Изобретение касается одностадийного способа вспенивания, ламинирования и формования для изготовления композиционных конструктивных элементов, состоящих из вспененной центральной части из вспениваемой среды, например вспениваемого пластика, и одного или нескольких покрывающих слоев из пластика, и/или композиционных материалов, и/или металлов. Формованные композиционные изделия из синтетических пеноматериалов могут выдерживать большие механические нагрузки и имеют более низкую массу, чем аналогичные металлические конструктивные элементы, и, таким образом, являются замечательно подходящими в качестве конструктивных элементов в космических, воздушных, водных и сухопутных транспортных средствах и для других конструкционных элементов.
Способы формования для композиционных материалов являются известными. Так, в случае экструзии рукава с раздувом применяется рукав, например, из силиконового каучука, чтобы заготовку из композиционного материала, например из пластика, усиленную стекловолокном или усиленную углеродным волокном, раздуть в форме, подогнать к этой форме и подвергнуть термическому отверждению.
Экструзия рукава с раздувом: при экструзии рукава с раздувом (прежде всего используемым в индустрии спорттоваров, например, для рам велосипедов, теннисных ракеток и т.д.) при помощи силиконового рукава при повышенном внутреннем давлении и повышенной температуре в форме спрессовываются и отверждаются покрывающие слои из усиленных волокнами пластиков (FVK). Для этого в форму вкладывают усиленный волокнами синтетический материал в большинстве случаев вместе с реактопластичной матрицей, так называемый препрег. Чтобы сформировать внешний контур формы, после закрывания формы в силиконовый рукав во внутренней части формы подают давление. Затем усиленный волокнами синтетический материал отверждается при определенной температуре. После этого форму открывают, конструктивный элемент извлекают из формы, а силиконовый рукав удаляют. В случаях, в которых этот рукав из-за особенностей конструктивного элемента не может быть снова удален, используются «неизвлекаемые ядра».
В немецкой заявке на патент DE 198 45 269 (MBK) описывается, как рукав, окруженный воздушной подушкой, вводится в имеющую сложную конфигурацию полость формы, а затем раздувается и таким образом полностью заполняет полость формы.
Немецкая заявка на патент DE 10 2007 056 830 (Head) описывает экструзию рукава с раздувом для получения теннисных ракеток из композиционных материалов.
Изобретение из немецкой заявки на патент DE 10 2007 051 517 (TU Dresden) касается пустотелого вала или полой оси из композиционного материала с волокнистым наполнителем для жесткого соединения с функциональными элементами. Этот пустотелый вал имеет по меньшей мере два волокнистых слоя в оболочке, различную ориентацию волокон в слоях и профиль со скругленным краем. Функциональные элементы имеют соответствующие профилю вала контактную поверхность профиля, компоновку рабочей поверхности и находящееся между ними стыковочное изделие. Как вал, соответствующий изобретению, так и функциональные элементы имеют незначительную массу.
Немецкая заявка на патент DE 10 2004 015 072 (Rohm GmbH & Co. KG) описывает способ получения стержней из прозрачных синтетических материалов путем экструзии формовочной массы синтетического материала, отличающийся тем, что экструдированную формовочную массу синтетического материала разделяют на два разных стержня и из формовочной массы синтетического материала 1 экструдируют пластиковую трубку, а после введения в калибратор вакуумной камеры после примерно 20 см эту свежеэкструдированную трубку параллельно заполняют предварительно отделенной расплавленной формовочной массой синтетического материала 2, а вновь образовавшееся формованное изделие из синтетического материала обрабатывают дальше как при обычной экструзии труб.
Немецкая заявка на патент DE 102 40 395 (Lisa Draximaier GmbH) описывает поперечную балку для автотранспортного средства, которая до сих пор изготавливалась из стальной трубы в процессе внутреннего обратного выдавливания, на этой поперечной балке могут быть приварены различные крепления для других деталей. Поперечная балка согласно изобретению включает закругление трубы из усиленного волокнами композитного материала или образованного смешанным образом из металла и синтетического материала, на которое методом литья под давлением нанесены различные крепления для дополнительных деталей.
Немецкая заявка на патент DE 10 2009 002 232 (Volkswagen AG) описывает способ и установку для получения распределительного вала, который является более гибким, чем имеющиеся до сих пор способы, такие как, например, способ формования с внутренним обратным выдавливанием (IHU) или способ отливки, и дает более легкие изделия. Этот распределительный вал состоит из усиленного волокнами синтетического материала, а способ получения состоит из следующих стадий:
предварительно изготовленные элементы, распределяющие нагрузку, располагаются на волокнистой заготовке, имеющей полую структуру,
в эту волокнистую заготовку вкладывается эластичная пустотелая деталь, и
вся конструкция помещается в пресс-форму с возможностью поддержания постоянной температуры,
в пресс-форме располагаются элементы, распределяющие нагрузку,
эластичную пустотелую деталь заполняют, в результате чего заготовка прижимается к контуру пресс-формы и элементам, распределяющим нагрузку,
вводится материал матрицы и термически отверждается,
после отверждения вал может извлекаться из формы.
Немецкая заявка на патент DE 10 2007 026 553 (TU Dresden) описывает многоцелевую композитную структуру с профилем автомобильного колеса для осей и валов, например для шасси самолета. Высокая способность этой конструктивной детали выдерживать механические нагрузки достигается в результате расположения слоев волокон под различными углами.
