ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение в целом относится к области электроизоляционных лент, и более конкретно, к электроизоляционным материалам и способам для улучшенной пропитки смолами электроизоляционных материалов.
УРОВЕНЬ ТЕХНИКИ ИЗОБРЕТЕНИЯ
Обмотки высокого напряжения используются в различных электродинамических машинах, таких как двигатели или генераторы. Например, обмотки высокого напряжения, обычно называемые статорными обмотками, используются в электрических генераторах высокого напряжения. Обмотка высокого напряжения, такая как статорная обмотка, может быть сформирована по меньшей мере из одной обмоточной шины, которая, в свою очередь, включает в себя один или более электрических проводников. Индивидуальные электрические проводники формируются из высокопроводящего материала, такого как медь. Электрические проводники обычно индивидуально изолируются и связываются вместе для того, чтобы сформировать обмоточную шину. Такая связка, в свою очередь, окружается изоляцией и часто упоминается как обмоточный изолятор или корпусной изолятор. Корпусной изолятор обычно включает в себя множество слоев изоляционной ленты, такой как покрытая стеклом слюдяная лента. Корпусной изолятор покрывается внешним проводящим электродом заземления, который окружает корпусной изолятор. Внешний проводящий электрод заземления может быть электропроводящим красочным покрытием или электропроводящей лентой, обернутой вокруг корпусного изолятора. Внешний проводящий электрод заземления связан с землей так, чтобы напряжение наружной поверхности обмотки высокого напряжения имело нулевой потенциал.
Лента может наноситься с половинным перекрытием, встык или любым другим подходящим образом. Обычно вокруг катушки наматывается множество слоев слюдяной ленты, причем для типичных катушек высокого напряжения обычно используется шестнадцать или более слоев. Количество слоев может быть уменьшено в зависимости от мощности генератора и эффективности изолятора как в отношении его способности к электрической изоляции, так и в отношении его способности проводить тепло. Чтобы придать ленте более высокое сопротивление к истиранию и гарантировать более плотную изоляцию, на катушку может быть намотана внешняя лента из жесткого волокнистого материала, например из стекловолокна, асбеста и т.п.
Изоляционная лента обычно пропитывается смолой, чтобы улучшить ее конечные свойства. Существует множество способов покрытия материалов эпоксидными смолами с последующей вулканизацией продукта. Одним таким способом является вакуумная пропитка под давлением (vacuum pressure impregnation, VPI). Этот способ используется на таких устройствах, как статорные катушки. Изоляционная лента наносится на катушки, затем катушки помещаются в вакуумную камеру, в которой создается вакуум. После некоторого промежутка времени подается смола для пропитки катушки. Для того чтобы заставить смолу войти в катушки и минимизировать пустоты, которые влияют на удельную проводимость, прикладывается давление. После того как эта операция завершена, катушки нагреваются для того, чтобы вулканизировать смолу. Другой вариант этого способа, глобальная вакуумная пропитка под давлением (GVPI), включает в себя процесс, в котором сухие изолированные катушки наматываются, а затем вместо индивидуальных катушек вакуумной пропитке под давлением подвергается статор целиком. Из-за относительно высокой плотности существующих изоляционных лент обычно имеются проблемы с оптимальной пропиткой таких лент, такие как неполная пропитка. Неполная пропитка может привести к неспособности катушки противостоять воздействию напряжения и вызвать преждевременный пробой и аварию.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Настоящее изобретение объясняется в следующем описании со ссылками на чертежи, которые показывают:
Фиг. 1 изображает изоляционную ленту, наматываемую вокруг катушки статора в соответствии с одним аспектом настоящего изобретения.
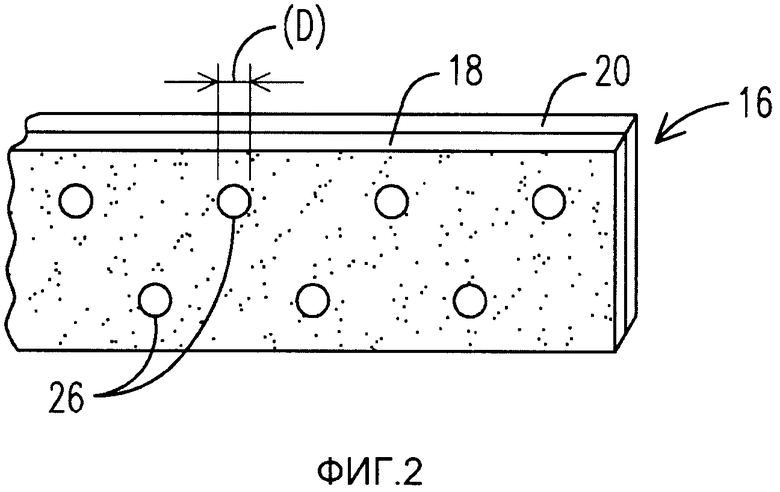
Фиг. 2 изображает изоляционную ленту, имеющую множество сформированных в ней апертур в соответствии с одним аспектом настоящего изобретения.
Фиг. 3 изображает изоляционную ленту, имеющую множество апертур, ориентированных параллельно к продольной оси изоляционной ленты в соответствии с одним аспектом настоящего изобретения.
