Область техники
Настоящее описание относится к картриджам для приготовления жидких продуктов.
В различных вариантах выполнения описание может относиться к картриджам для приготовления напитков, таких как, например, кофе.
Уровень техники
Картриджи для приготовления жидкого продукта, такого как, например, напиток, путем введения в картридж жидкости (возможно под давлением и/или при высокой температуре) и/или пара представляют собой область техники, особенно разработанную, как описано, например, в документах FR-A-757 358, FR-A-2 373 999 (к которому относится US-A-4 136 202), FR-A-2 556 323, GB-A-938 617, GB-A-2 023 086, CH-A-406 561, US-A-3 403 617, US-A-3 470 812, US-A-3 607 297 (к которому относится FR-A-1 537 031), WO-A-86/02 537, EP-A-0 199 953, EP-A-0 211 511, EP-A-0 242 556, EP-A-0 468 078, EP-A-0 469 162 и TH-A-0 507 905.
Значительная часть технических решений, описанных в этих документах, указанных выше, главным образом касается приготовления жидких продуктов, составляющих напитки, такие как кофе, чай, шоколад, бульон, супы или различные настои. Что касается приготовления кофе, известны (например, по EP-A-0 507 905, уже упомянутому ранее) технические решения, составленные для возможности приготовления эспрессо.
В частности, настоящий заявитель производит картриджи Espresso Family, содержащие порцию по меньшей мере одного вещества (например, порошкового кофе), помещенного между двумя пленками, через которые может проходить жидкость и/или пар, соединенными вместе вокруг указанной порции. В частности, изобретение относится к картриджу согласно ограничительной части п.1 формулы изобретения, известному, например, ЕР 2223869 А1. Другие аналоги раскрыты в WO 2009/053811 А2 и FR 2917722 А1.
Задача и сущность изобретения
В указанном выше техническом решении пленки соединены термосваркой. Для этого пленки образованы из целлюлозной бумаги с добавлением произвольного вложения волокон термоплавкого материала, такого как, например, полиэтилен, присутствие которого означает, что пленки, вмещающие порцию, и соответственно картридж в целом не могут считаться компостируемыми.
Свойства, которыми должен обладать материал, чтобы считаться компостируемым (или биоразлагаемым), согласно общепринятому определению, также на патентном уровне (см., например, ЕР-В-0497838, ЕР-В-0561982, ЕР-В-0788733, ЕР-В-0723572, ЕР-В-0868275, ЕР-В-0971818 и ЕР-В-1842944) в настоящий момент установлены Европейским стандартом EN 13432, «Требования для компостируемых и биоразлагаемых упаковок - Схема испытаний и критерии оценки для окончательного принятия упаковки», а также недавно приняты в Италии как UNI EN 13432. Согласно указанному стандарту, свойства компостируемого материала должны быть следующими:
- биоразлагаемость, то есть метаболическое изменение компостируемого материала в углекислый газ. Это свойство измеряется стандартным способом тестирования, а именно prEN 14046 (также изданный как ISO 14855: биоразлагаемость при контролируемых условиях компостирования). Допустимый уровень составляет 90% биоразлагаемости (относительно целлюлозы), достигаемой за период менее 6 месяцев;
- дезинтегрируемость, то есть фрагментация и потеря видимости в конечной компостеризации (отсутствие видимого разложения). Измеряется тестом на компостирование в полупромышленных масштабах (prEN 14045). Образцы тестового материала компостируют вместе с органическими отходами на 3 месяца. В итоге смесь просеивается двухмиллиметровым решетом. Масса остатка тестового материала размера более 2 мм должна составлять менее 10% начальной массы;
- отсутствие негативного воздействия на компостирующий процесс, подтвержденное тестом на компостирование в полупромышленном масштабе;
- низкий уровень тяжелых металлов (ниже допущенных максимальных значений) и отсутствие негативного воздействия на качество смеси (например, снижения агрономической ценности и оказания экотоксикологического эффекта на рост растений). Тестирование на рост растений (тестирование OECD 208, измененное) проводят на образцах смеси, в которых произошло разложение смеси. От контрольной смеси не должно быть отличий;
- другие химико-физические параметры, которые не должны меняться после разложения исследуемого материала: pH, содержание соли; летучие твердые вещества; азот; фосфор; магний; калий.
Понятно, что биоразлагаемый материал необязательно может быть компостируемым, поскольку он также должен расщепляться во время компостирующего цикла. С другой стороны, материал, распадающийся во время компостирующего цикла на микроскопические частицы, которые, однако, затем не полностью биоразлагаемы, не является компостируемым.
UNI EN 13432 - согласованный стандарт; то есть он опубликован в официальном журнале Европейского союза и принят в Европе на национальном уровне и предусматривает презумпцию согласия с Европейской директивой № 94/62 ЕС на упаковки и упаковочные отходы.
