Изобретение касается области коленчатых валов, используемых в механизмах преобразования поршневых машин, преимущественно, двигателей внутреннего сгорания.
Известен составной коленчатый вал поршневой машины, содержащий две щеки и две коренные шейки, кривошипную шейку, установленную в эксцентричном отверстии, одной из щек и зафиксированную от проворота относительно указанного отверстия, при этом устройство фиксации кривошипной шейки от проворота выполнено в виде болта, вставленного в отверстие щеки, продольная ось которого скрещивается с осью вращения вала, а на цилиндрической поверхности кривошипной шейки, расположенной в эксцентричном отверстии щеки, выполнена выемка, контактирующая с поверхностью болта с возможностью создания натяга в сопряженных поверхностях кривошипной шейки и эксцентричного отверстия щеки (WO 2009/132695 A, опуб. 05.11.2009).
Недостатками известного вала являются увеличенные радиальные и осевые габариты щеки вала из-за вынесения стяжного болта на периферию щеки.
Техническим результатом являются уменьшение габаритов составного стягиваемого вала и повышение надежности конструкции.
Поставленная задача достигается тем, что в составном коленчатом вале поршневой машины, содержащем, по меньшей мере, две щеки и две коренные шейки, по меньшей мере, одну кривошипную шейку, установленную в эксцентричном отверстии, по меньшей мере, одной из щек и зафиксированную от проворота относительно указанного отверстия, согласно изобретению устройство фиксации кривошипной шейки от проворота выполнено в виде штифта, вставленного в отверстие щеки, продольная ось которого скрещивается с осью вращения вала, например, направлена вдоль радиуса или параллельно радиусу щеки, а на участке цилиндрической поверхности кривошипной шейки, расположенном в эксцентричном отверстии щеки, выполнена выемка с образованием прямолинейного участка, контактирующего с прямолинейным участком поверхности штифта, внутри кривошипной шейки, со стороны, входящей в эксцентричное отверстие щеки, выполнена проточка с образованием внутренней конической поверхности, контактирующей с наружной поверхностью конической распорной втулки, натягиваемой внутрь кривошипной шейки с возможностью создания контакта с требуемым напряжением между прямолинейными участками поверхности выемки кривошипной шейки и штифта, а также создания натяга в сопряженных поверхностях кривошипной шейки и эксцентричного отверстия щеки.
Поставленная задача достигается также тем, что штифт может быть зафиксирован от выхода из отверстия после сборки вала.
Поставленная задача достигается также тем, что поверхность прямолинейного участка штифта, контактирующая с выемкой кривошипной шейки, может быть выполнена наклонной к продольной геометрической оси штифта.
Поставленная задача достигается также тем, что расстояние от геометрической оси штифта до поверхности контактирующей с ней выемки кривошипной шейки в поперечном сечении штифта, ближайшем к оси вращения вала, больше, чем в сечении, расположенном дальше от оси вращения вала.
При этом внутри штифта может быть выполнено резьбовое отверстие, в котором расположен резьбовой элемент для перемещения штифта вдоль отверстия щеки.
Либо расстояние от геометрической оси штифта до поверхности контактирующей с ней выемки кривошипной шейки в поперечном сечении штифта, ближайшем к оси вращения вала, меньше, чем в сечении, расположенном дальше от оси вращения вала.
При этом в отверстии под штифт выполнен резьбовой участок, внутри штифта выполнено сквозное отверстие, в котором расположен ввернутый в резьбовой участок нажимной элемент для перемещения штифта вдоль отверстия щеки.
Поставленная задача достигается также тем, что в щеке может быть выполнено сквозное отверстие, в котором расположен фиксатор, контактирующий со штифтом и препятствующий перемещению штифта из отверстия.
