Область техники, к которой относится изобретение
Изобретение относится к способу производства полюсного наконечника автоматического выключателя с помощью прессования внешней изолирующей втулки с изолирующим материалом, устанавливая вакуумный прерыватель внутрь изолирующей втулки, электрически соединяя вставку вакуумного прерывателя с верхним электрическим контактом и нижним электрическим контактом, расположенным в секции стенки изолирующей втулки. Кроме того, настоящее изобретение относится к полюсному наконечнику, произведенному таким способом, так же как и компоновка автоматического выключателя, особенно для вариантов применения со средним напряжением. В качестве другого варианта может применяться верхний контакт, заранее собранный с вакуумным прерывателем, а вокруг вакуумного прерывателя может располагаться дополнительный изолирующий слой.
Уровень техники
Полюсный наконечник автоматического выключателя этого типа обычно встраивается в компоновки автоматического выключателя от среднего до высокого уровней напряжения. В частности, автоматические выключатели со средним напряжением проектируются на уровень напряжения между 1 и 72 кВ высокого уровня тока. Эти специфические автоматические выключатели прерывают ток за счет генерирования и гашения дуги в вакууме. Внутри вакуумной камеры располагается пара электрических переключающих контактов. Современные вакуумные автоматические выключатели имеют тенденцию увеличения срока службы, чем использовавшиеся ранее воздушные и масляные автоматические выключатели. Хотя вакуумные автоматические выключатели заменили воздушные и масляные выключатели, настоящее изобретение применимо не только к вакуумным автоматическим выключателям, но также к воздушным и масляным автоматическим выключателям, или современным автоматическим выключателям SF6, имеющим камеру, заполненную газом гексафторидом серы вместо вакуума.
Для приведения в действие автоматического выключателя используется магнитный исполнительный механизм с высокой плотностью силы с перемещением одного из электрических контактов вакуумного прерывателя с целью прерывания подачи электрической мощности. Поэтому обеспечивается механическое соединение между подвижным якорем магнитного исполнительного механизма и подвижным электрическим контактом внутри вставки вакуумного прерывателя.
Документ DE 102004060274 А1 раскрывает способ производства полюсного наконечника автоматического выключателя для автоматического выключателя среднего или высокого уровня напряжения. Вакуумный прерыватель встраивается в изолирующий материал и герметизируется вместе с вышеуказанным материалом. Сам вакуумный прерыватель, по существу, содержит оболочку изолятора, которая обычно является цилиндрической, и закрыта на обоих концах, чтобы образовать внутреннюю вакуумную камеру. Вакуумная камера содержит фиксированный электрический контакт и соответствующий подвижный электрический контакт, образуя электрический переключатель. Складные меха располагаются на стороне подвижного электрического контакта и позволяют перемещение подвижного электрического контакта через линию подачи тока внутри вакуумной камеры. Как упоминалось выше, внутри вакуумного прерывателя находится вакуум, для того чтобы подавлять электрическую дугу, которая производится во время процесса включения и выключения настолько быстро, насколько это возможно.
Вакуумный прерыватель внутри изолирующей втулки полностью герметизируется синтетическим материалом, главным образом пластическим материалом, для того чтобы увеличить внешнюю диэлектрическую прочность вакуумного прерывателя. Кроме того, синтетический материал используется как компенсационный материал с целью компенсации различных коэффициентов температурного расширения между поверхностью вакуумного прерывателя и окружающей его изолирующей втулкой. Эта дополнительная функция промежуточного слоя позволяет избежать возможное возникновение трещин.
Во время первого этапа процесса производства полюсного наконечника автоматического выключателя два внешних электрических контакта устанавливаются в секции стенки изолирующей втулки. Во время второго этапа предварительно установленная вставка прерывателя погружается в раствор жидкой резины, образуя вышеупомянутый промежуточный слой. Во время третьего этапа производится внешняя изолирующая втулка в процессе формования пластмасс под давлением, с помощью чего вакуумный прерыватель герметизируется пластическим материалом. Во время процесса герметизации прерывателя с помощью прессования пластмассы в ходе высокотемпературного процесса, раствор жидкой резины вулканизируется и образует промежуточный компенсирующий слой, как описывалось выше. Для последнего производственного этапа вулканизации необходима нагретая пресс-форма.
Раскрытие изобретения
Задачей настоящего изобретения является найти способ для эффективного производства полюсного наконечника для компоновки автоматического выключателя, содержащего эффективный компенсирующий слой вокруг вакуумного прерывателя или промазывание резиновым составом вакуумного прерывателя для предотвращения механического воздействия.
