Изобретение относится к области снаряжения боеприпасов, а именно к первоначальному и повторному снаряжению патронных гильз, в частности к способам заделки гильзы, применяемым для снаряжения патронов охотничьих ружей.
Известно техническое решение по патенту RU 2103660 C1 F42B 33/02 опубл. 27.01.1998 г., по которому УСТРОЙСТВО ДЛЯ ЗАДЕЛКИ СНАРЯЖЕННЫХ ГИЛЬЗ "ЗВЕЗДОЧКОЙ", содержащее основание с гнездом под донную часть гильзы, неподвижно установленный на основании шток, траверсу с опорной поверхностью, подвижную относительно штока и подпружиненную относительно него, шарнирно связанный со штоком рычаг, взаимодействующий с траверсой, формующую оправку с рабочими поверхностями и заделывающую матрицу, отличается тем, что траверса неподвижно соединена с оправкой, а матрица установлена внутри оправки с возможностью перемещения и имеет подпружиненный толкатель, при этом оси оправки, матрицы и гнезда под донную часть гильзы совпадают, а рычаг выполнен с копиром для поочередного взаимодействия с опорной поверхностью траверсы и толкателя матрицы. Недостатком является то, что заделка «звездочкой» не обеспечивает качество поверхности гильзы, что снижает качество патрона.
Известно техническое решение по патенту RU 116994 U1 F42B 33/10, опубл. 10.06.2012 г., по которому ПРЕСС-СТАНОК ДЛЯ СНАРЯЖЕНИЯ ПАТРОНОВ ОХОТНИЧЬИХ РУЖЕЙ содержит стойку, жестко связанную с ней и размещенную перпендикулярно к ее продольной оси рабочую полку, размещенную над последней и подпружиненную относительно нее в осевом направлении обойму, шарнирно связанную со стойкой и обоймой рычажную систему и закрепленные на обойме насадку для вставки капсюля и заполнения рабочим материалом, насадку для предварительного формообразования завальцовки патрона в виде звезды и, по крайней мере, одну насадку для окончательного формирования звезды, обжимную втулку, предназначенную для размещения в ней патрона, доводчик заданного положения обжимной втулки на рабочей полке в виде поворотной относительно последней рукоятки с фиксатором положения и гнездом для размещения обжимной втулки, исключающим ее осевое смещение при расположении на рабочей полке, и закрепленную на обойме насадку для выталкивания снаряженного патрона из обжимной втулки. Пресс-станок дополнительно может содержать закрепленные на обойме насадку для опрессовки снаряженного патрона под конус и насадку для удаления стреляного капсюля и формовки стреляной гильзы. В рабочей полке напротив каждой насадки выполнены пазы для периодического взаимодействия с фиксатором положения рукоятки, а напротив насадки для выталкивания снаряженного патрона дополнительно выполнено сквозное отверстие. Кроме того, на наружной поверхности обжимной втулки может быть выполнен кольцевой паз, а гнездо имеет соответствующий выступ, предназначенный для размещения в кольцевом пазу при расположении обжимной втулки на рабочей полке. Недостатком является то, что заделка «звездой» и формирование буртика гильзы производится вручную нажатием на рычаг и вращением ручки, что не обеспечивает качество поверхности гильзы и снижает качество патрона.
Существующий и широко применяемый повсеместно способ заделки гильзы охотничьих ружей состоит в следующем. Матрица (рабочий инструмент) вращается соосно гильзе и постепенно опускается на поверхность гильзу. В кольцевой канавке матрицы, которая оформляет буртик гильзы, имеются выступы, которые, вступая в контакт с гильзой, разогревают поверхность гильзы за счет трения. Постепенное плавное опускание вращающейся матрицы вниз обеспечивает равномерное формирование разогретого буртика гильзы. Однако при таком способе край буртика гильзы слегка закручивается по ходу вращения матрицы, что снижает качество поверхности гильзы: при этом ухудшаются условия раскрытия гильзы при выстреле, а также снижается количество повторных снаряжений гильзы.
Устранить недостатки позволяет заявляемый способ, при котором не используют выступы в кольцевой канавке рабочего инструмента, поэтому при вращении инструмента материал гильзы не разогревается, и трение в месте контакта минимально. Гильза зафиксирована неподвижно, а рабочий инструмент, наклоненный к оси гильзы, совершает вращательное движение вокруг оси гильзы и постепенно плавно опускается вниз, обкатывая буртик гильзы. Таким образом, буртик гильзы формируется без нагрева материала и без «закручивания» по ходу вращения инструмента, что обеспечивает более стабильные свойства каждого снаряженного патрона. Кроме того, значительно снижается усилие при заделке, сокращается операционное время, снижается уровень шума. Рабочий инструмент крепится в специальный патрон либо в специальный станок, обеспечивающий наклон инструмента с одновременным его вращением. Аналогичный способ применяется при орбитальной клепке заклепок.
