Область техники
Настоящее изобретение относится к вентилируемому курительному изделию. В частности, помимо прочего изобретение относится к курительному изделию, вентилируемому через область тиснения в оберточной бумаге, которой обернут штранг (стержень) курительного материала.
Уровень техники
В настоящем описании термин "курительное изделие" включает курительные продукты, например сигареты, сигары и сигарильо на основе табака, производных табака, разрыхленного табака, порошкового табака и заменителей табака, а также продукты, нагреваемые без горения.
Не имеющая пор ободковая бумага обычной сигареты с фильтром часто имеет вентиляционные отверстия в ее части, перекрывающей фильтр. Отверстия позволяют в процессе курения засасывать воздух в фильтр, разбавляя дым, выходящий из мундштучного конца курительного изделия. Отверстия имеют относительно большой диаметр и обычно выполняются перфорированием ободковой бумаги и бумаги для обертки фильтра импульсным лазерным лучом, под которым проводится фильтр. В другом варианте используется предварительно перфорированная ободковая бумага, соединенная с пористой бумагой для обертки фильтра. Пример предварительно перфорированной ободковой бумаги и пористой бумаги для обертки фильтра представлен на фиг.1 и 2.
Как правило, сигарета с фильтром также имеет по существу однородную и пористую сигаретную бумагу, в которую завернут штранг курительного материала, например табака. Пористый характер сигаретной бумаги обеспечивает определенную степень газового обмена между курительным материалом и внешней стороной бумаги. Однако объем газового обмена сквозь сигаретную бумагу существенно уменьшается по мере того, как уменьшается в процессе курения длина штранга курительного материала, а значит, и площадь поверхности сигаретной бумаги. Поэтому с каждой затяжкой происходит существенное изменение в степени разбавления дыма, входящего в фильтр из штранга курительного материала. От первой до последней затяжки снижение разбавления может быть значительным.
Раскрытие изобретения
В настоящем изобретении предложено курительное изделие, содержащее штранг курительного изделия и оберточную бумагу, обернутую вокруг штранга курительного материала, при этом оберточная бумага имеет по меньшей мере одну область вентиляционного тиснения, перекрывающую (охватывающую) курительный материал.
Область вентиляционного тиснения может быть расположена в пределах четверти оберточной бумаги, ближайшей к мундштучному концу штранга.
Область вентиляционного тиснения может быть расположена в пределах трети оберточной бумаги, ближайшей к мундштучному концу штранга.
Область вентиляционного тиснения может быть расположена в пределах половины оберточной бумаги, ближайшей к мундштучному концу штранга.
Коэффициент диффузии газа в области вентиляционного тиснения может быть выше коэффициента диффузии газа в остальной части оберточной бумаги.
Коэффициент диффузии газа может представлять собой коэффициент диффузии двуокиси углерода (СО2).
Коэффициент диффузии газа в области вентиляционного тиснения может составлять по меньшей мере 0,80 см/с.
Коэффициент диффузии газа в области вентиляционного тиснения может быть по меньшей мере в три раза больше коэффициента диффузии остальной части оберточной бумаги.
Коэффициент диффузии газа в области вентиляционного тиснения может быть по меньшей мере в пять раз больше коэффициента диффузии остальной части оберточной бумаги.
Коэффициент диффузии газа в области вентиляционного тиснения может быть по меньшей мере в восемь раз больше коэффициента диффузии остальной части оберточной бумаги.
Коэффициент диффузии газа в области вентиляционного тиснения может быть по меньшей мере в десять раз больше коэффициента диффузии остальной части оберточной бумаги.
Проницаемость области вентиляционного тиснения может быть выше проницаемости остальной части оберточной бумаги.
Проницаемость области вентиляционного тиснения может составлять от 30 до 75 CU (единиц Кореста - от англ. Coresta units).
Проницаемость области вентиляционного тиснения может составлять от 50 до 100 CU.
Проницаемость области вентиляционного тиснения может составлять от 100 до 200 CU.
Проницаемость остальной части оберточной бумаги может составлять от 1 до 20 CU.
Проницаемость остальной части оберточной бумаги может составлять от 20 до 30 CU.
Проницаемость остальной части оберточной бумаги может составлять от 30 до 45 CU.
Проницаемость остальной части оберточной бумаги может составлять от 30 до 60 CU.
Проницаемость области вентиляционного тиснения может составлять примерно 50 CU, а проницаемость остальной части оберточной бумаги может составлять примерно 10 CU.
Проницаемость области вентиляционного тиснения может составлять примерно 100 CU, а проницаемость остальной части оберточной бумаги может составлять примерно 25 CU.
Проницаемость области вентиляционного тиснения может составлять примерно 150 CU, а проницаемость остальной части оберточной бумаги может составлять примерно 50 CU.
Проницаемость области вентиляционного тиснения может быть по меньшей мере в полтора раза выше проницаемости остальной части оберточной бумаги.
Проницаемость области вентиляционного тиснения может быть по меньшей мере в два раза выше проницаемости остальной части оберточной бумаги.
Проницаемость области вентиляционного тиснения может быть по меньшей мере в три раза выше проницаемости остальной части оберточной бумаги.