Немецкая заявка на патент DE 10 2005 020 274 (Denk Engineering GmbH) описывает способ получения усиленной волокнами формованной детали из синтетического материала, при котором слоистый пластик с волокнистым наполнителем накладывается на растягивающуюся внутреннюю формованную деталь, покрытая слоистым пластиком с волокнистым наполнителем внутренняя формованная деталь помещается в контрформу и растягивается, причем эта внутренняя формованная деталь растягивается, а волокнистый материал прессуется на внутренней стенке формы для конструктивного элемента. В эту форму для конструктивного элемента могут помещаться металлические детали или уже отвержденные, усиленные волокнами детали, которые после отверждения усиленного волокнами материала прочно соединены с формованной деталью из синтетического материала и дополнительно ее усиливают. Растягивание оболочки сердцевины осуществляется в результате подведения газа или жидкости, однако может также проводиться с помощью пониженного давления.
Немецкая заявка на патент DE 10 2005 020 907 A1 (TU Dresden) описывает полую структуру из усиленного волокнами синтетического материала с элементами, распределяющими нагрузку, которые сформированы на внутреннем контуре этой полой структуры. Полая структура состоит из текстильной заготовки, пропитанной смесью реактивной смолы. Нанесение этой реактивной смолы может осуществляться вручную или с помощью известного инжекционного метода, такого как, например, формование пропиткой смолой (Resin-Transfer-Moulding (RTM)). Копирование формы с точным контуром осуществляется с помощью раздуваемого рукава.
«Вспенивание в форме» с полиуретанами (ПУР) в основном отличается следующим:
- в случае «обычных» ПУР-пеноматериалов вспенивают внутри конструктивной детали (аналогично монтажной пене);
- с помощью ПУР получают «неизвлекаемые ядра», которые потом могут покрываться покрывающими слоями. Тогда этот процесс включает несколько стадий;
- в случае ПУР вспенивание проводится из жидкой фазы.
Чтобы поглощать энергию при аварии транспортного средства в конструкции автомобиля используются аварийные элементы. Эти элементы, как правило, формуются из металлов и поглощают энергию в случае нагрузки посредством определенной деформации (складывания) металлической структуры.
Для отдельных специальных областей использования (гоночных автомобилей или спортивных ограниченных серий) уже используются аварийные элементы со вспененной центральной частью и покрывающими слоями из усиленных волокнами синтетических материалов. Однако процесс изготовления коренным образом отличается от подхода согласно изобретению: на помещенную в форму вспененную центральную часть на второй стадии процесса наносятся волокна, которые потом объединяются на третьей стадии процесса.
Чтобы достичь усиливающего эффекта (также в местах, получающих нагрузку при аварии) для корпусов транспортных средств используются пенополиуретаны. Эти пенополиуретаны впрыскиваются непосредственно в металлический полый профиль и расширяются в процессе введения (например, в средней стойке кузова автомобиля). В этом случае процесс основывается на том, что ПУР возможно вспенивать in situ.
Следовательно, задачами изобретения являются:
разработка способа для вспенивания in situ,
разработка простого, одностадийного способа для получения трехмерных конструктивных элементов с наполнителем из пеноматериала (формованных композиционных изделий из синтетических пеноматериалов),
разработка простого, одностадийного способа для получения трехмерных конструктивных элементов с наполнителем из пеноматериала (формованных композиционных изделий из синтетических пеноматериалов), которые имеют оболочку из одного и/или нескольких покрывающих слоев, причем эти покрывающие слои могут быть соединены друг с другом,
изготовление аварийных элементов для облегченных конструкций из формованных композиционных изделий из синтетических пеноматериалов,
изготовление формованных деталей и профильных конструкций со вспененной центральной частью и покрывающим слоем или несколькими покрывающими слоями,
изготовление плоских формованных композиционных изделий из синтетических пеноматериалов,
изготовление целостных конструктивных элементов с распределяющими нагрузку (вставками) или объединяющими, или усиливающими структурами,
in situ изготовление пленок со вспененной подложкой,
воспринимающих элементов,
изготовление конструктивных элементов с изменяющейся/регулируемой плотностью,
антенн (приборов для соблюдения дистанции),
изготовление элементов для повышения устойчивости к давлению, изгибу, излому,
формирование насколько возможно гомогенной структуры пены,
изготовление конструктивных элементов с анизотропными механическими свойствами,
усиление продольных и поперечных балок (например, передней, средней и задней стоек кузова в автомобиле) с помощью композиционного формованного изделия из синтетического пеноматериала.
Задачи согласно изобретению решаются с помощью композиционного формованного изделия из синтетического пеноматериала и с помощью способа его получения следующим образом.
В результате применения твердого, способного к вспениванию синтетического материала, такого как, например, поли(мет)акрилимид (ПМИ), поливинилхлорид (ПВХ), полиуретан (ПУР), поли(мет)акрилат (ПММА), удается получить преимущественно однородное композиционное формованное изделие из синтетического пеноматериала, которое в ходе процесса вспенивания механически прочно соединяется с одним покрывающим слоем или с несколькими одинаковыми или различающимися покрывающими слоями.
Под «механически прочно» далее понимают, что усилие, которое требуется для отделения этого покрывающего слоя (метод измерений: испытание на отслаивание с применением барабана согласно стандарту DIN 53295), больше, чем типичное для материала усилие для отслаивания. Для ROHACELL® это усилие находится в интервале от 10 до 80 Нмм/мм.
