Изобретение относится к способу создания кровельного элемента, выполненного из формованных под давлением растительных волокон, пропитанных битумом для покрытия крыши зданий. Кровельные элементы могут быть по выбору боковым участком конька или коньковым колпаком, элементом для прикрепления к плоской стене, определяемым как бордюрная рейка или бордюр вокруг отверстия в крыше, элемент для создания соединения между двумя плоскостями крыши, определяемыми как ребро крыши, или могут быть действительно кровельной деталью. Изобретение имеет применение в области строительства зданий и сооружений.
В известных кровельных системах для зданий используются кровельные элементы на основе пропитанной битумом целлюлозы, в частности, элементы в форме волнистых листов. Обычно такие элементы получаются с помощью непрерывного способа, при помощи которого можно получать только геометрические формы из целлюлозы. Эти формы впоследствии пропитываются битумом. Такой типичный способ описан в документе US 6042359.
Документ US 2048045 описывает способ производства конических волокнистых элементов.
Конек крыши покрывается коньковым покрытием, для того чтобы повысить водонепроницаемость к стекающей воде, которая протекает через крышу во время дождя или при таянии снега, и в то же время обеспечить прохождение воздуха.
Такие кровельные элементы подвергаются погодным ограничивающим факторам, которые могут быть жесткими: солнце, ветер, дождь, снег, мороз и т.д. Поэтому необходимо, чтобы кровельные элементы имели характеристики, подходящие для противостояния этим факторам. Кроме того, они должны быть простыми в использовании, иметь приемлемую стоимость и также должны представлять привлекательный внешний вид или действительно должны быть особенно хорошо адаптированными к окружающей их архитектуре.
Задача изобретения состоит в разработке способа создания кровельного элемента из растительных волокон для крыши со скатами, причем вышеуказанный элемент полностью пропитывается битумом.
Способ содержит следующие этапы:
- во время первого этапа создается элемент из растительных волокон с помощью горячего формования под давлением, при этом в полости пресс-формы находится водная композиция растительных волокон, которая сжимается и нагревается в вышеуказанной пресс-форме до тех пор, пока вышеуказанный элемент не будет иметь содержание сухого вещества по меньшей мере 60%;
- во время второго этапа после высвобождения элемента из пресс-формы, производится высушивание вышеуказанного элемента до тех пор, пока в вышеуказанном элементе не будет содержание сухого вещества по меньшей мере 98%; и
- во время третьего этапа производится полное пропитывание вышеуказанного элемента горячим битумом.
При этом во время первого этапа, перед созданием давления и нагреванием пресс-формы, применяется предварительный этап концентрации сухого вещества мезги в пресс-форме за счет использования всасывания из полости пресс-формы с такой продолжительностью, что сухая фракция смеси, остающаяся в пресс-форме в конце предварительного этапа концентрации, составляет по меньшей мере 20%.
Таким образом, предлагается использовать способ горячего формования под давлением композиции растительных волокон, если более точно - композиции из целлюлозы, который позволяет изготавливать кровельные элементы таким образом, что они способны иметь формы, которые могут быть развернуты, или формы, которые не могут быть развернуты. Применяемый способ горячего формования под давлением дает возможность элементам, которые должны формоваться, содержать высокую плотность целлюлозы. При высвобождении из пресс-формы, полученный в результате элемент, предпочтительно имеющий в своей основе целлюлозу, потерял главную фракцию содержавшейся в нем воды и по выбору может покрываться подкрашенным лаком, имеющим состав, основанный на смоле и минеральных пигментах, при этом лак в дальнейшем затвердевает, пока он находится в горячем состоянии во время дополнительной операции просушки, во время которой элемент полностью пропитывается горячим битумом, обычно при температуре около 180-190°C. Для того чтобы накладывать пигментированный лак, элемент должен иметь содержание сухого вещества по меньшей мере 60%, после извлечения из пресс-формы. Это значение содержания сухого вещества гарантирует, что элемент, извлеченный из пресс-формы, не деформируется во время последующих операций накладывания лака и дополнительного просушивания, перед тем как он будет пропитываться битумом. Это содержание сухого вещества соответствует соотношению веса сухого вещества к общему весу изделия, выраженному в процентах. Таким образом, содержание сухого вещества 60% для изделия означает, что изделие содержит 40% воды. Для того чтобы быть пропитанным битумом, элементы должны иметь содержание сухого вещества, близкое к 100%, чтобы таким образом избежать присутствия воды в элементе и нарушение процесса пропитки битумом.
В различных вариантах применения изобретения могут быть использованы следующие этапы, отдельно или в любой технически осуществимой комбинации:
- наполнение пресс-формы водной композицией растительных волокон, перед приложением к пресс-форме сжимающего усилия;
- наполнение пресс-формы водной композицией растительных волокон без нагревания пресс-формы;
- выполнение предварительного этапа концентрации, осуществляемое одновременно с наполнением пресс-формы водной композицией растительных волокон;
- продолжение наполнения пресс-формы водной композицией растительных волокон во время первоначальной части этапа предварительной концентрации;
- выполнение предварительного этапа концентрации сухого вещества водной композицией растительных волокон в пресс-форме за счет высасывания по существу водной части композиции;
- выполнение предварительного этапа концентрации сухого вещества водной композиции растительных волокон в пресс-форме, осуществляемое перед приложением к пресс-форме сжимающего усилия;
- выполнение предварительного этапа концентрации сухого вещества водной композиции растительных волокон в пресс-форме, осуществляемое перед нагреванием пресс-формы;
- продолжение по меньшей мере части этапа концентрации сухого вещества мезги в пресс-форме во время, по меньшей мере, части течения процесса сжатия, предпочтительно, с началом сжимания изделия, подвергаемого формованию в пресс-форме;
- начало нагревания пресс-формы с началом этапа прикладывания сжимающего усилия к пресс-форме;
- начало нагревания пресс-формы после начала прикладывания сжимающего усилия к пресс-форме;
- начало нагревания пресс-формы в конце процесса прикладывания сжимающего усилия к пресс-форме;
- осуществление этапа прикладывания сжимающего усилия к пресс-форме;
- осуществление по меньшей мере двух этапов прикладывания сжимающего усилия к пресс-форме;
- осуществление этапа нагревания пресс-формы;
- осуществление по меньшей мере двух этапов нагревания пресс-формы;
- осуществление этапов концентрации сухого вещества, прикладывания усилия и нагревания в той же самой пресс-форме;
- осуществление этапов концентрации сухого вещества, прикладывания усилия, и нагревания последовательно в различных пресс-формах и контрформах;
- выполнение по меньшей мере одного этапа высокотемпературного формообразования с воздействием сжимающего усилия в пресс-форме во время процесса формования первого этапа;
- выполнение этапа высокотемпературного формообразования при температуре, находящейся в диапазоне от 150°C до 320°C, предпочтительно, около 270°C;
- выполнение этапа высокотемпературного формообразования при давлении сжатия в пресс-форме в диапазоне от 0.3 мегапаскалей (МПа) до 0.5 МПа, и предпочтительно, около 0.45 МПа;
- выполнение первого этапа за счет прикладывания сжимающего усилия к пресс-форме, в то же время высвобождая водную фазу за счет высасывания из пресс-формы, а затем нагревание пресс-форм;
- выполнение первого этапа за счет прикладывания сжимающего давления к пресс-форме, в то же время высвобождая водную фазу за счет высасывания из пресс-формы и нагревания пресс-формы;
- сухая фракция композиции, остающаяся в пресс-форме в конце этапа предварительной концентрации первого этапа, находится в диапазоне от 20% до 35%;
- в конце первого этапа, высвобожденный из пресс-формы элемент имеет относительную плотность, находящуюся в диапазоне от 0.4 до 0.7;
- в конце первого этапа, высвобожденный из пресс-формы элемент имеет относительную плотность, находящуюся в диапазоне от 0.45 до 0.7;
- в конце первого этапа, высвобожденный из пресс-формы элемент, предпочтительно, имеет относительную плотность, находящуюся в диапазоне от 0.5 до 0.65;
- в конце первого этапа, высвобожденный из пресс-формы элемент имеет толщину, находящуюся в диапазоне от 2 до 5 мм;
- в конце первого этапа, высвобожденный из пресс-формы элемент имеет толщину, приблизительно 2.6 мм ± 0.4 мм;
- в конце первого этапа, высвобожденный из пресс-формы элемент имеет сухой вес на единицу площади, находящийся в диапазоне от 800 грамм на квадратный метр (г/м2) до 1800 г/м2;
- в конце первого этапа, высвобожденный из пресс-формы элемент имеет сухой вес на единицу площади, находящийся в диапазоне от 1000 г/м2 до 1400 г/м2;
- предпочтительно, в конце первого этапа, высвобожденный из пресс-формы элемент имеет сухой вес на единицу площади около 1250 г/м2;
- после извлечения из пресс-формы элемент имеет содержание сухого вещества, находящееся в диапазоне от 60% до 100%;
- после извлечения из пресс-формы элемент имеет содержание сухого вещества, находящееся в диапазоне от 60% до 96%;
- после извлечения из пресс-формы элемент имеет содержание сухого вещества по меньшей мере 80%;
- после извлечения из пресс-формы элемент имеет содержание сухого вещества, находящееся в диапазоне от 80% до 96%;
- предпочтительно, после извлечения из пресс-формы элемент имеет содержание сухого вещества, находящееся в диапазоне от 80% до 90%;
- предпочтительно, после извлечения из пресс-формы элемент имеет содержание сухого вещества, находящееся в диапазоне от 80% до 85%;
- после извлечения из пресс-формы элемент имеет содержание сухого вещества около 80%;
- после извлечения из пресс-формы элемент имеет содержание сухого вещества около 85%;
- элемент не подвергается дополнительному формованию под давлением во время этапов, следующих за первым этапом;
- во время второго этапа элемент покрывается пигментированным лаком;
- во время второго этапа элемент покрывается пигментированным лаком и вышеуказанному лаку дается возможность затвердеть во время высушивания вышеуказанного элемента;
- во время второго этапа производится высушивание вышеуказанного элемента, чтобы получить содержание сухого вещества в вышеуказанном элементе, практически составляющее 100%;
- во время второго этапа производится горячее высушивание элемента за счет нагревания;
- горячее отверждение пигментированного лака;
- пигментированный лак включает в себя термореактивную смолу;
- получение содержания сухого вещества, требуемого для пропитки элемента горячим битумом, в то время как производится нагревание элемента для затвердевания пигментированного лака;
- подвергают остающийся в горячем состоянии целлюлозный элемент, извлеченный из пресс-формы, выполнению второго этапа наложения пигментированного лака;
- целлюлозный элемент подвергается второму этапу наложения пигментированного лака после того, как вышеуказанному элементу дается возможность охладиться до определенной температуры;
- во время второго этапа наложения пигментированного лака элемент остается при температуре, которая равна или меньше, чем определенная температура;
- пигментированный лак включает в себя по меньшей мере один минеральный пигмент;
- минеральный пигмент, предпочтительно, является оксидом металла;
- пигментированный лак, предпочтительно, накладывается с помощью распыления;
- лак основывается на термореактивной смоле и по меньшей мере на одном минеральном пигменте;
- элемент покрывается пигментированным лаком только на одной внешней поверхности, предпочтительно, на верхней внешней поверхности, которая будет видимой (полностью или частично) на наружной стороне крыши;
- пигментированный лак накладывается только на одну внешнюю поверхность кровельного элемента;
- пигментированный лак накладывается только на верхнюю внешнюю поверхность кровельного элемента;
- пигментированный лак накладывается на обе внешние поверхности кровельного элемента;
- во время третьего этапа производится пропитывание элемента горячим битумом, когда элемент имеет содержание сухого вещества, практически составляющее 100%;
- полученный в результате кровельный элемент имеет такую форму, которая не может разворачиваться;
- полученный в результате кровельный элемент имеет такую форму, которая может разворачиваться;
- горячее формование под давлением первого этапа производится в пресс-форме, имеющей форму, которая не может разворачиваться;
- горячее формование под давлением первого этапа производится в пресс-форме, имеющей форму, которая может разворачиваться;
- растительное волокно выбирается из следующих вариантов: целлюлозные волокна, при этом вышеуказанные целлюлозные волокна возможно извлекаются из любого типа древесины и других волокон, включающих в себя пшеничные волокна, льняные волокна, конопляные волокна, а также из комбинации этих волокон;
- водная композиция растительных волокон является композицией на основе целлюлозной мезги;
- верхняя поверхность кровельного элемента представляет собой поверхность с гладким внешним видом;
- верхняя поверхность кровельного элемента представляет собой поверхность, имеющую внешний вид, аналогичный стандартному целлюлозному волокну, усиленному битумными элементами, при этом поверхность пресс-формы около верхней поверхности элемента конфигурируется для этой цели;
- верхняя поверхность кровельного элемента является по существу гладкой;
- пропитанный битумом кровельный элемент выполнен таким образом, что он обладает относительной плотностью, находящейся в диапазоне от 0.9 до 1.3 (способ ртутного пикнометра); и
- пропитанный битумом кровельный элемент, предпочтительно, обладает относительной плотностью около 1 (способ пикнометра).
