В целом, изобретение относится к оберткам курительных изделий с низкой воспламеняющей способностью. В частности, изобретение относится, но без ограничения, к курительным изделиям с низкой воспламеняющей способностью и тиснеными обертками.
В настоящем описании термин "курительное изделие" охватывает курительные продукты, например сигареты, сигары и сигарильо на основе табака, производных табака, разрыхленного табака, порошкового табака или заменителей табака, а также продукты, нагреваемые без горения.
Курительные изделия с низкой воспламеняющей способностью (НВС или LIP - от англ. Low Ignition Propensity) обычно содержат специальную обертку (оберточную/сигаретную бумагу) с низкой воспламеняющей способностью, обернутую вокруг табачного стержня. При поджигании курительного изделия обертка с низкой воспламеняющей способностью ограничивает доступ наружного воздуха к горящему табачному стержню и, в результате может вызвать самопроизвольное погасание курительного изделия, если курильщик периодически не затягивается.
В стандартах ASTM Е2187-04 и ASTM Е2187-09 регламентированы тесты, которые могут быть использованы для оценки воспламеняющей способности курительных изделий. В национальных стандартах часто требуется, чтобы процентная доля сгорания от полной длины курительных изделий с низкой воспламеняющей способностью была менее некоторого порогового значения, например менее 25%, при проведении испытаний в соответствии со стандартами ASTM Е2187-04 и ASTM Е2187-09.
Обертки имеющихся на рынке курительных изделий с низкой воспламеняющей способностью обычно содержат бумагу-основу, на которую нанесены пояски из материала с добавками, подавляющими горение. Пояски из материала с добавками обычно имеют более низкую воздухопроницаемость, чем воздухопроницаемость бумаги-основы, и поэтому снижают воздухопроницаемость обертки на участке пояска. Это снижение воздухопроницаемости уменьшает количество воздуха для горящего табака и, таким образом, может быть использовано для снижения воспламеняющей способности курительного изделия в соответствии с промышленными стандартами, например ASTM Е2187-04 и ASTM Е2187-09.
Однако изготовление НВС курительных изделий с НВС оберткой (т.е. изделия/обертки с низкой воспламеняющей способностью) этого типа с поясками может быть сложным, дорогим и малопроизводительным. По этой причине обычно используется двухэтапный процесс изготовления обертки, в котором после первоначального этапа изготовления бумаги-основы идет отдельный этап нанесения материала с добавками. При этом возникают сложности с непрерывностью процесса изготовления обертки в оборудовании сборки курительного изделия. Для преодоления этих трудностей обертка с поясками обычно изготавливается отдельно, перед ее загрузкой в оборудование сборки курительного изделия. Кроме того, стоимость самого материала с добавками превышает стоимость материалов, используемых в обертке обычных курительных изделий.
Кроме того, низкая воздухопроницаемость и диффузионная способность обычных оберток с низкой воспламеняющей способностью может приводить к нежелательному концентрированному содержанию некоторых компонентов основного потока дыма и образованию внутри штранга курительного материала путей прохода таких компонентов к фильтру.
В соответствии с изобретением предлагается обертка с низкой воспламеняющей способностью, включающая первую область и вторую область, отличающуюся от первой области, при этом первая область имеет тиснение и более высокую проницаемость, чем вторая область, а также более высокий коэффициент диффузии газа, чем вторая область.
За счет предлагаемого в настоящем изобретении решения, в частности, простым путем обеспечивается прохождение через фильтр более разбавленного газового потока и содержащего меньшее количество нежелательных компонентов дыма, чем в случае использования обычных оберток с низкой воспламеняющей способностью.
Вторая область может не иметь тиснения. Первая область может иметь первое тиснение, а вторая область может иметь второе тиснение, отличающееся от первого тиснения. Первое тиснение может иметь большую глубину, чем второе тиснение.
Коэффициент диффузии газа может представлять собой коэффициент диффузии CO2. Коэффициент диффузии газа первой области может быть по меньшей мере в пять раз больше коэффициента диффузии газа второй области. Коэффициент диффузии газа первой области может быть по меньшей мере в семь раз больше коэффициента диффузии газа второй области.
Коэффициент диффузии газа первой области может составлять по меньшей мере 1 см/с.
Проницаемость первой области может быть по меньшей мере в десять или в двенадцать раз больше проницаемости второй области.
Проницаемость второй области может быть менее 20 единиц Кореста (от англ. CU - Coresta Units) или менее 10 единиц Кореста.
Первая область может содержать по меньшей мере один круговой поясок тиснения. Первая область может содержать по меньшей мере одну продольную полосу тиснения.
Первая область может содержать несколько секций с тиснением и по меньшей мере одну соединительную секцию, проходящую по второй области, соединяя по меньшей мере две из тисненых секций.
Обертка может содержать тисненую секцию или тисненую соединительную секцию по всей ее длине. Обертка не содержит добавки, подавляющей горение.
Также предложено курительное изделие с низкой воспламеняющей способностью, содержащее штранг (стержень) из курительного материала и обертку с низкой воспламеняющей способностью, обернутую вокруг штранга из курительного материала. Курительное изделие может быть сигаретой.
В изобретении также предложен способ формирования обертки с низкой воспламеняющей способностью, при осуществлении которого формируют первую область обертки посредством тиснения первой области и формируют вторую область обертки, отличающуюся от первой области. При этом при тиснении первой области увеличивают ее проницаемость так, что она превышает проницаемость второй области, и увеличивают коэффициент диффузии газа первой области так, что он превышает коэффициент диффузии газа второй области.
При формировании второй области обертки могут оставить вторую область нетисненой. При формировании первой области обертки могут выполнять тиснение первой области, используя первую группу гравировальных выступов, а при формировании второй области обертки могут выполнять тиснение второй области, используя вторую группу гравировальных выступов, отличающуюся от первой группы гравировальных выступов. Высота гравировальных выступов первой группы может быть больше высоты гравировальных выступов второй группы. При тиснении первой области обертки могут формировать несколько тисненых секций и по меньшей мере одну тисненую соединительную секцию, проходящую по второй области между несколькими тиснеными секциями.
При осуществлении способа могут анализировать свойства и в зависимости от результатов анализа автоматически управлять силой тиснения, прилагаемой к обертке. Анализируемые свойства первой области могут включать по меньшей мере одно из группы, состоящей из проницаемости первой области, толщины первой области, пористости первой области и коэффициента диффузии газа первой области.
Способ может включать формирование курительного изделия с низкой воспламеняющей способностью, при осуществлении которого обертывают обертку вокруг штранга из курительного материала. Способ может выполняться в оборудовании сборки курительного изделия.
В соответствии с изобретением также может использоваться гравировальный валик для формирования обертки с низкой воспламеняющей способностью, круговая поверхность которого имеет первую область, содержащую группу гравировальных выступов, и вторую область, отличающуюся от первой области. При этом конфигурация гравировальных выступов в первой области валика обеспечивает повышение проницаемости первой области обертки так, что она превышает проницаемость второй области обертки, сформированной второй областью валика, а также обеспечивает увеличение коэффициента диффузии газа первой области так, что он превышает коэффициент диффузии газа второй области обертки, сформированной второй областью валика.
Вторая область валика может быть, по существу, гладкой. Первая область валика может содержать первую группу гравировальных выступов, а вторая область валика может содержать вторую группу гравировальных выступов, отличающихся от гравировальных выступов первой группы. Высота гравировальных выступов в первой группе может быть больше высоты гравировальных выступов во второй группе. Гравировальные выступы в первой группе и второй группе могут включать усеченные пирамиды, причем пирамиды во второй группе усечены на меньшей высоте, чем выступы в первой группе. Гравировальные выступы во второй группе могут иметь более скругленные кромки, чем гравировальные выступы в первой группе.
