расположены на одной боковой поверхности и на другой боковой поверхности базовой детали, перпендикулярно к аксиальному направлению отверстия, и имеющие фиксирующие элементы, которые соединяются с выступами, расположенными соответственно на одном устройстве с рабочим веществом под давлением и на другом устройстве с рабочим веществом под давлением; и
пару крепежных деталей, которые имеются на одной боковой поверхности и на другой боковой поверхности базовой детали и которые обеспечивают фиксацию держателей,
при этом крепежные детали содержат соответственно центральную часть детали, которая устанавливается в базовую деталь, и стержневую часть детали, выступающую из центральной части детали, при этом стержневые части детали крепежных деталей вводятся через держатели, держатели и крепежные детали соединяются посредством стержневых частей детали, а крепежные детали имеют, в основном, ту же самую толщину, что и базовая деталь.
В соответствии с настоящим изобретением крепежные детали, имеющие стержневые части детали, расположены на одной боковой поверхности и на другой боковой поверхности базовой детали, которая устанавливается между одним устройством с рабочим веществом под давлением и другим устройством с рабочим веществом под давлением, а держатели вводятся и соединяются со стержневыми частями деталей, тем самым выступы на одном из устройств с рабочим веществом под давлением и выступы на другом устройстве с рабочим веществом под давлением соединяются через фиксирующие элементы держателей.
Соответственно, по сравнению со случаем, в котором образовано сквозное отверстие и через которое в базовую деталь вводится болт, здесь базовая деталь и крепежные элементы могут быть, за счет наличия стержневых частей детали, выполнены, в основном, одинаковыми по толщине, тем самым размер базовой детали по толщине можно уменьшить. В результате соединительное приспособление, содержащее базовую деталь, может быть сделано меньше по размеру в направлении толщины, и наряду с этим, может быть сокращено расстояние между смежными устройствами с рабочим веществом под давлением, и могут быть уменьшены размеры всего целиком блока с рабочим веществом под давлением. Далее, поскольку устройства с рабочим веществом под давлением могут быть соединены между собой закреплением пары держателей на соответствующих стержневых частях детали, конструкция может быть упрощена по сравнению с соединительным приспособлением для устройств с рабочим веществом под давлением, в соответствии с традиционной технологией, а число деталей и число требуемых при этом сборочных этапов может быть уменьшено.
Приведенные выше и другие цели, особенности и преимущества настоящего изобретения станут более очевидными из последующего описания, рассмотренного совместно с прилагаемыми фигурами чертежей, в которых иллюстративным примером показан предпочтительный пример осуществления настоящего изобретения.
Краткое описание фигур чертежей
Фиг. 1 - внешнее перспективное изображение блока с рабочим веществом под давлением, в котором использовано соединительное приспособление для устройств с рабочим веществом под давлением, в соответствии с примером осуществления настоящего изобретения;
Фиг. 2 - вид спереди блока с рабочим веществом под давлением, показанного на Фиг. 1.
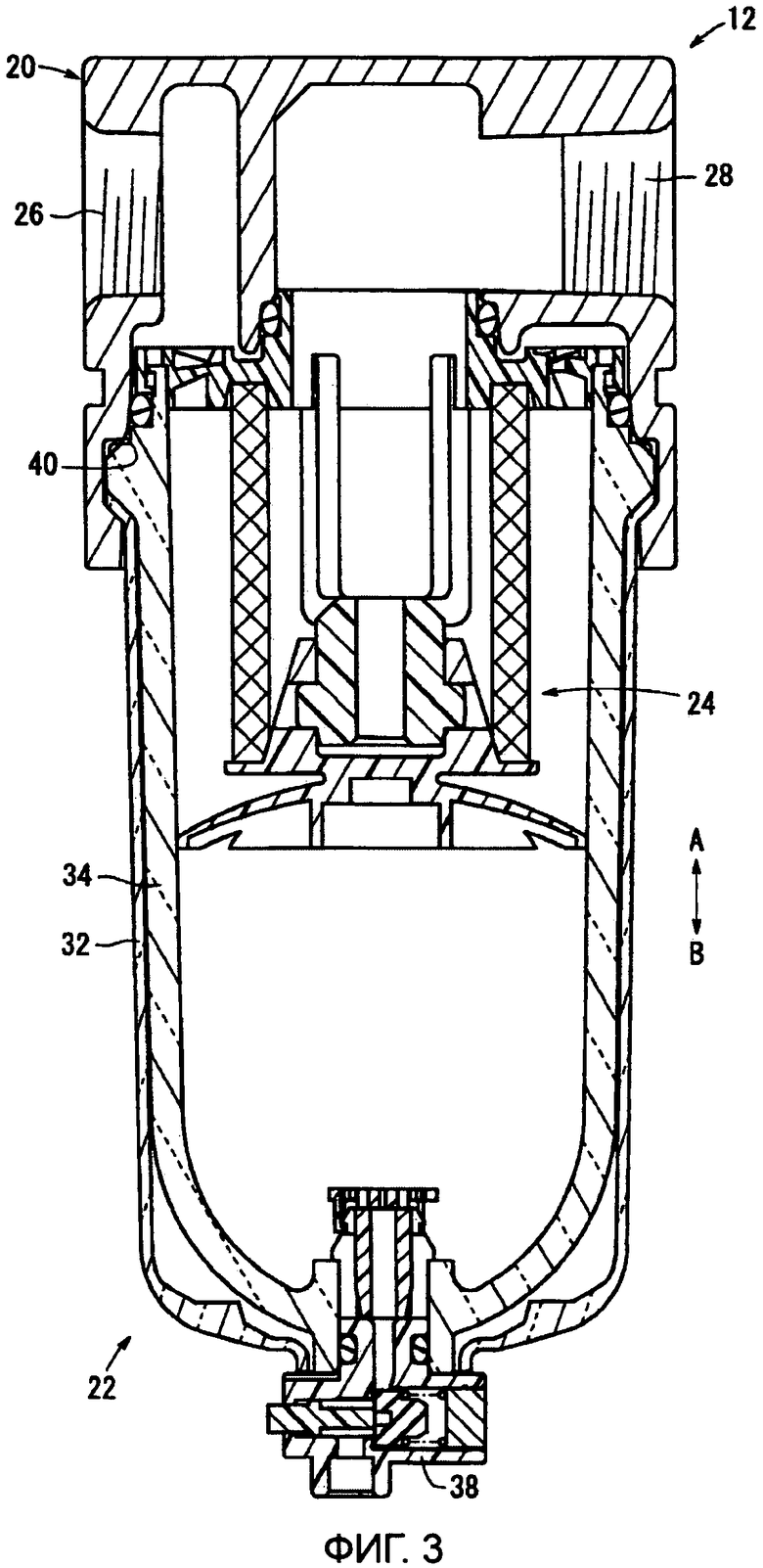
Фиг. 3 - изображение полного поперечного сечения фильтра, который образует часть блока с рабочим веществом под давлением по Фиг. 1.