Изобретение также относится к кровельному элементу из растительного волокна, покрытому пигментированным лаком и полностью пропитанному битумом, для крыши со скатами здания, такому как пропитанный битумом кровельный элемент, полученный с помощью способа согласно изобретению, при этом пропитанный битумом элемент имеет толщину, находящуюся в диапазоне от 2 до 5 мм, и обладает относительной плотностью, находящейся в диапазоне от 0.9 до 1.3.
В различных вариантах осуществления изобретения кровельного элемента могут быть использованы следующие средства отдельно или в любой технически осуществимой комбинации:
- кровельный элемент имеет толщину 2.6 мм ± 0.4 мм;
- кровельный элемент представляет собой форму, которая может быть развернута;
- кровельный элемент представляет собой форму, которая не может быть развернута;
- кровельный элемент выполнен с возможностью прибиваться гвоздями или прикручиваться шурупами для своего крепления к крыше;
- кровельный элемент является кровельной деталью;
- кровельный элемент выполнен с возможностью покрывать особенную точку крыши;
- кровельный элемент является боковым участком конька, коньковым колпаком, гидроизоляционным элементом или бордюром вокруг отверстия в крыше, или элементом для создания соединения между двумя скатами крыши.
Изобретение также относится к боковому участку конька крыши со скатами, коньку, имеющему два боковых участка на каждой стороне конька, и коньковому колпаку, покрывающему их.
Боковой участок конька является кровельным элементом, при этом вышеуказанный боковой участок конька имеет V-образную форму, которая не может быть развернута, и включает в себя первый фланец на одной стороне, называемый коньковым фланцем, и второй фланец на второй стороне, называемый наклонным фланцем. Коньковый фланец проектируется таким образом, чтобы проходить вверх вдоль одной стороны конька крыши и покрываться коньковым колпаком, покрывающим конек. Наклонный фланец проектируется таким образом, чтобы проходить вниз вдоль крыши и размещаться на одной или более кровельных деталей, размещенных на скате вышеуказанной крыши, при этом наклонный фланец включает в себя волнистую часть, которая является дополняющей к волнистой части кровельных деталей, которые он покрывает для того, чтобы взаимодействовать с вышеуказанными кровельными деталями и обеспечивать водонепроницаемость к ливневым стокам, протекающим по скату крыши, при этом вышеуказанный боковой участок конька имеет форму, которая симметрична относительно конька, чтобы он был способен одинаково хорошо использоваться на каждой стороне вышеуказанного конька.
В вариантах, которые могут комбинироваться друг с другом:
- наклонный фланец включает в себя две параллельные между собой выдавленные линии, которые изогнуты вниз, проходящие в направлении его нижнего края и параллельны ему;
- коньковый фланец включает в себя линию складки, позволяющую верхнему участку вышеуказанного конькового фланца складываться по отношению к его нижнему участку, присоединяющему наклонный фланец.
Изобретение относится также к коньковому колпаку для наклонной крыши со скатами, коньковому покрытию, содержащему два боковых участка на каждой стороне конька крыши, при этом вышеуказанный коньковый колпак покрывает конек, а каждый боковой участок имеет коньковый фланец и наклонный фланец.
Коньковый колпак является кровельным элементом изобретения, при этом вышеуказанный коньковый колпак имеет центральный закругленный участок, в целом имеющий форму удлиненного желоба с вогнутой стороной, обращенной вниз, и включает в себя в боковом направлении на каждой стороне центрального участка по существу плоские боковые фланцы, каждый из которых включает в себя приподнятую линию откоса, проходящую параллельно соответствующему боковому краю конькового колпака, причем вышеуказанная линия откоса проектируется таким образом, чтобы входить в соответствие с выдавленной линией наклонного фланца бокового участка конька. В вариантах, которые могут комбинироваться друг с другом:
- коньковый колпак имеет форму, которая не может быть развернута;
- коньковый колпак также включает в себя проходящие в боковом направлении и вниз волнистые части, которые являются дополняющими, по меньшей мере, к высокому участку волнистых частей в наклонных фланцах боковых участков конька;
- закругленный центральный участок конькового колпака включает в себя поперечные рельефные структуры, каждый из которых получается из приподнятого деформированного участка, чтобы имитировать сборочные стыки традиционного конькового покрытия;
- коньковый колпак также включает в себя по меньшей мере одну линию складки, проходящую в продольном направлении элемента;
- линия складки проходит вдоль верхней части центрального участка конькового колпака;
- линии складки проходят вдоль мест соединения между центральным участком и двумя боковыми фланцами; и
- коньковый колпак не включает в себя линию складки.
Изобретение также относится к другим элементам для покрытия особых точек крыши, таким как бордюрная рейка или бордюр вокруг отверстия в крыше, являющиеся элементами для присоединения к плоской вертикальной поверхности (стена, дымоход, и т.д.), а также вальмовый кровельный элемент, являющийся наклонным элементом соединения между двумя плоскостями крыши, причем эти элементы отличаются по своим характерным свойствам от свойств конька. Бордюрная рейка или бордюр вокруг отверстия в крыше, а также кровельные элементы для вальмовой крыши, аналогичны боковым участкам конька, тем не менее на вальмовом кровельном элементе присутствует волнистость с ориентацией, которая наклонена относительно ориентации конькового фланца. Кроме того, вальмовый кровельный элемент необходимо покрывать коньковым колпаком, а бордюрная рейка или бордюр вокруг отверстия в крыше присоединяются к плоской поверхности с помощью специализированной монтажной арматуры.
Если более подробно, то рассматривается элемент для присоединения наклонной крыши здания к вертикальной поверхности, причем такой элемент определяется как бордюрная рейка или бордюр вокруг отверстия в крыше и составляет кровельный элемент согласно изобретению, который также имеет волнистую часть для прикрепления к крыше с помощью гвоздей или шурупов, и плоскую часть для прикрепления к вертикальной поверхности, чтобы обеспечить водонепроницаемость.
Также рассматривается соединительный элемент между двумя плоскостями крыши, определяемый как вальмовый кровельный элемент, такой как кровельный элемент согласно изобретению, который содержит на одной стороне наклонный фланец для крепления к крыше гвоздями или шурупами, а на другой стороне фланец, который проектируется таким образом, чтобы проходить вдоль соединения и покрываться коньковым колпаком.
Если более точно, то рассматривается элемент для присоединения крыши со скатами здания к вертикальной поверхности, причем такой элемент определяется как бордюрная рейка или бордюр вокруг отверстия в крыше, такой как кровельный элемент согласно изобретению, V-образная форма которого не может быть развернута, при этом он имеет первый фланец на первой стороне для присоединения к стене, и второй фланец на второй стороне для того, чтобы проходить вниз вдоль крыши и для размещения на одной или больше кровельных деталях, расположенных на скате вышеуказанной крыши, причем второй фланец включает в себя волнистую часть, которая является дополняющей к волнистой части кровельных деталей, которые он покрывает, для взаимодействия с вышеуказанными кровельными деталями, чтобы обеспечить водонепроницаемость от воды, протекающей по скату крыши. В варианте осуществления изобретения первый фланец включает в себя линию складки, позволяющую верхнему участку вышеуказанного первого фланца складываться относительно его нижнего участка, который присоединяет второй фланец.
