ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к сигарете, в которой усовершенствована непрозрачность внешнего вида фильтрующей части.
УРОВЕНЬ ТЕХНИКИ
Сигарета с фильтром (далее называемая просто «сигарета») имеет структуру, в которой концы фильтрующей части и табачной части, содержащей табачную мешку, располагают противоположно друг другу и интегрально соединяют друг с другом посредством обертывания всей фильтрующей части и концевой части основания табачной части ободковой бумагой. В последние годы, черные абсорбенты, такие как активированные угли, диспергируют по меньшей мере в одной из множества фильтрующих секций, составляющих фильтрующую часть описанной выше сигареты с точки зрения риска для здоровья или желания более мягкого вкуса при курении. Однако такая сигарета имеет такую проблему, что черные абсорбенты в фильтрующей части можно видеть снаружи.
Известно, что в качестве стандартной технологии для увеличения внешней непрозрачности фильтрующей части сосредотачиваются на ободковой бумаге, расположенной в качестве самого внешнего слоя фильтрующей части, и увеличение непрозрачности ободковой бумаги обычно до 85% посредством изменения типа наполнителя, увеличения пропорции смешивания наполнителя или использования наполнителя с микродиаметром (см. публикацию японской патентной заявки KOKAI № 8-246396, публикацию японской патентной заявки KOKAI № 10-219599 и публикацию японской патентной заявки KOKAI № 11-36196).
Однако ободковая бумага, описанная в этих документах, создает недостатки, такие как существенное снижение жесткости ободковой бумаги (мягкая бумага), снижение силы связи между волокном и волокном в ободковой бумаге (бумага легко отслаивается) и т.п. Как результат, возникают складки или разрыв ободковой бумаги в печатном процессе или процессе скрутки, что является причиной большого количества бумажной пыли. Кроме того, описанные выше ободковые бумаги с большей вероятностью склонны к увлажнению и, таким образом, когда потребитель помещает фильтрующую часть сигареты в его (ее) рот, описанная выше ободковая бумага более вероятно будет разрушена из-за слюны. Кроме того, в такой ободковой бумаге, имеющей определенный уровень непрозрачности, эффект увеличения непрозрачности посредством увеличения наполнителя ограничен так, что относительно большое количество наполнителя требуется для того, чтобы дополнительно увеличить непрозрачность ободковой бумаги.
Создание более толстой ободковой бумаги является эффективным при увеличении непрозрачности без увеличения наполнителя. Однако если толстую ободковую бумагу используют для того, чтобы достигать высокой непрозрачности, разность между внутренней окружной длиной и внешней окружной длиной в толстой ободковой бумаге становится большой, где толстую ободковую бумагу свертывают так, что круглость фильтрующей части вероятно будет искажена и вероятно будут созданы многие складки на свернутой толстой ободковой бумаге.
С другой стороны, имеет место тенденция использовать больше черных абсорбентов, таких как активированные угли, которые отвечают желанию указанного выше более мягкого вкуса при курении. Таким образом, если предполагают получить белое чистое впечатление от фильтрующей части, которую должны получить, не обязательно достаточно увеличивать непрозрачность ободковой бумаги от 80% до 85%, как раскрыто в описанных выше документах.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Цель настоящего изобретения состоит в том, чтобы предоставить сигарету, которая имеет высокое качество, в которой внешняя непрозрачность фильтрующей части усовершенствована до 92% или более, с тем, чтобы черные абсорбенты фильтрующей части трудно было видеть насквозь и получать белое чистое впечатление от фильтрующей части.
