Изобретение относится к способу изготовления полюсной части автоматического выключателя, содержащей внешний трубчатый изолятор из сплошного синтетического материала, внутри которого, опираясь на него, находится вставка вакуумного прерывателя для электрической коммутации средневольтных цепей. Кроме этого, настоящее изобретение относится к полюсной части автоматического выключателя, изготовленной с использованием такого способа.
Уровень техники, предшествующий изобретению
Полюсная часть автоматического выключателя обычно является составным элементом средневольтных или высоковольтных автоматических выключателей, в особенности средневольтных автоматических выключателей, предназначенных для работы с токами высокого напряжения в диапазоне от 1 до 72 кВ. Подобные выключатели прерывают подачу тока за счет создания и гашения дуги в вакуумной камере. Современные вакуумные автоматические выключатели обычно имеют увеличенный срок службы по сравнению с предшествующими воздушными или масляными автоматическими выключателями, поэтому вакуумные автоматические выключатели используются вместо воздушных или масляных автоматических выключателей. Настоящее изобретение относится не только к вакуумным автоматическим выключателям, но также к воздушным или масляным автоматическим выключателям или современным автоматическим электрогазовым выключателям SF6, имеющим камеру, заполненную гексафторидом серы вместо вакуума.
Для приведения в действие автоматического выключателя обычно используется электромагнитный привод с высокой плотностью силы, который перемещает электрические контакты вставки прерывателя с целью прерывания подачи электрического питания. Следовательно, между подвижным якорем электромагнитного привода и подвижным контактом внутри вставки выключателя имеется механическое соединение.
В документе DE 102004060274 А1 раскрывается способ изготовления полюсной части автоматического выключателя для средневольтного или высоковольтного автоматического выключателя. Вакуумный прерыватель заделывается в изоляционный материал и инкапсулируется указанным материалом. Непосредственно сам вакуумный прерыватель содержит, по существу, корпус изолятора, который, в целом, имеет цилиндрическую форму и закрыт с торцов с целью формирования внутренней вакуумной камеры. Вакуумная камера содержит неподвижный электрический контакт и соответствующий подвижный контакт для электрического переключателя. На подвижный электрический контакт надета складная гофрированная трубка, позволяющая соответствующему электрическому контакту перемещаться вдоль питающей линии тока внутри вакуумной камеры. Как уже отмечалось, внутри вакуумного прерывателя поддерживается высокий вакуум с целью максимально быстрого гашения дуги, возникающей во время включений или выключений.
Подобный вакуумный прерыватель внутри трубчатого изолятора обычно инкапсулируется при помощи синтетического материала, как правило, пластикового материала, с целью увеличения внешней диэлектрической прочности вставки вакуумного прерывателя. Помимо этого, синтетический материал выступает в качестве компенсирующего материала для компенсации разных коэффициентов теплового расширения у поверхности вакуумного прерывателя и у окружающего трубчатого изолятора. Подобная дополнительная функция промежуточного слоя позволяет предотвращать возможное образование трещин.
Во время процесса изготовления полюсной части автоматического выключателя, на первом этапе, два внешних электрических контакта устанавливаются в трубчатый изолятор. На втором этапе предварительно установленная вставка прерывателя окунается в раствор жидкой резины, образуя промежуточный слой. На третьем этапе изготавливается внешний трубчатый изолятор в ходе процесса литья под давлением за счет инкапсулирования пластиковым материалом вставки вакуумного прерывателя. Во время инкапсулирования, как отмечалось выше, жидкий резиновый раствор, заливаемый при высокой температуре на вставку вакуумного прерывателя, вулканизируется и образует промежуточный компенсирующий слой. Для заключительного этапа вулканизации требуется обогреваемая пресс-форма.