В соответствии с изобретением, обеспечивается способ для производства полюсного наконечника автоматического выключателя, содержащего внешнюю изолирующую втулку, выполненную из изолирующего материала для поддержки и размещения внутреннего вакуумного прерывателя для электрического переключения цепи среднего уровня напряжения, при этом способ включает в себя следующие специфические этапы производства:
- прессование внешней изолирующей втулки, в которой, по меньшей мере, только верхний электрический контакт встраивается в изолирующий материал во время процесса прессования,
- покрытие вставки вакуумного прерывателя дополнительным слоем, выполненным из изолирующего материала, и/или, по меньшей мере, в направлении к нижней линии открытого воздушного зазора, непосредственно между дополнительным слоем и изолирующей втулкой, и/или между вставкой вакуумного прерывателя и изолирующей втулкой для получения лучших электрических характеристик,
- установка покрытой вставки вакуумного прерывателя с помощью привинчивания болтом с резьбой на верхний электрический контакт перед прессованием или после прессования.
Дополнительно могут быть добавлены следующие этапы:
- предварительная сборка вакуумного прерывателя с верхним контактом,
- закладывание этой предварительно собранной конструкции в пресс-форму,
- прессование внешней изолирующей втулки вместе с нижним контактом, чтобы посредством этого образовать полный сборочный узел.
Изолирующее покрытие может быть также размещено как уплотняющая деталь между верхним контактом и пресс-формой.
В процессе прессования верхний контакт действует как механическая защита, вследствие высокого операционного давления. Изолирующее покрытие может быть использовано как уплотняющая деталь между верхним контактом и пресс-формой, при этом оно действует так же, как изолирующий слой. Также уплотнение для пресс-формы между верхним контактом и пресс-формой может быть прямым.
В пункте 3 формулы изобретения также приводится предпочтительный вариант осуществления изобретения с частичным закрытием зазора подходящей диэлектрической изоляцией после выполнения прессования.
Появляются следующие преимущества:
- нет механического напряжения между вакуумным прерывателем и изолятором,
- уплотненный напрямую контакт, без какой-либо необходимости в закрывании области монтажного винта для сборки,
- готовность выполнения процесса прессования в один этап,
- легкость выполнения процесса.
Дополнительная альтернатива.
Благодаря встраиванию только верхнего электрического контакта во время прессования производственный сборочный этап внешней изолирующей втулки вакуумного прерывателя может быть выполнен впоследствии. Если нет прямого соединения между внешним изолирующим материалом и вакуумным прерывателем с наличием изолирующего слоя или без него, то механического напряжения между вакуумным прерывателем и внешней изолирующей втулкой не происходит. Это обеспечивает надежное исполнение. Вакуумный прерыватель может покрываться дополнительным слоем из подходящего изолирующего материала или обходиться без этого изолирующего материала. Это зависит от уровня напряжения. И последнее, вставка вакуумного прерывателя может устанавливаться за счет привинчивания и, конечно, может также удаляться из окружающей изолирующей втулки в целях ремонта.
В соответствии с другим дополнительным аспектом изобретения, нижний электрический контакт может быть собран в стенке изолирующей втулки перед или после установки вакуумного прерывателя, или после того, как он мог быть запрессован в изолирующую втулку. Затем вставка вакуумного прерывателя будет соединена с нижним электрическим контактом через гибкую проводящую ленту.
Благодаря установочной технологии для прикрепления вакуумного прерывателя с покрытием внутри изолирующей втулки за счет привинчивания возникает боковой зазор между вставкой вакуумного прерывателя с покрытием и внутренней стенкой окружающей внешней изолирующей втулки. Появляется возможность залить уплотняющий состав в этот боковой зазор, для того чтобы, по меньшей мере частично, заполнить боковой зазор для увеличения скрепляющего эффекта, а также диэлектрической изоляции.
Могут быть использованы все подходящие материалы для электрической изоляции.
Предпочтительно, изолирующий материал изолирующей втулки является эпоксидным материалом. Также возможно использовать другие подходящие синтетические материалы на основе термопластического материала, т.е. полибутилентерефталат (РВТ) или термопластичный полиуретан (TPUR), или РРА, Peak и т.д.
Для достижения подходящего дополнительного слоя с целью электрической изоляции на внешней поверхности вакуумного прерывателя за счет быстрого и надежного производственного этапа рекомендуется создать дополнительный слой, в соответствии с настоящим изобретением, с помощью усадочной трубки, выполненной из пластичного материала. Для формирования дополнительного слоя на боковой области вакуумного прерывателя необходим только один производственный этап. Никакой дополнительный грунтовочный или другой материал, так же как и промежуточные производственные этапы, не являются необходимыми. Результаты нескольких испытаний привели к заключению, что материал в виде термоусадочной трубки обеспечивает достаточную изоляцию для вставок вакуумного прерывателя. Кроме того, такой дополнительный слой защищает вставку вакуумного прерывателя от повреждений.