В соответствии с настоящим изобретением представлена сигарета, сигарета содержит:
фильтрующую часть, которая содержит множество фильтрующих секций, устроенных для интегрирования друг с другом, бумажный материал, обернутый вокруг каждой из фильтрующих секций, и придающую форму бумагу, обернуты вокруг интегрированных фильтрующих секций, вокруг каждой из которых обернут бумажный материал;
табачную часть, в которой табачный материал сворачивают с помощью сигаретной бумаги; и
ободковую бумагу, обернутую вокруг всей фильтрующей части и концевой части основания табачной части после размещения фильтрующей части и табачной части напротив друг друга у их концов с тем, чтобы фильтрующую часть и табачную часть интегрально соединять друг с другом,
где по меньшей мере одна из фильтрующих секций содержит черные абсорбенты, диспергированные в ней,
бумажный материал, обернутый вокруг фильтрующей секции, содержащей черные абсорбенты, имеет непрозрачность 78% или более, и
ободковая бумага имеет вентиляционные отверстия, предварительно открытые в ее части, расположенной на фильтрующей секции, не содержащей черные абсорбенты.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
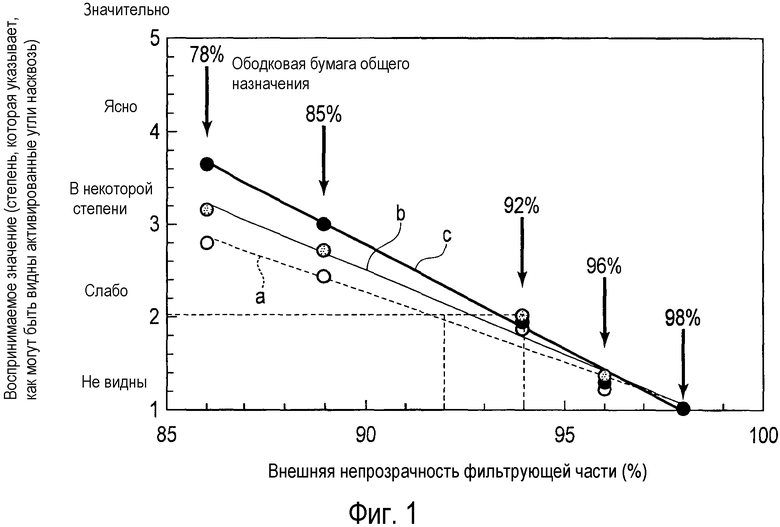
На Фиг. 1 представлена диаграмма, показывающая зависимость между изменением внешней непрозрачности фильтрующей части (вокруг которой обертывают ободковую бумагу и которая содержит фильтрующую секцию, в которой диспергируют активированные угли) и степенью (визуально воспринимаемое значение), которая показывает, как активированные угли в фильтрующей секции можно видеть через ободковую бумагу на фильтрующей части.
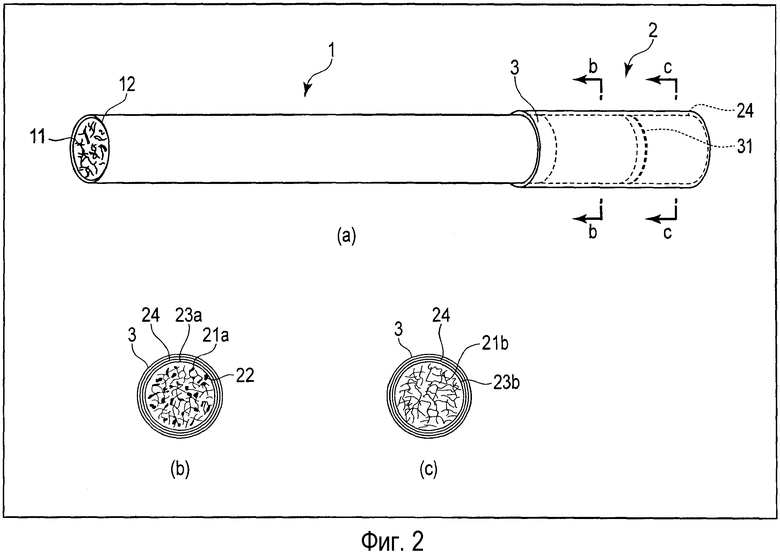
На Фиг. 2 представлена сигарета, содержащая фильтрующую часть двойного типа согласно одному из вариантов выполнения.
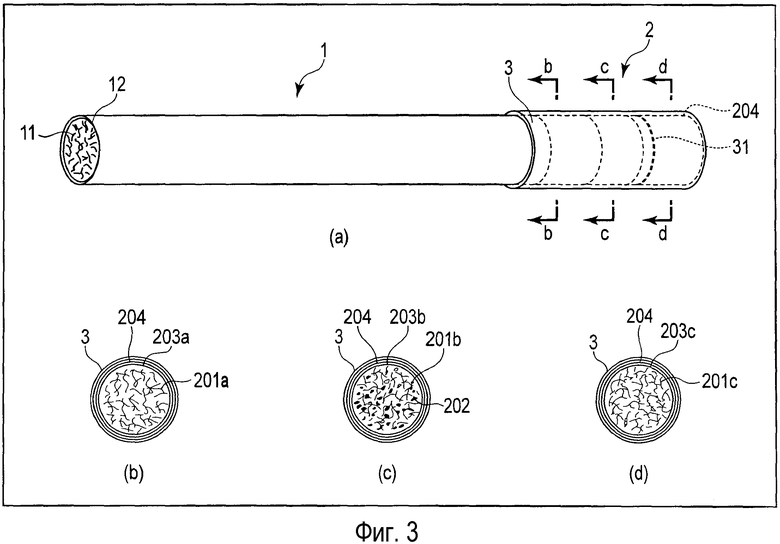
На Фиг. 3 представлена сигарета, содержащая фильтрующую часть тройного типа согласно варианту выполнения.
