Изобретение относится к электрохимической обработке (ЭХО) токопроводящих материалов и может быть использовано при производстве штампов, пресс-форм и других деталей сложной формы на этапе финишной обработки.
Известен способ электрохимической размерной обработки (авторское свидетельство СССР №717847, МПК В23Н 3/02, 1977 г.), в котором при использовании импульсного источника питания с падающей вольтамперной характеристикой обработку выполняют при вибрации одного из электродов и подаче импульсов напряжения в фазе сближения электродов и контролируют текущее значение импульсов напряжения, выделяя выбросы напряжения на участках сближения и удаления электродов, значения которых регулируют, изменяя давление электролита на входе межэлектродного зазора.
Известен способ электрохимической размерной обработки (патент РФ №2038928, МПК В23Н 3/02, опубл. 10.07.1995), в котором, при использовании импульсного источника питания с падающей вольтамперной характеристикой, обработку выполняют при вибрации одного из электродов и подаче импульсов напряжения в фазе сближения электродов, и контролируют текущее значение импульсов напряжения, выделяя выбросы напряжения на участках сближения и разведения электродов, регулируют подачу импульсов относительно момента максимального сближения электродов, задерживая подачу импульсов при наличии выброса напряжений на участке сближения электродов, и подают импульсное напряжение с опережением при наличии выброса напряжения на участке разведения электродов, при этом скорость подачи ЭИ увеличивают до образования третьего локального экстремума максимума напряжения в середине импульса и поддерживают эту скорость, чтобы выброс напряжения не превышал значения напряжения в середине импульса более, чем на 20 процентов.
Особенностью известных способов электрохимической обработки является то, что при их осуществлении используют миллисекундные импульсы, когда за время их действия межэлектродный промежуток (МЭП) успевает заполняться продуктами анодного растворения - шламом и парогазовой смесью. При этом, в условиях повышения температуры и использования малых межэлектродных зазоров, нарушается стабильность протекания процесса, поэтому известные способы не обеспечивают повышение производительности обработки, качества и точности формообразования обрабатываемой поверхности, особенно при обработке жаропрочных, жаростойких, твердых и титановых сплавов.
При осуществлении этих способов используют длинные импульсы (длительностью в несколько миллисекунд), однако они не позволяют достигать больших плотностей тока для обеспечения низкой шероховатости обрабатываемой поверхности.
Известен способ электрохимической обработки (авт.св. СССР №891299, МПК5 В23Р 1/04, опубл. 23.12.81), при котором процесс анодного растворения ведут прямоугольными импульсами тока в микросекундном диапазоне. При этом длительность импульса тока устанавливают не менее времени заряжения емкости двойного электрического слоя на аноде в точках, расположенных на минимальном расстоянии от катода, и не более времени заряжения емкости двойного электрического слоя на аноде в точках, расположенных на расстоянии от катода, равном максимально допустимой величине межэлектродного зазора и характеризующей допустимую погрешность копирования размера электрода-инструмента.
Недостатком рассмотренного способа является отсутствие методики выбора параметров импульсов, обеспечивающих заданную шероховатость поверхности.
Известен способ электрохимической обработки с оптимальной длительностью импульса (US 6723223, МПК В23Н 3/00, опубл. 20.04.2004 г.). По данному способу на рабочий зазор подают обрабатывающие импульсы напряжения с предварительно заданной оптимальной длительностью, которую определяют исходя из максимального значения коэффициента локализации для предварительно заданной величины рабочего зазора.
Это техническое решение, как наиболее близкое по технической сущности и достигаемому эффекту, принято нами в качестве прототипа.
Однако известный способ, как и предыдущий, не обеспечивают оптимизацию параметров режима обработки для достижения минимальной шероховатости поверхности.
Предложенное изобретение направлено на достижение высокого качества поверхности (низкой минимальной шероховатости поверхности) за счет оптимизации параметров импульсов тока.