Покрывающие слои
Покрывающие слои композиционного формованного изделия из синтетического пеноматериала могут состоять, например, из:
- термопластичных материалов, содержащих или не содержащих упрочняющие материалы, таких как, например, различные типы полиамидов (ПА, ПА 66, ПА 12), полипропилен (ПП), полибутилентерефталат (ПБТ), простой полиэфирэфиркетон (ПЭЭК), с имеющимся при желании усилением с помощью, например, стекловолокон, арамидных волокон, полимерных волокон, природных волокон или углеродных волокон, таких как, например, РА 6 GF,
- термопластичных волокнистых композиционных материалов или органических композитов, таких как, например, ПА 6, усиленный элементарными волокнами,
- реактопластичных материалов, содержащих или не содержащих упрочняющие материалы, таких как, например, препреги,
- только упрочняющих материалов, таких как волокна из стекла, углерода, арамида, полимера, таких как, например, базальтовые волокна, бороволокна, керамические волокна, металлические волокна, сложноэфирные волокна, нейлоновые волокна, полиэтиленовые волокна, плексигласовые волокна, природные волокна, такие как, например, древесные волокна, льняные волокна, пеньковые волокна, сизалевые волокна,
- металлов, таких как, например, алюминий, сталь, высокопрочная сталь,
- эластомеров, таких как, например, резина, ПУР, усиленная волокнами резина или усиленный волокнами ПУР,
- наружного отделочного слоя,
- и комбинаций из одного или нескольких из указанных выше материалов, таких как, например, многослойные конструкции (ламинаты) из сочетаний уложенных стеклянных волокон и уложенных углеродных волокон.
В качестве упрочняющих материалов для покрывающих слоев композиционного формованного изделия из синтетического пеноматериала принимают во внимание обычные в технологии синтетических материалов волокнистые материалы, такие как, например:
- стеклянные волокна, например, в форме коротких стеклянных волокон, длинных стеклянных волокон, элементарных волокон, уложенных волокон, волокнистых тканей, трикотажа, нетканого материала или матов,
- углеродные волокна, например, в форме коротких волокон, длинных волокон, элементарных волокон, уложенных волокон, волокнистых тканей, трикотажа, нетканого материала или матов,
- арамидные волокна, например, в форме коротких волокон, длинных волокон, элементарных волокон, уложенных волокон, волокнистых тканей, трикотажа, нетканого материала или матов,
- природные волокна, такие как, например, древесные волокна, льняные волокна, пеньковые волокна, сизалевые волокна,
- синтетические волокна и, такие как, например, волокна из сложных полиэфиров, нейлоновые волокна, полиэтиленовые волокна, плексигласовые волокна,
- стеклянные шарики, такие как, например, усиленный стеклянными шариками полиамид (например, PA 6 GK30).
Покрывающие слои также могут быть склеены друг с другом. Поли(мет)акрилимид и пенополи(мет)акрилимид
Внутренние слои, имеющие особенное значение для способа согласно изобретению, содержат пенополи(мет)акрилимид.
Способ написания с заключением в скобки должен обозначать имеющийся при желании признак. Так, например, (мет)акрил обозначает как акрил, так и метакрил, и смеси из обоих соединений.
Поли(мет)акрилимидные пеноматериалы, которые могут быть получены из композиций согласно изобретению, содержат повторяющиеся структурные единицы, которые можно представить формулой (I),
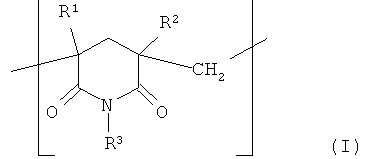
в которой
R1 и R2 вместе или по отдельности обозначают атомы водорода или метильную группу, а R3 обозначает атом водорода или алкильный, или арильный остаток, содержащий до 20 атомов углерода.
Предпочтительно структурные единицы формулы (I) образуют поли(мет)акрилимидный пеноматериал более чем на 30% масс., особенно предпочтительно более чем на 50% масс. и наиболее предпочтительно более чем на 80% масс.
Получение жестких поли(мет)акрилимидных пеноматериалов является известным и предлагается, например, в публикациях патентов Великобритании GB-PS 1 078 425, GB-PS 1 045 229, немецких патентах DE-PS 1 817 156 (=патенту США US-PS 3 627 711) или DE-PS 27 26 259 (=патенту США US-PS 4 139 685) или немецкой заявке на патент DE 199 17 987.
Так, структурные единицы структурной формулы (I), среди прочего, при нагревании от 150°C до 250°C могут образовываться из находящихся рядом структурных фрагментов (мет)акриловой кислоты и (мет)акрилонитрила в результате реакции изомеризации с образованием цикла (сравните с немецкими патентами DE-C 18 17 156, DE-C 27 26 259, европейским патентом ЕР-В 146 892). Обычно сначала в результате полимеризации мономеров в присутствии радикального инициатора при невысоких температурах, например от 30°С до 60°С с последующим нагреванием от 60°C до 120°C, образуется промежуточный продукт, который потом в результате нагревания примерно от 180°C до 250°C вспенивается под действием содержащегося вспенивающего агента (смотрите европейский патент EP-B 356 714). Для этого сначала, например, может образовываться сополимеризат, который содержит (мет)акриловую кислоту и (мет)акрилонитрил предпочтительно в мольном соотношении между 1:3 и 3:1.