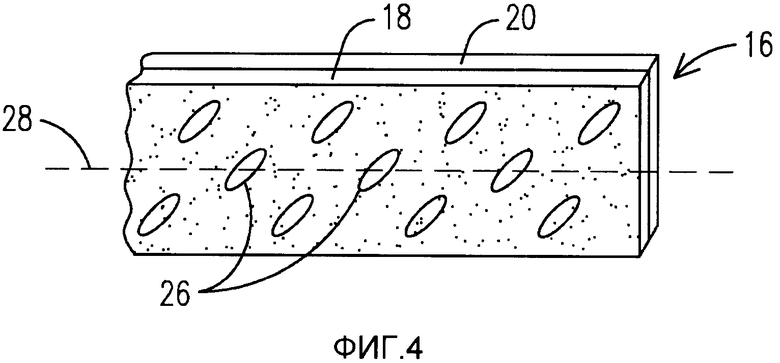
Фиг. 4 изображает изоляционную ленту, имеющую множество апертур, ориентированных под углом к продольной оси изоляционной ленты в соответствии с одним аспектом настоящего изобретения.
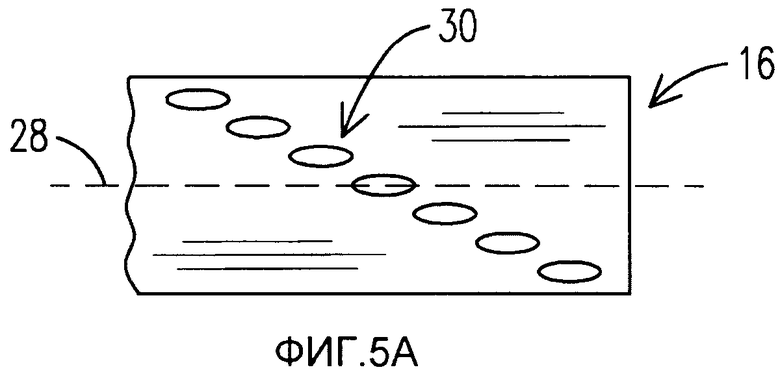
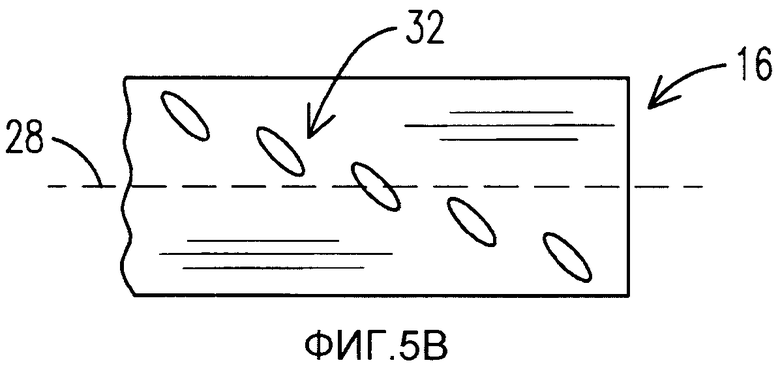
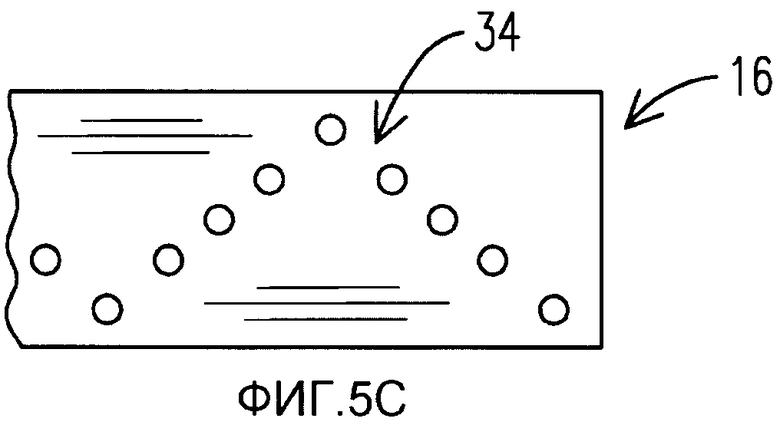
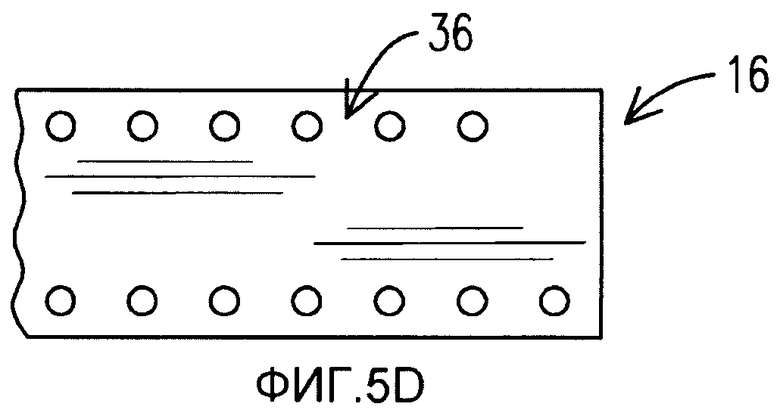
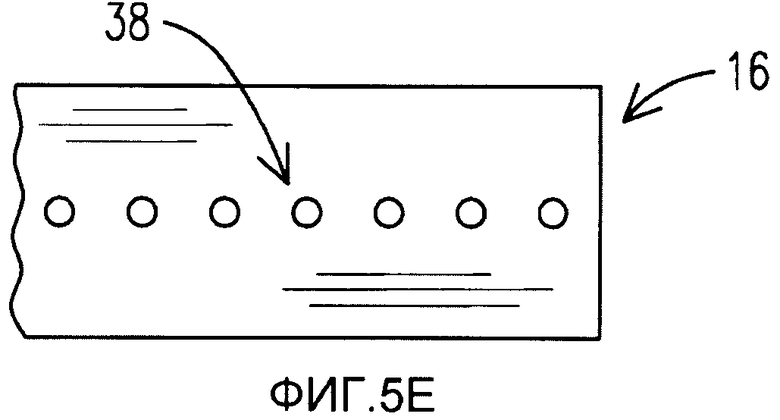
Фиг. 5A-5E показывают примерные узоры для апертур в изоляционной ленте в соответствии с одним аспектом настоящего изобретения.
