Изобретение относится к способу шлифования стержневидных обрабатываемых деталей, имеющих некруглое поперечное сечение, образованное ровными и/или дугообразными линиями, и плоские, проходящие параллельно друг другу торцевые стороны, а также к шлифовальному станку (варианты) и шлифовальной секции спаренного происхождения.
Предпочтительной областью применения подобных стержневидных обрабатываемых деталей, названной в качестве примера, являются исполнительные, переключающие и управляющие устройства, в которых стержневидные детали передают движение и усилия в качестве исполнительного звена. В этом случае стержневидные обрабатываемые детали могут иметь длину, преимущественно, между 20 и 80 мм и квадратное сечение с длиной стороны, преимущественно, между 4 и 15 мм. В качестве материала для изготовления рассматриваются различные металлы, а также керамические конструкционные материалы. Благодаря некруглой форме сечения, при наличии соответствующего направляющего устройства достигается то, что во встроенном состоянии стержневидные исполнительные звенья движутся только в продольном направлении, но не вращаются.
В этом случае применения к стержневидной обрабатываемой детали, прошедшей окончательное шлифование, предъявляются очень высокие требования; прежде всего, нужно назвать точность соблюдения базовых размеров, параллельность торцевых поверхностей, точное выдерживание прямого угла между продольными и торцевыми сторонами, плоскостность торцевых поверхностей и максимальная высота профиля неровностей Rz.
Точность, требуемая для конкретных случаев применения, в настоящее время может достигаться только тем, что каждая сторона стержневидной обрабатываемой детали отдельно обрабатывается посредством горизонтального плоского шлифования. Но этот метод ограничен геометрическим поперечным сечением с прямолинейными сторонами. При этом способе шлифования, из-за плоскостного контакта со шлифовальным кругом, зона шлифования может быть с трудом обеспечена смазывающе-охлаждающим веществом. По этой причине не могут быть достигнуты такие же величины экономии времени как при шлифовании периферией круга. Кроме того, обрабатываемая деталь при этом должна так часто поворачиваться и перезакрепляться, что ее промышленное массовое производство неприемлемо.
Для шлифования торцевых поверхностей болтов и сравнимых деталей известен метод торцевого шлифования со сдвоенным кругом, например, станком стороны-заявителя с типовым обозначением Saturn H (издание «Каталог Junker, партнер по точности», отдел 6, Февраль 2002, иллюстрации номер 86 и 87) (Prospekt Junker, partner for precision, Stand 6, Februar 2002, Zeichnungs-Nummern 86 und 87). Здесь в качестве узла крепления обрабатываемой детали служит вращающаяся планшайба, имеющая осевые отверстия в области своего периметра. В отверстиях находятся болты, выступающие по сторонам над широкими сторонами планшайбы. Два вращающихся шлифовальных круга, находящиеся на одной оси на расстоянии друг от друга, охватывают вращающуюся планшайбу по ее краевой области, причем расстояние шлифовальных кругов друг относительно друга соответствует шлифуемому размеру болтов. Таким образом, одновременно плоско шлифуются торцевые стороны большого числа болтов широкими сторонами шлифовальных кругов.
Этот известный способ не может быть смело перенесен на шлифование названных стержневидных обрабатываемых деталей. Во-первых, заготовки этих обрабатываемых деталей поступают с различным припуском на шлифование. Тем самым, крепление таких заготовок в простой полости планшайбы более невозможно, в особенности, если предполагаются некруглые поперечные сечения. Неточное размещение в планшайбе стало бы оказывать отрицательное влияние на параллельность торцевых поверхностей, точно также как и на выдерживание точного прямого угла между торцевыми и боковыми поверхностями. Во-вторых, шлифование отдельными сериями противоречит требованиям крупносерийного производства, если наряду с торцевыми сторонами нужно также шлифовать в большом количестве и плоские продольные стороны стержневидных обрабатываемых деталей. К тому же, имеется потребность разнообразно формировать некруглые сечения стержневидных деталей и при этом даже дугообразными линиями. Может быть даже затребован продольный контур стержневидной обрабатываемой детали, отклоняющийся от параллельного хода двух прямых.
Поэтому в основу изобретения положена задача разработки способа, названного в начале процесса таким, что достигается экономичное массовое производство в сочетании с очень хорошим результатом шлифования, причем к тому же могут шлифоваться различные формы поперечных сечений и продольные контуры стержневидных обрабатываемых деталей.
Решение этой задачи удается способом, имеющим комплекс отличительных признаков пункта 1 формулы изобретения.
Способом, соответствующим изобретению, полная обработка шлифованием стержневидной обрабатываемой детали производится за два процесса, составляющих один метод обработки, чтобы иметь возможность производить полную обработку на одном только шлифовальном станке в обычном процессе изготовления. При этом друг за другом следуют два отличающихся положения крепления или закрепления, плавно переходящие друг в друга. Сначала каждая обрабатываемая деталь отдельно закрепляется по своим продольным сторонам и, таким образом, в этом случае не устанавливается в профилированную выемку планшайбы, это - первое положение крепления. В этом положении производится, по меньшей мере, окончательное шлифование обоих торцевых сторон. Как правило, в таком закреплении торцевые стороны шлифуются предварительно и окончательно. Но отдельное предварительное шлифование в этой позиции не всегда требуется. При соответствующем конструктивном оформлении устройства крепления двойное торцевое шлифование приводит к выдающимся результатам на торцевых сторонах. Обрабатываемая деталь, закрепленная, как описано ранее, и находящаяся, таким образом, в первом положении крепления, затем с помощью этого устройства крепления перемещается в пространство между двумя соосными зажимными кулачками, находящимися на расстоянии друг от друга, и закрепляется этими кулачками по своим торцевым сторонам, уже окончательно отшлифованным и представляющим вследствие этого лучшие условия для точной последующей обработки.
Зажимные кулачки осуществляют второе положения крепления стержневидной обрабатываемой детали; теперь снимается удержание первого положения крепления. Теперь, когда оба зажимных кулачка вращаются, управляемые синхронно и по совпадению фазы вращения, на обрабатываемой детали может производиться шлифование периферией круга, управляемое ЧПУ типа CNC по принципу С-Х-интерполяции. При этом каждому положению вращения обрабатываемой детали, вовлекаемой во вращение обоими зажимными кулачками (ось вращения С), соответствует определенное удаление шлифовального круга в направлении оси X. Подробности известны специалисту в области оборудования для шлифования периферией круга, управляемого ЧПУ типа CNC, и поэтому становятся не нуждающимися в более подробном описании.
Если стержневидная обрабатываемая деталь обрабатывается по принципу шлифования периферией круга, то в противоположность плоскому шлифованию между шлифовальным кругом и обрабатываемой деталью имеется контакт по линии. Вследствие этого улучшен подвод охлаждающего средства и достигаются высокие значения экономии времени, и таким образом, время обработки значительно сокращается.
С помощью шлифования периферией круга, управляемого ЧПУ типа CNC, могут предварительно и окончательно шлифоваться стержневидные обрабатываемые детали с различными поперечными сечениями - от простых квадратных или прямоугольных поперечных сечений со скругленными продольными ребрами или плоскими фасками на продольных ребрах до призматических поперечных сечений или также от поперечных сечений с различными дугообразными ограничительными линиями до форм, смешанных из всего. Простой возможностью шлифовать за один проход плоские продольные стороны с ломаными или закругленными ребрами, и таким же образом, поперечные сечения с полностью дугообразными контурами, избегается проблема образования заусенцев как последствия плоского шлифования. Подборка возможных вариантов обрабатываемых контуров составлена на фигуре 1 примера осуществления.