Кроме того, эти сополимеризаты могут содержать другие мономерные структурные единицы, которые получаются, например, из сложных эфиров акриловой или метакриловой кислот, в частности, с низшими спиртами с 1-4 атомами углерода, стиролом, малеиновой кислотой или ее ангидридом, винилпирролидоном, винилхлоридом или винилиден-хлоридом. Доля сомономеров, которые не могут или лишь с трудом могут циклизоваться, не должна превышать 30% масс., предпочтительно 20% масс. и особенно предпочтительно 10% масс., в пересчете на массу мономеров.
В качестве других мономеров также известным образом предпочтительно могут применяться незначительные количества сшивающих агентов, таких как, например, аллилакрилат, аллилметакрилат, этиленгликоль-диакрилат или -диметакрилат или соли многовалентных металлов и акриловой или метакриловой кислот, такие как метакрилат магния. Количественная доля этих сшивающих агентов часто находится в интервале от 0,005% масс. до 5% масс., в пересчете на общее количество способных полимеризоваться мономеров.
Кроме того, могут применяться добавки солей металлов, которые часто действуют как снижающие количество дымовых газов. К таким относятся, среди прочего, акрилаты или метакрилаты щелочных или щелочноземельных металлов или цинка, циркония или свинца. Предпочтительными являются (мет)акрилаты натрия (Na), калия (K), цинка (Zn) и кальция (Ca). Количества от 2 до 5 массовых частей этих мономеров способствуют заметному снижению плотности дымовых газов при испытаниях на огнестойкость согласно нормам FAR 25.853a.
Инициаторы полимеризации
В качестве инициаторов полимеризации используют инициаторы, обычно относящиеся к полимеризации (мет)акрилатов, например азосоединения, такие как азодиизобутиронитрил, а также пероксиды, такие как дибензоилпероксид или дилауроилпероксид, или также другие пероксидные соединения, такие как, например, третбутилпероктаноат, или перкетали, так же как и при необходимости окислительно-восстановительные инициаторы (в отношении этого смотрите, например, Н. Rauch-Puntigam, Th. Volker, Acryl- und Methacrylverbindungen, Springer, Heidelberg, 1967 или Kirk-Othmer, Encyclopedia of Chemical Technology, Vol.1, страницы 286 и далее, John Wiley & Sons, New York, 1978).
Предпочтительно инициаторы полимеризации используются в количествах от 0,01 до 0,3% масс. в пересчете на исходные вещества.
Также может быть благоприятным комбинировать инициаторы полимеризации с различными характеристиками распада в отношении времени и температуры. Хорошо подходит, например, одновременное применение третбутилперпивалата, третбутилпербензоата и трет-бутилпер-2-этилгексаноата или третбутилпербензоата, 2,2-азобисизо-2,4-диметилвалеронитрила, 2,2-азобисизобутиронитрила и дитретбутилпероксида.
Регуляторы полимеризации
Регулирование молекулярной массы сополимеризата осуществляется в результате полимеризации смеси мономеров в присутствии регуляторов молекулярной массы, таких как, в частности, известные для этого меркаптаны, такие как, например, н-бутилмеркаптан, н-додецилмеркаптан, 2-меркаптоэтанол или 2-этилгексилтиогликолят, или также хиноны или терпены, причем эти регуляторы молекулярной массы, как правило, используются в количествах от 0,01% масс. до 5% масс., в пересчете на смесь мономеров, предпочтительно в количествах от 0,1% масс. до 2% масс. и особенно предпочтительно в количествах от 0,2% масс. до 1% масс. от массы мономеров (сравните, например, с Н. Rauch-Puntigam, Th. Volker, «Acryl-und Methacrylverbindungen», Springer, Heidelberg, 1967; Houben-Weyl, Methoden der organischen Chemie, Bd. XIV/1, страница 66, Georg Thieme, Heidelberg, 1961 или Kirk-Othmer, Encyclopedia of Chemical Technology, Vol.1, страницы 296 и далее, J. Wiley, New York, 1978).
Полимеризация осуществляется предпочтительно через варианты полимеризации в массе вещества, как, например, так называемый камерный способ, без того, чтобы этим следовало бы ограничиваться.
Среднемассовая молекулярная масса полимера Mw предпочтительно больше чем 106 г/моль, особенно больше чем 3×106 г/моль, без того, чтобы тем самым следовало ограничиваться.
Для вспенивания сополимеризата в процессе превращения в содержащий имидные группы полимер известным образом используют вспенивающие агенты, которые при температуре от 150°C до 250°C в результате разложения или испарения образуют газовую фазу. Вспенивающие агенты с амидной структурой, такие как мочевина, монометил- или N′,N′-диметилмочевина, формамид или монометилформамид, при распаде высвобождают аммиак или амины, которые могут принимать участие в дополнительном образовании имидных групп. Однако также могут применяться не содержащие азота вспенивающие агенты, такие как муравьиная кислота, вода или одноатомные алифатические спирты с 3-8 атомами углерода, такие как 1-пропанол, 2-пропанол, н-бутан-1-ол, н-бутан-2-ол, изобутан-1-ол, изобутан-2-ол, пентанолы и/или гексанолы.
Используемое количество вспенивающего агента зависит от желаемой плотности пеноматериала, причем вспенивающие агенты обычно применяются в загружаемой реакционной массе в количествах примерно от 0,5% масс. до 15% масс., в пересчете на использованные мономеры.
Кроме того, промежуточные продукты могут содержать обычные добавки. К таким относятся, среди прочих, антистатики, антиокислители, средства для облегчения извлечения из формы, смазочные средства, красители, огнезащитные средства, средства, улучшающие растекание, наполнители, светостабилизаторы и органические соединения фосфора, такие как фосфиты или фосфонаты, пигменты, средства, защищающие от атмосферных воздействий, и пластификаторы.