Проницаемость области вентиляционного тиснения может быть по меньшей мере в пять раз выше проницаемости остальной части оберточной бумаги.
Область вентиляционного тиснения может составлять 60% или менее наружной поверхности оберточной бумаги.
Область вентиляционного тиснения может составлять 40% или менее наружной поверхности оберточной бумаги.
Область вентиляционного тиснения может составлять 30% или менее наружной поверхности оберточной бумаги.
Область вентиляционного тиснения может составлять 20% или менее наружной поверхности оберточной бумаги.
Область вентиляционного тиснения может составлять 10% или менее наружной поверхности оберточной бумаги.
Курительное изделие может содержать фильтр, прикрепленный к мундштучному концу штранга курительного материала.
Область вентиляционного тиснения может быть выполнена с возможностью вентиляции фильтра наружным газом, поступающим в штранг через область вентиляционного тиснения и всасываемым в фильтр.
Курительное изделие может содержать ободковую бумагу, не имеющую вентиляционных отверстий.
Оберточная бумага может представлять собой сигаретную бумагу.
В соответствии с изобретением также предложен способ формирования курительного изделия, при осуществлении которого выполняют тиснение вентиляционной области оберточной бумаги курительного изделия и обертывают оберточную бумагу вокруг штранга курительного материала так, что вентиляционная область перекрывает курительный материал.
В соответствии с изобретением также предложена установка для изготовления курительного изделия, выполненная с возможностью выполнения тиснения вентиляционной области в оберточной бумаге курительного изделия и обертывания оберточной бумаги вокруг штранга курительного материала так, что вентиляционная область перекрывает курительный материал.
Краткое описание чертежей
Ниже приводится описание вариантов выполнения изобретения со ссылками на приложенные чертежи, на которых:
на фиг.1 представлен вид сечения обычной сигареты с фильтром, содержащей штранг курительного материала, обернутый в однородную сигаретную бумагу, фильтрующую вставку и ободковую бумагу, имеющую отверстия, выполненные лазерной или механической перфорацией, перекрывающие фильтрующую вставку;