Фиг. 6 изображает изоляционную ленту, имеющую множество апертур, которые проходят через изолирующий слой и внутрь, но не насквозь, защитного слоя в соответствии с одним аспектом настоящего изобретения.
Фиг. 7 изображает изоляционную ленту, имеющую изолирующий слой со множеством апертур и защитный слой со множеством апертур, которые смещены относительно апертур слоя изоляции в соответствии с одним аспектом настоящего изобретения.
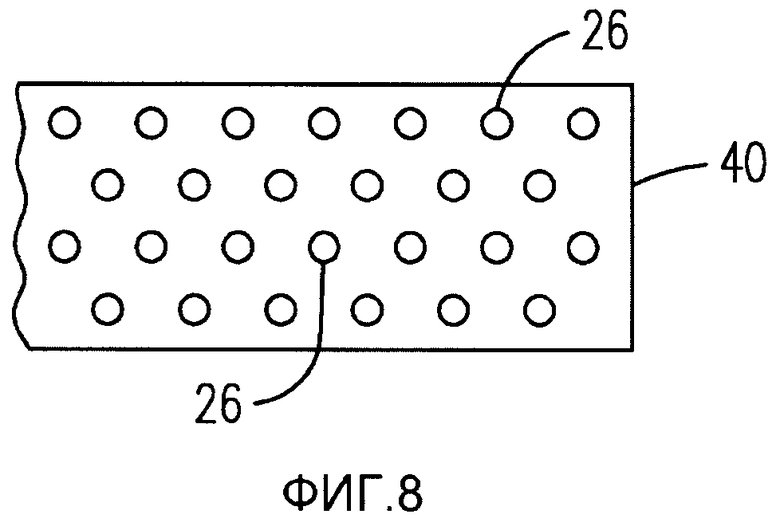
Фиг. 8 изображает структурно устойчивый слюдяной лист (без защитного слоя), имеющий множество сформированных в нем апертур, в соответствии с одним аспектом настоящего изобретения.
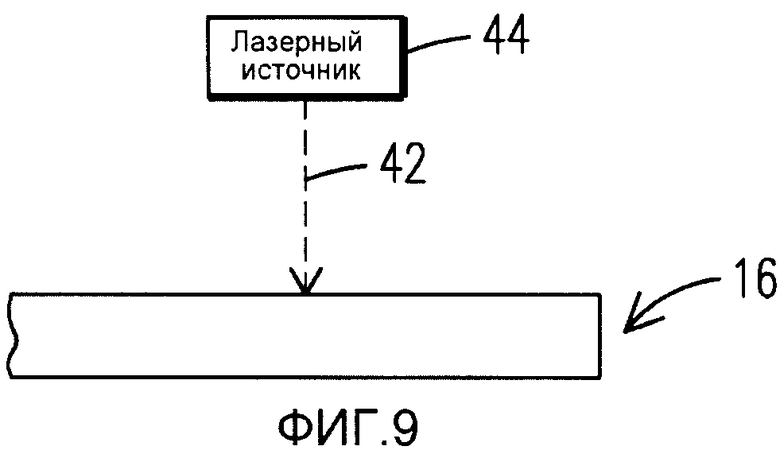
Фиг. 9 изображает лазерный источник для формирования множества апертур в изоляционной ленте в соответствии с одним аспектом настоящего изобретения.
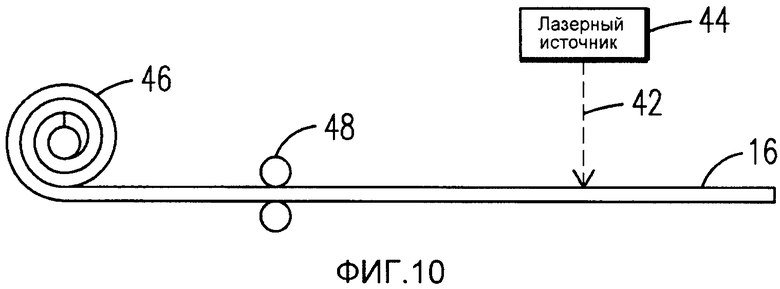
Фиг. 10 изображает систему для формирования множества апертур в изоляционной ленте в соответствии с одним аспектом настоящего изобретения.