Поставленная задача решается способом электрохимической обработки с вибрацией электрода-инструмента, включающим подачу прямоугольных микросекундных импульсов тока, синхронизированных с моментом максимального сближения электрода-инструмента (ЭИ) и электрода-заготовки, в котором в отличие от прототипа процесс обработки ведут в области параметров: длительность импульсов t=10…500 мкс, длительность переднего и заднего фронтов импульсов tf=1…5 мкс, амплитуда напряжения Ua=10-100 B, амплитудная плотность тока j=100…10000 А/см2, регулируя амплитуду и длительность импульсов таким образом, чтобы задний фронт каждого импульса соответствовал моменту наибольшей электропроводности межэлектродного промежутка.
Кроме того, согласно изобретению для определения наибольшей электропроводности межэлектродного промежутка сначала увеличивают амплитуду или длительность импульсов тока до момента начала резкого подъема напряжения, связанного со снижением электропроводности межэлектродного промежутка, затем снижают амплитуду или длительность импульсов тока до величины, при которой значение напряжения в конце каждого импульса является минимальным.
Кроме того, согласно изобретению для определения наибольшей электропроводности межэлектродного промежутка сначала увеличивают амплитуду или длительность импульсов напряжения до момента начала резкого спада тока, связанного со снижением электропроводности межэлектродного промежутка, затем снижают амплитуду или длительность импульсов напряжения до величины, при которой значение тока в конце каждого импульса является максимальным.
Кроме того, согласно изобретению для достижения заданной шероховатости обрабатываемой поверхности в процессе обработки увеличивают амплитуду импульсов тока и при этом подбирают длительность импульсов таким образом, чтобы задний фронт каждого импульса соответствовал моменту наибольшей электропроводности межэлектродного промежутка, причем увеличение амплитуды продолжают до достижения заданной шероховатости обрабатываемой поверхности.
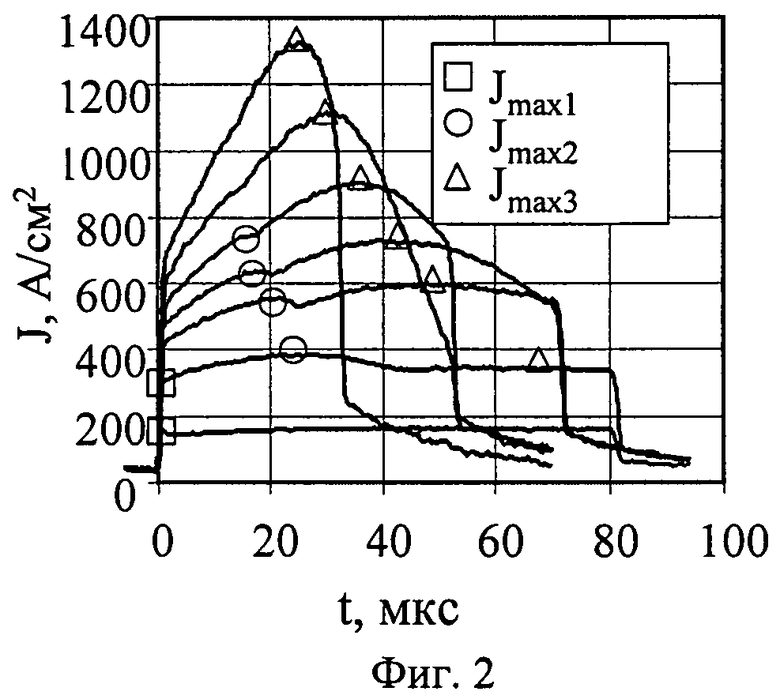
Сущность изобретения и достижение указанного технического результата поясняются чертежами, где на фиг.1 приведена зависимость шероховатости поверхности Ra от длительности импульса t для различных амплитудных плотностей тока j; на фиг.2 представлены осциллограммы плотности тока J для различных величин напряжения: U=10…5 В (электролит 5.5% NaCl, величина МЭЗ s=30 мкм, давление электролита на входе в МЭП-Р=3 атм); на фиг.3 приведены линии равной шероховатости Ra(j,t)=const и схема выбора параметров импульса тока: а - зависимость максимально допустимой длительности импульса t от амплитудной плотности тока, b - линия заданной шероховатости, М - рабочая точка, R - минимальная достижимая шероховатость.
