Изобретение относится к области снаряжения боеприпасов, а именно к способам повторного снаряжения патронных гильз, применяемым для снаряжения патронов охотничьих ружей.
При снаряжении пластиковых стреляных патронов для гладкоствольного охотничьего ружья стоит задача по помещению внутрь стреляной гильзы комплектующих патрона. Охотничьи гильзы закрываются методом «Закрутки» и методом «Звездочки». При обоих методах заделки дульца гильзы оно после выстрела деформируется так, что внутрь гильзы становится невозможно установить элементы, соответствующие внутреннему диаметру гильзы, например пыжи, обтюраторы, прокладки. При этом важное значение имеет диаметр снаряжаемых элементов. Например, чем плотнее установлен пыж внутри гильзы, тем более стабильные и хорошие показатели стрельбы у данного патрона.
Для установки внутрь стреляной гильзы без правки дульца применяются способы с использованием специальных приспособлений, например корзинки для пыжей. Известное приспособление представляет собой воронку, верхний диаметр которой больше внутреннего диаметра гильзы, а нижний диаметр меньше. При этом нижняя часть воронки поделена на «лепестки», которые могут упруго деформироваться. Работают такие приспособления следующим образом - вставляем приспособление внутрь гильзы так, что лепестки находятся внутри гильзы, а верхний диаметр приспособления снаружи. Далее помещаем сверху в воронку необходимый для снаряжения элемент, например пыж, а затем проталкиваем его навойником внутрь гильзы. При этом снаряжаемый элемент при перемещении его в гильзу будет раздвигать лепестки, а те в свою очередь будут раздвигать дульце стреляной гильзы.
Известные способы с данными приспособлениями имеют следующий недостаток. Лепестки имеют некоторую толщину, поэтому установить снаряжаемый элемент с диаметром, соответствующим внутреннему диаметру гильзы, будет затруднительно - возникнут повышенные усилия при проталкивании элемента внутрь гильзы и будет деформирован сам элемент. Кроме того, таким способом можно снарядить только гильзы, имеющие незначительные деформации дульца, т.к. при значительных деформациях дульца гильзы, особенно закрытой способом «звездочка», возникает вероятность поломки лепестков при проталкивании элемента внутрь гильзы.
Для установки элементов внутрь стреляных гильз применяют также способы правки дульца гильзы.
Для правки дульца гильзы применяются следующие общеизвестные способы.
1. Установка внутрь гильзы оправки, соответствующей внутреннему диаметру гильзы, последующий нагрев (например, в кипящей воде) и охлаждение. При нагреве пластик размягчается и принимает форму оправки. После охлаждения форма сохраняется.
2. Установка внутрь гильзы конусной гладкой оправки с последующим перемещением оправки внутрь гильзы. При вдавливании оправки внутрь гильзы диаметр конусной части оправки в месте дульца гильзы имеет больший диаметр, чем внутренний диаметр гильзы. В результате дульце гильзы пластически деформируется и принимает форму конусной оправки.
3. Установка внутрь гильзы конусной ребристой оправки с последующим вращением и вдавливанием оправки внутрь гильзы. При вращении конусной ребристой оправки происходит циклическая деформация края дульца гильзы, что способствует равномерному распределению внутренних напряжений и выравниванию края дульца гильзы.
Вышеуказанные способы имеют следующие недостатки.
1. Нагрев пластиковых гильз с последующим охлаждением, которое часто проводят в холодной воде, делает пластик более хрупким, что может привести либо к трещинам при заделке такой гильзы, либо разрушению заделанной части гильзы при выстреле вместо пластического раскрытия. Это негативно сказывается на параметрах стрельбы - резкости, кучности, дальности и т.п. Кроме того, уменьшается количество возможных перезарядок гильз, т.к. они раньше приходят в негодность (рвутся, трескаются и т.п.).
2. При вдавливании конусной гладкой оправки внутрь стреляной гильзы край такой гильзы испытывает растягивающие напряжения, что может привести к разрыву дульца гильзы, особенно у гильз, закрытых способом «звездочка». Такие приспособления не имеют ограничителя хода, поэтому глубина вдавливания оправки происходит нестабильно. При стрельбе снаряженными гильзами с такими разрывами параметры стрельбы (резкости, кучности, дальности и т.п.) снижаются. При небольшой глубине вдавливания оправки внутрь гильзы не происходит достаточной правки дульца гильзы, что приводит к невозможности установки внутрь необходимых элементов.