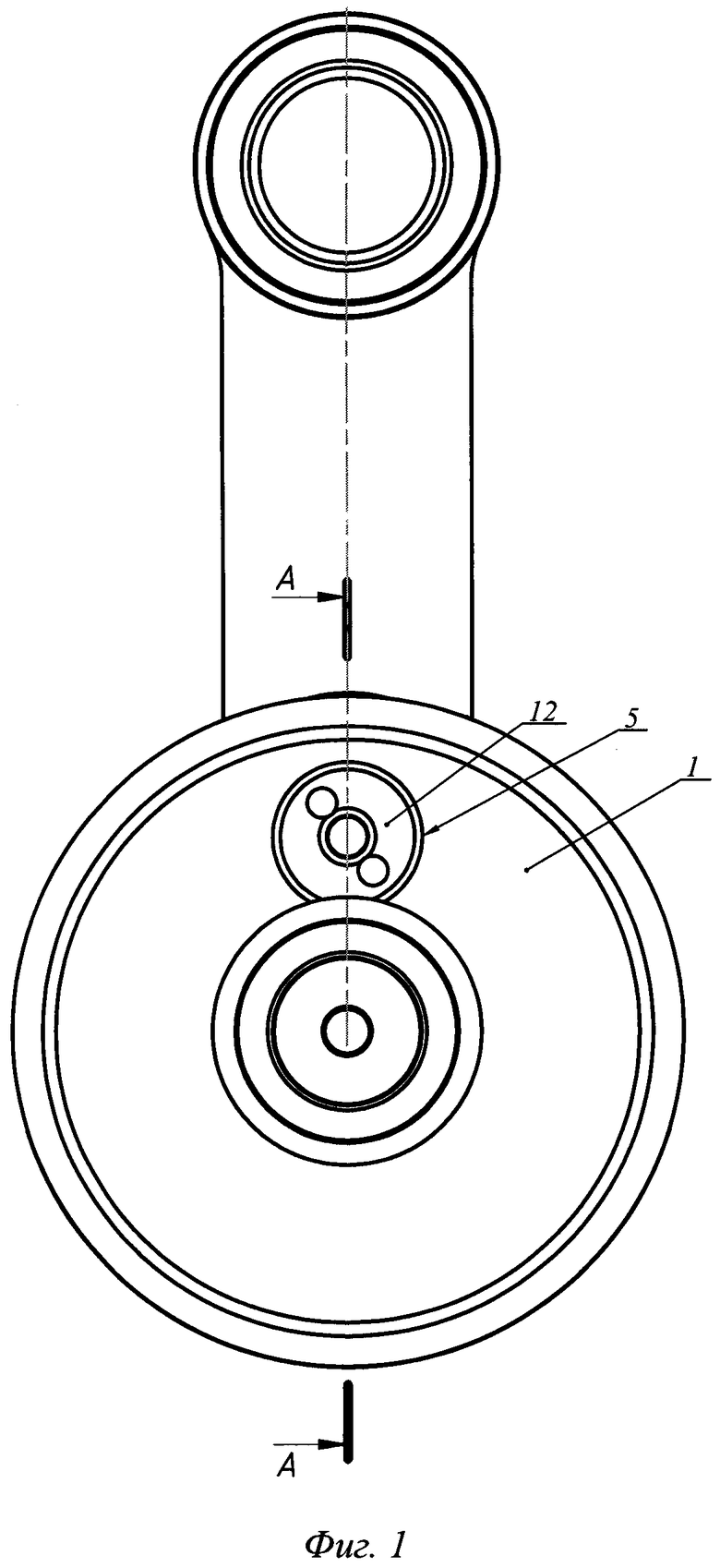
На фиг. 1 показан вид на коленчатый вал со стороны коренной шейки;
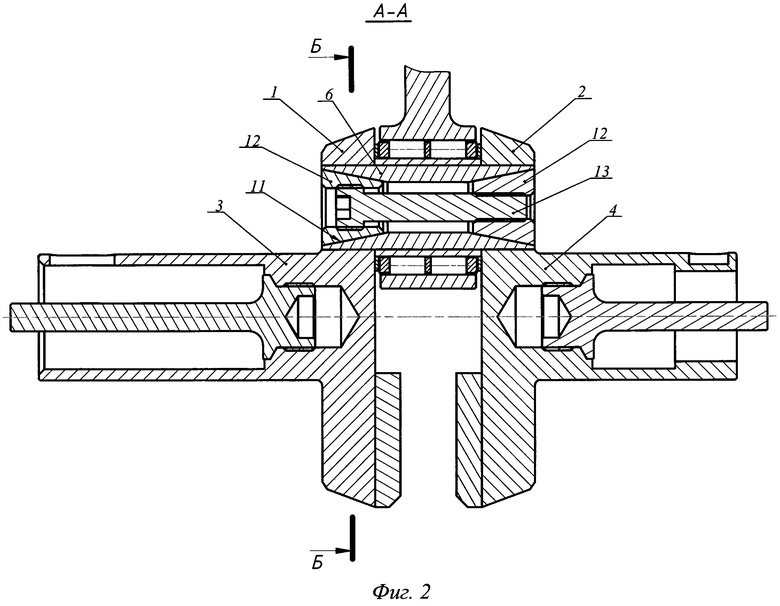
На фиг. 2 - продольный разрез А-А на фиг. 1;
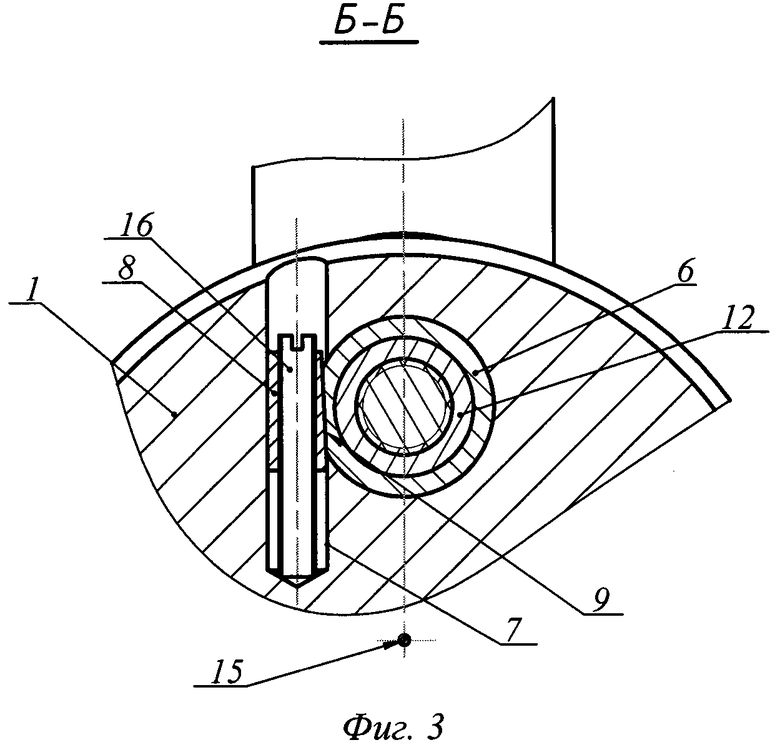
