Изобретение относится к средствам бронезащиты, а именно к керамокомпозитной бронепанели и может быть использовано для изготовления средств индивидуальной защиты в виде бронежилетов, бронещитов, броненакладок и др. от бронебойных пуль стрелкового оружия и осколков разорвавшихся боезарядов, а также при защите стационарных объектов и транспортных средств.
Известна пулезащитная бронепанель, содержащая тыльную слоистую подложку, на которой последовательно размещены промежуточный слой, в котором находится в состоянии всестороннего сжатия керамическая плитка, и фронтальная оболочка антирикошетного внешнего слоя из ткани на основе арамидных нитей, (см. патент РФ №2190823, МПК F41Н 1/02, F41Н 5/04, 2002 г.).
Однако известная пулезащитная бронепанель при своем использовании имеет следующие недостатки:
- обладает недостаточной эффективностью защиты человека от поражения пулей или осколков разорвавшихся боезарядов,
- обладает недостаточной живучестью (число попаданий без пробития бронепанели на единицу площади керамической плитки составляет одно попадание пули на 1 дм2 поверхности),
- обладает недостаточными показателями за броневой контузионной травматичности.
- не обеспечивает заданное поглощение энергии при краевом воздействии на керамическую плитку бронепанели пулями стрелкового оружия.
Задачей изобретения является создание керамокомпозитной бронепанели.
Техническим результатом является достижение высокой эффективности защиты человека от поражения пулей или осколков разорвавшихся боеприпасов, достижение заданной живучести бронепанели с числом попаданий без пробития защитной структуры с использованием бронепанели на единицу площади керамической плитки до трех попаданий пули на 1 дм2 поверхности, достижение снижения показателей за броневой контузионной травматичности, а также обеспечение заданного поглощения энергии при краевом воздействии на керамическую плитку бронепанели.
Технический результат достигается тем, что предложена керамокомпозитная бронепанель, содержащая тыльную многослойную композитную подложку, на которой последовательно размещены промежуточный слой с керамическими плитками в состоянии всестороннего сжатия, а также фронтальная оболочка антирикошетного внешнего слоя из ткани на основе арамидных нитей, при этом края тыльной подложки выполнены загнутыми по всему периму выгнутой в вертикальном направлении бронепанели, тыльная многослойная подложка выполнена из однонаправленных высокомодульных арамидных нитей, скрепленных нитями изотактического полипропилена с плотностью 905-910 кг/м3 термическим прессованием при соотношении арамидной нити и изотактического полипропилена (2,85-3,25):1,0, причем число слоев тыльной многослойной композитной подложки составляет от 40 до 60, при этом каждый последующий слой тыльной многослойной подложки развернут на 90°, а арамидные нити с плотностью 29,4-110 текс выполнены из арамидных моноволокон с линейной плотностью элементарного волокна 0,08-0,66 текс, с числом филаментов от 48 до 40000 при диаме филамента 1-28 мкм, с пределом прочности 48 арамидных филаментов на разрыв 0,3-3,2 ГПа, модулем упругости 120-146 ГПа, разрывным удлинением 3-4% и коэффициентом вариации по прочности 4-8%, на внутренней поверхности тыльной многослойной композитной подложки под панелью керамических плиток размещен промежуточный слой из высокомодульной арамидной ткани, нити которой выполнены по основе и утку с круткой 230-270 круток/м, а между слоями промежуточного слоя дополнительно размещены стальные полосы из броневой стали 45Х2НМФБА (ст. 96) с твердостью не менее 54-56 HRC и толщиной полосы 1,1-1,3 мм, причем стальные полосы бронепанели размещены в поперечном направлении с перекрытием поперечных стыков керамических плиток на 10-11 мм, а керамические плитки бронепанели в состоянии всестороннего сжатия закреплены в промежуточном слое над стальными полосами последовательно, со смещением каждого последующего ряда керамических плиток на половину ширины керамической плитки предыдущего ряда, тыльная многослойная композитная подложка выполнена толщиной 6-12 мм при толщине керамических плиток 7-12 мм При этом арамидные нити с высоким модулем упругости выполнены на основе полипарафенилентерефталамидных, полиметафенилентерефталамидных, сополипарафенилентерефталамидных или сополипарафениленбензимидазолтерефталамидных волокон. При этом стальные полосы промежуточного слоя выполнены из стали ст. 45Х2НМФБА (ст. 96). При этом керамическая плитка в состоянии всестороннего сжатия за счет загнутых краев тыльной многослойной композитной подложки выполнена из карбида бора, карбида кремния, оксида алюминия, карбида титана или нитрида титана с размером частиц менее 0,03 мкм.
Среди существенных признаков, характеризующих предложенную керамокомпозитную бронепанель, отличительными являются:
- выполнение краев тыльной подложки загнутыми по всему периму выгнутой в вертикальном направлении бронепанели,
- выполнение тыльной многослойной подложки из однонаправленных высокомодульных арамидных нитей, скрепленных нитями изотактического полипропилена с плотностью 905-910 кг/м3 термическим прессованием при соотношении арамидной нити и изотактического полипропилена (2,85-3,25):1,0,
- число слоев тыльной многослойной композитной подложки составляет от 40 до 60, при этом каждый последующий слой тыльной многослойной подложки развернут на 90°,
- выполнение арамидных нитей многослойной композитной подложки с плотностью 29,4-110 текс из арамидных моноволокон с линейной плотностью элементарного волокна 0,08-0,66 текс, с числом филаментов от 48 до 40000 при диаме филамента 1-28 мкм, с пределом прочности 48 арамидных филаментов на разрыв 0,3-3,2 ГПа, модулем упругости 120-146 ГПа, разрывным удлинением 3-4% и коэффициентом вариации по прочности 4-8%,
- размещение на внутренней поверхности тыльной многослойной композитной подложки под панелью керамических плиток промежуточного слоя из высокомодульной арамидной ткани, нити которой выполнены по основе и утку с круткой 230-270 круток/м,
- дополнительное размещение между слоями промежуточного слоя стальных полос из броневой стали 45Х2НМФБА (ст. 96) с твердостью не менее 54-56 HRC и толщиной полосы 1,1-1,3 мм,
- размещение стальных полос бронепанели в поперечном направлении с перекрытием поперечных стыков керамических плиток на 10-11 мм,
- закрепление керамических плиток бронепанели в состоянии всестороннего сжатия в промежуточном слое над стальными полосами последовательно, со смещением каждого последующего ряда керамических плиток на половину ширины керамической плитки предыдущего ряда,
- выполнение тыльной многослойной композитной подложки толщиной 6-12 мм при толщине керамических плиток 7-12 мм,
- выполнение арамидных нитей с высоким модулем упругости на основе полипарафенилентерефталамидных, полиметафенилентерефталамидных, сополипарафенилентерефталамидных или сополипарафениленбензимидазолтерефталамидных волокон,
- выполнение стальных полос промежуточного слоя из стали ст. 45Х2НМФБА (ст. 96).