Также может быть использована установка для тиснения, содержащая гравировальный валик.
Для иллюстрации изобретения ниже приведено описание вариантов осуществления изобретения со ссылками на приложенные чертежи, на которых:
на фиг.1 представлено в перспективе НВС табачное изделие, имеющее НВС обертку с парой круговых поясков первого тиснения и центральным круговым пояском без тиснения, или со вторым тиснением;
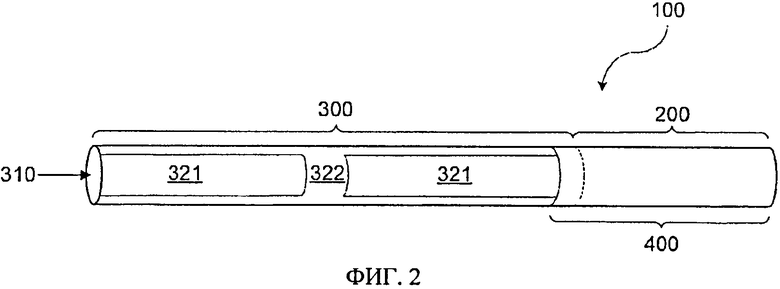
на фиг.2 представлено в перспективе НВС табачное изделие, имеющее НВС обертку с несколькими продольными полосами первого тиснения и соответствующими областями без тиснения или со вторым тиснением;
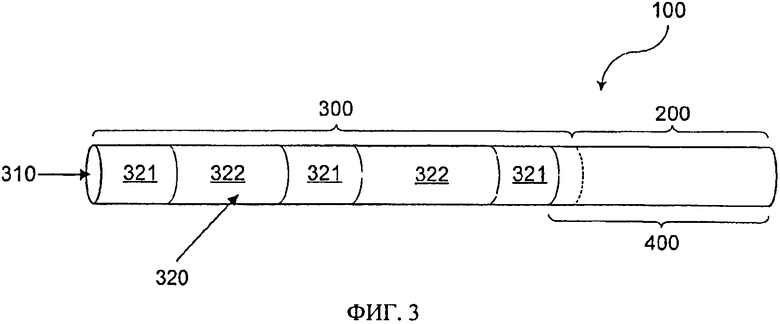
на фиг.3 представлено в перспективе НВС табачное изделие, имеющее НВС обертку с несколькими поясками первого тиснения, которые также могут включать материал с добавками, улучшающими горение, и несколько поясков без тиснения или со вторым тиснением;