ОПИСАНИЕ ВАРИАНТОВ ВЫПОЛНЕНИЯ
Сигарета согласно одному из вариантов выполнения настоящего изобретения подробно описана ниже.
Сигарета согласно варианту выполнения содержит фильтрующую часть, которая имеет множество фильтрующих секций, устроенных для интегрирования друг с другом, бумажный материал, обернутый вокруг каждой фильтрующей секции, и придающую форму бумагу, обернутую вокруг интегрированных фильтрующих секций, вокруг каждой из которых обертывают бумажный материал, и табачную часть, в которой табачный материал сворачивают с помощью сигаретной бумаги. Фильтрующую часть и табачную часть помещают напротив друг друга у их концов и интегрально соединяют друг с другом посредством обертывания всей фильтрующей части и концевой части основания табачной части ободковой бумагой. По меньшей мере одна из фильтрующих секций содержит черные абсорбенты, диспергированные в ней. Бумажный материал, который обертывают вокруг фильтрующей секции, содержащей черные абсорбенты, имеет непрозрачность 78% или более. Вентиляционные отверстия открывают предварительно в части ободковой бумаги, расположенной на фильтрующей секции, не содержащей черные абсорбенты.
Авторы изобретения изучали зависимость между изменением внешней непрозрачности фильтрующей части (область, вокруг которой обертывают ободковую бумагу и которая содержит фильтрующую секцию, в которой диспергируют активированные угли) и степенью (визуально воспринимаемым значением), которая показывает, как активированные угли в фильтрующей секции можно видеть через ободковую бумагу на фильтрующей части, и полученные результаты представлены на Фиг. 1. На Фиг. 1 «a» представляет собой характеристическую линию, когда используют фильтрующую секцию, в которую добавляют 25 мг активированных углей на 10 мм, «b» представляет собой характеристическую линию, когда используют фильтрующую секцию, в которую добавляют 50 мг активированных углей на 10 мм, и «c» представляет собой характеристическую линию, когда используют фильтрующую секцию, в которую добавляют 75 мг активированных углей на 10 мм. Стрелки на Фиг. 1 указывают непрозрачность ободковой бумаги.
Как результат, на Фиг. 1 тени активированных углей можно легко видеть, когда используют ободковую бумагу общего назначения, имеющую непрозрачность (приблизительно от 78% до 85%), и тени становятся более плотными при увеличении добавляемого количества активированных углей. Чрезвычайно высокий уровень непрозрачности 92% или более требуется для ободковой бумаги, чтобы сделать уровень непрозрачности ободковой бумаги все же менее видимым, чем уровень «приглушенно видно», при котором сложно распознать тени, если в достаточной мере не пытаться разглядеть их через ободковую бумагу. Как описано выше, чрезвычайно сложно на практике создать ободковую бумагу, которая имеет такую непрозрачность.
Также, как результат, становится очевидно, что внешняя непрозрачность фильтрующей части по меньшей мере 92%, предпочтительно 94%, необходима для того, чтобы в фильтрующей части реализовать уровень «еле видно», другими словами «малозаметно». В этой связи внешняя непрозрачность фильтрующей части, когда через нее совсем не видны тени, составляет 98%.
На основе описанного выше результата на Фиг. 1, авторы изобретения обнаружили, что существует предел усовершенствования непрозрачности фильтрующей части посредством увеличения непрозрачности ободковой бумаги. И авторы изобретения, в частности, сосредоточились на бумажном материале, обернутом вокруг каждой из фильтрующих секций, наряду с оберточной бумагой фильтра (обобщенное название как для бумажного материала, так и для придающей форму бумаги) фильтрующей части, и получали сигареты с фильтрующей частью, которая имеет внешнюю непрозрачность 92% или более, чтобы получать белое чистое впечатление от фильтрующей части, хотя можно использовать стандартную ободковую бумагу и можно сохранять вентиляцию фильтра.
То есть основной функцией, требуемой для оберточной бумаги фильтра, является функция придания формы для фильтра и предварительно определяемая проницаемость. И, поскольку оберточная бумага фильтра скрыта ободковой бумагой и обычно не видна, оберточная бумага фильтра не обязана иметь высокую непрозрачность. На требовании к оберточной бумаге фильтра иметь такой произвольный высокий уровень непрозрачности можно, прежде всего, сосредоточиться с помощью описанной выше точки зрения авторов настоящего изобретения и даже специалистам в данной области сложно придумать такую идею.