В соответствии с другим аспектом настоящего изобретения, обеспечивается дополнительный изолирующий колпачок, выполненный из изолирующего материала. Этот изолирующий колпачок покрывает, по меньшей мере частично, нижнюю область верхнего контакта между изолирующей втулкой и верхней частью вставки вакуумного прерывателя, которая располагается рядом с верхним электрическим контактом.
Дополнительный изолирующий колпачок, предпочтительно, является дискообразным с загнутой граничной секцией, выступающей в направлении внутрь изолирующей втулки. Это обеспечивает дополнительную электрическую защиту между верхним электрическим контактом и электрическими контактами внутри вакуумного прерывателя.
Полюсный наконечник, в соответствии с настоящим изобретением, предпочтительно, используется во взаимодействии с трехфазной электрической сетью и содержит три идентичных полюсных наконечника, которые приводятся в действие через общую конструкцию с промежуточным валом и с единым магнитным исполнительным механизмом.
Краткое описание чертежей
Вышеописанные и другие аспекты изобретения будут более понятными из последующего подробного описания изобретения, при рассмотрении во взаимосвязи с прилагаемыми чертежами.
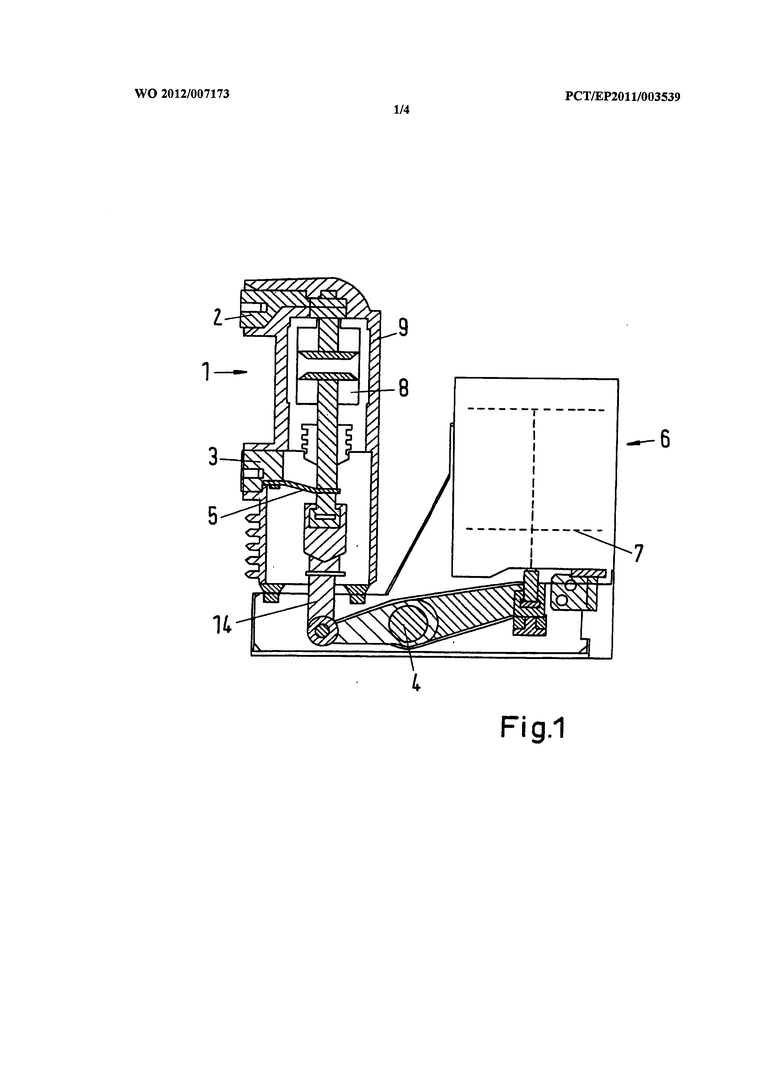
Фиг.1 является видом сбоку автоматического выключателя среднего уровня напряжения, управляемого единым магнитным исполнительным механизмом,
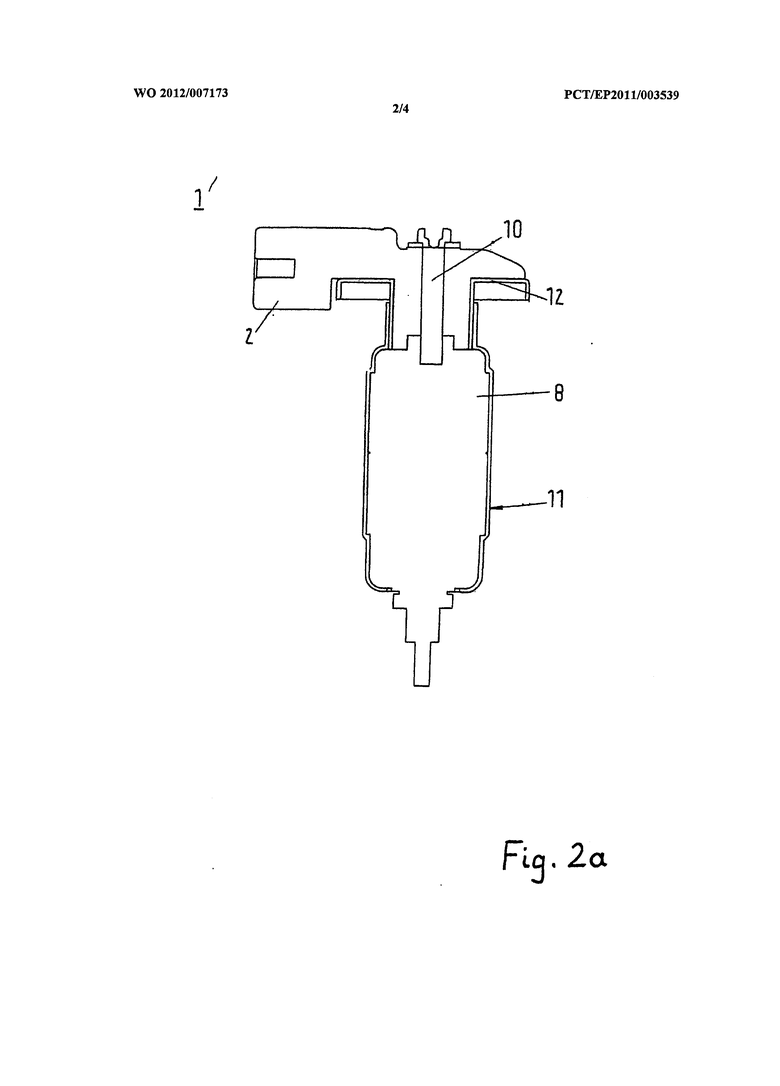
Фиг.2а является предварительно собранной компоновкой,
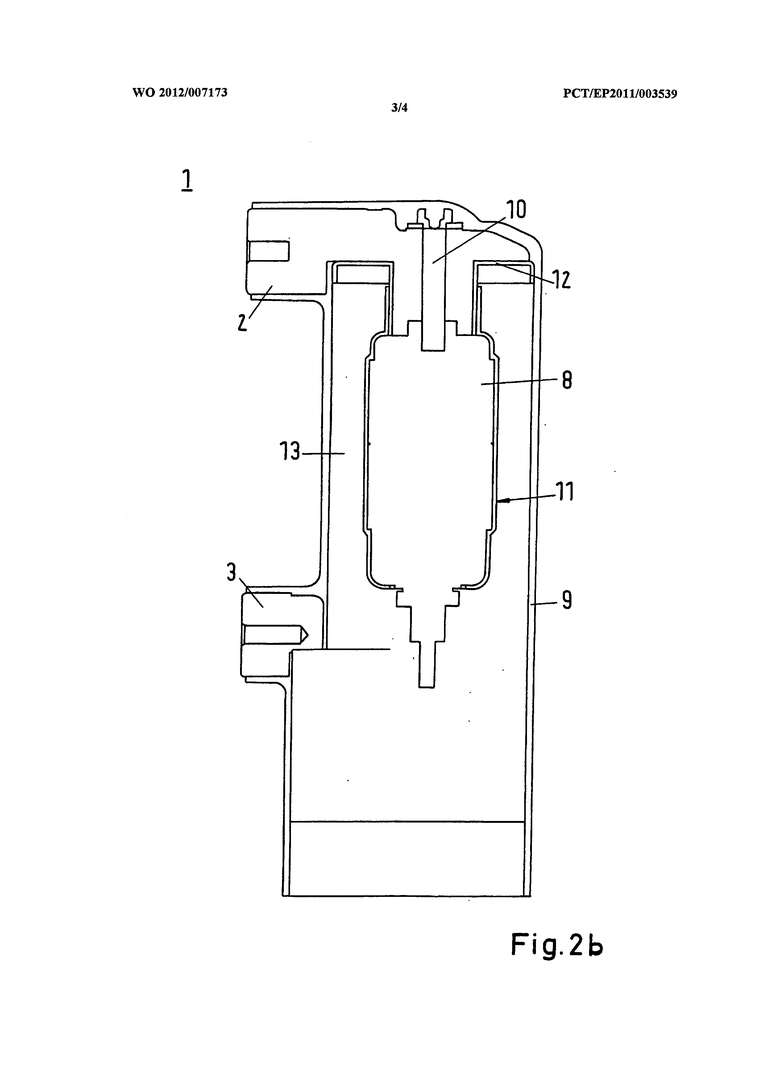
Фиг.2b является продольным сечением полюсного наконечника компоновки автоматического выключателя, как показано на фиг.1,
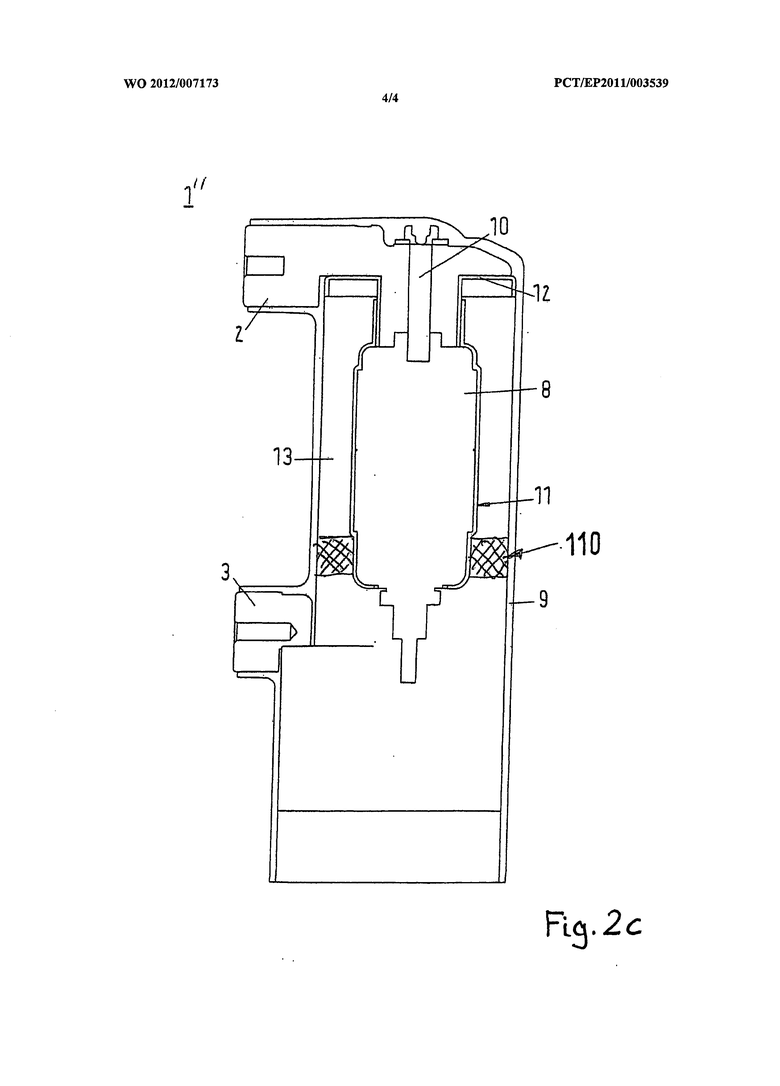
Фиг.2c является вариантом с окончательным уплотнением.
Все чертежи являются схематическими.
Осуществление изобретения
Автоматический выключатель среднего уровня напряжения, показанный на фиг.1, главным образом, состоит из, по меньшей мере, полюсного наконечника 1 с верхним электрическим контактом 2 и нижним электрическим контактом 3, образуя электрический переключатель для цепи среднего уровня напряжения.
Поэтому нижний электрический контакт 3 присоединяется к соответствующему электрическому контакту, который может перемещаться между закрытым и открытым переключающими положениями через конструкцию 4 с промежуточным валом. Гибкая соединительная лента 5, выполненная из меди, обеспечивается для электрического соединения нижнего электрического контакта 3 с внутренним электрическим переключателем.
Конструкция 4 с промежуточным валом внутренне соединяет механическую энергию магнитного исполнительного механизма 6, имеющего два устойчивых состояния, с полюсным наконечником 1. Магнитный исполнительный механизм 6 состоит из магнитной компоновки с двумя устойчивыми состояниями для переключения якоря 7 в относительное положение под воздействием магнитных полей, генерируемых электромагнитной конструкцией, а также конструкцией с постоянными магнитами (не показано).
Полюсный наконечник 1 дополнительно содержит внутреннюю вставку 8 вакуумного прерывателя, которая окружена внешней изолирующей втулкой 9, выполненной из изолирующего материала, например эпоксидного материала. Изолирующая втулка 9 поддерживает и вмещает вставку 8 вакуумного прерывателя, содержащую два соответствующих электрических контакта, которые могут переключаться в разреженной атмосфере. Вышеуказанные электрические контакты вставки 8 вакуумного прерывателя электрически присоединяются, соответственно, к верхнему электрическому контакту 2 и нижнему электрическому контакту 3, как описывалось выше.