на фиг.4 представлено в перспективе НВС табачное изделие, имеющее НВС обертку с несколькими поясками, образующими четыре различные области;
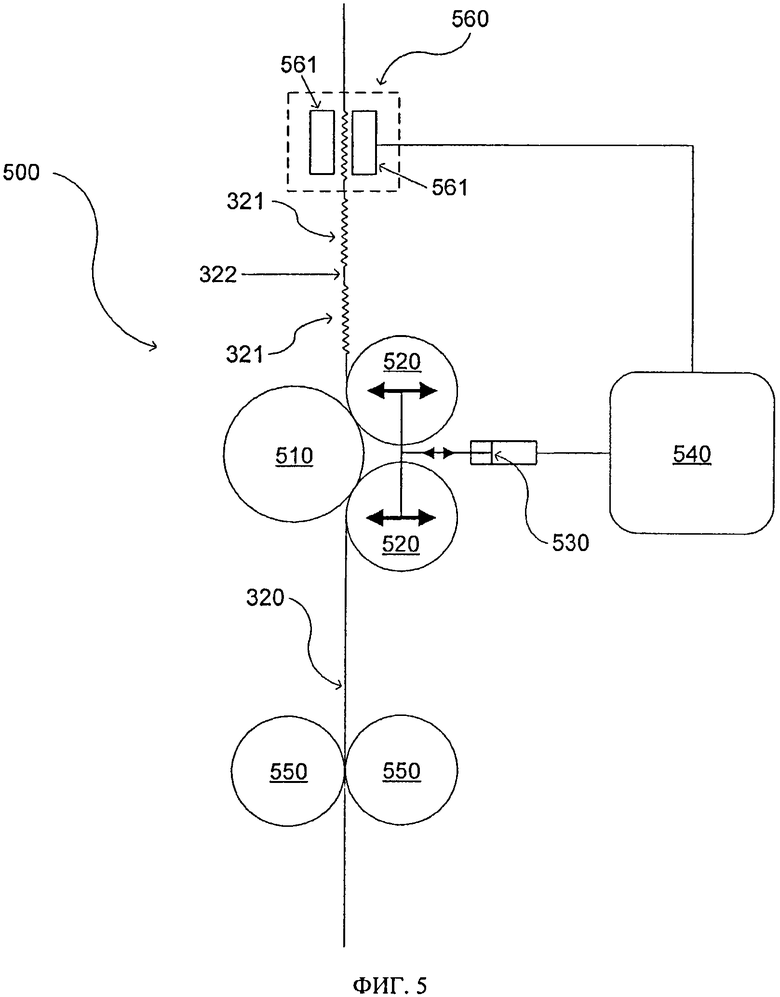
на фиг.5 схематически показана установка для тиснения для изготовления тисненой НВС;
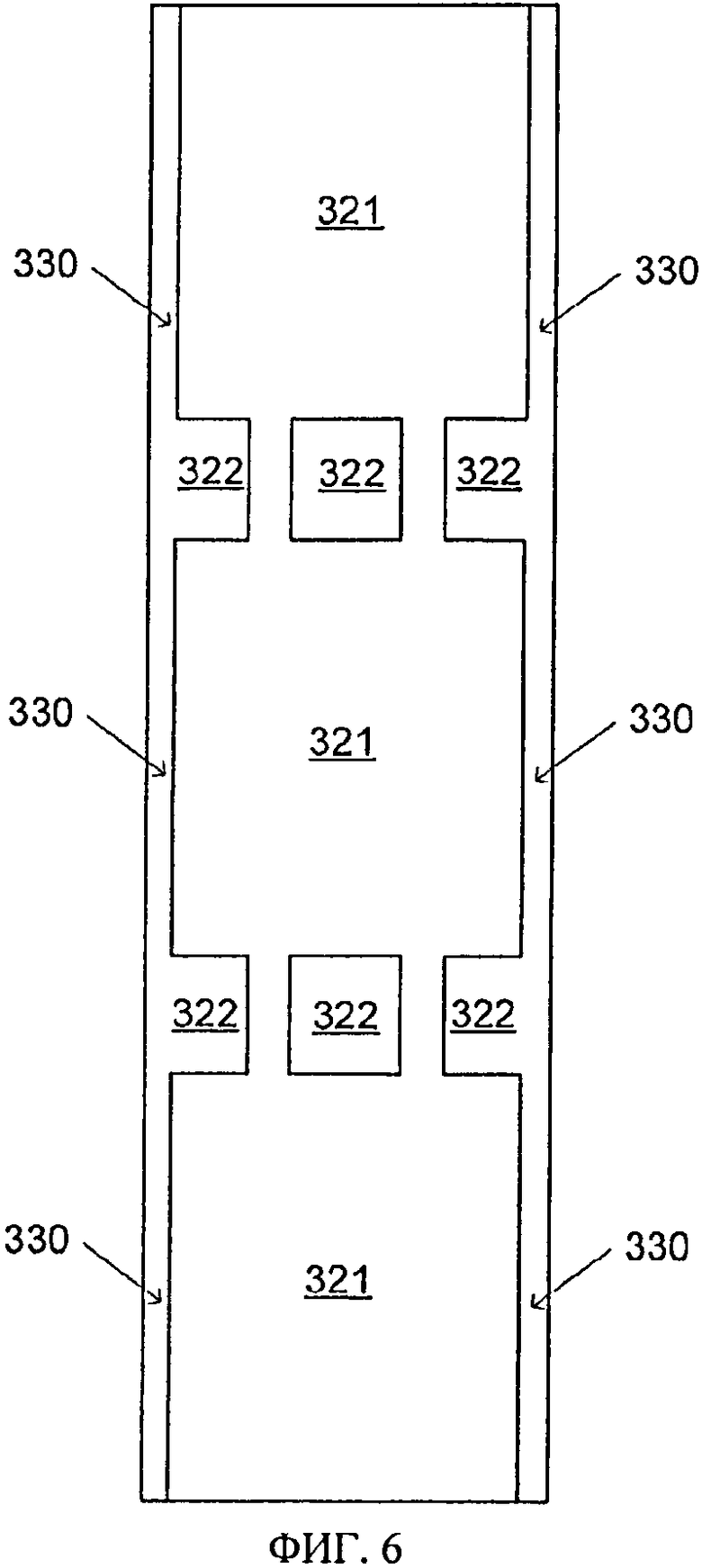
на фиг.6 представлен в плане вид тисненой НВС обертки, имеющей две тисненые соединительные секции, соединяющие две основные секции тиснения через область обертки без тиснения или с отличающимся тиснением;
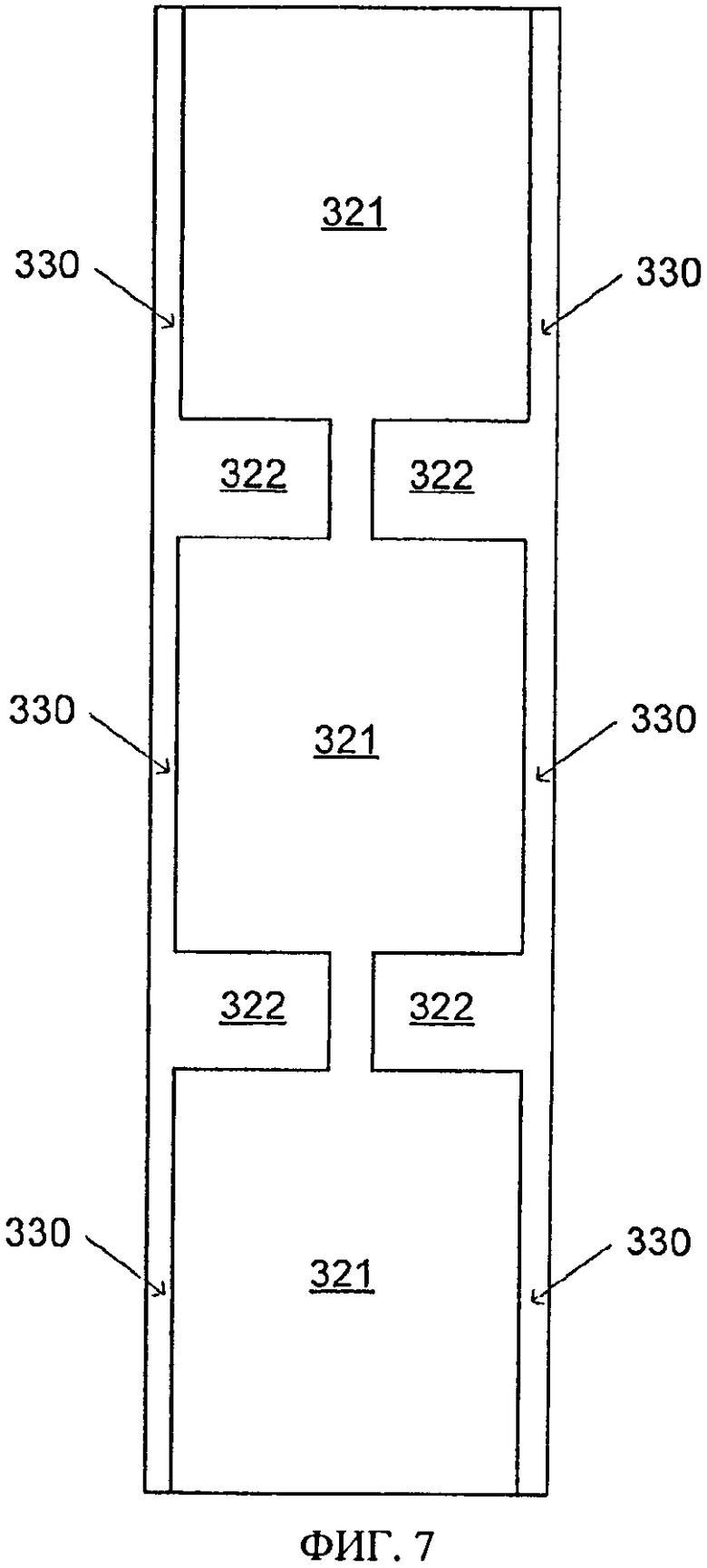
на фиг.7 представлен в плане вид тисненой НВС обертки, имеющей одну тисненую соединительную секцию, соединяющую две основные секции тиснения через область обертки без тиснения или с отличающимся тиснением;
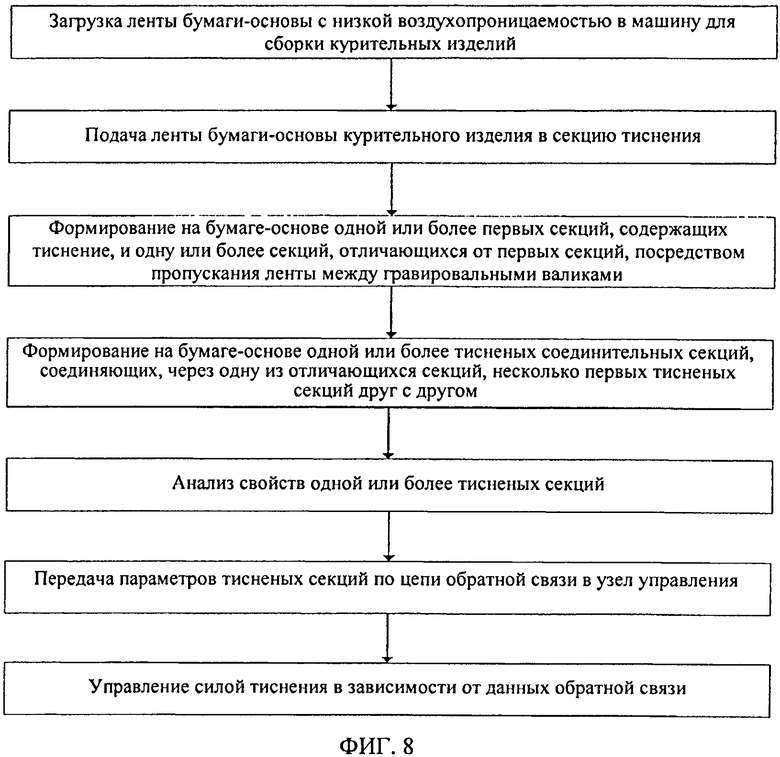
на фиг.8 представлена блок-схема способа формирования тисненой НВС обертки;
на фиг.9 приведена иллюстрация примера осуществления гравировального валика, имеющего первую и вторую области тиснения для формирования первой и второй областей тисненой НВС обертки.