Если шлифование периферией круга производится посредством профилированного шлифовального круга, перекрывающего всю длину стержневидной обрабатываемой детали, то также различным может формироваться продольный профиль обрабатываемой детали. Примеры этого подобраны на фигуре 2 примера осуществления. Торцевые фаски и закругления также входят в номенклатуру этих различных продольных профилей.
С расхождением друг относительно друга зажимных кулачков после окончательного шлифования снимается удержание второго положения закрепления, и прошедшая обработку стержневидная обрабатываемая деталь передается в выгружное устройство.
В пункте 2 приведены преимущественные подробности первого составляющего процесса - двойного торцевого шлифования торцевых сторон. Как правило, стержневидная обрабатываемая деталь, находящаяся в первом положении крепления, и оба вращающихся первых шлифовальных круга должны быть перемещаемыми по направлению оси X. При этом закрепленная обрабатываемая деталь доставляется до первых шлифовальных кругов, в то время как процесс торцевого шлифования происходит посредством перемещения первых шлифовальных кругов, размещенных обычно на шлифовальном шпинделе. Возможно, первые шлифовальные круги могут быть закреплены неподвижно, а процесс шлифования может быть произведен посредством передвижения закрепленной обрабатываемой детали по направлению оси X. При процессе шлифования, оба первых шлифовальных круга охватывают стержневидную обрабатываемую деталь, которая при этом перемещается в своем продольном направлении параллельно общей оси вращения первых шлифовальных кругов. Но и в этой позиции способ может осуществляться так, что обрабатываемая деталь остается неподвижной в своем положении, а шлифовальный круг может быть подвижен в продольном и поперечном направлениях относительно обрабатываемой детали.
Следующее исполнение, согласно пункту 3, представляет первую предпочтительную возможность, как первый составляющий процесс торцевого шлифования может переходить во второй составляющий процесс шлифования периферией круга. Для этого выбирается решение, расположить, с одной стороны, первые, шлифовальные круги и, по меньшей мере, второй шлифовальный круг, с другой стороны на общей бабке шлифовального станка, имеющей возможность поворота. Посредством поворота шлифовальной бабки, первые шлифовальные круги или второй шлифовальный круг, на выбор, могут приводиться в положение шлифования стержневидной обрабатываемой детали. Для движения подачи на врезание в направлении оси X, необходимого при шлифовании, в первую очередь, управляемо перемещается общая бабка шлифовального станка в направлении оси X.
Другое предпочтительное решение перехода от первого ко второму составляющему процессу приведено в пункте 4. Здесь первые шлифовальные круги для торцевого шлифования торцевых сторон и второй шлифовальный круг для шлифования периферией круга продольных сторон размещены на общей оси вращения и всегда вместе приводятся в движение. Конечно, при этом для каждого составляющего процесса может выбираться разное число оборотов, оптимально установленное для составляющего процесса. Переход от первого положения крепления ко второму положению крепления требует того, что стержневидная обрабатываемая деталь должна передвигаться также параллельно общей оси вращения шлифовальных кругов и, следовательно, в направлении оси С. Передвижение в первом положении крепления может производиться посредством необходимого для этого устройства крепления, которое, таким образом, должно быть перемещаемо в направлении оси Х и в направлении оси С. Передвижение может производиться также посредством перемещения зажимных кулачков или бабок обрабатываемой детали, необходимых для установки зажимных кулачков.
Пункт 5 показывает преимущественную возможность того, что стержневидная обрабатываемая деталь должна быть закреплена в своем первом положении крепления с помощью зажимной секции, являющейся самоцентрирующейся, так что при шлифовании середина по длине обрабатываемой детали остается независимо от величины припуска на шлифование у заготовки. Зажимная секция, согласно пункту 6, должна быть управляемо подвижной в направлении оси Х и оси С, если она одна должна выполнять неоднократные задачи подачи, удержания при торцевом шлифовании и перевода во второе положение крепления, то есть при неподвижных бабках обрабатываемой детали и зажимных кулачках.
Другое преимущественное осуществление, согласно пункту 7, состоит в том, что выравнивающие загрузочные захваты зажимной секции служат одновременно в качестве измерительного датчика для получения величины припуска на шлифование, который является определяющим для совершения процесса шлифования периферией крута.
Изобретение относится также к шлифовальному станку, которым может осуществляться способ, соответствующий изобретению. Первое решение этого станка, обладающее признаками изобретения, приведено в пункте 8. При этом переход от торцевого шлифования торцевых сторон к продольному шлифованию продольных сторон происходит посредством перемещающейся и поворачивающейся бабки шлифовального станка. Это исполнение шлифовального станка соответствует способу согласно пункту 3.
Другое решение шлифовального станка, выполненного в соответствии с изобретением, является предметом пункта 9. Этот шлифовальный станок выполнен соответственно способу по пункту 4. Разные шлифовальные круги для торцевого шлифования и шлифования периферией круга находятся как блок шлифовальных кругов на общей оси вращения шлифовального шпинделя, который может управляемо перемещаться в направлении оси X. Зажимная секция имеет задачу принять описываемым способом стержневидную обрабатываемую деталь и подвести к следующим друг за другом различным шлифовальным кругам, при этом также осуществлен переход от первого ко второму положению крепления.
Оба шлифовальных станка по пунктам 8 и 9 предоставляют преимущества в том, что соответственно отдельная стержневидная обрабатываемая деталь проходит через станок, при этом в первом положении крепления торцевым шлифованием обрабатываются торцевые стороны и во втором положении крепления продольные стороны проходят обработку шлифованием периферией круга. После прохождения через шлифовальный станок стержневидная обрабатываемая деталь окончательно отшлифована. Не нужно организовывать рядом производственные участки, поэтому сокращается потребность в площадях. Тем самым выполнены условия для совершенного поточного производства. Время на установку и снятие детали требуется лишь один раз за весь процесс шлифования.
Шлифовальные станки, соответствующие изобретению, работают с испытанными базовыми элементами современной шлифовальной техники, которые соединяются друг с другом новым методом, посредством «разумной» транспортно-подающей и закрепляющей детали системы. Конструкция шлифовальных станков остается простой. Загрузка шлифовальных станков может производиться с помощью загрузочной ячейки через загрузочный люк справа или слева, так что возможно так называемое «решение замочной скважины», при котором обрабатываемые детали подаются поперечно и обслуживание станка производится только с передней стороны и, следовательно, со стороны направляющей.
С помощью шлифовальных станков, соответствующих изобретению, также могут экономично изготавливаться малые партии деталей, потому что они оборудованы для того, чтобы проводить полную обработку определенного типа обрабатываемой детали. Таким образом, имеется высокая гибкость по объему партии деталей. В частности, посредством шлифования периферией круга с числовым программным управлением по принципу С-Х-интерполяции предоставлена также высокая гибкость по типам деталей; подготовительное время переналадки на другую форму поперечного сечения стержневидных обрабатываемых деталей может быть очень малым. К примеру, у стержневидной обрабатываемой детали с квадратным поперечным сечением возможно производить переналадку с притупленными фасками продольных ребер на закругленные продольные ребра за 3 минуты, потому что переналадка производится лишь посредством программы обработки детали для изготавливаемой детали. При этом приводятся в соответствие друг другу фаска и поперечное сечение.