На фиг. 3 показан поперечный разрез Б-Б на фиг. 2, местный вид варианта фиксатора по пунктам 4 и 5 формулы;
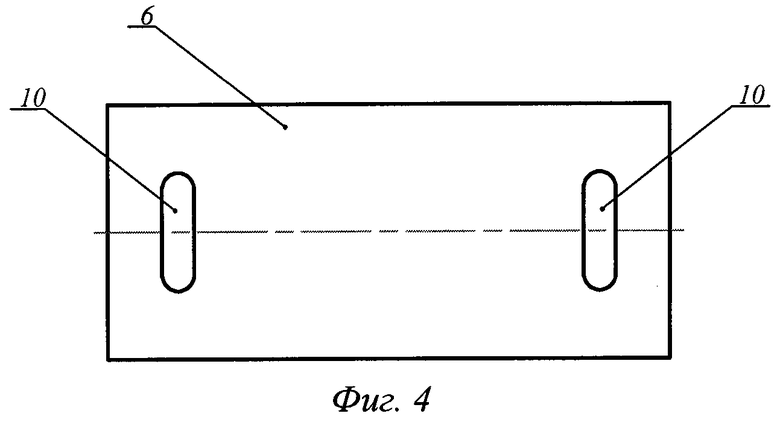
На фиг. 4 показана кривошипная шейка со стороны выемок;