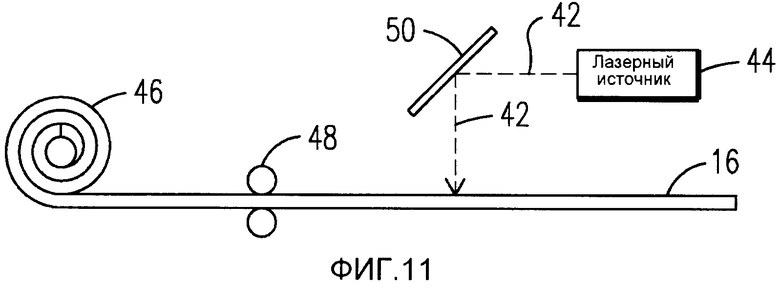
Фиг. 11 изображает другую систему для формирования множества апертур в изоляционной ленте в соответствии с одним аспектом настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Авторы настоящего изобретения инновационно разработали изоляционную ленту, которая существенно улучшает проникновение пропиточной смолы в изоляционную ленту во время ее пропитки смолой. В одном варианте осуществления изоляционная лента включает в себя по меньшей мере изолирующий слой и множество апертур (отверстий), сформированных в нем лазерным сверлением и т.п. В некоторых вариантах осуществления наибольший размер апертур составляет десять микрон или меньше, так что проникновение пропиточной смолы в ленту может быть улучшено без ухудшения электрических рабочих характеристик изоляционной ленты. Таким образом, улучшенные изоляционные ленты не только улучшают пропитку смолой, но также в состоянии выдержать напряжения и силы, испытываемые лентами во время производства и обслуживания.
Обращаясь теперь к чертежам, Фиг. 1 показывает примерные условия эксплуатации для изоляционных лент по настоящему изобретению. Примерная катушка 10 включает в себя множество витков проводников 12, которые собраны в бакелизированную катушку 14. Корпусная изоляция для катушки 14 обеспечивается намоткой одного или более слоев электроизоляционной ленты (изоляционной ленты) 16 вокруг бакелизированной катушки 14. Изоляционная лента 16 обычно включает в себя слой электрической изоляции (изолирующий слой) 18, объединенный или связанный с защитным слоем или защитным листом 20 с помощью жидкого смолистого связующего вещества 22.
В одном варианте осуществления изолирующий слой 18 включает в себя множество слюдяных чешуек, которые были сформованы в слюдяную пластинку с помощью традиционных бумагоделательных процессов, известных в данной области техники. Слюда, как известно, является желательным изолятором благодаря размеру слюдяных чешуек и пластинок. Слюда может быть стандартной слюдой (мусковит, флогопит), биотитовой слюдой или любыми другими подходящими подобными слюде алюмосиликатными материалами, такими как каолинит, галлуазит, монтмориллонит и хлорит. Диапазоны размеров для формовки слюды могут быть различны, но обычно слюда находится в макродиапазоне толщины (например, 0,01-0,05 мм) с самыми длинными размерами пластинки вплоть до 10 мм для природных и традиционно обработанных слюд (включая все известные общие минеральные формы). Для синтетических слюд самый длинный размер может находиться в микронном и субмикронном диапазоне от 100 нм до 10000 нм. Слюда не только хороша при формировании бумаги, но и благодаря тому, что пластинки создают высокоизвилистые траектории для процессов образования древовидного токопроводящего следа, она является также превосходным электроизоляционным материалом. Слюда, к сожалению, является также очень хорошим теплоизолятором, что является нежелательным побочным эффектом.
В другом варианте осуществления изоляционная лента 16 может дополнительно включать в себя материалы 24 с высокой удельной теплопроводностью (high thermal conductivity, HTC), которые могут быть объединены со слюдой на любой подходящей стадии производства слюдяной бумаги, например на стадии сухого материала, на стадии пульпы или на стадии конечного продукта, как описано в патенте США №7846853, который полностью включен в настоящий документ посредством ссылки. Слюдяные бумаги обычно имеют структуры, которые могут легко включать такие материалы с высокой удельной теплопроводностью, как окислы металлов, нитриды и карбиды, мономерные и полимерные органические соединения, чтобы дать композитные материалы с высокой диэлектрической прочностью. Материалы 24 с высокой удельной теплопроводностью могут быть включены вместо или в дополнение к смоле, которой пропитывается изоляционная лента 16.
