ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к формующему элементу для формования запечатанных упаковок с текучим пищевым продуктом из трубы упаковочного материала.
УРОВЕНЬ ТЕХНИКИ
Как известно, множество жидких или текучих пищевых продуктов, таких как фруктовый сок, молоко, подвергнутое обработке при ультравысокой температуре (UHT), вино, томатный соус и т.д., продаются в упаковках, изготовленных из стерилизованного упаковочного материала.
Типичным примером является параллелепипедная упаковка для жидких или текучих пищевых продуктов, известная как Tetra Brik Aseptic (зарегистрированный товарный знак), который изготавливают путем складывания и сваривания полосового ламинированного упаковочного материала. Упаковочный материал имеет многослойную структуру, содержащую базовый слой, например, из бумаги или наполненного минералом полипропилена, и ряд слоев термосвариваемого пластического материала, например полиэтиленовой пленки, покрывающего обе стороны базового слоя.
В случае асептических упаковок для продуктов длительного хранения, таких как молоко UHT, упаковочный материал также содержит слой материала, создающего кислородный барьер, например алюминиевой фольги или этилен-винилового спирта (EVOH), который наложен на слой термосвариваемого пластического материала и, в свою очередь, покрыт другим слоем термосвариваемого пластического материала, образующего внутреннюю поверхность упаковки, в результате контактирующую с пищевым продуктом.
Как известно, упаковки этого типа обычно производят в полностью автоматизированных упаковочных установках, в которых из упаковочного материала, подаваемого в виде ленты, получают непрерывную трубу; ленту упаковочного материала стерилизуют в упаковочной установке, например, путем нанесения химического стерилизующего вещества, такого как раствор перекиси водорода, которое после завершения стерилизации удаляют с поверхностей упаковочного материала, например, за счет испарения при нагреве.
Стерилизованную ленту упаковочного материала помещают в закрытую, стерилизованную среду, сгибают в цилиндр и сваривают по длине с получением трубы.
Трубу подают в вертикальном направлении параллельно ее оси и непрерывно наполняют пищевым продуктом, стерилизованным или обработанным в стерильных условиях.
Упаковочный узел обеспечивает термосваривание трубы на поперечных участках, находящихся на равных интервалах друг от друга, в результате чего получаются подушкообразные пакеты, соединенные с трубой поперечными запечатанными полосками.
Подушкообразные пакеты затем транспортируют в расположенный дальше по ходу сгибающий узел, в котором их сгибают, чтобы получить соответствующие упаковки.
Если говорить более конкретно, упаковочный узел содержит два формующих узла, выполненных с возможностью перемещения по соответствующим направляющим и обеспечивающих цикличное и последовательное термосваривание упаковочного материала трубы.
Каждый формующий узел содержит ползун, который перемещается вверх и вниз по соответствующей направляющей, и два захвата, шарнирно соединенные в нижней части с ползуном и выполненные с возможностью перемещения между закрытым состоянием, в котором они работают с трубой для ее термосваривания, и открытым состоянием, в котором они отведены от трубы.
Если говорить более конкретно, захваты каждого формующего узла перемещаются между открытым и закрытым состояниями соответствующими серводвигателями.
Перемещения формующих узлов смещены на полпериода. То есть один формующий узел перемещается вверх, с захватами в открытом состоянии, в то время как другой формующий узел перемещается вниз, с захватами в закрытом состоянии, чтобы предотвратить столкновение этих узлов.
Захваты каждого формующего узла снабжены соответствующими сварочными элементами, которые работают с противоположными сторонами трубы и содержат, например, нагревательный элемент, а также элемент из эластомерного материала, который обеспечивает необходимую механическую опору для сжатия трубы с требуемым давлением.
Каждый формующий узел также содержит два формующих элемента с соответствующими формующими полуоболочками, шарнирно соединенных с соответствующими захватами.
Каждые две формующих полуоболочки перемещаются в цикличном режиме между открытым положением, в котором они отведены от трубы, и закрытым положением, в котором они контактируют с трубой и сгибают часть трубы между двумя последовательными запечатанными сечениями, чтобы задать объем формуемой упаковки и управлять этим объемом.
Если говорить более конкретно, сварочное устройство первого формующего узла сваривает дно формуемой упаковки, и полуоболочки первого формующего узла определяют объем пакета, в то время как сварочное устройство второго формующего узла сваривает верх формуемой упаковки.
Формующие полуоболочки могут переводиться в открытое положение под действием соответствующих пружин и имеют соответствующие ролики, которые взаимодействуют с соответствующими кулачками, обеспечивающими перемещение полуоболочек в закрытое положение к тому моменту времени, когда формующий узел достигает заранее определенного положения по мере его перемещения вниз.
Каждая формующая полуоболочка имеет в поперечном сечении С-образную форму и содержит в качестве неотъемлемых частей основную плоскую стенку и две параллельных боковых стенки, выступающих в направлении оси трубы упаковочного материала от соответствующих противоположных краев основной стенки.
В закрытом положении основные стенки находятся с противоположных сторон от оси трубы, параллельны друг другу и взаимодействуют с соответствующими первыми частями трубы.
В закрытом положении боковые стенки одной полуоболочки взаимодействуют с соответствующими вторыми частями трубы для полного контроля объема формуемой упаковки и, на противоположной стороне от соответствующей основной стенки, обращены к соответствующим боковым стенкам другой полуоболочки.
Хотя в целом они работают превосходно, упаковочные узлы описанного типа могут быть усовершенствованы.
В частности, в данной отрасли промышленности существует потребность в обеспечении максимальной универсальности с точки зрения окончательной формы упаковок, сгибаемых гибочной установкой.
Это особенно необходимо в случае недавно разработанных пакетов, передняя стенка которых выгнута в направлении от задней стенки.
В этом случае существует потребность в получении подушкообразного пакета, которую можно было бы с максимальной легкостью сгибать в соответствующий окончательный пакет с выгнутой передней стенкой.
Помимо этого, геометрический объем пакетов, формуемых формующим узлом, может превышать номинальный объем, необходимый для содержания заданного веса пищевого продукта.
Как известно, для наполнения пакетов точным количеством пищевого продукта используются плоские стенки полуоболочек с соответствующими накладками, которые выталкивают определенное количество пищевого продукта из формуемых пакетов в направлении части трубы, находящейся по ходу технологического процесса выше формуемых пакетов.
Кроме того, внутрь трубы во время формования пакетов вводится газ, чтобы удалить дополнительную весовую часть продукта.
При этом для ввода газа требуется дополнительное оборудование.
Заявитель обнаружил, что увеличение толщины накладок на основных стенках полуоболочек для удаления дополнительной весовой части продукта может негативно повлиять на точность формования пакетов.
В данной отрасли промышленности существует потребность в том, чтобы при формовании пакетов, объем пищевого продукта в которых меньше геометрического объема этих пакетов, отпали необходимость в использовании дополнительного оборудования и необходимость наличия дополнительных накладок в полуоболочках.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задачей настоящего изобретения является предложить сгибающий узел для получения запечатанных пакетов с текучими пищевыми продуктами, который создан для достижения по меньшей мере одной из указанных выше целей простым и недорогим способом.
По изобретению, предлагается формующий элемент для контроля объема пакетов с текучими пищевыми продуктами, как указано в пункте 1 Формулы изобретения.
