Изобретение относится к области электрохимических методов декоративной обработки поверхностей, а именно к способам электрохимического травления поверхности с целью придания декоративной фактуры.
Известен способ декоративной отделки поверхности серебра 925 пробы [МакГрас Джинкс. Декоративная отделка ювелирных изделий. - М.: Арт-Родник, 2007, - с.42-47], при котором фактура на поверхности создается путем химического травления незащищенных специально наносимой маской участков поверхности в 25-30%-ном водном растворе азотной кислоты (аналог).
Предлагаемый способ реализуется при использовании агрессивной среды (25-30%-ного водного раствора азотной кислоты). Рисунок фактуры при этом достаточно крупный и регулярный, так как формируется за счет отверстий в специально наносимом защитном слое, что существенно ограничивает область применения способа и не позволяет формировать фактуры на сложнопрофилированных поверхностях тонких деталей.
Известен способ электрохимического фактурирования поверхности серебра 925 пробы с лигатурой меди [Галанин С.И., Галамий Ю.В. Исследование процесса электрохимического фактурирования поверхности сплавов серебра 925 пробы // ЭНИ Дизайн. Теория и практика, вып.5. М.: МГУПИ, 2010. - С.1-15. Режим доступа: http://www.enidtp.rn], при котором обработка проводится в 10%-ном водном растворе азотной кислоты HNO3. Среднефактурная поверхность формируется при температуре электролита t=70°С, анодной плотности тока i=2,5 А/см2, продолжительности обработки τ=0,5 мин. Крупнофактурная поверхность серебра формируется при температуре электролита t=75°С, анодной плотности тока i=2,5 А/см2, продолжительности обработки τ=1 мин. Формируемая фактура видна невооруженным глазом и пригодна для декорирования поверхности (прототип).
Известный способ реализуется в агрессивном электролите (10%-ном водном растворе азотной кислоты HNO3) при высокой температуре электролита (70-75°С), что приводит к существенному воздействию на окружающую среду и опасно для обслуживающего персонала. Кроме того, не ясны размеры неровностей фактуры, что затрудняет практическую реализацию способа.
Техническая задача изобретения - формирование мелких, средних и крупных фактур на сложнопрофилированных поверхностях, в том числе тонкостенных и тонколистовых изделий, изготовленных из сплава серебра 925 пробы с медью.
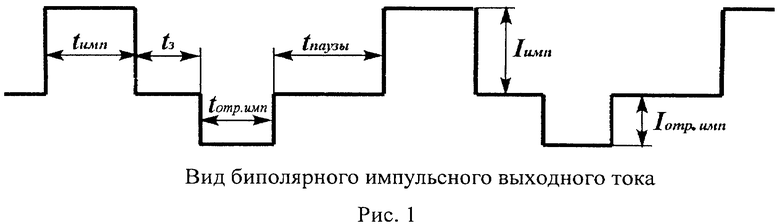
Поставленная техническая задача достигается тем, что электрохимическое фактурирование производится в водном растворе тиосульфата натрия с содержанием Na2R2O3×5H2O - 790 г/л при температуре 20±2°С при использовании импульсных униполярных и биполярных токов прямоугольной формы следующих амплитудно-временных параметров (рис.1) (ток является униполярным, когда ток в обратном импульсе равен нулю Iотр.имп=0): tимп=100-500 мкс; tотр.имп=100-500 мкс; tз=100-500 мкс; tпаузы=100-500 мкс; амплитудная плотность тока в импульсе положительной полярности iимп=0,25-0,8 А/см2, амплитудная плотность тока в импульсе обратной полярности iотр.имп=0-0,6 А/см2 и продолжительности обработки 2-4 минуты.
Рис.1. Вид биполярного импульсного выходного тока:
tимп - длительность импульса тока положительной полярности (ИТПП);
tотр.имп - длительность импульса тока обратной полярности (ИТОП);
tз - задержка между окончанием ИТПП и началом ИТОП;
tпаузы - пауза между окончанием ИТОП и началом последующего ИТПП;
Iимп - амплитуда ИТПП;
Iотр.имп - амплитуда ИТОП;
Iимп - амплитудная плотность тока в импульсе положительной полярности;
iотр.имп - амплитудная плотность тока в импульсе обратной полярности.
Суть способа можно пояснить следующим образом.
Электрохимическое фактурирование поверхности металлов и сплавов эффективно осуществляется в области транспассивного растворения, когда процессы пассивации поверхности и разрушения пассивной пленки конкурируют между собой с превалированием второго процесса и началом активации поверхности металла. В этом случае, в достаточно узком диапазоне потенциалов и плотностей токов, возможно создание условий неравномерности скоростей растворения различных участков анодной поверхности и формирование нерегулярной структуры и микрошероховатости поверхности с явно выраженным визуальным декоративным эффектом. Причем формирование ярко выраженных декоративных структур возможно на сложнопрофилированных поверхностях без приложения к ним каких-либо механических усилий и без использования инструмента. Это позволяет обрабатывать с высокой скоростью поверхности тонкостенных и тонколистовых ювелирных изделий любых площадей и сложной формы.