Материалы 24 с высокой удельной теплопроводностью могут включать в себя любые подходящие частицы, которые увеличивают удельную теплопроводность принимающей матрицы. Материалы с высокой удельной теплопроводностью могут включать в себя частицы нано-, мезо- и/или микроразмера. В одном варианте осуществления материалы 24 с высокой удельной теплопроводностью включают в себя нанонаполнители, имеющие размер от 1 до 1000 нм. Нанонаполнители могут быть сферическими, могут быть пластинками, могут быть формой, имеющей большое соотношение сторон, такой как спиральные контактные пружинки, стержни или нанотрубки, и/или могут быть в собранных формах, таких как агрегаты, фибриллярные дендриты, веревки, связки, сети и другие формы. Материалы 24 с высокой удельной теплопроводностью могут также включать в себя покрытия, такие как алмазоподобные покрытия или другие материалы с высокой удельной теплопроводностью, такие как оксиды металлов, нитриды и карбиды, которые расположены на материалах с более низкой удельной теплопроводностью. Далее, частицы с высокой удельной теплопроводностью могут включать в себя неорганические или органические поверхностные функциональные группы, которые реактивно привиты к материалам с высокой удельной теплопроводностью, которые могут образовывать прямые или косвенные ковалентные связи (соединения) с пропиточной смолой для того, чтобы сформировать непрерывный композитный материал. В одном варианте осуществления материалы с высокой удельной теплопроводностью соединены непосредственно с пропиточной смолой посредством одной или более ковалентных связей. Конкретные примеры подходящих материалов с высокой удельной теплопроводностью раскрыты в патенте США №7781063, который полностью включен в настоящий документ посредством ссылки.
Пропиточная смола, используемая для пропитки изоляционной ленты 16, может быть любой подходящей смолой или эпоксидной смолой, включая модифицированные эпоксидные смолы, полиэфиры, полиуретаны, полиимиды, полиамидоэфиры, сложные полиамидоэфиры, бисмалеимиды, кремнийорганические материалы, полисилоксаны, полибутадиены, циановокислые сложные эфиры, углеводороды и т.д., а также гомогенные смеси этих смол. Кроме того, пропиточная смола может включать в себя добавки, такие как средства образования поперечных связей, ускорители и другие катализаторы и вещества для улучшения технологических свойств. Некоторые смолы, такие как жидкокристаллические термореактивные смолы (liquid crystal thermosets, LCT) и 1,2-винилполибутадиен соединяют низкий молекулярный вес с хорошими свойствами образования поперечных связей.
Изолирующий слой 18 обычно объединяется с гибким защитным слоем 20 (защитный слой 20) с помощью смолистого связующего вещества 22. Гибкий защитный слой 20 может включать в себя, например, ткань из стекловолокна или арматурную циновку из полиэтиленгликольтерефталата. Смолистое связующее вещество 22 может быть любым подходящим связующим веществом, таким как эпоксидный материал, как известно в данной области техники.
Как упомянуто выше, изоляционная лента 16 может наноситься с половинным перекрытием, встык или любым другим подходящим образом вокруг подходящего проводника. Обычно вокруг бакелизированной катушки 14 наматывается множество слоев изоляционной ленты 16, причем для типичных катушек высокого напряжения обычно используется шестнадцать или более слоев. Количество слоев может быть уменьшено в зависимости от мощности генератора и эффективности изолятора как в отношении его способности к электрической изоляции, так и в отношении его способности проводить тепло. После этого изоляционная лента 16 обычно пропитывается смолой для того, чтобы улучшить многие из ее суммарных свойств. В одном варианте осуществления пропитка выполняется с использованием процесса вакуумной пропитки под давлением (VPI) или глобальной вакуумной пропитки под давлением (GVPI).
Изоляционные ленты по настоящему изобретению значительно улучшают проникновение пропиточной смолы внутрь ленты во время ее пропитки смолой. На Фиг. 2 показан вариант осуществления улучшенной изоляционной ленты, например изоляционной ленты 16, в соответствии с одним аспектом настоящего изобретения. Изоляционная лента 16 включает в себя по меньшей мере изолирующий слой 18 и множество сформированных в нем и расположенных на определенном расстоянии друг от друга апертур 26. Апертуры могут иметь любой размер, подходящий для конкретного приложения. В одном варианте осуществления апертуры 26 имеют такие размеры, чтобы обеспечить необходимую устойчивость к напряжению электрического поля. В конкретном варианте осуществления апертуры 26 имеют максимальный размер, составляющий десять микрон (10 мкм) или меньше. Например, в одном варианте осуществления апертуры 26 имеют диаметр (D) (как показано на Фиг. 2), составляющий десять микрон (10 мкм) или меньше, для поддержания структурной и электрической целостности слюдяного листа и для того, чтобы обеспечить улучшенную пропитку смолой.
В дополнение к этому, очень важно то, что глубиной апертур 26 также можно управлять для того, чтобы избежать сквозного прокола слюды или, наоборот, обеспечить его, по желанию. Соответственно, в любом из описанных в настоящем документе вариантов осуществления глубиной апертур можно управлять таким образом, что апертуры 26 частично или полностью проходят только через одно из изолирующего слоя 18 или защитного слоя 20 на желаемую глубину. В дополнительных вариантах осуществления апертуры 26 могут быть сформированы и в изолирующем слое 18, и в защитном слое 20, но без апертур 26, имеющих такую глубину, что они проходят полностью и через изолирующий слой 18, и через защитный слой 20. В других вариантах осуществления апертуры 26 проходят и через изолирующий слой 18, и через защитный слой 20. Следует понимать, однако, что в последнем варианте осуществления апертуры 26 должны быть достаточно малыми в диаметре, и для того, чтобы такая система функционировала должным образом, должна быть использована пропиточная смола с относительно низкой вязкостью.