- выполнение керамической плитки в состоянии всестороннего сжатия за счет загнутых краев тыльной многослойной композитной подложки из карбида бора, карбида кремния, оксида алюминия, карбида титана или нитрида титана с размером частиц менее 0,03 мкм.
Экспериментальные исследования предложенной керамокомпозитной бронепанели в реальных условиях показали ее высокую эффективность. Керамокомпозитная бронепанель при своем использовании обеспечила достижение высокой эффективности защиты человека от поражения пулей или осколков разорвавшихся боеприпасов, обеспечила достижение заданной живучести бронепанели с числом попаданий без пробития защитной структуры на единицу площади керамической плитки до трех попаданий пули на 1 дм2 поверхности, обеспечила снижение показателей за броневой контузионной травматичности, а также обеспечила заданное поглощение энергии при краевом воздействии на керамическую плитку бронепанели.
Сущность предложенной керамокомпозитной бронепанели поясняется чертежами, где на фиг. 1 показан общий вид предложенной бронепанели, а на фиг. 2 показан поперечный разрез предложенной бронепанели.
Керамокомпозитная бронепанель содержит тыльную многослойную композитную подложку 1 с загнутыми по всему периму выгнутой наружу в вертикальном направлении бронепанели краями 2. Тыльная многослойная композитная подложка 1 выполнена из однонаправленных высокомодульных арамидных нитей, скрепленных нитями изотактического полипропилена с плотностью 905-910 кг/м3 термическим прессованием при соотношении арамидной нити и изотактического полипропилена (2,85-3,25):1,0. Тыльная многослойная композитная подложка выполнена толщиной 6-12 мм при толщине керамических плиток 7-12 мм.
Число слоев тыльной многослойной композитной подложки составляет от 40 до 60, при этом каждый последующий слой тыльной многослойной подложки развернут на 90°. Арамидные нити с плотностью 29,4-110 текс выполнены из арамидных моноволокон с линейной плотностью элементарного волокна 0,08-0,66 текс, с числом филаментов от 48 до 40000 при диаме филамента 1-28 мкм, с пределом прочности 48 арамидных филаментов на разрыв 0,3-3,2 ГПа, модулем упругости 120-146 ГПа, разрывным удлинением 3-4% и коэффициентом вариации по прочности 4-8%. При этом арамидные нити с высоким модулем упругости выполнены на основе полипарафенилентерефталамидных, полиметафенилентерефталамидных, сополипарафенилентерефталамидных или сополипарафениленбензимидазолтерефталамидных волокон.
На внутренней поверхности тыльной многослойной композитной подложки 1 под панелью керамических плиток 3 размещен промежуточный слой из высокомодульной арамидной ткани (на фиг. не показан), нити которой выполнены по основе и утку с круткой 230-270 круток/м. Между слоями промежуточного слоя дополнительно размещены стальные полосы 2 из броневой стали 45Х2НМФБА (ст. 96) с твердостью не менее 54-56 HRC и толщиной полосы 1,1-1,3 мм. При этом стальные полосы 2 промежуточного слоя выполнены из стали ст. 45Х2НМФБА (ст. 96) по ТУ 14-105-743-2005 и размещены в поперечном направлении с перекрытием поперечных стыков керамических плиток на 10-11 мм.
Керамические плитки 3 бронепанели в состоянии всестороннего сжатия закреплены в промежуточном слое над стальными полосами 2 последовательно, со смещением каждого последующего ряда керамических плиток 3 на половину ширины керамической плитки предыдущего ряда. При этом керамическая плитка в состоянии всестороннего сжатия за счет загнутых краев тыльной многослойной композитной подложки выполнена из карбида бора, карбида кремния, оксида алюминия, карбида титана или нитрида титана с размером частиц менее 0,03 мкм.
Внешний антирикошетный слой 4 фронтальной оболочки керамокомпозитной бронепанели выполнен из ткани промежуточного слоя.
Реализация предложенной керамокомпозитной бронепанели иллюстрируется следующими практическими примерами.
Пример 1. Изготовили керамокомпозитную бронепанель, края тыльной многослойной композитной подложки выполнили загнутыми по всему периму выгнутой наружу в вертикальном направлении бронепанели. При этом тыльную многослойную композитную подложку выполнили из однонаправленных высокомодульных арамидных нитей, скрепленных нитями изотактического полипропилена с плотностью 905 кг/м3 термическим прессованием при соотношении арамидной нити и изотактического полипропилена 2,85:1,0. Тыльную многослойную композитную подложку выполнили толщиной 12 мм при толщине керамических плиток 7 мм, с числом слоев тыльной многослойной композитной подложки 60, при этом каждый последующий слой тыльной многослойной подложки развернут на 90°.
Арамидные нити тыльной многослойной подложки с плотностью 29,4 текс выполнили из арамидных моноволокон с линейной плотностью элементарного волокна 0,66 текс, с числом филаментов в нити 48 штук при диаме филамента 28 мкм, с пределом прочности 48 арамидных филаментов на разрыв 1,8 ГПа, модулем упругости 146 ГПа, разрывным удлинением 4% и коэффициентом вариации по прочности 4%. При этом арамидные нити с высоким модулем упругости выполнили на основе полипарафенилентерефталамидных волокон.
