Область применения
Настоящее изобретение относится к способу изготовления абсорбирующих конструктивных элементов определенного типа, содержащих абсорбирующий материал и предпочтительно имеющих протяженные в продольном направлении полосы, в сущности не содержащие абсорбирующего материала. Кроме того, в настоящем изобретении предлагается устройство для изготовления таких абсорбирующих конструктивных элементов. Предлагаемые абсорбирующие конструктивные элементы могут использоваться в абсорбирующих изделиях, таких как подгузники и гигиенические прокладки.
Уровень техники
Абсорбирующие изделия, такие как подгузники и гигиенические прокладки, предназначены для поглощения и удержания выделений организма. Они также предотвращают загрязнение выделениями организма предметов одежды, постельного белья или прочих предметов, с которыми может контактировать пользователь, что может происходить, например, за счет намокания или иным образом. Одноразовое абсорбирующее изделие, такое как одноразовый подгузник, пользователь носит в течение нескольких часов, и оно сначала находится в сухом состоянии, а затем, после поглощения мочи - во влажном. Соответственно, предпринимаются попытки улучшить комфорт ношения и прилегание абсорбирующего изделия к телу носящего, как в сухом его состоянии, так и в состоянии частичного и полного заполнения жидкими выделениями организма, при сохранении или улучшении поглощающих и удерживающих свойств изделия.
Предпринимаются также попытки сделать абсорбирующие изделия более тонкими в сухом состоянии для повышения комфортности таких изделий.
Некоторые абсорбирующие изделия, такие как подгузники, содержат абсорбирующий материал, например, содержащий суперабсорбирующие полимеры, которые способны поглотить очень большие количества жидкости, но вызывают значительное набухание абсорбирующего изделия. В процессе их использования такие абсорбирующие изделия значительно увеличиваются в объеме, особенно в промежностной области, то есть между ног пользователя, что может делать изделие некомфортным для ношения.
Поэтому по-прежнему существует потребность в дальнейшем повышении эффективности таких изделий, а именно, в улучшении их посадки на тело и/или улучшении характеристик отвода жидкости из промежностной области. Существует также потребность в уменьшении вероятности утечек из абсорбирующих изделий, в частности, подгузников, и улучшении их абсорбирующих характеристик.
Было также обнаружено, что улучшенный перенос жидкости может быть достигнут за счет выполнения транспортных каналов, обеспечивающих распределение жидкости по абсорбирующему изделию, в частности, в его абсорбирующем конструктивном элементе. Кроме того, было также обнаружено, что лучшая посадка изделия на тело может быть достигнута за счет использования в нем абсорбирующих конструктивных элементов, в которых абсорбирующий материал структурирован в продольном направлении, в частности, за счет наличия в нем областей, содержащих меньшее количество абсорбирующего материала или совсем не содержащих абсорбирующего материала, что обеспечивает повышенную гибкость изделия в продольном направлении (соответствующем направлению движения в машине) при его использовании. В настоящем изобретении предлагаются устройство и способ для изготовления таких абсорбирующих конструктивных элементов, а также абсорбирующие конструктивные элементы, получаемые с помощью такого устройства и таким способом.
Сущность изобретения
В настоящем изобретении предлагается способ изготовления абсорбирующего конструктивного элемента, имеющего абсорбирующий слой, содержащий протяженные в продольном направлении полосы, в сущности не содержащие абсорбирующего материала (100), при этом упомянутый абсорбирующий слой поддерживается поддерживающим листом (200), и при этом способ содержит этапы:
i) обеспечения фидера (20; 60) с абсорбирующим материалом (100);
ii) обеспечения движущейся бесконечной поверхности (30), например барабана, движущейся в направлении движения в машине (MD), имеющей наружную оболочку с одним или более формирующими гнездовыми элементами (33), имеющими продольное направление (которое может совпадать с направлением движения в машине) и среднюю длину как средний размер в продольном направлении, и поперечное направление (которое может совпадать с направлением, поперечным движению в машине) и среднюю ширину как средний размер в поперечном направлении, при этом упомянутая средняя длина больше, чем упомянутая средняя ширина; при этом упомянутые гнездовые элементы содержат множество стержней (36), протяженных в сущности в продольном направлении и пространственно разнесенных друг от друга в поперечном направлении, при этом каждый стержень (36) имеет максимальный размер в поперечном направлении, составляющий по меньшей мере 0,3 мм, и каждый из упомянутых стержней (36) имеет верхнюю часть и расположенную напротив нее нижнюю часть; при этом упомянутая нижняя часть предпочтительно расположена в непосредственной близости к внутренней сетке (37), и минимальное расстояние в поперечном направлении между соседними стержнями (36) составляет по меньшей мере 1 мм, и каждый из упомянутых стержней (36) имеет среднюю высоту (размер в направлении, перпендикулярном поперечному направлению и продольному направлениям), составляющую по меньшей мере 1 мм;
при этом упомянутая движущаяся бесконечная поверхность (30) связана с одной или более вакуумными системами (38), обеспечивающим присасывающее действие в упомянутых гнездовых элементах (33) или их части;
iii) обеспечения средства (210) транспортировки поддерживающего листа (200)
iv) транспортировки упомянутого поддерживающего листа (200) к упомянутой наружной оболочке, на упомянутые верхние части упомянутых стержней (36);
v) в качестве дополнительно возможного - этап протяжки поддерживающего листа (200) частично между соседними стержнями (36) за счет упомянутого присасывающего действия вакуума, для формирования волнообразных впадин (201) в упомянутом поддерживающем листе (200) между упомянутыми стержнями (36) и формирования в нем гребней (202) на упомянутой верхней части упомянутых стержней (36) (как показано, например, на фиг. 4);
vi) нанесения с помощью упомянутого фидера упомянутого абсорбирующего материала (100) на упомянутый поддерживающий лист (200), расположенный на упомянутых формирующих гнездовых элементах (33);
vii) затягивания упомянутого абсорбирующего материала (100) за счет присасывающего действия вакуума на поддерживающий лист (200), расположенный между соседними стержнями (36), в результате чего формируются абсорбирующие полосы, в качестве дополнительной возможности - в упомянутые волнообразные впадины (201);
viii) в качестве дополнительно возможного этапа - удаление абсорбирующего материала (100), оставшегося на упомянутых гребнях (202) упомянутого поддерживающего листа (200);
ix) снятия упомянутого поддерживающего листа (200) и упомянутого абсорбирующего материала (100) с упомянутой движущейся бесконечной поверхности (30));
и получения таким образом упомянутого абсорбирующего конструктивного элемента.
В настоящем изобретении предлагается также устройство (1) для изготовления абсорбирующего конструктивного элемента, имеющего абсорбирующий слой, содержащий протяженные в сущности в продольном направлении полосы, в сущности не содержащие абсорбирующего материала (100), при этом упомянутый слой поддерживается поддерживающим листом (200), при этом упомянутое устройство (1) содержит:
- фидер для подачи абсорбирующего материала (100) на движущуюся бесконечную поверхность (30);
- средство (210) для транспортировки поддерживающего листа (200) на упомянутую движущуюся бесконечную поверхность (30); и
- упомянутую движущуюся бесконечную поверхность (30), движущуюся в направлении движения в машине (MD) и имеющую наружную оболочку с одним или более формирующими гнездовыми элементами (33), как упоминалось выше, имеющими множество протяженных в сущности в продольном направлении стержней (36), при этом каждый стержень (36) имеет максимальный размер в поперечном направлении, составляющий по меньшей мере 0,3 мм, при этом каждый из упомянутых стержней (36) имеет верхнюю часть (поверхность) и расположенную напротив нее нижнюю часть (поверхность), при этом упомянутая нижняя часть расположена в непосредственной близости к внутренней сетке (37), и минимальное расстояние в поперечном направлении между соседними стержнями (36) составляет по меньшей мере 1 мм, и упомянутые стержни (36) имеют среднюю высоту (средний размер в направлении, перпендикулярном поперечному и продольному направлениям), составляющую по меньшей мере 1 мм, и упомянутая движущаяся бесконечная поверхность (30) содержит вакуумную систему (38), создающую присасывающее действие в упомянутых гнездовых элементах (33) или их части; и
при этом фидер предпочтительно является дополнительной движущейся бесконечной поверхностью (20) с одним или более резервуарами, предназначенными для приема и удержания упомянутого абсорбирующего материала (100) и переноса упомянутого абсорбирующего материала (100) на упомянутую движущуюся бесконечную поверхность (30), и при этом дополнительная движущаяся бесконечная поверхность (20) связана с вакуумной системой (28), создающей присасывающее действие в упомянутых одном или более резервуарах.
В некоторых воплощениях на этапе vii) упомянутый абсорбирующий конструктивный элемент содержит абсорбирующий слой с абсорбирующим материалом (100), сформированным в виде протяженных в сущности в продольном направлении полос абсорбирующего материала (100) на упомянутом поддерживающем листе (200), в качестве опции - в виде упомянутых волнообразных впадин (201), при этом между упомянутыми полосами, в качестве опции - на упомянутых гребнях (202), в сущности не имеется абсорбирующего материала (100).
В некоторых воплощениях выполняется этап viii), на котором поддерживающий лист (200) укладывают на гнездовой элемент, или часть поддерживающего листа (200) укладывают на гнездовой элемент, так что поддерживающий лист (200) перекрывает гнездовой элемент, то есть поддерживающего листа (200) может быть больше, чем ширина гнездового элемента, то есть размер поддерживающего листа (200) в поперечном направлении (которое может совпадать с направлением, поперечным движению в машине (CD)) может превышать размер гнездового элемента в данном направлении.
Один или более гнездовых элементов могут иметь первую среднюю ширину (например, как размер в направлении, поперечном движению в машине), а упомянутый поддерживающий лист (200) на упомянутом гнездовом элементе (33) имеет вторую среднюю ширину (например, как размер в направлении, поперечном движению в машине), и при этом отношение упомянутой первой средней ширины к упомянутой второй средней ширине составляет по меньшей мере 1:1,1, или по меньшей мере 1:1,2, или по меньшей мере 1:1,3, как правило, до 1:3.
Способ может содержать этап обеспечения первого блока (50) нанесения адгезива и нанесения адгезива на упомянутый абсорбирующий слой до снятия его с упомянутой движущейся бесконечной поверхности (30), или сразу после снятия, и/или этап обеспечения второго блока (51) нанесения адгезива и нанесения адгезива на упомянутый поддерживающий лист (200) до нанесения на него упомянутого абсорбирующего материала (100), и это может быть выполнено селективно, на области поддерживающего листа (200), которые должны совмещаться со стержнями (36), или на области поддерживающего листа (200), которые должны располагаться между соседними стержнями (36), например, адгезив может быть нанесен только в виде протяженных в сущности в продольном направлении полос на областях упомянутого поддерживающего листа (200), совпадающих с упомянутыми гребнями (202).
Способ может предусматривать изготовление ламината из двух упомянутых абсорбирующих конструктивных элементов, то есть, этапы i)-vii) и ix), и возможно, этап viii) повторяют для формирования второго абсорбирующего конструктивного элемента, и при этом способ содержит последующий этап соединения упомянутого первого абсорбирующего конструктивного элемента и упомянутого второго абсорбирующего конструктивного элемента друг с другом таким образом, что упомянутые абсорбирующие материалы (100) обоих абсорбирующих конструктивных элементов будут расположены между упомянутым поддерживающим листом (200) первого абсорбирующего конструктивного элемента и поддерживающим листом (200) второго абсорбирующего конструктивного элемента.
Некоторые или все из упомянутых стержней (36) могут иметь упомянутый максимальный размер в поперечном направлении, составляющий по меньшей мере 1 мм, или по меньшей мере 2 мм, или, например, по меньшей мере 3 мм, или по меньшей мере 4 мм, и как правило, до 20 мм, или до 15 мм, или до 10 мм; минимальное расстояние в поперечном направлении между соседними стержнями (36) может составлять по меньшей мере 2 мм, или по меньшей мере 3 мм, или по меньшей мере 5 мм, или по меньшей мере 10 мм, и, например, до 30 мм, или до 20 мм; при этом каждый из упомянутых стержней (36) может иметь среднюю высоту, составляющую, например, по меньшей мере 2 мм, или, например, по меньшей мере 3 мм. Может иметься по меньшей мере 5 стержней (36), или, например, по меньшей мере 7 стержней (36).