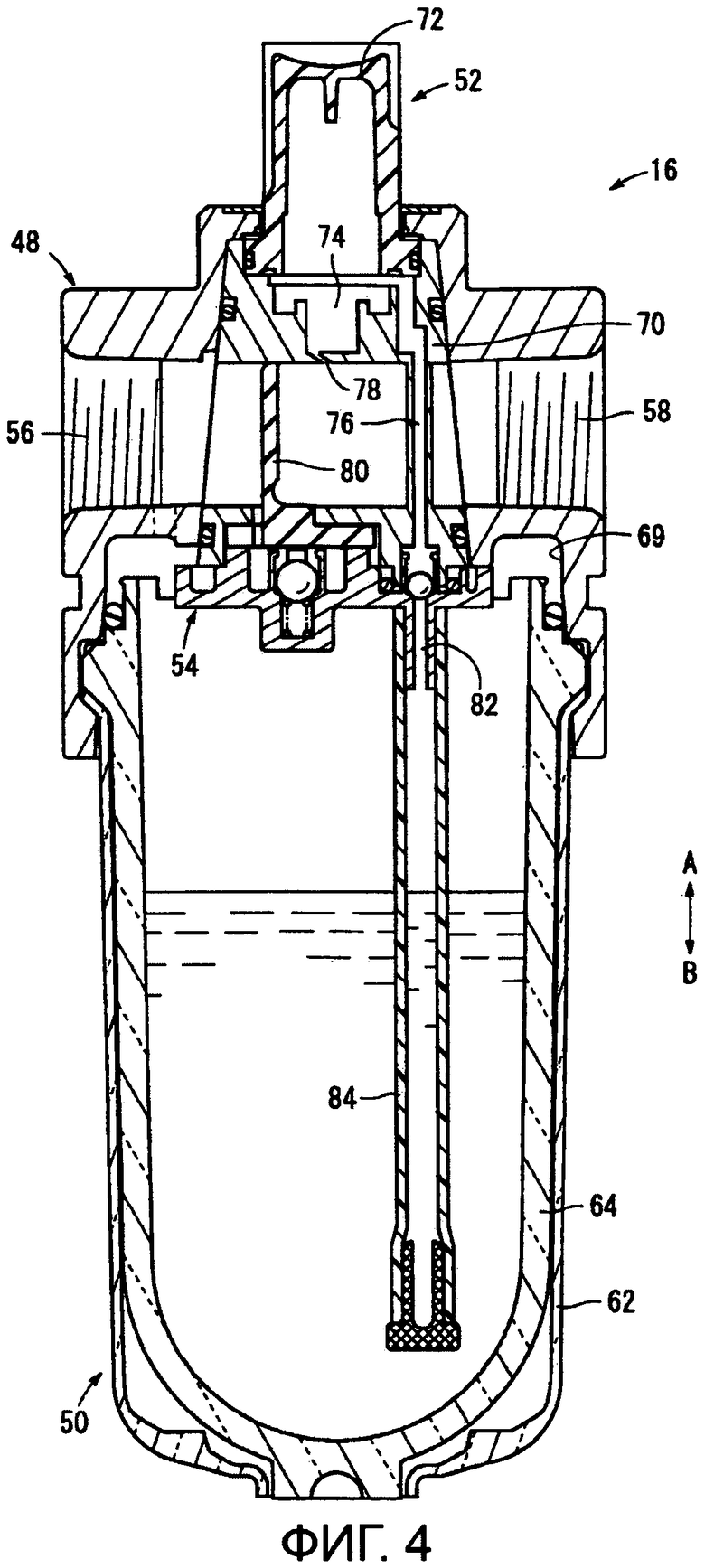
Фиг. 4 - изображение полного поперечного сечения лубрикатора, который образует часть блока с рабочим веществом под давлением по Фиг. 1.