Настоящее изобретение также относится к упаковочному узлу для получения запечатанных пакетов с текучими пищевыми продуктами, по п.19 Формулы изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Далее в качестве примера будут описаны два предпочтительных, неограничивающих варианта изобретения со ссылкой на сопровождающие чертежи, на которых:
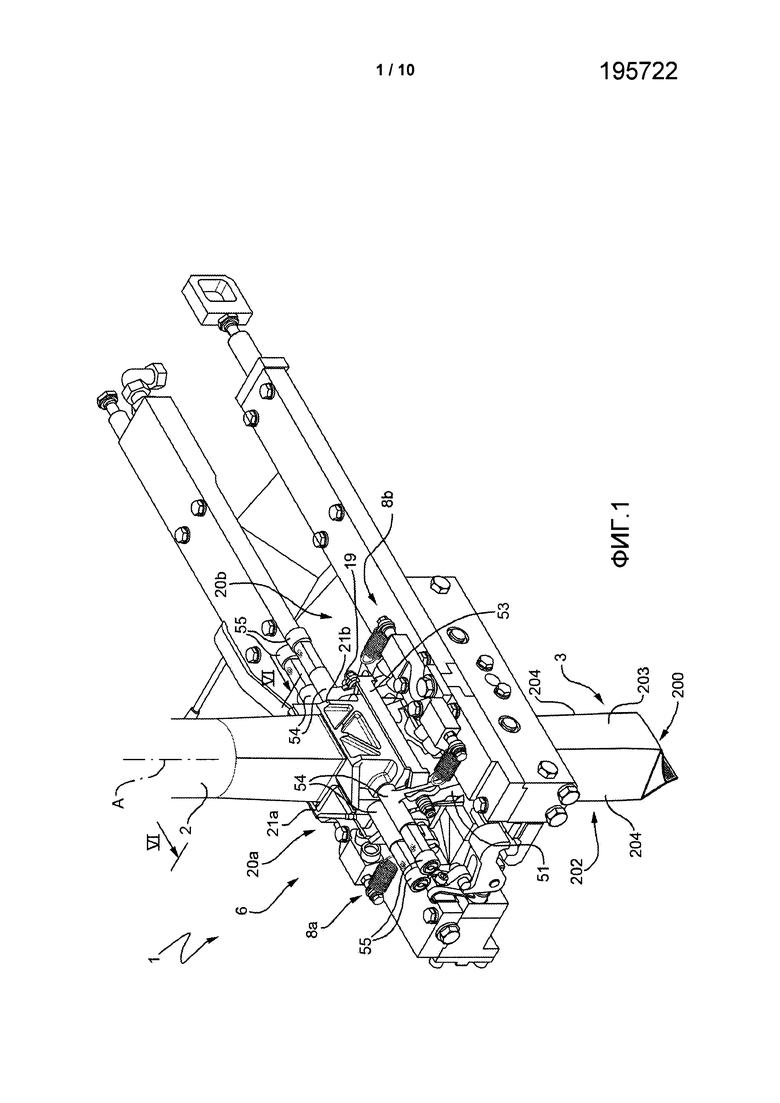
Фиг.1 - вид в перспективе первого варианта упаковочного узла для формования запечатанных пакетов из трубы упаковочного материала и содержащего формующий элемент, который показан в закрытом состоянии, по изобретению;
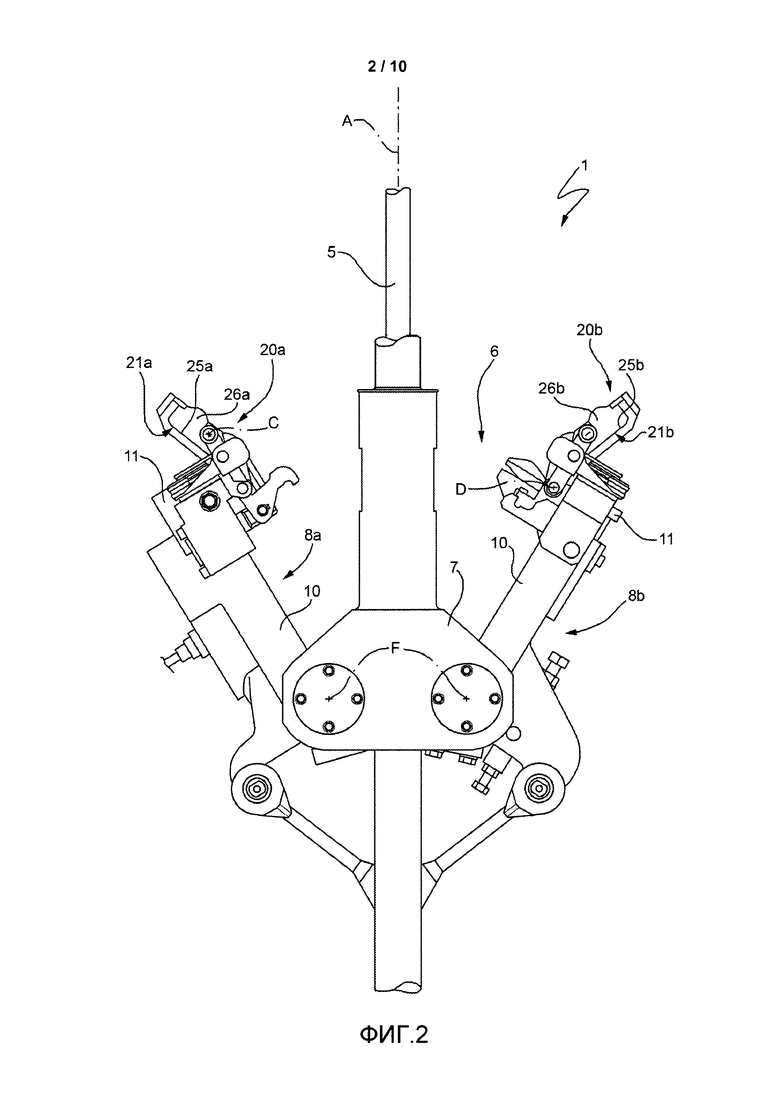
Фиг.2 - вид сбоку формующего узла по Фиг.1, с формующим элементом в открытом состоянии;
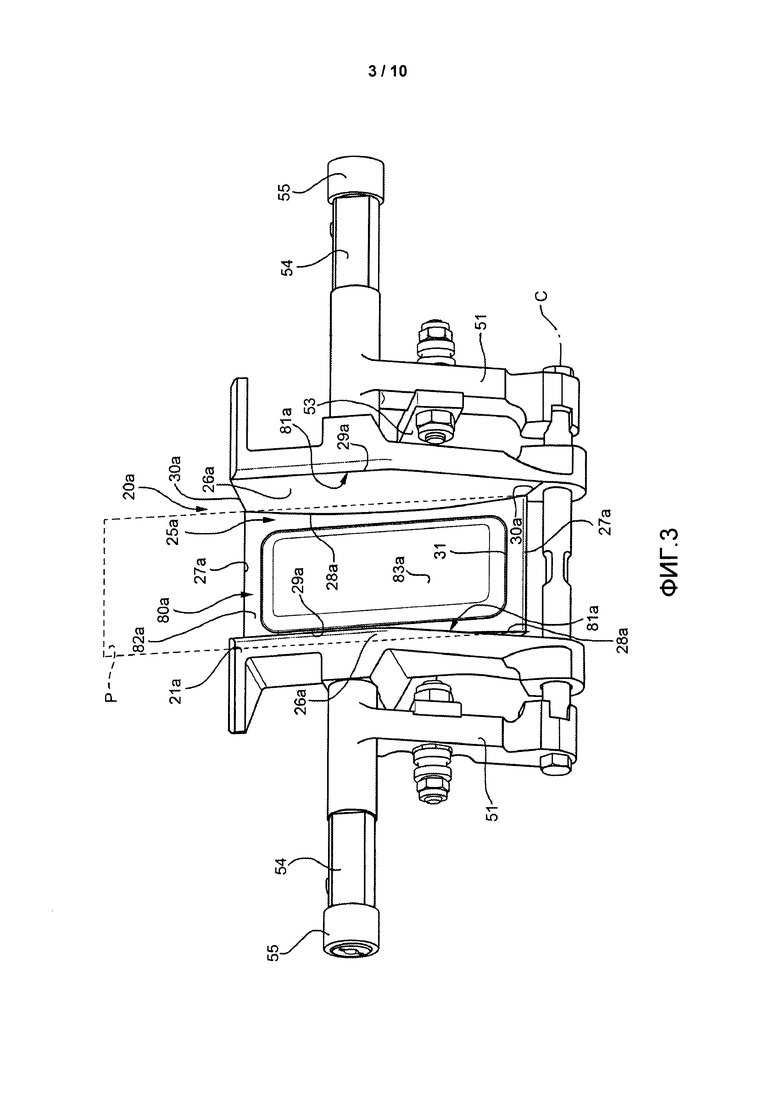