Пункты 8 и 9 ориентированы на то, чтобы второй шлифовальный круг шлифовального станка, соответствующего изобретению, был приспособлен к продольному контуру готовой стержневидной обрабатываемой детали и имел возможность шлифовать ее торцевые фаски. Обработка боковых поверхностей обрабатываемой детали посредством шлифования периферией круга с числовым программным управлением по принципу С-Х-интерполяции делает возможным то, что радиусы скруглений или фаски на ребрах шлифуются вместе с боковыми поверхностями без увеличения времени периода обработки. Это относится также к торцевым фаскам, если соответственно профилирован контур шлифовального круга. В том же креплении с прохождением контура одновременно с боковыми поверхностями и с продольно проходящими фасками шлифуются торцевые фаски. Переустановка отпадает. Процесс может быть значительно проще и надежнее подчинен управлению в отношении требуемых геометрических параметров (допусков по размерам, форме, расположению) в целом. Ограничивается не только время обработки, но и, в частности, предотвращается также опасность неточностей, связанная с переустановкой. К тому же, контур шлифовального круга при доводке может устанавливаться с точностью, которая находится в области микрометров. Таким образом получаются торцевые фаски, имеющие всегда точно такую же ширину по своей общей длине и между собой. С этой точки зрения и таким образом изобретением одновременно со скоростью обработки также улучшается и точность результата.
Другие предпочтительные исполнения шлифовального станка, соответствующего изобретению, приведены в пунктах 12-14 и более подробно поясняются на примере осуществления.
Шлифовальная секция является предметом пункта 15, которым предусмотрено спаренное расположение двух шлифовальных станков, соответствующих изобретению, с общей загрузочной ячейкой. Благодаря этому снижаются далее капитальные вложения и занимаемая площадь и сохраняется преимущество обслуживания только с передней стороны.
Ниже изобретение поясняется еще более подробно с помощью примеров осуществления, представленных на чертежах. Фигуры представляют следующее:
Фиг.1 демонстрирует некруглые поперечные сечения стержневидных обрабатываемых деталей, которые должны шлифоваться согласно изобретению.
Фиг.2 показывает различные продольные контуры, которые может иметь шлифуемая обрабатываемая деталь.
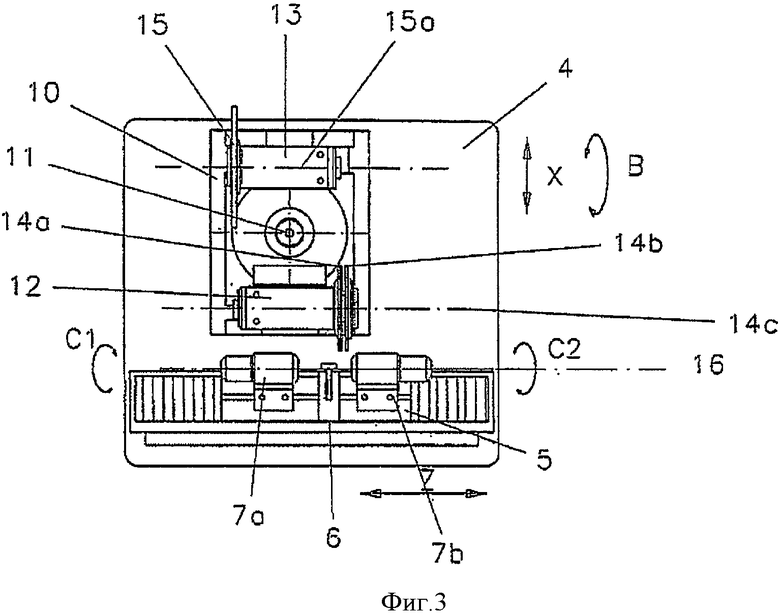
Фиг.3 является видом сверху на первую форму исполнения шлифовального станка для осуществления способа, соответствующего изобретению.
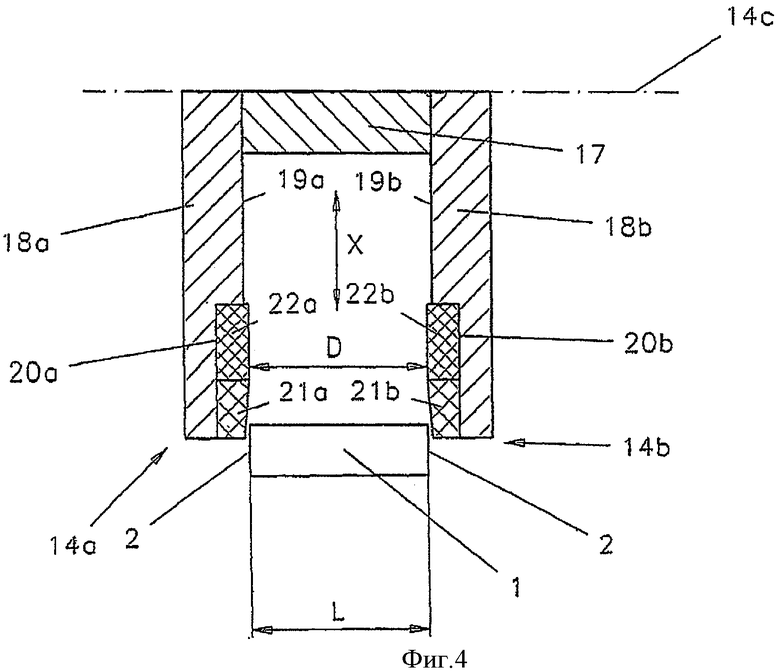
Фиг.4 показывает двойное торцевое шлифование, являющееся составляющей способа, соответствующего изобретению.
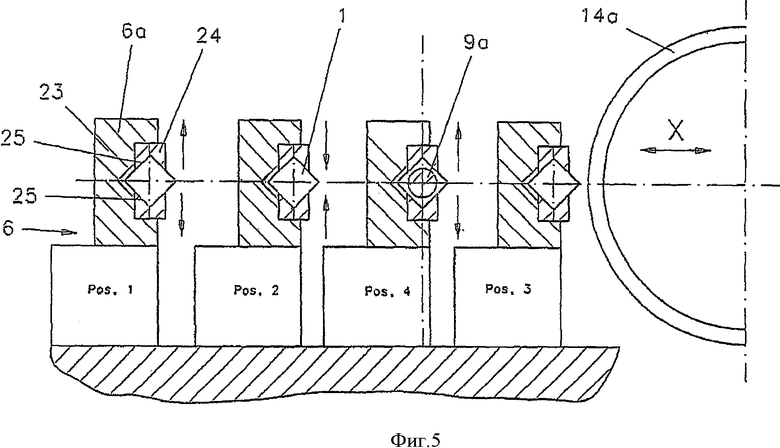
Фиг.5 является принципиальной схемой части процесса движения, которое выполняет стержневидная обрабатываемая деталь при шлифовании.
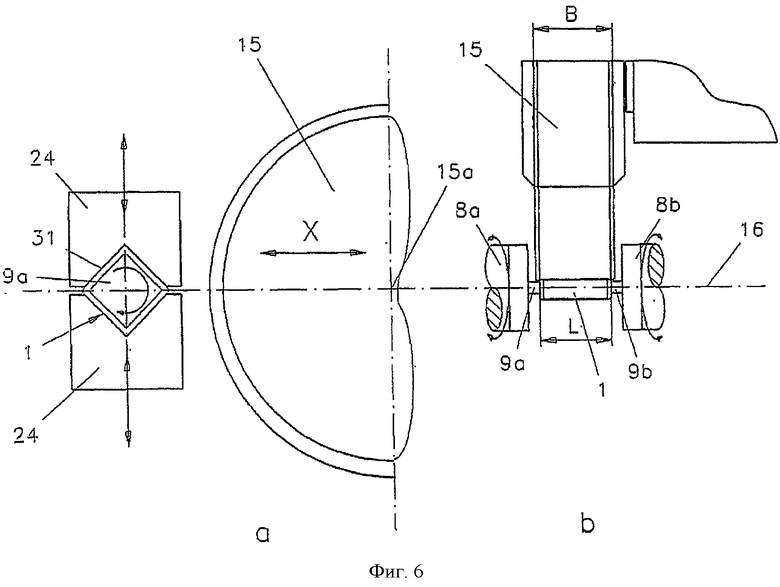
Фиг.6 поясняет принцип С-Х-интерполяции при шлифовании периферией круга стержневидной обрабатываемой детали.