В документе US 2008/0142485 А1 раскрывается другой способ изготовления полюсной части узла автоматического средневольтного и высоковольтного выключателя. В ходе процесса литья под давлением пластика изготавливается внешний трубчатый изолятор, в котором вакуумная камера инкапсулируется во время этапа литья под давлением. Трубчатый изолятор предпочтительно изготавливается из пластика или упругого резинового материала. Перед заделыванием вакуумного прерывателя в пластик на него может быть нанесен промежуточный компенсирующий слой. Для обеспечения прочного сцепления используется дополнительное клеящее вещество. Во время изготовления на вакуумный прерыватель первоначально наносится компенсирующий слой, который затем в ходе процесса литья под давлением инкапсулируется пластиковым материалом, после чего наносятся дополнительные слои из пластикового материала. Для формирования многослойной конструкции необходимо использовать соответствующее количество разных пресс-форм для литья под давлением.
Прочного сцепления между разными слоями невозможно добиться без использования дополнительного клеящего вещества.
Цель настоящего изобретения заключается в том, чтобы предложить способ для эффективного изготовления полюсной части автоматического выключателя с промежуточным компенсирующим слоем, обеспечивающим прочное сцепление между вставкой вакуумного прерывателя и окружающим ее изоляционным материалом.
Краткое изложение сущности изобретения
Изобретением предлагается способ изготовления полюсной части автоматического выключателя, содержащего внешний трубчатый изолятор из сплошного синтетического материала, внутри которого, опираясь на него, находится вставка вакуумного прерывателя для электрической коммутации средневольтных цепей, при этом способ включает следующие производственные этапы:
1. Нанесение слоя из адгезивного материала по меньшей мере на боковую область вставки прерывателя.
2. Заделывание при помощи метода литья под давлением вставки прерывателя с покрытием сплошным синтетическим материалом с целью формирования единого слоя окружающего внешнего трубчатого изолятора.
Промежуточный слой из специального материала одновременно выполняет функцию механической компенсации и адгезивную функцию, обеспечивая надежное сцепление между вставкой вакуумного прерывателя и окружающим изоляционным материалом внешнего трубчатого изолятора, который может состоять из различных изоляционных материалов, например эпоксидного материала, термопластичного материала, силиконового каучука. Другими словами, согласно настоящему изобретению в качестве промежуточного слоя используется специальный материал, выполняющий функцию механической компенсации, а также адгезивную функцию для заделывания вставки вакуумного выключателя в материал для формирования окружающего трубчатого изолятора с целью обеспечения определенного сцепления между указанными деталями. Слой из специального адгезивного материала по настоящему изобретению может использоваться при температуре свыше по крайней мере 115°C и способен выдерживать температуру до -40°С. Он обеспечивает надежное сцепление на протяжении многих лет и обладает необходимыми диэлектрическими изоляционными свойствами.
Таким образом, решение по настоящему изобретению позволяет улучшить механические свойства, а также диэлектрические свойства по сравнению с решениями из предшествующего уровня техники.
Для добавления слоя из адгезивного материала на другие поверхности вставки вакуумного прерывателя могут использоваться специальные производственные процессы. В соответствии с первым предпочтительным процессом слой из адгезивного материала наносится на вставку прерывателя путем приклеивания или сцепления сплошного адгезивного материала. Подходящий сплошной адгезивный материал выбирается из числа следующих материалов: двусторонняя клейкая лента, термоклейкая лента или т.п.
По другому предпочтительному способу слой из адгезивного материала также может быть нанесен на другую поверхность вставки прерывателя при помощи напыления, покрытия или окунания в жидкий адгезивный материал. Подходящий жидкий адгезивный материал выбирается из числа следующих материалов: аэрозольный клей, жидкий клей или т.п.
По другому аспекту настоящего изобретения толщина наносимого слоя из адгезивного материала должна быть достаточной для обеспечения соответствующей компенсации механического усилия. Рекомендуемая оптимальная толщина рассмотренного выше специального материала составляет от 0 мм до 5 мм.
Для заделывания вставок вакуумного прерывателя в эпоксидный материал можно использовать трубку с холодной и горячей усадкой или силиконовый каучук. Подобные материалы обеспечивают очень хорошую механическую компенсацию вставки вакуумного прерывателя, а для улучшения свойств используемого материала, обеспечивающего такую же механическую компенсацию и обладающего дополнительными адгезивными свойствами, эпоксидный материал приклеивают к вставке вакуумного прерывателя. В частности, в качестве промежуточного слоя можно использовать двустороннюю клейкую пленку толщиной до 5 мм.