на фиг.2 представлена в перспективе обычная сигарета с фильтром, показанная на фиг.1;
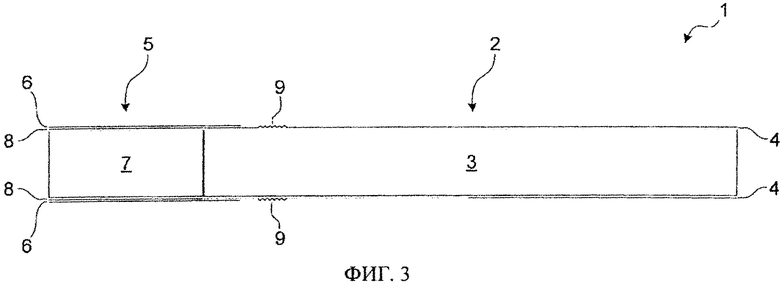
на фиг.3 представлен вид сечения сигареты, штранг курительного материала которой обернут в сигаретную бумагу, у которой область вентиляционного тиснения расположена вблизи мундштучного конца;
на фиг.4 представлена в перспективе сигарета, показанная на фиг.3;
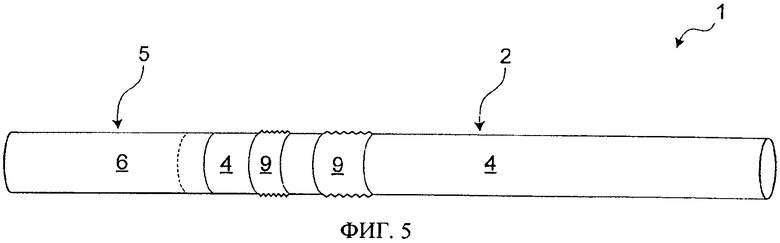
на фиг.5 представлена в перспективе сигарета, штранг курительного материала которой обернут в сигаретную бумагу, имеющую область вентиляционного тиснения снизу по потоку и область вентиляционного тиснения вверх по потоку, отделенную от области, расположенной вниз по потоку, областью бумаги без тиснения;
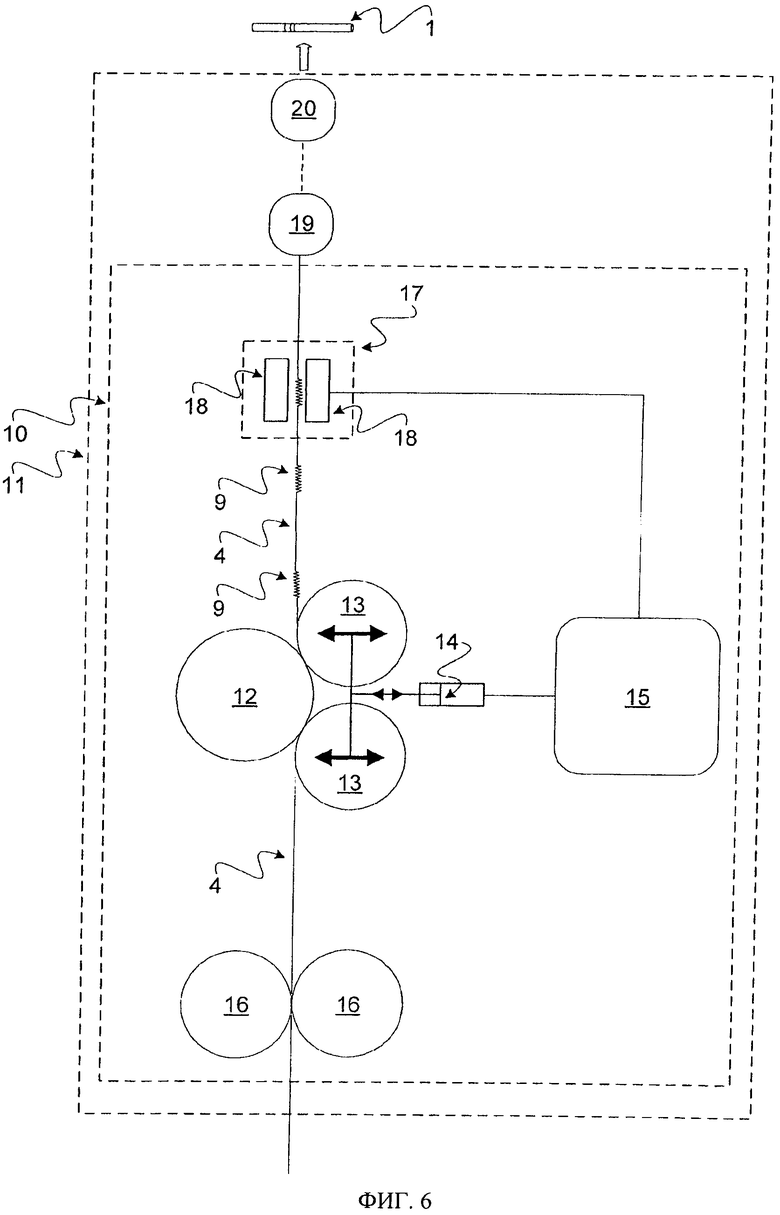
на фиг.6 схематически показан узел тиснения в установке для изготовления сигарет;
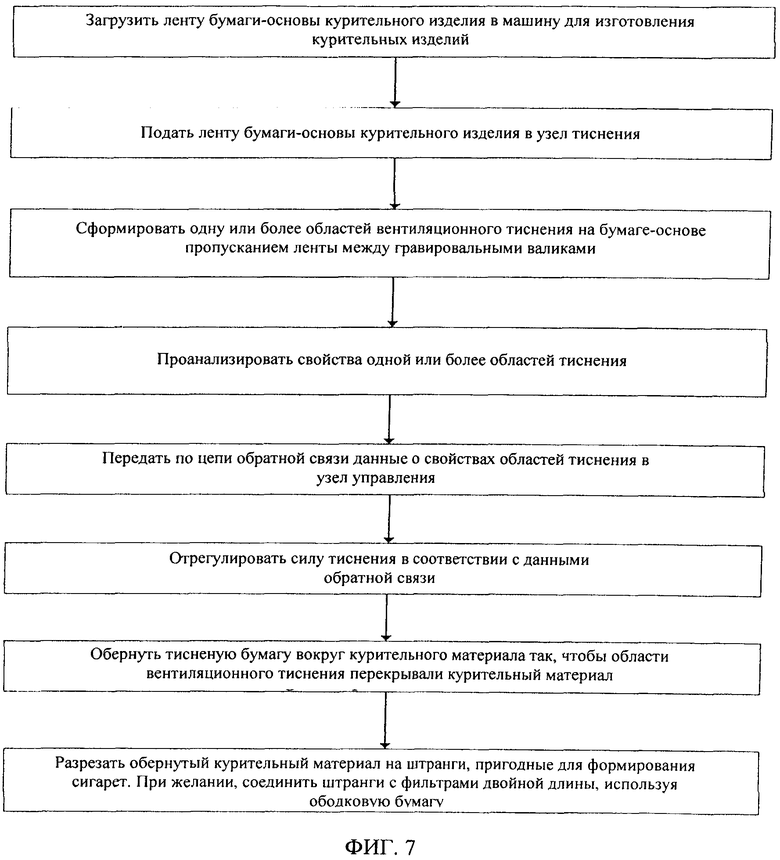
на фиг.7 представлена блок-схема способа формирования курительного изделия, имеющего область вентиляционного тиснения в оберточной бумаге, обернутой вокруг штранга курительного материала.
Подробное описание осуществления изобретения
На фиг.3 показана сигарета 1, имеющая штранг курительного материала 2. Штранг курительного материала 2 содержит в целом цилиндрический стержень 3 курительного материала, например табака, и оберточную бумагу 4, обернутую вокруг продольной поверхности стержня 3. Концы стержня 3 открыты. Табак может включать по меньшей мере табачный лист, или табачный стебель, или восстановленный табак.
Сигарета 1 также содержит фильтр 5 и ободковую бумагу 6, соединяющую фильтр 5 со штрангом курительного материала 2. Фильтр 5 содержит по существу цилиндрическую вставку фильтрующего материала 7, включающего волокна ацетата целлюлозы. По разрешению контролирующего органа вставка 7 может также содержать и другие материалы, например подходящие ароматизаторы. Может быть использована фильтрующая вставка 7 любого известного типа. Фильтр 5 также может содержать пористую бумагу 8 для обертки фильтра, обернутую вокруг продольной поверхности фильтрующей вставки 7. Бумага 8 для обертки может быть закреплена вокруг фильтрующей вставки 7 приклеиванием ее вдоль шва перекрывающего материала подходящим адгезивом.