Фиг.3 - увеличенный вид в перспективе формующего элемента формующего узла по Фиг.1 и 2;
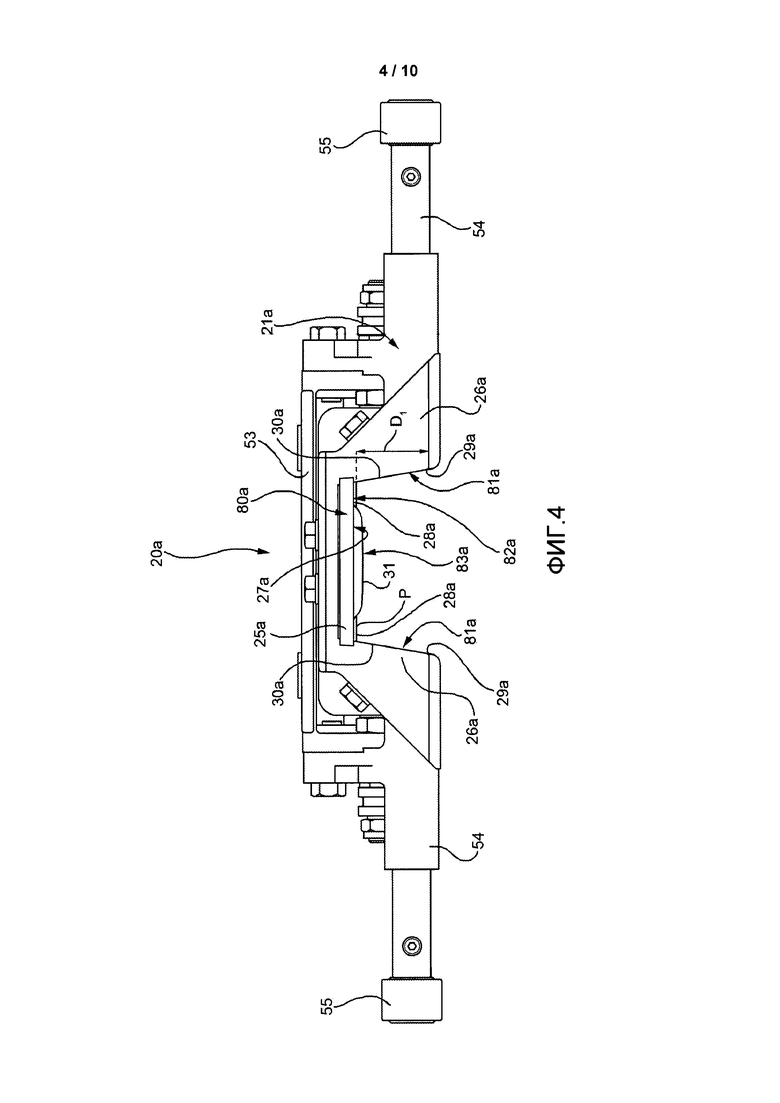
Фиг.4 - вид сверху формующего элемента по Фиг.3;
Фиг.5 - вид сверху еще одного формующего элемента формующего узла по Фиг.1 и 2;
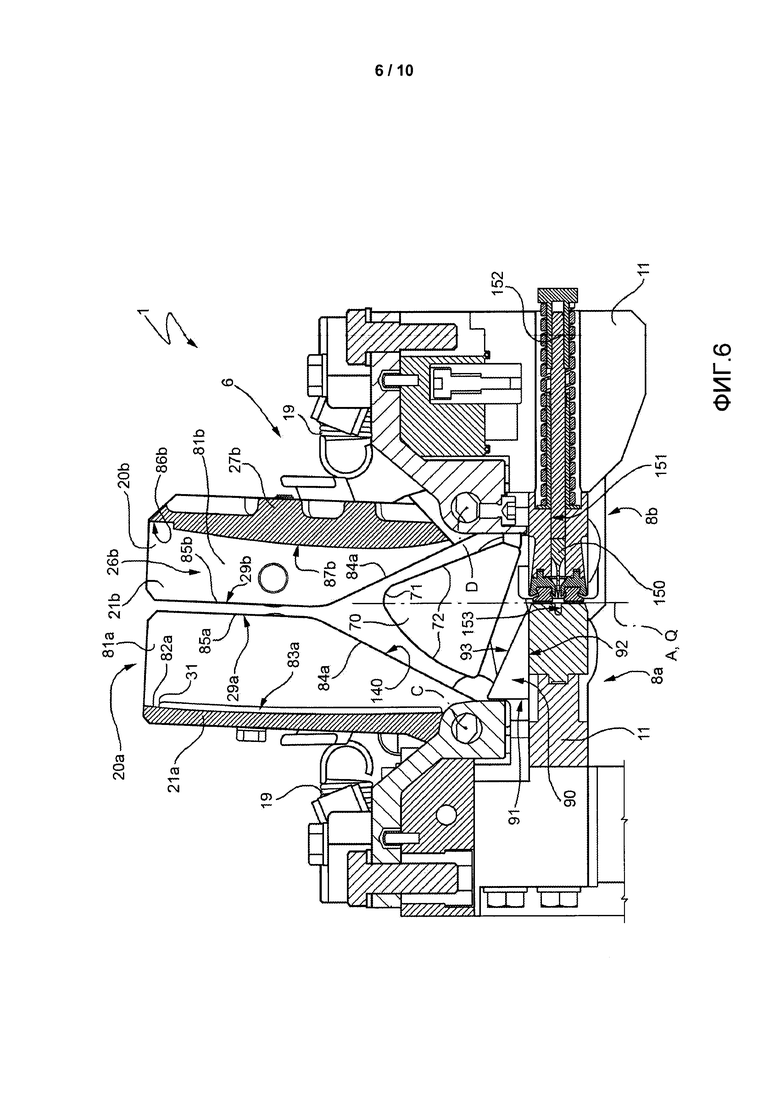
Фиг.6 - сечение по VI-VI на Фиг.1, где некоторые части удалены для ясности;
Фиг.7 - вид сверху формующего узла по Фиг.1 и 2;
Фиг.8 - вид в перспективе запечатанного пакета, согнутого сгибающим узлом, расположенным по ходу после формующего узла по Фиг.1 и 6;
Фиг.9 - сечение по VI-VI второго варианта упаковочного узла, где для ясности некоторые части удалены; и
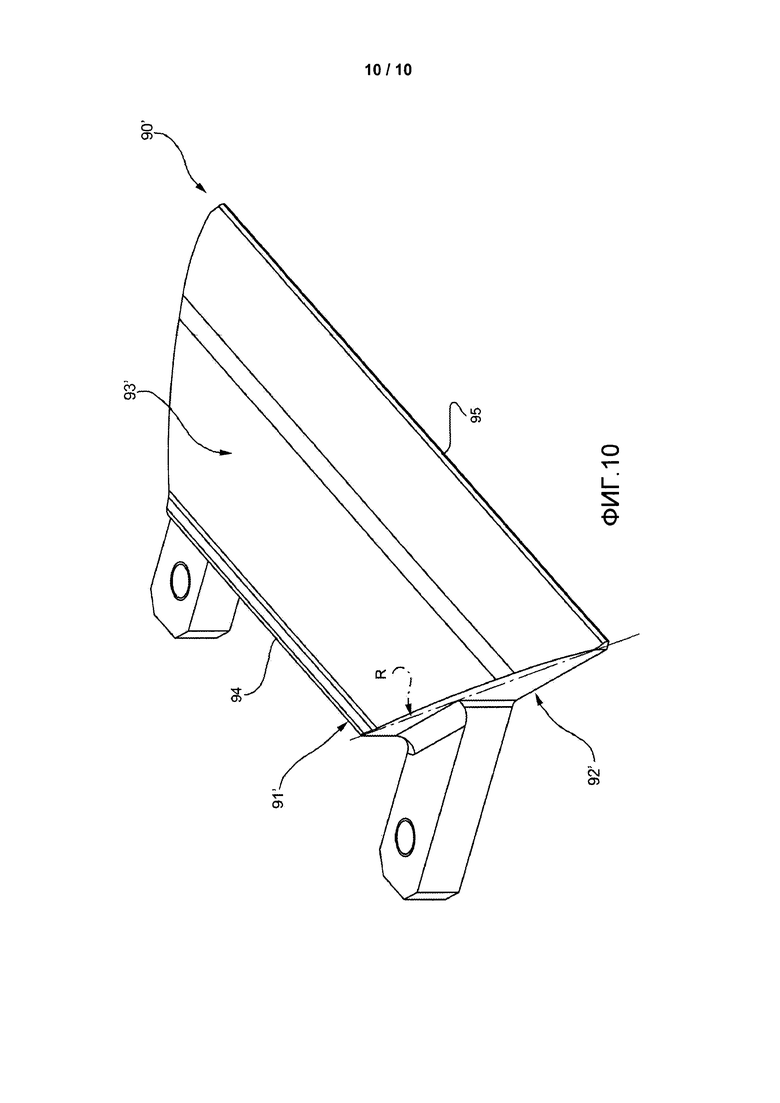
Фиг.10 - увеличенный вид в перспективе компонента узла по Фиг.9.