Аналогичным образом, также рассматривается соединительный элемент наклонного конька между двумя плоскостями крыши, определяемого как вальмовый кровельный элемент, такой как кровельный элемент изобретения, V-образная форма которого не может быть развернута, и содержит первый фланец на первой стороне, для того чтобы он проходил вдоль конька, и второй фланец на второй стороне для того, чтобы проходить вниз вдоль крыши, он служит для размещения на одной или больше кровельных деталях, расположенных на скате вышеуказанной крыши, причем второй фланец включает в себя волнистую часть, которая является дополняющей к волнистой части кровельной детали, которую он покрывает, для взаимодействия с вышеуказанной кровельной деталью, чтобы обеспечить водонепроницаемость от воды, протекающей по скату крыши.
Среди преимуществ кровельных элементов изобретения можно упомянуть об их геометрических формах, которым не требуется способность развертываться и которые могут быть получены с помощью используемого способа формования под давлением, таким образом давая возможность, в частности, создать элементы, которые приспосабливаются к особенным точкам крыши, что невозможно при использовании традиционной технологии непрерывного способа, а также давая возможность улучшить внешний вид крыши. Полученные в результате кровельные элементы соответствуют обычным стандартам в этой области. Например, тестирование на разрыв гвоздем (nail-tear test, EN 534) дает результат лучше, чем 200 ньютонов (Н). Другое преимущество способа создания кровельных элементов заключается в отсутствии необходимости продолжать процесс с дополнительным формованием после первого этапа, поскольку элемент, высвобождаемый из пресс-формы, является в достаточной степени прочным, чтобы иметь способность подвергаться последующим операциям без какого-либо риска вредной деформации, которая может потребовать последующее формование для восстановления надлежащей формы элемента.
Настоящее изобретение иллюстрируется ниже, но не ограничиваясь этим, в последующем описании вариантов осуществления изобретения и вариантов применения, приведенных со ссылкой на:
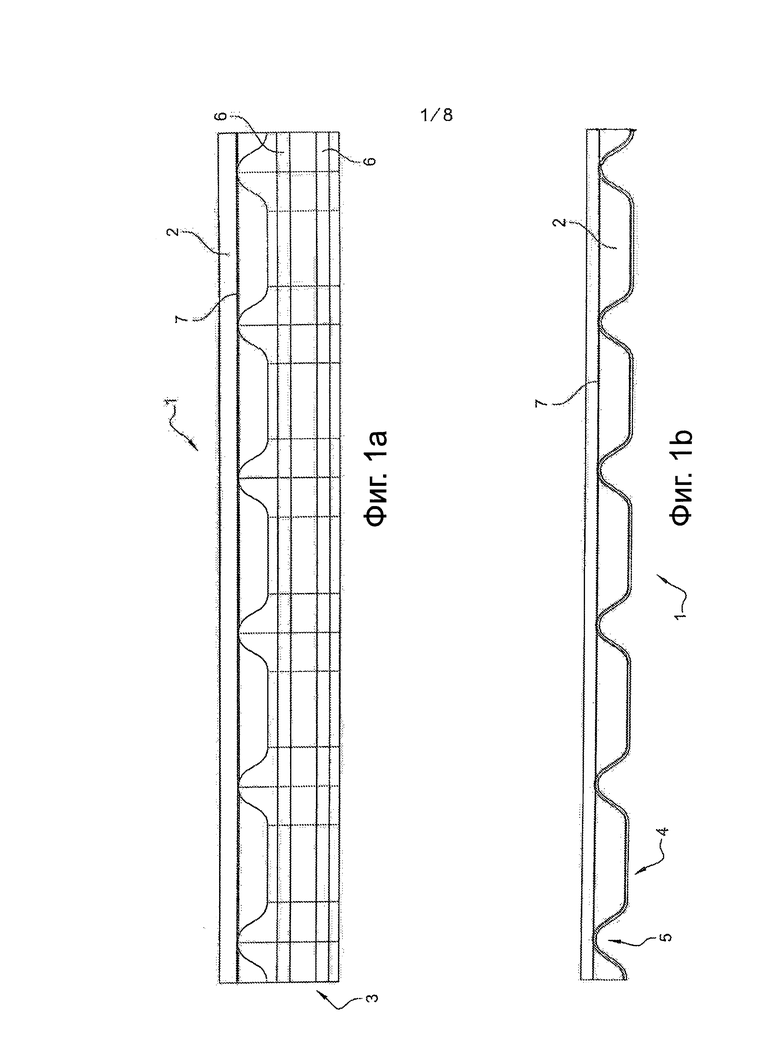
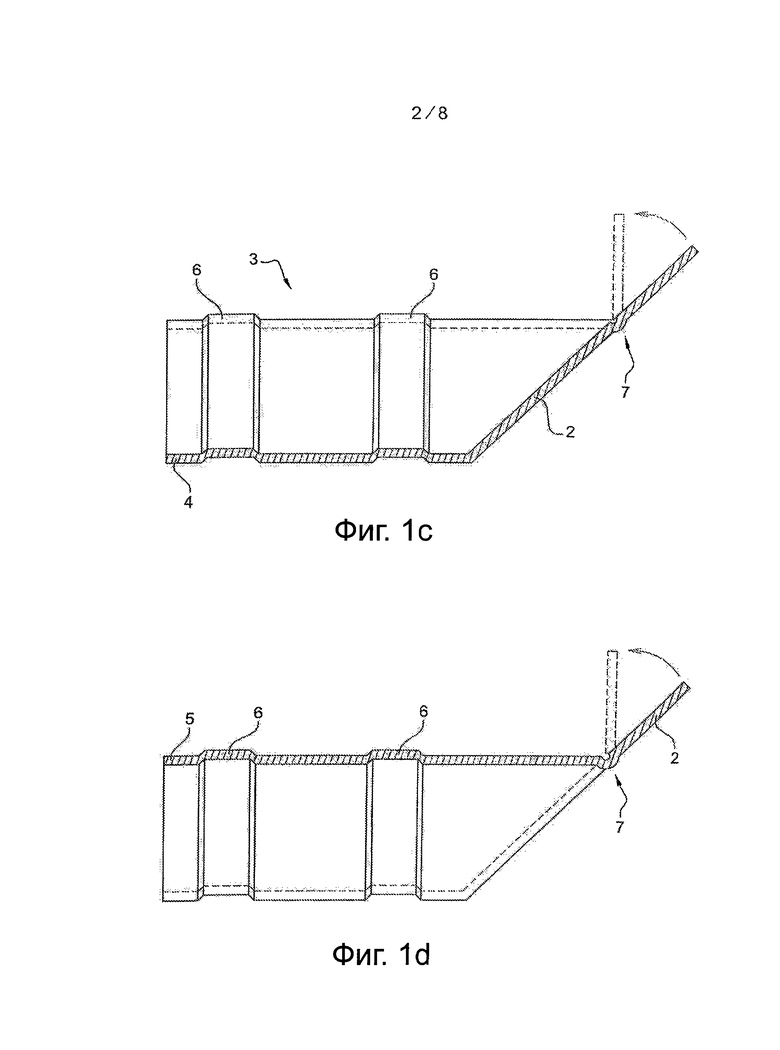
фиг.1a, 1b, 1c, и 1d, на которых показан боковой участок конька, соответственно, на виде сверху, на виде сбоку/поперечном виде, с разрезом по плоскости, проходящей через плоскую часть наклонного фланца, и с разрезом по плоскости, проходящей через верхнюю часть волны наклонного фланца;
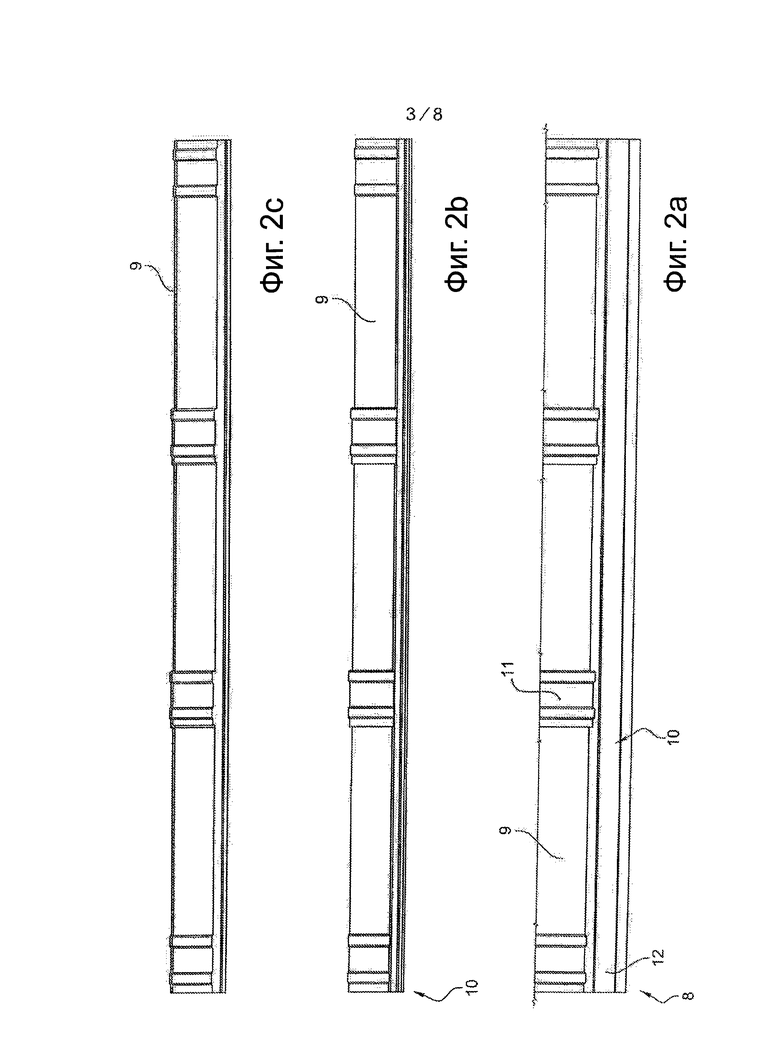
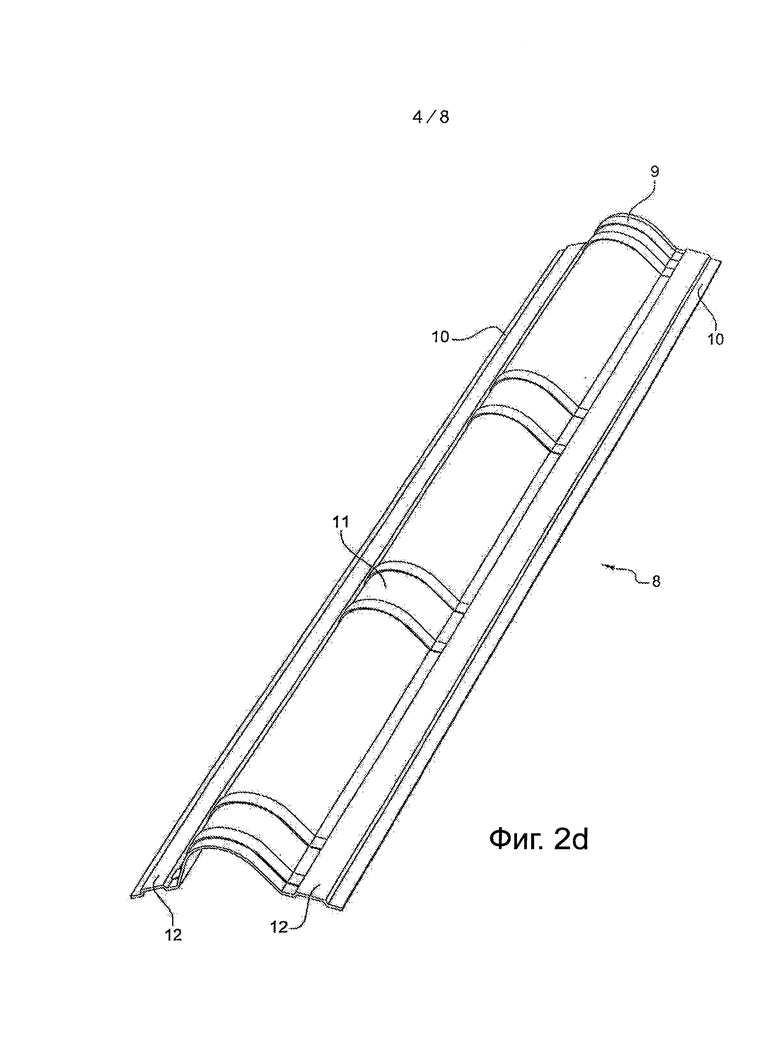
фиг.2a, 2b, 2c, и 2d, на которых показан коньковый колпак, соответственно, на виде сверху (показана только половина конькового колпака), на виде сбоку/поперечном виде, с разрезом по плоскости, проходящей через часть конькового колпака, выполненную в форме желоба, параллельно его верхней части и на небольшом расстоянии от него, и на виде в перспективе, если смотреть вниз;
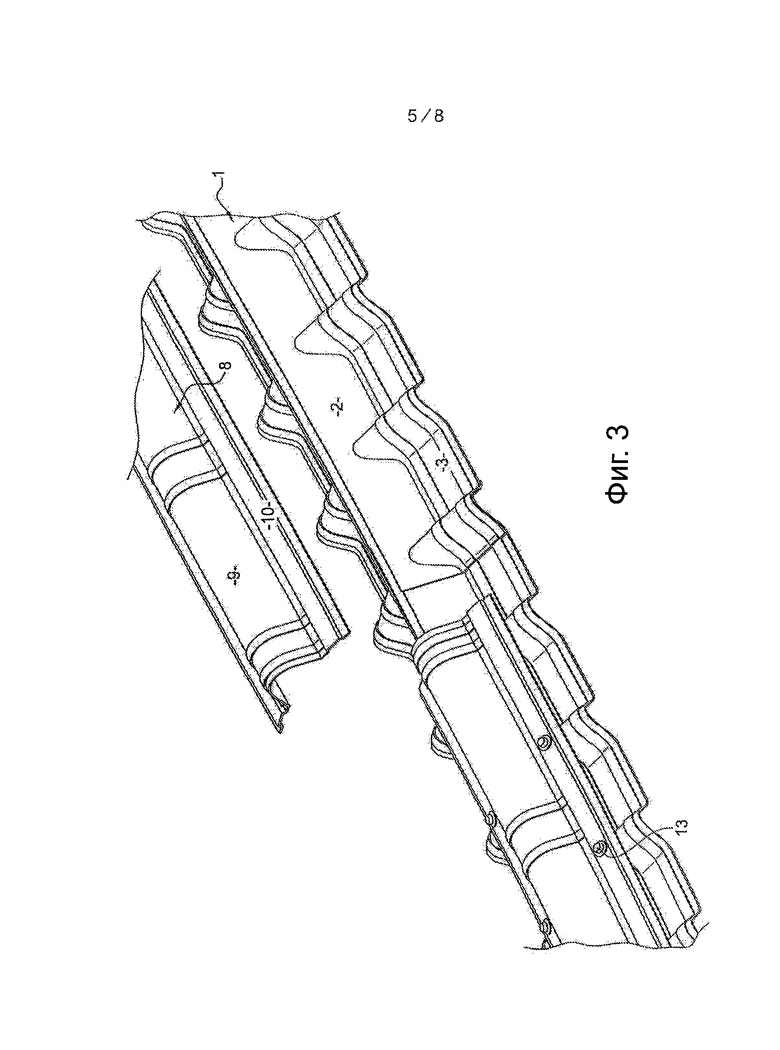
фиг.3, где представлено взаимодействие между боковыми участками конька и коньковым колпаком во время сборки;
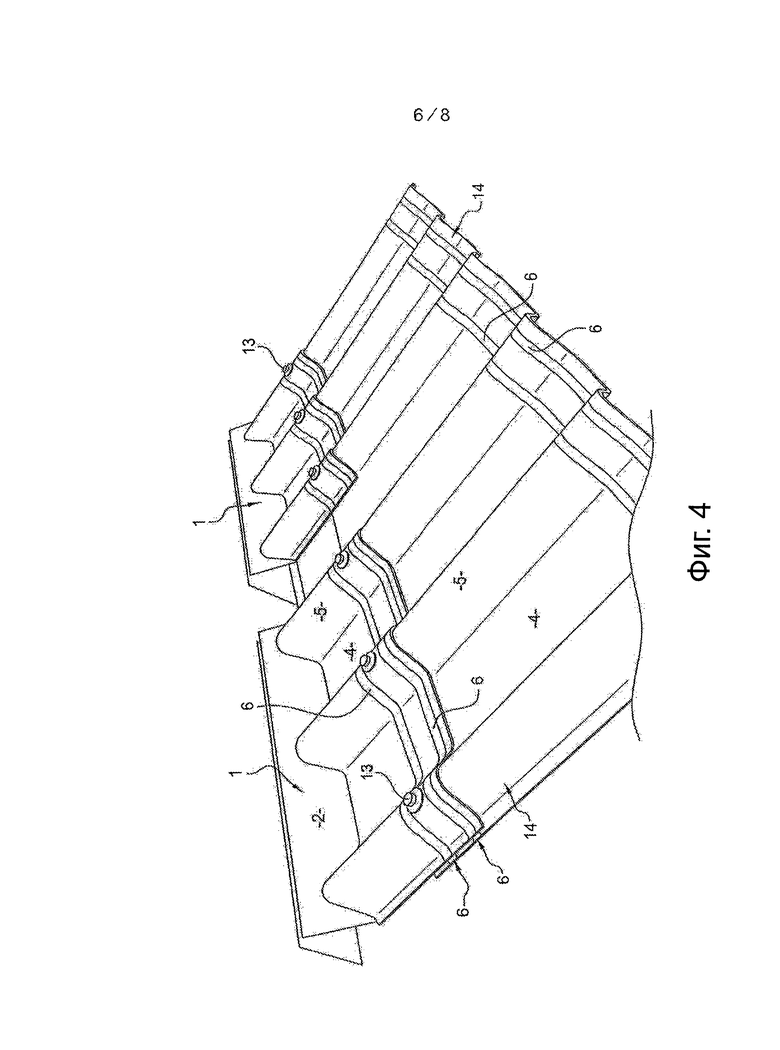
фиг.4, где показана крыша, имеющая конек с боковыми участками конька, но без конькового колпака, которые служат для того, чтобы покрывать верхние части кровельных деталей;
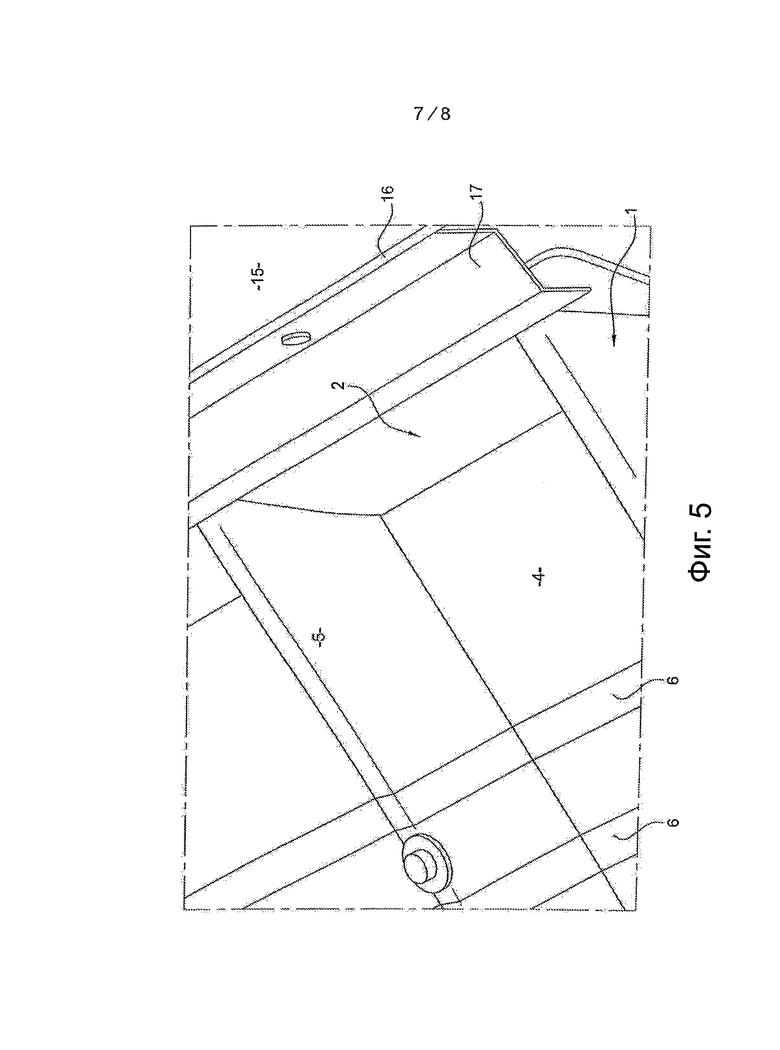