На фиг.3 показано, что ободковая бумага 6 перекрывает фильтр 5 и штранг курительного материала 2, скрепляя вдоль оси фильтр 5 и штранг 2. Например, подходящий адгезивный материал может быть нанесен между внутренней поверхностью ободковой бумаги 6 и наружными поверхностями фильтра 5 и штранга 2 для прикрепления ободковой бумаги 6. Ободковая бумага 6 может по существу не иметь пор. Однако при желании в ободковой бумаге 6, перекрывающейся с фильтрующим стержнем 7, например в круговом кольце, могут быть выполнены одно или более обычных вентиляционных отверстий посредством лазера или путем предварительного перфорирования бумаги 6. В альтернативном варианте, как показано ниже, обычные вентиляционные отверстия могут не делаться.
Торцевые поверхности штранга 2 и фильтра 5 могут упираться друг в друга, как показано на фиг.3. Это место также показано на фиг.4 пунктирной линией.
Оберточная бумага 4 вокруг стержня 3 из курительного материала содержит бумагу-основу и рассмотрена ниже в связи с сигаретной бумагой. Как показано на фиг.3 и 4, оберточная бумага 4 содержит область вентиляционного тиснения 9, которое, при определенном перепаде давления обеспечивает более высокий расход газового обмена между стержнем 3 курительного материала и наружной поверхностью штранга 2, по сравнению с расходом газового обмена через эквивалентную площадь остальной части оберточной бумаги 4. Таким образом, вентиляция курительного материала 2 осуществляется областью тиснения 9 в оберточной бумаге 4.
Вентиляционное тиснение 9 образует зону диффузии, сквозь которую молекулы газа вдыхаемого курильщиком дыма могут диффундировать из сигареты 1. Диффузия газообразных компонентов дыма из штранга 2 вызывает сокращение количества газообразных компонентов дыма, входящих в фильтр 5 при затяжке. Примером таких газообразных компонентов могут служить двуокись углерода и оксид азота.
Аналогично вентиляционное тиснение 9 образует зону диффузии, сквозь которую газовые молекулы, например молекулы кислорода, могут диффундировать в штранг 2 курительного материала из воздуха, окружающего сигарету 1. Наружный воздух, диффундирующий в стержень 3 курительного материала, смешивается с вдыхаемым курильщиком дымом и во время затяжки всасывается в фильтр 5 с этим вдыхаемым дымом. При этом вдыхаемый курильщиком дым разбавляется перед тем, как попасть в фильтр 5.
Проницаемость оберточной бумаги 4 в области вентиляционного тиснения 9 превышает проницаемость остальной части оберточной бумаги 4. Кроме того, коэффициент диффузии газа оберточной бумаги 4 в области вентиляционного тиснения 9 больше коэффициента диффузии остальной части оберточной бумаги 4. Остальная часть оберточной бумаги 4 может быть по существу однородной и не иметь тиснения, как показано на фиг.3 и 4.
Например, оберточная бумага 4 может содержать область вентиляционного тиснения 9, имеющего проницаемость от 45 до 55 CU, например примерно 50 CU. Остальная часть оберточной бумаги 4 может иметь проницаемость от 5 до 15 CU, например примерно 10 CU. В альтернативном варианте область вентиляционного тиснения 9 может иметь проницаемость от 95 до 105 CU, например примерно 100 CU, в то время как остальная часть оберточной бумаги 4 имеет проницаемость от 20 до 30 CU, например примерно 25 CU. Вообще говоря, проницаемость области вентиляционного тиснения 9 может иметь любое значение, примерно от 30 до 200 CU. Например, любое значение от 40 до 150 CU, от 50 до 120 CU или от 70 до 100 CU.
Проницаемость области вентиляционного тиснения 9 может быть по меньшей мере вдвое больше проницаемости оберточной бумаги 4. Например, проницаемость вентиляционного тиснения 9 может быть примерно в три, четыре, пять, шесть, семь, восемь, девять или десять раз больше проницаемости остальной части оберточной бумаги 4. Проницаемость области вентиляционного тиснения 9 также может менее чем вдвое превышать проницаемость остальной части оберточной бумаги 4.
При желании область вентиляционного тиснения 9 может быть распределена по двум или более отдельным областям оберточной бумаги 4, разделенным областями оберточной бумаги 4 без тиснения. Проницаемость и (или) коэффициент диффузии газа, и (или) размер каждой из областей вентиляционного тиснения 9 могут быть различными. Например, как показано на фиг.5, оберточная бумага 4 может иметь первую область вентиляционного тиснения 9 с проницаемостью от 95 до 105 CU, например примерно 100 CU, и вторую область вентиляционного тиснения 9 с проницаемостью от 70 до 80 CU, например примерно 75 CU. Области вентиляционного тиснения 9 отделены друг от друга областями оберточной бумаги 4, не имеющими тиснения. Первая область тиснения 9 может быть ближе к мундштучному/фильтрующему концу штранга 2, чем вторая область тиснения 9. Например, как показано на фиг.5, если двигаться от мундштучного/фильтрующего конца вдоль штранга 2, оберточная бумага может иметь первую область оберточной бумаги 4 без тиснения, первую (вниз по потоку) область вентиляционного тиснения 9, вторую область оберточной бумаги 4 без тиснения, вторую (вверх по потоку) область вентиляционного тиснения 9 и третью область оберточной бумаги 4 без тиснения. При желании первая область оберточной бумаги 4 без тиснения может быть исключена, и в результате первая область вентиляционного тиснения 9 будет располагаться непосредственно рядом с ободковой бумагой 6.