Токопроводящие частицы, которые препятствуют образованию электростатического заряда на пеноматериале, представляют собой еще один класс предпочтительных добавок. К таким относят, среди прочих, частицы металлов или сажи, которые также могут иметь вид волокон, с размером в интервале от 10 нм до 10 мм, как это описано в европейской заявке на патент EP 0 356 714 A1.
Наиболее предпочтительно используемый поли(мет)акрилимидный пеноматериал может получаться, например, с помощью следующих стадий:
1. Получение пластины сополимеризата в результате радикальной сополимеризации композиции, состоящей из
(a) смеси мономеров из 20% масс. - 60% масс. метакрило-нитрила, 80% масс. - 40% масс. метакриловой кислоты и при необходимости до 20% масс., в пересчете на сумму метакриловой кислоты и метакрилонитрила, других монофункциональных винильных ненасыщенных мономеров,
(b) от 0,5% масс. до 15% масс. смеси вспенивающих агентов из формамида или монометилформамида и одноатомного алифатического спирта с 3-8 атомами углерода в молекуле,
(c) системы сшивающих агентов, которая состоит из
(c.1) от 0,005% масс. до 5% масс. способного к радикальной полимеризации винильного ненасыщенного соединения по меньшей мере с 2 двойными связями в молекуле и
(c.2) от 1% масс. до 5% масс. оксида магния или оксида цинка, растворенных в смеси мономеров,
(d) системы инициаторов,
(e) обычных добавок,
(f) регулятора полимеризации или смеси регуляторов.
2. Эта смесь в течение нескольких дней полимеризуется при температуре от 30°C до 45°C в камере, образованной из двух стеклянных пластин размером 50*50 см и уплотнительной кромки толщиной 2,2 см. Затем этот сополимеризат для окончательной сополимеризации в поли(мет)акрилимид примерно 20 часов подвергают режиму термообработки, достигающему температуры от 40°C до 130°C.
Следующее за этим вспенивание осуществляется в течение нескольких часов при температуре от 170°C до 250°C, предпочтительно от 200°C до 250°C и наиболее предпочтительно от 220°C до 250°C.
Кроме того, в результате взаимодействия полиметил(мет)акрилата или его сополимеров с первичными аминами могут получаться поли(мет)-акрилимиды с высокой устойчивостью к термической деформации, которые также могут быть использованы согласно изобретению. В качестве представителей большого числа примеров для этого аналогичного полимерному имидирования следует назвать: патент США US 4 246 374, европейские заявки на патент EP 216 505 A2, EP 860 821. Высокая устойчивость к термической деформации при этом может достигаться или в результате использования ариламинов (японский патентная заявка JP 05222119 A2), или в результате применения определенных сомономеров (европейские заявки на патент EP 561 230 A2, EP 577 002 A1). Однако все эти реакции не дают пеноматериалов, а лишь твердые полимеры, которые для получения пены должны вспениваться на отдельной второй стадии. Технологии для этой стадии известны специалистам.
Жесткие пеноматериалы из сополи(мет)акрилимидов также могут быть коммерчески доступными, как, например, Rohacell® фирмы Evonik Rohm GmbH, который может поставляться с различной плотностью и размерами.
Плотность вспененных сополи(мет)акрилимидов предпочтительно лежит в интервале от 20 кг/м3 до 320 кг/м3, особенно предпочтительно в интервале от 50 кг/м3 до 110 кг/м3.
Чтобы выполнить это ограничение, толщина внутреннего слоя должна лежать в интервале от 1 мм до 1000 мм, особенно в интервале от 5 мм до 500 мм и наиболее предпочтительно в интервале от 10 мм до 200 мм.
Этот внутренний слой может дополнительно содержать внутри другие слои. Разумеется, в способе согласно настоящему изобретению вспененный сополи(мет)акрилимид в чистом виде и/или покрывающие слои (см. выше) связываются. Однако в отдельном варианте исполнения способа согласно изобретению используется внутренний слой, который состоит из вспененного сополи(мет)акрилимида.
В качестве пластиков, подлежащих вспениванию, также могут использоваться поли(мет)акрилаты.
Процесс изготовления
Процесс изготовления композиционного формованного изделия из синтетического пеноматериала состоит из следующих стадий:
1. Изготовление формованного изделия из пластика. Это формованное изделие из пластика является невспененным и механическим путем доводится до необходимых размеров. Эти размеры определяются плотностью пеноматериала, которую необходимо установить в готовом композиционном формованном изделии из пластика. При известной плотности сополимеризата благодаря однородной способности к вспениванию в отношении целевой плотности получается постоянный коэффициент вспенивания. Из этого могут рассчитываться параметры требуемого сополимеризата.
2. Покрывающий слой помещается в форму, при необходимости между формой и покрывающим слоем может наноситься разделяющее средство, чтобы облегчить извлечение из формы композиционного формованного изделия из синтетического пеноматериала.
3. Вспенивание и связывание образующейся пены с покрывающим слоем или покрывающими слоями осуществляется на одной стадии при температурах между 170°C и 250°C, предпочтительно при температурах от 200°C до 250°C и наиболее предпочтительно от 220°C до 250°C.
Продолжительность вспенивания лежит между 1/2 часа и 5 часами, предпочтительно между 11/2 часа и 4 часами и наиболее предпочтительно между 2 часами и 3 часами.