На внутренней поверхности тыльной многослойной композитной подложки 1 под панелью керамических плиток 3 размещен промежуточный слой из высокомодульной арамидной ткани, нити которой выполнили по основе и утку с круткой 270 круток/м. Между слоями промежуточного слоя дополнительно разместили стальные полосы 2 из броневой стали 45Х2НМФБА (ст. 96) с твердостью не менее 54-56 HRC и толщиной полосы 1,3 мм. При этом стальные полосы 2 промежуточного слоя выполнили из стали ст. 45Х2НМФБА (ст. 96) по ТУ 14-105-743-2005 и разместили в поперечном направлении с перекрытием поперечных стыков керамических плиток на 10 мм.
Керамические плитки 3 бронепанели в состоянии всестороннего сжатия закрепили в промежуточном слое над стальными полосами 2 последовательно, со смещением каждого последующего ряда керамических плиток 3 на половину ширины керамической плитки предыдущего ряда. При этом керамические плитки в состоянии всестороннего сжатия за счет загнутых краев тыльной многослойной композитной подложки выполнили из карбида бора с размером частиц менее 0,03 мкм.
Внешний антирикошетный слой 4 фронтальной оболочки керамокомпозитной бронепанели выполнен из ткани промежуточного слоя.
Пример 2. Изготовили керамокомпозитную бронепанель, края тыльной многослойной композитной подложки выполнили загнутыми по всему периму выгнутой наружу в вертикальном направлении бронепанели. При этом тыльную многослойную композитную подложку выполнили из однонаправленных высокомодульных арамидных нитей, скрепленных нитями изотактического полипропилена с плотностью 907 кг/м3 термическим прессованием при соотношении арамидной нити и изотактического полипропилена 3,25:1,0. Тыльную многослойную композитную подложку выполнили толщиной 6 мм при толщине керамических плиток 12 мм с числом слоев тыльной многослойной композитной подложки 40, при этом каждый последующий слой тыльной многослойной подложки развернут на 90°.
Арамидные нити тыльной многослойной подложки с плотностью 110 текс выполнили из арамидных моноволокон с линейной плотностью элементарного волокна 0,34 текс, с числом филаментов в нити 40000 штук при диаме филамента 1 мкм, с пределом прочности 48 арамидных филаментов на разрыв 0,3 ГПа, модулем упругости 120 ГПа, разрывным удлинением 3% и коэффициентом вариации по прочности 8%. При этом арамидные нити с высоким модулем упругости выполнили на основе полипарафенилентерефталамидных волокон.
На внутренней поверхности тыльной многослойной композитной подложки 1 под панелью керамических плиток 3 размещен промежуточный слой из высокомодульной арамидной ткани, нити которой выполнили по основе и утку с круткой 250 круток/м. Между слоями промежуточного слоя дополнительно разместили стальные полосы 2 из броневой стали 45Х2НМФБА (ст. 96) с твердостью не менее 54-56 HRC и толщиной полосы 1,1 мм. При этом стальные полосы 2 промежуточного слоя выполнили из стали ст. 45Х2НМФБА (ст. 96) по ТУ 14-105-743-2005 и разместили в поперечном направлении с перекрытием поперечных стыков керамических плиток на 11 мм.
Керамические плитки 3 бронепанели в состоянии всестороннего сжатия закрепили в промежуточном слое над стальными полосами 2 последовательно, со смещением каждого последующего ряда керамических плиток 3 на половину ширины керамической плитки предыдущего ряда. При этом керамические плитки в состоянии всестороннего сжатия за счет загнутых краев тыльной многослойной композитной подложки выполнили из карбида титана с размером частиц менее 0,03 мкм.
Внешний антирикошетный слой 4 фронтальной оболочки керамокомпозитной бронепанели выполнен из ткани промежуточного слоя.
Пример 3. Изготовили керамокомпозитную бронепанель, края тыльной многослойной композитной подложки выполнили загнутыми по всему периму выгнутой наружу в вертикальном направлении бронепанели. При этом тыльную многослойную композитную подложку выполнили из однонаправленных высокомодульных арамидных нитей, скрепленных нитями изотактического полипропилена с плотностью 910 кг/м3 термическим прессованием при соотношении арамидной нити и изотактического полипропилена 3,05:1,0. Тыльную многослойную композитную подложку выполнили толщиной 8 мм при толщине керамических плиток 10 мм с числом слоев тыльной многослойной композитной подложки 50, при этом каждый последующий слой тыльной многослойной подложки развернут на 90°.
Арамидные нити тыльной многослойной подложки с плотностью 69,2 текс выполнили из арамидных моноволокон с линейной плотностью элементарного волокна 0,08 текс, с числом филаментов в нити 20000 штук при диаме филамента 16 мкм, с пределом прочности 48 арамидных филаментов на разрыв 3,2 ГПа, модулем упругости 132 ГПа, разрывным удлинением 3,5% и коэффициентом вариации по прочности 6%. При этом арамидные нити с высоким модулем упругости выполнили на основе полипарафенилентерефталамидных волокон.
На внутренней поверхности тыльной многослойной композитной подложки 1 под панелью керамических плиток 3 размещен промежуточный слой из высокомодульной арамидной ткани, нити которой выполнили по основе и утку с круткой 230 круток/м. Между слоями промежуточного слоя дополнительно разместили стальные полосы 2 из броневой стали 45Х2НМФБА (ст. 96) с твердостью не менее 54-56 HRC и толщиной полосы 1,2 мм. При этом стальные полосы 2 промежуточного слоя выполнили из стали ст. 45Х2НМФБА (ст. 96) по ТУ 14-105-743-2005 и разместили в поперечном направлении с перекрытием поперечных стыков керамических плиток на 10,5 мм.
Керамические плитки 3 бронепанели в состоянии всестороннего сжатия закрепили в промежуточном слое над стальными полосами 2 последовательно, со смещением каждого последующего ряда керамических плиток 3 на половину ширины керамической плитки предыдущего ряда. При этом керамические плитки в состоянии всестороннего сжатия за счет загнутых краев тыльной многослойной композитной подложки выполнили из оксида алюминия с размером частиц менее 0,03 мкм.
Внешний антирикошетный слой 4 фронтальной оболочки керамокомпозитной бронепанели выполнен из ткани промежуточного слоя.