Подробное описание осуществления изобретения
На фиг.1 показано курительное изделие 100 с низкой воспламеняющей способностью. Для целей иллюстрации курительное изделие 100 будет рассмотрено ниже на примере сигареты, содержащей, по существу, цилиндрический фильтр 200 из ацетата целлюлозы и расположенный по оси, по существу, цилиндрический штранг 300 курительного материала, соединенный с фильтром 200 листом расположенной поверх ободковой бумаги 400. Следует, однако, иметь в виду, что изобретение применимо и к курительным изделиям другого типа, например, упомянутым выше.
Табачный штранг 300 представляет собой, по существу, цилиндрический стержень курительного материала 310, обернутый в обертку 320. Обертка 320 образует круговую границу для цилиндрического стержня 310, как показано на фиг.1, при этом торцевые поверхности стержня 310 оставлены просто открытыми. Стержень курительного материала 310 может включать табачный материал, например какую-либо табачную смесь.
Обертка 320 содержит бумагу-основу, например сигаретную бумагу, которая сама по себе имеет низкую проницаемость. Низкая воздухопроницаемость бумаги 320 существенно ограничивает проникновение наружного воздуха сквозь бумагу 320 в горящий курительный материал 310. Этим обеспечивается пониженная воспламеняющая способность сигареты 100, благодаря чему сигарета 100 отвечает промышленным стандартам по низкой воспламеняющей способности (например, в соответствии с ASTM Е2187-04 и ASTM Е2187-09).
Как показано на фиг.1 и 2, обертка 320 имеет первую и вторую области 321, 322. Области 321, 322 отличаются друг от друга. Например, вторая область 322 может иметь физические свойства и (или) свойства материала, отличающиеся от свойств первой области 321 в отношении коэффициента диффузии и (или) проницаемости, как будет показано далее.
Первая область обертки 320 содержит тисненую область 321. Это показано на фиг.1. Остальная часть обертки 320 образует вторую область 322. Она может быть оставлена нетисненой и поэтому может образовывать нетисненую область 322. В другом варианте вторая область 322 может содержать вторую тисненую область 322. В этом случае тиснение во второй области 322 можно назвать вторым тиснением, а тиснение в первой области 321 можно назвать первым тиснением. Тиснение во второй области 322 может быть сформировано с использованием группы гравировальных выступов, отличающихся от гравировальных выступов первой области 321. Это будет подробно описано ниже.
Комбинация первой области 321 и второй области 322 образует сигарету 100, соответствующую принятым стандартам для НВС сигарет, например, в соответствии с ASTM Е2187-04, при этом обеспечивая ощущения от курения, соответствующие тем, что дают упоминавшиеся выше сигареты с поясками с подавляющими горение добавками.
Как показано на фиг.1, первая область 321 может содержать пару круговых поясков тиснения 321 на любом конце штранга 300 с курительным материалом. Вторая область 322, содержащая центральный поясок 322 из нетисненой бумаги или бумаги, имеющей тиснение, отличающееся от тиснения первой области 321, может быть расположена примерно на половине длины штранга 300 с курительным материалом.
В альтернативном варианте, как показано на фиг.2, первая область 321 обертки 320 может содержать одну или более продольную полосу тиснения 321, проходящую либо частично, либо полностью вдоль длины обертки 320. Полосы тиснения 321 могут быть разделены второй областью 322, содержащей соответствующие полосы 322 обертки 320, которые либо не имеют тиснения, либо их тиснение отличается от тиснения в первой области 321. Пример соотношения размеров первой области 321 и второй области 322 рассмотрен ниже.
Первая область 321 обертки 320 имеет более высокую воздухопроницаемость, чем вторая область 322. Благодаря этому значительная часть наружного воздуха проходит сквозь тисненую область 321 обертки 320 в стержень 310 штранга 300 с курительным материалом, усиливая разбавление дыма во время затяжки.
Помимо повышенной воздухопроницаемости первая область 321 обертки 320 имеет значительно более высокий коэффициент диффузии газа по сравнению со второй областью 322. Например, коэффициент диффузии газа первой области 321 может быть по меньшей мере в пять, желательно, в шесть или семь раз выше, чем коэффициент диффузии газа второй области 322. При более высоком коэффициенте диффузии газа в первой области 321 обертки 320 компоненты дыма, например СО и оксид азота, диффундируют из штранга 300 с горящим табаком сквозь первую область 321 обертки 320. Благодаря этому эти компоненты дыма не всасываются в фильтр 200 и не попадают курильщику НВС сигареты 100. В результате, снижается количество дыма от НВС сигареты 100.
Кроме того, благодаря более высокому коэффициенту диффузии первой области 321 обертки 320, кислород Ог диффундирует в горящий табачный штранг 300 сквозь первую область 321 обертки 320. Благодаря этому увеличивается скорость свободного горения сигареты 100 и количество затяжек сокращается. Результатом является дальнейшее снижение количества дыма, получаемого от НВС сигареты 100.
При желании, первая область 321 обертки 320 может содержать материал с добавкой для улучшения горения, который еще увеличивает скорость горения обертки 320 в первой области 321. Материал с добавкой для улучшения горения может быть совмещен с тиснением для взаимного усиления скорости горения обертки в первой области 321. В альтернативном варианте добавка для улучшения горения может быть использована в комбинации с уменьшенной степенью тиснения для обеспечения той же скорости горения, что и при более интенсивном тиснении области обертки 320. Благодаря этому скоростью горения обертки 320 можно управлять независимо от коэффициента диффузии. Добавка в материале, улучшающая горение, может включать трикалийцитрат. Пример приведен на фиг.3, где первая область 321 содержит несколько круговых поясков, разделенных круговыми поясками второй области 322, в которых добавка, улучшающая горение, отсутствует.
Как показано на фиг.4, обертка 320 может также содержать третью область 323. Третья область 323 может отличаться от первой области 321 и второй области 322. Например, третья область может иметь другие физические свойства и (или) свойства материала по сравнению с первой областью 321 и второй областью 322.
Третья область 323 может представлять собой область обертки 320, содержащую материал с добавкой, улучшающей горение, например трикалийцитратом. Материал с добавкой, улучшающей горение, может увеличивать скорость горения обертки 320 в третьей области так, что скорость горения обертки 320 в третьей области 323 становится больше, чем если бы третья область 323 обертки 320 не содержала добавки, улучшающей горение. Третья область 323 не имеет тиснения.
Как показано на фиг.4, обертка 320 также может содержать четвертую область 324. Четвертая область 324 может отличаться от первой, второй и третьей областей 321, 322, 323, описанных выше. Например, четвертая область 323 может иметь другие физические свойства и (или) свойства материала по сравнению с первой, второй и третьей областями 321, 322, 323. Обертка 320 в четвертой области 324 может не иметь тиснения и не содержать добавки, улучшающей горение. Четвертая область 324 может содержать бумагу-основу, физические свойства и свойства материала которой не были изменены.
Третья и четвертая области 323, 324 могут иметь форму круговых поясков и (или) продольных полос на обертке 320.