Фиг.2а показывает предварительно собранную группу 1, которая состоит из вакуумного прерывателя 8, дополнительного слоя 11, до тех пор, пока он необходим, верхнего контакта 2, болта 10 и изолирующего колпачка 12, перед тем, как эта предварительно собранная группа 1 будет положена в пресс-форму.
В соответствии с фиг.2b внутренний вакуумный прерыватель 8 полюсного наконечника 1 прикрепляется с помощью привинчивания на болт 10 с резьбой верхнего электрического контакта 2. Перед этим установочным этапом внешняя изолирующая втулка 9 была запрессована, при этом только верхний электрический контакт 2 был заделан в изолирующий материал.
Для лучшей электрической изоляции вакуумный прерыватель 8 обеспечивается дополнительным слоем 11, выполненным из изолирующего материала, например из термоусадочной трубки.
Для дополнительной электрической изоляции верхнего электрического контакта 2 от вакуумного прерывателя 8 изолирующий колпачок 12 располагается в направлении внутрь в нижней области верхнего контакта 2, между смежной передней стороной вакуумного прерывателя 8 и изолирующей втулкой 9. Между боковой областью изолирующей втулки 9 и вставкой 8 вакуумного прерывателя обеспечивается боковой зазор 13. Возможно заполнение бокового зазора 13, по меньшей мере частично, уплотняющим компонентом, если необходима более высокая диэлектрическая изоляция, чтобы получить лучшую механическую стабильность и лучшие электрические характеристики. Изолирующим материалом внешней изолирующей втулки 9 является эпоксидный материал или термопластический материал, в соответствии с настоящим примером.
Фиг.2c показывает дополнительное использование окончательного уплотнения 110, которое было установлено после процесса прессования.
Изобретение не ограничивается описанными выше предпочтительными вариантами осуществления, которые представлены только в качестве примеров, но могут быть модифицированы различными способами в пределах объема охраны, определяемого последующими пунктами формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛЮСНАЯ ЧАСТЬ АВТОМАТИЧЕСКОГО ВЫКЛЮЧАТЕЛЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2574337C2 |
| ПОЛЮСНЫЙ ЭЛЕМЕНТ ВЫКЛЮЧАТЕЛЯ С ТЕПЛОПЕРЕДАЮЩЕЙ НАКЛАДКОЙ | 2013 |
|
RU2606956C2 |
| КОМПАКТНЫЙ ВАКУУМНЫЙ ПРЕРЫВАТЕЛЬ С ИЗБИРАТЕЛЬНЫМ ИНКАПСУЛИРОВАНИЕМ | 2010 |
|
RU2543984C2 |
| МАГНИТНЫЙ ПРИВОД АВТОМАТИЧЕСКОГО ВЫКЛЮЧАТЕЛЯ | 2010 |
|
RU2554075C2 |
| ВАКУУМНЫЙ ПРЕРЫВАТЕЛЬ ДЛЯ ИСПОЛЬЗОВАНИЯ В ЦЕПЯХ СРЕДНЕГО И ВЫСОКОГО НАПРЯЖЕНИЯ | 2011 |
|
RU2546657C2 |
| СИСТЕМА ВЫКЛЮЧАТЕЛЯ С ВНУТРЕННИМ ОГРАНИЧИТЕЛЕМ НАПРЯЖЕНИЯ | 2017 |
|
RU2734166C1 |
| ЭЛЕКТРИЧЕСКИЙ РАЗЪЕДИНИТЕЛЬ | 2011 |
|
RU2528613C1 |
| ЭЛЕКТРИЧЕСКОЕ УСТРОЙСТВО С МНОГОКАМЕРНЫМ КОРПУСОМ | 2010 |