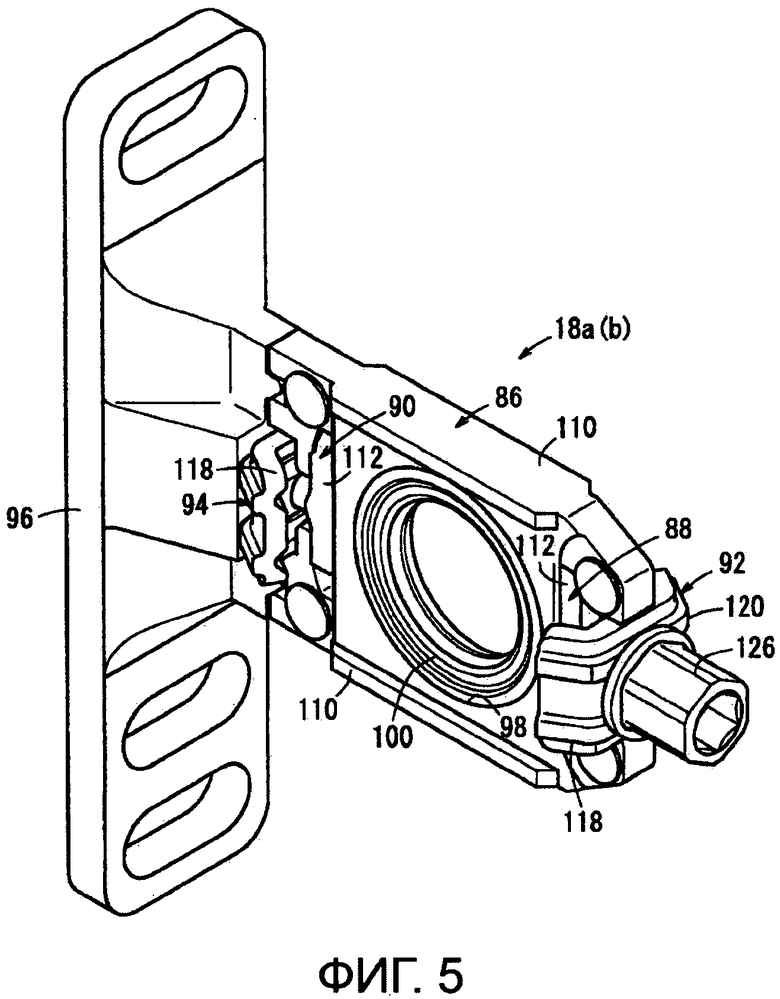
Фиг. 5 - внешнее перспективное изображение соединительного приспособления, показанного на Фиг. 1.
Фиг. 6 - покомпонентное перспективное изображение соединительного приспособления, показанного на Фиг. 5.
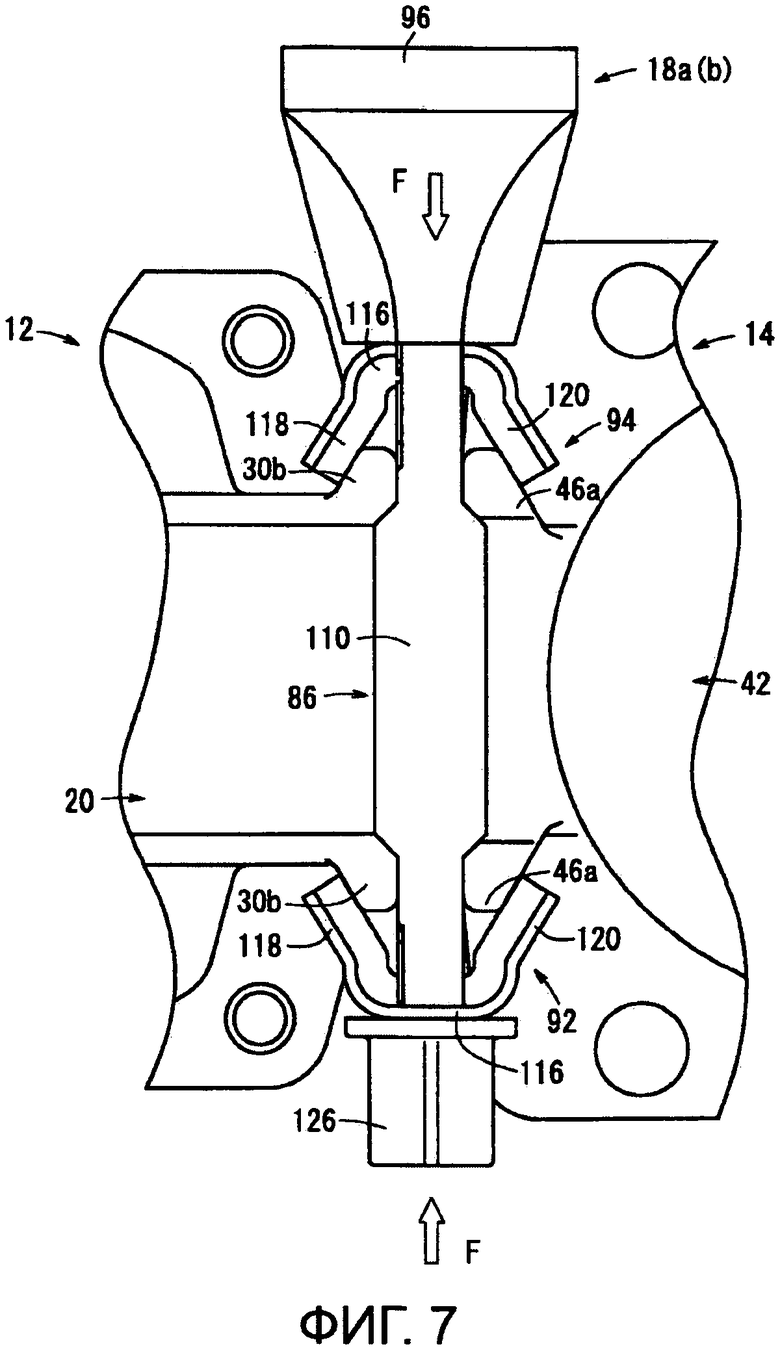
Фиг. 7 - увеличенный вид сверху, показывающий область соединительного приспособления в блоке с рабочим веществом под давлением по Фиг. 1.