Например, начиная от конца обертки 320, прилегающей к фильтру, и двигаясь вдоль нее к ее дистальному концу, обертка 320 может содержать круговой поясок четвертой области 324, представляющий участок обертки 320, не имеющей тиснения и не содержащей добавки, улучшающей горения, круговой поясок первой области 321, содержащей первое тиснение, другой круговой поясок четвертой области 324, упомянутой выше, круговой поясок третьей области 323, содержащей нетисненую обертку 320 с добавкой, улучшающей горение, другой круговой поясок четвертой области 324, упомянутой выше, круговой поясок второй области 322, имеющей второе тиснение, другой круговой поясок четвертой области 324, упомянутой выше, другой круговой поясок третьей области 323, упомянутой выше, и, наконец, другой круговой поясок четвертой области, упомянутой выше.
Первая область 321 может иметь проницаемость примерно 100 единиц Кореста, вторая область 322 может иметь проницаемость примерно 75 единиц Кореста, и четвертая область 324 может иметь проницаемость примерно 25 единиц Кореста. Проницаемость третьей области 323 может быть ниже, чем у первой, второй и четвертой областей 321, 322, 324. Например, проницаемость третьей области 323 может составлять 10 единиц Кореста или менее.
Как указано в пояснениях к приведенной ниже Таблице 2, количество дыма, получаемого от тисненых НВС сигарет 100 этого типа, сравнимо с количеством дыма от НВС сигарет с поясками с добавками, рассмотренными выше при описании уровня техники. НВС сигареты 100 и другие НВС курительные изделия в соответствии с настоящим изобретением могут в результате предоставить ощущения, соответствующие тому, что ожидает курильщик, привыкший к НВС сигаретам с поясками из материала с добавками, при этом отпадает необходимость в дорогом и трудоемком процессе изготовления сигарет из бумаги с поясками с низкой воспламеняющей способностью.
Далее приводится описание НВС сигареты 100 в соответствии с изобретением. Сигарета 100 имеет штранг 300 с курительным материалом, длиной примерно 61 мм и окружностью примерно 24,6 мм. Длина окружности фильтра 200 соответствует длине окружности штранга 300. Длины фильтра 200 и закрывающей его ободковой бумаги составляют примерно 22 мм и 26 мм соответственно. Стержень 310 курительного материала содержит смесь табачного материала, например табачный лист, жилку табачного листа и восстановленный табак. Плотность табачного стержня 310 составляет примерно 240 мг/см3.
Обертка 320 вокруг табачного стержня 310 сама по себе обладает низкой воздухопроницаемостью, если на ней не сделано тиснение. Первая область 321 обертки 320 может содержать один или более тисненых поясков или полос, как было описано выше, применительно к фиг.1-4. Вторая область 322 занимает оставшуюся часть обертки 321. При этом вторая область 322 может содержать один или более поясков 322 без тиснения и (или) полосы между тиснеными поясками 321, как упоминалось выше. В альтернативном варианте вторая область 322 может содержать один или более поясков и (или) полос 322, тиснение на которых отличается от тиснения в первой области 321.
Воздухопроницаемость первой области 321 составляет примерно 97 единиц Кореста. Воздухопроницаемость второй области 321 составляет примерно 7,1 единицу Кореста, что в целом соответствует воздухопроницаемости самой бумаги-основы, используемой для обертки 320.
Для данной конкретной сигареты 100 площадь первой области 321 составляет примерно 1205 мм2. Если первая область 321 содержит несколько тисненых секций 321, например тисненые пояски 321, показанные на фиг.1, 3 и 4, либо полосы, показанные на фиг.2, площадь первой области 321 делится между тиснеными секциями. Для иллюстрации, в примере, показанном на фиг.1, первая область 321 площадью 1205 мм2 может быть разделена поровну между двумя тиснеными поясками 321. Площадь второй области 322 составляет примерно 295 мм2, что в показанном на фиг.1 примере соответствует ширине пояска примерно 12 мм.
Следует иметь в виду, что площади первой 321 и второй 322 областей могут быть изменены в зависимости от конкретных параметров снижения воспламеняющей способности, требуемых от сигареты 100. Например, площадь второй области 322 может в альтернативном случае составлять примерно 200 мм2, а площадь первой области 321 может составлять примерно 1300 мм2.
Как было показано выше, коэффициент диффузии газа первой области 321 значительно выше коэффициента диффузии газа второй области 322. Например, коэффициент диффузии CO2 обертки 320 в первой области 321 составляет примерно 1,005 см/с, в то время как коэффициент диффузии CO2 второй области 322 составляет примерно 0,142 см/с. Как было показано выше, вследствие более высокого коэффициента диффузии увеличивается количество компонентов дыма, выпускаемых диффузией через первую область 321 при курении сигареты, и увеличивается скорость свободного горения сигареты 100.
Воздухопроницаемость и свойства диффузии углекислого газа НВС обертки 320 сигареты 100 сведены в Таблицу 1, приведенную ниже, вместе с соответствующими свойствами сигаретных оберточных бумаг трех других типов. Различие в коэффициенте диффузии CO2 одной обертки от другой свидетельствует и о соответствующем различии коэффициента диффузии оберточных бумаг и для других газов, например CO, O2 и NO, и других легких летучих соединений.
НВС обертка 320 обозначена в таблице как Бумага А*. Другие показанные в Таблице 1 оберточные бумаги представляют собой следующее:
Бумага А представляет собой нетисненый, неперфорированный лист той же самой бумаги-основы 320, используемой для обертки 320;
Бумага А ЕР соответствует бумаге А, но имеет перфорацию для создания области вентиляции, содержащей вентиляционные отверстия, сформированные электроискровой перфорацией;
Бумага С представляет собой специальную бумагу НВС сигарет, содержащую пояски с материалом с добавкам, подавляющими горение, описанным выше.
Как видно из Таблицы 1, в данном примере коэффициент диффузии CO2 первой области 321 превышает примерно в 7,1 раза коэффициент диффузии CO2 второй области 322. В Таблице 1 также показано, что тиснение первой области 321 имеет относительно небольшое влияние на коэффициент диффузии CO2 и воздухопроницаемость второй области 322 обертки 320. При этом сигарета 100 сохраняет свойства самогашения, обеспечиваемые низкой воздухопроницаемостью второй области 322, в сочетании с высокой воздухопроницаемостью и высоким коэффициентом диффузии газа первой области 321.
Коэффициент диффузии CO2 первой области 321 обертки 320 (бумага А*) сравним с коэффициентом диффузии CO2 секций НВС бумаги за пределами пояска, включающих материал с добавками (бумага С). Следует отметить, что здесь имеется отличие от коэффициента диффузии CO2 чистой бумаги-основы (бумага А), который существенно ниже, чем коэффициент диффузии CO2 как первой области 321 обертки 320, так и секций НВС бумаги с поясками за пределами поясков (бумага С).
Высокий коэффициент диффузии CO2, отличающий первую область 321 обертки 320, также не свойственен бумаге с электроискровой перфорацией (бумага А ЕР), у которой воздухопроницаемость сравнима с воздухопроницаемостью первой области 321, но при этом коэффициент диффузии CO2 составляет только примерно 17% коэффициента диффузии первой области 321, и незначительно превышает коэффициент диффузии чистой бумаги-основы (бумага А).
В результате чистая бумага-основа (бумага А) и бумага-основа с электроискровой перфорацией имеют значительно меньшую эффективность в снижении количества дыма, получаемого от НВС сигареты 100, чем тисненая обертка 320, а курильщик получает значительно большее число дымовых компонентов, чем от сигареты 100, имеющей тисненую НВС обертку 320. Это иллюстрируется в приведенной далее Таблице 2.