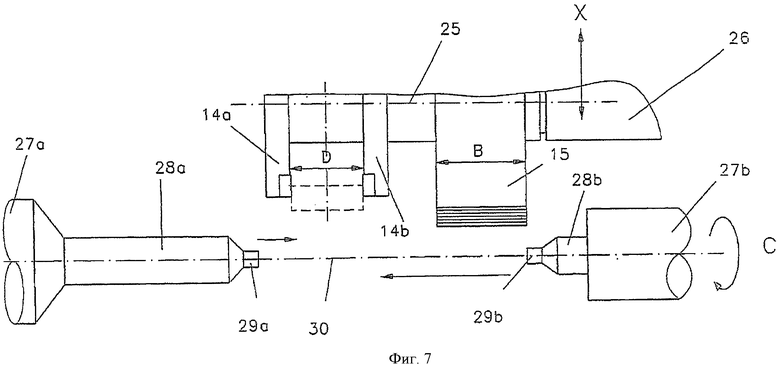
Фиг.7 показывает соответственно фигуре 3 вид сверху на вторую форму исполнения шлифовального станка, соответствующего изобретению.
Согласно фиг.8, два шлифовальных станка, соответствующих изобретению, в спаренном положении объединены в шлифовальную секцию.
Фигура 1 создает впечатление о форме, какую может иметь поперечное сечение шлифуемой обрабатываемой детали. Стержневидная обрабатываемая деталь 1 в простейшей форме является бруском, имеющим форму прямоугольного параллелепипеда, с квадратными торцевыми сторонами 2 и прямоугольными продольными сторонами 3, см. фиг.1а. Предпочтительной областью применения подобного рода стержневидных обрабатываемых деталей 1 являются исполнительные звенья в механических исполнительных и переключающих устройствах. Эти исполнительные звенья могут иметь длину L между 20 и 80 мм и поперечник между 4 и 15 мм; соответственно, речь здесь идет только о примере. В качестве материала подобных стержневидных обрабатываемых деталей рассматриваются различные металлы, а также керамические конструкционные материалы. В зависимости от желаемой функции поперечное сечение может отклоняться от формы геометрически строгого квадрата (b). Так продольные ребра могут быть закруглены (с) или снабжены плоскими фасками (d). Квадратная форма может также видоизменяться в квадрат с выгнутыми гранями (е) или с вогнутыми гранями (f). Далее возможны контуры с поперечным сечением, ограниченным только дугообразными линиями (g), а также овальные контуры (h) или многоугольники соответствующего порядка (k), у которых заданные отклонения от квадратного поперечного сечения также имеют силу.
Продольный контур шлифуемой стержневидной обрабатываемой детали также никоим образом не определяется геометрически строгой формой прямоугольника, как это еще раз представлено на фигуре 2а.
Фигура 2 показывает различные варианты продольных сторон стержневидной обрабатываемой детали 1.Так, могут быть в наличии в переходе к торцевой стороне 2 также плоские фаски 2а (фиг.2b) или скругления 2b (фиг.2с). Строгая прямоугольная форма может видоизменяться в бочкообразную форму (d). Далее возможны конические продольные контуры (е), а также прямоугольная базовая форма с опущенной срединной частью (f).
Фигура 3 представляет первую форму исполнения шлифовального станка, с помощью которого возможна полная обработка стержневидной обрабатываемой детали из заготовки в форме прямоугольного параллелепипеда. На станине 4 выполнен шлифовальный стол с направляющей 5, по которой может перемещаться зажимная секция 6 параллельно этой направляющей 5 и перпендикулярно к ней. По обоим сторонам зажимной секции 6 находятся бабки 7а и 7b обрабатываемой детали, которые также могут перемещаться по направляющей. Бабки 7а и 7b обрабатываемой детали могут быть перемещаемы по отдельности или вместе. В бабках 7а и 7b обрабатываемой детали размещены зажимные кулачки 8а, 8b, которые могут приводиться во вращение. При этом предусмотрено управление, посредством которого оба соосных зажимных кулачка 8а, 8b, находящихся на удалении друг от друга, поворачиваются строго синхронно и с совпадением по фазе вращения.
На своих внешних окончаниях зажимные кулачки 8а, 8b несут каждый по фрикционной накладке 9а, 9b, которыми зажимные кулачки 8а, 8b могут сжимать стержневидную обрабатываемую деталь 1, чтобы закрепить ее, для этого смотрите также фигуру 6b. Фрикционные накладки 9а, 9b зажимных кулачков 8а, 8b выполнены из очень износоустойчивого материала, например, из твердого сплава, вследствие этого предотвращается их износ.
Бабка 10 шлифовального станка может передвигаться строго перпендикулярно к шлифовальному столу с направляющей 5 и к боковому направлению передвижения бабок 7а, 7b обрабатываемой детали и/или их зажимным кулачкам 8а, 8b. К тому же, бабка 10 шлифовального станка может поворачиваться вокруг вертикальной оси 11. Бабка 10 шлифовального станка несет два шлифовальных шпинделя 12 и 13. Первый шлифовальный шпиндель 12 несет два шлифовальных круга 14а, 14b, в то время как второй шлифовальный шпиндель 13 снабжен вторым шлифовальным кругом 15. Шлифовальные шпиндели 12 и 13 приводят шлифовальные круги 14а, b и 15, относящиеся к ним, во вращение вокруг их осей вращения 14с и 15а. Посредством вращения бабки шлифовального станка на 180° по выбору могут приводиться в свое рабочее положение первые шлифовальные круги 14а, 14b или второй шлифовальный круг 15.
В принятом в шлифовальной технике обозначении, направляющая 5 с боковым направлением передвижения зажимной секции 6 и бабок 7а, 7b обрабатываемой детали определяет ось Z. Общая ось вращения и привода 16 зажимных кулачков 8а, 8b образует ось вращения С, в то время как проходящее перпендикулярно к оси Z и оси С направление передвижения бабки 10 шлифовального станка является осью X.
Подробности первых шлифовальных кругов 14а, 14b, предусмотренных в спаренном положении, следуют из фигуры 4. Оба первых шлифовальных круга 14а, 14b расположены на общей оси вращения 14с первого шлифовального шпинделя 12 с осевым зазором D, определенным дистанционной втулкой 17. Каждый шлифовальный круг 14а, 14b состоит из основы 18а, 18b. Обе повернутые друг к другу широкие стороны 19а, 19b основ 18а, 18b имеют на своей внешней периферийной области каждый по углублению 20а, 20b, в которых находятся внешняя кольцеобразная зона 21 а, 21b с накладкой черновой обработки и внутренняя кольцеобразная зона 22а, 22b с накладкой чистовой обработки. Обе накладки 21а, 21b и 22а, 22b образуют кольцеобразное тело внутри углублений 20а, 20b. При этом внешние кольцеобразные зоны 21а, 21b с накладками черновой обработки имеют коническую форму, расширяющуюся наружу.