ПРИМЕРЫ КОНКРЕТНОГО ИСПОЛНЕНИЯ
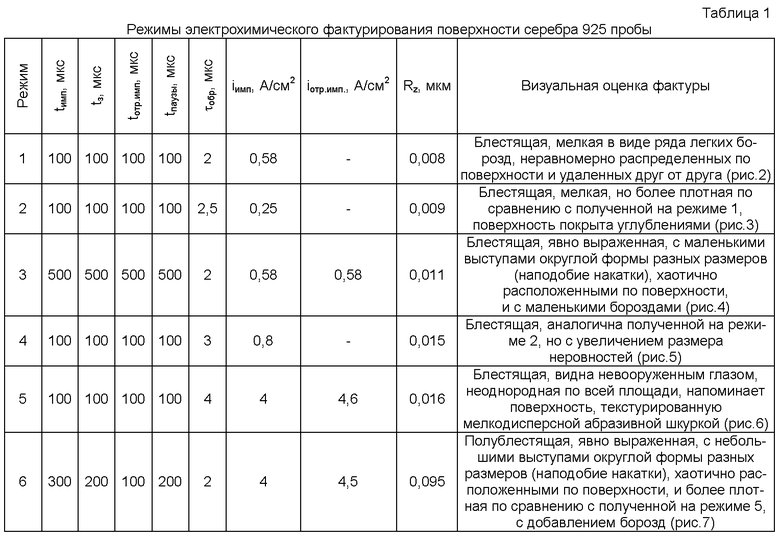
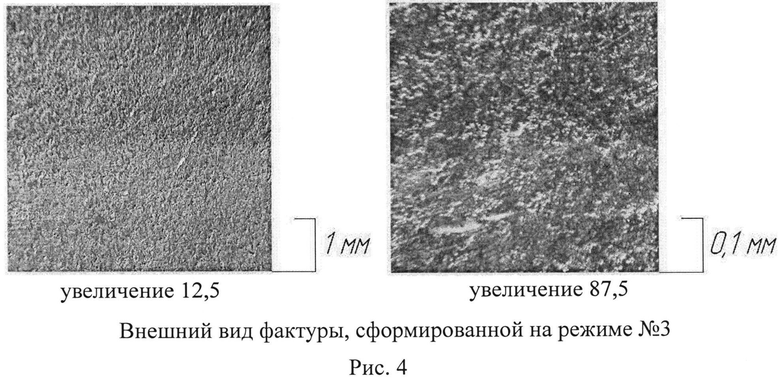
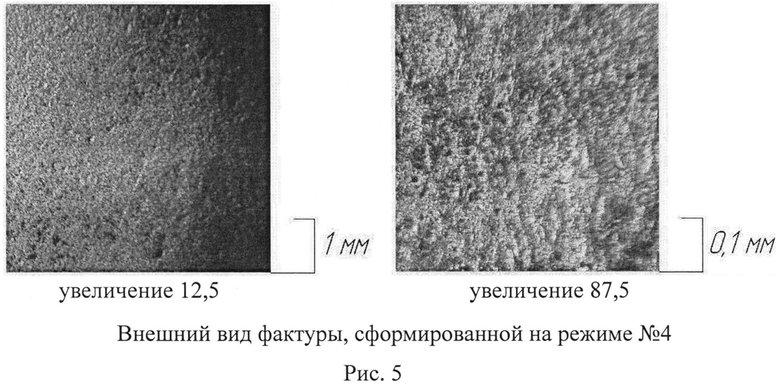
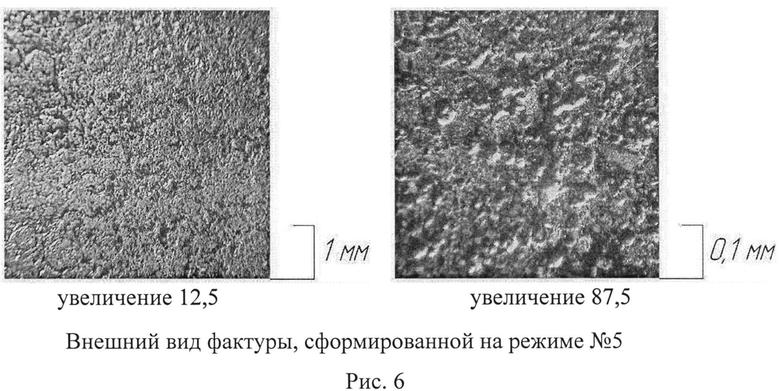
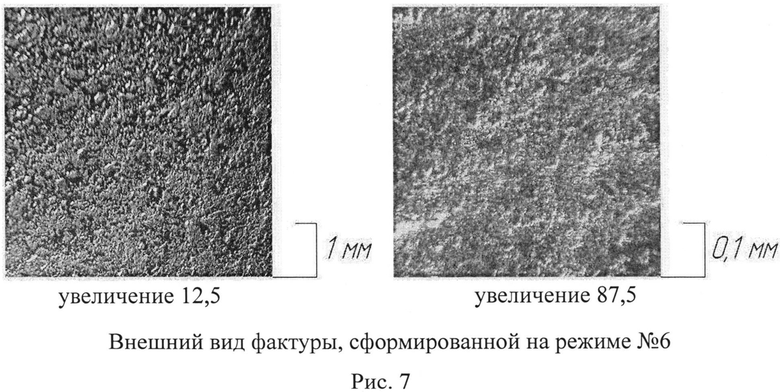
В таблице 1 приведены примеры формирования различных фактур на поверхности серебра 925 пробы (92,5% - серебро, 7,5% - медь) при различных амлитудно-временных параметрах импульсов тока.