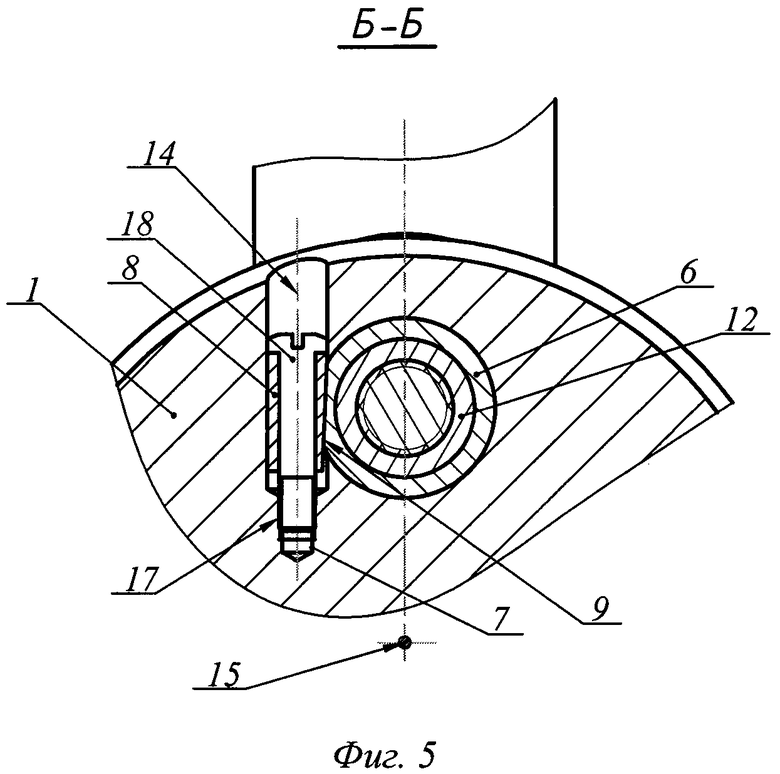
На фиг. 5 показан поперечный разрез Б-Б на фиг. 2, местный вид варианта по пунктам 6 и 7 формулы;
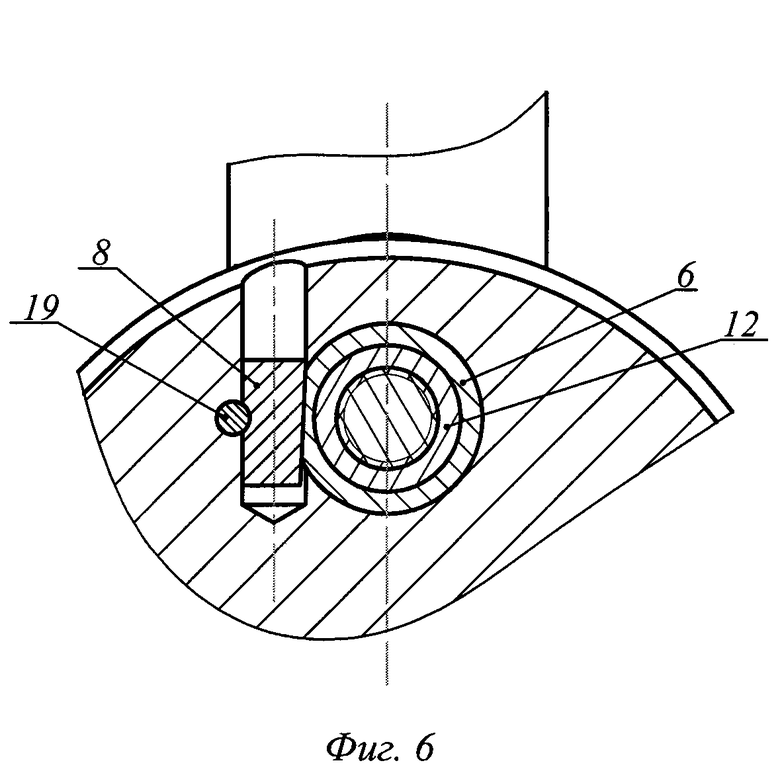
На фиг. 6 - то же, местный вид варианта по пункту 8 формулы.