4. После охлаждения композиционное формованное изделие из синтетического пеноматериала может извлекаться из формы.
Материал, из которого изготавливается форма, подлежит ограничению лишь постольку, поскольку он должен быть в состоянии выдерживать температуру процесса вспенивания. Кроме того, предпочтительно, если внутренняя сторона формы гладкая, чтобы облегчить удаление из формы композиционного формованного изделия из синтетического пеноматериала и добиться гладкой поверхности этого композиционного формованного изделия из синтетического пеноматериала.
Формованные композиционные изделия из синтетического пеноматериала, которые могут быть получены по способу согласно изобретению, благодаря их незначительной массе и их замечательным механическим свойствам подходят в качестве конструктивных элементов в космических, воздушных, водных и сухопутных транспортных средствах, особенно в качестве конструктивных элементов, которые в случае аварии изменяют форму с поглощением энергии (аварийных элементов).
Примеры
Пример 1
Получение формованного изделия из пластика осуществляется в соответствии с методикой согласно Примеру 1 из немецкой заявки на патент патента DE 199 17 987 A1.
Смесь, состоящую из примерно 61 части метакриловой кислоты, примерно 39 частей метакрилонитрила, примерно 4,7 частей формамида и 4,2 частей пропанола-2 (изопропанола) и смеси инициаторов из 0,3 частей третбутилперпивалата, 0,04 частей третбутилпер-2-этилгексаноата, 0,07 частей третбутилпербензоата и 0,077 частей кумилпернеодеканоата и 0,001 части регулятора полимеризации, подвергают полимеризации между двух стеклянных пластин, которые находятся на расстоянии 23 мм и уплотнены с помощью огибающего уплотнительного шнура, примерно 66 часов при температуре водяной бани 38°C, затем дополнительно полимеризуют в течение 24 часов в термостате при температуре 115°C. Получается однородное формованное изделие из пластика. (В приведенном выше примере «части» всегда обозначают массовые части.)
Пример 2
В цилиндрическую форму с диаметром 53,5 мм и длиной 265 мм на внутреннюю сторону помещается пленка из полиамида (органический композит: изготовитель Bond Laminates GmbH, Brilon, тип: TEPEX® dynalite 102-RG600(1)/47%, 0,50 мм черный (РА6+GF)) таким образом, чтобы она прилегала к внутреннему краю формы. В форму помещают поли(мет)акрилимидный полимер с составом согласно Примеру 1 и размерами 98×17,5×17,5 мм, и форму нагревают в течение примерно 2 часов при 220°C.
После охлаждения получают композиционное формованное изделие из синтетического пеноматериала со следующими механическими характеристиками:
- плотность этого конструктивного элемента может устанавливаться в интервале 10 кг/м3 - 300 кг/м3, однако предпочтительно в интервале 50 кг/м3 - 200 кг/м3,
- во всей центральной части конструктивного элемента имеет место относительно (термин требует более подробного объяснения) гомогенная, то есть структура пены с закрытыми порами без значительного предпочтительного направления,
- этот конструктивный элемент отличается в центре равномерным распределением размеров пор (в зависимости от подлежащей регулированию целевой плотности размеры пор находятся в интервале 0,05-0,8 мм, предпочтительно в интервале от 0,2 до 0,6 мм),
- вспененная центральная часть имеет почти на 100% структуру с закрытыми порами,
- имеет место очень хорошее связывание/сцепление с покрывающими слоями. Под «очень хорошим связыванием/сцеплением» далее понимают, что усилие, которое требуется для отделения покрывающего слоя (метод измерений, стандарт: испытание на отслаивание с применением барабана согласно стандарту DIN 53295), больше, чем типичное для материала усилие для отслаивания. Для ROHACELL® это усилие находится в интервале от 10 до 80 Нмм/мм,
- с помощью способа реализуется очень хорошее формование. Трехмерные геометрические размеры могут изготавливаться по образцу с очень маленькими радиусами,
- имеет место очень хорошее формование по образцу трехмерных геометрических форм. Это означает, что в результате процесса достигаются очень высокая степень деформации вспененной центральной части и покрывающих слоев,
- композиционное формованное изделие имеет гладкую наружную поверхность,
- в случае композиционного формованного изделия из пластика имеет место очень хорошее связывание волокон. Для инициирования процесса вспенивания к конструктивному элементу прилагаются высокие температуры (интервал смотрите выше). Это ведет, например, в случае термопластичных систем матриц покрывающих слоев (например, органических композитов) к расплавлению материала. Кроме того, на протяжении процесса вспенивания к покрывающим слоям прикладываются высокие давления. Это приводит к хорошему связыванию содержащихся волокон,
- благодаря соединению делается возможным высокое поглощение энергии. Это высокое поглощение энергии является результатом как усиленных волокнами покрывающих слоев, так и вспененной центральной части: в случае сильного воздействия энергии (например, аварии) после достижения предела прочности в покрывающем слое будут образовываться трещины. Эти трещины «передвигаются» от волокна к волокну и при этом «потребляют энергию». В случае пены имеет место следующий случай: при превышении предела прочности происходит так называемое отпадение пены первых ячеек. Затем сминается целый клеточный слой, потом следующий, затем следующий и т.д. При этом в результате повторяющегося «попадания на преграду (неразрушенный клеточный слой)» энергия рассеивается,
- композиционное формованное изделие из пластика имеет высокую жесткость при изгибе и кручении, высокое значение критической нагрузки при продольном изгибе и очень хорошее поведение при вспучивании. В основе хороших механических свойств лежит главным образом принцип сэндвичевой конструкции. Сэндвичевая конструкция представляет собой конструкцию заготовки, при которой несколько слоев с различными свойствами заключаются в один материал. Она очень часто применяется в сочетании с усиленными волокнами композиционными материалами, такими как композиционный материал из волокна и пластика. Как способ конструирования сэндвичевая конструкция характеризует форму строительства из облегченных конструкций, при которой конструктивные элементы состоят из поглощающих энергию облицовочных слоев, которые удерживаются на расстоянии с помощью относительно легкого материала центральной части. Эти детали при незначительной массе являются очень жесткими при изгибе и вспучивании. Их расчет производится в соответствии с линейной сэндвичевой теорией. Материал центральной части может состоять из бумажных сот, пеноматериалов (жестких пен) или бальзы.