фиг.5, где детально показано устройство сопряжения, называемое "fillet" (бордюрная рейка), между стеной и наклонной крышей со скатами, например, односкатная или шедовая крыша; и
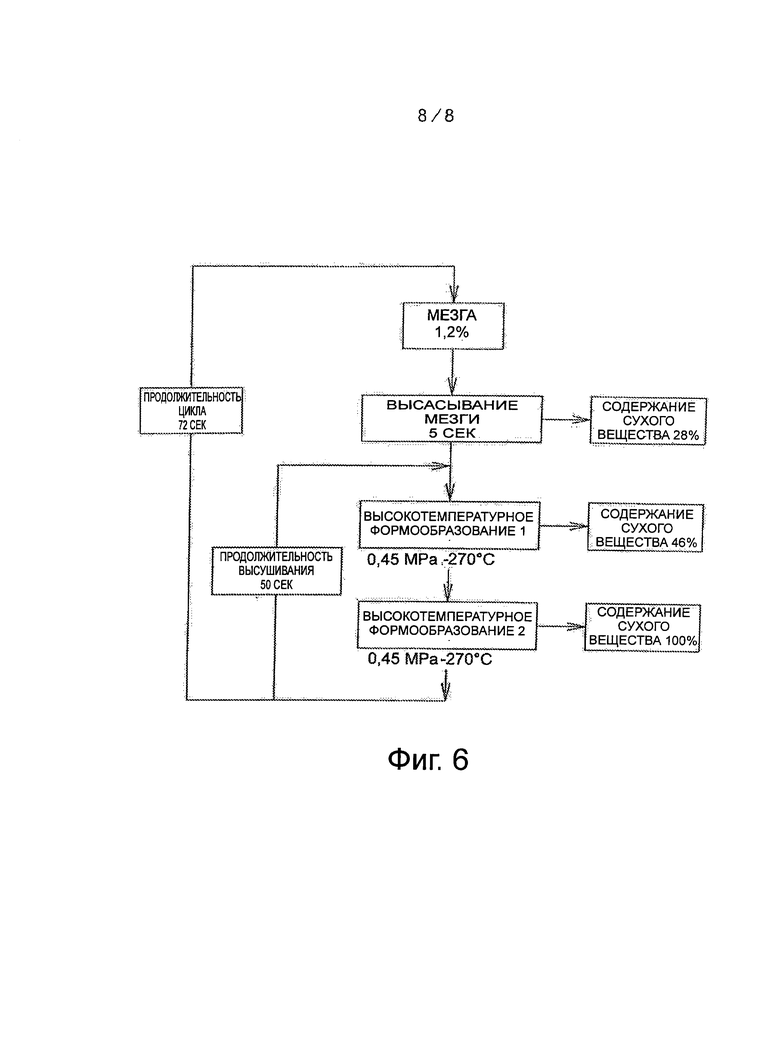
фиг.6, где показана схема последовательности осуществления процесса для горячего формования под давлением в прессе, чтобы получить покрывающие элементы крыши.
Каждый кровельный элемент изобретения включает в себя по меньшей мере одну волнистую часть, при этом вышеуказанная волнистая часть для бокового участка конька находится в наклонном фланце и является дополняющей к волнистой части в кровельной детали, которую она покрывает, при этом вышеуказанная волнистая часть для конькового колпака соответствует, по меньшей мере, его общей продолговатой форме желоба, и возможно также и волнистым частям, которые являются дополняющими к волнистым частям бокового участка конька.
Хотя известные способы для создания кровельных элементов позволяют постоянно получать простые формы, и в частности, волнистые части, они не дают возможность создавать геометрические формы, которые в отличие от простых форм являются сложными, и в частности, формы, которые не могут разворачиваться.
Однако можно создавать изделия из прессованной целлюлозы, которые имеют сложные геометрические формы, с помощью способа горячего формования под давлением в прессе. Способ горячего формования целлюлозы описывается в заявке US-6706151. В прессе этого типа мезга целлюлозы всасывается через пресс-форму, которая включает в себя в своей внутренней части как отверстия для введения мезги, так и отверстия для высасывания водной части мезги, таким образом позволяя концентрировать целлюлозу, а также позволяя выходить пару, образующемуся при нагревании пресс-формы.
Тем не менее, характеристики изделий, которые традиционно изготавливаются из целлюлозы горячего формования, не подходят для применения к крышам зданий и/или их следует подвергать дополнительным операциям. Кроме того, условия, в которых применяется способ формования, зависит от многочисленных параметров, которые могут взаимодействовать друг с другом и могут приводить к неблагоприятным результатам, и/или стоимость продукции становится слишком высокой. Кроме того, для того чтобы создать кровельный элемент, производимый с помощью пресс-формы, элемент покрывается лаком, и этот лак необходимо высушивать. Для элемента, производимого с помощью пресс-формы, также необходимо, чтобы он был полностью пропитан битумом, пока он горячий, при этом элементу необходимо иметь определенные свойства, чтобы он был способен подвергаться этой операции без риска. Эти различные операции взаимодействуют между собой. Таким образом, получение кровельного элемента, имеющего особые характеристики с помощью формования в операционных и экономических условиях, являющихся удовлетворительными, является относительно сложным.
Ниже приводится описание кровельных элементов из целлюлозы, которые сами покрыты пигментированным лаком и полностью пропитаны битумом, и которые используются для создания крыши со скатами на зданиях. Эти элементы относятся в первую очередь к элементам для конька крыши, содержащим боковые участки 1 конька и соответствующий коньковый колпак 8, а после этого относятся к бордюрным рейкам, бордюрам вокруг отверстия в крыше и вальмовым кровельным элементам.