Способ может содержать этап обеспечения прижимного валика (70) с прижимным рельефом (71), соответствующим расположению упомянутых стержней (36) и/или упомянутых гребней (202) (если имеются), и сопряжения упомянутого прижимного рельефа на прижимном валике (70) с упомянутым абсорбирующим конструктивным элементом путем приведения его в контакт с упомянутым поддерживающим листом (200) и/или с упомянутым дополнительным материалом, после наложения такого дополнительного материала на упомянутый абсорбирующий слой (то есть, поддерживающий лист (200) складывается и укладывается поверх абсорбирующего материала, на него укладывается дополнительный поддерживающий лист (300), или принимающий слой, или дополнительный абсорбирующий конструктивный элемент, так что абсорбирующий материал (100) оказывается расположенным между двумя поддерживающими листами (200; 300)), при этом упомянутый прижимной рельеф (71) сопрягается с упомянутым поддерживающим листом (200) или упомянутым дополнительным материалом в областях, в которых на противоположной его поверхности отсутствует абсорбирующий материал (100).
Упомянутый фидер примыкает и расположен в непосредственной близости к упомянутой движущейся бесконечной поверхности (30), и перенос упомянутого абсорбирующего материала (100) происходит в так называемой «точке схождения». Роль фидера может выполнять дополнительная движущаяся бесконечная поверхность (20) с одним или более резервуарами (например, так называемый печатный валик). При этом упомянутый способ содержит этапы приема абсорбирующего материала (100) упомянутой дополнительной движущейся бесконечной поверхностью (20), удержания упомянутого абсорбирующего материала (100) в упомянутых одном или более резервуарах и переноса упомянутого абсорбирующего материала (100) на упомянутую движущуюся бесконечную поверхность (30); при этом упомянутый резервуар дополнительной движущейся бесконечной поверхности сформирован из множества канавок или множества рядов полостей (22), при этом каждая из канавок или каждый из рядов являются протяженными в сущности в продольном направлении, и упомянутые канавки и/или ряды могут быть отделены друг от друга приподнятыми полосами. Способ может содержать этап совмещения упомянутых приподнятых полос и упомянутый стержней (36) во время переноса упомянутого абсорбирующего материала (100), например, в упомянутой точке схождения.
Упомянутый гнездовой элемент (33) может иметь зону переднего края и зону заднего края, каждая из которых является протяженной по всей ширине (в поперечном направлении) упомянутого гнездового элемента (33), и при этом зона переднего края и/или зона заднего края не содержат упомянутых стержней (36), и между ними расположена центральная зона со стержнями (36); или при этом упомянутый гнездовой элемент (33) имеет центральную область, переднюю область и заднюю область, и упомянутый гнездовой элемент (33) содержит упомянутые стержни (36) только в передней области, или только в центральной области, или только в передней области и центральной области. Упомянутый гнездовой элемент (33) в упомянутых одной или более областях или зонах, не содержащих упомянутых стержней (36), может обеспечивать более сильное трение, чем упомянутые стержни (36).
Кроме того, как показано на фиг. 6, гнездовой элемент (33) может содержать центральную зону (В), содержащую упомянутые стержни и обеспечивающую меньшее трение, чем упомянутые передняя и задняя краевые зоны (А; С), не содержащие стержней. Такая конструкция может обеспечивать протяжку поддерживающего листа (200) между стержнями в зоне с малым трением, и меньшую протяжку, или полное отсутствие протяжки в зоне с сильным трением.
Устройство (1) может содержать дополнительные блоки, такие как блок (300) для покрытия абсорбирующего слоя абсорбирующего конструктивного элемента дополнительным материалом в соответствии с настоящим изобретением; и/или блок (51) нанесения адгезива, расположенный до движущейся бесконечной поверхности (30) (относительно направления движения в машине), и/или блок (50) нанесения адгезива, расположенный после точки схождения фидера с упомянутой движущейся бесконечной поверхностью (30) (относительно направления движения в машине); и/или прижимной валик (70) с прижимным рельефом (71), как будет более подробно описано ниже.
Настоящее изобретение относится также к абсорбирующим конструктивным элементам, которые могут быть изготовлены с помощью способа или устройства (1) в соответствии с настоящим изобретением, в частности, к абсорбирующим конструктивным элементам, в которых абсорбирующий слой содержит полосы, не содержащие абсорбирующего материала (100), и/или в которых упомянутый поддерживающий лист (200) содержит упомянутые волнообразные впадины (201), содержащие абсорбирующий материал (100), и гребни, не содержащие абсорбирующего материала (100), и/или в которых наносится адгезив для иммобилизации упомянутого абсорбирующего материала (100), и/или в которых упомянутый абсорбирующий конструктивный элемент содержит дополнительный материал на упомянутом абсорбирующем слое, например, дополнительный абсорбирующий конструктивный элемент, дополнительный поддерживающий (300) или принимающий слой, и прилагается давление для дополнительного вдавливания упомянутого поддерживающего листа (200) в упомянутые полосы, в которых отсутствует абсорбирующий материал (100), для придания данным полосам большей прочности при использовании изделия.
Абсорбирующий материал (100), например, включающий суперабсорбирующий полимерный материал в форме частиц или полностью состоящий из такого материала, может быть нанесен на поддерживающий лист (200) таким образом, чтобы абсорбирующий слой содержал полосы абсорбирующего материала (100), протяженные в сущности в продольном направлении, или полностью состоял из таких полос, между которыми имеются полосы, не содержащие абсорбирующего материала (100); такие полосы, не содержащие абсорбирующего материала (100), могут быть протяженными, например, максимум на 90%, или максимум на 80%, или максимум на 70%, или максимум на 60% длины абсорбирующего слоя. Упомянутые полосы, не содержащие абсорбирующего материала, предпочтительно имеют среднюю ширину, составляющую по меньшей мере 2 мм, или по меньшей мере 3 мм; упомянутые полосы могут иметь любые размеры, формы и положения, как будет более подробно описано ниже в отношении стержней (36) и/или приподнятых частей.
При этом подразумевается, что приведенное выше краткое описание и приведенное ниже подробное описание в равной мере относятся к способу и устройству (1) в соответствии с настоящим изобретением, а также к абсорбирующему конструктивному элементу, получаемому данным способом и с помощью данного устройства, если явно не указано иное.
Краткое описание чертежей
Фиг. 1. Схематический вид устройства в соответствии с настоящим изобретением.
Фиг. 2. Аксонометрический вид устройства в соответствии с настоящим изобретением
Фиг. 3. Аксонометрический вид дополнительно возможных блоков устройства в соответствии с настоящим изобретением, предназначенных для соединения друг с другом абсорбирующих конструктивных элементов и их скрепления для формирования абсорбирующего изделия.
Фиг. 4. Вид с разрезом фрагмента движущейся бесконечной поверхности и гнездового элемента в ней, в составе устройства в соответствии с настоящим изобретением.
Фиг. 5. Вид сверху гнездового элемента во время изготовления абсорбирующего конструктивного элемента в соответствии с настоящим изобретением.
Подробное описание изобретения
Как было кратко указано выше, в настоящем изобретении предлагаются способ и устройство (1) для изготовления абсорбирующего конструктивного элемента, который может использоваться в абсорбирующем изделии, содержащем абсорбирующий материал (100), по меньшей мере содержащий суперабсорбирующий полимерный материал в форме частиц, а предпочтительно - содержащий только такой материал, и абсорбирующие слои в соответствии с настоящим изобретением. Воплощения предлагаемых способа и устройства (1), а также получаемых с их помощью абсорбирующих конструктивных элементов и абсорбирующих изделий, будут подробно описаны ниже, после приведенных ниже определений.
Определения
Термин «абсорбирующий конструктивный элемент» означает трехмерный элемент, имеющий продольное направление, перпендикулярное ему поперечное направление и направление высоты, перпендикулярное продольному и поперечному направлению, и содержащий по меньшей мере абсорбирующий материал (100) и поддерживающий лист (200), и который может использоваться в абсорбирующем изделии.
Термин «абсорбирующий слой» означает трехмерный слой абсорбирующего материала (100), сформированный путем нанесения абсорбирующего материала (100) на поддерживающий лист (200). Он может также содержать прочие компоненты, наносимые на поддерживающий лист (200).
Термин «абсорбирующий материал» (100) означает материал или смесь материалов, которые могут поглощать и удерживать текучие выделения организма. Как правило, он включает суперабсорбирующий полимерный материал или полностью состоит из суперабсорбирующего полимерного материала. Термин «суперабсорбирующий полимерный материал» (иногда называемый также абсорбирующим гелеобразующим материалом (АГМ), или суперабсорбентом) означает полимерный материал, который может поглощать 0,9%-ный водный солевой раствор в количестве, по меньшей мере в 10 раз превышающем собственный вес, по результатам измерения абсорбирующей способности по методу с центрифугированием (EDANA 441.2-01), то есть имеющий абсорбирующую способность по меньшей мере 10 г/г. Как правило, используется суперабсорбирующий полимерный материал в форме частиц.
Термин «в форме частиц» в контексте настоящего описания относится к материалам, которые в сухом виде имеют форму частиц, то есть являются сыпучими.
Термин «абсорбирующее изделие» означает устройства, которые поглощают и удерживают выделения организма, и в частности, означает устройства, которые надевают на тело носящего или располагают в непосредственной близости к телу носящего для поглощения и удержания различных выделений организма. Абсорбирующие изделия могут включать подгузники для детей и взрослых, включая подгузники-трусы, например, обучающие трусики для детей и нижнее белье для взрослых, страдающих недержанием мочи, изделия женской гигиены, например, гигиенические прокладки, прокладки на каждый день, урологические прокладки, прокладки для молочных желез, гигиенические салфетки, детские нагрудники, перевязочные материалы для ран и им подобные. Абсорбирующие изделия могут включать изделия для мытья полов, изделия для пищевой промышленности и прочие. В контексте настоящего описания термин «текучие выделения организма» включает, но не ограничивается ими, мочу, кровь, влагалищные выделения, грудное молоко, пот и фекалии.
«Подгузник» означает устройство, носимое детьми и взрослыми, страдающими недержанием мочи, в нижней части корпуса, таким образом, что оно окружает талию и ноги носящего, и предназначенное для поглощения и удержания выделений организма, в особенности, мочи и фекалий.
«Подгузники-трусы» в контексте настоящего описания означают подгузники, имеющие проем для талии и проемы для ног, и предназначенные для малых детей или взрослых. Подгузники-трусы могут быть надеты на пользователя путем продевания ног пользователя в проемы для ног и затем натягивания их вверх до нужного положения вокруг нижней части корпуса пользователя. Подгузникам-трусам придается готовая форма в процессе их производства любыми подходящими способами, включая, но не ограничиваясь ими: скрепление друг с другом частей изделия различными способами, допускающими однократное и/или многократное скрепление (например, термическим скреплением, сваркой, адгезивным, когезивным скреплением, застежками и прочими видами скрепления). Скрепление частей подгузника-трусов может быть выполнено в любой части окружности проема для талии (например, на боковых сторонах, на передней поясной части и в прочих областях). Несмотря на то, что в настоящем описании в основном используется термин «подгузники-трусы», такого типа изделия иногда именуются также закрытыми подгузниками, натягиваемыми подгузниками, предварительно застегнутыми подгузниками, обучающими трусиками и так далее. Подходящие типы подгузников описаны в патентах США 5246433 (Hasse с соавторами, 21 сентября 1993); 5569234 (Buell с соавторами, 29 октября 1996); 6120487 (Ashton, 19 сентября 2000); 6120489 (Johnson с соавторами, 19 сентября 2000); 4 940 464 (VanGompel с соавторами, 10 июля 1990); 5092861 (Nomura с соавторами, 3 марта 1992); патентной публикации США 2003/0233082 А1 "Крепежное устройство, обладающее повышенной гибкостью и малой деформируемостью" (13 июня 2002); патентах США 5897545 (Kline с соавторами, 27 апреля 1999); 5957908 (Kline с соавторами, 28 сентября 1999).
Термин «нетканый материал» означает лист, полотно или набивку, изготовленные из направленным или произвольным образом ориентированных волокон, скрепленных друг с другом силами трения и/или адгезии и/или когезии, исключая бумагу и изделия, которые являются ткаными, вязаными, начесанными, прошитыми волокнами или нитями, или валяными влажным способом, с дополнительным начесом или без него. Волокна могут быть натурального или искусственного происхождения и могут быть штапельными волокнами, сплошными нитями или сформированными на месте формирования полотна. Имеющиеся в продаже волокна имеют диаметр в широком диапазоне, от менее чем примерно 0,001 мм до более чем примерно 0,2 мм, и поставляются в различных формах: короткие волокна (называются штапельными или резаными), непрерывные одиночные волокна (нити или мононити), нескрученные пучки непрерывных волокон (жгут) и скрученные пучки непрерывных волокон (пряжа). Нетканые полотна могут быть изготовлены с использованием различных процессов, таких как выдувание из расплава, спанбонд, прядение из раствора, электропрядение и кардование. Плотность нетканых полотен обычно выражается в граммах на квадратный метр (г/м2).