Пример 4. Изготовили керамокомпозитную бронепанель, края тыльной многослойной композитной подложки выполнили загнутыми по всему периму выгнутой наружу в вертикальном направлении бронепанели. При этом тыльную многослойную композитную подложку выполнили из однонаправленных высокомодульных арамидных нитей, скрепленных нитями изотактического полипропилена с плотностью 905 кг/м3 термическим прессованием при соотношении арамидной нити и изотактического полипропилена 2,85:1,0. Тыльную многослойную композитную подложку выполнили толщиной 12 мм при толщине керамических плиток 7 мм с числом слоев тыльной многослойной композитной подложки 60, при этом каждый последующий слой тыльной многослойной подложки развернут на 90°.
Арамидные нити тыльной многослойной подложки с плотностью 29,4 текс выполнили из арамидных моноволокон с линейной плотностью элементарного волокна 0,66 текс, с числом филаментов в нити 48 штук при диаме филамента 28 мкм, с пределом прочности 48 арамидных филаментов на разрыв 1,8 ГПа, модулем упругости 146 ГПа, разрывным удлинением 4% и коэффициентом вариации по прочности 4%. При этом арамидные нити с высоким модулем упругости выполнили на основе полиметафенилентерефталамидных волокон.
На внутренней поверхности тыльной многослойной композитной подложки 1 под панелью керамических плиток 3 размещен промежуточный слой из высокомодульной арамидной ткани, нити которой выполнили по основе и утку с круткой 270 круток/м. Между слоями промежуточного слоя дополнительно разместили стальные полосы 2 из броневой стали 45Х2НМФБА (ст. 96) с твердостью не менее 54-56 HRC и толщиной полосы 1,3 мм. При этом стальные полосы 2 промежуточного слоя выполнили из стали ст. 45Х2НМФБА (ст. 96) по ТУ 14-105-743-2005 и разместили в поперечном направлении с перекрытием поперечных стыков керамических плиток на 10 мм.
Керамические плитки 3 бронепанели в состоянии всестороннего сжатия закрепили в промежуточном слое над стальными полосами 2 последовательно, со смещением каждого последующего ряда керамических плиток 3 на половину ширины керамической плитки предыдущего ряда. При этом керамические плитки в состоянии всестороннего сжатия за счет загнутых краев тыльной многослойной композитной подложки выполнили из карбида бора с размером частиц менее 0,03 мкм.
Внешний антирикошетный слой 4 фронтальной оболочки керамокомпозитной бронепанели выполнен из ткани промежуточного слоя.
Пример 5. Изготовили керамокомпозитную бронепанель, края тыльной многослойной композитной подложки выполнили загнутыми по всему периму выгнутой наружу в вертикальном направлении бронепанели. При этом тыльную многослойную композитную подложку выполнили из однонаправленных высокомодульных арамидных нитей, скрепленных нитями изотактического полипропилена с плотностью 907 кг/м3 термическим прессованием при соотношении арамидной нити и изотактического полипропилена 3,25:1,0. Тыльную многослойную композитную подложку выполнили толщиной 6 мм при толщине керамических плиток 12 мм с числом слоев тыльной многослойной композитной подложки 40, при этом каждый последующий слой тыльной многослойной подложки развернут на 90°.
Арамидные нити тыльной многослойной подложки с плотностью 110 текс выполнили из арамидных моноволокон с линейной плотностью элементарного волокна 0,34 текс, с числом филаментов в нити 40000 штук при диаме филамента 1 мкм, с пределом прочности 48 арамидных филаментов на разрыв 0,3 ГПа, модулем упругости 120 ГПа, разрывным удлинением 3% и коэффициентом вариации по прочности 8%. При этом арамидные нити с высоким модулем упругости выполнили на основе полиметафенилентерефталамидных волокон.
На внутренней поверхности тыльной многослойной композитной подложки 1 под панелью керамических плиток 3 размещен промежуточный слой из высокомодульной арамидной ткани, нити которой выполнили по основе и утку с круткой 250 круток/м. Между слоями промежуточного слоя дополнительно разместили стальные полосы 2 из броневой стали 45Х2НМФБА (ст. 96) с твердостью не менее 54-56 HRC и толщиной полосы 1,1 мм. При этом стальные полосы 2 промежуточного слоя выполнили из стали ст. 45Х2НМФБА (ст. 96) по ТУ 14-105-743-2005 и разместили в поперечном направлении с перекрытием поперечных стыков керамических плиток на 11 мм.
Керамические плитки 3 бронепанели в состоянии всестороннего сжатия закрепили в промежуточном слое над стальными полосами 2 последовательно, со смещением каждого последующего ряда керамических плиток 3 на половину ширины керамической плитки предыдущего ряда. При этом керамические плитки в состоянии всестороннего сжатия за счет загнутых краев тыльной многослойной композитной подложки выполнили из карбида титана с размером частиц менее 0,03 мкм.
Внешний антирикошетный слой 4 фронтальной оболочки керамокомпозитной бронепанели выполнен из ткани промежуточного слоя.
Пример 6. Изготовили керамокомпозитную бронепанель, края тыльной многослойной композитной подложки выполнили загнутыми по всему периму выгнутой наружу в вертикальном направлении бронепанели. При этом тыльную многослойную композитную подложку выполнили из однонаправленных высокомодульных арамидных нитей, скрепленных нитями изотактического полипропилена с плотностью 910 кг/м3 термическим прессованием при соотношении арамидной нити и изотактического полипропилена 3,05:1,0. Тыльную многослойную композитную подложку выполнили толщиной 8 мм при толщине керамических плиток 10 мм с числом слоев тыльной многослойной композитной подложки 50, при этом каждый последующий слой тыльной многослойной подложки развернут на 90°.
Арамидные нити тыльной многослойной подложки с плотностью 69,2 текс выполнили из арамидных моноволокон с линейной плотностью элементарного волокна 0,08 текс, с числом филаментов в нити 20000 штук при диаме филамента 16 мкм, с пределом прочности 48 арамидных филаментов на разрыв 3,2 ГПа, модулем упругости 132 ГПа, разрывным удлинением 3,5% и коэффициентом вариации по прочности 6%. При этом арамидные нити с высоким модулем упругости выполнили на основе полиметафенилентерефталамидных волокон.