Следуя за возрастающим интересом к окружающей среде и, в конечном счете, существованию ежедневных пищевых отходов, компостируемость является требованием, считающимся все более важным для потребителей картриджей, рассматриваемых здесь.
Кроме того, отмечается, что настоящая технология производства указанных продуктов предусматривает термосваривание вместе двух пленок фильтрующего материала на краевых участках картриджа с использованием для этой цели термоплавкого материала, такого как, например, полиэтилен, обычно размещаемого в качестве произвольных волокон в чистой фильтрующей целлюлозной матрице.
Наличие указанного некомпостируемого материала (такого как полиэтилен) может быть локализовано также в областях картриджа, где термосваривающий полимер не является необходимым, то есть в областях, где течет напиток.
Это вызывает использование избыточного материала по сравнению с действительной необходимостью, с последующим увеличением стоимости и негативного воздействия на окружающую среду.
Задачей настоящего изобретения является преодоление вышеуказанных недостатков.
По изобретению указанная задача достигается благодаря картриджу, имеющему свойства, перечисленные в п.1 формулы. Преимущественные разработки изобретения образуют объект последующих пунктов.
Формула является частью, неотделимой от технического учения, обеспеченного здесь относительно изобретения.
В различных вариантах выполнения картридж предлагается для приготовления жидкого продукта, например напитка, такого как кофе, посредством жидкости и/или пара, вводимых в картридж. Указанный картридж содержит порцию, состоящую по меньшей мере из одного вещества, такого как, например, порошковый кофе, которая может образовать вышеупомянутый продукт с использованием жидкости и/или пара. Порция помещена между пленками, в которые может поперечно подаваться указанная жидкость и/или пар, при этом указанные пленки соединены вместе вокруг порции.
Вышеупомянутые пленки выполнены из компостируемого материала, например материала, который может быть подвергнут компостированию и биодеградации, например, в соответствии со стандартом UNI EN 13432:2002 и/или последующими модификациями и объединениями.
Краткое описание чертежей
Далее изобретение описано исключительно путем неограничивающего примера со ссылкой на сопровождающие чертежи, на которых:
фиг.1 - общий вид в перспективе картриджа по одному варианту выполнения; и
фиг.2-9 - последовательные этапы возможного применения способа обеспечения картриджа по фиг.1; фиг.6 и 7 относятся к двум соответствующим вариантам выполнения.
Подробное описание
В последующем описании показаны различные конкретные элементы для обеспечения полного понимания вариантов выполнения. Указанные варианты выполнения могут быть обеспечены без одной или более конкретных элементов или другими способами, компонентными материалами и т.д. В других случаях известные структуры, материалы или операции не показаны или описаны подробно, так что различные объекты вариантов выполнения не останутся непонятными.
Ссылка на «вариант выполнения» или «один вариант выполнения» в рамках настоящего изобретения предназначена для обозначения данной конкретной конфигурации, структуры или свойства, описанного относительно варианта выполнения и содержащегося по меньшей мере в одном варианте выполнения. Следовательно, такие фразы, как «в варианте выполнения» или «в одном варианте выполнения», которые могут присутствовать в различных точках данного описания, необязательно относятся к одному и тому же варианту выполнения. Кроме того, конкретные устройства, структуры или свойства могут комбинироваться любым подходящим способом в одном или более вариантах выполнения.
Используемые здесь ссылки обеспечены только для удобства и, следовательно, не определяют сферу защиты или объем вариантов выполнения.
На фиг.1 позицией 10 обозначен в целом картридж для приготовления жидкого продукта, обеспечиваемого посредством жидкости и/или пара, вводимых в картридж.
В различных вариантах выполнения рассматриваемый жидкий продукт может состоять из напитка, такого как кофе (например, эспрессо). В любом случае, повторную ссылку на кофейный напиток в рамках настоящего подробного описания никаким образом не следует понимать как ограничивающую объем описания, всецело обобщенного.
Картридж 10 содержит порцию наполнителя 12 из по меньшей мере одного вещества, которая может образовать вышеуказанный продукт с помощью вышеуказанной жидкости и/или пара.
В различных вариантах выполнения порция наполнителя 12 может состоять из порошкового кофе или другого предшественника жидкого продукта, такого как, например, напиток, чай, шоколад, как в порошковой, так и в гранулированной форме; продукты для приготовления бульонов, супов, напитков, настоев различного происхождения и т.д. Указанный список следует понимать исключительно как пример и никаким образом не ограничение.
В различных вариантах выполнения порция наполнителя 12 может быть помещена между двумя пленками 14, 16, куда может поперечно подаваться жидкость и/или пар, используемые для приготовления жидкого продукта. В различных вариантах выполнения указанные две пленки 14 и 16 могут быть соединены вместе вокруг порции наполнителя 12, например, вдоль фланца, образованного наружными краями пленок 14. Указанный фланец может, например, иметь выступающую часть 18, которая продолжается как язычок относительно порции наполнителя 12, так что образует полоску для захвата всего картриджа 10.