3. При вращении конусной ребристой оправки ребра оправки скользят по краю дульца гильзы и циклически деформируют его. При таком способе возникает опасность разрыва дульца гильзы так же, как и при предыдущем способе. Вероятность разрыва в этом случае повышается, т.к. в месте кромки ребра конусной ребристой оправки на дульце гильзы возникают повышенные напряжения.
Вышеуказанные недостатки решаются при следующем способе правки дульца гильзы. Гильзу помещают в кольцевой паз, образованный двумя концентрическими цилиндрическими поверхностями, имеющими кольцевые выступы с двух сторон, перемещают таким образом, чтобы край дульца гильзы прошел через все кольцевые выступы, расположенные с чередованием на противоположных поверхностях. Край дульца гильзы при этом огибает кольцевые выступы. При этом дульце гильзы испытывает циклическую деформацию, равномерно распределенную по диаметру. Кроме того, деформация ограничена диаметром внутренней цилиндрической поверхности, таким образом, чрезмерно деформировать гильзу данным способом нельзя, в отличие от использования конусной цилиндрической оправки. После этого устройство снимают.
В результате правки дульца гильзы данным способом получается ровный край дульца гильзы со стабильным размером, с неизменными свойствами материала дульца гильзы и с отсутствием разрывов, что позволяет установить внутрь гильзы снаряжаемые элементы, соответствующие внутреннему диаметру гильзы. В результате при данном способе правки дульца гильзы получается патрон, обладающий более стабильными характеристиками стрельбы по сравнению с известными способами правки дульца гильзы.
Для осуществления способа применяют устройство для правки дульца гильзы, имеющее кольцевой паз на глубину правки гильзы, в котором с двух сторон - внутренней и наружной - цилиндрических поверхностей расположены кольцевые выступы. Кольцевой паз образуют две цилиндрические поверхности: внутренняя выполняет роль оправки, наружная роль втулки. Цилиндрическая поверхность оправки выполнена с заходной конусной частью. Диаметр основной цилиндрической части (D1) оправки немного меньше внутреннего диаметра гильзы. Поверхность, выполняющая роль оправки, имеет кольцевой выступ, который по диаметру больше, чем внутренний диаметр гильзы. Поверхность, выполняющая роль втулки, имеет, например, два кольцевых выступа, внутренний диаметр (D2) которых соответствует наружному диаметру гильзы. При этом кольцевые выступы на поверхностях расположены с чередованием, например кольцевой выступ на поверхности оправки расположен между двумя кольцевыми выступами на поверхности втулки.
Технический результат - улучшение качества гильзы повторно снаряженного патрона охотничьих ружей после правки дульца гильзы.
Технический результат достигается способом правки дульца гильзы охотничьих ружей, при котором край дульца гильзы помещают в кольцевой паз между двух цилиндрических концентрических поверхностей, каждая из которых имеет как минимум один кольцевой выступ, с зазором на ширину толщины стенки гильзы, при этом внутренний диаметр кольцевого выступа внутренней цилиндрической поверхности D2 соответствует наружному диаметру гильзы, а наружный диаметр внутренней цилиндрической поверхности D3 соответствует внутреннему диаметру гильзы, D2 больше D3 на толщину стенки гильзы, перемещают гильзу вдоль вертикальной оси таким образом, чтобы край дульца гильзы прошел через все кольцевые выступы, расположенные с чередованием на противоположных поверхностях, затем вынимают.
Сущность технического решения поясняют изображения фиг. 1, 2, где
1 - втулка;
2 - оправка;
3 - гильза;
D1 - диаметр основной цилиндрической части оправки;
D2 - внутренний диаметр кольцевых выступов втулки;
D3 - наружный диаметр кольцевого выступа оправки.