В дополнение к этому, апертуры 26 могут иметь любую подходящую форму для того, чтобы обеспечить улучшенное проникновение смолы через изоляционную ленту 16. В одном варианте осуществления апертуры 26 имеют относительно круглую форму, как также показано на Фиг. 2. Относительно круглая форма помогает обеспечить улучшенную проницаемость изоляционной ленты 16 для смолы. В другом варианте осуществления, как показано на Фиг. 3, апертуры 26 имеют существенно овальную или удлиненную форму. Следует отметить, что размер апертур 26, как показано на чертежах, не обязательно должен быть изображен в масштабе, но увеличен для целей ясности.
Далее, апертуры 26 могут иметь любую желаемую ориентацию относительно продольной оси 28 изоляционной ленты 14. В одном варианте осуществления, как показано на Фиг. 3, по меньшей мере часть апертур 26 ориентирована параллельно продольной оси 28 изоляционной ленты 16. В другом варианте осуществления, как показано на Фиг. 4, апертуры 26 могут быть ориентированы наклонно, например, под углом 45 градусов, относительно продольной оси 28 изоляционной ленты 14. Апертуры 26 могут покрывать любую подходящую область поверхности изоляционной ленты 14.
Апертуры 26 могут быть предусмотрены в изоляционной ленте 16 с любым подходящим узором, который поможет улучшить проникновение пропиточной смолы в изоляционную ленту 16, сохраняя при этом ее диэлектрическую прочность и структурную прочность. Фиг. 5A-5E иллюстрируют примерные узоры апертур 26 для изоляционной ленты 16. Как показано на Фиг. 5A, например, апертуры 26 могут быть сформированы в изоляционной ленте 16 в виде диагонального узора 30 с наибольшим размером апертур 26, ориентированным параллельно продольной оси 28 изоляционной ленты 16. Как показано на Фиг. 5B, апертуры 26 могут быть сформированы в изоляционной ленте 16 в виде диагонального узора 32 с наибольшим размером апертур 26, ориентированным под углом, равным, например, 45°, к продольной оси 28 изоляционной ленты 16. Как показано на Фиг. 5C, апертуры 26 могут быть сформированы в изоляционной ленте 16 в виде зигзагообразного узора 34. Как показано на Фиг. 5D, апертуры 26 могут включать в себя обрамление 36 (апертуры, сформированные вдоль края ленты 16) таким образом, что плотное перекрытие изоляционной ленты 16 будет использовать обрамление 36 для обеспечения апертур 26 в каждом слое изоляционной ленты 16 в намотке. Как показано на Фиг. 5E, изоляционная лента 16 может также включать в себя центрирование 38, которое будет иметь больше преимуществ при намотке с половинным перекрытием. Альтернативно, апертуры 26 могут быть расположены в любом другом желаемом порядке для того, чтобы увеличить проницаемость изоляционной ленты 16 пропиточной смолой, включая, но не ограничиваясь этим, сетки и полосы. Различные типы узоров не являются взаимно исключающими и могут быть скомбинированы друг с другом.
Далее предусматривается, что, когда изоляционная лента 16 включает в себя изолирующий слой 18 и защитный слой 20, апертуры 26, описанные в настоящем документе, могут быть включены в один или оба из изолирующего слоя 18 и защитного слоя 20. В одном варианте осуществления апертуры 26 формируются исключительно в изолирующем слое 18, как было показано, например, на Фиг. 2, а не в защитном слое 20. В другом варианте осуществления апертуры 26 формируются исключительно в защитном слое 20, но не в изолирующем слое 18.
В еще одном варианте осуществления апертуры 26 формируются в изолирующем слое 18 и в защитном слое 20. Когда апертуры 26 формируются и в изолирующем слое 18, и в защитном слое 20, апертуры 26a в изолирующем слое 18 и апертуры 26b в защитном слое 20 могут быть ориентированы относительно друг друга в любой подходящей конфигурации. В одном варианте осуществления, как показано на Фиг. 6, апертуры 26a в изолирующем слое 18 и апертуры 26b в защитном слое 20 существенно совмещены друг с другом в вертикальной плоскости. В дополнительном варианте осуществления, как показано на Фиг. 7, апертуры 26a в изолирующем слое 18 и апертуры 26b в защитном слое 20 могут быть существенно несовмещенными друг с другом в вертикальной плоскости.
Следует понимать, что настоящее изобретение не ограничено изоляционными лентами, имеющими изолирующий слой и защитный материал подложки. В некоторых аспектах настоящего изобретения, как показано на Фиг. 8, изолирующий слой 16 может быть предусмотрен как автономный, однослойный, структурно устойчивый лист 40 без защитного слоя 20. Структурно устойчивый лист 40 может иметь множество сформированных в нем апертур 26, так же как в любом варианте осуществления, описанном выше. Лист 40 может быть сформирован из слюды или любого другого подходящего изоляционного материала, и может включать или не включать в себя материалы с высокой удельной теплопроводностью, как описано в настоящем документе. По желанию, после того как апертуры 26 сформированы в листе 40, лист 40 может быть объединен с защитным материалом подложки (с апертурами или без них), как описано в настоящем документе, например, с защитным слоем 20, и приклеен к нему жидким смолистым связующим веществом.