Указанная полоска или язычок при наличии может использоваться, например:
- для извлечения картриджа из пачки (например, вида, известного как «флоу-пак»), в которую вставлен картридж после упаковки в целях защиты и сохранения аромата; и/или
- для вставления картриджа в машину, используемую для приготовления соответствующего жидкого продукта, и последующего извлечения картриджа из указанной машины, когда картридж использован для приготовления продукта.
Общие свойства картриджа 10, как описано ранее, также как критерии и способы использования указанного картриджа, таким образом, известны в уровне техники и, следовательно, не требуют здесь подробного описания.
В частности, понятно, что возможность прохождения через пленки 14 и 16 (по меньшей мере, в той части, где расположена порция наполнителя 12) жидкости и/или пара, используемого для приготовления конечного продукта, может быть обеспечена тем, что материал, составляющий пленки в этой части, имеет присущие ему свойства проницаемости (например, если это пористый материал), или тем, что материал подвергается (согласно известным критериям) перфорации, например, посредством штырей, проникающих в указанный материал.
В различных вариантах выполнения производство картриджа 10, как показано на фиг.1, может начинаться с обеспечения первой пленки, выполненной для образования пленки 14 (фиг.2).
В различных вариантах выполнения это может быть пленка, выполненная из пористого материала (то есть проницаемая для жидкости и/или пара). В различных вариантах выполнения пленка 14 может состоять из пленки, например, выполненной из бумаги, такой как целлюлозная бумага, или еще из нетканого полотна, например полотна на основе целлюлозных волокон. В различных вариантах выполнения это может быть пленка из 100% целлюлозной бумаги.
Дополнительные обозначения, относящиеся к материалу, которые могут быть использованы для пленки 14 (и пленки 16: в различных вариантах выполнения рассмотрения относительно происхождения и свойств материала, составляющего фольгу 14, применимы практически идентичным образом к фольге 16), обеспечены в продолжение настоящего подробного описания.
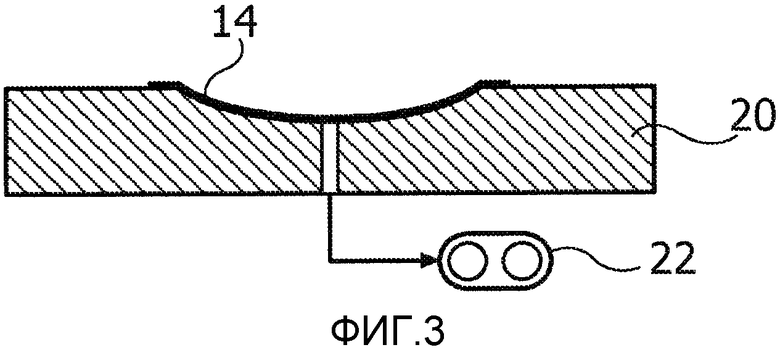
Как можно заключить из последовательности фиг.2 и 3, в различных вариантах выполнения пленка 14 обеспечивается на придающей форму/формирующей пластине 20, имеющей по существу чашеобразную форму. Пластина 20 может взаимодействовать с источником субатмосферного давления 22, таким как, например, откачивающий насос 22 (так называемый «вакуумный насос»), способным создать в чашеобразной области пластины 20 субатмосферный уровень давления таким образом, чтобы пленка 14 сама приняла по существу чашеобразную структуру с центральной чашеобразной частью, ограниченной плоским периферическим фланцем.
Понятно, что такая структура может быть придана фольге 14 также другим способом, например с помощью механического придания формы, например, обратившись к придающей форму пластине, которая представляет собой выпуклую структуру, подходящую к чашеобразной форме, которую надо придать фольге 14.
Кроме того, отмечается, что тогда, как в рассматриваемых здесь вариантах выполнения, порция наполнителя 12 и, следовательно, участки пленок 14 и 16, которые обертывают ее с противоположных сторон, имеют по существу круглую форму, при этом указанная форма не является обязательной.