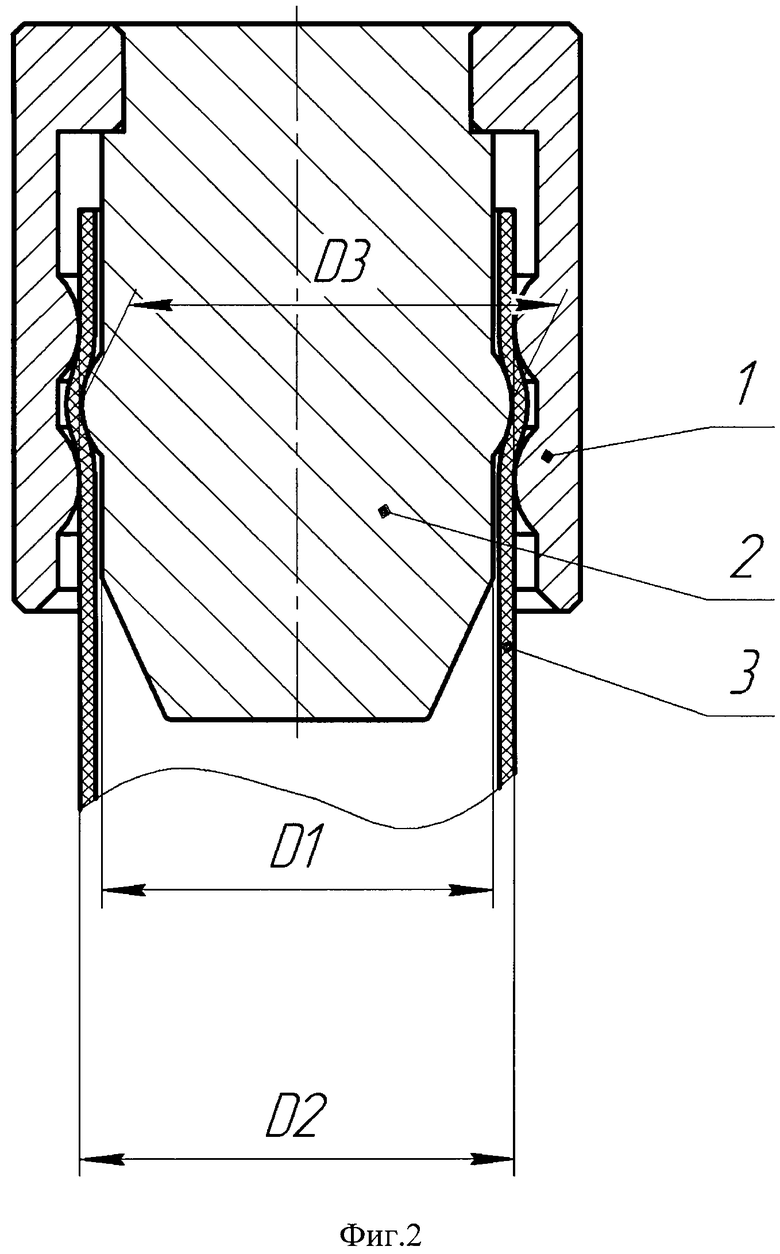
Фиг. 1. Устройство для правки дульца гильзы в разрезе.
Фиг. 2. Гильза в устройстве для правки дульца гильзы в разрезе.
Пример осуществления.
Край дульца гильзы помещают в кольцевой паз между двух цилиндрических концентрических поверхностей, каждая из которых имеет как минимум один кольцевой выступ, при этом внутренний диаметр кольцевого выступа внутренней поверхности D2 соответствует наружному диаметру гильзы 3, а наружный диаметр внутренней цилиндрической поверхности D1 меньше внутреннего диаметра гильзы, перемещают гильзу вдоль вертикальной оси таким образом, чтобы край дульца гильзы прошел через все кольцевые выступы, расположенные с чередованием на противоположных поверхностях, затем вынимают.
Для осуществления способа применяют устройство для правки дульца гильзы. Устройство изготовлено из металла (например, Сталь 10), состоит из двух цилиндрических деталей: цельнотелой оправки 2 и полой втулки 1, жестко соединенных между собой, например, посадкой с натягом. Внутренняя поверхность втулки 1 имеет, например, два кольцевых выступа, наружная поверхность оправки имеет один кольцевой выступ и конусную заходную часть. Втулка 1 и оправка 2 жестко соединены таким образом, чтобы кольцевые выступы противоположных цилиндрических поверхностей располагались с чередованием, например, чтобы кольцевой выступ оправки 2 находился между двумя кольцевыми выступами втулки 1. При этом диаметр основной части оправки D1 меньше внутреннего диаметра гильзы, диаметр кольцевого выступа оправки D3 больше внутреннего диаметра гильзы, а диаметр D2 кольцевых выступов втулки соответствует наружному диаметру гильзы.