Коэффициент диффузии СО2 оберточной бумаги 4 в области вентиляционного тиснения 9 может иметь любую величину в интервале примерно от 0,60 до 3,00 см/с, например, по меньшей мере 0,80 см/с или от 1,00 до 2,00 см/с при измерении коэффициента диффузии бумаги измерителем компании SODIM. Собственный коэффициент диффузии СО2 остальной части оберточной бумаги 4 может иметь любую величину менее 2,5 см/с, например любую величину от 0,20 до 1,80 см/с, при измерении коэффициента диффузии бумаги измерителем компании SODIM. Различие между собственным коэффициентом диффузии СО2 оберточной бумаги 4 и коэффициентом диффузии СО2 в области вентиляционного тиснения 9 характерно для различий в коэффициенте диффузии для газов вообще. Например, оно характерно для различий в коэффициенте диффузии СО, О2, NO и других легких летучих соединений. Коэффициент диффузии СО2 в области вентиляционного тиснения 9 может быть по меньшей мере вдвое больше коэффициента диффузии СО2 остальной части оберточной бумаги 4. Например, коэффициент диффузии СО2 области вентиляционного тиснения 9 может быть примерно в три, четыре, пять, шесть, семь, восемь, девять или десять раз больше коэффициента диффузии СО2 остальной части оберточной бумаги 4. В альтернативном варианте коэффициент диффузии СО2 области вентиляционного тиснения 9 может менее чем вдвое превышать коэффициент диффузии СО2 остальной части оберточной бумаги 4.
Вентиляционное тиснение 9 может располагаться в пределах половины оберточной бумаги 4 вблизи ободковой бумаги 6 (на мундштучном/фильтрующем конце штранга 2). Предпочтительно вентиляционное тиснение 9 располагается вблизи мундштучного/фильтрующего конца штранга 2, например в пределах одной третьей, четвертой, пятой, шестой, седьмой, восьмой, девятой или десятой части оберточной бумаги 4, ближайшей к ободковой бумаге 6.
Область вентиляционного тиснения 9 может находиться в любом месте оберточной бумаги 4, занимая участок от 5 до 60% ее длины, например от 5 до 40%, в зависимости от требуемого уровня разбавления вдыхаемого курильщиком дыма и (или) снижения количества газовых компонентов дыма. Также могут быть приняты и другие процентные соотношения. Предпочтительно область 9 содержит один или более круговых пояска, как это показано на фиг.4 и 5. Область 9 может иметь любую подходящую форму. В варианте выполнения для увеличения прочности соединения штранга 2 и фильтра 5 область вентиляционного тиснения 9 не проходит под ободковую бумагу 6.
Существенное различие проницаемости и коэффициента диффузии газа между областью вентиляционного тиснения 9 и остальной частью оберточной бумаги 4 означает, что значительная часть свежего воздуха, входящего в стержень 3 курительного материала через оберточную бумагу 4, проходит через вентиляционное тиснение 9. Аналогично значительная часть газа, диффундирующего из штранга 2 сквозь оберточную бумагу 4, проходит через вентиляционное тиснение 9. Проницаемость остальной части оберточной бумаги 4 может быть ниже, чем у обычных однородных оберточных бумаг, для увеличения процентной степени разбавления, происходящего в вентиляционной области 9.
В результате разбавление дыма и снижение количества газовых компонентов дыма остается по существу постоянным, пока горящий конец штранга 2 не достигнет вентиляционного тиснения 9. Это связано с тем, что поскольку большая часть разбавления дыма и снижения количества газовых компонентов дыма происходит за счет области вентиляционного тиснения 9, горение остальной части оберточной бумаги 4 слабо влияет на общее разбавление дыма и снижение количества газовых компонентов дыма.
Если вентиляционное тиснение 9 расположено близко к концу штранга 2 рядом с ободковой бумагой 6, как это показано, например, на фиг.3-5, разбавление дыма и диффузия газовых компонентов дыма могут оставаться по существу постоянными до последней затяжки (-ек). Поэтому изменение от затяжки к затяжке степени разбавления дыма и количества газовых компонентов дыма происходит значительно слабее, чем при использовании обычной, по существу однородной оберточной бумаги, аналогичной той, что показана на фиг.1 и 2. Таким образом, оберточная бумага 4 обеспечивает курильщику постоянство ощущений от курения.