Описание примеров осуществления
Ссылочная цифра 10 на Фиг. 1 показывает блок с рабочим веществом под давлением, в котором используется соединительное приспособление для устройств с рабочим веществом под давлением, в соответствии с примером осуществления настоящего изобретения. Поскольку соединительные приспособления 18а, 18b образуются из соответствующих одинаковых составляющих элементов, то далее будут даны объяснения, касающиеся только одного соединительного приспособления 18а. Что касается другого соединительного приспособления 18b, то в нем одинаковые ссылочные обозначения означают те же составляющие элементы, что и элементы первого соединительного приспособления 18а, и детальные описания таких элементов опускаются.
Как показывается на Фиг. 1 и Фиг. 2, блок с рабочим веществом под давлением 10 образуется фильтром 12 для удаления пыли, инородных частиц и других примесей, содержащихся в рабочем веществе под давлением, регулятором 14 для понижения давления рабочего вещества, лубрикатором 16 для смешивания жидкой смазки с рабочим веществом под давлением и парой соединительных приспособлений 18а, 18b, которыми соединяются между собой фильтр 12, регулятор 14 и лубрикатор 16.
Вышеупомянутые фильтр 12, регулятор 14 и лубрикатор 16 действуют как устройства с рабочим веществом под давлением, во внутренние части которых подается рабочее вещество. Регулятор 14 расположен между фильтром 12 и лубрикатором 16.
Как показывается на Фиг. 1 - Фиг. 3, фильтр 12 содержит первый корпус 20, блок кожухов 22, подсоединенный к нижней части первого корпуса 20, и фильтровальный блок 24, который размещается внутри блока кожухов 22.
По бокам, то есть на соответствующих сторонах первого корпуса 20, расположены первый и второй каналы 26, 28 для подвода и выпуска рабочего вещества под давлением. Первый канал 26 подсоединен к не показанному трубопроводу, через который поступает рабочее вещество под давлением. Рабочее вещество, которое поступает в первый канал 26, выпускается через второй канал 28 внутрь регулятора 14, описываемого далее.
Кроме того, на боковых поверхностях первого корпуса 20 расположены пара соединительных выступов 30а и пара соединительных выступов 30b. Пары соединительных выступов 30а, 30b располагаются взаимно противоположно друг другу по внешним краям торцевых поверхностей, в которых образованы первый и второй каналы 26, 28.
Блок кожухов 22 содержит внешний кожух 32, выполненный в виде цилиндра с дном, внутренний кожух 34, вставленный внутри внешнего кожуха 32, кнопку разъединения 36, которая может смещаться относительно внешнего кожуха 32, и дренажный кран 38, который расположен на днище внешнего кожуха 32 и внутреннего кожуха 34.
Кроме того, когда блок кожухов 22 устанавливается в монтажном проеме 40 первого корпуса 20, верхний конец кнопки разъединения 36 вводится в фасонную канавку (не показана), которая образована в монтажном проеме 40 первого корпуса 20. За счет этого регулируется вращательное смещение блока кожухов 22 относительно первого корпуса 20.
Как показывается на Фиг. 1 и Фиг. 2, регулятор 14 содержит второй корпус 42, управляющую ручку 44, которая расположена с возможностью вращения на нижней части второго корпуса 42, и механизм регулировки давления (не показан), который обеспечивает возможность регулировки давления рабочего вещества манипулированием управляющей ручки 44. По бокам, то есть на соответствующих сторонах второго корпуса 42, образована пара каналов (не показаны) для подачи и выпуска рабочего вещества под давлением. Один из каналов подсоединен ко второму каналу 28 фильтра 12, сообщается с ним, и питается рабочим веществом под давлением от фильтра 12. Другой канал, из которого выпускается рабочее вещество, подсоединен к третьему каналу 56 лубрикатора 16 (описан позднее) и сообщается с ним.
Далее, на боковых поверхностях второго корпуса 42 расположены пара соединительных выступов 4ба и пара соединительных выступов 46b. Эти пары соединительных выступов 46а, 46b располагаются напротив друг друга на внешних краях торцевых поверхностей, на которых образованы пары каналов.
Кроме того, регулятор 14 содержит внутри механизм регулировки давления рабочего вещества, при этом механизм регулировки давления рабочего вещества может приводиться в действие вращением управляющей ручки 44. Регулятор 14, после того, как он обеспечит настройку давления рабочего вещества, подаваемого от одного канала, до желаемой величины, выпускает рабочее вещество под давлением из другого канала и подает его на лубрикатор 16.
Лубрикатор 16 применяется для того, чтобы жидкая смазка вводилась по каплям в рабочее вещество под давлением. Лубрикатор, используя поток рабочего вещества под давлением, подает жидкую смазку на скользящие части в других устройствах с рабочим веществом под давлением. Как показывается на Фиг. 1, Фиг. 2 и Фиг. 4, лубрикатор 16 содержит третий корпус 48, блок кожухов 50, подсоединенный к нижней части третьего корпуса 48, капельницу 52, которая введена внутрь третьего корпуса 48, и держатель 54 для крепления капельницы 52 в третьем корпусе 48.