Оправка 2 выполнена цилиндрической с заходной конусной частью. Диаметр ее основной цилиндрической части D1 меньше внутреннего диаметра гильзы. На оправке 2 имеется кольцевой выступ, который по диаметру больше, чем внутренний диаметр гильзы. Втулка 1 имеет два кольцевых выступа, внутренний диаметр (D2) которых соответствует наружному диаметру гильзы. Втулка 1 и оправка 2 жестко между собой соединены так, что кольцевой выступ на оправке расположен между двумя кольцевыми выступами на втулке.
Способ с применением описанного устройства осуществляется следующим образом. Конусную часть оправки 2 вставляют в гильзу 3 и перемещают устройство так, чтобы край дульца гильзы прошел через все кольцевые выступы в оправке 2 и во втулке 1. После этого устройство снимают. Край дульца гильзы при этом огибает кольцевые выступы. При этом дульце гильзы испытывает циклическую деформацию, равномерно распределенную по диаметру. Кроме того, деформация ограничена диаметром цилиндрической части втулки D2, таким образом, чрезмерно деформировать гильзу данным способом нельзя, в отличие от использования конусной цилиндрической оправки.
В результате правки дульца гильзы с заявляемым способом получается ровный край дульца гильзы со стабильным размером, с неизменными свойствами материала дульца гильзы и с отсутствием разрывов, что позволяет установить внутрь гильзы снаряжаемые элементы, соответствующие внутреннему диаметру гильзы. В результате при данном способе правки дульца гильзы получается патрон более высокого качества, обладающий более стабильными характеристиками стрельбы по сравнению с известными способами правки дульца гильзы.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ ПРИБОР ДЛЯ СНАРЯЖЕНИЯ ПАТРОНОВ | 2022 |
|
RU2802334C1 |
| Металлическая гильза патрона охотничьего ружья | 2018 |
|
RU2691044C1 |
| МАТРИЦА ДЛЯ ЗАДЕЛКИ ГИЛЬЗ ПАТРОНОВ ОХОТНИЧЬИХ РУЖЕЙ | 2014 |
|
RU2570999C2 |
| СПОСОБ ЗАДЕЛКИ ГИЛЬЗ ОХОТНИЧЬИХ РУЖЕЙ | 2014 |
|
RU2554713C1 |
| Устройство для восстановления гильзы охотничьего патрона | 2020 |
|
RU2748436C1 |
| ПРИБОР ДЛЯ ПЕРЕСНАРЯЖЕНИЯ СПОРТИВНО-ОХОТНИЧЬИХ ПАТРОНОВ | 2003 |