Фигура 5 поясняет, что уже упоминавшаяся зажимная секция 6 может перемещаться не только в направлении оси Z или оси С, а также в направлении оси X. В несущей детали 6а диаметрально расположены два погрузочных захвата 24 с регулируемым встречным движением. Своими поверхностями захвата 24а загрузочные захваты 24 приспособлены к поперечному сечению стержневидной обрабатываемой детали 1. В позиции 1 фигуры 5 загрузочные захваты 24 расходятся. В позиции 2 загрузочные захваты 24 захватили стержневидную обрабатываемую деталь 1 и выровненно устанавливаются на ней с двух сторон. Этот вид крепления имеет то преимущество, что при захвате и креплении стержневидной обрабатываемой детали 1 ее середина по длине всегда остается в той же самой горизонтальной плоскости при разных шлифовочных размерах обрабатываемой детали 1. Таким образом, в противоположность жесткому прилеганию обрабатываемой детали, здесь припуск 31 на шлифование (см. фиг.6а) не имеет влияния на положение середины обрабатываемой детали. При последующем шлифовании периферией круга припуск равномерно снимается. Как показывает позиция 3 фигуры 5, зажимная секция 6 может подать закрепленную стержневидную обрабатываемую деталь 1 вплотную к первым шлифовальным кругам 14а, 14b.
Ниже в подробностях описывается течение процесса шлифования на шлифовальном станке согласно фигуре 3.
Заготовка стержневидной обрабатываемой детали 1 передается с обычной транспортной системы на зажимную секцию 6. Там деталь, как уже описано, с помощью загрузочных захватов 24 зажимается с центрированием, смотрите позицию 2 фигуры 5. Затем зажимная секция 6 перемещается в позицию 3, до рабочей области первых шлифовальных кругов 14а, 14b. В этом первом положении крепления, очевидном из фигуры 5, проходит одновременное двойное торцевое шлифование обоих торцевых сторон 2 на стержневидной обрабатываемой детали 1. Сюда же, по направлению оси X, на стержневидную обрабатываемую деталь 1 надвигается бабка 10 шлифовального станка, смотрите фигуру 4. Внешние кольцеобразные зоны 21 а, 21b с накладкой черновой обработки шлифуют предварительно каждая свою торцевую сторону 2 стержневидной обрабатываемой детали 1. Затем внутренние кольцеобразные зоны 22а, 22b с накладками чистовой обработки пересекают каждая одну торцевую сторону 2, таким образом, торцевые стороны 2 отшлифованы окончательно.
Бабка 10 шлифовального станка возвращается потом в направлении оси Х в свое исходное положение, в то время как зажимная секция 6 занимает позицию 4 согласно фигуре 5. Стержневидная обрабатываемая деталь 1 находится в таком случае в области общей оси 16 вращения и привода обоих зажимных кулачков 8а, 8b.
Затем обе бабки 7а, 7b обрабатываемой детали перемещаются к стержневидной обрабатываемой детали 1 до тех пор, пока зажимные кулачки 8а, 8b с фрикционными накладками 9а, 9b закрепляют стержневидную обрабатываемую деталь 1 за торцевые стороны 2. В зависимости от исполнения бабок 7а, 7b обрабатываемой детали, крепление стержневидной обрабатываемой детали 1 может производиться также только посредством зажимных кулачков 8а, 8b, если они не только могут приводиться во вращение, но и могут перемещаться в осевом направлении. Затем загрузочные захваты 24 зажимной секции 6 расходятся и зажимная секция 6 для приема новой заготовки обрабатываемой детали может возвратиться в свое исходное положение соответственно позиции 1 на фигуре 5.
Преимущество этого вида переустановки состоит в том, что обрабатываемая деталь больше не должна отдельно захватываться загрузочным манипулятором. Вследствие этого может достигаться оптимальная точность для крепления между зажимными кулачками 8а, 8b; так как больше не могут иметь место другие ошибки позиционирования из-за загрузочного манипулятора.
Тем временем бабка 10 шлифовального станка была повернута вокруг вертикальной оси 11, и теперь второй шлифовальный шпиндель 13 со вторым шлифовальным кругом 15 находится в положении шлифования, то есть в области стержневидной обрабатываемой детали 1.
Стержневидная обрабатываемая деталь 1 закрепляется посредством обоих зажимных кулачков 8 а, 8b не только во втором положении крепления, но и вовлекается во вращение обоими зажимными кулачками 8а, 8b, причем общая ось 16 вращения и привода обоих зажимных кулачков 8а, 8b образует ось С процесса шлифования. Этот процесс управляемого шлифования периферией круга можно увидеть из фигуры 6. При этом фигура 6а показывает процесс шлифования сбоку. Стержневидная обрабатываемая деталь 1 для лучшего восприятия представлена в тот момент, когда задействованы оба положения крепления. Оба загрузочных захвата 24 еще прилегают по продольным сторонам стержневидной обрабатываемой детали 1, в то время как оба зажимных кулачка с помощью своих фрикционных накладок одновременно захватывают стержневидную обрабатываемую деталь 1 за ее торцевые стороны. Из перечисленного, на фигуре 6а представлена фрикционная накладка 9а. Поэтому фигура 6 поясняет, что закрепление с помощью загрузочного захвата 24 производится с центрированием, так что припуск 31 на шлифование не имеет влияния на положение середины обрабатываемой детали. Конечно, зажимные кулачки 8а, 8b могут вращать стержневидную обрабатываемую деталь 1 только тогда, когда она находится вне загрузочных захватов 24, таким образом, удержание первого положения крепления снято. В остальном фигура 6а показывает, как второй шлифовальный круг 15 надвигается в направлении оси Х на периферию стержневидной обрабатываемой детали 1 и подается на врезание.
Фигура 6b показывает сверху состояние шлифования периферией круга во втором положении закрепления, причем зажимные кулачки 8а, 8b закрепляют стержневидную обрабатываемую деталь 1 и одновременно вращают ее. Общая ось 16 вращения и привода образует ось С процесса шлифования. Второй шлифовальный круг 15 перекрывает своей осевой шириной В длину L стержневидной обрабатываемой детали 1.
Производится шлифование периферией круга по принципу С-Х-интерполяции, причем каждому положению вращения стержневидной обрабатываемой детали 1 соответствует определенное расстояние в направлении оси Х между осью С и осью вращения 15а второго шлифовального круга. Этот процесс знаком специалисту по принципу известного профильного шлифования с помощью ЧПУ типа CNC и здесь становится не нуждающимся в более подробном описании. Очевидно, по этому принципу могут выполняться поперечные сечения, представленные на фигуре 1 и подобные им. Встречное движение обрабатываемой детали 1 и второго шлифовального круга 15 производится при этом посредством перемещения бабки 10 шлифовального станка в направлении оси X. Предварительное и окончательное шлифование может происходить единственным вторым шлифовальным кругом 15. Но возможно также разместить на втором шлифовальном шпинделе 13 два шлифовальных круга, из которых один служит для предварительного, а другой - для окончательного шлифования.
Различные продольные контуры, представленные на фигуре 2, можно получить, соответственно профилируя контур периферии 15b второго шлифовального круга 15, см. фиг.2d. В частности, допускается одновременно шлифовать при прохождении контура и в том же самом закреплении со шлифованием продольных сторон 3 также и торцевые фаски 2а или округления 2b на стержневидной обрабатываемой детали 1. Для этого контур периферии 15b второго шлифовального круга 15 должен быть соответственно сформован, см. фиг.2b.