На внутренней поверхности тыльной многослойной композитной подложки 1 под панелью керамических плиток 3 размещен промежуточный слой из высокомодульной арамидной ткани, нити которой выполнили по основе и утку с круткой 230 круток/м. Между слоями промежуточного слоя дополнительно разместили стальные полосы 2 из броневой стали 45Х2НМФБА (ст. 96) с твердостью не менее 54-56 HRC и толщиной полосы 1,2 мм. При этом стальные полосы 2 промежуточного слоя выполнили из стали ст. 45Х2НМФБА (ст. 96) по ТУ 14-105-743-2005 и разместили в поперечном направлении с перекрытием поперечных стыков керамических плиток на 10,5 мм.
Керамические плитки 3 бронепанели в состоянии всестороннего сжатия закрепили в промежуточном слое над стальными полосами 2 последовательно, со смещением каждого последующего ряда керамических плиток 3 на половину ширины керамической плитки предыдущего ряда. При этом керамические плитки в состоянии всестороннего сжатия за счет загнутых краев тыльной многослойной композитной подложки выполнили из оксида алюминия с размером частиц менее 0,03 мкм.
Внешний антирикошетный слой 4 фронтальной оболочки керамокомпозитной бронепанели выполнен из ткани промежуточного слоя.
Пример 7. Изготовили керамокомпозитную бронепанель, края тыльной многослойной композитной подложки выполнили загнутыми по всему периму выгнутой в вертикальном направлении бронепанели. При этом тыльную многослойную композитную подложку выполнили из однонаправленных высокомодульных арамидных нитей, скрепленных нитями изотактического полипропилена с плотностью 905 кг/м3 термическим прессованием при соотношении арамидной нити и изотактического полипропилена 2,85:1,0. Тыльную многослойную композитную подложку выполнили толщиной 12 мм при толщине керамических плиток 7 мм с числом слоев тыльной многослойной композитной подложки 60, при этом каждый последующий слой тыльной многослойной подложки развернут на 90°.
Арамидные нити тыльной многослойной подложки с плотностью 29,4 текс выполнили из арамидных моноволокон с линейной плотностью элементарного волокна 0,66 текс, с числом филаментов в нити 48 штук при диаме филамента 28 мкм, с пределом прочности 48 арамидных филаментов на разрыв 1,8 ГПа, модулем упругости 146 ГПа, разрывным удлинением 4% и коэффициентом вариации по прочности 4%. При этом арамидные нити с высоким модулем упругости выполнили на основе сополипарафенилентерефталамидных волокон.
На внутренней поверхности тыльной многослойной композитной подложки 1 под панелью керамических плиток 3 размещен промежуточный слой из высокомодульной арамидной ткани, нити которой выполнили по основе и утку с круткой 270 круток/м. Между слоями промежуточного слоя дополнительно разместили стальные полосы 2 из броневой стали 45Х2НМФБА (ст. 96) с твердостью не менее 54-56 HRC и толщиной полосы 1,3 мм. При этом стальные полосы 2 промежуточного слоя выполнили из стали ст. 45Х2НМФБА (ст. 96) по ТУ 14-105-743-2005 и разместили в поперечном направлении с перекрытием поперечных стыков керамических плиток на 10 мм.
Керамические плитки 3 бронепанели в состоянии всестороннего сжатия закрепили в промежуточном слое над стальными полосами 2 последовательно, со смещением каждого последующего ряда керамических плиток 3 на половину ширины керамической плитки предыдущего ряда. При этом керамические плитки в состоянии всестороннего сжатия за счет загнутых краев тыльной многослойной композитной подложки выполнили из карбида бора с размером частиц менее 0,03 мкм.
Внешний антирикошетный слой 4 фронтальной оболочки керамокомпозитной бронепанели выполнен из ткани промежуточного слоя.
Пример 8. Изготовили керамокомпозитную бронепанель, края тыльной многослойной композитной подложки выполнили загнутыми по всему периму выгнутой наружу в вертикальном направлении бронепанели. При этом тыльную многослойную композитную подложку выполнили из однонаправленных высокомодульных арамидных нитей, скрепленных нитями изотактического полипропилена с плотностью 907 кг/м3 термическим прессованием при соотношении арамидной нити и изотактического полипропилена 3,25:1,0. Тыльную многослойную композитную подложку выполнили толщиной 6 мм при толщине керамических плиток 12 мм с числом слоев тыльной многослойной композитной подложки 40, при этом каждый последующий слой тыльной многослойной подложки развернут на 90°.
Арамидные нити тыльной многослойной подложки с плотностью 110 текс выполнили из арамидных моноволокон с линейной плотностью элементарного волокна 0,34 текс, с числом филаментов в нити 40000 штук при диаме филамента 1 мкм, с пределом прочности 48 арамидных филаментов на разрыв 0,3 ГПа, модулем упругости 120 ГПа, разрывным удлинением 3% и коэффициентом вариации по прочности 8%. При этом арамидные нити с высоким модулем упругости выполнили на основе сополипарафенилентерефталамидных волокон.
На внутренней поверхности тыльной многослойной композитной подложки 1 под панелью керамических плиток 3 размещен промежуточный слой из высокомодульной арамидной ткани, нити которой выполнили по основе и утку с круткой 250 круток/м. Между слоями промежуточного слоя дополнительно разместили стальные полосы 2 из броневой стали 45Х2НМФБА (ст. 96) с твердостью не менее 54-56 HRC и толщиной полосы 1,1 мм. При этом стальные полосы 2 промежуточного слоя выполнили из стали ст. 45Х2НМФБА (ст. 96) по ТУ 14-105-743-2005 и разместили в поперечном направлении с перекрытием поперечных стыков керамических плиток на 11 мм.
Керамические плитки 3 бронепанели в состоянии всестороннего сжатия закрепили в промежуточном слое над стальными полосами 2 последовательно, со смещением каждого последующего ряда керамических плиток 3 на половину ширины керамической плитки предыдущего ряда. При этом керамические плитки в состоянии всестороннего сжатия за счет загнутых краев тыльной многослойной композитной подложки выполнили из карбида титана с размером частиц менее 0,03 мкм.
Внешний антирикошетный слой 4 фронтальной оболочки керамокомпозитной бронепанели выполнен из ткани промежуточного слоя.