Известен ОСТ 1 80024-85 «Клепка и развальцовка прецессирующим инструментом. Типовой технологический процесс», в котором описан способ клепки и развальцовки инструментом с осью наклона по отношению к оси детали. Движение инструмента, закрепленного во вращающемся клепальном патроне, относительно неподвижной точки, лежащей на пересечении оси вращения шпинделя пресса с осью инструмента, называется прецессионным, а клепка и развальцовка этим инструментом - клепка и развальцовка прецессирующим инструментом. Преимущества использования указанного способа движения в том, что при малом усилии на инструмент и большом времени обработки получают соединение, в котором стержень заклепки не осажен, а формируется только головка - при соблюдении требований к пластичности материала. Клепка и развальцовка прецессирующим инструментом ведется при существенно (в 5-10 раз) меньших усилиях, чем в случаях ударной и прессовой клепки. В результате образуется без шума и вибрации беспористая поверхность головки, которая имеет лучшее качество, чем поверхность, полученная ударной клепкой. Инструмент вставляется в клепальный патрон и зажимается предохранительной пружиной. При включении подачи инструмент подводится к детали. При соприкосновении инструмента с деталью вращение его вокруг своей оси прекращается. Поскольку ось инструмента наклонена к оси шпинделя пресса под углом, равным 4-6 град., и пересекает ее, то при вращении шпинделя пресса продольная ось инструмента движется по боковой поверхности конуса, а рабочая поверхность инструмента обкатывается по детали.
Известно техническое решение, описанное в: «РУКОВОДСТВЕ ПО ТЕХНИЧЕСКОМУ ОБУЧЕНИЮ ПРОЦЕССАМ РАДИАЛЬНОГО И ОРБИТАЛЬНОГО СКЛЕПЫВАНИЯ» фирмы GUILLEMIN (Франция LONGVIC 21600 ул. Де Ромеле, 7, http://www.guillemin.net), в котором описывается процесс орбитального склепывания (гироскопическое движение), при котором деформация материала происходит одновременно и постепенно по двум направлениям: снизу вверх и по касательной. Конец инструмента обжимки вращается вокруг окружности из расчета, например, 1000-1500 оборотов в минуту, ось обжимки режет заклепку в точке касания, называемой нулевой точкой. Таким образом формируется головка заклепки по круговой траектории вокруг своего центра. Инструмент обжимки не вращается вокруг своей оси, а вращается вокруг оси объекта обжимки (заклепки), при этом ось инструмента расположена под углом к оси гильзы.
Достоинства прецессионного способа движения обрабатывающего инструмента предлагается использовать в способе заделки гильз, что обеспечивает более высокое качество поверхности гильзы. В предлагаемом способе в качестве обрабатывающего инструмента используют матрицу с углублением в виде гладкой кольцевой канавки, соответствующей размеру и диаметру буртика гильзы, в которой на рабочей поверхности отсутствуют выступы, поэтому при вращении инструмента материал гильзы не разогревается, трение в месте контакта минимально. Инструмент, наклоненный к оси гильзы, совершает вращательное движение вокруг оси гильзы и постепенно плавно опускается вниз, обкатывая буртик гильзы. Таким образом, буртик гильзы формируется без нагрева материала и без «закручивания» по ходу вращения инструмента, что обеспечивает более высокое качество поверхности и стабильные свойства каждого снаряженного патрона. Инструмент крепится в специальный патрон либо в специальный станок, обеспечивающий наклон инструмента с одновременным его вращением. В качестве рабочего инструмента используется матрица с углублением в виде гладкой кольцевой канавки, инструмент, наклоненный к оси гильзы, совершает вращательное движение вокруг оси гильзы и постепенно плавно опускается вниз, обкатывая буртик гильзы. Инструмент крепится в специальный патрон либо в специальный станок, обеспечивающий наклон инструмента с одновременным его вращением, при этом рабочий инструмент описывает осью своего хвостовика конус с вершиной пространственного угла α в центре контактной поверхности инструмента, постепенным поступательным движением рабочего инструмента сверху вниз обжимают гильзу. Наиболее эффективно использование заявляемого способа заделки для пластмассовых гильз охотничьих ружей. К преимуществам заявляемого способа также относится значительное снижение усилия при заделке, что снижает операционное время, и в конечном счете энергоемкость оборудования при таком способе заделки гильз.
Технический результат заявляемого способа - повышение качества поверхности гильз охотничьих ружей.