Как было упомянуто выше, газовые молекулы воздуха, входящие через вентиляционное тиснение 9 в стержень 3 курительного материала, существенно разбавляют дым непосредственно в потоке на входе фильтра. Газовые молекулы воздуха при затяжке всасываются в фильтрующую вставку 7 вместе с оставшимися компонентами дыма. Результатом действия вентиляционного тиснения 9 является вентиляция фильтра 5, а это значит, что степень вентиляции фильтра 5 обычными средствами (например, через отверстия, выполненные лазерной или механической перфорацией в ободковой бумаге 6) может быть уменьшена (для достижения эквивалентного уровня вентиляции фильтра). При желании обычные средства вентиляции могут не использоваться. Коэффициент диффузии газа вентиляционного тиснения 9 значительно выше, чем у обычной перфорированной ободковой бумаги описанного выше типа. Фактически формирование вентиляционных отверстий в оберточной бумаге лазером или предварительной перфорацией, как это обычно делается в ободковой бумаге для вентиляции фильтров в обычных сигаретах, не оказывает существенного влияния на коэффициент диффузии газа оберточной бумаги.
Сигарета 1 может иметь любые подходящие размеры. Например, длина штранга курительного материала 2 может составлять примерно 61 мм при длине окружности примерно 24,6 мм или 17,0 мм. Длина фильтра 5 может составлять примерно 22 мм, а длина его окружности может быть по существу равна длине окружности штранга 2. Длина листа лежащей сверху ободковой бумаги 6 может составлять приблизительно 26 мм. Плотность стержня 3 курительного материала может составлять примерно 240 мг/см3.
Тиснение оберточной бумаги 4 может быть выполнено в узле тиснения 10, входящего в установку 11 для изготовления сигарет или других курительных изделий. Пример узла 10 тиснения представлен на фиг.6. На фиг.7 представлена блок-схема, иллюстрирующая способ тиснения, который может быть выполнен в узле 10 тиснения. Узел 10 тиснения включает гравировальный ведущий валик 12 и один или более гравировальных прижимных валиков 13, которые совместно выполняют тиснение ленты бумаги-основы, например сигаретной бумаги 4, по мере ее продвижения между ведущим валиком 12 и прижимным(-ми) валиком(-ами) 13. Ширина бумажной ленты может составлять примерно 26,5 мм, что достаточно для обертывания вокруг стержня 3 курительного материала с созданием накладного шва для склеивания оберточной бумаги 4 вокруг стержня 3 курительного материала. Гравировальные валики 12, 13 на своей круговой поверхности имеют рельеф тиснения.
Круговая поверхность одного или более гравировальных валиков 12, 13 может иметь первую область для формирования области вентиляционного тиснения 9 и вторую, по существу гладкую область. Первая область может быть приспособлена для формирования единой зоны вентиляционного тиснения 9 или нескольких отдельных зон вентиляционного тиснения 9, как это было описано выше. Первая область может включать группу гравировальных выступов или шипов, проходящих по радиусу наружу от круговой поверхности валиков 12, 13. Группа гравировальных выступов может включать несколько усеченных пирамид, ширина основания которых составляет примерно 0,3 мм. Высота пирамид может составлять примерно 0,15 мм, хотя может быть изменена в зависимости от свойств бумаги-основы, подвергаемой тиснению.
Круговая поверхность гравировального прижимного валика(-ов) 13 прижимается к круговой поверхности гравировального ведущего валика 12 посредством пневматической системы, содержащей поршень 14. Сила, воздействующая на бумагу 4 между гравировальными валиками 12, 13, пропорциональна давлению воздуха или текучей среды на поршень 14 в пневматической системе. В альтернативном варианте может использоваться механическая конструкция, в которой комплект кулачков управляет относительным положением валиков 12, 13. Давление воздуха или текучей среды на поршень 14 может регулироваться узлом 15 управления, который выполнен с возможностью увеличения или уменьшения давления воздуха или текучей среды в пневматической системе в соответствии с набором параметров управления, которые могут быть заранее установлены либо могут определяться адаптивно в соответствии с результатами тиснения. Диаметр поршня 14 может составлять примерно 2,75 дюйма. Однако диаметр поршня 14 может быть уменьшен для обеспечения лучшего управления силой тиснения, прилагаемой к бумаге 4 гравировальными валиками 12, 13. Использование поршня 14 меньшего диаметра приведет к менее резкому повышению силы тиснения для данного увеличения давления воздуха или текучей среды, воздействующего на поршень 14. Соответствующий эффект будет и при уменьшении давления воздуха или текучей среды. Подходящий альтернативный диаметр поршня 14 может составлять примерно 1 дюйм.
Узел 10 тиснения может также включать один или более дополнительных ведущих валиков 16, приспособленных для протягивания бумажной ленты 4 через узел 10 тиснения. Ведущие валики 16 также могут быть использованы для ориентации бумажной ленты 4 относительно гравировальных валиков 12, 13 перед тиснением. Например, бумажная лента 4 может быть сдвинута вперед или назад относительно положения гравировальных валиков 12, 13 в соответствии с сигналом, поступающим от фотоэлемента, для совмещения отпечатанного на ленте 4 изображения с заданным положением в узле 10 тиснения. Дополнительные ведущие валики 16 могут иметь по существу гладкую круговую поверхность. Показанные на фиг.6 два таких дополнительных ведущих валика 16 установлены на пути движения бумаги перед гравировальными валиками 12, 13.