Предпочтительный вариант выполнения изобретения
На Фиг.1, 6 и 7 позицией 1 обозначен в целом формующий узел для получения запечатанных пакетов 3 с текучим пищевым продуктом, например пастеризованным молоком или фруктовым соком, из трубы 2 листового упаковочного материала.
Упаковочный материал имеет многослойную структуру (не показана) и содержит слой волокнистого материала, обычно - бумаги, покрытый с обеих сторон соответствующими слоями термосвариваемого пластического материала, например полиэтилена.
В случае асептических упаковок для продуктов длительного хранения, таких как молоко UHT, упаковочный материал также содержит слой материала, создающего газовый и световой барьер, например алюминиевой фольги или пленки из этилен-винилового спирта (EVOH), который наложен на слой термосвариваемого пластического материала и, в свою очередь, покрыт другим слоем термосвариваемого пластического материала, образующего внутреннюю поверхность пакета, в результате контактирующую с пищевым продуктом.
Трубу 2 получают известным образом путем сгибания по длине и сваривания ленты (не показана) термосвариваемого листового материала, при помощи трубопровода (не показан) наполняют пищевым продуктом, стерилизованным или обработанным в стерильных условиях, который необходимо упаковать, и подают известным образом, который не показан, по вертикальному маршруту, имеющему ось А.
Узел 1 обеспечивает термосваривание трубы 2 на поперечных участках, находящихся на равных интервалах друг от друга, с получением ряда подушкообразных пакетов 3 (Фиг.1), соединенных с трубой 2 запечатанными полосками, поперечными оси А.
Затем пакеты 3 транспортируют и сгибают в соответствующие упаковки 4 в сгибающем узле (не показан), который расположен по ходу после узла 1 формования.
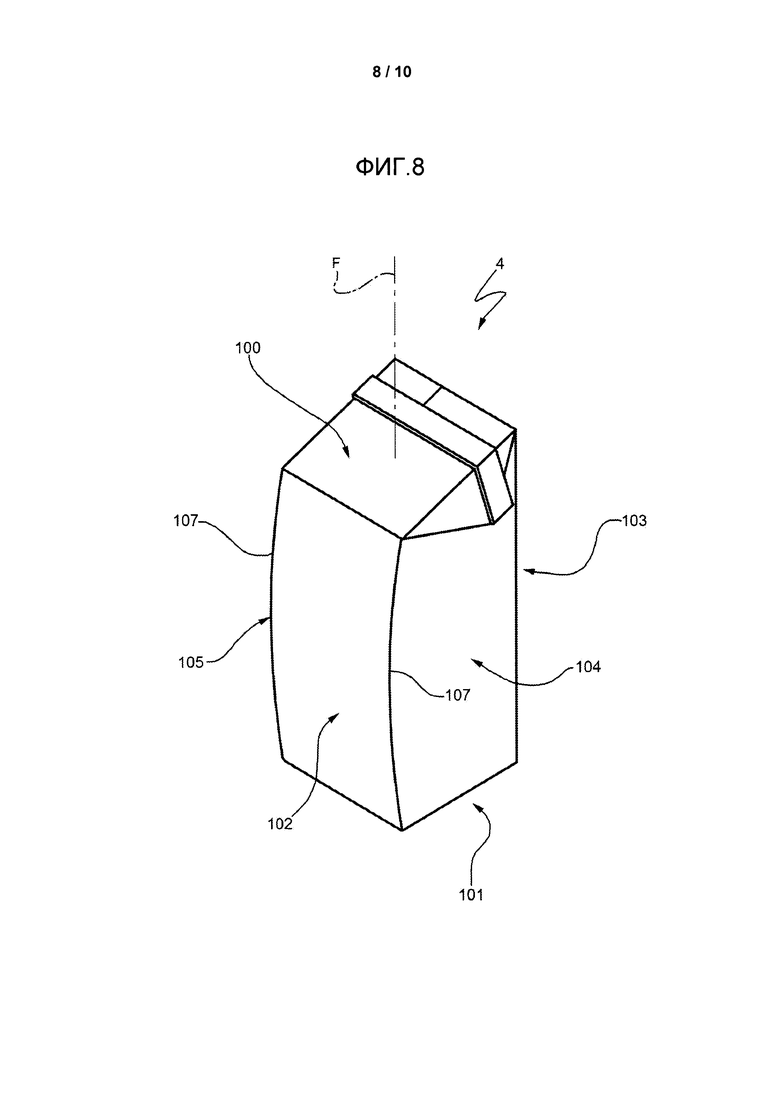
Как показано на Фиг.8, упаковки 4 относится к типу, описанному в ЕР 10165116, содержание которой этим упоминанием включено в текст данного описания.
Очень кратко, упаковка 4 удлинена по оси F и содержит:
- наклонную верхнюю стенку 100, проходящую под наклоном относительно оси F;
- нижнюю стенку 101, перпендикулярную оси F;
- выпуклую переднюю и плоскую заднюю стенки 102, 103, которые продолжаются между стенками 100, 101; и
- пару вогнутых боковых стенок 104, 105, которые продолжаются между стенками 100, 101 и между стенками 102, 103.
Кроме того, выпуклая передняя стенка 102 с боков ограничена изогнутыми линиями 107 складывания, которые расположены друг против друга и продолжаются между стенками 100, 101.
Узел 1 содержит, по меньшей мере, два формующих узла 6 (на Фиг.1, 6 и 7 подробно показан только один из них), которые перемещаются по вертикали по соответствующим вертикальным цилиндрическим направляющим 5, симметричным относительно оси А, и обеспечивают в циклическом режиме зажатие трубы 2 и ее термосваривание на поперечных участках, находящихся на равных интервалах друг от друга, в поперечном направлении относительно оси А.