В соответствии с другим аспектом настоящего изобретения предлагается способ производства изоляционного материала в любом описанном в настоящем документе варианте осуществления. Изоляционный материал может включать в себя изоляционную ленту 16 или структурно устойчивый слюдяной лист 40, как описано выше. Способ включает в себя формирование множества апертур 26 в изоляционном материале. В одном варианте осуществления апертуры 26 имеют предопределенные диаметр и глубину. Формирование апертур может быть выполнено с помощью любого подходящего способа, известного в данной области техники, например с помощью механических роликов с шипами или с помощью лазерного сверления. В одном варианте осуществления формирование апертур выполняется с помощью лазерного сверления. Лазерное сверление удаляет материал из изоляционного материала, создавая апертуры 26. Длина волны и интенсивность излучения лазера могут быть выбраны так, чтобы взаимодействовать с изоляционным материалом управляемым образом, что будет понятно специалистам в данной области техники.
В соответствии с другим аспектом настоящего изобретения лазерное сверление может выборочно удалять компоненты (например, первый компонент) из изоляционного материала, например из изоляционной ленты 16 или структурно устойчивого листа 40, оставляя другие компоненты (например, второй компонент) по существу нетронутыми. Понятно, что длина волны лазера будет иметь значительный эффект, поскольку отражательная способность одного компонента, например материала с высокой удельной теплопроводностью, такого как нитрид бора, может весьма отличаться от отражательной способности второго компонента, такого как слюда. Следовательно, мощность, необходимая для испарения/удаления материала, может очень отличаться, например, для материалов с высокой удельной теплопроводностью и слюды. Способы, описанные в настоящем документе, опционально включают в себя выборочное удаление компонентов, таких как слюда или материалы с высокой удельной теплопроводностью, из субстрата, например из изоляционной ленты 16 или из структурно устойчивого листа 40, оставляя другой компонент, такой как материалы с высокой удельной теплопроводностью или слюда, по существу нетронутым.
Лазерное сверление может быть выполнено, например, с помощью ударного сверления или путем прорезания круговых пазов. При ударном сверлении луч фокусируется на субстрат, например на изоляционную ленту 16, в пятно, равное диаметру апертуры, которая должна быть сформирована. При прорезании круговых пазов лазер может перемещаться относительно субстрата для того, чтобы сформировать апертуры с желаемыми диаметром и глубиной. Подходящее оборудование для лазерного сверления доступно из множества источников, включая, но не ограничиваясь этим, компанию U.S. Laser Corp., г. Уайкофф, штат Нью-Джерси.
В одном варианте осуществления, как показано на Фиг. 9, луч 42 из лазерного источника 44 направляется на изолирующий материал (например, на изоляционную ленту 16) и множество апертур 26 формируется в изоляционной ленте 16, в то время как изоляционная лента 16 поддерживается в стационарном положении. В другом варианте осуществления, как показано на Фиг. 10, изолирующий материал движется вдоль конвейера, чтобы обеспечить непрерывный источник изолирующего материала, и апертуры 26 формируются в изолирующем материале по мере того, как изолирующий материал проходит мимо лазерного источника 44. Например, в одном варианте осуществления, рулон 46 изолирующего материала, например изоляционной ленты 16, обеспечивается в качестве источника подачи полосы изоляционной ленты 16. Один или более роликов 48 могут быть обеспечены для того, чтобы направлять изоляционную ленту 16 из рулона 46 к лазерному источнику 44. В другом варианте осуществления (не показанном), изолирующий слой 18 и защитный слой 20 отдельно подаются из отдельных рулонов и могут быть соединены вместе перед или после контакта любого слоя с лазерным лучом 42 лазерного источника 44. В любом из описанных в настоящем документе вариантов осуществления глубиной апертур можно управлять таким образом, что апертуры частично или полностью формируются индивидуально либо в изолирующем слое 18, либо в защитном слое 20, или в обоих слоях. Глубиной апертур также можно управлять таким образом, чтобы избежать сквозного прокола слюды, либо, наоборот, гарантировать сквозной прокол. Когда изолирующий материал транспортируется мимо лазерного источника 44, в целом понятно, что более мощные лазерные источники, скорее всего, имеют частоту повторения не более 1 кГц, что, вероятно, ограничит максимально возможную скорость транспортировки изолирующего материала.
Лазерный источник 44 может быть оптоволоконным лазерным источником или любым другим подходящим лазерным источником, известным в данной области техники. При работе лазерный источник 44 направляет луч на изоляционную ленту 16 для того, чтобы сформировать множество апертур 26 в изоляционной ленте 16. Следует понимать, что специалисту в данной области техники будет понятно, что скорость перемещения изоляционного материала, а также длина волны, длительность импульса и частота импульсов лазерного источника могут изменяться по мере необходимости для того, чтобы сформировать в изоляционном материале отверстия 26, имеющие желаемый размер, включая, но не ограничиваясь этим, желаемую форму, высоту, ширину и/или глубину. Чтобы получить апертуры 26, имеющие круглую форму, может быть предусмотрено подвижное зеркало 50 для того, чтобы направлять лазерный луч 42 из лазерного источника 44 на изоляционный материал, например на изоляционную ленту 16, и формировать круглую форму по мере того, как изоляционная лента 16 транспортируется мимо лазерного источника 44, как показано на Фиг. 11.
В дополнение к вышеупомянутым соображениям, специалисту в данной области техники должно быть понятно, что величина дифракции, выбор конкретного лазерного источника и выбранная длина волны лазерного источника 44 будут влиять на количество и размеры апертур 26. Далее, количество и размеры апертур 26 могут зависеть от формы луча лазерного источника 44 и любых структур, которые помогают создать желаемую форму луча.