По бокам, то есть на соответствующих сторонах третьего корпуса 48, расположены третий и четвертый каналы 56, 58 для подвода и выпуска рабочего вещества под давлением. Третий канал 56 и четвертый канал 58 сообщаются между собой через не показанный соединительный проход. Третий канал 56 подсоединен к другому каналу в регуляторе 14, который расположен смежно с ним, а четвертый канал 58 подсоединен к не показанному трубопроводу.
Далее, на боковых поверхностях третьего корпуса 48 расположены пара соединительных выступов 60а и пара соединительных выступов 60b (см. Фиг. 2). Эти пары соединительных выступов 60а, 60b располагаются напротив друг друга на внешних краях торцевых поверхностей, на которых образованы третий и четвертый каналы 56, 58.
Блок кожухов 50 содержит внешний кожух 62, выполненный в виде цилиндра с дном, внутренний кожух 64, вставленный внутри внешнего кожуха 62 и кнопку разъединения 66, которая может смещаться относительно внешнего кожуха 62. Внутренняя область внутреннего кожуха 64 заполняется жидкой смазкой через затычку подачи смазки 68, которая расположена на третьем корпусе 48. Кроме того, блок кожухов 50 устанавливается в монтажном проеме 69 третьего корпуса 48.
Как показывается на Фиг. 4, капельница 52 содержит внутренний элемент 70, который установлен внутри третьего корпуса 48, и капельную втулку 72, которая находится на верхней части внутреннего элемента 70. На внутреннем элементе 70 расположен резервуар 74, через который жидкая смазка поступает во внутренний кожух 64. Резервуар 74 сообщается со смазочным проходом 76, который направлен книзу, и через смазочный проход 76 поступает жидкая смазка. Капельное отверстие 78 открыто книзу, в основном, в центральной части резервуара 74. Смазочный проход 76 сообщается с каналом подачи смазки 82, который образован в держателе 54.
Держатель 54 установлен в нижней части внутреннего элемента 70, который образует капельницу 52, и фиксирует часть демпфера 80, расположенного между внутренним элементом 70 и держателем 54. Держатель 54 содержит канал подачи смазки 82, который сообщается с смазочным проходом 76. Канал подачи смазки 82 выступает книзу (в направлении по стрелке В) и размещен во внутренней области внутреннего кожуха 64. К каналу подачи масла 82 подсоединена направляющая трубка смазки 84.
Кроме того, жидкая смазка, которая заполняет внутренний кожух 64, после прохождения через направляющую трубку смазки 84 и перетекания в направлении держателя 54, проходит через смазочный проход 76 и поступает внутрь резервуара 74. Жидкая смазка из резервуара 74 проходит через капельное отверстие 78 и закапывается внутрь соединительного прохода. В результате, с рабочим веществом под давлением, которое перемещается через соединительный проход, смешивается заранее заданное количество жидкой смазки.
Как показывается на Фиг. 1, Фиг. 2 и Фиг. 5 - Фиг. 7, соединительное приспособление 18а (18b) содержит базовую деталь (корпус) 86, которая выполнена, в основном, в виде тонкой прямоугольной пластины, пару из первой и второй крепежных деталей 88, 90, расположенных на одной стороне и на другой стороне базовой детали 86, пару из первого и второго держателей 92, 94, которые устанавливаются на первой и второй крепежных деталях 88, 90 и которые служат для крепления устройств с рабочим веществом под давлением, и присоединяющей детали 96, которая подсоединяется к другой поверхности базовой детали 86.
Базовая деталь 86 имеет, в основном, постоянную толщину. Базовая деталь 86 содержит отверстие 98, находящееся, в основном, в ее центре, а в отверстие 98 устанавливается уплотнительное кольцо 100, выполненное из упругого материала. Внешняя периферическая поверхность уплотнительного кольца 100 расположена так, что она примыкает к внутренней периферической поверхности отверстия 98.
Далее, на одной боковой поверхности и на другой боковой поверхности базовой детали 86 существуют первая и вторая фасонные выемки 102, 104, которые углубляются по направлению к отверстию 98 и в которые устанавливаются первый и второй держатели 92, 94 (будут описаны позднее), канавки 106, которые расположены несколько ближе к сторонам отверстия 98, чем первая и вторая фасонные выемки 102, 104, и соединительные отверстия 108, которые соединяют между собой соответственно канавки 106 и первую и вторую фасонные выемки 102, 104.
Канавки 106 представляют собой открытые области, имеющие прямоугольное поперечное сечение, которые проходят параллельно первой и второй фасонным выемкам 102, 104. Соединительные отверстия 108 образованы, в основном, по центру вдоль продольного направления канавок 106.
Кроме того, на верхней и нижней поверхности базовой детали 86 соответственно образована пара фланцев 110, ширина которых увеличивается в направлении по толщине базовой детали 86. Иными словами, стороны верхней поверхности и нижней поверхности базовой детали 86 являются более широкими по сравнению с самой базовой деталью 86.
Каждая из первой и второй крепежной детали 88, 90 содержит центральную часть детали 112, имеющую, в основном, прямоугольную форму в поперечном сечении, и резьбовой участок (стержень) 114, который расположен в середине центральной части детали 112 по ее продольному направлению. Резьбовой участок 114 проходит перпендикулярно к центральной части детали 112, так что он выступает на заранее заданную длину относительно центральной части детали 112.