Если говорить более конкретно, узлы 6 перемещаются вверх по направляющим 5 из нижнего крайнего положения в верхнее крайнее положение и вниз в обратном порядке.
Так как узлы 6 известны и являются идентичными, то ниже описан только один из них, при этом идентичные или соответствующие части узлов 6 обозначены на приложенных чертежах одинаковыми ссылочными номерами.
Если говорить более конкретно, узел 6, по существу, содержит ползун 7, который скользит по соответствующей направляющей 5, и два захвата 8а, 8b, шарнирно соединенных в нижней части с ползуном 7 с возможностью поворота вокруг соответствующих горизонтальных осей F, которые во время работы горизонтальны и перпендикулярны оси А.
Захваты 8а, 8b расположены с противоположных сторон трубы 2 и выполнены с возможностью перемещения (с поворотом вокруг соответствующих осей F) между закрытым состоянием, в котором они сжимают трубу 2 (Фиг.1), и открытым состоянием, в котором они отведены от трубы 2 (Фиг.2).
Если говорить более конкретно, каждый захват 8а, 8b содержит основную часть 10, шарнирно соединенную с нижнего конца с нижней частью ползуна 7 с возможностью поворота вокруг соответствующей оси F, и звено 11, которое взаимодействует с трубой 2, соединено с частью 10 и продолжается перпендикулярно оси А, когда захваты 8а, 8b закрыты на трубе 2.
Таким образом, захваты 8а, 8b перемещаются вертикально ползуном 7, скользящим по направляющей 5, а также открываются и закрываются относительно трубы 2 упаковочного материала за счет поворота вокруг соответствующих осей F, с возможностью поворота вокруг которых они шарнирно соединены с ползуном 7; при этом перемещения "открыты - закрыты" совмещено с перемещением ползуна 7 вверх-вниз по вертикали.
Перемещением по вертикали и перемещением "открыты - закрыты" управляют, соответственно, при помощи известных первого и второго исполнительных механизмов, которые не показаны, так как не являются существенными для четкого понимания настоящего изобретения.
Если говорить очень коротко, исполнительные механизмы обеспечивают поворот захватов 8а, 8b в противоположных направлениях и на один и тот же угол вокруг соответствующих осей F.
Перемещения двух узлов 6 смещены на полпериода: первый узел 6 движется вверх с открытыми соответствующими захватами, в то время как второй узел 6 движется вниз, в результате чего звенья 11 первого узла 6 беспрепятственно продолжаются между соответствующими звеньями второго узла 6.
Если обратиться к Фиг.6, узел 6 также содержит известное сварочное устройство, которое на чертежах не показано, для термосваривания каждого поперечного участка трубы 2 упаковочного материала, зажатой между соответствующими захватами 8а, 8b.
Сварочное устройство содержит нагревательный элемент, прикрепленный к звену 11 захвата 8b и контактирующий с трубой 2 двумя активными поверхностями, и две прижимающие площадки, прикрепленные к звену 11 захвата 8а и работающие совместно с соответствующими активными поверхностями нагревательного элемента для зажимания и термосваривания трубы 2 (Фиг.6).
Захват 8b также содержит режущий элемент 150 и переднее установочное место 151, в котором обычно находится режущий элемент 150.
Если говорить подробнее, режущий элемент 150 обычно удерживается в отведенном нерабочем положении, при котором он находится полностью внутри установочного места 151 под действием цилиндрической пружины 152. Режущий элемент 150 перемещают при помощи непоказанного привода в переднее режущее положение, в котором он выдвигается вперед из захвата 8b, входит в канавку 153, созданную в звене 11 захвата 8а, и отрезает трубу 2.
Узел 6 также содержит (Фиг.2, 5 и 6):
- два формующих элемента 20а, 20b, также называемых коробами, задающими объем, которые расположены друг против друга с противоположных сторон от оси А и шарнирно соединены со звеном 11 соответствующих захватов 8а, 8b с возможностью поворота вокруг соответствующих осей C, D, параллельных друг другу и поперечных оси А; и
- пару сгибающих щитков 70 (на Фиг.6 показан только один из них), которые шарнирно соединены со звеном 11 захвата 8b с возможностью поворота вокруг соответствующих осей D.
Как показано на Фиг.6, захват 8а содержит клин 90, который ограничен стенкой 91, параллельной оси А, стенкой 92, перпендикулярной стенке 91 и оси А, и стенкой 93, наклоненной относительно стенок 91, 92.
Клин 90 неподвижно прикреплен к захвату 8а.
Стенки 91, 92, 93 являются плоскими.
Другими словами, стенки 91, 92, 93 образуют прямоугольный треугольник в сечении, параллельном оси А.
Стенка 91 клина 90 находится выше звена 11 захвата 8а, а стенка 93 расположена относительно стенки 91 со стороны формующих элементов 20а, 20b.
Стенка 93 продолжается между краем 94, который является общим со стенкой 91, и краем 95, противоположным краю 94, который является общим со стенкой 92.
Сгибающие щитки 70 установлены с обеих сторон трубы 2 и в показанном варианте каждый из них содержит, по существу, треугольную основную часть.
Основная часть каждого сгибающего щитка 70 имеет вершину 71 напротив оси D и две боковых стороны 72, расходящихся от вершины в направлении оси D.
Поверхности сгибающих щитков 70, предназначенные для работы с трубой 2, предпочтительно являются выпуклыми.
Если говорить подробнее, щитки 70 выполнены с возможностью формования нижнего конца 200 (Фиг.1) и, по меньшей мере, части боковых стенок 204 пакета 3, которые должны образовать, соответственно, стенку 100 и стенки 104 упаковки 4.
Стенка 93 клина 90 работает совместно со щитком 70 для формования нижнего конца 200 (Фиг.1) пакета 3, который должен быть согнут в стенку 100 упаковки 4.
Каждый формующий элемент 20а, 20b содержит (Фиг.3, 4 и 5):
- соответственную полуоболочку 21а, 21b, которая, по существу, содержит основную стенку 25а, 25b и пару боковых стенок 26а, 26b, выступающих от стенки 25а, 25b в направлении оси А;
- два рычага 51, проходящих рядом с соответствующими боковыми стенками 26а, 26b с противоположных сторон от соответствующей стенки 25а, 25b и шарнирно соединенных со звеном 11 соответствующего захвата 8а, 8b с возможностью поворота вокруг соответствующих осей C, D в поперечном направлении относительно оси А;
- поперечину 53, которая, в свою очередь, имеет соответствующие концевые части, соединенные с соответствующими рычагами 51, и промежуточную часть, которая обращена к соответствующей стенке 25а, 25b и находится с противоположной относительно оси А стороны этой стенки; и
- пару звеньев 54, которые выступают, как единое целое с рычагами 51, от соответствующих боковых стенок 26а, 26b с соответствующих противоположных сторон и снабжены соответствующими роликами 55, приводимыми в движение кулачками.
Из-за того, что формующие элементы 20а, 20b шарнирно соединены с соответствующими захватами 8а, 8b с возможностью поворота вокруг соответствующих осей С, D, полуоболочки 21а, 21b имеют возможность перемещаться между открытым положением (Фиг.2), в которое их толкает спиральная пружина 19 (Фиг.6), и закрытым положением (Фиг.1), в котором они совмещаются с образованием пространства, задающего форму и объем пакетов 3, формуемых между этими полуоболочками 21а, 21b.
Полуоболочки 21а, 21b перемещаются из открытого в закрытое положение в результате взаимодействия роликов 55 с непоказанным фиксированным кулачком, проходящим параллельно оси А.