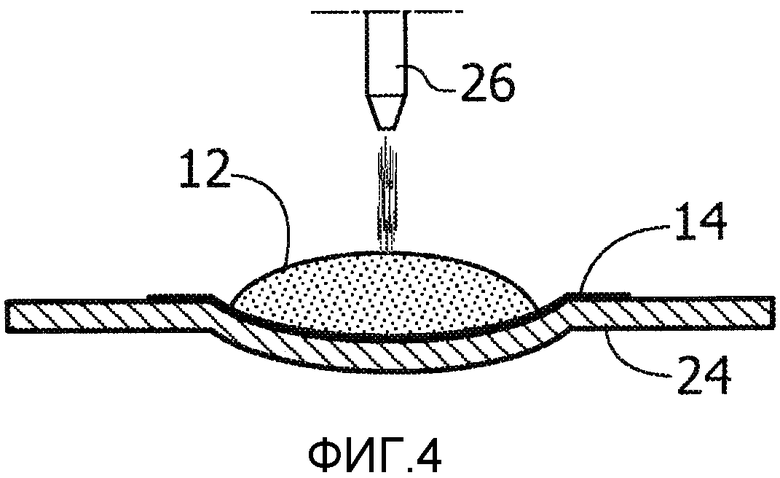
Когда чашеобразная форма, представленная на фиг.3, достигнута (и после возможного перемещения пленки 14 на поддерживающую пластину 24, представленную здесь как отдельный элемент, но в различных вариантах выполнения для совмещения с придающей форму пластиной 20), порцию наполнителя 12 предшественника жидкого продукта распределяют в чашеобразной части пленки 14.
В рассматриваемых здесь вариантах выполнения (разумеется, никак не ограничивающих объем описания) рассматриваемая порция наполнителя 12 является порцией порошкового кофе, доставляемого через выдачное устройство 26 известного типа.
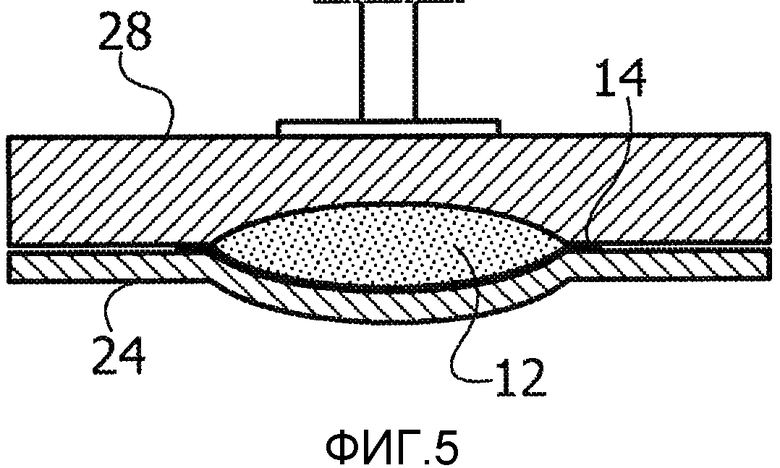
Как схематично показано на фиг.5, порция наполнителя 12 (состоящая в рассматриваемых здесь вариантах выполнения из материала в порошковой форме, такого как порошковый кофе) может подвергаться сжатию, например, с помощью пресса 28, также известного типа.
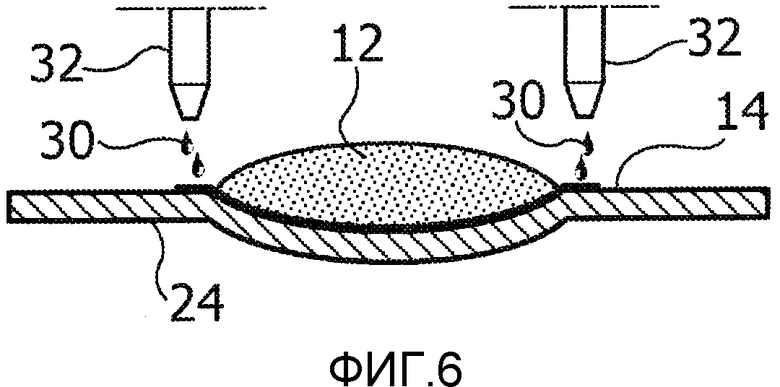
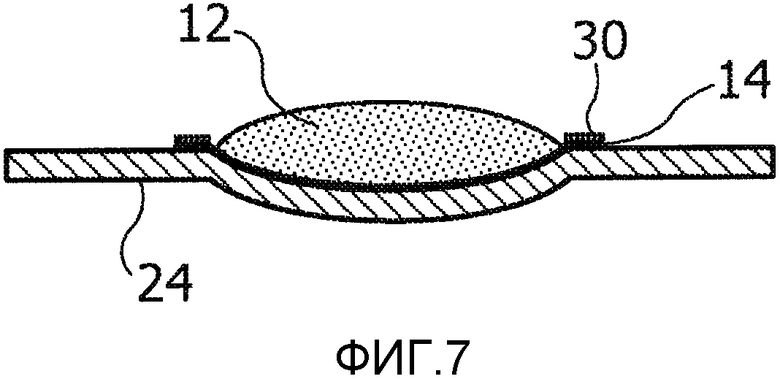
Фиг.6 и 7 относятся к вариантам выполнения, направленным на обеспечение наличия на наружном фланце пленки 14, то есть вокруг участка самой пленки, окружающей порцию наполнителя 12, из соединительного материала 30, например, типа адгезива, который может быть получен с разными свойствами, например с возможностью проникновения в пленки 14 и 16.