Термин «в сущности не содержащий целлюлозы» в контексте настоящего описания означает, что компонент, к которому он относится, например, абсорбирующий слой, абсорбирующий конструктивный элемент или абсорбирующая сердцевина - содержит менее чем 5% целлюлозных волокон по весу.
Термины «толщина» и «высота» в контексте настоящего описания используются, как взаимно заменяющие друг друга.
Абсорбирующий конструктивный элемент и его абсорбирующий слой, а также гнездовой элемент (33) в соответствии с настоящим изобретением имеют продольное направление и среднюю длину (как размер в данном направлении), и данное направление может соответствовать направлению движения в машине (MD), и перпендикулярное ему поперечное направление и среднюю ширину (как размер в данном направлении), которое может соответствовать направлению, поперечному движению в машине (CD), при этом упомянутая ширина меньше, чем упомянутая длина; а также переднюю область, заднюю область и центральную область, каждая из которых примерно соответствует 1/3 средней длины абсорбирующего конструктивного элемента/слоя, и имеет полную его ширину. Каждая из них имеет продольные края и краевые зоны, протяженные на всю длину соответствующей области, как будет более подробно описано ниже.
Бесконечная движущаяся поверхность (30)
Способ и устройство (1) в соответствии с настоящим изобретением предусматривают использование движущейся бесконечной поверхности (30), движущейся в направлении движения в машине (MD). Она имеет наружную оболочку, содержащую один или более формирующих гнездовых элементов, которые принимают (в себя или на себя) поддерживающий лист (200) (который может подаваться в виде непрерывного полотна, как будет описано ниже, или отдельными листами, укладываемыми на гнездовые элементы (33)). Приведенное ниже описание построено на примере одного гнездового элемента (33), но оно может относиться к каждому из гнездовых элементов (33) наружной оболочки движущейся бесконечной поверхности (30). Пример такого устройства показан на фиг. 1.
Каждый из гнездовых элементов (33) обычно соответствует абсорбирующему конструктивному элементу, изготавливаемому для данного типа абсорбирующего изделия. Поддерживающий лист (200) может подаваться в виде полотна, поэтому с помощью способа и устройства (1) в соответствии с настоящим изобретением может быть изготовлено непрерывное полотно из абсорбирующих конструктивных элементов, которое впоследствии может быть разделено на отдельные абсорбирующие конструктивные элементы.
Движущаяся бесконечная поверхность (30) может иметь вращающуюся поверхность или может быть вращающейся поверхностью, например цилиндрической, например в виде барабана. Наружная оболочка может двигаться (например, вращаться) вокруг неподвижной внутренней камеры - так называемого статора (230).
Наружная оболочка и гнездовой элемент (33) имеют поперечное направление и средний размер в поперечном направлении (среднюю ширину). Гнездовой элемент (33) имеет продольное направление, перпендикулярное поперечному направлению, и средний размер в продольном направлении (среднюю длину).
Гнездовой элемент (33) имеет периферийные края и зоны периферийных краев, включая расположенные напротив друг друга продольные края и зоны продольных краев, поперечный передний край и зону А переднего края, поперечный задний край и зону С заднего края, а также центральную зону В, расположенную между ними. Каждая из зон переднего края и заднего края, будучи протяженной на весь размер гнездового элемента в поперечном направлении, может иметь размер в продольном направлении, составляющий от примерно 5% до примерно 20%, или до 15%, или до 10% среднего размера гнездового элемента в продольном направлении.
Каждая из упомянутых зон продольных краев может быть протяженной на всю длину гнездового элемента в продольном направлении, и может иметь средний размер в поперечном направлении, составляющий от примерно 5% до примерно 20%, или до 15%, или до 10% среднего размера гнездового элемента в поперечном направлении.
В дополнение к этому, или в качестве альтернативы, гнездовой элемент (33) может содержать переднюю область, заднюю область и расположенную между ними центральную область, как будет более подробно описано ниже. Центральная область может представлять собой центральную треть гнездового элемента и быть протяженной в поперечном направлении на всю ширину резервуара.
Гнездовой элемент (33) может дополнительно содержать множество протяженных в сущности в продольном направлении стержней (36), разнесенных друг от друга в поперечном направлении. Такие стержни (36) могут формировать, полностью или частично, основную долю наружной поверхности упомянутого гнездового элемента, в результате чего поддерживающий лист (200) будет поддерживаться и переноситься на упомянутых стержнях (36). Между стержнями (36) имеются зазоры, на которых поддерживающий лист (200) может непосредственно не поддерживаться гнездовым элементом, или может не находиться в непосредственном контакте с гнездовым элементом. Пример такого гнездового элемента показан на фиг. 2, а на фиг. 4 показан его разрез.
Гнездовой элемент (33) может содержать упомянутые стержни (36), протяженные в сущности по всей длине гнездового элемента, или, например, стержни (36), протяженные по всей длине, кроме зоны переднего края и/или зоны заднего края; или, в некоторых воплощениях, стержни (36) могут иметься только в упомянутой центральной области; в некоторых воплощениях стержни (36) могут иметься в передней области и возможно, в центральной области, но не в задней области; в некоторых воплощениях стержни (36) могут иметься в задней области и возможно, в центральной области, но не в передней области.
Гнездовой элемент (33) может содержать такие стержни (36), протяженные по всей его ширине; или, например, по всей ширине, за исключением упомянутых зон продольных краев.
В любом из таких воплощений одна или более зон или областей, не содержащих таких стержней (36), в контексте настоящего описания соответственно именуются зонами или областями, не содержащими стержней, и в таких областях или зонах, не содержащих стержней, поддерживающий лист (200) может быть уложен непосредственно на материал внутренней сетки (37), или может иметься наружная сетка, расположенная, как правило, в одной плоскости со стержнями (36), например, наружная сетка, образованная сочетанием поперечных и продольных стержней (36), пересекающихся в одной плоскости, или пластина с выполненными в ней отверстиями для присасывания материала вакуумом. Такое воплощение показано, например, на фиг. 4.
Упомянутый гнездовой элемент (33) в упомянутых областях или зонах, не содержащих стержней (36), может иметь больший коэффициент трения, чем упомянутые стержни (36). Это может способствовать тому, что поддерживающий лист (200) будет протягиваться между стержнями (36) в зонах с малым трениям, и будет меньше протягиваться, или вовсе не будет протягиваться в области в сильным трением. Так, например, гнездовой элемент (33) может быть изготовлен из материала, обеспечивающего более сильное трение (например, из материала с менее ровной поверхностью), или может быть обработан веществами, усиливающими трение, в зонах или областях, не содержащих упомянутых стержней (36); или, например, только области или зоны со стержнями (36), или только сами стержни (36) могут быть изготовлены из материала, обеспечивающего меньшее трение, или обработаны веществом, уменьшающим трение.
Стержень (36) считается протяженным в сущности в продольном направлении, если его протяженность в продольном направлении (длина) превышает его протяженность в поперечном направлении (ширину). При этом стержень (36) может быть расположен под углом к продольной оси гнездового элемента при условии, что данный угол составляет не более 30°; или стержень (36) может быть немного искривленным (как будет более подробно описано ниже); или стержень (36) может быть волнообразным, или стержень (36) может быть ломаным, при условии, что угол между его звеньями составляет по меньшей мере 120°, как будет описано ниже; при условии, в каждом случае, что его размер в продольном направлении (длина) превышает его размер в поперечном направлении (ширину), например, протяженность гнездового элемента (33) в продольном направлении превышает его протяженность в поперечном направлении по меньшей мере на 50%, или по меньшей мере на 100%.
Стержень (36) может иметь любую форму. Он может иметь квадратную, прямоугольную, круглую или шестиугольную форму поперечного сечения (плоскостью, проходящей через поперечное направление). Каждый стержень (36) имеет верхнюю часть (которой может быть его верхняя поверхность, например, у стержней (36), поперечное сечение которых имеет квадратную или прямоугольную форму поперечного сечения) и расположенную напротив нее нижнюю часть или поверхность. Упомянутая верхняя часть или поверхность находится в контакте с поддерживающим листом (200); а упомянутая нижняя поверхность может быть расположена в непосредственной близости к упомянутой по меньшей мере частично воздухопроницаемой внутренней сетке (37).
В некоторых воплощениях может быть предпочтительно, чтобы стержень (36) имел поперечное сечение в целом прямоугольной формы, и возможно, имел треугольную верхнюю часть поперечного сечения.
Соседние стержни (36) разнесены друг от друга, например, на минимальное расстояние в поперечном направлении, составляющее по меньшей мере 2 мм, или по меньшей мере 3 мм, или по меньшей мере 5 мм, или, например, по меньшей мере 10 мм.
Два или более стержней (36) могут быть параллельными друг другу, в результате чего расстояние в поперечном направлении между соседними стержнями (36) будет составлять по меньшей мере упомянутые 2 мм в сущности вдоль всей их длины.
Поэтому между соседними стержнями (36), или между элементами внутренней сетки (37), если имеется, и соседними с ними стержнями (36) имеется незаполненный объем, и данный незаполненный объем является протяженным в продольном направлении между упомянутыми соседними стержнями (36).
Данный незаполненный объем может использоваться для приема поддерживающего листа (200), укладываемого волнообразными впадинами, и возможно, для укладки в него упомянутого абсорбирующего материала (100).
Каждый стержень (36) имеет максимальный размер в поперечном направлении, который может составлять по меньшей мере 0,3 мм, предпочтительно по меньшей мере 0,5 мм, или по меньшей мере 1,0 мм, или по меньшей мере 2 мм, в некоторых воплощениях по меньшей мере 3 мм, или по меньшей мере 4 мм, и, например, до 20 мм, или до 15 мм, или, например, до 10 мм.
Каждый стержень (36) имеет максимальную высоту и среднюю высоту. Каждый из стержней (36) может иметь среднюю или максимальную высоту, составляющую по меньшей мере 2 мм, или по меньшей мере 3 мм, или по меньшей мере 4 мм, или по меньшей мере 5 мм.
Данная высота предпочтительно в сущности равна расстоянию от верхней поверхности стержня (36) до внутренней сетки (37) (если имеется).
Гнездовой элемент (33) может иметь по меньшей мере два таких стержня (36), или, например, по меньшей мере 4 таких стержня (36), или по меньшей мере 5 или по меньшей мере 7 таких стержней (36).
Стержни (36) могут быть немного искривленными, например, могут иметь один центр кривизны и радиус кривизны, который по меньшей мере равен среднему размеру гнездового элемента (33) в поперечном направлении, а предпочтительно превышает данный размер по меньшей мере в 1,5 раза или по меньшей мере 2 раза; и/или имеет кривизну, повторяющую контур ближайшего к нему продольного края; и/или имеет множество малых криволинейных участков, то есть стержни (36) могут быть волнообразными с общей протяженностью в продольном направлении. В любом из перечисленных случаев подразумевается, что стержни (36) являются протяженными в сущности в продольном направлении.
В некоторых воплощениях стержни (36) являются прямыми и параллельными продольной оси гнездового элемента (33).
В некоторых воплощениях может быть предпочтительно, чтобы стержни (36) были вогнутыми, то есть чтобы центр (относительно продольного направления) стержня (36) был расположен ближе к продольной оси гнездового элемента (33), чем его концевые точки, и при этом радиус его кривизны должен составлять по меньшей мере 1,5 размера гнездового элемента (33) в поперечном направлении, а предпочтительно по меньшей мере 2 размера.
Движущаяся бесконечная поверхность (30) связана с вакуумной системой (38), которая может прилагать разрежение к упомянутым наружной оболочке/гнездовым элементам (33), притягивать поддерживающий лист (200) к упомянутым наружной оболочке/гнездовым элементам (33), и удерживать на них абсорбирующий материал (100). Движущаяся бесконечная поверхность (30) может двигаться в непосредственной близости от вакуумной системы, например, одной или нескольких вакуумных камер (38), расположенных в непосредственной близости к наружной оболочке (на ее стороне, противоположной стороне, на которой имеются стержни (36)). Одна или более вакуумных камер могут находиться в статоре (230), вокруг которого вращается движущаяся бесконечная поверхность (30).
Поэтому наружная оболочка является по меньшей мере частично воздухопроницаемой, то есть, ее конструкция такова, что она сообщается с упомянутой вакуумной системой, и через данную оболочку может быть эффективно приложено разрежение к упомянутому поддерживающему листу (200). Так, например, стержни (36) сами по себе могут быть воздухонепроницаемыми, то есть не находящимися в прямой связи с упомянутой вакуумной системой. Однако промежутки между стержнями (36) могут быть в целом воздухопроницаемыми, то есть, наружная оболочка может представлять собой материал в виде сетки.