Если говорить более конкретно, по мере перемещения узла 6 вниз и закрывания захватов 8а, 8b, полуоболочки 21а, 21b выполняют рабочий цикл, содержащий:
- ход закрывания, в котором полуоболочки 21а, 21b перемещаются в направлении трубы 2 с переходом из открытого в закрытое положение;
- ход контроля объема, в котором полуоболочки 21а, 21b взаимодействуют с трубой 2 (Фиг.1 и 7); и
- ход открывания, обеспечиваемый пружинами 19 (Фиг.6), в котором полуоболочки 21а, 21b отходят от трубы 2 с переходом из закрытого в открытое положение.
Узел 6 перемещается вверх и захваты 8а, 8b открываются, полуоболочки 21а, 21b выполняют ход возврата, в котором они выводятся из контакта с трубой 2 пружиной 19 (Фиг.2).
Как показано на Фиг.3-5, основная стенка 25а, 25b каждой полуоболочки 21а, 21b имеет, со стороны оси А, поверхность 80а, 80b; а боковые стенки 26а, 26b имеют соответствующие поверхности 81а, 81b, выступающие от соответствующих поверхностей 80а, 80b в направлении оси А и обращенные друг к другу.
Если говорить подробнее, каждая поверхность 80а (80b) стенки 25а (25b) ограничена:
- верхним и нижним краями 27а, 27b, параллельными друг другу; и
- краями 28а, 28b, параллельными друг другу и расположенными между краями 27а, 27b.
Каждая поверхность 81а (81b) боковых стенок 26а (26b) ограничена:
- краем 28а (28b), расположенным с противоположной от оси А стороны этой поверхности;
- краем 29а (29b), расположенным со стороны оси А; и
- парой из верхнего и нижнего краев 30а (30b), расположенных между краем 28а (28b) и краем 29а (29b).
Края 30а (30b) расположены друг против друга, и один из них продолжается между нижними точками краев 28а, 29а (28b, 29b), а другой продолжается между верхними точками краев 28а, 29а (28b, 29b).
Когда полуоболочки 21а, 21b выполняют ход контроля объема, поверхности 80а, 80b стенок 25а, 25b взаимодействуют с соответствующими первыми частями 35а, 35b (Фиг.7) трубы 2, проходящими между двумя последовательными свариваемыми сечениями и расположенными с противоположных сторон оси А.
Кроме того, поверхности 81а, 81b боковых стенок 26а, 26b взаимодействуют с соответствующими частями 36а, 36b трубы 2, проходящими между указанными двумя свариваемыми сечениями этой трубы, для контроля объема пакета 3, возникающей между этими двумя последовательными свариваемыми сечениями.
Края 29а, 29b боковых стенок содержат, в направлении от соответствующих осей С, D к соответствующим верхним краям 30а, 30b:
- соответствующие первые части 84а, 84b, которые продолжаются с увеличением расстояния от соответствующих краев 28а, 28b; и
- соответствующие вторые части 85а, 85b, которые продолжаются, по существу, на неизменном расстоянии от соответствующих краев 28а, 28b и параллельны друг другу, когда полуоболочки 21а, 21b взаимодействуют с трубой 2 (Фиг.6).
Когда полуоболочки 21а, 21b взаимодействуют с трубой 2 (Фиг.6), части 84а, 84b образуют два треугольных отверстия 140, расположенных с обеих сторон от трубы 2 и частично зацепляемых соответствующими сгибающими щитками 70.
Если говорить подробнее, ширина отверстий 140, измеренная перпендикулярно оси А, увеличивается в направлении от соответствующих осей С, D к соответствующим верхним краям 30а, 30b.
Части 35а, 36а трубы 2 образуют, соответственно, переднюю и заднюю стенки 202, 203 (Фиг.1) пакета 3, после того, как ее формование завершено.
Части 35b и 36b образуют боковые стенки 204 пакета 3, после того как ее формование завершено.
Когда захваты 8а, 8b находятся в закрытом состоянии, соответствующие звенья 11 контактируют на всей поверхности взаимодействия, которая лежит в плоскости Q, параллельной оси А (Фиг.6). В этом случае расстояние оси С формующего элемента 20b от плоскости Q (и оси А) больше расстояния оси D формующего элемента 20а от той же плоскости Q (и оси А).
Поверхность 80а предпочтительно является вогнутой.
Если говорить более подробно, поверхность 80а содержит (Фиг.3, 4 и 6):
- первую вогнутую область 82а, ограниченную с противоположных сторон краями 28а, 29а, 30а и изогнутой замкнутой границей 31; и
- вторую вогнутую область 83а, окруженную областью 82а, выступающую от границы 31 в сторону оси А и плавно сопряженную с областью 82а.
Если говорить подробнее, края 27а образуют плоскость Р, и вся поверхность 80а расположена на противоположной стороне от плоскости Р относительно боковых стенок 26а и оси А.
Края 28а продолжаются сначала с увеличением, а затем с уменьшением расстояния от плоскости Р, в направлении от верхнего края 27а к нижнему краю 27а.
Кроме того, края 28а сходятся друг к другу и расходятся друг от друга в направлении от верхнего края 27а к нижнему краю 27а.
В предпочтительном случае края 28а являются изогнутыми.
Как показано на Фиг.5 и 6, поверхность 80b стенки 25b содержит:
- основную плоскую область 86b; и
- выпуклую накладку 87b, выступающую от области 86b в направлении оси А.
Поверхности 81b боковых стенок 26b являются плоскими и образуют (Фиг.5) соответствующие углы α с областью 86b. Каждый угол α больше 90 градусов, в результате чего поверхности 81b расходятся в направлении от поверхности 80b к оси А.
В предпочтительном случае каждый угол α составляет от 90 до 95 градусов, не включая концевые точки. В частности, угол α составляет от 91 до 92 градусов.
И, наконец, максимальное расстояние D1 (Фиг.4) между краями 29а боковых стенок 26а и поверхностью 82а стенки 25а больше максимального расстояния D2 между краями 29b боковых стенок 26b и областью 86b стенки 25b (Фиг.5).
Расстояние D1 измеряется перпендикулярно плоскости Р, а расстояние D2 измеряется перпендикулярно области 86b.
В процессе работы труба 2, наполненная жидким пищевым продуктом, подается вдоль оси А, и первый и второй узлы 6, работающие с несовпадением по фазе в полпериода, перемещаются вверх и вниз по соответствующим направляющим 5.
Если говорить более конкретно, первый узел 6 перемещается вверх с открытыми захватами 8а, 8b, в то время как второй узел 6 перемещается вниз с закрытыми захватами 8а, 8b, в результате чего звенья 11 второго узла 6 продолжаются между звеньями 11 первого узла 6, таким образом, не создавая друг другу препятствий.
Работа узла 1 описана ниже только со ссылкой на первый узел 6 и начиная из верхнего крайнего положения, в котором захваты 8а, 8b открыты.
Из верхнего крайнего положения захваты 8а, 8b начинают перемещаться вниз и при этом взаимодействуют с соответствующим механизмом приведения в действие кулачка для перемещения в закрытое состояние.
При этом полуоболочки 21а, 21b выполняют свой рабочий цикл. Если говорить подробнее, полуоболочки 21а, 21b перемещаются в направлении трубы 2 из открытого в закрытое положение под действием непоказанного кулачка.
Как только полуоболочки 21а, 21b закрылись вокруг трубы 2, приводится в действие сварочное устройство, и полуоболочки 21а, 21b определяют объем и формой пакета 3, формуемой во время поперечного термосваривания трубы 2.
Если говорить более подробно, поверхности 80а, 80b стенок 25а, 25b взаимодействуют с соответствующими первыми частями 35а, 35b (Фиг.7) трубы 2, проходящими между двумя последовательными свариваемыми сечениями и расположенными с противоположных сторон от оси А, а поверхности 81а, 81b боковых стенок 26а, 26b взаимодействуют с соответствующими частями 36а, 36b трубы 2, проходящими между указанными двумя свариваемыми сечениями этой трубы.