Четыре фигурирующие в Таблице 2 сигареты соответствуют сигаретам, при изготовлении которых использовались четыре оберточные бумаги, представленные в Таблице 1. Получаемое количество дыма соответствует сигаретам, выкуриваемым в стандартных условиях курения. Размеры сигарет в целом соответствуют рассмотренным ранее сигаретам.
(NFDPM - содержание сухих твердых частиц без никотина) Как показано в Таблице 2, количество получаемого дыма и число затяжек НВС сигареты 100, имеющей тисненую обертку 320 (сиг. А*), сравнимо с этими показателями для НВС сигареты с оберткой из специальной НВС бумаги с поясками (сиг. С). Поэтому НВС сигарета 100 с тисненой оберткой 320 (сиг. А*) позволяет получить ощущения от курения, сравнимые с ощущениями от НВС сигареты со специальной бумагой с поясками (сиг. С), и, таким образом, будет соответствовать ожиданиям курильщика от НВС сигареты.
Более того, отношение NFDPM/CO для НВС сигареты 100 с тиснением (сиг. А*) сравнимо с отношением NFDPM/CO для НВС сигареты с поясками с добавками (сиг. С). Это означает, что НВС сигарета с тиснением может изготавливаться с незначительными изменениями в конструкции сигареты (например, табачная смесь, плотность, тип фильтра), используемой в настоящее время для НВС сигарет с поясками с добавками.
С другой стороны, количество получаемого дыма и число затяжек сигареты с оберткой из чистой бумаги-основы (сиг. А) и сигареты с оберткой из бумаги-основы с электроискровой перфорацией (сиг. А ЕР) значительно выше, чем у НВС сигареты 100 с тисненой оберткой 320, и НВС сигареты со специальной НВС оберткой с поясками с добавками (сиг. С). Кроме этого, отношение NFDPM/CO у сигареты с электроискровой перфорацией (сиг. А ЕР) и сигареты из чистой бумаги-основы (сиг. А) несравнимы с этим отношением у НВС сигареты с поясками с добавками (сиг. С).
Таким образом, сигареты А и А ЕР дают ощущения от курения, не соответствующие тем, что ассоциируют курильщики с НВС сигаретами. Поэтому технология изготовление сигарет А и А ЕР также потребует для конструкции сигарет существенной модификации, применяемой в настоящее время для НВС сигарет с поясками с добавками.
В приведенной ниже Таблице 3 приведены результаты испытаний на низкую воспламеняющую способность четырех сигарет, представленных в Таблице 2. Испытания на низкую воспламеняющую способность проводились в соответствии с требованиями стандарта ASTM Е2187-04. Было испытано 120 сигарет из трех партий.
Как видно из Таблицы 3, низкая воспламеняющая способность сигареты 100 с тисненой оберткой 320 (сиг. А*) сравнима с аналогичной характеристикой НВС сигареты с НВС оберткой с пояском с добавкой (сиг. С). Хотя число выдержавших испытание на низкую воспламеняющую способность сигарет двух других типов выше, чем у сигареты 100 с тисненой оберткой 320, эти сигареты отличаются более высоким количеством дыма и числом затяжек, что отмечалось выше.
Следует иметь в виду, что низкая воздухопроницаемость, присущая обертке 320, выбирается для того, чтобы выполнить стандартные требования к низкой воспламеняющей способности, и поэтому может изменяться в зависимости от таких факторов, как размер области 322 обертки 320, которая осталась без тиснения, либо тиснение которой отличается от тиснения первой области 321. Эта величина не ограничена приведенным ранее значением 7,1 единиц Коресты. Например, воздухопроницаемость второй области 322 может иметь любую величину от 0 до 30 единиц Коресты. В предпочтительном варианте воздухопроницаемость второй области 322 может быть в интервале 2-20 единиц Коресты. В более предпочтительном варианте воздухопроницаемость второй области может иметь величину в интервале 3-12 единиц Коресты, например все целые и нецелые значения от 3 до 12 единиц Коресты.
Аналогично воздухопроницаемость первой области 321 выбирается так, чтобы получить свойства НВС сигареты 100, и поэтому может изменяться в зависимости от таких факторов, как размер первой области 321, проницаемость бумаги-основы 320 во второй области 322 и смесь курительного материала в стержне 310 штранга 300 с курительным материалом. Воздухопроницаемость может также обеспечивать выбор точных параметров низкой воспламеняющей способности сигареты 100 в рамках стандартных требований к НВС курительным изделиям 100. Например, проницаемость первой области 321 может иметь любую величину между 30 и 200 единицами Коресты. В предпочтительном варианте воздухопроницаемость первой области 321 может иметь любую величину от 50 до 150 единиц Коресты. В более предпочтительном варианте воздухопроницаемость первой области 321 может составлять 70-120 единиц Коресты, все целые и нецелые значения от 70 до 120 единиц Коресты.
Коэффициент диффузии CO2 первой области 321 также не ограничен величиной, данной в приведенном выше конкретном примере, а может выбираться в соответствии с параметрами низкой воспламеняющей способности и ощущений от курения, требуемых от сигареты 100. Например, коэффициент диффузии CO2 первой области 321 может измеряться любыми тремя значащими цифрами в интервале от 0,65 см/с до 1,40 см/с, в то время как коэффициент диффузии CO2 второй области 322 может измеряться любыми тремя значащими цифрами менее 0,50 см/с.
Тиснение обертки 320 может выполняться в секции 500 тиснения, пример которой приведен на фиг.5. Блок-схема, иллюстрирующая частный пример выполнения способа тиснения, приведена на фиг.8. На фиг.9 показан гравировальный валик 510. Секция 500 тиснения содержит приводной гравировальный валик 510 и один или более гравировальных валиков 520 с ответным рельефом, которые совместно наносят тиснение на ленту бумаги-основы 320, по мере ее движения между приводным валиком 510 и валиком (-ами) 520 с ответным рельефом. В данном примере ширина ленты бумаги составляет примерно 26,5 мм, что достаточно для обертывания по окружности табачного штранга 300 и обеспечивает получение накладного шва 330 для склеивания обертки 320 вокруг штранга 300. Гравировальные валики 510, 520 по своей круговой поверхности имеют рельеф тиснения, который в данном случае содержит большое число выступающих пирамид с шириной основания примерно 0,3 мм. Эти пирамиды могут быть усеченными.
Например, как показано на фиг.9, круговая поверхность одного или более гравировальных валиков 510, 520 содержит первую область 600 и вторую область 700, отличающуюся от первой области 600. Первая область 600 содержит первую группу гравировальных выступов или выступов 610, выступающих, по существу, радиально от круговой поверхности валиков 510, 520. Как показано на фиг.9 и было упомянуто выше, первая группа гравировальных выступов 610 содержит большое количество усеченных пирамид с основанием примерно 0,3 мм. Высота пирамид в первой группе 610 составляет примерно 0,15 мм, хотя эта величина может меняться в зависимости от свойств бумаги-основы, подлежащей тиснению.
Вторая область 700 валиков 510, 520 содержит, по существу, гладкую круговую поверхность для формирования нетисненой второй области 322 обертки 320.