Для большинства обрабатываемых при помощи ЭХО сплавов характерно уменьшение шероховатости поверхности при увеличении плотности тока, которая в условиях ЭХО на постоянном токе ограничена процессами выноса продуктов реакции из межэлектродного зазора. Импульсная ЭХО позволяет достигать больших плотностей тока, причем было установлено, что шероховатость поверхности уменьшается также с увеличением длительности импульса (фиг.1). Увеличение длительности импульса более tmax3 ограничено фазовым запиранием, начало которого соответствует максимуму (Jmax=J(tmax3)) на осциллограмме тока (фиг.2), после чего вероятность электрического пробоя МЭП существенно увеличивается. Поэтому режимы обработки, у которых длительность импульса больше, чем tmax3 в данных условиях, являются нерабочими.
Другой стороной проблемы выбора параметров импульса при ЭХО являются ограничения, определяемые характеристиками используемого оборудования. Например, увеличение амплитудного тока ограничено максимальным током генератора. Для данной плотности тока существует максимальная площадь обработки, доступная на данном станке. Также ограничения касаются минимальной длительности импульса генератора. Для данной минимальной длительности импульса существует максимально возможный ток для конкретной площади обработки.
Таким образом, при выборе режимов обработки следует учитывать следующие факторы:
1. Увеличение амплитудной плотности тока и длительности импульса позволяет уменьшить шероховатость обработанной поверхности.
2. Увеличение амплитудной плотности тока и длительности импульса имеет энергетические ограничения.
3. Для увеличения максимальной площади обработки и уменьшения энергоемкости процесса выгодно уменьшение амплитудной плотности тока.
Проекция поверхности Ra=f(j,t) на плоскость (j-t) дает семейство кривых равной шероховатости (фиг.3). Для выбранного набора параметров режима обработки (таблица) в координатах j-t определена кривая tmax3=f(j), каждая точка которой соответствует положению минимума на осциллограмме импульса напряжения (кривая а на фиг.3). Выше нее находится зона запрещенных параметров, в которой возможен пробой МЭП. Точка R, в которой эта кривая касается некоторой линии равной шероховатости, указывает минимально достижимую шероховатость поверхности. В наших условиях эта точка соответствует Ra~0,02 мкм при j=850 А/см2 и t=40 мкс.
Кривая b соответствует заданной шероховатости, которая должна быть больше, чем в точке R. Первое пересечение кривой, заданной b и а, дает точку М с координатами (j*, t*), в которой заданное качество поверхности достигается при наименьшей плотности тока.
Способ осуществляют следующим образом.
Сначала ведут обработку при низкой (до 150 А/см2) плотности тока при длительности 1000…2500 мкс. На финишной стадии процесса уменьшают длительность импульса до значения 10…200 мкс и увеличивают амплитуду тока генератора до момента достижения максимальной проводимости межэлектродного промежутка. Для генераторов-источников тока длительность импульса определяется на осциллограмме минимумом напряжения в конце импульса. Если максимальной проводимости не достигается из-за достижения максимального тока источника питания, то увеличивают длительность импульса тока до момента достижения максимальной проводимости межэлектродного промежутка.
Ниже приведен пример конкретной реализации предложенного способа, который осуществляли в соответствии с приведенными в таблице параметрами режима обработки.
1. Выбрана плотность тока j=100 А/см2, длительность импульса t=2500 мкс соответствует максимальной длительности, обеспечиваемой генератором. Площадь обрабатываемой поверхности составила 2,35 см2.
2. На финишной стадии снизили длительность импульса до 20 мкс и плавно увеличили амплитуду тока до I=2000 A (j=850 А/см2), не допуская фазового запирания МЭН (не допуская подъема напряжения после достижения максимальной проводимости МЭП).