Поскольку, например, в последнем случае «изгиб» прежде всего относится к внешним слоям, которые поглощают растягивающие и сжимающие усилия, центральная часть пластины может использоваться из более легкого материала и является ответственной только лишь за передачу сдвигающего усилия.
Пример 3
В цилиндрическую форму с диаметром 53,5 мм и длиной 265 мм на внутреннюю сторону помещают пленку из полиамида (органический композит: изготовитель Bond Laminates, TEPEX® dynalite 102-RG600(1)/47%, 0,50 мм черный (PA6+GF)) таким образом, чтобы она ровно прилегала к внутреннему краю формы. В форму помещают поли(мет)акрилимидный полимер с составом согласно Примеру 1. Дополнительно в эту форму помещают стальной стержень с размерами 12×12 мм (квадратного сечения) и длиной 245 мм таким образом, что пленка из полиамида не покрывает этот стержень, и нагревают форму в течение примерно 2 часов приблизительно при 220°C.
После охлаждения получают композиционное формованное изделие из синтетического пеноматериала с канавкой глубиной 12×12 мм со следующими механическими характеристиками:
- плотность этого конструктивного элемента может устанавливаться в интервале 10 кг/м3 - 300 кг/м3, однако предпочтительно в интервале 50 кг/м3 - 200 кг/м3,
- во всей центральной части конструкции имеет место относительно гомогенная, то есть структура пены с закрытыми порами без значительного предпочтительного направления,
- этот конструктивный элемент отличается равномерным распределением размеров пор в центральной части (в зависимости от подлежащей регулированию целевой плотности размеры пор находятся в интервале 0,05-0,8 мм, предпочтительно в интервале от 0,2 до 0,6 мм),
- вспененная центральная часть имеет почти на 100% структуру с закрытыми порами,
- имеет место очень хорошее связывание/сцепление с покрывающими слоями. Под «очень хорошим связыванием/сцеплением» далее понимают, что усилие, которое требуется для отделения покрывающего слоя (метод измерений, стандарт; испытание на отслаивание с применением барабана согласно стандарту DIN 53295), больше, чем типичное для материала усилие для отслаивания. Для ROHACELL® это усилие находится в интервале от 10 до 80 Нмм/мм,
- с помощью способа реализуется очень хорошее формование. Трехмерные геометрические размеры могут изготавливаться по образцу с очень маленькими радиусами. Форма стального стержня передается хорошо,
- имеет место очень хорошее формование по образцу трехмерных геометрических форм. Это означает, что в результате процесса достигаются очень высокая степень деформации вспененной центральной части и покрывающих слоев,
- композиционное формованное изделие имеет гладкую наружную поверхность,
- в случае композиционного изделия из синтетического пеноматериала имеет место очень хорошее связывание волокон. Для инициирования процесса вспенивания к конструктивному элементу прилагаются высокие температуры (интервал смотрите выше). Это ведет, например, в случае термопластичных систем матриц покрывающих слоев (например, органических композитов) к расплавлению материала. Кроме того, на протяжении процесса вспенивания к покрывающим слоям прикладываются высокие давления. Это приводит к хорошему связыванию содержащихся волокон,
- благодаря соединению делается возможным высокое поглощение энергии. Это высокое поглощение энергии является результатом как усиленных волокнами покрывающих слоев, так и вспененной центральной части: в случае сильного воздействия энергии (например, аварии) после достижения предела прочности в покрывающем слое будут образовываться трещины. Эти трещины «передвигаются» от волокна к волокну и при этом «потребляют энергию». В случае пены имеет место следующий случай: при превышении предела прочности происходит так называемое отпадение пены первых ячеек. Затем сминается целый клеточный слой, потом следующий, затем следующий и т.д. При этом в результате повторяющегося «попадания на преграду (неразрушенный клеточный слой)» энергия рассеивается,