Кроме того, боковые стенки 26а, 26b создают, с обеих сторон трубы 2, отверстия 140, которые зацепляемы соответствующими щитками 70 и клином 90.
Из-за того, что поверхность 80а и контактные поверхности щитков 70 являются вогнутыми, а поверхности 81а являются выпуклыми, передняя стенка 202 пакета 3 (соответствующая, по существу, части 35а) формуется выпуклой, а боковые стенки 204 пакета 3 формуются по меньшей мере частично вогнутыми.
Кроме того, щитки 70 и стенка 93 клина 90 выполнены с возможностью формования нижнего конца 200 и, по меньшей мере, части боковых стенок 204 пакета 3, которые образуют, соответственно, стенку 100 и стенки 104 упаковки 4.
Как только сварка завершена, режущий элемент 150 приводится в действие и перемещается в переднее режущее положение, чтобы отрезать трубу 2 вдоль ранее созданного поперечного сварного шва и отделить формованную пакет 3 от оставшейся части трубы 2.
На этой стадии полуоболочки 21а, 21b отводятся от трубы 2 под действием пружин 19, пока они не перейдут в открытое положение.
По мере достижения узлом 6 нижнего крайнего положения, захваты 8а, 8b перемещаются в открытое состояние.
После чего узел 6 движется вверх, в то время как узел 6' движется вниз с соответствующими захватами в закрытом состоянии.
Формованные пакеты 3 транспортируются в сгибающий узел, который расположен по ходу после узла 1, чтобы получить соответствующие упаковки 4.
Позицией 1' на Фиг.9 в целом обозначен другой вариант узла по изобретению.
Узел 1' аналогичен узлу 1 и ниже описаны только его отличия от последнего, при этом, где это возможно, соответствующие или эквивалентные части узлов 1, 1' обозначены одинаковыми позициями.
В частности, узел 1' отличается от узла 1 тем, что края 94, 95 клина 90' лежат в плоскости R, и тем, что стенка 93' клина 90' в целом расположена на противоположной стороне от плоскости R относительно захвата 8а.
Другими словами, стена 93' выгнута в направлении формующих элементов 20а, 20b, когда последние находятся в закрытом состоянии (Фиг.9 и 10).
Если говорить точнее, стенка 93' является выпуклой и изогнутой.
Работа узла 1' отличается от работы узла 1 тем, что стенка 93', из-за ее изогнутой конфигурации, выталкивает определенное количество пищевого продукта из формуемой пакета 3 вверх и внутрь той части трубы 2, которая находится выше этой пакета 3.
Таким образом, пакет 3 можно формовать с получением геометрического объема, который больше номинального объема пищевого продукта, который этот пакет содержит.
Преимущества элемента 20а, соответствующего настоящему изобретению, станут очевидными из приведенного далее описания.
В частности, элемент 20а формует пакет 3, который легко можно трансформировать в упаковку 4 внутри сгибающего узла, расположенного по ходу после узла 1.
Собственно говоря, из-за того, что поверхность 80а, взаимодействующая с частью 35а трубы, является вогнутой, передняя стенка 202 пакета 3 формуется как выпуклая.
Поэтому путем сгибания внутри сгибающего узла такой выпуклой передней стенки 202 пакета 3 можно легко получить выпуклую стенку 102 упаковки 4.
Помимо этого, из-за того, что поверхности 81а, взаимодействующие с частями 35b трубы 2, являются выпуклыми, боковые стенки 204 пакета 3 являются по меньшей мере частично вогнутыми.
Поэтому путем сгибания внутри сгибающего узла таких частично вогнутых боковых стенок 204 пакета 3 можно легко получить вогнутые стенки 104, 105 упаковки 4.
Выпуклая конфигурация поверхностей 81а также существенно уменьшает риск того, что труба 2 перекрутится вокруг оси А, в результате взаимодействия стенки 25а с частями 35а во время хода контроля объема, выполняемого полуоболочками 21а, 21b.
Кроме того, заявитель обнаружил, что точность и воспроизводимость формования пакетов 3 значительно повышается благодаря тому факту, что щитки 70 входят в соответствующие отверстия 140, когда соответствующие полуоболочки 21а, 21b закрываются вокруг трубы 2 (Фиг.6).
Помимо этого, из-за того, что щитки 70 являются выпуклыми, они очень эффективны с точки зрения получения точной выпуклой формы боковых стенок 204.
Щитки 70 также эффективны с точки зрения выдавливания заданного количества продукта из формуемых пакетов 3, что позволяет точно поддерживать количество продукта внутри упаковки на уровне, близком к номинальному объему.
И, наконец, из-за того, что углы α больше 90 градусов, дополнительно снижается риск того, что взаимодействие боковых стенок 26b с частями 36b вызовет перекручивание трубы 2 вокруг оси А.
Из-за того, что она выступает от области 82а в направлении оси А, вогнутая область 83а поверхности 81а эффективна с точки зрения выталкивания заданного количества текучего продукта из объема, который получит пакет 3 при формовании, в направлении оставшейся части трубы 2.
Таким образом, наличие области 83а обеспечивает управление количеством текучего пищевого продукта, содержащегося в пакетах 3, в то же время гарантируя, что передняя стенка 202 формуется как выпуклая.
Узел 1' является особенно предпочтительным, так как он позволяет формовать пакеты 3', имеющие геометрический объем, который больше номинального объема пищевого продукта, содержащегося в этих пакетах, за счет использования выгнутых стенок 93' клина 90 для выталкивания дополнительного количества текучего продукта из объема, который получит пакет 3 при формовании, в направлении оставшейся части трубы 2.
Таким образом, окончательным объемом пакета 3 можно управлять, не увеличивая расстояние, на которое область 83а выступает от области 82а, и/или толщину накладки 87b.
Кроме того, окончательным объемом пакета 3 можно управлять без необходимости вводить газ внутрь трубы 2.
Понятно, что в описанный и изображенный здесь элемент 20а можно вносить изменения, которые при этом не будут выходить за пределы объема, определенного в пунктах приложенной Формулы изобретения.
В частности, формующий элемент 20b может быть прикреплен к захвату 8а, а формующий элемент 20а может быть прикреплен к захвату 8b.
Помимо этого, захваты 8а, 8b могут быть прикреплены к соответствующим цепным конвейерам, движущимся в противоположных направлениях, которые продолжаются с соответствующих сторон трубы 2 и располагаются друг против друга.
Клин 90' может быть прикреплен к захвату 8b.
Узел 1' можно использовать для получения упаковок, имеющих плоскую стенку 102.
В этом случае захваты 8а, 8b будут снабжены формующим элементом 20а, имеющим плоскую поверхность 80а.



Формующий элемент содержит стенку, имеющую первую поверхность, выполненную для взаимодействия с первой частью трубы, и пару боковых стенок, выступающих от стенки на ее одной и той же стороне и содержащих соответствующие вторые поверхности, выполненные для взаимодействия с соответствующими вторыми частями трубы, причем первая поверхность выполнена по меньшей мере частично вогнутой и содержит первую вогнутую область и вторую вогнутую область, выступающую от первой на стороне боковых стенок. При этом первая вогнутая область окружает вторую вогнутую область. Упаковочный узел для получения запечатанных пакетов с текучими пищевыми продуктами содержит первый и второй захваты, циклично подвижные между закрытым состоянием, в котором они сжимают и запечатывают трубу, и открытым состоянием, в котором они отведены от трубы, причем первый захват имеет формующий элемент, описанный выше, а второй захват имеет дополнительный формующий элемент. Дополнительный формующий элемент содержит дополнительную стенку, имеющую третью поверхность, выполненную для взаимодействия с третьей частью трубы, противоположной первой ее части, и пару дополнительных боковых стенок, выступающих на одной и той же стороне дополнительной стенки и содержащих соответствующие четвертые поверхности, выполненные для взаимодействия с соответствующими четвертыми частями трубы, смежными с соответствующими вторыми частями трубы. Группа изобретений обеспечивает повышение производительности и качества. 2 н. и 13 з.п. ф-лы, 10 ил.