В некоторых предпочтительных воплощениях поддерживающий лист (200) наносится на стержни (36) и изгибается между соседними стержнями (36), например, присасываемый вакуумом, в результате чего упомянутый лист образует волнообразные впадины (201) между соседними стержнями (36), и гребни (202), опирающиеся на упомянутые стержни (36) (на их верхние поверхности или верхние части). Внутренняя сетка (37) может определять высоту образующихся волнообразных впадин (201). Примеры таких воплощений показаны на фиг. 4 и 5.
Поддерживающий лист (200) переносится со средства переноса, такого как промежуточный валик, на упомянутую движущуюся бесконечную поверхность (30) и укладывается на наружную оболочку/гнездовые элементы (33), или по меньшей мере на гнездовые элементы (33). Он может переноситься на наружную оболочку или в ее гнездовые элементы (33) в виде сплошного полотна или в виде отдельных листов.
Поддерживающий лист (200) может выполняться из нетканого материала, как будет более подробно описано ниже.
После этого упомянутый абсорбирующий материал (100) может быть нанесен на упомянутый поддерживающий лист (200), а именно, на его части, находящиеся в гнездовых элементах (33) Абсорбирующий материал (100) может быть нанесен таким образом, что он будет присутствовать только на тех частях, например, на полосах поддерживающего листа (200), которые расположены между соседними стержнями (36), то есть в упомянутых выше волнах. Для этого могут использоваться фидеры -подающие устройства специальной конструкции, которые будут подробно описаны ниже. В качестве альтернативы, или в дополнение к этому, вакуум может быть приложен таким образом, что он будет притягивать абсорбирующий материал (100) к участкам поддерживающего листа (200), расположенным между соседними стержнями (36), то есть в упомянутые выше волнообразные впадины (201). На участки поддерживающего листа (200), расположенные над упомянутыми стержнями (36), то есть на гребни упомянутого поддерживающего листа (200), абсорбирующий материал (100) может в сущности не наноситься, как показано, например, на фиг. 4 и 5.
В дополнение к этому, или в качестве альтернативы, абсорбирующий материал (100), нанесенный на участки поддерживающего листа (200), расположенные на упомянутых стержнях (36) (например, на их гребнях (202)), может быть удален способами, известными в данной области техники, такими как скребок или ракельный нож.
В качестве альтернативы, или в дополнение к этому, поддерживающий лист (200) может содержать адгезив. Адгезив может иметься, например, на упомянутых частях поддерживающего листа (200), расположенных между соседними стержнями (36), то есть в упомянутых выше волнообразных впадинах (201). Это может способствовать лучшему закреплению абсорбирующего материала (100) в таких участках, то есть в упомянутых волнообразных впадинах (201). В таких воплощениях до нанесения абсорбирующего материала (100) поддерживающий лист (200) может не содержать адгезива, нанесенного на упомянутые участки, опирающиеся на упомянутые стержни (36), то есть на гребни (202), в результате чего к упомянутым участкам (гребням) приклеится меньшее количество абсорбирующего материала (100), или он вовсе не приклеится, как показано, например, на фиг. 1.
За счет использования таких стержней (36) может быть получен абсорбирующий конструктивный элемент, на который абсорбирующий материал (100) нанесен в форме полос (например, соответствующих упомянутым волнообразным впадинам (201)), между которыми имеются полосы, не содержащие такого абсорбирующего материала (100) (соответствующие упомянутым гребням (202)); и/или может быть получен абсорбирующий слой, содержащий слой абсорбирующего материала (100), в котором имеются полосы, в сущности не содержащие абсорбирующего материала (100) (например, на гребнях (202) упомянутого поддерживающего листа (200)).
Как было описано выше, поддерживающий лист (200) может быть перенесен на упомянутую движущуюся бесконечную поверхность (30) таким образом, что в нем будут сформированы волнообразные впадины (201) и гребни (202). После снятия поддерживающего листа (200) с движущейся бесконечной поверхности (30) поддерживающий лист (200) растягивается в сущности до плоского состояния, и получается абсорбирующий конструктивный элемент с полосами, протяженными в сущности в продольном направлении (соответствующими гребням данного материала) и в сущности не содержащими абсорбирующего материала. Такое воплощение показано, например, на фиг. 5.
В некоторых воплощениях движущаяся бесконечная поверхность (30) может иметь скорость, обеспечивающую подачу по меньшей мере 1 ООО частей в минуту, например, скорость, составляющую по меньшей мере 4,5 м/с, или по меньшей мере 6 м/с, или по меньшей мере 8 м/с.
Фидер (20; 60)/Дополнительная движущаяся бесконечная поверхность (20)
Абсорбирующий материал (100) может подаваться на поддерживающий лист (200) с помощью фидера (60; 20), расположенного в непосредственной близости к упомянутой движущейся бесконечной поверхности (30), например, расположенного в сущности над упомянутой движущейся бесконечной поверхностью (30).
Абсорбирующий материал (100) может быть нанесен на упомянутый поддерживающий лист (200) любым способом, в том числе в сущности непрерывным образом.
Фидер в соответствии с настоящим изобретением удерживает запас абсорбирующего материала (100) и обеспечивает его высыпание на поддерживающий лист (200), находящийся на упомянутой движущейся бесконечной поверхности (30). Точка или область, в которой материал покидает фидер, именуется в контексте настоящего описания «точкой схождения».
Фидер может быть, например, неподвижным бункером (60), имеющим контейнерный отсек для хранения запаса материала, например, объемом по меньшей мере 1000 см3, а также направляющую часть, например, в форме трубы с одной или более стенками, направляющую материал из контейнерного отсека на поддерживающий лист (200), находящийся на упомянутой движущейся бесконечной поверхности (30).
В предпочтительном воплощении абсорбирующий материал (100) наносится на поддерживающий лист (200), переносимый на упомянутой движущейся бесконечной поверхностью (30), дополнительной движущейся бесконечной поверхностью (20), которая движется в направлении движения в машине, например, вращается, в непосредственной близости к упомянутой движущейся бесконечной поверхности (30). В данном случае бункер (60), описанный выше, может обеспечивать подачу абсорбирующего материала (100) на дополнительную движущуюся бесконечную поверхность (20).
Дополнительная движущаяся бесконечная поверхность (20) может быть вращающимся устройством. Дополнительная движущаяся бесконечная поверхность (20), как правило, является вращающимся устройством, имеющим определенный радиус, например цилиндром, барабаном или печатным валиком, как показано на чертежах. Радиус дополнительной движущейся бесконечной поверхности (20) может зависеть от конкретного типа изготавливаемого абсорбирующего конструктивного элемента, например от его размеров, а также от количества абсорбирующих конструктивных элементов, изготавливаемых за один цикл обращения дополнительной движущейся бесконечной поверхности (20) (например, печатного валика или барабана). Так, например, печатный валик или барабан могут иметь радиус по меньшей мере 40 мм, или по меньшей мере 50 мм, и до 300 мм или до 200 мм.
Дополнительная движущаяся бесконечная поверхность (20) может иметь любую подходящую ширину, например ширину, соответствующую ширине изготавливаемого абсорбирующего конструктивного элемента; например, она может составлять по меньшей мере 40 мм, или по меньшей мере 60 мм, и до 400 мм, или до 200 мм.
Упомянутая дополнительная движущаяся бесконечная поверхность (20) может иметь один или более резервуаров, имеющих определенный объем для приема упомянутого абсорбирующего материала (100), его переноса и последующего его нанесения на упомянутый поддерживающий лист (200), находящийся на движущейся бесконечной поверхности (30) с гнездовыми элементами (33), содержащими стержни (36), как было описано выше.
Конструкция резервуара (25) соответствует типу изготавливаемого абсорбирующего конструктивного элемента. Резервуар может иметь продольное направление и среднюю длину, как средний размер в продольном направлении, и поперечное направление, и среднюю ширину как средний размер в поперечном направлении, причем длина резервуара превышает ширину резервуара.
Резервуар может содержать одну или более приподнятых полос (на месте которых нет незаполненного объема). Когда дополнительная движущаяся бесконечная поверхность (20) движется (вращается) в непосредственной близости к упомянутой движущейся бесконечной поверхности (30) с упомянутым поддерживающим листом (200), уложенным на стержни (36), упомянутые приподнятые участки совмещаются с упомянутыми стержнями (36) (такое совмещение далее в описании именуется также «сопряжением»). После этого абсорбирующий материал селективно наносится между стержнями (36), например, в упомянутые волнообразные впадины (201).
В некоторых воплощениях резервуар состоит из множества канавок, протяженных в сущности в продольном направлении, или из множества рядов полостей (22), предназначенных для приема абсорбирующего материала (100), при этом соседние канавки или ряды отделены друг от друга приподнятыми полосами, на месте которых нет незаполненного объема для приема абсорбирующего материала (100).
Приподнятые полосы, передвигаясь, совмещаются с упомянутыми стержнями (36) упомянутого поддерживающего листа (200), а канавки или ряды полостей (22), передвигаясь, совмещаются с упомянутыми областями поддерживающего листа (200), расположенными между соседними стержнями (36), то есть с упомянутыми волнообразными впадинами (201). За счет этого обеспечивается селективное нанесение абсорбирующего материала (100) между стержнями (36), то есть в упомянутые волнообразные впадины (201).
Получаемый в результате этого абсорбирующий конструктивный элемент содержит поддерживающий лист (200), на который уложен слой абсорбирующего материала (100) с полосами, протяженными в сущности в продольном направлении, которые не содержат абсорбирующего материала (100).
Полости (22) могут иметь любые размеры и форму, включая кубическую, прямоугольную, цилиндрическую, полусферическую, коническую или любую другую. При этом может использоваться любое подходящее количество полостей (20), например, по меньшей мере 20 или по меньшей мере 50.
Полости (22) могут быть идентичными друг другу, или могут иметь различные размеры или форму. Точная структура из полостей, их размеры и прочие параметры определяются в зависимости от характеристик формируемого абсорбирующего конструктивного элемента, но могут также зависеть, например, от размера частиц абсорбирующего материала (100), скорости производственного процесса и прочих факторов. В некоторых воплощениях по меньшей мере 30% площади поверхности резервуара дополнительной движущейся бесконечной поверхности (20) содержит упомянутые полости (22), предпочтительно по меньшей мере 40%; и предпочтительно до 60%, или до 55%.
Расстояние в продольном направлении между центральной точкой полости (22) (подразумевается, что данная центральная точка лежит в плоскости наружной поверхности дополнительной движущейся бесконечной поверхности (20)) и центральной точкой соседней с ней полости (22) (в ряду полостей (22)) может составлять по меньшей мере 3 мм, или по меньшей мере 4 мм, или по меньшей мере 6 мм, или, например, до 40 мм, или до 30 мм, или до 20 мм. Это может относиться ко всем подобным расстояниям между соседними полостями (22) в продольном направлении, или к среднему значению таких расстояний.
Расстояние в поперечном направлении между центральной точкой полости (22) или канавки (подразумевается, что данная центральная точка лежит в плоскости наружной поверхности дополнительной движущейся бесконечной поверхности (20)) и центральной точкой соседней с ней полости (22) или канавки (в поперечном ряду полостей (22)) может быть таким же, как было указано выше для продольного направления. В некоторых воплощениях кратчайшее расстояние в поперечном направлении между двумя соседними полостями (22) в ряду полостей (22), или между соседними канавками, может составлять по меньшей мере 3,0 мм или по меньшей мере 4,0 мм или менее, чтобы они могли совмещаться со стержнями (36) движущейся бесконечной поверхности (30).
Упомянутые полости или канавки могут быть протяженными в сущности параллельно друг другу, и отстоять друг от друга на одинаковых расстояниях, и/или упомянутые ряды могут быть протяженными в сущности параллельно друг другу, и отстоять друг от друга на одинаковых расстояниях.
В некоторых воплощениях канавки и ряды имеют такую форму или такое расположение, что промежутки между соседними канавками или рядами в сущности соответствует толщине стержня, в результате чего канавки или ряды по ширине в сущности соответствуют областям между соседними стержнями (36). Благодаря этому канавки или ряды могут совмещаться с областями между стержнями (36).
В некоторых воплощениях длина полости (как средняя для всех полостей (22), или для каждой из полостей; измеренная на наружной поверхности дополнительной движущейся бесконечной поверхности (20)) может составлять по меньшей мере 1 мм, или по меньшей мере 2 мм, или по меньшей мере 4 мм, и не более 20 мм, или не более 15 мм. Ее ширина может находиться в тех же диапазонах, и может быть даже равна длине, для одной или более полостей.