Боковой участок 1 конька, показанный на фиг.1a, 1b, 1c, и 1d, в целом является V-образным элементом с коньковым фланцем 2 и наклонным фланцем 3. Коньковый фланец 2 в целом является плоским и проектируется таким образом, чтобы выступать вверх вдоль стороны конькового прогона крыши. Линия 7 складки проходит вдоль конькового фланца 2 и обеспечивает определенное значение гибкости для верхнего участка конькового фланца, как показано на фиг.1c и 1d, для того чтобы дать возможность этому верхнему участку складываться. Эта линия складки позволяет более легко использовать боковой участок конька с любым типом балки или каменной кладки, образующих линию конька. Эта линия складки является необязательной и может не использоваться в различных вариантах осуществления изобретения. Следует заметить, что в вариантах осуществления вдоль фасада или стены, например для того чтобы построить крышу крыльца или веранды, эта возможность складывать верхнюю часть конькового фланца позволяет нажимать на него и прикреплять в плоском виде к фасаду/стене. В дальнейшем объясняется, что эта способность складываться также позволяет упростить использование такого бокового участка, как бордюрная рейка или бордюр вокруг отверстия в крыше. Хотя складывание показано таким образом, что оно производится вверх для получения конькового фланца с вертикальной верхней частью, можно будет легко понять, что имеющая место степень сгибания в направлении вверх может быть выражена в большей или меньшей степени, или даже в случае необходимости сгибание может производиться в направлении вниз.
Наклонный фланец 3 предназначен для накладывания на кровельную деталь, которая сама размещается на стропилах, или непосредственно, или иным образом (например, между кровельными элементами и стропилами может быть представлен защитный материал против конденсации). Наклонный фланец 3 имеет волнистые части 5 и они соединяются с коньковым фланцем, являющимся плоским. Это означает, что боковой участок конька имеет форму, которая не может быть развернута. В показанном на фигурах примере волнистые части 5 наклонного фланца 3 бокового участка 1 конька содержат закругленные приподнятые части, которые присоединяются к практически плоским частям 4. Практически плоские части 4 проходят между приподнятыми частями 5 (волнистыми частями) и они все находятся в общей основной плоскости, и при этом они также присоединяются к коньковому фланцу 2.
Боковой участок 1 конька является элементом непрерывной детали, которая служит для того, чтобы гарантировать водонепроницаемость крыши в той области, которую она покрывает. Например, средняя толщина бокового участка конька составляет около 2.6 мм ± 0.4 мм, ширина основания волнистой части 5 (приподнятая часть наклонного фланца) составляет около 95 мм (таким образом точки ее основания соединяются с плоской частью 4), и период волнистости составляет около 190 мм, с плоской частью 4, которая таким образом имеет ширину между двумя волнистыми частями около 190-95=95 мм. Высота каждой волнистой части 5 наклонного фланца составляет около 38 мм. Боковой участок 1 конька, как показано на фигурах, имеет общую длину около 1020 мм, общую ширину около 140 мм и общую высоту около 62 мм. В одном варианте осуществления изобретения могут присутствовать шесть волнистых частей с самыми внешними волнистыми частями, оканчивающимися вдоль двух законцовок вышеуказанного бокового участка конька. В другом варианте осуществления изобретения могут присутствовать пять волнистых частей и две законцовки вышеуказанного бокового участка конька, которые в таком случае будут плоскими.