Узел 10 тиснения также включает блок 17 анализа, выполненный с возможностью анализа свойств бумажной ленты 4 после того, как она пройдет между гравировальными валиками 12, 13. Блок 17 анализа включает один или более датчиков 18, которые могут иметь упомянутый выше фотоэлемент, для сбора информации о структуре тисненой бумаги 4. Собранная информация может, например, включать один или более параметров воздухопроницаемости, толщины и коэффициента диффузии газа бумаги 4, как в области вентиляционного тиснения 9 и в остальной части бумаги 4.
Как показано на фиг.6, блок 17 анализа соединен с узлом 15 управления связями, обеспечивающими прохождение сигналов управления между блоком 17 анализа и узлом 15 управления. Это соединение может обеспечиваться любыми известными средствами, например по беспроводному каналу связи. При этом узел 15 управления может получать информацию от блока 17 анализа, касающуюся свойств тисненой бумаги 4, и может использовать эту информацию для регулирования силы, прилагаемой к бумаге 4 гравировальными валиками 12, 13, для достижения/поддержания тем самым требуемого уровня проницаемости и коэффициента диффузии газа в области вентиляционного тиснения 9.
Механизм обратной связи между блоком 17 анализа и узлом 15 управления, обеспечиваемый описанной связью, позволяет узлу 10 тиснения поддерживать параметры тиснения в соответствии с используемыми параметрами управления.
Воздухопроницаемость и коэффициент диффузии газа области вентиляционного тиснения 9 может быть задан путем регулирования силы, прилагаемой к бумаге 4 в процессе тиснения. При этом сила, прилагаемая к бумажной ленте 4, проходящей между гравировальными валиками 12, 13, может быть изменена в зависимости от конкретных свойств, требуемых от оберточной бумаги 4.
Накладной шов с каждого края по ширине бумажной ленты 4 может быть оставлен нетисненым, с тем чтобы обеспечить эффективное склеивание оберточной бумаги 4 вокруг стержня 3 курительного материала. Для этого на гравировальных валиках 12, 13 могут быть оставлены соответствующие гладкие области с тем, чтобы на накладном шве не происходило тиснения бумажной ленты 4.
Описанный выше узел 10 тиснения устанавливается в сигаретную машину 11 таким образом, что процесс тиснения происходит в темпе работы машины, как часть общего процесса сборки сигареты. Это возможно, поскольку процесс тиснения может выполняться с очень высокой скоростью и не требует нанесения каких-либо дополнительных материалов на бумагу-основу 4. Интеграция узла 10 тиснения в сигаретную машину 11 означает, что вентилируемые сигареты 1 могут изготавливаться в одностадийном процессе из недорогой бумаги-основы 4 с низкой воздухопроницаемостью, рулон которой может быть установлен в сигаретную машину 11 для последовательных операций тиснения и сборки сигареты.
Например, после выполнения тиснения бумажная лента 4 может быть подана в узел 19 обертывания для обертывания курительного материала. В узле 20 разрезки непрерывный штранг режется на более короткие штранги 2, пригодные для использования в отдельных сигаретах. Известно, что штранги 2 используются для формирования сигарет с фильтром двойной длины. Фильтр двойной длины в центре каждой сигареты двойной длины затем может быть разрезан пополам для формирования двух отдельных сигарет 1.
В альтернативном варианте процесс тиснения может выполняться офлайн, то есть в рамках отдельного процесса, до того как оберточная бумага 4 будет загружена в сигаретную машину 11.
Хотя настоящее изобретение было описано выше применительно к сигарете 1, следует понимать, что изобретение не ограничено только сигаретами и может быть использовано и для других курительных изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОБЕРТКА КУРИТЕЛЬНОГО ИЗДЕЛИЯ С НИЗКОЙ ВОСПЛАМЕНЯЮЩЕЙ СПОСОБНОСТЬЮ, КУРИТЕЛЬНОЕ ИЗДЕЛИЕ, СПОСОБ И УСТРОЙСТВО | 2011 |
|
RU2566266C2 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ | 2012 |
|
RU2649559C9 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ | 2012 |
|
RU2604318C2 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ | 2012 |
|
RU2589437C2 |
| ОБЕРТКА КУРИТЕЛЬНОГО ИЗДЕЛИЯ | 2012 |
|
RU2613858C1 |
| ОБЕРТКА КУРИТЕЛЬНОГО ИЗДЕЛИЯ | 2012 |
|
RU2580273C2 |
| СИГАРЕТЫ С ФИЛЬТРОМ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2314735C2 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ | 2013 |
|
RU2611303C2 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ, ВКЛЮЧАЮЩЕЕ АЛКАНОИЛИРОВАННЫЙ ГЛИКОЗИД, И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2011 |
|
RU2577838C2 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ | 2013 |
|
RU2633952C2 |



Изобретение относится к курительному изделию, содержащему штранг курительного материала и обернутую вокруг него оберточную бумагу, имеющую по меньшей мере одну область вентиляционного тиснения, в которой коэффициент диффузии газа выше коэффициента диффузии газа остальной части оберточной бумаги, и при этом вентиляционное тиснение перекрывает курительный материал и расположено только в пределах половины оберточной бумаги, ближайшей к мундштучному концу штранга. Технический результат заключается в сохранении постоянного газового обмена для исключения изменения в степени разбавления дыма. 3 н. и 23 з.п. ф-лы, 7 ил.