Проницаемость, необходимая для оберточной бумаги, предназначена для того, чтобы поддерживать вентиляцию фильтра. Обычно, уровень непрозрачности каждой из оберточной бумаги фильтра и ободковой бумаги и их проницаемость коррелируют, и проницаемость склонна снижаться при увеличении уровня непрозрачности. То есть оберточная бумага фильтра с высоким уровнем непрозрачности имеет воздухопроницаемость ниже таковой у стандартной оберточной бумаги фильтра, так что сложно поддерживать достаточную вентиляцию фильтра.
Как описано выше, согласно варианту выполнения, сигарету, содержащую фильтрующую часть, которая имеет внешнюю непрозрачность по меньшей мере 92% при поддержании достаточной вентиляции можно получать посредством обертывания только бумажным материалом с непрозрачностью выше (78% или более) таковой у стандартного бумажного материала вокруг фильтрующей секции, содержащей черные абсорбенты, с использованием стандартной бумаги с высокой проницаемостью в качестве бумажного материала, обернутого вокруг фильтрующей секции, которая содержит черные абсорбенты, и в качестве придающей форму бумаги, обернутой вокруг всех фильтрующих секций, и дополнительно задавая положения отверстий вентиляционных отверстий ободковой бумаги, которую обертывают вокруг фильтрующей части и табачной части в пределах фильтрующей секции, не содержащей черные абсорбенты.
Также, в варианте выполнения, поскольку можно использовать ободковую бумагу общего назначения, которая имеет подходящую жесткость и толщину, а также имеет хорошую характеристику сворачивания, не требуется добавлять большое количество наполнителя в ободковую бумагу или делать ободковую бумагу более толстой и, следовательно, можно получать превосходную сигарету, в которой полоски складок малозаметны.
В качестве множества фильтрующих секций в варианте выполнения используют, например, двухсекционные (двойной тип) или трехсекционные (тройной тип).
Фильтрующую секцию можно формировать, например, из жгута волокон из ацетата целлюлозы. Жгут волокон из ацетата целлюлозы можно связывать посредством обработки триацетином.
Например, активированные угли можно использовать в качестве черных абсорбентов, диспергированных в фильтрующей секции. Предпочтительно 25 мг или более, более предпочтительно 50 мг или более черных абсорбентов диспергируют в определенной длине (10 мм) фильтрующей секции.
Бумажный материал, обернутый вокруг фильтрующей секции, содержащей черные абсорбенты, имеет непрозрачность 78% или более. Такой бумажный материал предпочтительно имеет композицию, например, из пульпы и наполнителей, таких как карбонат кальция, оксид титана, и т.д. Более предпочтительная непрозрачность бумажного материала составляет 85% или более. Если непрозрачность бумажного материала увеличивают чрезмерно, становится сложно создавать бумажный материал. Следовательно, предпочтительно задавать верхний предел непрозрачности 95%.
Бумажный материал, обернутый вокруг фильтрующей секции, содержащей черные абсорбенты, предпочтительно имеет толщину от 30 мкм до 100 мкм.
Непрозрачность можно измерять с помощью способа измерения из примера, который описан далее.
В качестве бумажного материала, который обертывают вокруг фильтрующей секции, не содержащей черные абсорбенты, используют стандартный продукт. Например, можно использовать бумажный материал, непрозрачность которого составляет от 20% до 40%. Стандартный бумажный материал предпочтительно имеет толщину от 30 мкм до 100 мкм.
Придающая форму бумага, которую обертывают вокруг фильтрующих секций, вокруг каждой из которых обертывают бумажный материал и которые расположены для интегрирования друг с другом, представляет собой стандартный продукт. Например, можно использовать придающую форму бумагу, которая имеет непрозрачность от 20% до 40%. Придающая форму бумага предпочтительно имеет толщину от 30 мкм до 100 мкм.
Ободковая бумага представляет собой стандартный продукт. Например, можно использовать ободковую бумагу, которая имеет непрозрачность от 78% до 85%. Ободковая бумага предпочтительно имеет толщину от 30 мкм до 100 мкм.
Далее более конкретно описана сигарета согласно варианту выполнения со ссылкой на рисунки.
На Фиг. 2 представлена сигарета, которая имеет фильтрующую часть двойного типа согласно варианту выполнения. На Фиг. 2(a) представлен вид в перспективе спереди, на Фиг. 2(b) представлен вид в разрезе вдоль линии b-b на Фиг. 2(a), а на Фиг. 2(c) представлен вид в разрезе вдоль линии c-c на Фиг. 2(a).