В некоторых воплощениях приподнятая часть полностью перекрывает соответствующий ей стержень.
В некоторых воплощениях средняя ширина каждой из приподнятых частей резервуаров, совмещающихся со стержнем (36), по меньшей мере на 10% больше, чем средняя ширина данного стержня.
Резервуары, полости (22) или канавки могут иметь любой подходящий размер в направлении глубины, и он может зависеть, например, от высоты дополнительной движущейся бесконечной поверхности (20) (например, ее радиуса), толщины изготавливаемого абсорбирующего конструктивного элемента, размера частиц материала и прочих факторов. Максимальная глубина резервуара, полостей (22) или канавок и/или средняя максимальная глубина (определяемая как среднее значение для всех максимальных глубин всех полостей (22) и/или канавок) может, например, составлять по меньшей мере 1 мм, или по меньшей мере 1,5 мм, или по меньшей мере 2 мм или более, и до 20 мм, или до 15 мм, или, в некоторых воплощениях, до 10 мм, или до 5 мм, или до 4 мм.
В некоторых воплощениях полости (22) могут иметь среднюю ширину и среднюю длину, составляющие от 2 мм до 8 мм, или от 3 мм до 7 мм; и полости (22) могут иметь максимальную глубину и/или среднюю максимальную глубину от 1,5 мм до 4 мм.
Для удаления излишков абсорбирующего материала (100) могут использоваться скребок или ракельный нож. Излишек материала может быть удален из резервуара и повторно использован, например подан обратно в бункер.
Одним из возможных способов удержания материала в резервуаре (или его канавках или полостях (22)) может быть приложение вакуума к внутренней стороне дополнительной движущейся бесконечной поверхности (20), например, печатного валика или барабана, при наличии всасывающих отверстий в дне резервуара или его канавок или полостей (22), в результате чего абсорбирующий материал (100) за счет разрежения будет присасываться к поверхности. Разрежение может быть снято, например, непосредственно перед точкой схождения поверхностей. При этом может использоваться любая подходящая величина разрежения, в частности, такая же, как для движущейся бесконечной поверхности (30), описанной выше, например, по меньшей мере 10 кПа, или по меньшей мере 20 кПа.
Разрежение может быть обеспечено за счет наличия одной или более вакуумных камер (28) в упомянутой дополнительной движущейся бесконечной поверхности (20) (например, внутри нее), и при этом вакуум может быть приложен, 1 ослаблен, усилен или снят в зависимости от этапа способа и соответствующего этапа работы устройства (1).
На подходе к точке схождения, или точно в данной точке к упомянутому абсорбирующему материалу (100) может быть приложено дополнительное давление воздуха, например, за счет наличия дополнительных воздуходувных камер (29), для обеспечения подачи материала на поддерживающий лист (200), находящийся на упомянутой движущейся бесконечной поверхности (30).
Абсорбирующий материал (100)
Абсорбирующий материал (100) в соответствии с настоящим изобретением предпочтительно является сыпучим материалом (в сухом состоянии), например, материалом в форме частиц. Частицы материала могут иметь любую форму, включая, например, хлопья, волокна, сферы, агломерированные частицы и прочие формы, известные в данной области техники. Абсорбирующий материал (100) может быть смесью целлюлозного материала (вспушенной целлюлозы) с суперабсорбирующим полимерным материалом.
В качестве альтернативы, или в дополнение к этому, если в изделии используются два абсорбирующих конструктивных элемента в соответствии с настоящим изобретением, соединяемые друг с другом, то первый абсорбирующий конструктивный элемент может содержать первый абсорбирующий материал (100), а второй абсорбирующий конструктивный элемент может содержать второй, отличный от первого абсорбирующий материал (100), например, имеющий отличающуюся абсорбирующую емкость (измеренную по методу центрифугирования).
В некоторых воплощениях абсорбирующий материал (100) (например, абсорбирующий материал (100) в форме частиц) по меньшей мере содержит, или состоит из суперабсорбирующего полимерного материала (например, в форме частиц), именуемого сокращенно САП, и иногда именуемого также абсорбирующим гелеобразующим материалом (АГМТ). Суперабсорбирующий полимерный материал в форме частиц в соответствии с настоящим изобретением может иметь высокую абсорбирующую емкость, например, составляющую по меньшей мере 20 г/г, или по меньшей мере 30 г/г (измеренную методом центрифугирования). Верхний предел может составлять, например, 150 г/г, или 100 г/г.
Суперабсорбирующий полимерный материал в форме частиц может иметь хорошую проницаемость для жидкостей, например показатель прохождения солевого раствора по меньшей мере 10×10-7 см3·с/г, предпочтительно по меньшей мере 30×10-7 см3·с/г, предпочтительно по меньшей мере 50×10-7 см3·с/г, предпочтительно по меньшей мере 100×10-7 см3·с/г, и еще более предпочтительно по меньшей мере 120×10-7 см3·с/г. Показатель прохождения солевого раствора показывает, насколько проницаемым (пористым) является слой геля для солевого раствора. Метод его измерения описан в патенте США 5562646 (Goldman с соавторами, выдан 8 октября 1996)) (в целях настоящего изобретения вместо описанного в патенте раствора Jayco следует использовать 0,9%-ный раствор NaCl). Верхний предел проницаемости может составлять до 350×10-7 см3·с/г или 250×10-7 см3·с/г.
В некоторых воплощениях настоящего изобретения полимеры, входящие в состав упомянутого суперабсорбирующего полимерного материала, являются полимерами с внутренними и/или поверхностными перекрестными связями.
В некоторых воплощениях абсорбирующий материал (100) содержит (или полностью состоит из них) частицы полимеров на основе полиакриловых кислот/полиакрилатов, например, имеющих степень нейтрализации от 60% до 90%, например, примерно 75%, и содержащих противоионы натрия. Используемые полимеры могут быть полимерами на основе полиакриловых кислот/полиакрилатов с поверхностными, и/или внутренними, и/или пост-формированными перекрестными связями.
В некоторых воплощениях настоящего изобретения используется абсорбирующий материал (100) в форме частиц со среднемассовым размером до 2 мм, или от 50 мкм до 2 мм, или до 1 мм, или предпочтительно от 100, 200, 300, 400 или 500 мкм, до 1 000, 800 или 700 мкм; измеренным по методу, описанному, например, в ЕР-А-0691133. В некоторых воплощениях настоящего изобретения используется материал в форме частиц, при этом по меньшей мере 80% частиц по весу имеют размер от 50 мкм до 1200 мкм, а массово-медианный размер частиц находится в любом из диапазонов, указанных выше. Кроме того, в одном из воплощений изобретения упомянутые частицы являются в сущности сферическими. Еще в одном воплощении настоящего изобретения абсорбирующий материал (100) имеет относительно узкий диапазон распределения частиц по размеру, например, большинство (например, по меньшей мере 80%, предпочтительно по меньшей мере 90% или даже по меньшей мере 95% по весу) частиц имеют размеры от 50 мкм до 1000 мкм, предпочтительно от 100 мкм до 800 мкм, и более предпочтительно - от 200 мкм до 600 мкм.
Абсорбирующий материал (100) в соответствии с настоящим изобретением может содержать менее чем 15% воды по весу, или менее чем 10%, или менее чем 8%, или менее чем 5%. Содержание воды может быть измерено по методу EDANAERT 430.1-99 (февраль 1999), который заключается в сушке материала в форме частиц в течение 3 часов при температуре 105°С, и в котором содержание воды в материале (100) в форме частиц определяется, как потеря веса после сушки.
Суперабсорбирующий полимерный материал в форме частиц в соответствии с настоящим изобретением может быть подвергнут дополнительной обработке поверхности частиц или нанесению на них покрытия (что не включает образование поверхностных перекрестных связей, а является дополнительным к нему). Способы такой поверхностной обработки и нанесения покрытий хорошо известны сведущим в данной области техники и включают обработку одним или более неорганическими веществами в порошковой форме, включая силикаты и фосфаты, и нанесение на полимерный материал покрытий, например, из эластомерных полимерных материалов или из полимерных материалов, образующих пленки.
Поддерживающий лист (200)
Абсорбирующий конструктивный элемент, получаемый с помощью устройства (1) и способа в соответствии с настоящим изобретением, содержит поддерживающий лист (200), принимающий абсорбирующий материал (100). Поддерживающий лист (200) может подаваться в виде непрерывного полотна или отдельных листов материала, такого как бумага, пленки, тканые или нетканые материалы или ламинаты из любых перечисленных материалов.
В некоторых воплощениях поддерживающий лист (200) является нетканым материалом, например нетканым полотном, например кардованным нетканым полотном, нетканым полотном «спанбонд» или нетканым полотном из волокон, выдуваемых из расплава, или ламинатом из любых из упомянутых нетканых полотен.
Волокна могут быть натурального или искусственного происхождения и могут быть штапельными волокнами, непрерывными волокнами, или волокнами, формируемыми на месте. Имеющиеся в продаже волокна имеют диаметр в широком диапазоне, от менее чем примерно 0,001 мм до более чем примерно 0,2 мм, и поставляются в различных формах: короткие волокна (называются штапельными или резаными), непрерывные одиночные волокна (нити или мононити), нескрученные пучки непрерывных волокон (жгут) и скрученные пучки непрерывных волокон (пряжа). Волокна могут быть двухкомпонентными волокнами, например, конфигурации «оболочка-ядро», в котором оболочка и ядро сформированы из различных полимеров. Нетканые полотна могут быть изготовлены с использованием различных процессов, таких как выдувание из расплава, спанбонд, прядение из раствора, электропрядение и кардование. Плотность нетканых полотен обычно выражается в граммах на квадратный метр (г/м2).
В контексте настоящего описания нетканый материал может быть изготовлен из гидрофильных волокон. Гидрофильными называются волокна или поверхности волокон, которые смачиваются жидкостями на водной основе (например, текучими средами организма, имеющими водную основу), нанесенными на такие волокна. Гидрофильность и смачиваемость определяют, как правило, по углу контакта и времени прохождения текучей среды через нетканое полотно. Данные понятия подробно обсуждаются в публикации Американского Химического Общества ((Contact angle, wettability and adhesion» под редакцией RobertF. Gould (1964). Волокно или поверхность волокна считаются смачиваемыми текучей средой (то есть гидрофильными), если угол контакта между текучей средой и волокном, или его поверхностью, составляет менее чем 90°, или если текучая среда имеет тенденцию к спонтанному распространению по поверхности волокна (обычно оба данных явления имеют место одновременно). И наоборот, волокно или поверхность волокна считаются гидрофобными, если угол контакта превышает 90°, и текучая среда спонтанно не распространяется по поверхности волокна.
Поддерживающий лист (200) в соответствии с настоящим изобретением может быть воздухопроницаемым. Материалы, из которых он может быть изготовлен, могут содержать микропоры. Например, могут использоваться воздухопроницаемые нетканые полотна. Поддерживающий лист (200) может, например, иметь воздухопроницаемость от 40 или 50, до 300 или до 200 м3/(м2×мин), определенную по методу EDANA 140-1-99 (перепад давления 125 Па, площадь образца 38,3 см). В качестве альтернативы, поддерживающий лист (200) может иметь более низкую воздухопроницаемость или быть совсем воздухонепроницаемым, что, например, позволяет лучше удерживать его на движущейся поверхности с помощью вакуума.
В предпочтительных воплощениях поддерживающий лист (200) является нетканым ламинированным материалом, например нетканым ламинированным полотном, например полотном типа SMS или SMMS.
Для облегчения формирования описанных выше волнообразных впадин (201) поддерживающий лист (200) может иметь удельный вес менее чем 60 г/м2, менее чем 50 г/м2, например, от 5 г/м2 до 40 г/м2, или до 30 г/м2.
Блоки для нанесения адгезива и соответствующие этапы способа
До его переноса на упомянутую движущуюся бесконечную поверхность (30) поддерживающий лист (200) может уже содержать адгезив. Поэтому устройство (1) в соответствии с настоящим изобретением может содержать блок (51) нанесения адгезива, расположенный до упомянутой движущейся бесконечной поверхности (30) (относительно направления движения в машине), но, например, после упомянутого средства (210) (например, валика) для переноса поддерживающего листа (относительно направления движения в машине). Соответственно, способ, предлагаемый в настоящем изобретении, может содержать этап нанесения адгезива. Пример такого воплощения показан на фиг. 1.
Адгезив может быть нанесен равномерно и/или непрерывно.