Очевидно, зажимная секция 6 в процессе осуществления метода, соответствующего изобретению, выполняет изменяющиеся задачи. Вначале она служит в качестве транспортного средства, подающего стержневидную обрабатываемую деталь 1 в рабочую область первых шлифовальных кругов 14а, 14b. Там она служит одновременно в качестве устройства крепления, которое обеспечивает первое положение крепления стержневидной обрабатываемой детали 1 при шлифовании торцевых сторон. Затем зажимная секция 6 служит снова в качестве подающего средства, которое доставляет стержневидную обрабатываемую деталь 1 в область обоих зажимных кулачков 8а, 8b соответственно позиции 4 на фигуре 5. После этого, закрепление во втором положении крепления для выполнения шлифования периферией круга берется на себя зажимными кулачками 8а, 8b. В таком случае, зажимная секция 6 выполнила свои задачи по первой стержневидной обрабатываемой детали 1 и перемещается назад в позицию 1 для приема следующей заготовки обрабатываемой детали.
Описываемое здесь шлифование периферией круга предоставляет особое преимущество. Если стержневидная обрабатываемая деталь 1 имеет в поперечном направлении слоистое строение, как это ценно для некоторых случаев применения, например, в пьезоэлектрических исполнительных элементах (Piezo-Aktoren). Могут быть предусмотрены чередующиеся слои различных конструкционных материалов. В противоположность плоскому продольному шлифованию при шлифовании периферией круга конструкционные материалы отдельных слоев не загрязняются друг другом в области боковых поверхностей.
В представленном на фигуре 7 варианте шлифовального станка, соответствующего изобретению, вместо бабки шлифовального станка с двумя шлифовальными шпинделями предусматривается единственный блок шлифовальных кругов, содержащий первые шлифовальные круги 14а, 14b и второй шлифовальный круг 15 на общей оси вращения 25. Этот блок шлифовальных кругов находится на общем шлифовальном шпинделе 26. Бабки обрабатываемой детали обозначены на фигуре позициями 27а, 27b, зажимные кулачки - позициями 28а, 28b, а фрикционные накладки на зажимные кулачки - позициями 29а, 29b. В сравнении с первым примером осуществления остается неизменным процесс двойного торцевого шлифования в первом положении крепления стержневидной обрабатываемой детали 1. Для перевода обрабатываемой детали 1 во второе положение крепления требуется встречное осевое перемещение общего шлифовального шпинделя 26 и бабок 27а, 27b обрабатываемой детали. Но и здесь может быть достаточным сделать перемещаемыми в осевом направлении подвижные зажимные кулачки 28а, 28b бабок 27а, 27b обрабатываемой детали.
Процесс шлифования периферией круга во втором положении крепления проходит затем опять также, как было описано для первого варианта осуществления.
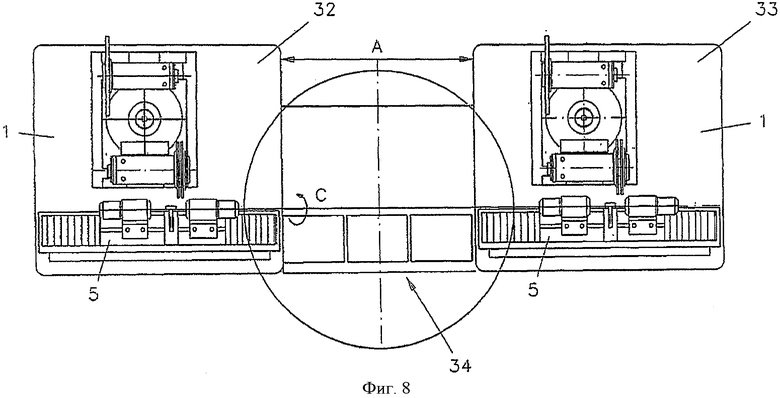
Фигура 8 показывает конструктивное объединение двух шлифовальных станков 32, 33, соответствующих изобретению, в одну шлифовальную секцию. Оба шлифовальных станка 32, 33 устанавливаются с соблюдением расстояния А рядом друг с другом в спаренном положении и таким образом, что направление их шлифовальных столов с направляющими 5 и их оси С должны быть идентичными. Между обоими шлифовальными станками 32, 33 размещена загрузочная ячейка 34, обеспечивающая оба шлифовальных станка заготовками стержневидных обрабатываемых деталей 1. Благодаря этому снижаются далее капитальные вложения и занимаемая площадь и сохраняется преимущество обслуживания только с передней стороны.
Перечень позиций

Способ заключается в том, что деталь закрепляют по продольным сторонам в первом положении, обе торцевые стороны детали синхронно шлифуют окончательно посредством двойного торцевого шлифования, затем закрепленную деталь подают в пространство между двумя соосными зажимными кулачками, находящимися на расстоянии друг от друга, и закрепляют по торцевым сторонам во втором положении, в связи с чем удержание первого положения снимают с продольных сторон, зажимные кулачки синхронно и управляемо вовлекают во вращение, а продольные стороны детали предварительно и окончательно шлифуют посредством шлифования периферией круга с управлением ЧПУ, для снятия удержания второго положения зажимные кулачки расходятся и деталь передается в выгружное устройство. Станок содержит станину с направляющей, на которой расположены две бабки детали, выполненные с возможностью передвижения и установки в различные положения по отдельности или вместе, в бабках расположены зажимные кулачки, зажимные поверхности которых повернуты друг к другу, каждая бабка имеет привод вращения с электродвигателем для зажимного кулачка, причем ось вращения и привода для обоих зажимных кулачков является геометрически идентичной и образует ось процесса шлифования, предусмотрено устройство управления с возможной функцией - переводить оба зажимных кулачка в синхронное, совпадающее по фазе вращательное движение, и с другой возможной функцией - закреплять деталь между зажимными кулачками посредством их совместного наезда на торцевые стороны детали. По одному варианту на станине расположена бабка шлифовального станка, выполненная с возможностью поворачивания вокруг вертикальной оси. По другому варианту на станине расположен шлифовальный шпиндель с блоком шлифовальных кругов, выполненный с возможностью управления передвижением в направлении, перпендикулярном оси зажимных кулачков. Шлифовальная секция содержит два шлифовальных станка, размещенных рядом друг с другом, причем стороны обслуживания последовательно совмещены или повернуты друг к другу, а в промежуточном пространстве между обоими станками размещена общая загрузочная ячейка. Технический результат: повышение экономичности массового производства. 4 н. и 14 з.п. ф-лы, 8 ил.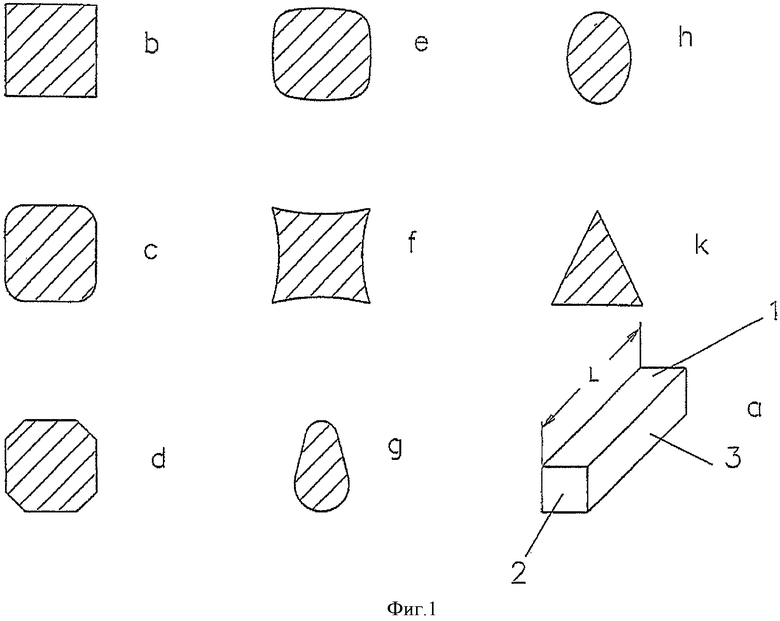
1. Способ шлифования стержневидных обрабатываемых деталей (1), имеющих некруглое, образованное ровными и/или дугообразными линиями поперечное сечение и плоские, проходящие параллельно друг другу торцевые стороны (2), при котором стержневидную обрабатываемую деталь (1) закрепляют по своим продольным сторонам (3) в первом положении крепления, обе торцевые стороны (2) стержневидной обрабатываемой детали (1) синхронно шлифуют окончательно посредством двойного торцевого шлифования, закрепленную стержневидную обрабатываемую деталь (1) подают в пространство между двумя соосными зажимными кулачками (8а, 8b; 28а, 28b), находящимися на расстоянии друг от друга, и закрепляют кулачками по торцевым сторонам (2) во втором положении крепления, в связи с чем удержание первого положения крепления снимают с продольных сторон (3), зажимные кулачки (8а, 8b; 28а, 28b) синхронно и управляемо вовлекают во вращение, а продольные стороны (3) стержневидной обрабатываемой детали (1) предварительно и окончательно шлифуют посредством шлифования периферией круга с управлением ЧПУ типа CNC, причем ось С образована общей осью вращения и привода (16; 30) обоих зажимных кулачков (8а, 8b; 28а, 28b), а ось Х проходит перпендикулярно к оси С, для снятия удержания второго положения крепления зажимные кулачки (8а, 8b; 28а, 28b) расходятся и стержневидная обрабатываемая деталь (1) передается в выгружное устройство.