|
RU2579152C2 |
| БЫСТРОДЕЙСТВУЮЩИЙ ВЫКЛЮЧАТЕЛЬ, ПРЕДНАЗНАЧЕННЫЙ ДЛЯ ПРИМЕНЕНИЯ В ПРОМЫШЛЕННОСТИ И ЖЕЛЕЗНОДОРОЖНОЙ ОТРАСЛИ | 2018 |
|
RU2718797C1 |
| ПОЛЮСНАЯ ЧАСТЬ ПЕРЕКЛЮЧАЮЩЕГО УСТРОЙСТВА СРЕДНЕГО НАПРЯЖЕНИЯ | 2007 |
|
RU2449402C2 |
Изобретение касается способа для производства полюсного наконечника автоматического выключателя с помощью прессования внешней изолирующей втулки (9) изолирующим материалом, установки вставки (8) вакуумного прерывателя внутри изолирующей втулки (9), электрического соединения вставки (8) с верхним электрическим контактом (2) и нижним электрическим контактом (3), расположенным в секции стенки втулки (9). Способ предусматривает следующие этапы: прессование внешней изолирующей втулки (9), в которой только верхний электрический контакт (2) заделывается в изолирующий материал; покрытие вставки (8) вакуумного прерывателя дополнительным слоем (11), выполненным из изолирующего материала с компенсацией температурного расширения; установка покрытой вставки (8) вакуумного прерывателя с помощью привинчивания болтом (10) с резьбой на верхний электрический контакт (2). Технический результат - обеспечение эффективного производства полюсного наконечника для компоновки автоматического выключателя, содержащего промежуточный компенсирующий слой, обеспечивающий прочное сцепление между вставкой вакуумного прерывателя и окружающим ее изоляционным материалом. 5 н. и 9 з.п. ф-лы, 4 ил.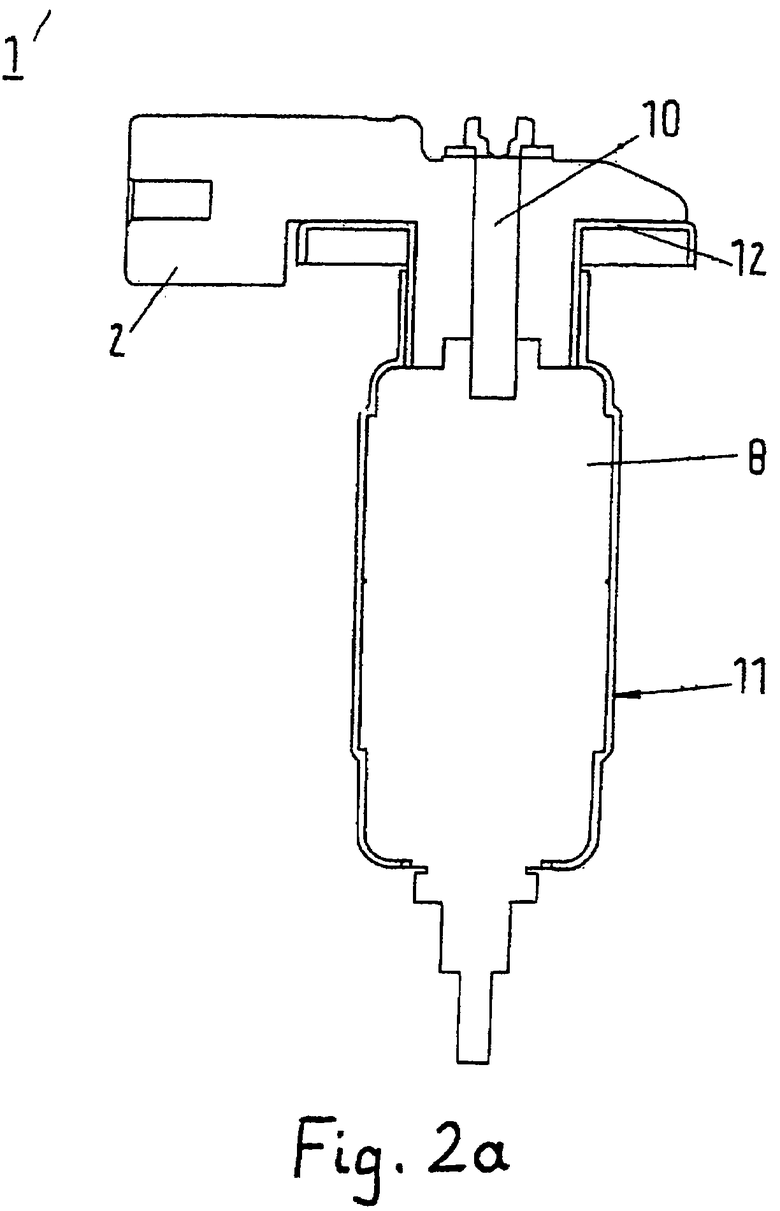
1. Способ производства полюсного наконечника автоматического выключателя посредством прессования внешней изолирующей втулки (9) с изолирующим материалом, установки вставки (8) вакуумного прерывателя внутри изолирующей втулки (9), электрического соединения вставки (8) вакуумного прерывателя с верхним электрическим контактом (2) и нижним электрическим контактом (3), расположенным в секции стенки изолирующей втулки (9), отличающийся тем, что:
- прессование внешней изолирующей втулки (9), в которой, по меньшей мере, только верхний электрический контакт (2) заделывается в изолирующий материал во время процесса прессования,
- покрытие вставки (8) вакуумного прерывателя дополнительным слоем (11), выполненным из изолирующего материала, и/или, по меньшей мере, в направлении к нижней линии открытого воздушного зазора (13), непосредственно между дополнительным слоем (11) и изолирующей втулкой (9) и/или между вставкой (8) вакуумного прерывателя и изолирующей втулкой (9) для получения лучших электрических характеристик,
- установка покрытой вставки (8) вакуумного прерывателя с помощью привинчивания болтом (10) с резьбой на верхний электрический контакт (2) перед прессованием или после прессования.