Он может быть нанесен в виде в сущности продольных полос. Так, например, адгезив может быть нанесен в виде полос, протяженных в сущности в продольном направлении, так что области поддерживающего листа (200) с полосами адгезива, будут находиться между соседними стержнями (36), а области поддерживающего листа (200), не содержащие данного адгезива, будут соответствовать упомянутым стержнями (36), или наоборот.,
В некоторых воплощениях устройство (1) может содержать блок для нанесения адгезива на упомянутый поддерживающий лист (200) в виде определенной структуры, например, в виде структуры из стержней (36), или в виде структуры из областей между стержнями (36). Это может быть достигнуто, например, распылением, или способом щелевого селективного нанесения покрытия. Для этого устройство (1) может содержать устройство для щелевого нанесения покрытия, например, в виде структуры, соответствующей стержням (36) или областям между стержнями (36).
Может использоваться любой подходящий адгезив, например, могут использоваться адгезивы типа «термоклей». В частности, могут использоваться распыляемые термоклеи, например, адгезив HL-1620-B производства Н.В. FullerCo. (Сент-Пол, штат Миннесота, США).
В качестве альтернативы, или в дополнение к этому, может быть целесообразным нанесение дополнительного иммобилизирующего адгезива на упомянутый абсорбирующий конструктивный элемент, изготавливаемый с помощью устройства (1) и способа в соответствии с настоящим изобретением, чтобы абсорбирующий материал (100) в сущности сохранял структуру его нанесения. Такой иммобилизирующий адгезив может быть нанесен на абсорбирующий слой сразу после нанесения упомянутого абсорбирующего материала (100) на упомянутый поддерживающий лист (200).
Поэтому устройство (1) в соответствии с настоящим изобретением может иметь блок (50) нанесения дополнительного иммобилизирующего адгезива, например, расположенный после точки схождения движущейся бесконечной поверхности (30) и дополнительной движущейся бесконечной поверхности (20) (относительно направления движения в машине). При этом способ может содержать соответствующий этап нанесения дополнительного адгезива. Такое воплощение показано на фиг. 1
Данный адгезив может наноситься равномерно и и/или гомогенно. Данный адгезив может быть термопластическим адгезивным материалом.
В различных воплощениях настоящего изобретения термопластический адгезивный материал может содержать в своем составе одиночный термопластический полимер или смесь термопластических полимеров, имеющих точку размягчения в диапазоне от 50°С до 300°С (измеренную по методу шара и кольца ASTMD-36-95). В качестве альтернативы, термопластический адгезивный материал может быть адгезивом-термоклеем, содержащим по меньшей мере один термопластический полимер в сочетании с добавками, такими, как, например, разжижающие вещества, смолы, повышающие клейкость, пластификаторы, антиоксиданты и прочие. В некоторых воплощениях термопластический полимер имеет средний молекулярный вес более 10000 и температуру стеклования ниже комнатной (-6°CTg<16°С). В некоторых воплощениях концентрация полимера в термоклее составляет от примерно 20% до примерно 40% по весу. В некоторых воплощениях термопластические полимеры могут быть нечувствительными к воде. Примерами таких полимеров являются блок-сополимеры стирола, включая трехблочные структуры типа А-В-А, двухблочные структуры типа А-В и блок-сополимеры с радиальной структурой (А-В)n, где А обозначает неэластомерные полимерные блоки, как правило, содержащие полистирол, а блоки В являются их ненасыщенными сопряженными диеновыми или (частично) гидрогенизированными производными. Типичными примерами блока В являются изопрен, бутадиен, этилен/бутилен (гидрогенизированный бутадиен), этилен/пропилен (гидрогенизированный изопрен) и их смеси. Прочими подходящими термопластическими полимерами являются металлоценовые полиолефины, которые являются полимерами этилена, полученными с помощью одноточечного или металлоценового катализатора. Таким способом с этиленом может быть полимеризован по меньшей мере один сомономер, с образованием сополимера, терполимера или полимера более высокого порядка. Пригодными являются также аморфные полиолефины или аморфные α-полиолефины, которые являются гомополимерами, сополимерами или терполимерами α-олефинов С2-С8. Смола, повышающая клейкость, как правило, имеет молекулярный вес Mw ниже 5000 и температуру Tg выше комнатной. Типичное содержание повышающей клейкость смолы в термоклее составляет от примерно 30% до 60%. Пластификатор обычно имеет низкий молекулярный вес Mw (ниже 1000) и температуру Tg ниже комнатной. Типичное содержание пластификатора в адгезиве составляет от примерно 0% до примерно 15%. В некоторых воплощениях термопластический адгезив используется в форме волокон. В некоторых воплощениях волокна имеют среднюю толщину от примерно 1 мкм до примерно 50 мкм, или от примерно 1 мкм до примерно 35 мкм, и среднюю длину от примерно 5 мм до примерно 50 мм, или от примерно 5 мм до примерно 30 мм.
Дополнительные этапы способа и блоки устройства (1)
Способ в соответствии с настоящим изобретением может содержать дополнительный этап наложения дополнительного поддерживающего листа (300) на упомянутый абсорбирующий конструктивный элемент, который будет заключать в себя упомянутый абсорбирующий материал (100), как известно в данной области техники, и устройство (1) может содержать соответствующий дополнительный элемент оборудования для выполнения данного этапа. Пример такого устройства показан на фиг. 1.
Способ в соответствии с настоящим изобретением может содержать дополнительный этап сложения поддерживающего листа (200) и его укладки поверх абсорбирующего материала (100), в результате чего поддерживающий лист (200) будет полностью окружать абсорбирующий материал.
Устройство (1) может содержать соответствующий дополнительный элемент оборудования для выполнения данного этапа. Так, например, оно может содержать скрепляющий блок, скрепляющий два поддерживающих листа, или сложенный поддерживающий лист (200) по периферийным краям абсорбирующего конструктивного элемента/абсорбирующего слоя.
В качестве альтернативы, или в дополнение к этому, абсорбирующий конструктивный элемент может использоваться в сочетании с другими слоями, такими как принимающий слой или верхний слой. Способ в соответствии с настоящим изобретением может содержать соответствующий этап наложения дополнительного слоя, а устройство (1) в соответствии с настоящим изобретением может содержать соответствующий элемент оборудования для выполнения данного этапа.
Способ и устройство (1) в соответствии с настоящим изобретением могут использоваться для изготовления абсорбирующей сердцевины (конструкции), содержащей два или более описанных выше абсорбирующих конструктивных элемента, например два таких слоя, наложенных друг на друга таким образом, что абсорбирующий материал (100) первого слоя и абсорбирующий материал (100) второго слоя будут расположены в непосредственной близости друг к другу между поддерживающим листом (200) первого слоя и поддерживающим листом (200) второго слоя. Такое воплощение показано, например, на фиг. 3.
При этом устройство (1) в соответствии с настоящим изобретением может представлять собой устройство (1) для комбинирования, содержащее два или более, например два устройства (1) в соответствии с настоящим изобретением для изготовления двух или более, например двух абсорбирующих конструктивных элементов, и дополнительный блок для комбинирования абсорбирующих конструктивных элементов друг с другом. Способ может при этом содержать соответствующие этапы.
Затем полосы одного слоя, не содержащие абсорбирующего материала (100), могут быть наложены на полосы другого слоя, также не содержащие абсорбирующего материала (100), и таким образом могут быть сформированы совместные полосы; в качестве альтернативы, полосы различных слоев, не содержащие абсорбирующего материала (100), могут чередоваться друг с другом, так что полоса одного слоя, не содержащая абсорбирующего материала (100), может быть наложена на абсорбирующий материал (100) другого слоя.
В некоторых воплощениях, в которых соединены друг с другом два слоя, центр (по отношению к ширине) одной из полос (или каждой из полос) абсорбирующего материала (100) одного слоя наложен на центр полосы другого слоя, не содержащей абсорбирующего материала (100), и предпочтительно, наоборот. То есть, одна или более, или каждая из полос абсорбирующего материала (100) одного слоя может быть расположена центрально на полосе или в полосе, не содержащей абсорбирующего материала (100), другого слоя, и наоборот.
Абсорбирующий конструктивный элемент, изготавливаемый с помощью способа и устройства (1) в соответствии с настоящим изобретением, может быть также соединен с абсорбирующим конструктивным элементом, изготовленным иным способом и с помощью иного устройства, после чего абсорбирующие конструктивные элементы могут быть соединены друг с другом, как описано выше.
Устройство (1) может содержать средство приложения давления, например, прижимной валик (70), который может оказывать давление на абсорбирующий конструктивный элемент, и как правило, на его поддерживающий лист (200) и/или дополнительный материал (если последний соединяют с абсорбирующим конструктивным элементом в соответствии с настоящим изобретением), или, как показано на фиг. 3, на один из поддерживающих листов (200; 300), расположенный по любую сторону одного или более абсорбирующих слоев.
Давление может прилагаться селективно к упомянутому поддерживающему листу (200) или к любому дополнительному материалу или слою, уложенному поверх абсорбирующего слоя, как было описано выше.
Давление может быть приложено селективно, а именно только к полосам поддерживающего листа (200; 300) или дополнительного материала, которые не содержат (на противоположной поверхности) абсорбирующего материала (100), во избежание сжатие самого абсорбирующего материала (100). Поэтому устройство (1) может содержать средство (70) приложения давления, имеющее рельеф (71), соответствующий упомянутой структуре из одного или более стержней (36), в результате чего прижимной рельеф (71) может сопрягаться с полосами поддерживающего листа (200), не содержащими абсорбирующего материала (100) на своей поверхности, и которые поддерживаются, или поддерживаются упомянутыми стержнями (36). Способ при этом может содержать соответствующие этапы.
Абсорбирующие изделия
Устройство (1) и способ в соответствии с настоящим изобретением могут использоваться для изготовления абсорбирующих конструктивных элементов или абсорбирующих сердцевин (содержащих такие абсорбирующие конструктивные элементы в сочетании с дополнительным материалом, как было описано выше), подходящие для использования в абсорбирующих изделиях.
Абсорбирующие изделия могут включать подгузники, включая однократно и многократно застегиваемые подгузники и подгузники-трусы, подгузники для взрослых, страдающих недержанием мочи (и прокладки для них), изделия женской гигиены (гигиенические прокладки, прокладки на каждый день), прокладки для молочных желез, салфетки для ухода за телом, детские нагрудники, перевязочные материалы для ран и прочие изделия. В дополнение к абсорбирующему конструктивному элементу или абсорбирующей сердцевине в соответствии с настоящим изобретением, изготавливаемым способом и с помощью устройства (1), абсорбирующее изделие может содержать верхний лист и тыльный лист, а также одну или более боковых планок или манжет. Верхний лист, манжеты или боковые планки могут содержать состав для ухода за кожей, например, лосьон или порошок, известные в данной области техники, примеры которых описаны в патентах США 5607760; 5609587; 5635191; 5643588.
Предпочтительные абсорбирующие изделия в соответствии с настоящим изобретением содержат верхний лист, обращенный к носящему при его использовании, например нетканый лист, и/или перфорированный лист, например, изготовленный из перфорированной формованной пленки, как известно сведущим в данной области техники, и тыльный лист.
Тыльный лист может быть непроницаемым для жидкости, как известно сведущим в данной области техники. В предпочтительных воплощениях непроницаемый для жидкости тыльный лист содержит тонкую пленку из пластической массы, например, термопластическую пленку, имеющую толщину от примерно 0,01 мм до примерно 0,05 мм. Подходящие материалы тыльного листа, как правило, содержат «дышащий» материал, который обеспечивает выход воздуха из подгузника, но предотвращает прохождение через тыльный лист текучих выделений организма. Подходящие пленки для изготовления тыльного листа включают пленки Х15306, Х10962 и Х10964 производства Tredegarlndustrieslnc. (Тер-От, штат Индиана, США).
Тыльный лист, или любые его участки, могут быть упруго растяжимыми в одном или более направлениях. Тыльный лист может быть прикреплен или присоединен к верхнему листу, абсорбирующему конструктивному элементу (абсорбирующей сердцевине), или любому другому элементу подгузника, любыми способами крепления, известными в данной области техники.
Подгузники в соответствии с настоящим изобретением могут содержать манжеты для ног и/или барьерные манжеты. Боковые планки и/или ножные манжеты и/или барьерные манжеты расположены парами напротив друг друга вдоль продольных краев абсорбирующего конструктивного элемента или абсорбирующей сердцевины, являясь протяженными в продольном направлении вдоль упомянутых абсорбирующего конструктивного элемента или абсорбирующей сердцевины, и как правило, являются зеркальным отображением друг друга относительно продольной оси изделия (которая может совпадать с направлением движения в машине). Если имеются одновременно ножные манжеты и барьерные манжеты, то ножные манжеты обычно расположены снаружи по отношению к барьерным манжетам. Ножные манжеты могут быть протяженными в продольном направлении по меньшей мере на 70% длины изделия. Манжеты могут иметь незакрепленный продольный край, выходящий из плоскости X-Y (образованной продольным и поперечным направлениями изделия), то есть протяженный в направлении Z. Боковые планки или манжеты в одной паре могут быть зеркальным отображением друг друга относительно продольной оси изделия. Манжеты могут содержать эластичный материал.