До настоящего времени при заделывании вставок вакуумных прерывателей в термопластичный материал компенсирующие или адгезивные материалы не использовались. По настоящему изобретению подходящим компенсирующим материалом, обладающим адгезивными свойствами, предпочтительно является двусторонняя клейкая пленка из акрилата, термоклеевая пленка, акрилодисперсный адгезив, сополиамид, полиэрфин, полиамид, полиэстер, термоклеи. При необходимости, для улучшения сцепных свойств может использоваться дополнительная грунтовочная пленка.
При заделывании вставок вакуумных прерывателей в силиконовый резиновый материал или другие мягкие изоляционные материалы, например мягкую эпоксидную смолу или полиуретан, для повышения прочности сцепления обычно используется дополнительный грунтовочный слой. Вместо дополнительной грунтовочной пленки для скрепления силиконового каучука или иного мягкого изоляционного материала с внешней поверхностью вставки вакуумного прерывателя можно использовать адгезивный слой, вроде двусторонней клейкой пленки из акрилата.
Рассмотренные выше, а также другие аспекты изобретения станут очевидны из последующего подробного описания изобретения совместно с прилагаемыми чертежами.
Краткое описание чертежей
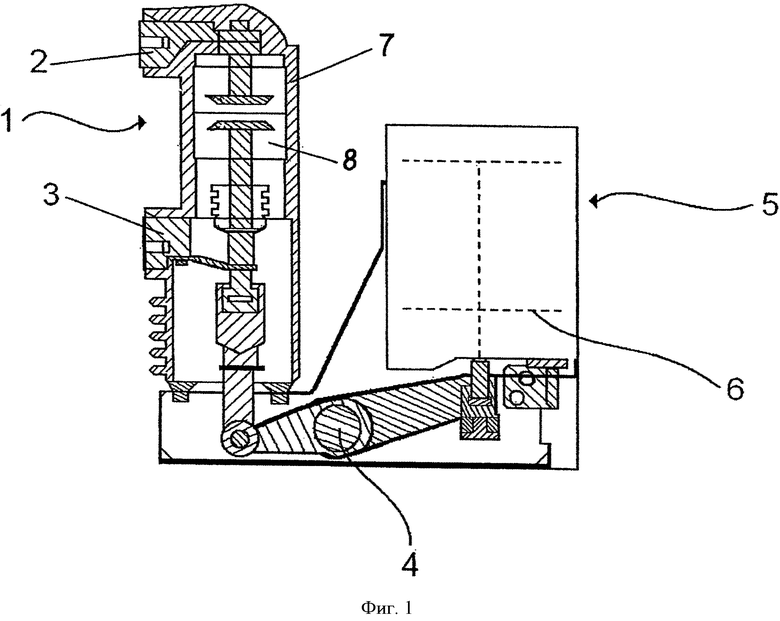
На фиг.1 показан схематический вид средневольтного автоматического выключателя, приводимого в действие электромагнитным приводом,
на фиг.2 схематически, в осевом сечении показан узел, изображенный на фиг.1.
Подробное описание чертежей
Средневольтный автоматический выключатель фиг.1 преимущественно состоит по меньшей мере из полюсной части 1 с верхним электрическим токопроводом 2 и нижним электрическим токопроводом 3 для электрической коммутации средневольтной цепи, поэтому нижний электрический токопровод 3 соединен с электрическим контактом, который при помощи промежуточного вала 4 может перемещаться между сомкнутым и разомкнутым положением. Подобный промежуточный вал 4 обеспечивает внутреннюю передачу механической энергии бистабильного электромагнитного привода 5 на полюсную часть 1.
Электромагнитный привод 5 состоит из бистабильного магнитного узла для коммутации якоря 6 в определенное положение под действием электромагнитных полей, создаваемых (не показано) узлом из электромагнита и постоянного магнита, у которого может быть одна или несколько обмоток.