Электролит - водный раствор тиосульфата натрия Na2S2O3×5H2O - 790 г/л при температуре 20±2°С.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДЕКОРАТИВНОГО ЭЛЕКТРОХИМИЧЕСКОГО АНОДИРОВАНИЯ ПОВЕРХНОСТИ СЕРЕБРА | 2016 |
|
RU2643290C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ С УБЫВАЮЩЕЙ ЗАВИСИМОСТЬЮ ВНЕШНЕГО ДИАМЕТРА ОТ ДЛИНЫ | 2000 |
|
RU2176579C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА "ИГЛА" | 2000 |
|
RU2176580C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ ИМПУЛЬСАМИ ТОКА | 2007 |
|
RU2361019C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФИНИШНОГО ФОРМООБРАЗОВАНИЯ ПОВЕРХНОСТИ ГАЛЕВ ТКАЦКИХ СТАНКОВ | 2000 |
|
RU2201851C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ КОРРЕКТИРОВКИ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ ДЕТАЛЕЙ ТИПА "КОЛЬЦО" | 1998 |
|
RU2136460C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ СЕРЕБРА И ЕГО СПЛАВОВ ИМПУЛЬСНЫМ ТОКОМ | 2002 |
|
RU2227818C1 |
| Способ импульсно-циклической электрохимической обработки | 2018 |
|
RU2701909C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2011 |
|
RU2465991C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2011 |
|
RU2456138C1 |
Изобретение относится к области электрохимических методов декоративной обработки поверхностей и может быть использовано для придания декоративной фактуры поверхности серебра. Способ включает обработку в водном растворе тиосульфата натрия с содержанием Na2S2O3×5H2O - 790 г/л при температуре 20±2°С при использовании импульсных униполярных и биполярных токов прямоугольной формы следующих амплитудно-временных параметров: tимп=100-500 мкс, tотр.имп=100-500 мкс, tз=100-500 мкс, tпаузы=100-500 мкс, амплитудная плотность тока в импульсе положительной полярности iимп=0,25-0,8 А/см2, амплитудная плотность тока в импульсе обратной полярности iотр.имп=0-0,6 А/см2, и продолжительности обработки 2-4 минуты, причем ток является униполярным при Iотр.имп=0. Технический результат: формирование мелких, средних и крупных фактур на сложнопрофилированных поверхностях, в том числе тонкостенных и тонколистовых изделий. 7 ил., 1 табл., 6 пр.
Способ декоративного электрохимического фактурирования поверхности серебра 925 пробы с лигатурой медью, отличающийся тем, что обработку ведут в водном растворе тиосульфата натрия Na2S2O3×5H2O - 790 г/л при температуре 20±2°С при использовании импульсных униполярных и биполярных токов прямоугольной формы следующих амплитудно-временных параметров: tимп=100-500 мкс, tотр.имп=100-500 мкс, tз=100-500 мкс, tпаузы=100-500 мкс, амплитудная плотность тока в импульсе прямой полярности iимп=0,25-0,8 А/см2, амплитудная плотность тока в импульсе обратной полярности iотр.имп=0-0,6 А/см2 и продолжительность обработки 2-4 минуты, причем ток является униполярным при iотр.имп=0.
| ГАЛАНИН С.И | |||
| и др | |||
| Приспособление для канатных транспортеров, служащее для передачи порожних грузовых пластин или досок с одной ветви транспортерной системы на другую | 1924 |
|
SU925A1 |
| Эни Дизайн | |||
| Теория и практика | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| М., МГУПИ, 2010, с | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ СЕРЕБРА И ЕГО СПЛАВОВ ИМПУЛЬСНЫМ ТОКОМ | 2002 |
|
RU2227818C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ ПОВЕРХНОСТИ СЕРЕБРА | 2002 |
|
RU2233353C1 |
| Комбинированное шасси с применением колес и лыж одновременно | 1929 |
|
SU19929A1 |