Более конкретно, первый и второй крепежные детали 88, 90 образованы из центральной части детали 112 и резьбового участка 114 так, что они имеют, в основном, Т-образное поперечное сечение. Далее, резьбовой участок 114 представляет собой, например, резьбовую шпильку, на внешней периферической поверхности которой нарезана наружная резьба.
Центральная часть детали 112 первой крепежной детали 88 вводится в канавку 106, образованную на одной боковой поверхности базовой детали 86, в то время как ее резьбовой участок 114 вводится в соединительное отверстие 108, так что конец резьбового участка 114 выступает внутрь первой фасонной выемки 102. С другой стороны, центральная часть детали 112 второй крепежной детали 90 вводится в канавку 106, образованную на другой боковой поверхности базовой детали 86, в то время как ее резьбовой участок 114 вводится в соединительное отверстие 108, так что конец резьбового участка 114 выступает внутрь второй фасонной выемки 104.
Далее, поскольку толщина первой и второй крепежной детали 88, 90, в основном, такая же, что и толщина базовой детали 86, то в том случае, когда на ней установлены первая и вторая крепежные детали 88, 90, первая и вторая крепежные детали 88, 90 не выступают наружу из базовой детали 86 в направлении ее толщины.
Первый и второй держатели 92, 94 состоят соответственно из плоского участка 116, расположенного, в основном, в их центре, и первого и второго фиксирующих элементов 118, 120, которые наклонены под заранее заданным углом к плоскому участку 116 и находятся по обоим его концам. Кроме того, плоские участки 116 введены в первую и вторую фасонные выемки 102, 104 базовой детали 86, и, вместе с этим, первый и второй фиксирующие элементы 118, 120 устанавливаются так, что они примыкают к сторонам соединительных выступов 30b, 46а фильтра 12 и регулятора 14 соответственно.
Далее, в центре плоских участков 116 образованы отверстия под болт 122, через которые вводятся резьбовые участки 114 первой и второй крепежной детали 88, 90. Кроме того, навинчиванием на них первой гайки 126 в том положении, в котором резьбовой участок 114 первой крепежной детали 88 введен через отверстие под болт 122, первый держатель 92 фиксируется относительно резьбового участка 114. С другой стороны, навинчиванием на них второй гайки 128 в том положении, в котором резьбовой участок 114 второй крепежной детали 90 введен через отверстие под болт 112, второй держатель 94 фиксируется относительно резьбового участка 114.
Блок с рабочим веществом под давлением 10, в котором использовано соединительное приспособление в соответствии с примером осуществления настоящего изобретения, сконструирован, в основном, как описано выше. Затем, со ссылками на Фиг. 5 и Фиг. 6 будет дано объяснение, касающееся сборки соединительного приспособления 18а.
Сначала, применительно к соединительному приспособлению 18а, которое показано на Фиг. 6, в отверстие 98 базовой детали 86 вводится уплотнительное кольцо 100, а в канавки 106 вводятся соответственно центральные части детали 112 первой и второй крепежной детали 88, 90. При этом их резьбовые участки 114 вводятся соответственно в соединительные отверстия 108 базовой детали 86. В результате этого резьбовые участки 114 первой и второй крепежной детали 88, 90 устанавливаются так, что они выступают внутрь соответственно первой и второй фасонной выемки 102, 104 базовой детали 86.
Затем резьбовые участки 114 вводятся через отверстия под болт 122 соответственно первого и второго держателя 92, 94, а плоские участки 116 первого и второго держателей 92, 94 вводятся в первую и вторую фасонную выемку 102, 104. После этого на резьбовой участок 114 первой крепежной детали 88 навинчивается первая гайка 126, в то время как через сквозное отверстие 124, которое образовано, в основном, в центре присоединяющей детали 96, вводится резьбовой участок 114 второй крепежной детали 90, и на него навинчивается вторая гайка 128. Благодаря этому, другая боковая поверхность базовой детали 86 соединяется с присоединяющей деталью 96, а первый держатель 92 закрепляется на одной боковой поверхности базовой детали 86.
Наконец, как показывается на Фиг. 7, соединительные выступы 30b со стороны второго канала 28 на фильтре 12 и соединительные выступы 46а регулятора со стороны его канала, который подсоединен ко второму каналу 28, устанавливаются напротив друг друга, при этом базовая деталь 86 располагается между фильтром 12 и регулятором 14, в то время как второй канал 28 фильтра 12 и канал регулятора 14 устанавливаются, в основном, по прямой линии.
Вдобавок, после того, как первый и второй фиксирующие элементы 118, 120 первого и второго держателей 92, 94 войдут в соприкосновение соответственно с соединительными выступами ЗОЬ, 46а, завинчиваются первая и вторая гайки 126, 128. При этом завинчивании первая и вторая гайки 126, 128 перемещаются вдоль резьбовых участков 114 по направлению к базовой детали 86, и одновременно с этим первый и второй держатели 92, 94 перемещаются по направлению к базовой детали 86. В результате, первый и второй фиксирующие элементы 118, 120 первого держателя 92 и первый и второй фиксирующие элементы 118, 120 второго держателя 94 передвигаются в направлениях навстречу друг другу, тем самым соединительные выступы ЗОЬ фильтра 12 и соединительные выступы 46а регулятора 14 зажимаются с большой силой и соединяются между собой.
В этом случае второй канал 28 фильтра 12 и канал регулятора 14 сообщаются между собой через отверстие 98 базовой детали 86, а утечка во внешнюю область рабочего вещества под давлением, которое проходит через отверстие 98, может быть предотвращена уплотнительным кольцом 100.