Технический результат достигается способом заделки гильз охотничьих ружей, при котором устанавливают гильзу в место фиксации неподвижно, обрабатывают инструментом, который совершает вращательное движение вокруг оси гильзы и формирует буртик, отличающимся тем, что инструмент крепят под наклоном к оси гильзы с одновременным его вращением вокруг оси гильзы, обрабатывающий инструмент описывает осью своего хвостовика конус с вершиной пространственного угла α в центре контактной поверхности инструмента, поступательным прецессионным движением обрабатывающего инструмента сверху вниз обжимают гильзу, при этом в качестве обрабатывающего инструмента используют матрицу с углублением в виде гладкой кольцевой канавки, соответствующей размеру и диаметру буртика гильзы.
Сущность изобретения поясняет фигура, на которой в разрезе представлены матрица для заделки гильз в процессе работы, с помощью которой осуществляется заявляемый способ, и контур гильзы (наполнение гильзы - дробь, порох, пыж и т.п. условно не показаны), где:
1 - обрабатывающий инструмент - матрица,
2 - хвостовик обрабатывающего инструмента,
3 - гильза,
4 - вершина конуса в центре контактной поверхности инструмента,
α - пространственный угол конуса, который описывает хвостовик рабочего инструмента, вставленный в патрон наклонно к оси шпинделя.
Пример осуществления
Используют принцип вращательно-качательного (прецессионного) движения рабочего инструмента, закрепленного в патрон наклонно к вертикальной оси шпинделя, что дает следующие преимущества:
- способ заделки не приводит к нарушению поверхности гильзы, ее рисунка, структуры материала;
- значительно сокращается операционное время;
- значительно снижает усилие, требуемое для выполнения операции;
- процесс протекает бесшумно;
- рабочий инструмент прост по конструкции и в эксплуатации.
Для осуществления работы инструмента изготавливают патрон, который используется на прессе для заделки гильз. Обрабатывающий (рабочий) инструмент (матрицу) с аналогичным патроном, обеспечивающим наклонное положение инструмента к оси гильзы, можно использовать и на сверлильном станке.
В процессе выполнения операции обрабатывающий инструмент 1, вставленный в патрон наклонно к оси шпинделя, описывает осью своего хвостовика 2 конус с вершиной пространственного угла α в центре 4 контактной поверхности инструмента. Гильза 3 неподвижно зафиксирована в месте крепления станка. В качестве инструмента используют матрицу 1 с углублением в виде гладкой кольцевой канавки, соответствующей размеру и диаметру буртика гильзы 3. Таким образом, поверхность торца гильзы 3 оказывается под циклическим воздействием давления.
В результате гильза постепенно и равномерно деформируется по окружности, а инструмент при этом не проворачивается вокруг собственной оси. При таком принципе обработки не происходит разрушения поверхности и структуры материала гильзы. Наиболее эффективно применение заявляемого способа для пластмассовых гильз.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ ПРИБОР ДЛЯ СНАРЯЖЕНИЯ ПАТРОНОВ | 2022 |