Подгузник в соответствии с настоящим изобретением может содержать поясную ленту, например, переднюю поясную ленту и заднюю поясную ленту, которые могут содержать эластичный материал.
Подгузник может содержать боковые панели (так называемые «ушки»). Подгузник может содержать средства крепления для скрепления передней и задней частей изделия друг с другом, например для скрепления друг с другом передней и задней поясных лент. Предпочтительные системы крепления содержат лепестки и зоны крепления, при этом лепестки обычно прикреплены к задней области подгузника, а зоны крепления являются частью передней области подгузника
Абсорбирующее изделие может также включать подслой, расположенный между верхним листом и абсорбирующим конструктивным элементом или абсорбирующей сердцевиной, который может принимать, распределять и/или иммобилизировать текучие выделения организма. Подходящие подслои включают принимающие слои, буферные слои, гасящие притоки больших объемов текучих выделений организма, и/или слои для хранения фекалий, известные сведущим в данной области техники. Подходящие материалы, которые могут использоваться в подслоях, могут включать пены с большими открытыми ячейками, пены из частиц больших размеров, пены с открытыми или закрытыми ячейками (макро- или микропористые пены), нетканые материалы повышенной воздушности, полиолефиновые, полистирольные, полиуретановые пены или частицы, структуры, содержащие множество вертикально ориентированных, предпочтительно петлеобразных, нитей или волокон, или, предпочтительно перфорированные, формованные пленки. В контексте настоящего описания термин «микропористые» означает материалы, способные переносить текучие среды за счет капиллярных сил, но содержащие поры средним размером более 50 мкм. Термин «макропористые» означает материалы, размер пор в которых слишком велик, чтобы был возможен капиллярный перенос текучих сред, и обычно составляющий более чем (в среднем) 0,5 мм в диаметре, как правило, более чем (в среднем) 1,0 мм в диаметре, но менее чем 10 мм или даже менее чем 6 мм (в среднем).
Все патенты и патентные заявки (включая патенты, выданные по упомянутым заявкам), держателем которых является Procter&GambleCompany, на которые делаются ссылки в настоящей заявке, включены в настоящую заявку посредством ссылки в тех их частях, которые имеют отношение к настоящей заявке.
Размеры и их значения, содержащиеся в данном документе, не следует рассматривать как строго ограниченные в точности приведенными значениями. Напротив, если не оговорено особо, под приведенным значением понимается данное значение в точности и все значения, находящиеся в функционально эквивалентной его окрестности. Так, например, значение, обозначенное как 40 мм, следует рассматривать как «примерно 40 мм».
Все документы, цитируемые в подробном описании настоящего изобретения в части, относящейся к настоящему изобретению, упоминаются только для ссылки. Цитирование какого-либо документа не должно рассматриваться как признание того, что цитируемый документ должен быть включен в уровень техники по отношению к настоящему изобретению. Если какое-либо значение или определение понятия в настоящем документе не совпадает со значением или определением данного понятия в документе, на который дается ссылка, следует руководствоваться значением или определением данного понятия, содержащимся в настоящем документе.
Несмотря на то, что в данном документе иллюстрируются и описываются конкретные воплощения настоящего изобретения, сведущим в данной области техники будет очевидно, что возможно внесение прочих изменений и модификаций, не нарушающих идею и назначение изобретения. С этой целью имелось в виду в прилагаемой формуле изобретения представить все возможные подобные изменения и модификации в объеме настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АБСОРБИРУЮЩИХ КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ, СОДЕРЖАЩИХ АБСОРБИРУЮЩИЙ МАТЕРИАЛ | 2012 |
|
RU2564621C2 |
| АБСОРБИРУЮЩИЙ КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ ДЛЯ АБСОРБИРУЮЩИХ ИЗДЕЛИЙ | 2012 |
|
RU2575757C2 |
| АБСОРБИРУЮЩИЙ КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ ДЛЯ АБСОРБИРУЮЩИХ ИЗДЕЛИЙ | 2012 |
|
RU2574975C2 |
| Абсорбирующий конструктивный элемент для абсорбирующих изделий | 2012 |
|
RU2657973C1 |
| Абсорбирующие изделия с каналами и знаками | 2013 |
|
RU2635070C2 |
| Абсорбирующие изделия с каналами и индицирующими элементами | 2014 |
|
RU2636366C2 |
| АБСОРБИРУЮЩАЯ СЕРДЦЕВИНА ДЛЯ ОДНОРАЗОВОГО АБСОРБИРУЮЩЕГО ИЗДЕЛИЯ | 2012 |
|
RU2582011C2 |
| ОДНОРАЗОВЫЕ ПОДГУЗНИКИ | 2017 |
|
RU2671283C1 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ СО СТЯГИВАЮЩЕЙСЯ ПОЯСНОЙ ТЕСЕМКОЙ | 2012 |
|
RU2572174C2 |
| ОДНОРАЗОВЫЕ ПОДГУЗНИКИ | 2012 |
|
RU2568565C2 |
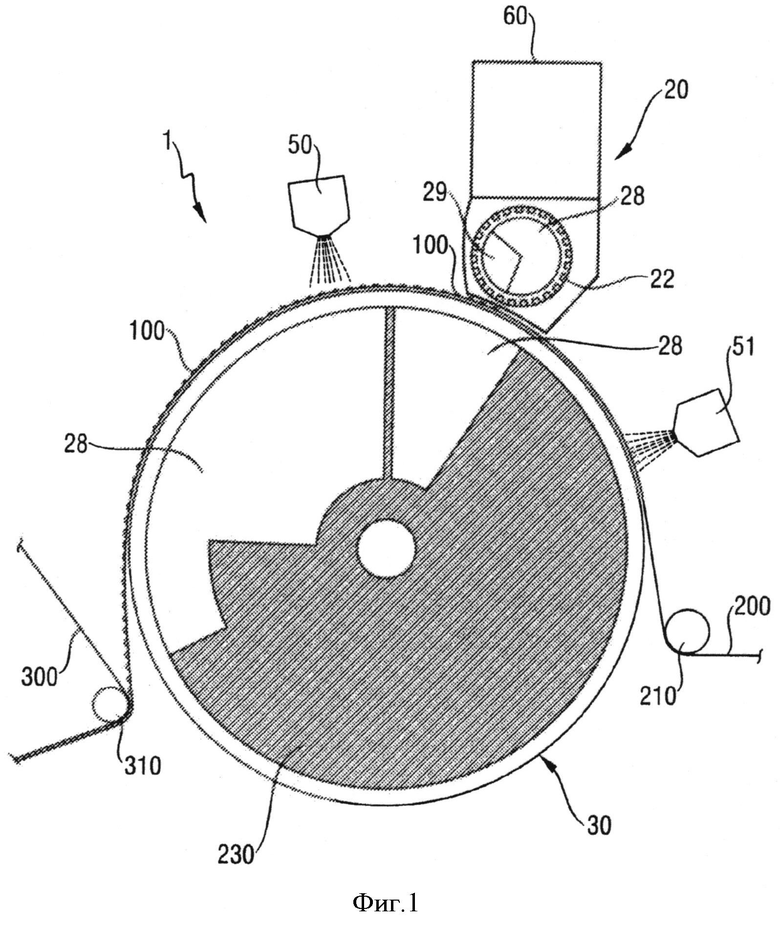
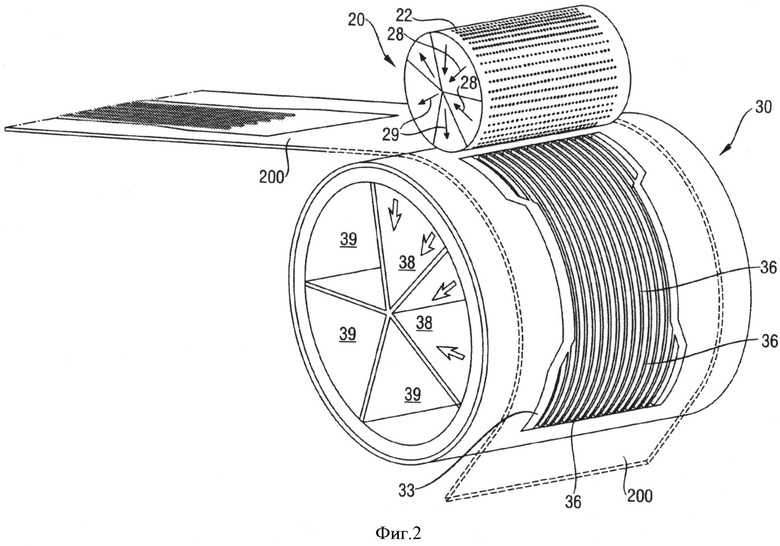
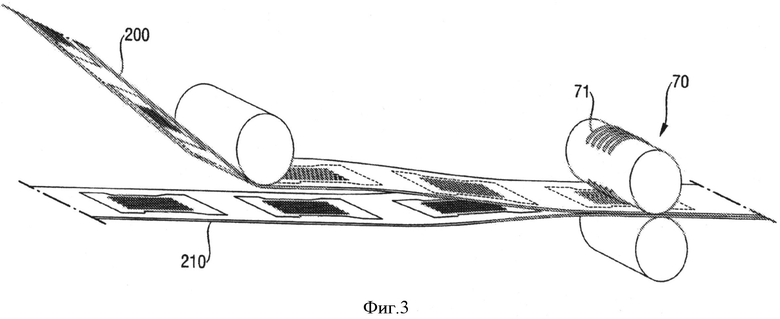
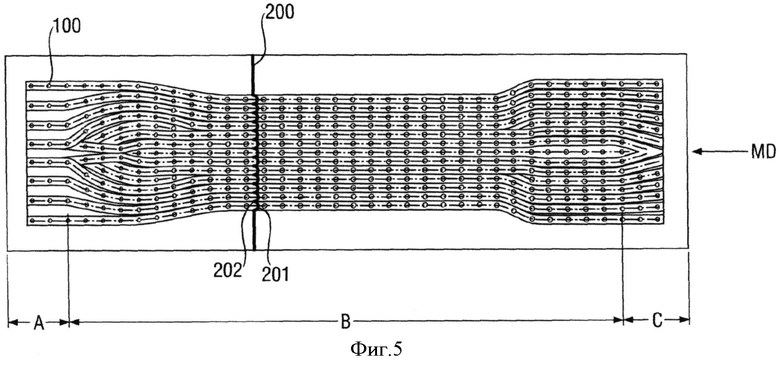
Изобретение относится к гигиеническим абсорбирующим изделиям. В абсорбирующем слое изделия имеются полосы, протяженные в сущности в продольном направлении и не содержащие абсорбирующего материала (100). Способ и устройство предусматривают использование движущейся бесконечной поверхности (30) с гнездовыми элементами (33), содержащими протяженные в продольном направлении стержни (36). Изобретение позволяет уменьшить вероятность утечек и повысить абсорбирующие характеристики гигиенических изделий. 2 н. и 17 з.п. ф-лы, 5 ил.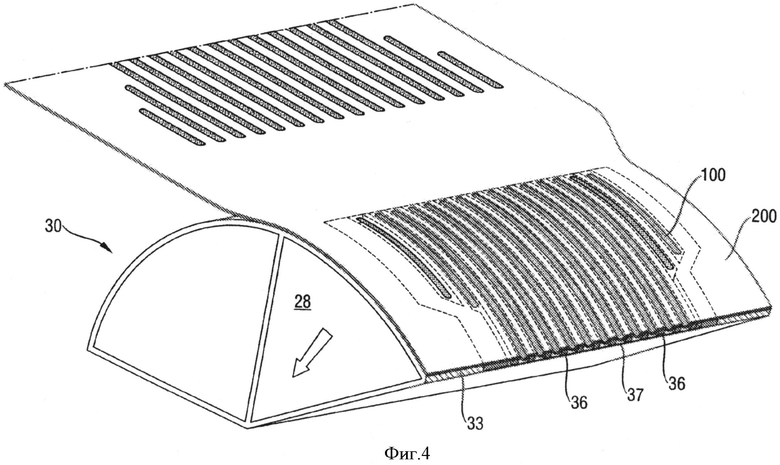
1. Способ изготовления абсорбирующего конструктивного элемента, содержащего абсорбирующий слой, содержащий протяженные в продольном направлении полосы, в сущности не содержащие абсорбирующего материала, при этом упомянутый абсорбирующий слой поддерживается на поддерживающем листе, при этом способ содержит этапы:
обеспечения фидера с абсорбирующим материалом, а также в непосредственной близости к нему:
обеспечения движущейся бесконечной поверхности, движущейся в направлении движения в машине (MD), имеющей наружную оболочку с одним или более формирующими гнездовыми элементами, имеющими поперечное направление и среднюю ширину и размер в поперечном направлении, и продольное направление и среднюю длину и размер в продольном направлении; при этом упомянутая средняя длина больше, чем упомянутая средняя ширина; при этом упомянутые гнездовые элементы содержат множество стержней, протяженных в продольном направлении, пространственно разнесенных друг от друга в поперечном направлении, при этом каждый стержень имеет максимальный размер по ширине в поперечном направлении, составляющий по меньшей мере 0,3 мм, и каждый из упомянутых стержней содержит верхнюю часть и расположенную напротив нее нижнюю часть; при этом упомянутая нижняя часть предпочтительно расположена в непосредственной близости к внутренней сетке, и минимальное расстояние в поперечном направлении между соседними стержнями составляет по меньшей мере 1 мм, и каждый из упомянутых стержней имеет среднюю высоту как размер в направлении, перпендикулярном поперечному направлению и продольному направлению, составляющий по меньшей мере 1 мм;
при этом упомянутая движущаяся бесконечная поверхность соединена с одной или более вакуумными системами, оказывающими присасывающее действие на упомянутые гнездовые элементы;
обеспечения средства транспортировки поддерживающего листа;
транспортировки упомянутого поддерживающего листа к упомянутой наружной оболочке, на упомянутые верхние части упомянутых стержней;
протяжки упомянутого поддерживающего листа частично между соседними стержнями за счет упомянутого присасывающего действия вакуума для формирования волнообразных впадин в упомянутом поддерживающем листе между упомянутыми стержнями и формирования в нем гребней на упомянутой верхней части упомянутых стержней;
нанесения с помощью упомянутого фидера упомянутого абсорбирующего материала на упомянутый поддерживающий лист, расположенный на упомянутых формирующих гнездовых элементах;
затягивания упомянутого абсорбирующего материала за счет присасывающего действия вакуума на поддерживающий лист, расположенный между соседними стержнями, с формированием абсорбирующих полос, опционально в упомянутые волнообразные впадины;
снятия упомянутого поддерживающего листа и упомянутого абсорбирующего материала с упомянутой движущейся бесконечной поверхности).