Коленчатый вал содержит щеки 1 и 2 с коренными шейками 3 и 4. По крайней мере, в одной щеке 1 выполнено отверстие 5, расположенное эксцентрично относительно оси вращения щеки 1. В указанном отверстии установлена кривошипная шейка 6. При таком выполнении кривошипная шейка 6 выполнена заодно с щекой 2. Возможно выполнение шейки 6 в виде отдельного пальца, установленного в отверстиях обоих щек 1 и 2. В щеке 1, в отверстие которой вставлена шейка 6, выполнено отверстие 7, скрещивающееся с осью шейки 6, например, в радиальном направлении или в направлении, параллельном радиусу щеки 1. В отверстие 7 вставлен штифт 8 с прямолинейным участком 9. На участке шейки 6, расположенном внутри отверстия 5, выполнена выемка 10 с образованием прямолинейного участка, контактирующего с прямолинейным участком 9 штифта 8 в собранном вале.
Внутри шейки 6 со стороны отверстия 5 щеки 1 выполнена проточка с образованием внутренней конической поверхности 11. Внутри проточки 11 установлена распорная втулка 12 с наружной конической поверхностью, контактирующей с конической поверхностью 11 проточки. Распорная втулка 12 натягивается внутрь шейки 6 с помощью резьбового соединения 13.
Штифт 8 зафиксирован от выхода из отверстия 7 во время эксплуатации вала. Прямолинейный участок штифта 8 выполнен наклонным к своей продольной оси. В первом варианте выполнения фиксации расстояние от геометрической оси 14 штифта 8 до поверхности прямолинейных участков 9 штифта 8 и выемки 10 кривошипной шейки 6 в поперечном сечении штифта 8, ближайшем к оси 15 вращения вала, больше, чем в сечении, расположенном дальше от оси 15. При такой ориентации штифта 8 в нем выполняют резьбовое отверстие, в котором расположен резьбовой элемент 16, упирающийся в дно отверстия 7, для перемещения штифта 8 вдоль отверстия 7 щеки 1.
Во втором варианте выполнения фиксации расстояние от геометрической оси 14 штифта 8 до поверхности прямолинейных участков 9 штифта 8 и выемки 10 кривошипной шейки 6 в поперечном сечении штифта 8, ближайшем к оси 15 вращения вала, меньше, чем в сечении, расположенном дальше от оси 15. При такой ориентации штифта 8 в отверстии 7 выполнен резьбовой участок 17, а внутри штифта 8 выполнено сквозное отверстие, в котором расположен ввернутый в резьбовой участок 17 нажимной элемент 18 для перемещения штифта 8 вдоль отверстия 7 щеки 1.
В третьем варианте выполнения фиксации штифта 8 в щеке 1 выполнено сквозное отверстие, в котором расположен фиксатор 19, контактирующий со штифтом 8 и препятствующий его перемещению из отверстия 7.