3. Увеличили длительность импульса, при этом длительность импульса ограничивалась фазовым запиранием и составила t=40 мкс. Полученная при обработке шероховатость поверхности составила 0,03 мкм.
Таким образом, предложенное изобретение обеспечивает достижение минимальной шероховатости поверхности на финишной стадии процесса ЭХО.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДВУХСТАДИЙНОЙ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 2023 |
|
RU2809818C1 |
| СПОСОБ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2010 |
|
RU2465992C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2011 |
|
RU2465991C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ (ВАРИАНТЫ) | 2010 |
|
RU2504460C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2220031C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ МЕЖЭЛЕКТРОДНОГО ЗАЗОРА ПРИ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКЕ | 2001 |
|
RU2211121C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2271905C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2008 |
|
RU2401184C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ МАЛОЙ КРИВИЗНЫ СЕКЦИОННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2389588C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1993 |
|
RU2047431C1 |


Изобретение относится к электрохимической обработке токопроводящих материалов и может быть использовано при производстве штампов, пресс-форм и других деталей сложной формы на этапе финишной обработки. Способ электрохимической обработки с вибрацией электрода-инструмента включает подачу прямоугольных микросекундных импульсов тока, синхронизированных с моментом максимального сближения электрода-инструмента и электрода-заготовки. Обработку ведут с длительностью импульсов t=10-500 мкс, длительностью переднего и заднего фронтов импульсов tf=1-5 мкс, амплитудой напряжения Ua=10-100 В и амплитудной плотностью тока j=100-10000 А/см2, причем регулируют амплитуду и длительность импульсов таким образом, чтобы задний фронт каждого импульса соответствовал моменту наибольшей электропроводности межэлектродного промежутка. Изобретение обеспечивает достижение минимальной шероховатости на финишной стадии процесса электрохимической обработки. 3 з.п. ф-лы, 3 ил., 1 табл.
1. Способ электрохимической обработки с вибрацией электрода-инструмента, включающий подачу прямоугольных микросекундных импульсов тока, синхронизированных с моментом максимального сближения электрода-инструмента и электрода-заготовки, отличающийся тем, что процесс обработки ведут с длительностью импульсов t=10-500 мкс, длительностью переднего и заднего фронтов импульсов tf=1-5 мкс, амплитудой напряжения Ua=10-100 В и амплитудной плотностью тока j=100-10000 А/см2, причем регулируют амплитуду и длительность импульсов таким образом, чтобы задний фронт каждого импульса соответствовал моменту наибольшей электропроводности межэлектродного промежутка.
2. Способ по п.1, отличающийся тем, что для определения наибольшей электропроводности межэлектродного промежутка сначала увеличивают амплитуду или длительность импульсов тока до момента начала резкого подъема напряжения, связанного со снижением электропроводности межэлектродного промежутка, затем снижают амплитуду или длительность импульсов тока до величины, при которой значение напряжения в конце каждого импульса является минимальным.
3. Способ по п.1, отличающийся тем, что для определения наибольшей электропроводности межэлектродного промежутка сначала увеличивают амплитуду или длительность импульсов напряжения до момента начала резкого спада тока, связанного со снижением электропроводности межэлектродного промежутка, затем снижают амплитуду или длительность импульсов напряжения до величины, при которой значение тока в конце каждого импульса является максимальным.
4. Способ по п.1, отличающийся тем, что для достижения заданной шероховатости обрабатываемой поверхности в процессе обработки увеличивают амплитуду импульсов тока, при этом подбирают длительность импульсов таким образом, чтобы задний фронт каждого импульса соответствовал моменту наибольшей электропроводности межэлектродного промежутка, причем увеличение амплитуды продолжают до достижения заданной шероховатости обрабатываемой поверхности.
| US 6723223 В2, 20.04.2004 | |||
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2000 |
|
RU2177391C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2220031C1 |
| Способ размерной электрохимической обработки | 1979 |
|
SU891299A1 |
| US 5242556 A, 07.09.1993. | |||