Сигарета, которая имеет фильтрующую часть двойного типа, содержит табачную часть 1 и фильтрующую часть 2.
Табачную часть 1 формируют посредством сворачивания сигаретной бумаги 12 вокруг резаного табака 11 в цилиндрическую форму.
Как показано на Фиг. 2(b) и 2(c), фильтрующая часть 2 содержит первую фильтрующую секцию 21a, расположенную сбоку от табачной части 1, и вторую фильтрующую секцию 21b, смежную с первой фильтрующей секцией 21a.
Как показано на Фиг. 2(b), первой фильтрующей секции 21a придают форму посредством обертывания первого бумажного материала 23a вокруг жгута ацетатных волокон или складчатых нетканых материалов из пульпы, в которых черные абсорбенты, например, активированные угли 22, диспергируют, для того, чтобы придавать цилиндрическую форму. Как описано выше, первый бумажный материал 23a имеет непрозрачность 78% или более и толщину, например, от 30 мкм до 100 мкм.
Как показано на Фиг. 2(c), второй фильтрующей секции 21b придают форму посредством обертывания второго бумажного материала 23b вокруг жгута ацетатных волокон или складчатых нетканых материалов из пульпы для того, чтобы придавать цилиндрическую форму. То есть вторая фильтрующая секция 21b не содержит черные абсорбенты. Второй бумажный материал 23a представляет собой стандартный бумажный материал, который имеет, например, непрозрачность от 20% до 40% и толщину от 30 мкм до 100 мкм.
Эти две фильтрующие секции 21a, 21b, обернутые бумажными материалами 23a, 23b, соответственно, имеют свои концы размещенными напротив друг друга и обернуты и интегрированы посредством придающей форму бумаги 24. Придающая форму бумага 24 представляет собой стандартную придающую форму бумагу, которая имеет, например, непрозрачность от 20% до 40% и толщину от 30 мкм до 100 мкм.
Табачную часть 1 и фильтрующую часть 2 объединяют посредством размещения их концов напротив друг друга и посредством обертывания целой внешней окружной поверхности фильтрующей части 2 и части внешней окружной поверхности табачной части 1 около противоположных концов ободковой бумагой 3. Ободковая бумага 3 имеет вентиляционные отверстия 31, предварительно открытые в части ободковой бумаги 3, соответствующей второй фильтрующей секции 21b, не содержащей черные абсорбенты, и расположенные на стороне свободного конца фильтрующей части 2, часть идет в направлении по окружности фильтрующей части. Ободковая бумага 3 представляет собой стандартную ободковую бумагу, которая имеет, например, непрозрачность от 78% до 85% и толщину от 30 мкм до 100 мкм.
На Фиг. 3 представлена сигарета, которая имеет фильтрующую часть тройного типа согласно варианту выполнения. На Фиг. 3(a) представлен вид спереди в перспективе, на Фиг. 3(b) представлен вид в разрезе вдоль линии b-b на Фиг. 3(a), на Фиг. 3(c) представлен вид в разрезе вдоль линии c-c на Фиг. 3(a), а на Фиг. 3(d) представлен вид в разрезе вдоль линии d-d на Фиг. 3А. На Фиг. 3 одни и те же номера позиций указывают элементы, схожие с таковыми на Фиг. 2, а их описания опущены.
Как показано на Фиг. 3(b), 3(c) и 3(d), сигарета, которая имеет фильтрующую часть тройного типа, содержит фильтрующую часть 2, которая имеет первую фильтрующую секцию 201a, вторую фильтрующую секцию 201b и третью фильтрующую секцию 201c. С первой по третью фильтрующие секции с 201a до 201c расположены в этом порядке от табачной части 1.
Как показано на Фиг. 3(b) и 3(d), каждой из первой и третьей фильтрующих секций 201a, 201c придают форму посредством обертывания первого или третьего бумажного материала 203a или 203c вокруг жгута ацетатных волокон или складчатых нетканых материалов из пульпы для того, чтобы придавать цилиндрическую форму. То есть, первая и третья фильтрующие секции 201a, 201c не содержат черные абсорбенты. Каждый из первого и третьего бумажных материалов 203a, 203c представляет собой стандартный бумажный материал, который имеет, например, непрозрачность от 20% до 40% и толщину от 30 мкм до 100 мкм.