Например, в вариантах выполнения по фиг.6 материал 30 наносят через сопла 32, обеспеченные, например, откачивающей структурой, например толкающим плунжером. В вариантах выполнения по фиг.6 материал 30 может быть точечно нанесен на верхнюю поверхность периферического фланца пленки 14.
В вариантах выполнения по фиг.7 материал 30 состоит из кольца сплюснутой формы, образованного (например, с помощью просечной операции) исходя из пленки или пластинки, состоящей из материала 30.
Показанные на фиг.6 и 7 технические решения приспособлены для использования как в качестве альтернативы друг другу, так и в комбинации. Дополнительные свойства материала 30 согласно различным вариантам выполнения даны далее.
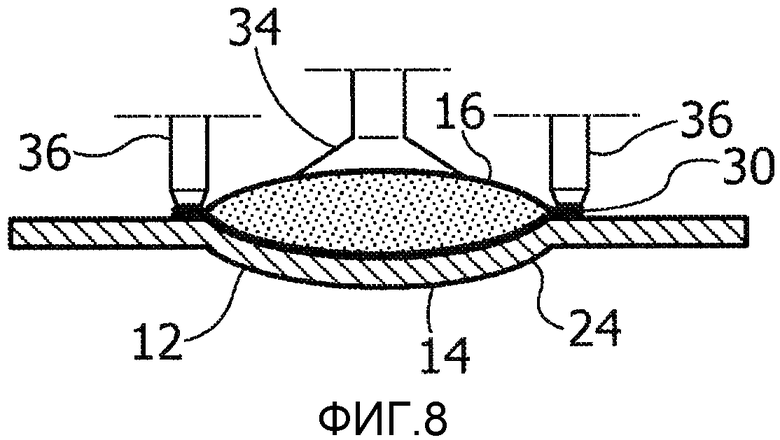
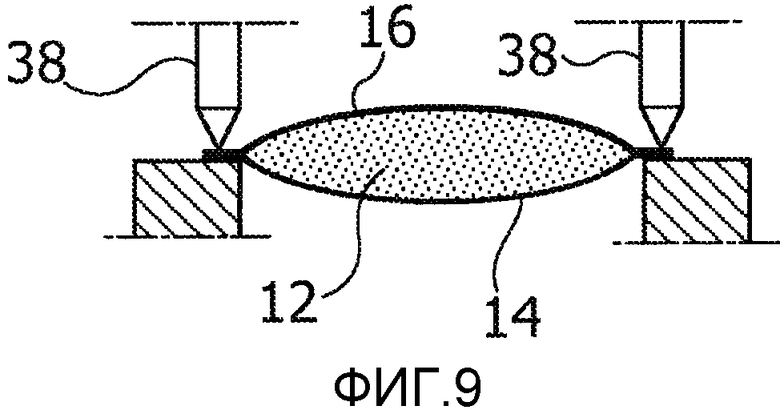
На фиг.8 и 9, наоборот, показаны два дополнительных этапа вариантов выполнения способа, позволяющего получить картридж, такой как картридж 10 по фиг.1.
Фиг.8 относится к операции, которая приводит к нанесению пленки 16 поверх порции наполнителя 12, например, с помощью устройства 34 с вакуумной присоской.
Как уже упомянуто, в различных вариантах выполнения пленка 16 (в верхнем положении на чертежах, следовательно, выполненная для покрытия порции наполнителя 12 сверху, так что она может быть соединена с фольгой 14 вокруг порции наполнителя 12) может иметь свойства, по существу сходные со свойствами пленки 14 (в нижнем положении на чертежах).
Пленка 16 не требует предварительного придания по существу чашеобразной формы (с вогнутой поверхностью, обращенной вниз), в действительности достаточно нанести фольгу 16 поверх порции наполнителя 12 для проведения своего рода операции придания формы, когда сама пленка 16 находится в контакте с порцией наполнителя 12. В этом отношении понятно, что также операция придания формы нижней пленки 14, описанная по фиг.3, необязательна, пока пленка может принимать чашеобразную форму даже просто в результате расположения на ней порции наполнителя 12.
Повторно напоминается, что по существу круглая форма порции наполнителя 12 составляет только один из возможных вариантов выполнения; форма самой порции наполнителя 12 может быть любой при условии, что пленки 14 и 16 могут легко адаптироваться к порциям наполнителя 12 различных форм.
На фиг.8 показано, что верхняя пленка 16 может быть выполнена закрепленной относительно пленки 14 путем выполнения действия соединения соответствующих периферических, обращенных друг к другу фланцев с использованием материала 30.
С другой стороны, понятно, что даже хотя соединение пленок 14 и 16 вокруг порции наполнителя 12 может быть достигнуто путем применения нагревания (или, возможно, применения ультразвуковой энергии), его можно достигнуть по существу в результате операции, в которой фильтрующие волокна двух пленок 14 и 16 проникают друг в друга, то есть с помощью материала 30, который соединяет периферические края указанных пленок 14 и 16.