Далее, в случае, когда регулятор 14 и лубрикатор 16 также соединяются между собой соединительным приспособлением 18b, проводится, в основном, таким же самым образом описанный выше способ сборки, и потому детальные объяснения этой сборки опущены. Далее, порядок, в котором монтируются фильтр 12, регулятор 14 и лубрикатор 16 не обязательно ограничен порядком, описанным выше.
Как было рассмотрено ранее, в настоящем примере осуществления первый и второй крепежные детали 88, 90, имеющие резьбовые участки 114, могут быть соответственно прикреплены к базовой детали 86. Благодаря этому, может быть уменьшен размер базовой детали 86 по толщине по сравнению с ситуацией, в которой образованы сквозные отверстия, через которые в корпус (базовую деталь) вводится болт, как в соединительном приспособлении в соответствии с традиционной технологией. Иными словами, в случае, когда сквозное отверстие образовано в корпусе, как в традиционной технологии, необходимо толщину корпуса задавать так, чтобы корпус имел бы более толстые стенки, чем внешний диаметр сквозного отверстия. И по сравнению со случаем настоящего примера осуществления, в котором резьбовые участки 14 с имеющейся на них наружной резьбой расположены на корпусе (базовой детали), размер по толщине увеличивается.
Более конкретно, в соединительном приспособлении 18а, 18b, в соответствии с настоящим примером осуществления, размер базовой детали 86 по толщине может быть сделан меньше. И, наряду с этим, расстояние между смежными устройствами с рабочим веществом под давлением может быть сделано короче, а габариты всего целиком блока с рабочим веществом под давлением могут быть уменьшены.
Далее, поскольку фильтр 12, регулятор 14 и лубрикатор 16, которые представляют собой соответствующие устройства с рабочим веществом под давлением, могут быть подсоединены друг к другу, прикладывая осевые усилия (см. стрелки F на Фиг.7) вдоль аксиального направления резьбовых участков 114 в то время, когда первый и второй держатели 92, 94 закрепляются первой и второй гайкой 126, 128, фильтр 12, регулятор 14 и лубрикатор 16 могут быть прочно соединены между собой, и вместе с этим к первому и второму держателям 92, 94 смежных устройств с рабочим веществом под давлением могут быть приложены однородные усилия. В результате этого обеспечивается возможность соединения между собой устройств с рабочим веществом под давлением с хорошей балансировкой.
Более того, поскольку конструкция может быть упрощена по сравнению с соединительным приспособлением для устройств с рабочим веществом под давлением в соответствии с традиционной технологией, то требуемое для нее число деталей и сборочных этапов может быть уменьшено.
Далее, в блоке с рабочим веществом под давлением 10, в котором использовано соединительное приспособление 18а, 18b, смонтированном вышеизложенным образом, рабочее вещество под давлением подается через трубопровод от не показанного источника питания рабочим веществом на первый канал 26 фильтра 12. Рабочее вещество направляется во внутреннюю область блока кожуха 22 от первого канала 26, и при прохождении через фильтровальный элемент фильтровального блока 24 соответствующим образом удаляются пыль, инородные частицы и прочие примеси, которые содержатся в рабочем веществе. После этого рабочее вещество под давлением поступает вверх через фильтровальный блок 24 и выпускается в виде чистого рабочего вещества из второго канала 28.
Далее, рабочее вещество под давлением подается через отверстие 98 соединительного приспособления 18а на один канал (не показан) регулятора 14, а после того, как управляющей ручкой 44 устанавливается заданное давление рабочего вещества, рабочее вещество с установленным давлением поступает через другой канал на лубрикатор 16, который соединительным приспособлением 18b соединен в одно целое с регулятором 14.
Рабочее вещество с установленным давлением поступает на третий канал 56 лубрикатора 16 и истекает в сторону четвертого канала 58. Одновременно с этим часть рабочего вещества под давлением подается внутрь блока кожухов 50. В результате этого жидкая смазка сдавливается рабочим веществом, которое поступает во внутренний кожух 64, и жидкая смазка протекает через направляющую трубку смазки 84 по направлению к держателю 54 (в направлении по стрелке А). После этого жидкая смазка поступает через смазочный проход 76 внутрь резервуара 74 и закапывается через капельное отверстие 78 в рабочее вещество под давлением. В результате этого рабочее вещество, после его перемешивания с заранее заданным количеством жидкой смазки при прохождении через внутреннюю область внутренней детали 70, проходит через трубку от четвертого прохода 58 и поступает к другому устройству с рабочим веществом под давлением, для которого требуется смазывание.
Соединительное приспособление, в соответствии с настоящим изобретением, не ограничивается описанным выше примером осуществления, и, само собой разумеется, что могут быть использованы различные его дополнительные и модифицированные конструкции без отклонения от сущности изобретения, как излагается в прилагаемых пунктах формулы изобретения.