Полюсная часть 1 дополнительно содержит внешний трубчатый изолятор 7, который является корпусом, изготовленный из сплошного синтетического материала, например эпоксидной смолы или термопластичных материалов. Внутри трубчатого изолятора 7 находится вставка 8 вакуумного прерывателя с двумя соответствующими электрическими контактами, переключаемыми в разряженной среде. Указанные электрические контакты вакуумного прерывателя 8 электрически связаны с верхним электрическим токопроводом 2 и нижним электрическим токопроводом 3, соответственно.
Полюсная часть 1 на фиг.2 рассмотренного ранее автоматического выключателя дополнительно содержит резьбовой болт 9, расположенный на верхнем электрическом токопроводе 2, для крепления вставки 8 прерывателя к верхнему электрическому токопроводу 2. При этом также обеспечивается электрическое соединение.
Для электрического соединения нижнего электрического токопровода 3 с соответствующим электрическим контактом вставки 8 прерывателя используется промежуточный гибкий соединитель 10, обеспечивающий осевое перемещение нижнего электрического соединения. Для обеспечения указанной функциональности на дальнем торце указанного электрического контакта имеется промежуточный вал 4.
Геометрические размеры трубчатого изолятора 7 и внутреннего вакуумного прерывателя 8 подобраны таким образом, чтобы в боковой области 11 прерывателя 8 находился слой 12 из адгезивного материала. Слой 12 из адгезивного материала наносится на вставку 8 прерывателя путем приклеивания сплошного адгезивного материала, например двусторонней липкой ленты. Дополнительный слой 12 из адгезивного материала между внешним трубчатым изолятором 7 и внутренней вставкой 8 вакуумного прерывателя компенсирует механические усилия и выступает в качестве дополнительного усилителя крепления. После нанесения слоя 12 из адгезивного материала на внешнюю поверхность прерывателя 8 прерыватель 8 заделывается путем заливки эпоксидной смолы или термопластичного материала.
Изобретение не ограничено рассмотренным выше предпочтительным вариантом осуществления, который приведен исключительно в качестве примера и может быть изменен тем или иным образом, не выходя за объем защиты, определяемый в прилагаемой формуле изобретения.
Ссылочные позиции