Как показано на Фиг. 3(c), второй фильтрующей секции 201b, расположенной между первой и третьей фильтрующими секциями 201a, 201c придают форму посредством обертывания второго бумажного материала 203b вокруг жгута ацетатных волокон или складчатых нетканых материалов из пульпы, в которых диспергируют черные абсорбенты, например, активированные угли 202, для того, чтобы придавать цилиндрическую форму. Как описано выше, второй бумажный материал 203b имеет непрозрачность 78% или более и толщину, например, от 30 мкм до 100 мкм.
Эти три фильтрующие секции с 201a до 201c, обернутые посредством с первого до третьего бумажных материалов с 203a до 203c, соответственно, имеют свои концы, размещенные напротив друг друга и интегрированные друг с другом посредством обертывания придающей форму бумаги 204 на них. Придающая форму бумага 204 представляет собой стандартную придающую форму бумагу, которая имеет, например, непрозрачность от 20% до 40% и толщину от 30 мкм до 100 мкм.
В части ободковой бумаги 3, обертывающей часть табачной части 1 и целую фильтрующую часть 2 и объединяющей их друг с другом, часть, соответствующая третьей фильтрующей секции 201c, не содержащей черные абсорбенты, и располагающаяся на свободном конце фильтрующей части, вентиляционные отверстия 31 предварительно открывают так, чтобы они располагались вдоль направления по окружности части. Ободковая бумага 3 представляет собой стандартную ободковую бумагу, которая имеет, например, непрозрачность от 78% до 85% и толщину от 30 мкм до 100 мкм. В частности, вентиляционные отверстия можно открывать предварительно в другой части ободковой бумаги 3, подлежащей расположению в направлении по окружности другой части, другая часть соответствует первой фильтрующей секции 201a, расположенной сбоку табачной части 1. Альтернативно, вентиляционные отверстия можно открывать предварительно в каждой из обеих частей (два местоположения) ободковой бумаги 3, подлежащих расположению в направлении по окружности каждой из обеих частей, эти части соответствуют как первой, так и третьей фильтрующим секциям 201a, 201c.
Примеры настоящего изобретения подробно описаны ниже.
(Сравнительные примеры 1 и 2)
Первую фильтрующую секцию (секцию древесного угля) формируют посредством диспергирования активированных углей из скорлупы кокосового ореха с центральным размером частиц 50 меш в ацетатных волокнах 3 денье и затем посредством сворачивания ацетатных волокон с использованием первого бумажного материала, чтобы иметь окружную длину 24,5 мм. Количество диспергируемых активированных углей задавали равным 50 мг для длины 10 мм фильтрующей секции.
Кроме того, вторую фильтрующую секцию без активированных углей из скорлупы кокосового ореха, диспергированных в ней, формируют посредством сворачивания ацетатных волокон 3 денье с использованием второго бумажного материала, чтобы иметь окружную длину 24,5 мм.
Первую и вторую фильтрующие секции, обернутые такими бумажными материалами, помещают напротив друг друга у их концов и затем интегрально обертывают придающей форму бумагой, с тем, чтобы формировать фильтрующую часть двойного типа, представленную на Фиг. 2.
Сформированную фильтрующую часть и табачную часть, сформированную посредством сворачивания резанного табака с использованием сигаретной бумаги в цилиндрическую геометрическую форму, помещают напротив друг друга у их концов, и затем всю внешнюю окружную поверхность фильтрующей части и часть внешней окружной поверхности табачной части близко к противоположному концу обертывают ободковой бумагой, чтобы сделать их интегрированными, с тем, чтобы формировать сигарету, представленную на Фиг. 2. Вентиляционные отверстия открывают предварительно в части ободковой бумаги, соответствующей второй фильтрующей секции, не содержащей черные абсорбенты и расположенной на стороне свободного конца стороны держащего сигарету фильтрующей части, вентиляционные отверстия располагают вдоль направления по окружности фильтрующей части.
Получаемая сигарета имеет общую длину 55 мм, в которой длина табачной части составляет 30 мм, а длина фильтрующей части составляет 25 мм (первая фильтрующая секция (фильтрующая секция древесного угля): 10 мм, вторая фильтрующая секция: 15 мм).
В сигаретах по сравнительным примерам 1 и 2 используют первый и второй бумажные материалы, придающую форму бумагу и ободковую бумагу, которые индивидуально имеют основную массу, толщину, композицию и непрозрачность, представленные ниже в таблице 1.
Качество бумаги измеряют, как описано ниже.
Перед тестированием этих бумаг, эти бумаги кондиционируют в течение 24 часов или более в кондиционирующей среде при 22°C и влажности 50%.
Их непрозрачности измеряют на основе JIS P 8148-1993 с помощью «ISO white-opacity measuring apparatus WMS-1» производства MURAKAMI COLOR RESEARCH LABORATORY.