|
RU2241203C1 |
| Способ восстановления гильзы охотничьего патрона | 2019 |
|
RU2700128C1 |
| Металлопластиковая гильза патрона охотничьего ружья | 2019 |
|
RU2734603C1 |
| ОХОТНИЧИЙ ДРОБОВОЙ ПАТРОН | 1992 |
|
RU2080547C1 |
| ПЫЖ-КОНТЕЙНЕР ДЛЯ ДРОБОВЫХ ПАТРОНОВ | 1994 |
|
RU2074376C1 |
Изобретение относится к области снаряжения боеприпасов, а именно к способам правки дульца гильз охотничьих ружей. Способ правки дульца гильзы охотничьих ружей заключается в том, что край дульца гильзы помещают в кольцевой паз между двух цилиндрических концентрических поверхностей, перемещают гильзу вдоль вертикальной оси таким образом, чтобы край дульца гильзы прошел через все кольцевые выступы, расположенные с чередованием на противоположных поверхностях, затем вынимают. Каждая концентрическая поверхность имеет как минимум один кольцевой выступ, с зазором на ширину толщины стенки гильзы. Внутренний диаметр кольцевого выступа внутренней цилиндрической поверхности (D2) соответствует наружному диаметру гильзы, а наружный диаметр внутренней цилиндрической поверхности (D3) соответствует внутреннему диаметру гильзы. D2 больше D3 на толщину стенки гильзы. Достигается повышение эффективности правки гильзы. 2 ил.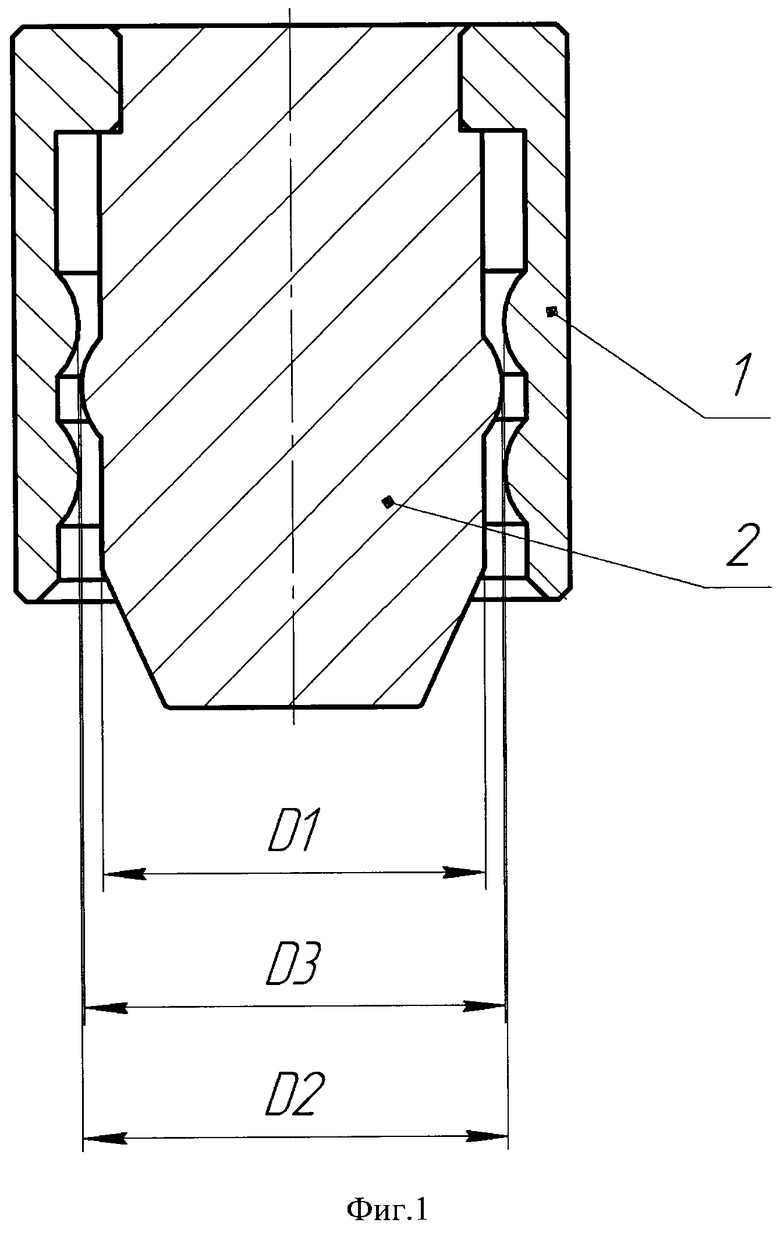
Способ правки дульца гильзы охотничьих ружей, характеризующийся тем, что край дульца гильзы помещают в кольцевой паз между двух цилиндрических концентрических поверхностей, каждая из которых имеет как минимум один кольцевой выступ, с зазором на ширину толщины стенки гильзы, при этом внутренний диаметр кольцевого выступа внутренней цилиндрической поверхности D2 соответствует наружному диаметру гильзы, а наружный диаметр внутренней цилиндрической поверхности D3 соответствует внутреннему диаметру гильзы, D2 больше D3 на толщину стенки гильзы, перемещают гильзу вдоль вертикальной оси таким образом, чтобы край дульца гильзы прошел через все кольцевые выступы, расположенные с чередованием на противоположных поверхностях, затем вынимают.
| US 7681481 B1, 23.03.2010 | |||
| US 5788429 A1, 04.08.1998 | |||
| RU 136558 U1, 10.01.2014. |