Пример 9. Изготовили керамокомпозитную бронепанель, края тыльной многослойной композитной подложки выполнили загнутыми по всему периму выгнутой наружу в вертикальном направлении бронепанели. При этом тыльную многослойную композитную подложку выполнили из однонаправленных высокомодульных арамидных нитей, скрепленных нитями изотактического полипропилена с плотностью 910 кг/м3 термическим прессованием при соотношении арамидной нити и изотактического полипропилена 3,05:1,0. Тыльную многослойную композитную подложку выполнили толщиной 8 мм при толщине керамических плиток 10 мм с числом слоев тыльной многослойной композитной подложки 50, при этом каждый последующий слой тыльной многослойной подложки развернут на 90°.
Арамидные нити тыльной многослойной подложки с плотностью 69,2 текс выполнили из арамидных моноволокон с линейной плотностью элементарного волокна 0,08 текс, с числом филаментов в нити 20000 штук при диаме филамента 16 мкм, с пределом прочности 48 арамидных филаментов на разрыв 3,2 ГПа, модулем упругости 132 ГПа, разрывным удлинением 3,5% и коэффициентом вариации по прочности 6%. При этом арамидные нити с высоким модулем упругости выполнили на основе сополипарафенилентерефталамидных волокон.
На внутренней поверхности тыльной многослойной композитной подложки 1 под панелью керамических плиток 3 размещен промежуточный слой из высокомодульной арамидной ткани, нити которой выполнили по основе и утку с круткой 230 круток/м. Между слоями промежуточного слоя дополнительно разместили стальные полосы 2 из броневой стали 45Х2НМФБА (ст. 96) с твердостью не менее 54-56 HRC и толщиной полосы 1,2 мм. При этом стальные полосы 2 промежуточного слоя выполнили из стали ст. 45Х2НМФБА (ст. 96) по ТУ 14-105-743-2005 и разместили в поперечном направлении с перекрытием поперечных стыков керамических плиток на 10,5 мм.
Керамические плитки 3 бронепанели в состоянии всестороннего сжатия закрепили в промежуточном слое над стальными полосами 2 последовательно, со смещением каждого последующего ряда керамических плиток 3 на половину ширины керамической плитки предыдущего ряда. При этом керамические плитки в состоянии всестороннего сжатия за счет загнутых краев тыльной многослойной композитной подложки выполнили из оксида алюминия с размером частиц менее 0,03 мкм.
Внешний антирикошетный слой 4 фронтальной оболочки керамокомпозитной бронепанели выполнен из ткани промежуточного слоя.
Пример 10. Изготовили керамокомпозитную бронепанель, края тыльной многослойной композитной подложки выполнили загнутыми по всему периму выгнутой наружу в вертикальном направлении бронепанели. При этом тыльную многослойную композитную подложку выполнили из однонаправленных высокомодульных арамидных нитей, скрепленных нитями изотактического полипропилена с плотностью 905 кг/м3 термическим прессованием при соотношении арамидной нити и изотактического полипропилена 2,85:1,0. Тыльную многослойную композитную подложку выполнили толщиной 12 мм при толщине керамических плиток 7 мм с числом слоев тыльной многослойной композитной подложки 60, при этом каждый последующий слой тыльной многослойной подложки развернут на 90°.
Арамидные нити тыльной многослойной подложки с плотностью 29,4 текс выполнили из арамидных моноволокон с линейной плотностью элементарного волокна 0,66 текс, с числом филаментов в нити 48 штук при диаме филамента 28 мкм, с пределом прочности 48 арамидных филаментов на разрыв 1,8 ГПа, модулем упругости 146 ГПа, разрывным удлинением 4% и коэффициентом вариации по прочности 4%. При этом арамидные нити с высоким модулем упругости выполнили на основе сополипарафениленбензимидазолтерефталамидных волокон.
На внутренней поверхности тыльной многослойной композитной подложки 1 под панелью керамических плиток 3 размещен промежуточный слой из высокомодульной арамидной ткани, нити которой выполнили по основе и утку с круткой 270 круток/м. Между слоями промежуточного слоя дополнительно разместили стальные полосы 2 из броневой стали 45Х2НМФБА (ст. 96) с твердостью не менее 54-56 HRC и толщиной полосы 1,3 мм. При этом стальные полосы 2 промежуточного слоя выполнили из стали ст. 45Х2НМФБА (ст. 96) по ТУ 14-105-743-2005 и разместили в поперечном направлении с перекрытием поперечных стыков керамических плиток на 10 мм.
Керамические плитки 3 бронепанели в состоянии всестороннего сжатия закрепили в промежуточном слое над стальными полосами 2 последовательно, со смещением каждого последующего ряда керамических плиток 3 на половину ширины керамической плитки предыдущего ряда. При этом керамические плитки в состоянии всестороннего сжатия за счет загнутых краев тыльной многослойной композитной подложки выполнили из карбида бора с размером частиц менее 0,03 мкм.
Внешний антирикошетный слой 4 фронтальной оболочки керамокомпозитной бронепанели выполнен из ткани промежуточного слоя.
Пример 11. Изготовили керамокомпозитную бронепанель, края тыльной многослойной композитной подложки выполнили загнутыми по всему периму выгнутой наружу в вертикальном направлении бронепанели. При этом тыльную многослойную композитную подложку выполнили из однонаправленных высокомодульных арамидных нитей, скрепленных нитями изотактического полипропилена с плотностью 907 кг/м3 термическим прессованием при соотношении арамидной нити и изотактического полипропилена 3,25:1,0. Тыльную многослойную композитную подложку выполнили толщиной 6 мм при толщине керамических плиток 12 мм с числом слоев тыльной многослойной композитной подложки 40, при этом каждый последующий слой тыльной многослойной подложки развернут на 90°.
Арамидные нити тыльной многослойной подложки с плотностью ПО текс выполнили из арамидных моноволокон с линейной плотностью элементарного волокна 0,34 текс, с числом филаментов в нити 40000 штук при диаме филамента 1 мкм, с пределом прочности 48 арамидных филаментов на разрыв 0,3 ГПа, модулем упругости 120 ГПа, разрывным удлинением 3% и коэффициентом вариации по прочности 8%. При этом арамидные нити с высоким модулем упругости выполнили на основе сополипарафениленбензимидазолтерефталамидных волокон.