Указанная операция (или последовательность операций), которая приводит к наложению друг на друга периферических краев пленок 14 и 16, а затем их соединению, вызывает распространение материала 30, при вложении в форме точек или капель (как схематично показано на фиг.6), по поверхности обращенных друг к другу краев пленок 14 и 16, образуя непрерывную структуру. Факт того, что указанная непрерывная структура происходит от распространения капель или точек материала, изначально вложенного в форме отдельных образований, в любом случае может быть легко установлен также при проверке картриджа 10, при его завершении. Согласно сходным способам, также возможно определить факт начального нанесения материала 30 в форме кольцевого образования, как показано на фиг.7.
Наконец, на фиг.9 показано, как картридж 10, содержащий порцию наполнителя 12, помещенную между двумя пленками 14 и 16, соединенными вместе соединительным материалом 30, может быть подвергнут просечной операции с использованием просечных средств 38, также известного типа, для получения на картридже желаемой периферической границы, такой как, например, можно видеть на фиг.1.
В последующем описании отмечается, каким образом в различных вариантах выполнения две пленки 14 и 16, соединенные вместе вокруг порции наполнителя 12, могут быть выполнены из компостируемого материала, исходя из указанного во вступительной части настоящего описания.
В различных вариантах выполнения материал пленок 14 и 16 является пористым материалом, по существу допускающим поперечную подачу жидкости (возможно, под давлением и/или при высокой температуре, то есть горячей) и/или пара, используемого для получения конечного жидкого продукта с использованием порции наполнителя 12 без необходимости в перфорации.
В различных вариантах выполнения указанный материал может состоять из:
- полимеров, полученных из биомассы (например, полисахаридов, таких как крахмал - Mater-Bi® - клетчатка, липиды, белки);
- синтетических полимеров (например, полимолочная кислота - PLA - получаемая при ферментации крахмала);
- полимеров, образуемых генномодифицированными микроорганизмами или бактериями (например, полигидроксиалканаты - PHAs);
- полимеров из ископаемых мономеров (например, полибутил-сукцинат - PBS);
- смеси вышеуказанного (так называемые «компаунды») с или без введения добавок, таких как наночастицы (например, тальк, коэсит);
- целлюлозы или целлюлозной бумаги, картона, целлофана, ацетата целлюлозы.
В различных вариантах выполнения две пленки 14 и 16 соединены вместе вокруг порции наполнителя 12 с использованием соединительного материала 30, также компостируемого, исходя из указанного во вступительной части настоящего описания.
Поскольку материал порции наполнителя 12 может быть по существу материалом пищевого типа, такого как может быть использован для приготовления напитка, такого как кофе, чай, бульон, супы и т.д., весь картридж 10 по фиг.1 может быть определен как компостируемая упаковка, то есть упаковка, подвергаемая компостированию и биодеградации.
В различных вариантах выполнения материал 30 может быть термоплавким материалом, например, таким материалом, который становится жидким или полужидким при температуре выше 70°. В различных вариантах выполнения в качестве соединительного материала 30 возможно использовать основной материал, такой как:
- полимеры, полученные из биомассы (например, полисахариды, такие как крахмал - Mater-Bi® - клетчатка, липиды, белки);
- синтетические полимеры (например, полимолочная кислота - PLA - получаемая при ферментации крахмала);
- полимеры, образуемые генномодифицированными микроорганизмами или бактериями (например, полигидроксиалканаты - PHAs);
- полимеры из ископаемых мономеров (например, полибутил-сукцинат - PBS);
- смеси вышеуказанного (так называемые «компаунды»);
- целлюлоза или целлюлозная паста;
- биоразлагаемые полиэфиры, такие как, например, поликапролактон (PCL), используемый также с добавлением белков.
Как уже упомянуто, в различных вариантах выполнения материал 30 может быть нанесен путем вложения на по меньшей мере одну из пленок 14, 16 кольца точек, по существу распространяемого, когда указанные две пленки 14, 16 соединены вместе (фиг.9). В различных вариантах выполнения (фиг.7) материал 30 может быть образованием кольцевой формы, расположенным между двух пленок 14 и 16.
В различных вариантах выполнения наличие материала 30 может быть таким образом сокращено только до области, где пленки 14 и 16 застывают вместе. Это означает, что в различных вариантах выполнения по меньшей мере одна из пленок 14, 16, а предпочтительно оба листа могут представлять участок (чашеобразной формы в рассмотренных здесь вариантах выполнения), продолжающийся в область, относящуюся к порции наполнителя 12, полностью свободной или по меньшей мере по существу свободной от материала 30. Другими словами, в по меньшей мере одной, а предпочтительно в обеих пленках 14, 16 соответствующий участок, продолжающийся в область, относящуюся к порции наполнителя 12, может быть в большей части своего продолжения свободен от наличия материала 30.