В альтернативном варианте вторая область 700 валика 510, 520 содержит вторую группу гравировальных выступов 710, отличающихся от гравировальных выступов 610 в первой области 600 валиков 510, 520. Так же как и выступы 610 первой группы, гравировальные выступы 710 второй группы выступают, по существу, радиально наружу от круговой поверхности валика 510, 520. Каждый выступ 710 во второй группе содержит усеченную пирамиду с основанием шириной примерно 0,3 мм. Однако высота пирамид 710 во второй группе значительно меньше высоты пирамид 610 в первой группе. Поэтому глубина второго тиснения (во второй области 322 обертки 320) может быть существенно меньше глубины первого тиснения (в первой группе 321 обертки 320).
Например, пирамиды во второй группе выступов 710 могут быть усечены примерно до половины высоты пирамид 610 в первой группе. Это ясно видно на фиг.9. Поэтому высота пирамид во второй группе 710 может составлять примерно 0,075 мм. Следует иметь в виду, что высота может меняться в зависимости от свойств бумаги-основы, подлежащей тиснению.
Высота выступов 710 во второй области 700 валиков 510, 520 такова, что хотя они и создают тиснение обертки 320 во второй области 322, это не оказывает сильного влияния на присущие обертке 320 коэффициент диффузии и проницаемость. Поэтому они могут быть использованы для тиснения второй области 322 обертки 320 при сохранении диффузии, проницаемости и низкой воспламеняющей способности, описанные выше. При желании, острые кромки выступов 710 во второй области 700 валика могут быть скруглены для дальнейшего снижения влияния на проницаемость и коэффициент диффузии обертки 320 в ее второй области 322.
Тиснение второй области 322 желательно из-за того, что этим усиливается сцепление между гравировальными валиками 510, 520 и оберткой 320, когда обертка 320 перемещается между валиками 510, 520. Этим снижается вероятность проскальзывания обертки и вследствие этого ее неправильного тиснения. Этим также обеспечивается относительно постоянное сцепление между валиками 510, 520 и оберткой 320 в течение всего процесса тиснения (т.е. при прохождении первой и второй областей 321, 322 обертки 320 между гравировальными валиками 510, 520, и нанесении тиснения). Постоянный уровень сцепления предотвращает большие ступенчатые изменения в силе, воздействующей гравировальными выступами на обертке 320 при переходе между первой и второй областями 600, 700 валиков 510, 520, и поэтому снижает вероятность нежелательных разрывов или порезов в обертке 320 при переходе между первой и второй областями 321, 322 обертки. Это также справедливо для переходов, включающих третью и четвертую области 323, 324 обертки 320, описанные ранее.
Следует отметить, что хотя вторая область 700, показанная на фиг.9, содержит одновременно гладкую поверхность и вторую группу выступов 710, обычно только гладкая поверхность или вторая группа гравировальных выступов 710 будут использованы совместно с гравировальными выступами 610 в первой области 600 валика.
Круговая поверхность гравировального валика (-ов) 520 с ответным рельефом прижимается к круговой поверхности приводного гравировального валика 510 пневматической системой, включающей поршень 530. Сила, прикладываемая к бумаге 320, находящейся между гравировальными валиками 510, 520, пропорциональна давлению воздуха, приложенному к поршню 530 в пневматической системе. В альтернативном варианте может применяться чисто механическая система, в которой используется группа кулачков для управления относительными положениями валиков 510, 520. Давление воздуха на поршень 530 может изменяться узлом 540 управления, выполненным с возможностью повышения или снижения давления воздуха в пневматической системе в соответствии с набором параметров управления, которые могут быть установлены заранее, либо определены по результатам процесса тиснения. В данном примере диаметр поршня 530 составляет примерно 2,75 дюйма. Однако в другой установке диаметр поршня 530 может быть уменьшен для улучшения управления силой тиснения, приложенной к бумаге 320 гравировальными валиками 510, 520. При использовании поршня 530 меньшего диаметра данному увеличению давления воздуха, приложенного к поршню 530, будет соответствовать меньшее увеличение силы тиснения. Соответствующий эффект будет и при уменьшении давления воздуха. В альтернативном случае подходящий диаметр поршня 530 может составлять примерно 1 дюйм.
Секция 500 тиснения может также содержать один или более дополнительных бумагоприводящих валиков 550, выполненных с возможностью протягивания бумажной ленты 320 через секцию 500 тиснения. Дополнительные бумагоприводящие валики 550 могут иметь, по существу, гладкую круговую поверхность. На схеме на фиг.5 пара таких дополнительных бумагоприводящих валиков 550 установлена в тракте бумаги перед гравировальными валиками 510, 520.
Секция 500 тиснения также включает узел 560 анализа, предназначенный для анализа свойств бумажной ленты 320, проходящей между гравировальными валиками 510, 560. Узел 560 анализа включает один или более датчиков 561 для сбора информации о структуре тисненой бумаги 320. В составе собранной информации могут быть, в разной комбинации, данные, например, о воздухопроницаемости бумаги 320 в первой области 321 и второй области 322, толщине бумаги 320 в первой и второй областях 321, 322 и пористости бумаги 320 в первой и второй областях 321, 322. Информация также может содержать данные о коэффициенте диффузии газа в первой и второй областях 321, 322.
Как показано на фиг.5, узел 560 анализа соединен с узлом 540 управления для обеспечения прохождения сигналов управления между узлом 560 анализа и узлом 540 управления. Эта связь может осуществляться любыми известными средствами, например, по беспроводной линии связи. При этом узел 540 управления может получать от узла 560 анализа информацию о свойствах тисненой бумаги 320 и может использовать эту информацию для регулировки силы, воздействующей на бумагу 320 гравировальными валиками 510, 520. Механизм обратной связи, обеспечиваемый упомянутым соединением между узлом 560 анализа и узлом 540 управления, позволяет секции 500 тиснения осуществлять тиснение в соответствии с используемыми параметрами управления. Например, механизм обратной связи может быть использован для поддержания определенной величины воздухопроницаемости в первой и второй областях 321, 322 тисненой бумаги 320.
Нужные значения проницаемости и коэффициента диффузии газа первой области 321 бумаги 320 могут быть получены изменением силы, приложенной к бумаге 320 в ходе процесса тиснения. Такой способ может быть также использован для выбора проницаемости и коэффициента диффузии газа во второй области 322, когда вторая область 322 подвергается тиснению, как это было описано выше. При этом сила, приложенная к бумажной ленте 320 при ее прохождении между гравировальными валиками 510, 520, может изменяться в зависимости от конкретных свойств, требующихся от НВС обертки 320. В частном примере, сила тиснения, прикладываемая к бумаге 320 гравировальными валиками 510, 520, составляет в интервале 2-55 кг-силы. Точное значение силы тиснения будет зависеть отчасти от параметров, например толщины и собственной воздухопроницаемости используемой бумаги-основы 320.
На фиг.6 и 7 показано, что накладной шов 330 с каждой стороны по ширине бумажной ленты 320 может быть оставлен без тиснения с тем, чтобы облегчить склеивание обертки вокруг табачного стержня 310. Это может быть достигнуто использованием гладких областей на внешних кромках гравировальных валиков 510, чтобы лента 320 не подвергалась тиснению в накладном шве 330. В этом случае сложно использовать кромки ленты 320 для протягивания бумажной ленты 320 между гравировальными валиками 510 без повреждения накладного шва 330, и поэтому в тракте бумаги могут быть установлены дополнительные бумагоприводящие валики 550 перед и после гравировальных валиков 510, 520 с тем, чтобы способствовать протягиванию ленты 320 через секцию 500 тиснения.