На внутренней поверхности тыльной многослойной композитной подложки 1 под панелью керамических плиток 3 размещен промежуточный слой из высокомодульной арамидной ткани, нити которой выполнили по основе и утку с круткой 250 круток/м. Между слоями промежуточного слоя дополнительно разместили стальные полосы 2 из броневой стали 45Х2НМФБА (ст. 96) с твердостью не менее 54-56 HRC и толщиной полосы 1,1 мм. При этом стальные полосы 2 промежуточного слоя выполнили из стали ст. 45Х2НМФБА (ст. 96) по ТУ 14-105-743-2005 и разместили в поперечном направлении с перекрытием поперечных стыков керамических плиток на 11 мм.
Керамические плитки 3 бронепанели в состоянии всестороннего сжатия закрепили в промежуточном слое над стальными полосами 2 последовательно, со смещением каждого последующего ряда керамических плиток 3 на половину ширины керамической плитки предыдущего ряда. При этом керамические плитки в состоянии всестороннего сжатия за счет загнутых краев тыльной многослойной композитной подложки выполнили из карбида титана с размером частиц менее 0,03 мкм.
Внешний антирикошетный слой 4 фронтальной оболочки керамокомпозитной бронепанели выполнен из ткани промежуточного слоя.
Пример 12. Изготовили керамокомпозитную бронепанель, края тыльной многослойной композитной подложки выполнили загнутыми по всему периму выгнутой наружу в вертикальном направлении бронепанели. При этом тыльную многослойную композитную подложку выполнили из однонаправленных высокомодульных арамидных нитей, скрепленных нитями изотактического полипропилена с плотностью 910 кг/м3 термическим прессованием при соотношении арамидной нити и изотактического полипропилена 3,05:1,0. Тыльную многослойную композитную подложку выполнили толщиной 8 мм при толщине керамических плиток 10 мм с числом слоев тыльной многослойной композитной подложки 50, при этом каждый последующий слой тыльной многослойной подложки развернут на 90°.
Арамидные нити тыльной многослойной подложки с плотностью 69,2 текс выполнили из арамидных моноволокон с линейной плотностью элементарного волокна 0,08 текс, с числом филаментов в нити 20000 штук при диаме филамента 16 мкм, с пределом прочности 48 арамидных филаментов на разрыв 3,2 ГПа, модулем упругости 132 ГПа, разрывным удлинением 3,5% и коэффициентом вариации по прочности 6%. При этом арамидные нити с высоким модулем упругости выполнили на основе сополипарафениленбензимидазолтерефталамидных волокон.
На внутренней поверхности тыльной многослойной композитной подложки 1 под панелью керамических плиток 3 размещен промежуточный слой из высокомодульной арамидной ткани, нити которой выполнили по основе и утку с круткой 230 круток/м. Между слоями промежуточного слоя дополнительно разместили стальные полосы 2 из броневой стали 45Х2НМФБА (ст. 96) с твердостью не менее 54-56 HRC и толщиной полосы 1,2 мм. При этом стальные полосы 2 промежуточного слоя выполнили из стали ст. 45Х2НМФБА (ст. 96) по ТУ 14-105-743-2005 и разместили в поперечном направлении с перекрытием поперечных стыков керамических плиток на 10,5 мм.
Керамические плитки 3 бронепанели в состоянии всестороннего сжатия закрепили в промежуточном слое над стальными полосами 2 последовательно, со смещением каждого последующего ряда керамических плиток 3 на половину ширины керамической плитки предыдущего ряда. При этом керамические плитки в состоянии всестороннего сжатия за счет загнутых краев тыльной многослойной композитной подложки выполнили из оксида алюминия с размером частиц менее 0,03 мкм.
Внешний антирикошетный слой 4 фронтальной оболочки керамокомпозитной бронепанели выполнен из ткани промежуточного слоя.
| название | год | авторы | номер документа |
|---|---|---|---|
| КЕРАМОКОМПОЗИТНАЯ БРОНЕПАНЕЛЬ | 2023 |
|
RU2801126C1 |
| ЗАЩИТНАЯ ТКАНЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2435878C2 |
| БРОНЕПАНЕЛЬ | 2021 |
|
RU2761959C1 |
| ПУЛЕЗАЩИТНАЯ БРОНЕПАНЕЛЬ | 2001 |
|
RU2190823C1 |
| БРОНЕПАНЕЛЬ ПУЛЕЗАЩИТНАЯ | 2012 |
|
RU2491494C1 |
| ПУЛЕЗАЩИТНАЯ БРОНЕПАНЕЛЬ | 2010 |
|
RU2437053C1 |
| АРМАТУРА КОМПОЗИТНАЯ | 2011 |
|
RU2482248C2 |
| Дополнительный блок защиты колесной техники от поражающих элементов | 2024 |
|
RU2838411C1 |
| МНОГОСЛОЙНАЯ БРОНЕВАЯ ПРЕГРАДА ДЛЯ БРОНЕЖИЛЕТА | 2014 |
|
RU2570129C1 |
| ПАКЕТ КОМПОЗИТНОЙ БРОНИ НА ОСНОВЕ КЕРАМИКИ (ПКБК) | 2011 |
|
RU2484412C1 |