Из этого технического решения происходит возможность оптимизировать использование материала 30 (представляющего собой материал высокого качества и, следовательно, достаточно дорогостоящего), ограничить его использование только областями, в которых последний выполнен для исполнения эффективной функции, в отличие от обычного случая, когда термосвариваемый материал располагают по всей поверхности картриджа.
В различных вариантах выполнения компостируемый соединительный материал 30 может быть выбран таким образом, чтобы иметь температуру таяния, значительно отличающуюся от температуры таяния двух пленок 14 и 16, для предотвращения проблем пластической деформации соединительного краевого участка, но в то же время хорошего химического сходства с материалами, составляющими вышеуказанные пленки 14 и 16. Полученное общее действие соединения имеет как механическую, как результат проникновения указанного материала 30 в две пористые пленки, так и химическую природу.
Разумеется, без прогнозирования принципа изобретения элементы конструкции и вариантов выполнения могут изменяться, даже значительно, относительно показанного здесь исключительно путем неограничивающего примера, не отходя от объема изобретения, как определено прилагаемой формулой.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАРТРИДЖ ДЛЯ ПРИГОТОВЛЕНИЯ ЖИДКОГО ПРОДУКТА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2621958C2 |
| КАРТРИДЖ ДЛЯ ПРИГОТОВЛЕНИЯ ЖИДКОГО ПРОДУКТА | 2011 |
|
RU2566897C2 |
| КАРТРИДЖ, МАШИНА И СИСТЕМА ДЛЯ ПРИГОТОВЛЕНИЯ НАПИТКОВ И СПОСОБ ИЗГОТОВЛЕНИЯ КАРТРИДЖА | 2014 |
|
RU2694919C2 |
| КАПСУЛА ДЛЯ НАПИТКА | 2019 |
|
RU2816388C2 |
| КОМПОСТИРУЕМАЯ МНОГОСЛОЙНАЯ МЕМБРАНА И КАРТРИДЖ С УКАЗАННОЙ МЕМБРАНОЙ | 2018 |
|
RU2763766C2 |
| Контейнер для пищевых продуктов, непроницаемый для кислорода | 2016 |
|
RU2693545C1 |
| ИНТЕГРАЛЬНЫЙ КАРТРИДЖ ДЛЯ ЭКСТРАГИРОВАНИЯ НАПИТКА ИЗ СЫПУЧЕГО ВЕЩЕСТВА | 2005 |
|
RU2376922C2 |
| КОМПОСТИРУЕМАЯ КАПСУЛА ДЛЯ ПРИГОТОВЛЕНИЯ НАСТОЕВ ИЛИ РАСТВОРИМЫХ НАПИТКОВ | 2021 |
|
RU2837823C1 |
| Компостируемый полимерный композит с регулируемым сроком службы | 2022 |
|
RU2804881C1 |
| БИОРАЗЛАГАЕМЫЙ РУЖЕЙНЫЙ ПАТРОН | 2015 |
|
RU2679324C1 |
Изобретение относится к картриджам для приготовления жидких продуктов. Предлагается картридж (10) для приготовления жидкого продукта, например напитка, такого как кофе, посредством жидкости и/или пара, вводимых в картридж (10), содержащий порцию наполнителя (12), состоящую по меньшей мере из одного вещества, такого как, например, порошковый кофе, который может образовывать вышеупомянутый продукт с использованием указанной жидкости и/или пара. Порция помещена между пленками (14, 16), куда может поперечно подаваться указанная жидкость и/или пар, при этом указанные пленки (14, 16) соединены вместе вокруг порции наполнителя (12). Вышеуказанные пленки (14, 16) выполнены из компостируемого материала, то есть материала, который может подвергаться компостированию и биодеградации, и соединены вместе вокруг порции наполнителя (12) с использованием соединительного материала (30), также компостируемого. Картридж в целом может поэтому утилизироваться компостированием и биоразложением в соответствии с Европейским стандартом UNI EN 13432:2002 и/или его последующими модификациями и интеграциями. 8 з.п. ф-лы, 9 ил.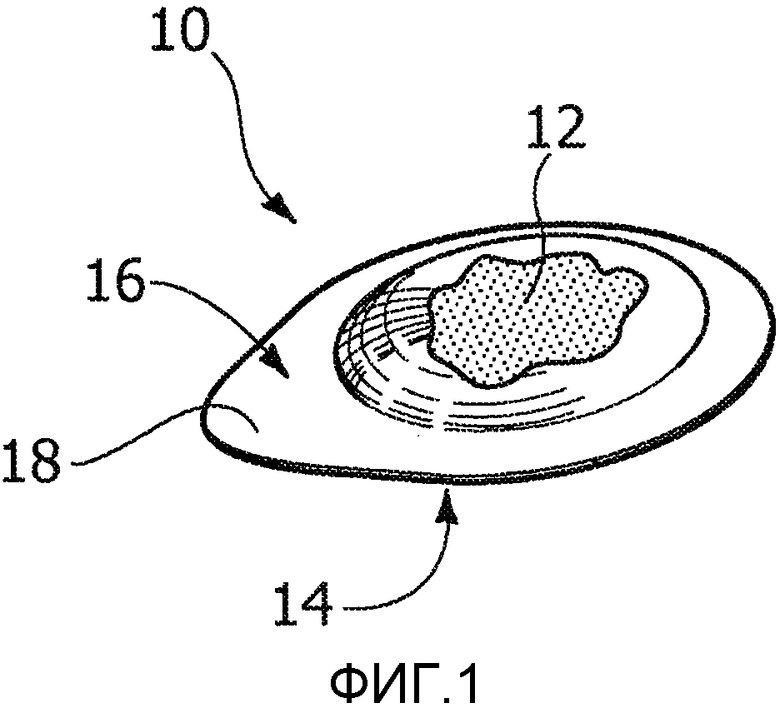