Их толщины измеряют на основе JIS P 8118 с помощью «DIGI-THICKNESS TESTER» производства Toyo Seiki Seisaku-sho.
Результаты измерений округлены до ближайшего целого.
(Примеры 1 и 2)
Формируют сигареты, которые имеют структуры, схожие с таковыми сравнительных примеров 1 и 2, за исключением той бумаги, которая имеет основную массу, толщину, композицию и непрозрачность, представленные ниже в таблице 2, используют для первого и второго бумажных материалов, придающей форму бумаги и ободковой бумаги. Толщину и непрозрачность каждой бумаги измеряют образом, аналогичным таковому из сравнительных примеров 1 и 2.
(Примеры 3 и 4)
Формируют сигареты, которые имеют структуры, схожие с таковыми из сравнительных примеров 1 и 2, за исключением того, что бумагу, имеющую основную массу, толщину, композицию и непрозрачность, представленные ниже в таблице 3, используют для первого и второго бумажных материалов, придающей форму бумаги и ободковой бумаги. Толщину и непрозрачность каждой бумаги измеряют образом, аналогичным таковому из сравнительных примеров 1 и 2.
Для каждой из сигарет, полученных в сравнительных примерах 1 и 2 и примерах 1-4, непрозрачность, когда наслаивают первый бумажный материал, придающую форму бумагу и ободковую бумагу, и непрозрачность, когда наслаивают второй бумажный материал, придающую форму бумагу и ободковую бумагу, измеряют образом, аналогичным таковому из сравнительных примеров 1 и 2.
Также, для каждой из сигарет, полученных в сравнительных примерах 1 и 2 и примерах 1-4, степень, которая показывает, как активированные угли можно видеть через часть каждой сигареты, соответствующей фильтрующей секции с древесным углем, оценивают с помощью следующего сенсорного теста.
А именно, 16 участников панели с нормальным зрением визуально оценивают каждую сигарету в освещенном помещении при освещении приблизительно 600 лк с помощью обыкновенных флуоресцентных ламп.
Оценку выражают оценками от 1 до 5 внешнего вида фильтрующей части, которые показывают видимость активированных углей в фильтрующей секции с древесным углем, от серого до черного. При визуальной оценке 16 участниками исключали значения, резко отличающиеся от таковых у других участников панели.
<Визуально воспринимаемое значение>
1: Активированный уголь не виден насквозь.
2: Активированные угли слабо видны насквозь.
3: Активированные угли в некоторой степени видны насквозь.
4: Активированные угли ясно видны насквозь.
5: Активированные угли значительно видны насквозь.
Непрозрачности, представленные выше, и визуально воспринимаемые значения приведены ниже в таблице 4.
86
89
86
86
89
89
Примечание
Верхняя часть Непрозрачности *1 показывает непрозрачность, когда наслаивают первый бумажный материал, придающую форму бумагу и ободковую бумагу, а нижняя ее часть показывает непрозрачность, когда наслаивают второй бумажный материал, придающую форму бумагу и ободковую бумагу.
Как видно из таблицы 4, в каждом из сравнительного примера 1 с использованием ободковой бумаги, которая имеет нижний предел непрозрачности (78%), и сравнительного примера 2 с использованием ободковой бумаги, которая имеет более высокую непрозрачность (85%), внешняя непрозрачность, получаемая посредством наслоения первого бумажного материала, придающей форму бумаги и ободковой бумаги в фильтрующей части (первая фильтрующая секция, в которой диспергируют активированные угли) ниже 92%, которую ожидали в качестве внешней непрозрачности. И визуально воспринимаемое значение в каждом из этих сравнительных примеров составляет «4» (Активированные угли можно ясно видеть насквозь), что не является предпочтительным для качества визуального внешнего вида.
В сравнительных примерах 1 и 2, вторую фильтрующую секцию, не содержащую активированные угли, обертывают вторым бумажным материалом, который имеет воздухопроницаемость 10000 CU, и придающей форму бумагой. И даже после обертывания ободковой бумаги вокруг второй фильтрующей секции, достаточного эффекта вентиляции можно достичь в части ободковой бумаги, соответствующей второй фильтрующей секции, поскольку вентиляционные отверстия предварительно открывают в части ободковой бумаги.