Способ изготовления полюсной части (1) автоматического выключателя, содержащей внешний трубчатый изолятор (7), изготовленный из сплошного синтетического материала, внутри которого находится, опираясь на него, вставка (8) вакуумного прерывателя для электрической коммутации средневольтной цепи, предусматривает нанесение слоя (12) из адгезивного материала на по меньшей мере боковую область (11) вставки (8) прерывателя. Вставку (8) прерывателя с покрытием заделывают путем заливки сплошного синтетического материала для формирования единого слоя окружающего внешнего трубчатого изолятора. Толщина промежуточного слоя (12), нанесенного между вставкой (8) и окружающим трубчатым изолятором (7), составляет от 0,5 до 5 мм. При этом промежуточный слой (12) одновременно выполняет функцию механической компенсации и адгезивную функцию. Технический результат - обеспечение прочного сцепления между вставкой вакуумного прерывателя и окружающим её изоляционным материалом без использования дополнительного клеящего вещества. 2 н. и 14 з.п. ф-лы, 2 ил.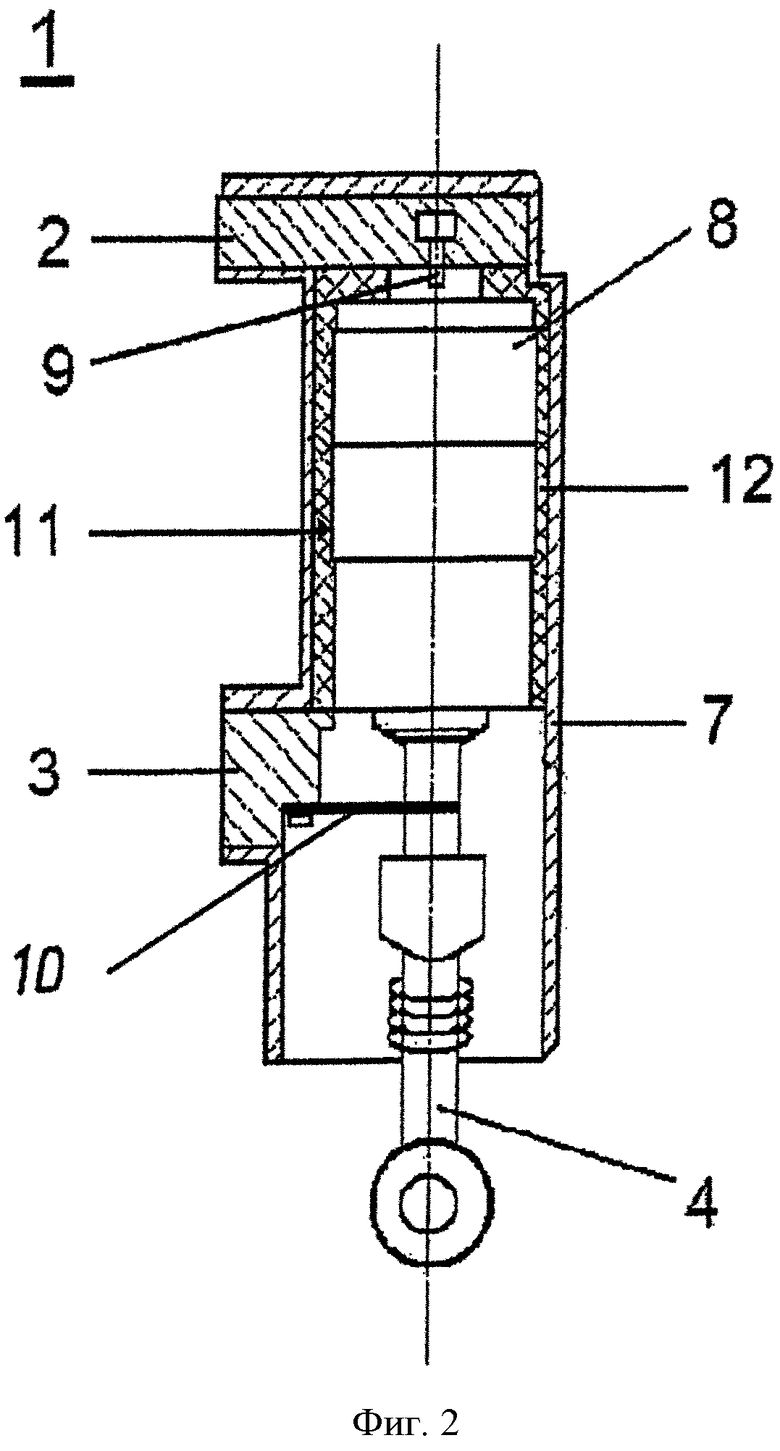
1. Способ изготовления полюсной части (1) автоматического выключателя, содержащей внешний трубчатый изолятор (7), изготовленный из сплошного синтетического материала, внутри которого находится, опираясь на него, вставка (8) вакуумного прерывателя, для электрической коммутации средневольтных цепей, характеризующийся:
нанесением слоя (12) из адгезивного материала по меньшей мере на боковую область (11) прерывателя,
заделыванием вставки (8) прерывателя с покрытием путем заливки сплошного синтетического материала для формирования единого слоя окружающего внешнего трубчатого изолятора (7),
при этом толщина слоя (12) из адгезивного материала, нанесенного между вставкой (8) прерывателя и окружающим внешним трубчатым изолятором (7), полученного при указанной выше операции заделывания, составляет от 0,5 до 5 миллиметров, обеспечивая компенсацию механических усилий и прочное крепление.
2. Способ по п. 1,
характеризующийся тем, что слой (12) из адгезивного материала наносят на внешнюю поверхность прерывателя (8) путем приклеивания или сцепления сплошного адгезивного материала.
3. Способ по п. 1,
характеризующийся тем, что слой (12) из адгезивного материала наносят на внешнюю поверхность прерывателя (8) путем напыления, покрытия или окунания в жидкий адгезивный материал.