1. Картридж (10) для приготовления жидкого продукта посредством жидкости и/или пара, вводимых в указанный картридж (10), при этом картридж включает наполнитель (12) из по меньшей мере одного вещества для приготовления указанного продукта посредством прохождения через указанный наполнитель, включенный между пленками (14, 16), указанной жидкости и/или пара, при этом указанные пленки (14, 16) взаимно соединены вокруг указанного наполнителя (12), при этом:
- указанные пленки (14, 16) выполнены из компостируемого материала, и
- указанные пленки (14, 16) взаимно соединены вокруг указанного наполнителя (12) посредством соединительного материала (30), который является компостируемым;
отличающийся тем, что:
указанный соединительный материал (30) является термосвариваемым материалом, способным переходить в жидкое или полужидкое состояние при достижении температуры размягчения, и
указанные пленки (14, 16) являются пористыми, и указанный соединительный материал (30) проникает в указанные пористые пленки (14, 16).
2. Картридж по п. 1, в котором по меньшей мере одна из указанных пленок (14, 16) включает соответствующий участок, продолжающийся в область указанного наполнителя (12), при этом указанный участок на большей части его продолжения свободен от присутствия указанного соединительного материала (30).
3. Картридж по п. 1, в котором указанные пленки (14, 16) выполнены из пористого материала.
4. Картридж по любому из пп. 1-3, в котором указанные пленки (14, 16) включают компостируемый материал, выбранный из группы, состоящей из: полимеров, полученных из биомассы; синтетических полимеров; полимеров, образованных микроорганизмами или генномодифицированными бактериями; полимеров из ископаемых мономеров; смесей указанных полимеров с добавками или без добавок; целлюлозы или целлюлозной бумаги; картона; целлофана; ацетата целлюлозы.
5. Картридж по любому из пп. 1-3, в котором указанные пленки (14, 16) по меньшей мере частично образованы из нетканого полотна.
6. Картридж по любому из пп. 1-3, в котором указанный соединительный материал (30) включает компостируемый материал, выбранный из группы, состоящей из: полимеров, полученных из биомассы; синтетических полимеров; полимеров, образованных микроорганизмами или генномодифицированными бактериями; полимеров из ископаемых мономеров; смесей указанных полимеров с добавками или без добавок; целлюлозы или целлюлозной пасты; биоразлагаемых полиэфиров с белками в качестве возможных добавок.
7. Картридж по любому из пп. 1-3, в котором указанный соединительный материал (30) является материалом, нанесенным в форме капель вокруг указанного наполнителя (12) на по меньшей мере одну (14) из указанных пленок (14, 16) и затем распространенным вокруг указанного наполнителя (12).
8. Картридж по любому из пп. 1-3, в котором указанный соединительный материал (30) нанесен в форме кольцевого образования, помещенного между указанными пленками (14, 16).
9. Картридж по любому из пп. 1-3, в котором указанный соединительный материал (30) соединяет указанные пленки (14, 16) непрерывно вокруг указанного наполнителя (12).
| АРМАТУРА ГРЕБНЯ ДЛЯ РАДИАЛЬНОЙ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 1999 |
|
RU2223869C2 |
| WO2005030482 A1(MARS INC; FURNEAUX GEOFFREY CHARLES), 07.04.2005 | |||
| WO2009053811 A2(ILLYCAFFE S S P A; SUGGI LIVERANI FURIO; NAVARINI LUCIANO; SAVONITTI ORIANA), 2009.04.30 | |||
| US2004115310 A1( YOAKIM ALFRED ; MASEK PETR ), 2004-06-17 | |||
| US20100196545 A1( MARS INC), 05.08.2010. | |||