Коньковый фланец 2 наклонен на угол около 45° относительно наклонного фланца 3. В других вариантах осуществления изобретения угол наклона между коньковым фланцем и наклонным фланцем может быть большим или меньшим. Две выдавленные линии 6, т.е. пара выдавленных линий, которые являются параллельными, при этом их вогнутые стороны обращены вниз, выполнены параллельно свободному нижнему краю наклонного фланца. Каждая из выдавленных линий имеет ширину около 15 мм, со своей собственной высотой, составляющей около 2 мм, а самая низкая выдавленная линия, т.е. линия, ближе всего расположенная к нижнему свободному краю наклонного фланца, находится около 10 мм от вышеуказанного края.
Следует понимать, что данные значения являются приблизительными, заданными с показательной целью, и что они могут быть различными и зависеть от специфических выпускаемых моделей.
Как объяснялось выше, боковой участок 1 конька, таким образом, представляет общую V-образную форму, которая является открытой на угол 45°, с ответвлениями V-образной формы, соответствующими наклонному фланцу 3 и коньковому фланцу 2. Коньковый фланец 2 выступает вверх вдоль одной из двух сторон конька крыши. Наклонный фланец, располагаясь рядом со скатом крыши, имеет такую форму, чтобы он плотно прилегал и/или нажимал на форму кровельных деталей, которые размещаются на скате крыши, при этом наклонный фланец накладывается на верхние части вышеуказанных кровельных деталей и покрывает их. Таким образом, наклонный фланец имеет форму, ответную форме кровельных деталей, и эти детали имеют, по меньшей мере, одну волнистую часть. Как правило, эти кровельные детали являются волнистыми листами такого типа, которые имеют традиционные синусоидальные или трапециевидные волнистые части, или волнистые части некоторых других типов, например, такие, которые содержат направленную вверх вогнутую и/или выпуклую поверхность, чтобы имитировать набор стандартных кровельных изделий.
Коньковый колпак 8, показанный на фиг.2a, 2b, 2c, и 2d, в целом имеет форму перевернутого вверх дном удлиненного желоба с закругленным дном 9, который включает в себя сбоку на каждой стороне два боковых фланца. Таким образом, закругленный центральный участок 9 конькового колпака 8 является направленной вниз вогнутой поверхностью. Два боковых фланца 10 по существу являются плоскими, каждый из них включает в себя линию 12 откоса, которая выступает вверх и проходит параллельно соответствующему боковому краю конькового колпака. Закругленный центральный участок 9 конькового колпака включает в себя поперечные рельефные структуры 11, являющиеся результатом направленной вверх деформации для имитации мест соединения традиционного конька. Коньковый колпак предоставляет определенную величину поперечной гибкости, таким образом давая возможность открывать или закрывать вышеуказанный коньковый колпак на большую или меньшую протяженность за счет перемещения двух его боковых фланцев против или по направлению друг к другу. При желании одна или более линий складки аналогичного типа с линиями на боковых участках конька выполняются проходящими вдоль конькового колпака 8, например, одна на верхней части закругленного участка 9 и/или одна на другой стороне, на границе между закругленным центральным участком 9 и соответствующим боковым фланцем 10. Такая линия складки является необязательной и может не использоваться в различных вариантах осуществления изобретения.
На фиг.3, которая является упрощенной, поскольку не показывает кровельные детали, на которых устанавливаются боковые участки конька, но их можно увидеть на этапе установки конькового покрытия, при этом левая часть фиг.3 показывает коньковое покрытие после того, как оно было установлено и закреплено. В правой части фиг.3 коньковый колпак 8 представлен в таком положении, в котором он подготавливается для покрытия коньковых фланцев 2 соответствующих боковых участков 1 конька. Коньковый колпак и коньковые фланцы прикрепляются к коньковому прогону (не показан) шурупами или костылями (гвоздями) 13, расположенными там, где боковой участок конька контактирует с коньковым колпаком (на вершинах волновых частей). Благодаря относительной гибкости материала, используемого в изобретении, коньковый колпак может открываться в большей или меньшей степени, т.е. с закругленным участком 9, который закругляется в большей или меньшей степени и/или с боковыми фланцами 10, которые наклоняются в большей или меньшей степени, для того чтобы адаптироваться к ширине и/или высоте конькового прогона и к пространству между боковыми участками конька. Таким образом, кровельные элементы могут устанавливаться на крышах, имеющих разнообразные скаты, и например, имеющие скаты, находящиеся в диапазоне от 5 до 90 градусов для стандартных элементов, выполненных для крыш, которые обычно имеют пересекающиеся плоскости скатов и наклон ската, находящийся в диапазоне от 6° до 45°. Тем не менее, следует понимать, что изобретение позволяет изготовить множество кровельных элементов, которые могут быть адаптированы к конкретным конструкциям.
Линия 12 откоса конькового колпака, предпочтительно, контактирует с одной или двумя выдавленными линиями 6 наклонного фланца бокового участка конька.
В варианте изобретения коньковый колпак также включает в себя в боковом и нижнем направлениях боковые волнистые части, форма которых ответна форме волнистых частей боковых участков 1 конька, на которых размещается коньковый колпак 8. Таким образом, коньковый колпак входит с ними в контакт и плотно устанавливается, по меньшей мере, на верхних участках волнистых частей 5 боковых участков 1 конька, в этих волнистых частях конькового колпака. Эти боковые волнистые части на каждой стороне конькового колпака, предпочтительно, являются только частичными, исходя из высоты, для того чтобы оставить зазоры между нижними боковыми краями конькового колпака и плоскими частями 4 наклонных фланцев 3, для осуществления вентиляции конька крыши, как можно увидеть на фиг.3.
На фиг. 2a-2d и 3 коньковый колпак 8 показан с такой формой, которая не может разворачиваться, однако в вариантах осуществления изобретения возможно использование конькового колпака такой формы, которая может разворачиваться.
Фиг.4 показывает экспериментальную сборку, выполненную для пояснительных целей и служащую для того, чтобы показать взаимодействие между боковыми участками 1 конька и кровельными деталями 14 на одной стороне крыши со скатами. Кровельные элементы, используемые в этом примере, являются упрощенными, в частности, боковые участки конька не имеют линии складки. Кроме того, был оставлен зазор вдоль конька между боковыми участками конька, чтобы можно было увидеть верхние части кровельных деталей 14, которые обычно покрываются наружными краями наклонных фланцев боковых участков конька. Кровельные детали 14 являются волнистыми листами такой формы, которая может быть развернута, предпочтительно, они изготавливаются из целлюлозы, и они могут быть полностью пропитаны битумом, предпочтительно, на них накладывается пигментированный лак. Кровельные детали 14 имеют ту же самую форму, как и наклонный фланец бокового участка конька, имеющего плоские части 4 между волнистыми частями 5. В вариантах изобретения кровельные детали 14 могут быть выполнены из того же самого материала и могут быть получены тем же самым способом, т.е. горячим формованием в прессе, как и боковые участки конька согласно изобретению. В результате, кровельные детали могли бы иметь в этом случае такую форму, которая не может быть развернута, поскольку они получаются с помощью формования.
Кровельные детали 14 имеют пары выдавленных линий 6 вдоль их верхнего и нижнего боковых краев, при этом линии имеют такую форму, которая является дополняющей к паре выдавленных линий 6 наклонных фланцев боковых участков конька. Эти выдавленные линии 6 боковых участков конька и кровельных деталей входят в зацепление между собой, как показано на фиг.4. Следует понимать, что опускаясь вниз, проходя вниз вдоль ската крыши, выдавленные линии двух последовательных кровельных деталей, которые совмещаются по их краям, входят в зацепление между собой.
Крепежные средства 13 типа костыля или шурупа для прикрепления кровельных элементов к деревянному брусу, располагаются на верхних частях волнистых частей 5 боковых участков конька, и таким образом, кровельных деталей 14, которые покрываются в этой области боковыми участками конька. Следует понимать, что в реальном варианте осуществления изобретения, когда коньковый колпак кладется на место на боковые участки конька, крепежные средства проходят вниз через боковой фланец 10 конькового колпака, через наклонный фланец бокового участка конька и через кровельные детали, при этом во всех случаях это производится на вершине волнистой части.
Далее следует описание кровельных элементов типа бордюрной рейки или бордюра вокруг отверстия в крыше. Эти элементы аналогичны боковым участкам конька в том, что они содержат две главные части, которые взаимно наклонены в виде V-образной формы вместе со структурами, в частности, волнистыми частями, которые адаптированы для того, чтобы покрывать кровельные детали, расположенные под ними, и опускаются вниз вдоль ската односкатной крыши, или крыльца, или элемента здания, который проходит через крышу, например такого, как дымовая труба. В таких обстоятельствах бордюрная рейка в большей степени известна как бордюр вокруг отверстия в крыше.
Вальмовый кровельный элемент также аналогичен боковому участку конька, но подразумевается, что он должен устанавливаться не собственно на коньке, но на наклонный конек крыши, который соответствует углу наклона между двумя частями крыши, имеющими различные скаты. Таким образом вальмовый кровельный элемент проектируется таким образом, чтобы располагаться вдоль наклонного конька крыши между двумя плоскостями крыши. Вальмовый кровельный элемент устанавливается с коньковым колпаком.
Фиг.5 показывает вариант осуществления изобретения крыши со скатами односкатного типа или крыльца, который соединяет вертикальную стену 15, лежащую на полпути вверх через кровельный элемент, который составляет бордюрную рейку. Стена в этом примере по существу перпендикулярна линии ската крыши. Для этой цели кровельные элементы того же самого типа, как и боковой участок 1 конька, имеют коньковые фланцы 2, прикрепленные в плоском положении к стене 15. Полезность линии 7 складки, как описывалось выше, на коньковых фланцах 2 боковых участков 1 конька можно увидеть: она создает хорошую возможность для бокового участка 1 конька, который первоначально проектировался для накладывания на конек крыши, действовать как бордюрная рейка: верхняя часть конькового фланца 2 складывается по отношению к остающейся его части и делается вертикальной, для того чтобы накладываться на стенку 15. Эта линия складки является необязательной и может не использоваться в различных вариантах осуществления изобретения. Кроме того, на фиг.5 бордюрная рейка имеет ту же самую ссылочную позицию 1, как и боковой участок конька. Форма и структура остающейся части бордюрной рейки являются аналогичными тем, которые были описаны выше для боковых участков конька. В вариантах изобретения бордюрная рейка является специфическим элементом, адаптированным для использования вдоль вертикальной стены, например, из-за того что коньковый фланец имеет две части, верхнюю часть и нижнюю часть, которые смещены по углу, или коньковый фланец имеет некоторый угол относительно наклонного фланца, так что коньковый фланец является вертикальным по всей его высоте, когда укладывается на место вдоль стены, для того чтобы покрывать крыльцо или односкатную крышу.