Изобретение относится к керамокомпозитной бронепанели и может быть использовано для изготовления средств индивидуальной защиты. Бронепанель содержит тыльную многослойную композитную подложку и фронтальную оболочку антирикошетного внешнего слоя. Края тыльной подложки выполнены загнутыми по всему периметру выгнутой в вертикальном направлении бронепанели. Число слоев тыльной многослойной композитной подложки составляет от 40 до 60. На внутренней поверхности тыльной многослойной композитной подложки под панелью керамических плиток размещен промежуточный слой из высокомодульной арамидной ткани. Между слоями промежуточного слоя дополнительно размещены стальные полосы из броневой стали. Стальные полосы бронепанели размещены в поперечном направлении с перекрытием поперечных стыков керамических плиток на 10-11 мм, а керамические плитки бронепанели в состоянии всестороннего сжатия закреплены в промежуточном слое над стальными полосами последовательно, со смещением каждого последующего ряда керамических плиток на половину ширины керамической плитки предыдущего ряда. Достигается повышение эффективности защиты, а также обеспечение заданного поглощения энергии при краевом воздействии на керамическую плитку бронепанели. 3 з.п. ф-лы, 2 ил., 12 прим.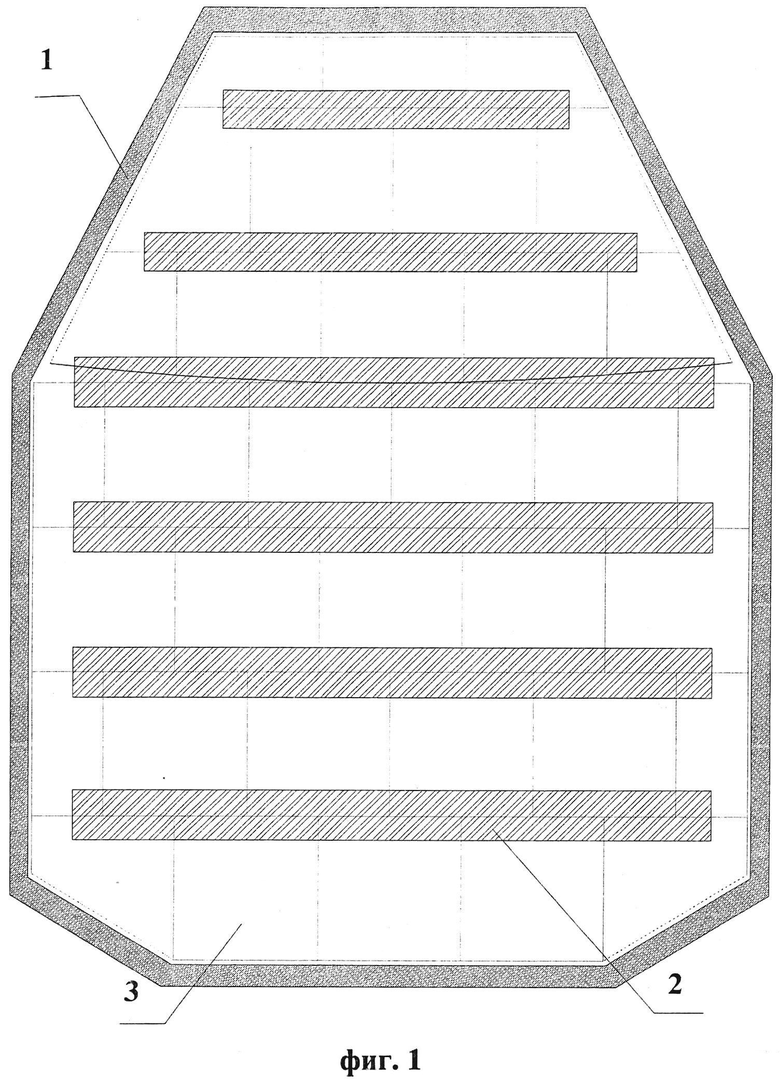
1. Керамокомпозитная бронепанель, содержащая тыльную многослойную композитную подложку, на которой последовательно размещены промежуточный слой с керамическими плитками в состоянии всестороннего сжатия, а также фронтальная оболочка антирикошетного внешнего слоя из ткани на основе арамидных нитей, отличающаяся тем, что края тыльной подложки выполнены загнутыми по всему периметру выгнутой в вертикальном направлении бронепанели, тыльная многослойная подложка выполнена из однонаправленных высокомодульных арамидных нитей, скрепленных нитями изотактического полипропилена с плотностью 905-910 кг/м3 термическим прессованием при соотношении арамидной нити и изотактического полипропилена (2,85-3,25):1,0, причем количество слоев тыльной многослойной композитной подложки составляет от 40 до 60, при этом каждый последующий слой тыльной многослойной подложки развернут на 90°, а арамидные нити с плотностью 29,4-110 текс выполнены из арамидных моноволокон с линейной плотностью элементарного волокна 0,08 - 0,66 текс, с количеством филаментов от 48 до 40000 при диаметре филамента 1-28 мкм, с пределом прочности 48 арамидных филаментов на разрыв 0,3-3,2 ГПа, модулем упругости 120-146 ГПа, разрывным удлинением 3-4% и коэффициентом вариации по прочности 4-8%, на внутренней поверхности тыльной многослойной композитной подложки под панелью керамических плиток размещен промежуточный слой из высокомодульной арамидной ткани, нити которой выполнены по основе и утку с круткой 230-270 круток/м, а между слоями промежуточного слоя дополнительно размещены стальные полосы из броневой стали 45Х2НМФБА (ст. 96) с твердостью не менее 54-56 HRC и толщиной полосы 1,1-1,3 мм., причем стальные полосы бронепанели размещены в поперечном направлении с перекрытием поперечных стыков керамических плиток на 10-11 мм, а керамические плитки бронепанели в состоянии всестороннего сжатия закреплены в промежуточном слое над стальными полосами последовательно, со смещением каждого последующего ряда керамических плиток на половину ширины керамической плитки предыдущего ряда, тыльная многослойная композитная подложка выполнена толщиной 6-12 мм при толщине керамических плиток 7-12 мм.
2. Бронепанель по п.1, отличающаяся тем, что арамидные нити с высоким модулем упругости выполнены на основе полипарафенилентерефталамидных, полиметафенилентерефталамидных, сополипарафенилентерефталамидных или сополипарафениленбензимидазолтерефталамидных волокон.
3. Бронепанель по п.1, отличающаяся тем, что стальные полосы промежуточного слоя выполнены из стали ст. 45Х2НМФБА (ст. 96).
4. Бронепанель по п. 1, отличающаяся тем, что керамическая плитка в состоянии всестороннего сжатия за счет загнутых краев тыльной многослойной композитной подложки выполнена из карбида бора, карбида кремния, оксида алюминия, карбида титана или нитрида титана с размером частиц менее 0,03 мкм.
| ПУЛЕЗАЩИТНАЯ БРОНЕПАНЕЛЬ | 2001 |
|
RU2190823C1 |
| 0 |
|
SU99140A1 | |
| WO 2008077606 A1, 03.07.2008 | |||
| JP 2004531411 A, 14.10.2004 | |||
| АВТОМАТИЧЕСКИЙ СКВАЖИННЫЙ УРОВНЕМЕР | 2007 |
|
RU2359122C1 |