- композиционное формованное изделие из пластика имеет высокую жесткость при изгибе и кручении, высокое значение критической нагрузки при продольном изгибе и очень хорошее поведение при вспучивании. В основе хороших механических свойств лежит главным образом принцип сэндвичевой конструкции. Сэндвичевая конструкция представляет собой конструкцию заготовки, при которой несколько слоев с различными свойствами заключаются в один материал. Она очень часто применяется в сочетании с усиленными волокнами композиционными материалами, такими как композиционный материал из волокна и синтетического материала. Как способ конструирования сэндвичевая конструкция характеризует форму строительства из облегченных конструкций, при которой конструктивные элементы состоят из поглощающих энергию облицовочных слоев, которые удерживаются на расстоянии с помощью относительно легкого материала центральной части. Эти детали при незначительной массе являются очень жесткими при изгибе и вспучивании. Их расчет производится в соответствии с линейной сэндвичевой теорией. Материал центральной части может состоять из бумажных сот, пеноматериалов (жестких пен) или бальзы. Поскольку, например, в последнем случае «изгиб» прежде всего относится к внешним слоям, которые поглощают растягивающие и сжимающие усилия, центральная часть пластины может использоваться из более легкого материала и является ответственной только лишь за передачу сдвигающего усилия.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕДВАРИТЕЛЬНОЕ ВСПЕНИВАНИЕ ЧАСТИЦ ПОЛИ(МЕТ)АКРИЛИМИДА ДЛЯ ПОСЛЕДУЮЩЕГО ФОРМОВАНИЯ ПЕНОМАТЕРИАЛОВ В ЗАКРЫТЫХ ПРИСПОСОБЛЕНИЯХ | 2014 |
|
RU2663242C1 |
| ПОЛИФУНКЦИОНАЛЬНЫЕ СПИРТЫ В КАЧЕСТВЕ СШИВАЮЩИХ СРЕДСТВ В PMI-ПЕНОМАТЕРИАЛАХ | 2016 |
|
RU2736093C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВСПЕНЕННЫХ СОПОЛИМЕРОВ НА ОСНОВЕ СОДЕРЖАЩЕГО ПРОМОТОР АДГЕЗИИ ПОЛИ(МЕТ)АКРИЛИМИДА | 2012 |
|
RU2613046C2 |
| АРМИРОВАНИЕ ВОЛОКНАМИ АНИЗОТРОПНЫХ ПЕНОМАТЕРИАЛОВ | 2015 |
|
RU2705952C2 |
| НОВЫЙ СПОСОБ ВСПЕНИВАНИЯ, ПРЕДНАЗНАЧЕННЫЙ ДЛЯ ПОЛУЧЕНИЯ ПЕНОМАТЕРИАЛОВ | 2019 |
|
RU2788585C1 |
| ФИКСАЦИЯ ВАКУУМНЫХ ИЗОЛЯЦИОННЫХ ПАНЕЛЕЙ В ХОЛОДИЛЬНЫХ УСТАНОВКАХ | 2011 |
|
RU2583809C2 |
| УСТОЙЧИВЫЕ К ВЫСОКИМ ТЕМПЕРАТУРАМ ПЕНОМАТЕРИАЛЫ | 2011 |
|
RU2578713C9 |
| ВСПЕНЕННЫЙ ЭЛЕМЕНТ С ВКЛЮЧЕННОЙ В НЕГО ЦЕЛЛЮЛОЗОЙ | 2010 |
|
RU2435800C2 |
| ПЭИ-ПЕНОПЛАСТЫ ИЗ ВСПЕНЕННЫХ ЧАСТИЦ ДЛЯ ПРИМЕНЕНИЯ ВНУТРИ ЛЕТАТЕЛЬНЫХ АППАРАТОВ | 2018 |
|
RU2777619C2 |
| Композитный материал и изделие бытового назначения из этого материала | 2022 |
|
RU2798578C1 |
Изобретение относится к одностадийному способу получения композитного формованного изделия из синтетического пеноматериала, включающему помещение в форму одного или более покрывающих слоев и твердого сополимера поли(мет)акрилимида в качестве ядра, термообработку для соединения покрывающих слоев с ядром, при этом в качестве покрывающих слоев используют термопластичные материалы, термопластичные волокнистые композитные материалы, органические композиты или металлы. Термообработку проводят при температурах от 170°C до 250°C. Формованные композитные изделия из синтетических пеноматериалов, благодаря их незначительной массе и способности выдерживать большие механические нагрузки, могут использоваться в качестве конструктивных элементов в космических, воздушных, водных и сухопутных транспортных средствах. 3 н. и 2 з.п. ф-лы, 3 пр.
1. Способ получения композитного формованного изделия из синтетического пеноматериала, включающий помещение в форму одного или более покрывающих слоев и твердого сополимера поли(мет)акрилимида в качестве ядра и термообработку для соединения покрывающих слоев с ядром, отличающийся тем, что в качестве покрывающих слоев используют термопластичные материалы, термопластичные волокнистые композитные материалы, органические композиты или металлы.
2. Способ по п. 1, отличающийся тем, что термообработку проводят при температурах от 170°C до 250°C.
3. Способ по п. 1, отличающийся тем, что его осуществляют в одну стадию.
4. Композитное формованное изделие из синтетического пеноматериала, получаемое способом по пп. 1-3.
5. Применение композитного формованного изделия из синтетического пеноматериала по п. 4 в качестве конструкционного элемента в космических, воздушных, водных и сухопутных транспортных средствах.
| КОНТАКТНЫЙ ВОДОНАГРЕВАТЕЛЬ | 1998 |
|
RU2134845C1 |
| КОМПОЗИТНАЯ СТРУКТУРА | 2004 |
|
RU2344041C2 |
| US 2007033900 A1, 15.02.2007 | |||
| СПОСОБ КОНТРОЛЯ ПАТОГЕНЕЗА ЗАБОЛЕВАНИЙ, СВЯЗАННЫХ С НАКОПЛЕНИЕМ ХОЛЕСТЕРИНА В МЕМБРАНАХ ЭРИТРОЦИТОВ | 1993 |
|
RU2106633C1 |
| US 4387066 A, 07.06.1983 | |||
| 0 |
|
SU272359A1 | |
| US 2004235973 A1, 25.11.2004. | |||