2. Способ по п. 1, отличающийся тем, что на этапе затягивания упомянутого абсорбирующего материала за счет присасывающего действия вакуума на поддерживающий лист, расположенный между соседними стержнями, с формированием абсорбирующих полос упомянутый абсорбирующий слой содержит абсорбирующий материал, сформированный в виде протяженных в сущности в продольном направлении полос на упомянутом поддерживающем листе.
3. Способ по п. 1, отличающийся тем, что упомянутый гнездовой элемент имеет зону переднего края и зону заднего края, каждая из которых является протяженной на расстояние, соответствующее размеру упомянутого гнездового элемента в поперечном направлении, и при этом упомянутые зона переднего края и/или зона заднего края не содержат упомянутых стержней, и при этом одна или обе части абсорбирующего слоя, соответствующие одной или обеим упомянутым зонам, не имеют упомянутых полос, в сущности не содержащих абсорбирующего материала.
4. Способ по п. 1, отличающийся тем, что упомянутые один или более гнездовых элементов имеют первую среднюю ширину, а упомянутый поддерживающий лист, расположенный на упомянутом гнездовом элементе, имеет вторую среднюю ширину, и отношение первой средней ширины к второй средней ширине составляет по меньшей мере 1:1,2.
5. Способ по п. 1, отличающийся тем, что дополнительно содержит этап обеспечения первого блока нанесения адгезива, и нанесения адгезива на упомянутый абсорбирующий конструктивный элемент до снятия его с упомянутой движущейся бесконечной поверхности.
6. Способ по п. 1, отличающийся тем, что дополнительно содержит этап обеспечения второго блока нанесения адгезива и нанесения адгезива на упомянутый поддерживающий лист до нанесения на него упомянутого абсорбирующего материала,
7. Способ по п. 1, отличающийся тем, что упомянутые этапы способа повторяют для формирования второго абсорбирующего конструктивного элемента, и при этом способ содержит последующий этап соединения упомянутого первого абсорбирующего конструктивного элемента и упомянутого второго абсорбирующего конструктивного элемента друг с другом с возможностью расположения упомянутых абсорбирующих слоев обоих абсорбирующих конструктивных элементов между упомянутым поддерживающим листом первого абсорбирующего конструктивного элемента и поддерживающим листом второго абсорбирующего конструктивного элемента.
8. Способ по п. 1, отличающийся тем, что упомянутый поддерживающий лист является листом из нетканого материала, и упомянутый абсорбирующий материал содержит суперабсорбирующий полимерный материал в форме частиц.
9. Способ по п. 1, отличающийся тем, что упомянутые стержни имеют максимальную ширину, составляющую по меньшей мере 2 мм, и минимальное расстояние в поперечном направлении между соседними стержнями составляет по меньшей мере 3 мм.
10. Способ по п. 1, отличающийся тем, что дополнительно содержит этап обеспечения расположенного после упомянутой движущейся бесконечной поверхности в направлении движения в машине блока для покрытия упомянутого абсорбирующего слоя дополнительным материалом, выбранного из: блока для сложения упомянутого поддерживающего листа и его укладки поверх упомянутого абсорбирующего слоя; блока для наложения дополнительного поддерживающего листа на упомянутый абсорбирующий слой; блока для наложения дополнительного слоистого материала, такого как принимающий материал, на упомянутый абсорбирующий слой; блока для соединения упомянутого абсорбирующего конструктивного элемента с дополнительным абсорбирующим конструктивным элементом.
11. Способ по п. 1, отличающийся тем, что дополнительно содержит этап обеспечения прижимного валика с прижимным рельефом, соответствующим расположению упомянутых стержней, и сопряжения упомянутого прижимного рельефа на прижимном валике с упомянутым абсорбирующим конструктивным элементом путем приведения его в контакт с упомянутым поддерживающим листом и/или с упомянутым дополнительным материалом, при этом давление прилагается к упомянутым полосам поддерживающего листа или дополнительного материала, не содержащим абсорбирующего материала.
12. Способ по п. 1, отличающийся тем, что фидер является дополнительной движущейся бесконечной поверхностью с одним или более резервуарами, имеющими среднюю ширину и поперечное направление и имеющими среднюю длину и продольное направление, при этом средняя длина превышает среднюю ширину, и незаполненный объем, и при этом упомянутый способ дополнительно содержит этапы приема абсорбирующего материала упомянутой дополнительной движущейся бесконечной поверхностью, удержания упомянутого абсорбирующего материала в упомянутых одном или более резервуарах и переноса упомянутого абсорбирующего материала на упомянутую движущуюся бесконечную поверхность; при этом упомянутый резервуар дополнительной движущейся бесконечной поверхности сформирован из множества канавок и/или множества рядов полостей, при этом каждая из канавок или каждый из рядов являются протяженными в сущности в продольном направлении, и упомянутые канавки и/или ряды отделены друг от друга приподнятыми полосами, при этом способ дополнительно содержит этап совмещения упомянутых приподнятых полос и упомянутый стержней во время переноса упомянутого абсорбирующего материала на упомянутую движущуюся бесконечную поверхность.
13. Устройство для изготовления абсорбирующего конструктивного элемента, содержащего абсорбирующий слой, содержащий протяженные в сущности в продольном направлении полосы, в сущности не содержащие абсорбирующего материала, при этом упомянутый слой поддерживается поддерживающим листом, при этом упомянутое устройство содержит: фидер для подачи абсорбирующего материала на движущуюся бесконечную поверхность, примыкающую к нему и расположенную в непосредственной близости к ней;
средство транспортировки для транспортировки поддерживающего листа на упомянутую движущуюся бесконечную поверхность; и
упомянутую движущуюся бесконечную поверхность, движущуюся в направлении движения в машине (MD) и содержащую наружную оболочку с одним или более формирующими гнездовыми элементами, имеющими поперечное направление и среднюю ширину и размер в поперечном направлении, продольное направление и среднюю длину и размер в продольном направлении, при этом упомянутая средняя длина превышает упомянутую среднюю ширину; при этом упомянутые один или более гнездовых элементов содержат множество протяженных в продольном направлении стержней, при этом каждый стержень имеет максимальный размер ширины в поперечном направлении, составляющий по меньшей мере 0,3 мм, при этом каждый из упомянутых стержней имеет верхнюю часть в виде поверхности и расположенную напротив нее нижнюю часть в виде поверхности, при этом упомянутая нижняя часть расположена в непосредственной близости к внутренней сетке, и минимальное расстояние в поперечном направлении между соседними стержнями составляет по меньшей мере 1 мм, и упомянутые стержни имеют среднюю высоту как средний размер в направлении, перпендикулярном поперечному и продольному направлениям, составляющую по меньшей мере 1 мм, и упомянутая движущаяся бесконечная поверхность содержит вакуумную систему, оказывающую присасывающее действие на упомянутые гнездовые элементы; и
при этом фидер является дополнительной движущейся бесконечной поверхностью с одним или более резервуарами, имеющими поперечное направление и среднюю ширину и размер в поперечном направлении, продольное направление и среднюю длину и размер в продольном направлении, при этом упомянутая средняя длина превышает упомянутую среднюю ширину, и незаполненный объем, и предназначенными для приема и удержания упомянутого абсорбирующего материала и переноса упомянутого абсорбирующего материала на упомянутую движущуюся бесконечную поверхность, и при этом дополнительная движущаяся бесконечная поверхность соединена с вакуумной системой, оказывающей присасывающее действие на упомянутые один или более резервуары.
14. Устройство по п. 13, отличающееся тем, что упомянутый резервуар дополнительной движущейся бесконечной поверхности сформирован из множества канавок и/или множества рядов полостей, при этом каждая из канавок или каждый из рядов являются протяженными в сущности в продольном направлении, и упомянутые канавки и/или ряды отделены друг от друга приподнятыми полосами, и при этом поверхности упомянутых полос и упомянутые стержни в сущности совмещаются друг с другом во время переноса абсорбирующего материала.
15. Устройство по п. 13, отличающееся тем, что упомянутый гнездовой элемент имеет зону А переднего края, зону С заднего края и расположенную между ними центральную зону В, каждая из которых является протяженной по всей ширине гнездового элемента, и при этом упомянутая центральная зона В содержит упомянутые стержни, а зона переднего края и/или зона заднего края не содержат упомянутых стержней.
16. Устройство по п. 15, отличающееся тем, что упомянутый гнездовой элемент в упомянутых одной или более областях или зонах, не содержащих упомянутых стержней, обеспечивает более сильное трение, чем упомянутые стержни в центральной зоне В.
17. Устройство по п. 13, отличающееся тем, что дополнительно содержит второй блок нанесения адгезива, расположенный до упомянутой движущейся бесконечной поверхности в направлении движения в машине, и/или первый блок нанесения адгезива, расположенный после точки схождения в направлении движения в машине.
18. Устройство по п. 13, отличающееся тем, что дополнительно содержит расположенный после упомянутой движущейся бесконечной поверхности в направлении движения в машине блок для покрытия упомянутого абсорбирующего слоя дополнительным материалом, выбранный из блока для сложения упомянутого поддерживающего листа и его укладки поверх упомянутого абсорбирующего слоя, блока для наложения дополнительного поддерживающего листа, блока для наложения дополнительного слоистого материала, такого как принимающий материал; блока для соединения упомянутого абсорбирующего конструктивного элемента с дополнительным абсорбирующим конструктивным элементом.
19. Устройство по п. 13, отличающееся тем, что дополнительно содержит расположенный после упомянутой движущейся бесконечной поверхности прижимной валик с прижимным рельефом, соответствующим расположению упомянутых стержней
| US 2010051166 A1, 04.03.2010; | |||
| US 2010051166 A1, 04.03.2010; | |||
| Устройство для начальной установки | 1989 |
|
SU1621166A1 |
| ДВУХСЛОЙНАЯ СТРУКТУРА ДЛЯ АБСОРБИРУЮЩИХ ИЗДЕЛИЙ | 2003 |
|
RU2311159C2 |
| ГИГИЕНИЧЕСКАЯ АБСОРБИРУЮЩАЯ ПРОКЛАДКА | 2000 |
|
RU2257189C2 |