1. Курительное изделие, содержащее штранг курительного материала и обернутую вокруг него оберточную бумагу, имеющую по меньшей мере одну область вентиляционного тиснения, в которой коэффициент диффузии газа выше коэффициента диффузии газа остальной части оберточной бумаги, и при этом вентиляционное тиснение перекрывает курительный материал и расположено только в пределах половины оберточной бумаги, ближайшей к мундштучному концу штранга.
2. Курительное изделие по п. 1, в котором коэффициент диффузии газа представляет собой коэффициент диффузии двуокиси углерода.
3. Курительное изделие по п. 1, в котором коэффициент диффузии газа области вентиляционного тиснения составляет по меньшей мере 0,80 см/с.
4. Курительное изделие по п. 1, в котором коэффициент диффузии газа области вентиляционного тиснения по меньшей мере в три раза больше коэффициента диффузии газа в остальной части оберточной бумаги.
5. Курительное изделие по п. 1, в котором проницаемость области вентиляционного тиснения выше проницаемости остальной части оберточной бумаги.
6. Курительное изделие по п. 5, в котором проницаемость области вентиляционного тиснения составляет от 30 до 75 CU.
7. Курительное изделие по п. 1, в котором проницаемость области вентиляционного тиснения по меньшей мере в полтора раза больше проницаемости остальной части оберточной бумаги.
8. Курительное изделие по п. 1, в котором проницаемость области вентиляционного тиснения по меньшей мере вдвое больше проницаемости остальной части оберточной бумаги.
9. Курительное изделие по п. 1, в котором проницаемость области вентиляционного тиснения по меньшей мере в три раза больше проницаемости остальной части оберточной бумаги.
10. Курительное изделие по п. 1, в котором область вентиляционного тиснения занимает 60% или менее наружной поверхности оберточной бумаги.
11. Курительное изделие по п. 1, дополнительно содержащее фильтр, прикрепленный к мундштучному концу штранга курительного материала.
12. Курительное изделие по п. 11, в котором область вентиляционного тиснения выполнена с возможностью вентиляции фильтра наружным газом, входящим в штранг через область вентиляционного тиснения и засасываемым в фильтр.
13. Курительное изделие по п. 1, дополнительно содержащее ободковую бумагу, не имеющую вентиляционных отверстий.
14. Курительное изделие по п. 1, в котором оберточная бумага представляет собой сигаретную бумагу.
15. Курительное изделие по п. 1, в котором коэффициент диффузии газа области вентиляционного тиснения по меньшей мере в пять раз больше коэффициента диффузии газа в остальной части оберточной бумаги.
16. Курительное изделие по п. 1, в котором коэффициент диффузии газа области вентиляционного тиснения по меньшей мере в восемь раз больше коэффициента диффузии газа в остальной части оберточной бумаги.
17. Курительное изделие по п. 1, в котором коэффициент диффузии газа области вентиляционного тиснения по меньшей мере в десять раз больше коэффициента диффузии газа в остальной части оберточной бумаги.
18. Курительное изделие по п. 5, в котором проницаемость области вентиляционного тиснения составляет от 50 до 100 CU.
19. Курительное изделие по п. 5, в котором проницаемость области вентиляционного тиснения составляет от 100 до 200 CU.
20. Курительное изделие по п. 1, в котором проницаемость области вентиляционного тиснения по меньшей мере в пять раз больше проницаемости остальной части оберточной бумаги.
21. Курительное изделие по п. 1, в котором область вентиляционного тиснения занимает 40% или менее наружной поверхности оберточной бумаги.
22. Курительное изделие по п. 1, в котором область вентиляционного тиснения занимает 30% или менее наружной поверхности оберточной бумаги.
23. Курительное изделие по п. 1, в котором область вентиляционного тиснения занимает 20% или менее наружной поверхности оберточной бумаги.
24. Курительное изделие по п. 1, в котором область вентиляционного тиснения занимает 10% или менее наружной поверхности оберточной бумаги.
25. Способ формирования курительного изделия, при осуществлении которого: выполняют тиснение в оберточной бумаге курительного изделия вентиляционной области, которая обладает коэффициентом диффузии газа более высоким, чем в остальной части оберточной бумаги; обертывают оберточную бумагу вокруг штранга курительного материала так, что область вентиляции перекрывает курительный материал и расположена только в пределах половины оберточной бумаги, ближайшей к мундштучному концу штранга.
26. Установка для изготовления курительных изделий, выполненная с возможностью тиснения области вентиляции в оберточной бумаге курительного изделия и обертывания оберточной бумаги вокруг штранга курительного материала так, что область вентиляции перекрывает курительный материал только в пределах половины оберточной бумаги, ближайшей к мундштучному концу штранга.
| Сигарета | 1990 |
|
SU1831300A3 |
| СИГАРЕТА С МУНДШТУЧНЫМ ФИЛЬТРОМ | 1999 |
|
RU2214142C2 |
| US 0006457475 B1, 01.10.2002. | |||