2. Способ по п.1, характеризующийся тем, что для двойного торцевого шлифования торцевых сторон (2) стержневидную обрабатываемую деталь (1) в своем первом положении крепления подают на два вращающихся, соосных первых шлифовальных круга (14а, 14b), находящихся на осевом удалении D друг от друга, причем продольное направление стержневидной обрабатываемой детали (1) проходит параллельно общей оси вращения (14с; 25) первых шлифовальных кругов (14а, 14b), торцевое шлифование производят посредством встречного движения стержневидной обрабатываемой детали (1) и первых шлифовальных кругов (14а, 14b) в направлении оси X, при встречном движении обе торцевые стороны (2) стержневидной обрабатываемой детали (1) проходят, шлифуясь подряд расположенными на повернутых друг к другу широких сторонах (19а, 19b) первых шлифовальных кругов (14а, 14b) внешними кольцеобразными зонами (21а, 21b) с накладкой черновой обработки и затем прилегающими к ним внутренними кольцеобразными зонами (22а, 22b) с накладкой чистовой обработки.
3. Способ по п.2, характеризующийся тем, что продольные стороны (3) стержневидной обрабатываемой детали (1) в ее втором положении крепления шлифуют посредством по меньшей мере одного вращающегося второго шлифовального круга (15), ось вращения (15а) которого проходит параллельно общей оси вращения и привода (16) обоих зажимных кулачков (8а, 8b), причем первые и второй шлифовальные круги (14а, 14b, 15) приводят в положение шлифования и снова удаляют из него посредством поворачивания общей бабки (10) шлифовального станка, на которой размещены первые и второй шлифовальные круги (14а, 14b, 15) с проходящими параллельно друг другу осями вращения (14с, 15а).
4. Способ по п.2, характеризующийся тем, что продольные стороны (3) стержневидной обрабатываемой детали (1) в ее втором положении крепления шлифуют посредством по меньшей мере одного вращающегося второго шлифовального круга (15), имеющего общую ось вращения (25) с первыми шлифовальными кругами (14а, 14b), причем стержневидную обрабатываемую деталь (1) подают из своего положения шлифования первыми шлифовальными кругами (14а, 14b) в положение шлифования вторым шлифовальным кругом (15), при этом стержневидную обрабатываемую деталь (1), находящуюся в своем первом положении крепления, выводят в направлении оси Х наружу из области первых шлифовальных кругов (14а, 14b) и меняют первое положение крепления на второе положение крепления; причем стержневидную обрабатываемую деталь, находящуюся во втором положении крепления, и первые и второй шлифовальные круги (14а, 14b, 15), имеющие общую ось вращения (25), перемещают параллельно относительно друг друга, до тех пор, пока стержневидная обрабатываемая деталь находится в рабочей области второго шлифовального круга (15).
5. Способ по одному из пп.1-3, характеризующийся тем, что стержневидную обрабатываемую деталь, находящуюся в своем первом положении крепления, захватывают, по меньшей мере, двумя находящимися на подвижной зажимной секции (6) загрузочными захватами (24), приспособленными к поперечному сечению стержневидной обрабатываемой детали (1), которые выровненно накладывают напротив друг друга на продольные стороны (3) стержневидной обрабатываемой детали (1).
6. Способ по п.5, характеризующийся тем, что зажимная секция (6) выполнена управляемой и подвижна по направлениям оси Х и оси С.
7. Способ по п.5, характеризующийся тем, что выровненные загрузочные захваты (24) служат также для обнаружения припуска (31) на шлифование, который назначен для выполнения процесса шлифования периферией круга во втором положении крепления.
8. Способ по одному из пп.1, 2 и 4, характеризующийся тем, что стержневидную обрабатываемую деталь, находящуюся в своем первом положении крепления, захватывают, по меньшей мере, двумя находящимися на подвижной зажимной секции (6) загрузочными захватами (24), приспособленными к поперечному сечению стержневидной обрабатываемой детали (1), которые выровненно накладывают напротив друг друга на продольные стороны (3) стержневидной обрабатываемой детали (1).
9. Способ по п.8, характеризующийся тем, что зажимная секция (6) выполнена управляемой и подвижна по направлениям оси Х и оси С.
10. Способ по п.9, характеризующийся тем, что выровненные загрузочные захваты (24) служат также для обнаружения припуска (31) на шлифование, который назначен для выполнения процесса шлифования периферией круга во втором положении крепления.