Лазерный источник 44 и эти структуры могут быть адаптированы так, чтобы обеспечить круговые, эллипсоидальные и цилиндрические профили интенсивности с использованием различных структур, известных в данной области техники. Например, "естественный" профиль луча эксимерных лазеров, как правило, имеет цилиндрический, а не гауссовский профиль. В одном варианте осуществления лазерный луч 42 подвергается пространственному фильтрованию и после этого фокусируется на изоляционном материале для того, чтобы сделать одиночное пятно или апертуру. Минимальный размер пятна равен приблизительно длине волны лазера, но этот минимум ухудшается тем сильнее, чем больше пятно отходит от гауссовского профиля. В другом варианте осуществления локализацией одиночного пятна можно управлять, перемещая изоляционный материал, например изоляционную ленту 16, или перемещая лазерный луч 42 посредством качающихся зеркал, которые осуществляют сканирование вдоль и поперек изоляционного материала. В другом варианте осуществления лазерный луч 42 направляется через цилиндрическую линзу для того, чтобы сформировать линию, которая затем может быть направлена на изоляционный материал. В еще одном варианте осуществления лазерный луч 42 проходит через маску, в которой имеется множество отверстий. Это прохождение генерирует множество лучей, которые могут фокусироваться линзой, обеспечивая множество отверстий на изоляционном материале, например на изоляционной ленте 16.
В соответствии с еще одним аспектом настоящего изобретения имеется способ для использования любого описанного в настоящем документе варианта осуществления изоляционной ленты 16, имеющей множество сформированных в ней апертур 26. Способ включает в себя намотку изоляционной ленты 16 вокруг электрического проводника и пропитку изоляционной ленты 16 пропиточной смолой. Множество апертур 26 в изоляционной ленте 16 обеспечивает улучшенное проникновение смолы, поддерживая при этом структурную стабильность и диэлектрическую прочность изоляционной ленты 16.
В то время как различные варианты осуществления настоящего изобретения были показаны и описаны в настоящем документе, очевидно, что такие варианты осуществления даны только для примера. Многочисленные вариации, изменения и подстановки могут быть сделаны без отступлений от изобретения, описанного в настоящем документе. Соответственно, имеется в виду, что настоящее изобретение ограничено только духом и областью охвата приложенной формулы изобретения.



Изобретение относится к области электроизоляционных лент, и более конкретно, к электроизоляционным материалам и способам для улучшенной пропитки смолами электроизоляционных материалов. Предложена улучшенная электроизоляционная лента (16), включающая в себя защитный слой (20) и электроизолирующий слой (18), связанный с защитным слоем (20). По меньшей мере один из электроизолирующего слоя (18) и защитного слоя (20) включает в себя множество сформированных в нем апертур (26) для того, чтобы улучшить проникновение пропиточной смолы в изоляционную ленту (16) во время пропитки смолой. Изобретение обеспечивает оптимальную пропитку ленты, что повышает способность противостоять воздействию напряжения и преждевременному пробою и аварии. 2 н. и 8 з.п. ф-лы, 11 ил.
1. Электроизолирующий материал, содержащий электроизолирующий слой, включающий в себя множество сформированных в нем апертур, в котором апертуры имеют максимальный размер, составляющий десять микрон или меньше, и в котором электроизолирующий слой включает в себя слюду.
2. Электроизолирующий материал по п. 1, в котором электроизолирующий материал находится в форме структурно устойчивого слюдяного листа.
3. Электроизолирующий материал по п. 1, в котором множество апертур имеет глубину такую, что только частично проходит через электроизолирующий слой.
4. Электроизолирующий материал по п. 1, в котором электроизолирующий слой дополнительно содержит множество наполнителей с высокой удельной теплопроводностью (НТС).
5. Электроизолирующий материал по п. 1, в котором указанный электроизолирующий материал содержит электроизоляционную ленту.
6. Способ производства электроизолирующего материала, включающий в себя:
- формирование множества апертур в электроизолирующем материале, при этом указанный электроизолирующий материал содержит первый компонент и второй компонент, при этом указанное формирование содержит выборочное удаление первого компонента из электроизолирующего материала, при этом оставляя второй компонент по существу нетронутым, и при этом электроизолирующий материал содержит изолирующий слой, содержащий слюду.
7. Способ по п. 6, в котором апертуры имеют максимальный размер, составляющий десять микрон или меньше.
8. Способ по п. 6, в котором электроизолирующий материал включает в себя электроизоляционную ленту, включающую в себя изолирующий слой, связанный с защитным слоем, и в котором апертуры формируются в каждом из изолирующего слоя и защитного слоя.
9. Способ по п. 6, в котором формирование апертур осуществляется лазерным сверлением.
10. Способ по п. 6, в котором второй компонент содержит материал с высокой удельной теплопроводностью.
| US3127470 A, 31.03.1964 | |||
| US7846853 B2, 07.12.2010 | |||
| US2005208301A1, 22.09.2005 | |||
| ИЗОЛЯЦИОННАЯ ЛЕНТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2120145C1 |
| RU94038826 A1, 10.06.1996. | |||