Описываемый вал собирается следующим образом. В эксцентричные отверстия 5 щек 1 и 2 устанавливают кривошипную шейку 6. В первом варианте фиксации штифта 8 (см. фиг. 3) его утапливают в отверстии 7 перед введением шейки 6 в отверстие 5. Затем, вворачивая в штифт 8 резьбовой элемент 16, упирающийся в дно отверстия 7, вытягивают таким образом штифт 8 до контакта его прямолинейного наклонного участка 9 с прямолинейным участком выемки 10 шейки 6, обеспечивая предварительный натяг между указанными контактирующими поверхностями. Затем натягивают распорные втулки 12 внутрь шейки 6 (в варианте на фиг.2 стягивают две втулки 12 между собой с помощью резьбового соединения 13), распирая шейку 6 в отверстии 5, обеспечивая плотную посадку с натягом. При этом распирается и резьбовой участок, обеспечивая надежную контровку резьбового соединения, в результате чего предотвращается какая-либо возможность выпадения фиксатора 8 из отверстия 7 при вращении вала. При этом дополнительно натягивается и прямолинейный участок контакта фиксатора 8 и выемки 10. Одновременно происходит и осевая стяжка щек 1 и 2 между собой. Плотный натяг по прямолинейному участку фиксатора 8 и шейки 6 обеспечивает гарантированную жесткость вала и надежность сохранения его геометрии под нагрузкой. Конусный распор шейки 6 в отверстии 5 предотвращает «разбалтывание» соединения под действием переменных по величине и направлению нагрузок, что, в свою очередь, гарантирует надежность работы подшипников качения и их ресурс, а также сохранение геометрических условий работы цилиндропоршневой группы поршневой машины.
Во втором варианте выполнения фиксации штифт 8 вставляют в отверстие 7 после установки шейки 6 в отверстие 5. Вворачивая в резьбовой участок 17 отверстия 7 нажимной элемент 18 надавливают на штифт 8 и натягивают его в месте прямолинейных участков фиксатора 8 и шейки 6. После натягивания распорных втулок 12 натягивается и соединение фиксатора и нажимного элемента 18, обеспечивая контровку резьбового соединения.
В третьем варианте фиксации в щеке устанавливают фиксатор 19, выполненный в виде стержня, контактирующего с натягом со штифтом 8. Фиксатор 19 может быть выполнен в виде заклепки, проходящей через выемку в штифте 8 (как показано на фиг. 6).
Таким образом, в заявленном изобретении не требуется отведение дополнительного места в щеках для размещения клеммного элемента, стягивающего цанговую щеку. Такая экономия в габаритах позволяет приблизить поршень машины к коленчатому валу, а также приблизить подшипники на коренных шейках к оси цилиндра, что повышает жесткость вала, уменьшает его осевые и радиальные габариты. Такое выполнение повышает надежность и ресурс поршневой машины.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВНОЙ КОЛЕНЧАТЫЙ ВАЛ (ВАРИАНТЫ) | 2010 |
|
RU2456484C1 |
| Составной коленчатый вал (варианты) | 2018 |
|
RU2700234C1 |
| СОСТАВНОЙ КОЛЕНЧАТЫЙ ВАЛ | 2019 |
|
RU2719738C1 |
| УСТРОЙСТВО СОСТАВНОГО КОЛЕНЧАТОГО ВАЛА | 2019 |
|
RU2724907C1 |
| РАЗЪЕМНЫЙ КОЛЕНЧАТЫЙ ВАЛ | 1996 |
|
RU2128791C1 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ С ЩЕЛЕВЫМ ГАЗОРАСПРЕДЕЛЕНИЕМ | 1996 |
|
RU2103525C1 |
| СБОРНО-РАЗБОРНЫЙ КОЛЕНЧАТЫЙ ВАЛ ДВС | 2016 |
|
RU2619413C1 |
| ПОРШНЕВАЯ МАШИНА | 2008 |
|
RU2387853C1 |
| Составной коленчатый вал | 2021 |
|
RU2751470C1 |
| КРИВОШИПНО-КУЛИСНАЯ ПОРШНЕВАЯ МАШИНА | 2008 |
|
RU2378514C1 |
Изобретение касается области коленчатых валов, используемых в механизмах преобразования поршневых машин, преимущественно, двигателей внутреннего сгорания. Составной коленчатый вал поршневой машины содержит две щеки с коренными шейками и кривошипную шейку, установленную в эксцентричных отверстиях щек и зафиксированную от проворота относительно указанных отверстий. Устройство фиксации кривошипной шейки от проворота выполнено в виде штифта, вставленного в отверстие щеки, продольная ось которого скрещивается с осью вращения вала, например, направлена вдоль радиуса или параллельно радиусу щеки. На участке цилиндрической поверхности кривошипной шейки, расположенном в эксцентричном отверстии щеки, выполнена выемка с образованием прямолинейного участка, контактирующего с прямолинейным участком поверхности штифта. Внутри кривошипной шейки, со стороны, входящей в эксцентричное отверстие щеки, выполнена проточка с образованием внутренней конической поверхности, контактирующей с наружной поверхностью конической распорной втулки. Втулка натягивается внутрь кривошипной шейки с возможностью создания контакта с требуемым напряжением между прямолинейными участками поверхности выемки кривошипной шейки и штифта, а также создания натяга в сопряженных поверхностях кривошипной шейки и эксцентричного отверстия щеки. Технический результат: уменьшение габаритов составного стягиваемого вала и повышение надежности конструкции. 7 з.п. ф-лы, 6 ил.