Дополнительно или в качестве альтернативы, как это показано на фиг.6 и 7, первая область 321 может дополнительно содержать секции соединительного тиснения 321, сформированные в центральной области бумажной ленты 320 между основными площадками тиснения в первой области 321. Как показано на фиг.6 и 7, соединительные секции 321 проходят через вторую область 322, соединяя вместе более крупные секции первого тиснения. Соединительные секции 321 могут также проходить через описанные выше третью и четвертую области 323, 324. Секции соединительного тиснения 321 формируются с использованием гравировальных выступов в описанной выше первой группе 610 гравировальных выступов. Приводной гравировальный валик 510 может затем захватывать соединительные области 321 для протягивания бумажной ленты 320 через секцию 500 тиснения, тем самым позволяя оставить нетисненым накладной шов 330. Это особенно важно, когда вторая область 322 остается без тиснения.
Форма рельефа выступов на круговой поверхности приводного гравировального валика 510 соответствует форме первой области (включая соединительные секции) 321 и второй области 322 бумажной ленты 320.
При необходимости, описанная выше секция 500 тиснения может быть установлена в машину для сборки курительных изделий с тем, чтобы процесс тиснения происходил в режиме реального времени как часть объединенного процесса сборки НВС сигарет. Это возможно, поскольку процесс тиснения может выполняться чрезвычайно быстро и не требует нанесения каких-либо дополнительных материалов на бумагу-основу 320. Интеграция секции 500 тиснения в процесс сборки курительного изделия означает, что тисненые НВС сигареты 100 могут быть изготовлены в одностадийном процессе из недорогой бумаги-основы с низкой воздухопроницаемостью, рулон которой может быть установлен в сборочную машину для последовательного тиснения и сборки сигарет. Процесс изготовления, таким образом, менее продолжителен и требует меньших затрат по сравнению с существующими процессами изготовления НВС сигарет с поясками.
Любой из описанных выше альтернативных вариантов может быть использован по отдельности или в комбинации с любым из остальных.
| название | год | авторы | номер документа |
|---|---|---|---|
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ | 2012 |
|
RU2649559C9 |
| ВЕНТИЛИРУЕМОЕ КУРИТЕЛЬНОЕ ИЗДЕЛИЕ | 2011 |
|
RU2573966C2 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ | 2012 |
|
RU2604318C2 |
| СПОСОБ ОДНОСЛОЙНОЙ ПЕЧАТИ НА БУМАЖНОЙ ОБЕРТКЕ ДЛЯ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ | 2012 |
|
RU2580276C2 |
| ОБЕРТКА КУРИТЕЛЬНОГО ИЗДЕЛИЯ | 2012 |
|
RU2613858C1 |
| ОБЕРТКА КУРИТЕЛЬНОГО ИЗДЕЛИЯ | 2012 |
|
RU2580273C2 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ И СПОСОБ ИЗГОТОВЛЕНИЯ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ | 2010 |
|
RU2542548C2 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ | 2020 |
|
RU2809865C2 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ | 2012 |
|
RU2589437C2 |
| ОБЕРТКА КУРИТЕЛЬНОГО ИЗДЕЛИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ КУРИТЕЛЬНОГО ИЗДЕЛИЯ | 2013 |
|
RU2643993C2 |


Группа изобретений относится к оберткам курительных изделий с низкой воспламеняющей способностью. Обертка с низкой воспламеняющей способностью включает первую область и вторую область, отличающуюся от первой области, при этом первая область имеет тиснение и более высокую проницаемость, чем вторая область, а также более высокий коэффициент диффузии газа, чем вторая область. Курительное изделие с низкой воспламеняющей способностью содержит штранг курительного материала и обертку с низкой воспламеняющей способностью, обернутую вокруг штранга курительного материала. Способ формирования обертки с низкой воспламеняющей способностью, в котором формируют первую область обертки путем тиснения первой области; и формируют вторую область обертки, отличающуюся от первой области, при этом тиснение первой области включает увеличение проницаемости первой области так, что она превышает проницаемость второй области, и увеличение коэффициента диффузии газа первой области так, что он превышает коэффициент диффузии газа второй области. Техническими результатами группы изобретений являются обеспечение прохождения через фильтр более разбавленного газового потока и содержащего меньшее количество нежелательных компонентов дыма. 5 н. и 9 з.п. ф-лы, 9 ил., 3 табл.
1. Обертка с низкой воспламеняющей способностью, включающая первую область и вторую область, отличающуюся от первой области, при этом первая область имеет тиснение и более высокую проницаемость, чем вторая область, а также более высокий коэффициент диффузии газа, чем вторая область.
2. Обертка с низкой воспламеняющей способностью по п.1, у которой вторая область не имеет тиснения.
3. Обертка с низкой воспламеняющей способностью по п.1, у которой первая область является областью первого тиснения, а вторая область является областью второго тиснения, отличающегося от первого тиснения.
4. Обертка с низкой воспламеняющей способностью по п.1, у которой коэффициент диффузии газа представляет собой коэффициент диффузии CO2.
5. Обертка с низкой воспламеняющей способностью по п.1, у которой коэффициент диффузии газа первой области по меньшей мере в пять раз выше коэффициента диффузии газа второй области.
6. Обертка с низкой воспламеняющей способностью по п.1, у которой проницаемость первой области по меньшей мере в десять раз выше проницаемости второй области.
7. Обертка с низкой воспламеняющей способностью по п.1, у которой первая область содержит несколько тисненых секций и по меньшей мере одну тисненую соединительную секцию, проходящую через вторую область для соединения по меньшей мере двух из тисненых секций.
8. Курительное изделие с низкой воспламеняющей способностью, содержащее штранг курительного материала и обертку с низкой воспламеняющей способностью по любому из предшествующих пунктов, обернутую вокруг штранга курительного материала.
9. Способ формирования обертки с низкой воспламеняющей способностью, в котором:
формируют первую область обертки путем тиснения первой области; и
формируют вторую область обертки, отличающуюся от первой области,
при этом тиснение первой области включает увеличение проницаемости первой области так, что она превышает проницаемость второй области, и увеличение коэффициента диффузии газа первой области так, что он превышает коэффициент диффузии газа второй области.
10. Способ по п.9, в котором:
при формировании первой области обертки выполняют тиснение первой области, используя первую группу гравировальных выступов; и
при формировании второй области обертки выполняют тиснение второй области, используя вторую группу гравировальных выступов, отличающихся от гравировальных выступов первой группы.
11. Способ по п.9, в котором при тиснении первой области обертки формируют несколько секций тиснения и по меньшей мере одну тисненую соединительную секцию, проходящую через вторую область между несколькими секциями тиснения.
12. Способ формирования курительного изделия с низкой воспламеняющей способностью, при осуществлении которого обертывают обертку по любому из пп.1-7 вокруг штранга курительного материала.
13. Гравировальный валик для формирования обертки с низкой воспламеняющей способностью по любому из пп.1-7, у которого круговая поверхность валика включает:
первую область, содержащую группу гравировальных выступов; и
вторую область, отличающуюся от первой области;
при этом конфигурация гравировальных выступов в первой области валика обеспечивает повышение проницаемости первой области обертки так, что она превышает проницаемость второй области обертки, сформированной второй областью валика, а также обеспечивает увеличение коэффициента диффузии газа первой области так, что он превышает коэффициент диффузии газа второй области обертки, сформированной второй областью валика.
14. Гравировальный валик по п.13, в котором первая область содержит первую группу гравировальных выступов, а вторая область содержит вторую группу гравировальных выступов, отличающихся от гравировальных выступов первой группы.
| WO 2009141217 A1, 26.11.2009; |