|
RU2802334C1 |
| Пресс-станок ручной для снаряжения охотничьих патронов и способ его изготовления | 2022 |
|
RU2785046C1 |
| МАТРИЦА ДЛЯ ЗАДЕЛКИ ГИЛЬЗ ПАТРОНОВ ОХОТНИЧЬИХ РУЖЕЙ | 2014 |
|
RU2570999C2 |
| Способ восстановления гильзы охотничьего патрона | 2019 |
|
RU2700128C1 |
| УСТРОЙСТВО ДЛЯ ЗАДЕЛКИ СНАРЯЖЕННЫХ ГИЛЬЗ "ЗВЕЗДОЧКОЙ" | 1992 |
|
RU2103660C1 |
| Способ восстановления гильзы охотничьего патрона и устройство для его осуществления | 2023 |
|
RU2818220C1 |
| СПОСОБ ПРАВКИ ДУЛЬЦА ГИЛЬЗЫ ОХОТНИЧЬИХ РУЖЕЙ | 2014 |
|
RU2570618C1 |
| ПУЛЯ "ФЕРЗЬ" И ПАТРОН ДЛЯ ГЛАДКОСТВОЛЬНОГО ОРУЖИЯ | 2011 |
|
RU2465548C1 |
| ПУЛЯ "БАБОЧКА КАЛИБЕРНАЯ" И ПАТРОН ДЛЯ ГЛАДКОСТВОЛЬНОГО ОРУЖИЯ | 2011 |
|
RU2465540C1 |
| ПУЛЯ "СТОПЕР К" И ПАТРОН ДЛЯ ГЛАДКОСТВОЛЬНОГО ОРУЖИЯ | 2011 |
|
RU2465545C1 |
Изобретение относится к области снаряжения боеприпасов, а именно к первоначальному и повторному снаряжению патронных гильз, в частности к способам заделки гильзы, применяемым для снаряжения патронов охотничьих ружей. Гильзу устанавливают в место фиксации неподвижно и обрабатывают инструментом, который совершает вращательное движение вокруг оси гильзы и формирует буртик. Инструмент крепят под наклоном к оси гильзы с одновременным его вращением вокруг оси гильзы. Обрабатывающий инструмент описывает осью своего хвостовика конус с вершиной пространственного угла α в центре контактной поверхности инструмента. Поступательным прецессионным движением обрабатывающего инструмента сверху вниз обжимают гильзу, при этом в качестве обрабатывающего инструмента используют матрицу с углублением в виде гладкой кольцевой канавки, соответствующей размеру и диаметру буртика гильзы. Достигается повышение качества поверхности гильз охотничьих ружей. 1 ил.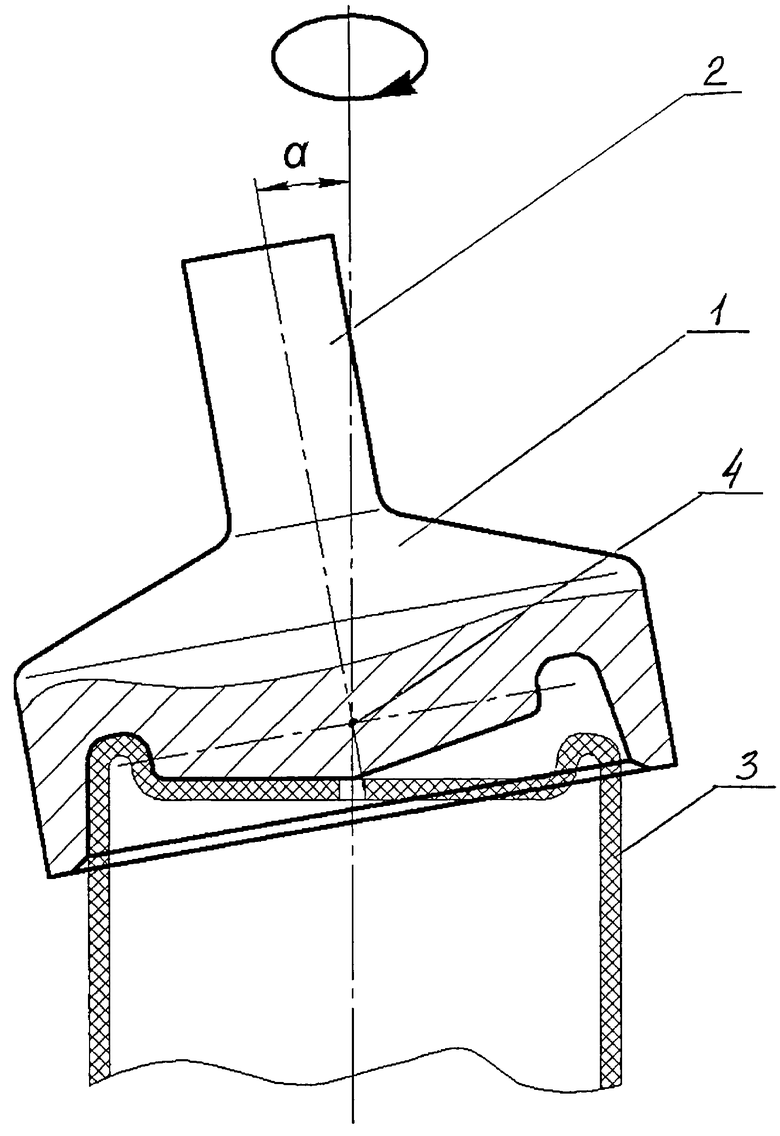
Способ заделки гильзы, при котором устанавливают гильзу в место фиксации неподвижно, обрабатывают инструментом, который совершает вращательное движение вокруг оси гильзы, и формирует буртик, отличающийся тем, что инструмент крепят под наклоном к оси гильзы с одновременным его вращением вокруг оси гильзы, обрабатывающий инструмент описывает осью своего хвостовика конус с вершиной пространственного угла α в центре контактной поверхности инструмента, поступательным прецессионным движением обрабатывающего инструмента сверху вниз обжимают гильзу, при этом в качестве обрабатывающего инструмента используют матрицу с углублением в виде гладкой кольцевой канавки, соответствующей размеру и диаметру буртика гильзы.
| СПОСОБ СБОРКИ ТРАВМАТИЧЕСКИХ ПАТРОНОВ | 2006 |
|
RU2326329C2 |
| ПРИБОР ДЛЯ ПЕРЕСНАРЯЖЕНИЯ СПОРТИВНО-ОХОТНИЧЬИХ ПАТРОНОВ | 2003 |
|
RU2241203C1 |
| US 2011232467 A1, 29.09.2011 | |||
| US 2002000028 A1, 28.01.2010 | |||