В этом варианте применения кровельный элемент используется как бордюрная рейка, и для того чтобы гарантировать водонепроницаемость от дождевой воды, на место накладывается окантовка в виде элемента 17 металлической секции и прикрепляется непосредственно над и вдоль верхнего края конькового фланца, при этом вдоль элемента металлической секции и стеной выполняется герметизирующее соединение 16. Следует понимать, что рядом с наклонным фланцем при использовании кровельных деталей (не показаны на фиг.5) предусматривается остаток от покрытия.
Следует понимать, что бордюр вокруг отверстия в крыше может быть аналогичен бордюрной рейке в определенных обстоятельствах (в зависимости от ориентации по отношению к скату), но вместо прикладывания к стене, он накладывается на вертикальный элемент, проходящий через крышу, например такой, как дымовая труба.
Следует отметить, что выдавленные линии 6, которые должны быть образованы на боковых участках конька (включая бордюрные рейки), на коньковых колпаках (выдавленная линия соответствует, в частности, единичной линии 12 откоса), и на кровельных деталях, выполняют по меньшей мере две функции: во-первых, они придают жесткость кровельным элементам, которые включают в себя эти линии, и во-вторых, они уменьшают способность воды подниматься за счет капиллярности вверх по скату между смежными кровельными деталями или между боковым участком конька и смежными кровельными деталями. Эта вторая функция дает возможность уменьшить ширину области перекрывания краев между двумя смежными кровельными деталями по сравнению с кровельными деталями, которые не включают в себя такие выдавленные линии, но в то же время имеют одинаковую степень защиты против подъема воды за счет капиллярности. Таким образом возможно покрывать большую площадь крыши с заданным количеством кровельных деталей. Эта аргументация может быть таким же образом применима и к коньковым колпакам, и к боковым участкам конька: линия 12 откоса конькового колпака входит в зацепление с одной из выдавленных линий 6 бокового участка конька. То же самое относится и к совмещению выдавленных линий боковых участков и кровельных деталей. Кроме того, выдавленные линии также могут действовать как маркеры при выкладывании кровельных элементов на их место на крыше, и например, они могут обозначать, в каком месте следует располагать костыли для забивания (или шурупы для вкручивания), чтобы прикреплять вышеуказанные кровельные элементы к крыше, и/или они могут действовать таким образом, чтобы правильно размещать, ориентировать или выравнивать вышеуказанные кровельные элементы в виде параллельных линий.
В качестве примера того, каким образом может быть изготовлен кровельный элемент способом горячего формования под давлением, следует обратиться к схеме на фиг.6, которая в большей степени относится к первому этапу горячего формования под давлением водной композиции растительных волокон, предпочтительно, целлюлозной мезги, который позволяет получить относительно сухую форму, которая остается в форме и готова для нанесения пигментированной термореактивной лаковой композиции. Затем форма должна быть дополнительно высушена во время второго этапа, а затем должна быть полностью пропитана битумом во время третьего этапа.
Полная продолжительность цикла формования первого этапа составляет около 72 секунд и содержит по порядку: введение целлюлозной мезги в пресс-форму при концентрации около 1.2% в жидкой композиции, высасывание жидкой части мезги из пресс-формы в течение 5 с предварительной стадии концентрации сухого вещества мезги в пресс-форме, чтобы увеличить ее по меньшей мере до 20% и в этом примере до 28%, а затем две стадии высокотемпературного формообразования под давлением формования около 0.45 МПа при температуре 270°C с общей продолжительностью высушивания около 50 с для двух стадий высокотемпературного формообразования в пресс-форме. Во время этих двух последовательных стадий высокотемпературного формообразования сухая фракция в пресс-форме доходит до 46% и, в конечном итоге, заканчивает их с содержанием сухой фракции по существу 100%. На практике нет необходимости ждать достижения 100% и можно ограничиться 60%, или 70%, или предпочтительно, 80%. При этом, по меньшей мере, с таким содержанием сухого вещества при извлечении из пресс-формы с таким значением для формованного элемента, он сохраняет свою форму и не подвергается какому-либо риску значительного деформирования во время последующих этапов.
Таким образом, если более конкретно, операционные условия применяются таким образом, что после окончания операции горячего формования под давлением, полученный формованный целлюлозный элемент имеет содержание сухого вещества по меньшей мере 60%. Даже при наличии некоторой остающейся влажности, возможно продолжение процесса с покрыванием элемента пигментированной лаковой композицией, предпочтительно, используя нанесение с помощью разбрызгивания, при этом композиция по существу затвердевает, предпочтительно, в период, когда элемент остается горячим, во время последующего высушивания, которое используется для того, чтобы удалить практически всю остающуюся воду перед полным пропитыванием элемента горячим битумом. Полное пропитывание элемента горячим битумом следует выполнять, предпочтительно, для практически сухого элемента, т.е. с содержанием сухого вещества, которое составляет, практически 100%, для того чтобы избежать пенообразования или других явлений.
Следует понимать, что эти значения даны с показательной целью, и они могут быть различными, в частности, они зависят от элементов, которые подвергаются формованию. Например, в зависимости от обстоятельств, возможно использование целлюлозной мезги с концентрацией, находящейся в диапазоне от 1.2% до 1.9%, продолжительность высасывания текучей среды из пресс-формы во время стадии предварительной концентрации находится в диапазоне от 2 с до 15 с, а общая продолжительность двух операций высокотемпературного формообразования находится в диапазоне от 15 с до 50 с. Температура, до которой нагревается пресс-форма, может находиться в диапазоне от 150°C до 320°C, с предпочтительной температурой нагревания для пресс-формы, составляющей 270°C. Давление сжатия может находиться в диапазоне от 0.15 МПа до 0.5 МПа, и предпочтительно, находится в диапазоне от 0.3 МПа до 0.5 МПа. В конце операции горячего формования под давлением, в зависимости от операционных условий (в частности, от концентрации мезги), формованный целлюлозный элемент может иметь относительную плотность около 0.53 и сухой вес на единицу площади, находящийся в диапазоне от 1000 г/м2 до 1400 г/м2, и предпочтительно, составляет около 1250 г/м2. Вес на единицу площади, рассматриваемый в этом документе, соответствует элементу, имеющему единицу не проектированной площади. Информация для объяснения этого термина: для большинства типов рассматриваемых элементов, не проектированная площадь или развернутая площадь в общем находится в диапазоне от 1.1- до 2-кратного соотношения к площади проектированной поверхности. Формованный целлюлозный элемент, полученный после извлечения из пресса, обычно имеет прочность на разрыв (напряжение разрушения при натяжении с использованием EN 12311-1) около 11 МПа и модуль упругости около 1200 МПа.
Следует заметить, что для получения данного веса на единицу площади возможно воздействовать на концентрацию целлюлозы в мезге и/или на протяженность времени, в течение которого мезга вводится в пресс-форму. Высасывание водной части из мезги во время стадии предварительной концентрации приводит к тому, что целлюлоза в мезге имеет тенденцию оставаться в пресс-форме, в то время как водная фаза мезги имеет тенденцию в значительной степени высасываться из пресс-формы, таким образом процесс происходит так, что целлюлоза в пресс-форме постепенно становится концентрированной во время всасывания. Следует заметить, что всасывающие трубопроводы пресс-формы также служат для удаления пара во время горячего формования мезги под давлением при высокотемпературном формообразовании, таким образом гарантируя, что потенциально опасное превышение давления не образуется внутри пресс-формы, которое могло бы произойти, если пар не мог бы выходить.
Кроме того, например, во время второго этапа с окрашиванием используется лак, имеющий состав, основанный на смоле и оксиде металла, представляющем сухое количество около 70 г/м2. Смола, предпочтительно, является термореактивной смолой. Во время третьего этапа, состоящего в полном пропитывании битумом, используется битум марки 70/100 при температуре 190°C с обработкой продолжительностью от 10 до 30 минут.
Кроме того, источник мезги может изменяться в зависимости от требований. Целлюлозная мезга может быть получена, например, из вторичной бумаги, в частности, газет, и/или бумаги типа крафт-целлюлоза, и с различными соответствующими пропорциями при использовании смесей. И наконец, могут быть использованы другие растительные волокна, не являющиеся целлюлозой. Эти другие растительные волокна также могут комбинироваться с целлюлозой.