11. Шлифовальный станок для шлифования стержневидных обрабатываемых деталей (1), имеющих некруглое, образованное ровными и/или дугообразными линиями поперечное сечение и плоские, проходящие параллельно друг другу торцевые стороны (2), для осуществления способа по одному из пп.3, 5-7, в котором на станине (4) выполнена направляющая (5), на которой расположены две бабки (7а, 7b) обрабатываемой детали, выполненные с возможностью передвижения и установки в различные положения по отдельности или вместе, в бабках (7а, 7b) обрабатываемой детали расположены зажимные кулачки (8а, 8b), зажимные поверхности которых повернуты друг к другу, каждая бабка (7а, 7b) обрабатываемой детали имеет привод вращения с электродвигателем для находящегося на ней зажимного кулачка (8а, 8b), причем ось вращения и привода (16) для обоих зажимных кулачков (8а, 8b) является геометрически идентичной и образует ось С процесса шлифования, предусмотрено устройство управления с возможной функцией - переводить оба зажимных кулачка (8а, 8b) в синхронное, совпадающее по фазе вращательное движение, и с другой возможной функцией - закреплять стержневидную обрабатываемую деталь (1) между зажимными кулачками (8а, 8b) посредством совместного наезда зажимных кулачков (8а, 8b) на торцевые стороны (2) стержневидной обрабатываемой детали (1), на станине (4) расположена бабка (10) шлифовального станка, выполненная с возможностью поворачивания вокруг вертикальной оси (11) и с возможностью управляемого передвижения в направлении, перпендикулярном оси С, причем ее направление передвижения определяется осью Х процесса шлифования, бабка (10) шлифовального станка содержит первый (12) и второй (13) шлифовальные шпиндели, выполненные с возможностью привода по выбору в положение шлифования посредством поворота бабки (10) шлифовального станка вокруг вертикальной оси (11), на первом (12) шлифовальном шпинделе расположены два первых (14а, 14b) шлифовальных круга с общей осью вращения (14 с), причем удаление D относительно друг друга соответствует длине L стержневидной обрабатываемой детали (1), на втором (13) шлифовальном шпинделе расположен, по меньшей мере, один второй (15) шлифовальный круг, осевая ширина В которого перекрывает длину L стержневидной обрабатываемой детали (1), на направляющей (5) между бабками (7а, 7b) обрабатываемой детали расположена зажимная секция (6), которая с несущей деталью (6а) может управляемо перемещаться в направлении оси X, и имеет самоцентрирующийся загрузочный захват (24), находящийся на несущей детали (6а), зажимная станция (6) выполнена с возможностью закрепления стержневидной обрабатываемой детали (1) по ее продольным сторонам (3) (первое положение крепления) и перемещения детали с продольным направлением, проходящим параллельно оси С, из положения загрузки в положение шлифования для выполнения торцевого шлифования ее свободных торцевых сторон (2) повернутыми друг к другу широкими сторонами первых (14а, 14b) шлифовальных кругов и оттуда - в позицию передачи в область зажимных кулачков (8а, 8b), которыми деталь принимается на крепление (второе положение закрепления), устройство управления выполнено с возможностью осуществления шлифования периферией круга, управляемое ЧПУ типа CNC по принципу С-Х-интерполяции, вторым (15) шлифовальным кругом, находящимся в положении шлифования, ось вращения которого (15а) проходит параллельно оси С.
12. Шлифовальный станок для шлифования стержневидных обрабатываемых деталей (1), имеющих некруглое, образованное ровными и/или дугообразными линиями поперечное сечение и плоские, проходящие параллельно друг другу торцевые стороны (2), для осуществления способа по одному из пп.4, 8-10, в котором на станине (4) выполнена направляющая (5), на которой расположены две бабки (7а, 7b) обрабатываемой детали, выполненные с возможностью передвижения и установки в различные положения по отдельности или вместе, в бабках (7а, 7b) обрабатываемой детали расположены зажимные кулачки (8а, 8b), зажимные поверхности которых повернуты друг к другу, каждая бабка (7а, 7b) обрабатываемой детали имеет привод вращения с электродвигателем для находящегося на ней зажимного кулачка (8а, 8b), причем ось вращения и привода (16) для обоих зажимных кулачков (8а, 8b) является геометрически идентичной и образует ось С процесса шлифования, предусмотрено устройство управления с возможной функцией - переводить оба зажимных кулачка (8а, 8b) в синхронное, совпадающее по фазе вращательное движение, и с другой возможной функцией - закреплять стержневидную обрабатываемую деталь (1) между зажимными кулачками (8а, 8b) посредством совместного наезда зажимных кулачков (8а, 8b) на торцевые стороны (2) стержневидной обрабатываемой детали (1), на станине (4) расположен шлифовальный шпиндель (26) с блоком шлифовальных кругов, выполненный с возможностью управления передвижением в направлении, перпендикулярном оси С, причем направление передвижения шлифовального шпинделя (26) определяется осью Х процессов шлифования, блок шлифовальных кругов содержит два первых (14а, 14b) шлифовальных круга, осевое удаление D которых относительно друг друга соответствует длине L стержневидной обрабатываемой детали (1), и один второй (15) шлифовальный круг, осевая ширина В которых перекрывает длину L стержневидной обрабатываемой детали (1), все шлифовальные круги (14а, 14b, 15) расположены на общей оси вращения (25), на направляющей (5) между бабками (7а, 7b) обрабатываемой детали расположена зажимная секция (6), выполненная с возможностью управления перемещением с несущей деталью (6а) в направлении оси Х и в направлению оси С, и имеет самоцентрирующийся загрузочный захват (24), расположенный на несущей детали (6а), зажимная станция (6) выполнена с возможностью закрепления стержневидной обрабатываемой детали (1) по ее продольным сторонам (3) (первое положение крепления) и перемещения этой детали с продольным направлением, проходящим параллельно оси С, из положения загрузки в положение шлифования для выполнения торцевого шлифования ее свободных торцевых сторон (2) повернутыми друг к другу широкими сторонами первых (14а, 14b) шлифовальных кругов и оттуда - в позицию передачи в область зажимных кулачков (8а, 8b), которыми деталь принимается на крепление (второе положение крепления), устройство управления настроено на обеспечение шлифования периферией круга, управляемое ЧПУ типа CNC по принципу С-Х-интерполяции, вторым (15) шлифовальным кругом, находящимся в положении шлифования, чья ось вращения (15а) проходит параллельно оси С.
13. Шлифовальный станок по п.11 или 12, характеризующийся тем, что контур (15b) периферии второго (15) шлифовального круга, перекрывающего длину L стержневидной обрабатываемой детали (1), выполнен отклоняющимся от цилиндрической формы и соответствует продольному контуру окончательно отшлифованной стержневидной обрабатываемой детали (1).
14. Шлифовальный станок по п.13, характеризующийся тем, что контур (15b) периферии второго (15) шлифовального круга также отформован соответственно профилю торцевой фаски (2а) или торцевого округления (2b), которые должны сошлифовываться на стержневидной обрабатываемой детали (1).
15. Шлифовальный станок по одному из пп.11-14, характеризующийся тем, что предусмотрены зажимные кулачки (8а, 8b; 28a, 28b) с фрикционными накладками (9а, 9b; 29a, 29b) для контакта с торцевыми сторонами (2) стержневидной обрабатываемой детали (1).
16. Шлифовальный станок по одному из пп.11-15, характеризующийся тем, что обе повернутые друг к другу широкие стороны первых (14а, 14b) шлифовальных кругов имеют в своей внешней периферийной области каждый по внешней кольцеобразной зоне (21а, 21b) с накладкой черновой обработки и внутреннюю кольцеобразную зону (22а, 22b) с накладкой чистовой обработки, причем осевое удаление относительно друг друга обоих внешних кольцеобразных зон (21а, 21b) увеличивается к внешнему обводу круга.
17. Шлифовальный станок по одному из пп.8-14, характеризующийся тем, что на несущей детали (6а) зажимной секции (6) диаметрально расположены, по меньшей мере, два загрузочных захвата (24), и поверхности захвата (24а) загрузочного захвата (24) приспособлены под поперечное сечение стержневидной обрабатываемой детали (1).
18. Шлифовальная секция, в которой два шлифовальных станка (32, 33) по одному из пп.11-17 размещены рядом друг с другом, причем стороны обслуживания последовательно совмещены или повернуты друг к другу, а в промежуточном пространстве между обоими шлифовальными станками (32, 33) размещена общая загрузочная ячейка (34).
| Способ получения -оксиметил-2-нитроимидазола | 1976 |
|
SU576043A3 |
| Устройство для шлифования торцов цилиндрических деталей | 1977 |
|
SU645817A1 |
| Устройство для бескопирной обработки профильных валов и втулок с равноосным контуром | 1976 |
|
SU666053A1 |
| Устройство для обработки заготовок многоугольной формы с равноосным контуром | 1987 |
|
SU1553345A1 |
| СПОСОБ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ТОРЦОВ ДЕТАЛЕЙ | 1994 |
|
RU2073595C1 |