4. Полюсная часть автоматического выключателя, изготовленная с использованием способа по одному из пп. 1-3,
характеризующаяся тем, что толщина слоя (12) из адгезивного материала, нанесенного между вставкой (8) прерывателя и окружающим внешним трубчатым изолятором (7), составляет от 0.5 до 5 миллиметров, обеспечивая компенсацию механических усилий и прочное крепление.
5. Полюсная часть по п. 4,
характеризующаяся тем, что в качестве сплошного адгезивного материала для слоя (12) из адгезивного материала используют: двустороннюю липкую ленту, термоклейкую ленту.
6. Полюсная часть по п. 4,
характеризующаяся тем, что в качестве жидкого адгезивного материала для слоя (12) из адгезивного материала используют: аэрозольный клей, жидкий клей.
7. Полюсная часть по п. 4,
характеризующаяся тем, что в качестве сплошного синтетического изолирующего материала для трубчатого изолятора (7) используют: эпоксидный материал, термопластичный материал, силиконовый каучук, силиконовый гель.
8. Полюсная часть по п. 7,
характеризующаяся тем, что трубчатый изолятор (7) состоит из эпоксидного материала, а слой (12) из адгезивного материала состоит из двусторонней адгезивной пленки из акрилата.
9. Полюсная часть по п. 7,
характеризующаяся тем, что трубчатый изолятор (7) состоит термопластичного материала, а слой (12) из адгезивного материала состоит из двусторонней адгезивной пленки из акрилата, либо термоклеевой пленки, либо акрилодисперсного адгезива, либо термоклеевого сополиамида, либо полиамида, либо полиэрфина, либо полиэфира.
10. Полюсная часть по п. 7,
характеризующаяся тем, что трубчатый изолятор (7) состоит из силиконового каучука, а слой (12) из адгезивного материала состоит из двусторонней адгезивной пленки из акрилата.
11. Полюсная часть по п. 4,
характеризующаяся тем, что вставка (8) прерывателя с лицевой стороны привинчена резьбовым болтом (9) к верхнему электрическому токопроводу (2), залитому в верхнюю часть трубчатого изолятора (7), для создания неподвижного верхнего электрического соединения.
12. Полюсная часть по п. 4,
характеризующаяся тем, что прерыватель (8) электрически связан с нижним электрическим токопроводом (3), сформованным в боковой стенке трубчатого изолятора (7), посредством промежуточного гибкого соединителя (10) для создания осевого подвижного нижнего электрического соединения.
13. Полюсная часть по п. 4,
характеризующаяся тем, что электромагнитный привод также может быть установлен непосредственно снизу полюса.
14. Полюсная часть по п. 9,
характеризующаяся тем, что внешний слой вакуумного прерывателя может быть сформован с внешним термоклеевым слоем с использованием технологии прессования при низком давлении от 0 до 200 бар (изб.), образуя устойчивый изоляционный слой, который может использоваться в качестве отдельного компонента.
15. Полюсная часть по п. 14,
характеризующаяся тем, что процесс прессования при низком давлении может использоваться для формования между вакуумным выключателем и внешней оболочкой термоклея, который выступает в качестве литейной формы и изоляционного материала, улучшая электрическую изоляцию.
16. Полюсная часть по одному из предыдущих пунктов,
характеризующаяся тем, что угол между осью верхнего и нижнего токопроводов и основной осью вакуумного прерывателя может составлять от 0° до 180°.
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| DE 102004060274 A1, 29.06.2006 | |||
| US 5698831 A, 16.12.1997 | |||
| DE 102007042041 B3, 12.02.2009 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЮСНЫХ ДЕТАЛЕЙ ВЫКЛЮЧАТЕЛЯ ДЛЯ НИЗКОВОЛЬТНЫХ РАСПРЕДЕЛИТЕЛЬНЫХ УСТРОЙСТВ, РАСПРЕДЕЛИТЕЛЬНЫХ УСТРОЙСТВ СРЕДНЕГО НАПРЯЖЕНИЯ И ВЫСОКОВОЛЬТНЫХ РАСПРЕДЕЛИТЕЛЬНЫХ УСТРОЙСТВ, А ТАКЖЕ ПОЛЮСНАЯ ДЕТАЛЬ | 2006 |
|
RU2355063C1 |