Естественно, настоящее изобретение не ограничивается описанными выше отдельными вариантами осуществления изобретения, но распространяется на все варианты и эквиваленты, соответствующие сущности изобретения. Таким образом, можно будет легко понять, что изобретение может быть выполнено с помощью многочисленных других способов, но, не выходя за пределы, определяемые описанием и формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМОВАННАЯ КОНЬКОВАЯ ЧЕРЕПИЦА, ВЫПОЛНЕННАЯ ИЗ ПРОПИТАННОЙ БИТУМОМ ЦЕЛЛЮЛОЗЫ, И ЕЕ ПРИМЕНЕНИЕ | 2013 |
|
RU2610950C2 |
| ГИДРОИЗОЛИРУЮЩИЙ ФАРТУК ДЛЯ РУБЕРОИДНОЙ КРЫШИ | 2013 |
|
RU2552283C1 |
| Крыша с безрулонной кровлей | 1980 |
|
SU926190A1 |
| МНОГОФУНКЦИОНАЛЬНАЯ ПЛИТКА ДЛЯ КРЫШИ | 2011 |
|
RU2483173C2 |
| ФОРМОВАННАЯ ПАНЕЛЬ ДЛЯ ПОКРЫТИЯ И ЧЕРЕПИЧНАЯ КРОВЛЯ | 1994 |
|
RU2119570C1 |
| ВЕНТИЛЯЦИОННАЯ ЛЕНТА, В ЧАСТНОСТИ, ДЛЯ КРЫШ С КРУТЫМИ СКАТАМИ | 2007 |
|
RU2413822C1 |
| ПРОФИЛИРОВАННАЯ СИСТЕМА ВЕНТИЛЯЦИИ ДЛЯ ЧЕРЕПИЧНЫХ КРЫШ | 2003 |
|
RU2286430C2 |
| Профилированный кровельный лист | 1961 |
|
SU143539A1 |
| БЫСТРОВОЗВОДИМОЕ ЗДАНИЕ С ДВУСКАТНОЙ ИЛИ МАНСАРДНОЙ КРЫШЕЙ И СПОСОБ ЕГО МОНТАЖА | 2011 |
|
RU2479696C2 |
| КОНСТРУКЦИЯ ОСТЕКЛЕННОЙ КРЫШИ | 1998 |
|
RU2208106C2 |
Изобретение относится к способу производства кровельного элемента, выполненного из формованной под давлением целлюлозы, пропитанной битумом для покрытия крыши зданий. Во время первого этапа создается элемент, предпочтительно из целлюлозы, с помощью горячего формования под давлением в пресс-форме, во время второго этапа, как только элемент будет иметь содержание сухого вещества по меньшей мере 60% после его высвобождения из пресс-формы, вышеуказанный элемент покрывается пигментированным лаком и высушивается; и во время третьего этапа, как только элемент будет иметь содержание сухого вещества по меньшей мере 98% вышеуказанный элемент пропитывается горячим битумом. Задаются специфические операционные условия. Покрывающие элементы содержат, в частности, боковой участок конька, коньковый колпак, комплект конькового покрытия крыши, бордюрную рейку или бордюр вокруг отверстия в крыше, и вальмовый кровельный элемент для создания соединения между двумя плоскостями крыши. 5 н. и 10 з.п. ф-лы, 12 ил.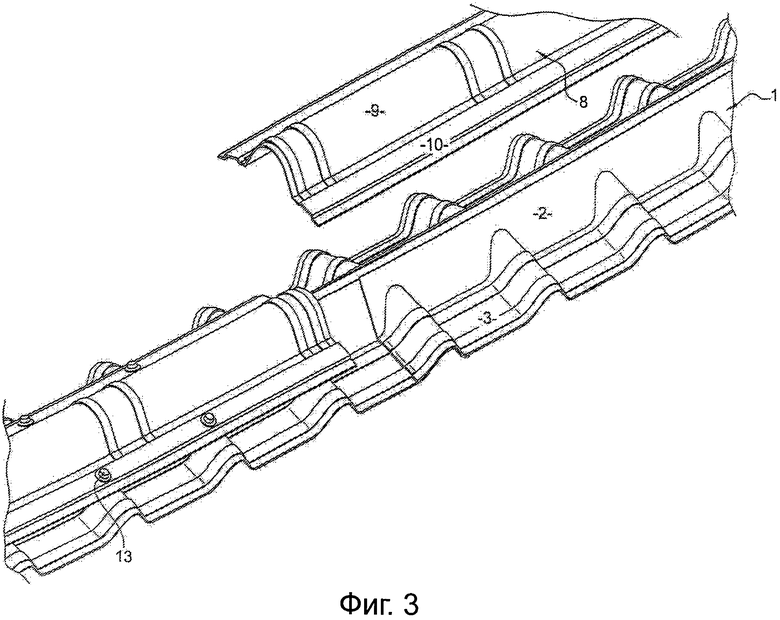
1. Способ создания кровельного элемента (1, 8) из растительных волокон для крыши со скатами, причем вышеуказанный элемент полностью пропитывают битумом, отличающийся тем, что на первом этапе создают элемент из растительных волокон с помощью горячего формования под давлением в полости пресс-формы на основе водной композиции растительных волокон, которую сжимают и нагревают в указанной пресс-форме до тех пор, пока в указанном элементе содержание сухого вещества не достигнет по меньшей мере 60%, на втором этапе после высвобождения элемента из пресс-формы производят высушивание указанного элемента до тех пор, пока в указанном элементе содержание сухого вещества не достигнет по меньшей мере 98%, и на третьем этапе производят полное пропитывание вышеуказанного элемента горячим битумом, при этом во время осуществления первого этапа, перед созданием давления и нагреванием пресс-формы, производят предварительный этап концентрации сухого вещества мезги в пресс-форме путем создания разрежения в полости пресс-формы с такой продолжительностью, что сухая фракция смеси, остающаяся в пресс-форме в конце предварительного этапа концентрации, составляет по меньшей мере 20%.
2. Способ по п.1, отличающийся тем, что сухая фракция композиции, остающаяся в пресс-форме в конце этапа предварительной концентрации, осуществляемого во время первого этапа, находится в диапазоне от 20% до 35%.
3. Способ по п.1, отличающийся тем, что в конце первого этапа высвобожденный из пресс-формы элемент имеет относительную плотность, находящуюся в диапазоне от 0.4 до 0.7, и имеет толщину, находящуюся в диапазоне от 2 мм до 5 мм.
4. Способ по п.2, отличающийся тем, что в конце первого этапа высвобожденный из пресс-формы элемент имеет относительную плотность, находящуюся в диапазоне от 0.4 до 0.7, и имеет толщину, находящуюся в диапазоне от 2 мм до 5 мм.
5. Способ по любому из пп.1-4, отличающийся тем, что в конце первого этапа, высвобожденный из пресс-формы элемент имеет сухой вес на единицу площади, находящийся в диапазоне от 800 г/м2 до 1800 г/м2, предпочтительно около 1250 г/м2.
6. Способ по любому из пп.1-4, отличающийся тем, что во время второго этапа указанный элемент высушивают до состояния содержания сухого вещества в вышеуказанном элементе, практически равного 100%.
7. Способ по любому из пп.5, отличающийся тем, что во время второго этапа указанный элемент высушивают до состояния содержания сухого вещества в вышеуказанном элементе, практически равного 100%.
8. Способ по любому из пп.1-4, 7, отличающийся тем, что во время второго этапа элемент покрывают пигментированным лаком и оставляют этот лак затвердевать во время высушивания указанного элемента.
9. Способ по п.5, отличающийся тем, что во время второго этапа элемент покрывают пигментированным лаком и оставляют этот лак затвердевать во время высушивания указанного элемента.
10. Способ по п.6, отличающийся тем, что во время второго этапа элемент покрывают пигментированным лаком и оставляют этот лак затвердевать во время высушивания указанного элемента.
11. Кровельный элемент (1, 8) из растительного волокна, покрытый пигментированным лаком и полностью пропитанный битумом, для крыши со скатами, установленной на здании, отличающийся тем, что пропитанный битумом элемент получен с помощью способа по любому из пп.8-10, имеет толщину, находящуюся в диапазоне от 2 мм до 5 мм, и обладает относительной плотностью, находящейся в диапазоне от 0.9 до 1.3.
12. Кровельный элемент по п.11, отличающийся тем, что он выполнен с возможностью покрывать особенную точку крыши, при этом он является боковым участком конька, коньковым колпаком, бордюрной рейкой, бордюром вокруг отверстия в крыше, или элементом для создания соединения между двумя плоскостями крыши.
13. Боковой участок (1) конька крыши со скатами, при этом конек содержит два боковых участка, расположенных с обеих сторон конька крыши, и покрывающий его коньковый колпак, отличающийся тем, что боковой участок конька является кровельным элементом по п.12 и имеет V-образную форму, которая не может быть развернута, и включает в себя первый фланец на одной стороне, называемый коньковым фланцем (2), и второй фланец на второй стороне, называемый наклонным фланцем (3), причем коньковый фланец проходит вверх вдоль одной стороны конька крыши и закрывается коньковым колпаком, покрывающим конек, а наклонный фланец проходит вниз вдоль крыши и располагается на одной или более кровельных деталей, расположенных на скате указанной крыши, при этом наклонный фланец включает в себя волнистую часть (5), являющуюся ответной волнистой части кровельных деталей, которые он покрывает, для того чтобы взаимодействовать с вышеуказанными кровельными деталями и обеспечивать непроницаемость крыши к ливневым стокам, протекающим по скату крыши, при этом указанный боковой участок конька имеет форму, симметричную относительно конька, для обеспечения возможности его использования одинаково хорошо на каждой стороне вышеуказанного конька крыши.
14. Коньковый колпак (8) для наклонной крыши со скатами, при этом коньковое покрытие содержит два боковых участка, расположенных с обеих сторон конька крыши, при этом вышеуказанный коньковый колпак покрывает конек, а каждый боковой участок имеет коньковый фланец и наклонный фланец, отличающийся тем, что он является кровельным элементом по п.12, при этом указанный коньковый колпак имеет центральный закругленный участок (9), имеющий общую форму удлиненного желоба с вогнутой стороной, обращенной вниз, и включает в себя в боковом направлении на каждой стороне центрального участка (9) по существу плоские боковые фланцы (10), каждый из которых включает в себя приподнятую линию (12) откоса, проходящую параллельно соответствующему боковому краю конькового колпака, причем указанная линия откоса выполнена с возможностью входить в соответствие с выдавленной линией (6) наклонного фланца бокового участка (1) конька.
15. Элемент соединения наклонной крыши со скатами здания с вертикальной стеной, причем такой элемент является бордюрной рейкой или бордюром вокруг отверстия в крыше, отличающийся, что он является кровельным элементом по п.12, имеющим V-образную форму, которая не может быть развернута, при этом он имеет первый фланец на первой стороне для присоединения к стене, и второй фланец на второй стороне, выполненный с возможностью прохождения вниз вдоль крыши и для размещения на одной или больше кровельных деталях, расположенных на скате указанной крыши, причем второй фланец включает в себя волнистую часть, ответную волнистости кровельных деталей, которые он покрывает, для взаимодействия с указанными кровельными деталями, чтобы обеспечить непроницаемость крыши к ливневым стокам, протекающим по скату крыши.
| СПОСОБ БОРЬБЫ С БОЛОТНЫМИ СОРНЯКАМИ | 1992 |
|
RU2048045C1 |
| US 4683028 A, 28.07.1987 | |||
| МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА РУБЕРОИДА | 1999 |
|
RU2165489C1 |
| Устройство для нанесения покровного состава на волокнистую основу,преимущественно для рубероида | 1982 |
|
SU1032069A1 |