Изобретение относится к соединительному приспособлению для устройств с рабочим веществом под давлением Соединительное приспособление соединяет между собой фильтр, регулятор и лубрикатор, образующие блок с рабочим веществом под давлением. Соединительное приспособление содержит базовую деталь с имеющимся в ней отверстием, пару первых и вторых крепежных деталей, смонтированных соответственно на одной боковой поверхности и другой боковой поверхности базовой детали, и первый и второй держатели, в которых закреплена первая и вторая крепежная деталь. Кроме того, первый и второй держатели зацепляются соответственно с соединительными выступами фильтра, регулятора и лубрикатора, а на первую и вторую крепежную деталь навинчивается гайка, тем самым устройства с рабочим веществом под давлением соединяются между собой посредством первого и второго держателя. Изобретение упрощает конструкцию приспособления. 6 з.п. ф-лы, 7 ил.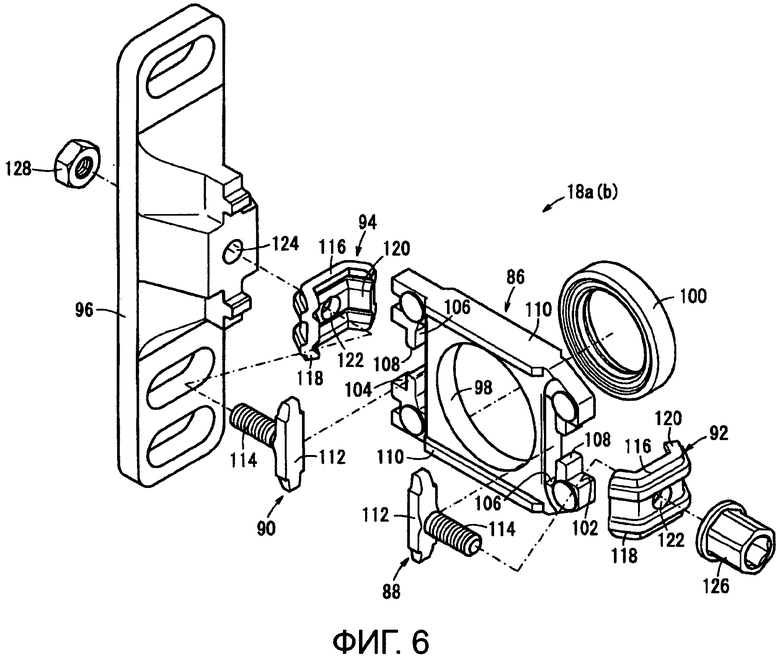
1. Соединительное приспособление для устройств с рабочим веществом под давлением, которое устанавливается между одним устройством с рабочим веществом под давлением и другим устройством с рабочим веществом под давлением, посредством которого сообщаются между собой соответствующие проходы рабочего вещества одного устройства с рабочим веществом под давлением и другого устройства с рабочим веществом под давлением соединением устройств с рабочим веществом под давлением в единое целое, содержащее:
базовую деталь (86) с имеющимся в ней отверстием (98), посредством которой проходы рабочего вещества одного устройства с рабочим веществом под давлением и другого устройства с рабочим веществом под давлением сообщаются между собой;
пару держателей (92, 94), которые расположены на одной боковой поверхности и на другой боковой поверхности базовой детали (86), перпендикулярно к аксиальному направлению отверстия (98), и имеющие фиксирующие элементы (118, 120), которые соединяются с выступами (30а, 30b, 46а, 46b, 60a, 60b), расположенными соответственно на одном устройстве с рабочим веществом под давлением и на другом устройстве с рабочим веществом под давлением; и
пару крепежных деталей (88, 90), которые имеются на одной боковой поверхности и на другой боковой поверхности базовой детали (86) и которые обеспечивают фиксацию держателей (92, 94),
при этом крепежные детали (88, 90) содержат соответственно центральную часть детали (112), которая устанавливается в базовую деталь (86), и стержневую часть детали (114), выступающую из центральной части детали (112), при этом стержневые части детали (114) крепежных деталей (88, 90) вводятся через держатели (92, 94), держатели (92, 94) и крепежные детали (88, 90) соединяются посредством стержневых частей детали (114), а крепежные детали (88, 90) имеют, в основном, ту же самую толщину, что и базовая деталь (86).
2. Соединительное приспособление в соответствии с п. 1, отличающееся тем, что на стержневых частях детали (114) нарезана наружная резьба, и при навинчивании гаек (126) на стержневые части детали (114) на держатели (92, 94) воздействует осевое усилие, направленное в сторону выступов (30а, 30b, 46а, 46b, 60a, 60b).
3. Соединительное приспособление в соответствии с п. 1, отличающееся тем, что пара держателей (92, 94) и крепежных деталей (88, 90) расположены напротив друг друга, а между ними находится базовая деталь (86).
4. Соединительное приспособление в соответствии с п. 1, отличающееся тем, что крепежные детали (88, 90) имеют, в основном, Т-образное поперечное сечение, при этом основная часть детали (112) и стержневая часть детали (114) расположены перпендикулярно друг другу.
5. Соединительное приспособление в соответствии с п. 1, отличающееся тем, что в базовой детали (86) образованы канавки (106), в которые вводятся центральные части детали (112).
6. Соединительное приспособление в соответствии с п. 1, отличающееся тем, что фиксирующие элементы (118, 120) наклонены под заранее заданным углом относительно плоской части (116), образованной, главным образом, в центре держателей (92, 94), так что в случае, когда держатели (92, 94) соединены с крепежными деталями (88, 90), фиксирующие элементы (118, 120) располагаются по сторонам базовой детали (86).
7. Соединительное приспособление в соответствии с п. 6, отличающееся тем, что в плоской части (116) образовано отверстие под болт (122), через которое вводится стержневая часть детали (114).
| US 4533020 A, 06.08.1985 | |||
| US 5025834 A, 25.06.1991 | |||
| JP 2003021118 A, 24.01.2003 | |||
| US 5372392 A, 13.12.1994 | |||
| Способ приготовления лака | 1924 |
|
SU2011A1 |