В примерах 1-3, поскольку первый бумажный материал, который имеет непрозрачность от 78% до 85%, используют для обертывания вокруг первой фильтрующей секции, в которой диспергируют активированные угли, и используют ободковую бумагу, имеющую непрозрачность (78%) на нижнем пределе, внешняя непрозрачность, получаемая посредством наслоения первого бумажного материала, придающей форму бумаги и ободковой бумаги на первую фильтрующую секцию, в которой диспергируют активированные угли, превышает 92%, которую ожидали в качестве внешней непрозрачности. В результате этого, визуально воспринимаемое значение «2» (активированные угли могут быть слабо видны насквозь) можно получать для того, чтобы предоставлять белое чистое впечатление, обозначающее хорошее качество визуального внешнего вида.
В примере 4, поскольку первый бумажный материал, который имеет непрозрачность 85%, используют для обертывания вокруг первой фильтрующей секции, в которой диспергируют активированные угли, и используют ободковую бумагу, имеющую высокую непрозрачность (85%), внешняя непрозрачность, получаемая посредством наложения первого бумажного материала, придающей форму бумаги и ободковой бумаги на первую фильтрующую секцию, в которой диспергируют активированные угли, превышает 94%, которую ожидали в качестве внешней непрозрачности для обеспечения более белого чистого впечатления.
В примерах 1-4, вторую фильтрующую секцию, не содержащую активированные угли, обертывают вторым бумажным материалом, который имеет воздухопроницаемость 10000 CU, и придающей форму бумагой. И после обертывания ободковой бумаги вокруг второй фильтрующей секции, достаточного эффекта вентиляции можно достичь в части ободковой бумаги, соответствующей второй фильтрующей секции, поскольку вентиляционные отверстия предварительно открывают в части ободковой бумаги.
Изобретение относится к сигарете, которая содержит фильтрующую часть, которая содержит множество фильтрующих секций, расположенных для интегрирования друг с другом, бумажный материал, обернутый вокруг каждой из фильтрующих секций, и придающую форму бумагу, обернутую вокруг интегрированных фильтрующих секций, вокруг каждой из которых обертывают бумажный материал; табачную часть, в которой табачный материал сворачивают с помощью сигаретной бумаги; и ободковую бумагу, обернутую вокруг всей фильтрующей части и концевой части основания табачной части после размещения фильтрующей части и табачной части напротив друг друга у их концов, с тем, чтобы фильтрующую часть и табачную часть соединять друг с другом интегрально, причем по меньшей мере одна из фильтрующих секций содержит черные абсорбенты, диспергированные в ней, бумажный материал, обернутый вокруг фильтрующей секции, содержащей черные абсорбенты, имеет непрозрачность 78% или более, и ободковая бумага имеет вентиляционные отверстия, открытые предварительно в ее части, расположенной на фильтрующей секции, не содержащей черные абсорбенты. Технический результат заключается в исключении видимости черных абсорбентов в вентилируемых курительных изделиях. 4 з.п. ф-лы, 3 ил., 4 табл.
1. Сигарета, содержащая: фильтрующую часть, которая содержит множество фильтрующих секций, расположенных для интегрирования друг с другом, бумажный материал, обернутый вокруг каждой из фильтрующих секций, и придающую форму бумагу, обернутую вокруг интегрированных фильтрующих секций, вокруг каждой из которых обертывают бумажный материал; табачную часть, в которой табачный материал сворачивают с помощью сигаретной бумаги; и ободковую бумагу, обернутую вокруг всей фильтрующей части и концевой части основания табачной части после размещения фильтрующей части и табачной части напротив друг друга у их концов, с тем, чтобы фильтрующую часть и табачную часть соединять друг с другом интегрально, причем по меньшей мере одна из фильтрующих секций содержит черные абсорбенты, диспергированные в ней, бумажный материал, обернутый вокруг фильтрующей секции, содержащей черные абсорбенты, имеет непрозрачность 78% или более, и ободковая бумага имеет вентиляционные отверстия, открытые предварительно в ее части, расположенной на фильтрующей секции, не содержащей черные абсорбенты.
2. Сигарета по п. 1, в которой черные абсорбенты представляют собой активированные угли.
3. Сигарета по п. 1, в которой в фильтрующей секции 25 мг или более черных абсорбентов диспергируют на 10 мм длины фильтра.
4. Сигарета по п. 1, в которой 50 мг или более черных абсорбентов диспергировано на 10 мм длины фильтра в фильтрующей секции.
5. Сигарета по п. 1, в которой ободковая бумага имеет непрозрачность от 78% до 85% и толщину от 30 мкм до 100 мкм.
| Прибор для измерения статических поверхностных напряжений в стали | 1950 |
|
SU95201A1 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ И СПОСОБ РЕГУЛИРОВАНИЯ ЕГО СКОРОСТИ ГОРЕНИЯ | 2003 |
|
RU2302805C2 |
| US 0007810508 B2, 12.10.2010. | |||