1. Составной коленчатый вал поршневой машины, содержащий, по меньшей мере, две щеки и две коренные шейки, по меньшей мере, одну кривошипную шейку, установленную в эксцентричном отверстии, по меньшей мере, одной из щек и зафиксированную от проворота относительно указанного отверстия, отличающийся тем, что устройство фиксации кривошипной шейки от проворота выполнено в виде штифта, вставленного в отверстие щеки, продольная ось которого скрещивается с осью вращения вала, например, направлена вдоль радиуса или параллельно радиусу щеки, а на участке цилиндрической поверхности кривошипной шейки, расположенном в эксцентричном отверстии щеки, выполнена выемка с образованием прямолинейного участка, контактирующего с прямолинейным участком поверхности штифта, при этом внутри кривошипной шейки, со стороны, входящей в эксцентричное отверстие щеки, выполнена проточка с образованием внутренней конической поверхности, контактирующей с наружной поверхностью конической распорной втулки, натягиваемой внутрь кривошипной шейки с возможностью создания контакта с требуемым напряжением между прямолинейными участками поверхности выемки кривошипной шейки и штифта, а также создания натяга в сопряженных поверхностях кривошипной шейки и эксцентричного отверстия щеки.
2. Составной вал по п. 1, отличающийся тем, что штифт зафиксирован от выхода из отверстия после сборки вала.
3. Составной вал по п. 2, отличающийся тем, что поверхность прямолинейного участка штифта, контактирующая с выемкой кривошипной шейки, выполнена наклонной к продольной геометрической оси штифта.
4. Составной вал по п. 3, отличающийся тем, что расстояние от геометрической оси штифта до поверхности прямолинейных участков штифта и выемки кривошипной шейки в поперечном сечении штифта, ближайшем к оси вращения вала, больше, чем в сечении, расположенном дальше от оси вращения вала.
5. Составной вал по п. 4, отличающийся тем, что внутри штифта выполнено резьбовое отверстие, в котором расположен резьбовой элемент для перемещения штифта вдоль отверстия щеки.
6. Составной вал по п. 3, отличающийся тем, что расстояние от геометрической оси штифта до поверхности прямолинейных участков штифта и выемки кривошипной шейки в поперечном сечении штифта, ближайшем к оси вращения вала, меньше, чем в сечении, расположенном дальше от оси вращения вала.
7. Составной вал по п. 6, отличающийся тем, что в отверстии под штифт выполнен резьбовой участок, внутри штифта выполнено сквозное отверстие, в котором расположен ввернутый в резьбовой участок нажимной элемент для перемещения штифта вдоль отверстия щеки.
8. Составной вал по п. 2, отличающийся тем, что в щеке выполнено сквозное отверстие, в котором расположен фиксатор, контактирующий со штифтом и препятствующий перемещению штифта из отверстия.
| WO 2009132695 A1, 05.11.2009 | |||
| Способ выплавки высокомарганцевой ванадийсодержащей литейной стали | 1991 |
|
SU1803432A1 |
| СОСТАВНОЙ КОЛЕНЧАТЫЙ ВАЛ | 1992 |
|
RU2025583C1 |
| СОСТАВНОЙ КОЛЕНЧАТЫЙ ВАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2095647C1 |
| DE 102006009152 A1, 06.09.2007. | |||