2. Способ по п. 1, отличающийся сборкой или прессованием нижнего электрического контакта (3) в стенке изолирующей втулки (9) и электрическим соединением вставки (8) вакуумного прерывателя через гибкую соединительную ленту (5).
3. Способ по п. 1 или 2, отличающийся наличием следующих этапов:
- предварительная сборка вакуумного прерывателя (8) с верхним контактом (2),
- закладывание этой предварительно собранной компоновки в пресс-форму,
- прессование внешней изолирующей втулки (9) вместе с нижним контактом (3), чтобы посредством этого образовать полный сборочный узел.
4. Способ по п. 3, отличающийся наличием следующего этапа:
- изолирующее покрытие также размещается как уплотняющая деталь между верхним контактом и пресс-формой.
5. Способ по п. 3, отличающийся наличием следующего этапа:
- частичное закрытие зазора (13) подходящей диэлектрической изоляцией после выполнения прессования.
6. Способ по п. 4, отличающийся наличием следующего этапа:
- частичное закрытие зазора (13) подходящей диэлектрической изоляцией после выполнения прессования.
7. Полюсный наконечник автоматического выключателя, изготовленный с помощью способа по любому из пп. 1-3, отличающийся тем, что изолирующий материал изолирующей втулки (9) является эпоксидным материалом, термопластичным материалом на основе полибутилентерефталата (РВТ) или термопластичного полиуретана (TPUR).
8. Полюсный наконечник автоматического выключателя, изготовленный с помощью способа по п. 3, отличающийся тем, что дополнительный слой (11) на внешней поверхности вставки (8) вакуумного прерывателя выполнен из изолирующего материала, подобного усадочной трубке, или термоклею, или эпоксидной смоле, или силиконовому каучуку.
9. Полюсный наконечник автоматического выключателя, изготовленный с помощью способа по п. 3, отличающийся тем, что обеспечивается дополнительный изолирующий колпачок (12), выполненный из изолирующего материала, покрывающего нижнюю область верхнего электрического контакта (2), с внутренней стороной между передней стороной вставки (8) вакуумного прерывателя и изолирующей втулкой (9).
10. Компоновка автоматического выключателя для вариантов применения со средним уровнем напряжения, содержащая магнитный исполнительный механизм (6) для генерирования действующей силы, передаваемой через конструкцию (4) промежуточного вала на по меньшей мере один полюсный наконечник (1), по любому из пп. 7-9.
11. Компоновка автоматического выключателя по п. 10, отличающаяся тем, что обеспечиваются три полюсных наконечника (1) для трехфазной электрической сети, приводящиеся в действие через общую конструкцию (4) промежуточного вала с помощью магнитного исполнительного механизма (6), который может содержать одну или множество катушек.
12. Компоновка автоматического выключателя по п. 11, отличающаяся тем, что деталь осевого расположения верхнего и нижнего контактов может быть расположена под углом к детали осевого расположения полюсного наконечника, составляющим от 0 до 180°.
13. Компоновка автоматического выключателя по п. 12, отличающаяся тем, что деталь осевого расположения верхнего и нижнего контактов может быть расположена под углом к детали осевого расположения полюсного наконечника, составляющим от 0 до 180°.
14. Компоновка автоматического выключателя по любому из пп. 10-13, отличающаяся тем, что исполнительный механизм с постоянным магнитом может быть магнитным исполнительным механизмом с единственной катушкой или двойной катушкой, который также может быть установлен непосредственно под полюсным наконечником (1) с направлением к толкающему стержню (14).
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| DE 102007042041 B3, 12.02.2009 | |||
| WO 00/41199 A1, 13.07.2000 | |||
| DE 19910326 A1, 21.09.2000 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЮСНЫХ ДЕТАЛЕЙ ВЫКЛЮЧАТЕЛЯ ДЛЯ НИЗКОВОЛЬТНЫХ РАСПРЕДЕЛИТЕЛЬНЫХ УСТРОЙСТВ, РАСПРЕДЕЛИТЕЛЬНЫХ УСТРОЙСТВ СРЕДНЕГО НАПРЯЖЕНИЯ И ВЫСОКОВОЛЬТНЫХ РАСПРЕДЕЛИТЕЛЬНЫХ УСТРОЙСТВ, А ТАКЖЕ ПОЛЮСНАЯ ДЕТАЛЬ | 2006 |
|
RU2355063C1 |