1. Формующий элемент (20а) для контроля объема пакетов (3) с текучими пищевыми продуктами, образованных из трубы (2) упаковочного материала и запечатанных на множестве участков указанной трубы (2) поперечно оси (А) указанной трубы, содержащий:
- стенку (25а), содержащую первую поверхность (80а), выполненную для взаимодействия с первой частью (35а) трубы (2); и
- пару боковых стенок (26а), выступающих от указанной стенки (25а) на одной и той же стороне указанной стенки (25а) и содержащих соответствующие вторые поверхности (81а), выполненные для взаимодействия с соответствующими вторыми частями (35b) трубы (2);
причем первая поверхность (80а) является по меньшей мере частично вогнутой и содержит:
- первую вогнутую область (82а); и
- вторую вогнутую область (83а), выступающую от первой области (82а) на стороне указанных боковых стенок (26а);
отличающийся тем, что
указанная первая вогнутая область (82а) окружает указанную вторую вогнутую область (83а).
2. Формующий элемент по п. 1, отличающийся тем, что указанная первая область (82а) ограничена первым верхним и вторым нижним краями (27а), противоположными друг другу, а также третьим и четвертым краями (28а), противоположными друг другу и которые продолжаются между указанными первым верхним и вторым нижним краями (27а), причем:
первый верхний и второй нижний края (27а) образуют первую плоскость (Р); и
- третий и четвертый края (28а) являются общими с соответствующими вторыми поверхностями (81а) и продолжаются сначала с увеличением, а затем с уменьшением расстояния от первой плоскости (Р), от первого верхнего края (27а) ко второму нижнему краю (27а).
3. Формующий элемент по п. 2, отличающийся тем, что третий и четвертый края (28а) сходятся друг к другу и расходятся друг от друга в направлении от первого верхнего края (27а) ко второму нижнему краю (27а).
4. Формующий элемент по п. 2, отличающийся тем, что третий и четвертый края (28а) являются изогнутыми.
5. Формующий элемент по любому из пп. 1-4, отличающийся тем, что вторые поверхности (81а) являются по меньшей мере частично выпуклыми.
6. Упаковочный узел (1, 1′) для получения запечатанных пакетов (3) с текучими пищевыми продуктами, содержащий первый и второй захваты (8а, 8b), циклично подвижные между закрытым состоянием, в котором они сжимают и запечатывают трубу (2), и открытым состоянием, в котором они отведены от трубы (2), причем:
- первый захват (8а) имеет формующий элемент по любому из пп. 1-5;
- второй захват (8b) имеет дополнительный формующий элемент (20b);
а указанный дополнительный формующий элемент (20b) содержит:
- дополнительную стенку (25b), содержащую третью поверхность (80b), выполненную для взаимодействия с третьей частью (35b) трубы (2), противоположной первой части (35а) указанной трубы; и
- пару дополнительных боковых стенок (26b), выступающих на одной и той же стороне из указанной дополнительной стенки (25b) и содержащих соответствующие четвертые поверхности (81b), выполненные для взаимодействия с соответствующими четвертыми частями (36b) трубы (2), смежными с соответствующими вторыми частями (36а) указанной трубы.
7. Упаковочный узел по п. 6, отличающийся тем, что каждая из четвертых поверхностей (81b) образует с третьей поверхностью (80b) угол (α), превышающий 90 градусов.
8. Упаковочный узел по п. 7, отличающийся тем, что угол (α) составляет от 90 до 95 градусов, не включая концевые точки.
9. Упаковочный узел по любому из пп. 6-8, отличающийся тем, что максимальное первое расстояние (D1) второй поверхности (81а) от первой поверхности (80а) больше максимального второго расстояния (D2) четвертой поверхности (81b) от третьей поверхности (80b).
10. Упаковочный узел по любому из пп. 6-8, отличающийся тем, что второй захват (8b) содержит режущий элемент (150), выполненный для разрезания указанной трубы поперечно первой оси (А), когда первый и второй захваты (8а, 8b) находятся в закрытом состоянии, причем:
- первый захват (8а) содержит элемент давления, выполненный для создания контрдавления, прикладываемого вдоль второго захвата (8b), когда первый и второй захваты (8а, 8b) находятся в закрытом состоянии,
- формующий элемент (20а) шарнирно соединен с первым захватом (8а) с возможностью поворота вокруг второй оси (С), поперечной первой оси (А), а указанный дополнительный формующий элемент (20b) шарнирно соединен со вторым захватом (8b) с возможностью поворота вокруг третьей оси (D), поперечной первой оси (А); и
- расстояние между первой и второй осями (А, С), измеренное перпендикулярно указанным первой и второй осям (А, С), превышает расстояние между первой и третьей осями (A, D), измеренное перпендикулярно указанным первой и второй осям (A, D).
11. Упаковочный узел по любому из пп. 6-8, отличающийся тем, что он содержит по меньшей мере один сгибающий щиток (70), выполненный для сгибания аксиального конца (200) и формования, по меньшей мере, части боковых стенок (204) пакета (3), причем формующие элементы (20а, 20b), когда они находятся в закрытом состоянии, в котором они взаимодействуют с трубой (2), образуют по меньшей мере одно отверстие (140), зацепляемое сгибающим щитком (70).
12. Упаковочный узел по п. 11, отличающийся тем, что указанный по меньшей мере один сгибающий щиток (70) имеет выпуклую поверхность, выполненную для взаимодействия с трубой (2), когда формующие элементы (20а, 20b) находятся в закрытом состоянии.
13. Упаковочный узел по п. 11, отличающийся тем, что он содержит пару сгибающих щитков (70), а боковые стенки (21а, 21b) формующих элементов (20а, 20b) образуют пару отверстий (140), зацепляемых сгибающими щитками (70), когда формующие элементы (20а, 20b) находятся в закрытом состоянии.
14. Упаковочный узел по п. 12 или 13, отличающийся тем, что он содержит клин (90′), который выполнен для сгибания аксиального конца (200) пакета (3), причем указанный аксиальный конец (200) служит для образования аксиальной концевой стенки (100) соответствующей упаковки (4), которая наклонена относительно четвертой оси (F) упаковки (4), причем:
- указанный клин (90′) расположен на одном (8а) из указанных первого и второго захватов (8а, 8b) и содержит стенку (93′), которая взаимодействует с аксиальным концом (200) пакета (3) и, при использовании, сгибает этот конец;
- указанная стенка (93′) имеет первый край и второй край (94′, 95′), соединенные второй плоскостью (R); и
- указанная стенка (93′) продолжается на противоположной стороне второй плоскости (R) относительно указанного одного (8а) из указанных первого и второго захватов (8а, 8b) и является выпуклой.
15. Упаковочный узел по п. 14, отличающийся тем, что клин (90′) зацепляет часть отверстия (140).
| УСТРОЙСТВО ДЛЯ РЕГИСТРАЦИИ МЕХАНИЧЕСКИХ РАЗРУШЕНИЙ ЛОПАТОК РОТОРА ТУРБИНЫ | 1998 |
|
RU2151390C1 |
| EP 20142433 A1, 01.04.2009 | |||
| ОПОРНО-СЦЕПНОЕ УСТРОЙСТВО АВТОПОЕЗДА | 2005 |
|
RU2294858C1 |

