[0001] Настоящее изобретение относится к способу управления производственным процессом и, в частности, процессом, включающим этап морфологической модификации матрицы биоматериала.
[0002] В остальной части данного документа использование единственного числа включает в себя использование множественного числа и наоборот, если явным образом не указано иначе или если контекст не требует иначе. В частности и во избежание путаницы, предполагается, что указания на единственное число, предшествующие элементу в описании или формуле изобретения, не исключают наличия или защиты множества подобных элементов.
[0003] Хорошо известно контролирование химического и/или биохимического состава матрицы биоматериала в ходе производственного процесса и использование информации о составе для управления производственным процессом с целью систематического достижения желаемого состава готового или промежуточного продукта производственного процесса.
[0004] Анализ эффектов взаимодействия зондирующего излучения с матрицей биоматериала успешно применялся в качестве средства для поточного контроля химического состава. Использование инфракрасного, в частности ближнего инфракрасного, зондирующего излучения нашло широкое практическое применение в данной сфере. В настоящее время является общепринятым, что спектральные картины поглощения ближнего инфракрасного излучения очень часто содержат информацию относительно матрицы биоматериала, с которым взаимодействовало излучение. Зондирующее излучение из других частей электромагнитного спектра, например рентгеновской, микроволновой или видимой частей, или из ультразвуковых волн также может взаимодействовать с матрицей биоматериала и, таким образом, изменяться под ее воздействием. Следовательно, подобное взаимодействующее излучение скорее всего будет также содержать полезную информацию, относящуюся к матрице биоматериала.
[0005] Морфологическая модификация матрицы биоматериала является неотъемлемой частью многих производственных процессов и обычно применяется в промышленных процессах для производства биомассы, пищевых продуктов или кормов. Подобная модификация часто содержит изменение формы, размера, зернистости и/или плотности матрицы биоматериала с помощью дробильной установки, пресса, резального устройства, расширителя или экструдера, где изменения состава являются незначительными и косвенными. Морфологическая модификация обычно потребляет большую часть от общего объема требуемой энергии для производственного процесса, и потенциальная экономическая выгода может быть достигнута путем надлежащего и точного управления подобным процессом.
[0006] Lestander, Johnsson и Grothage (Bioresource Technology 100 (2009), 1589-1594) описали применение спектральной информации для прогнозирования энергопотребления пресса-гранулятора в процессе производства биотоплива, использующем двухкомпонентную матрицу биоматериала (в данном случае, два разных типа древесных опилок) в качестве сырья для пресса. Модель прогнозирования была разработана по результатам 23-факторного эксперимента (т.е. использующего схему полного факторного эксперимента) с использованием трех зависимых переменных. Первая зависимая переменная представляла собой состав эталонных образцов биоматериала, созданных искусственно и содержащих 100%, 55% и 10% первого типа древесных опилок и соответствующую пропорцию второго типа. Две другие зависимые переменные, использованные для создания модели прогнозирования, представляли собой содержание влаги в древесных опилках и температуру сушки. Ближнее инфракрасное излучение было применено в качестве зондирующего излучения, и были зафиксированы спектры для каждого эталонного образца в ходе процесса, в месте, расположенном непосредственно перед прессом-гранулятором. Затем каждый из данных спектров был сопоставлен с энергопотреблением пресса-гранулятора, измеренным для данного эталонного образца. Спектральная информация была задана в качестве независимых переменных в противовес трем зависимым переменным в многомерном моделировании данных, и была создана модель прогнозирования, связывающая спектральную информацию с энергопотреблением.
[0007] Проблема, связанная с данным подходом, применяющим спектральную информацию в управлении процессом, заключается в необходимости проведения экспериментов с использованием созданных эталонных образцов для развития или обновления модели прогнозирования. Комбинации, требуемые для экспериментального проектирования, значительно увеличиваются одновременно с увеличением сложности матрицы биоматериала. Для обеспечения новых изменений состава матриц биоматериала, используемых в фактическом производственном процессе, при каждом обновлении необходимо разрабатывать и выполнять масштабные и сложные эксперименты. Это может привести к увеличению сложности поддержания модели прогнозирования в обновленном состоянии.
[0008] В качестве примера можно рассмотреть виды комбикорма, производимые для сельскохозяйственных животных. В основе этих видов комбикорма обычно лежат восемь или более составляющих биоматериалов. Производственный объект, изготавливающий комбикорм, часто производит пятьдесят или более различных видов комбикорма в любое заданное время, при этом в основе всех данных видов лежат разные комбинации ингредиентов. Через некоторое время, обычно один месяц, рецептуру комбикормов изменяют в соответствии с изменениями доступности и/или стоимости ингредиентов. В ходе подобного изменения рецептуры использование некоторых ингредиентов может быть прекращено, использование других ингредиентов может быть начато и пропорции ингредиентов для определенного вида корма могут существенно измениться. Кроме того, эти действия по изменению рецептуры, возможно, понадобится проводить на многих производственных объектах. Для реализации управления процессом согласно Lestander et al. понадобится разработка модели прогнозирования на основе эксперимента, включающего в себя 128 созданных эталонных образцов (предполагая наличие восьми компонентов) для каждой из пятидесяти производственных линий и повторная разработка при каждом изменении рецептуры (т.е. ежемесячно). Если бы температура и содержание влаги также изменялись, это бы требовало проведения 512 экспериментов для каждой производственной линии. Наиболее вероятно, это бы привело к значительному ′простою′ производства, поскольку производственные линии использовались бы для проведения экспериментов и, следовательно, практическая реализация подобного подхода была бы очень сложной и потенциально очень затратной.
[0009] Согласно настоящему изобретению предоставлен способ управления производственным процессом, включающий этап процесса для морфологической модификации матрицы сырьевого биоматериала, при этом способ включает этапы, на которых: получают цифровые входные данные, полученные в ходе каждого из множества рабочих прогонов процесса, при этом указанные входные данные содержат информацию, полученную с помощью зондирующего излучения, обычно части электромагнитного спектра, которое взаимодействовало с сырьем на одном или нескольких участках процесса, вместе с параметрами управления процессом и данными о событиях производственного процесса для соответствующего рабочего прогона; создают модели прогнозирования на основании многомерного анализа цифровых входных данных, где определенная модель связывает информацию взаимодействующего зондирующего излучения непосредственно с определенным параметром управления или событием производственного процесса; предоставляют компьютеру доступ к моделям прогнозирования; получают информацию взаимодействующего зондирующего излучения касательно сырья в ходе нового рабочего прогона процесса; используют полученную информацию взаимодействующего зондирующего излучения в компьютере применительно к моделям для получения прогнозируемых значений для параметров управления процессом и/или событий рабочего прогона для нового рабочего прогона; и применяют прогнозируемые значения для управления, обычно для упреждающего управления, морфологической модификацией.
[0010] Благодаря разработке моделей прогнозирования с использованием информации взаимодействующего зондирующего излучения, параметров управления процессом и событий рабочих прогонов, полученных от датчиков и других устройств ввода с подходящим местоположением в ходе фактических рабочих прогонов, исчезает необходимость в особых экспериментальных схемах и созданных эталонных образцах.
[0011] Более того, поскольку матрицы биоматериала, используемые в создании моделей прогнозирования, являются матрицами, составляющими сырье, обрабатываемое в фактических рабочих прогонах, то для моделирования будут использованы главным образом лишь те матрицы, промышленная обработка которых является практично и экономически возможной. Кроме того, модели прогнозирования, разработанные таким образом, будут оптимизированы применительно к ингредиентам и процессам, относящимся к рассматриваемому производственному объекту. Таким образом, обеспечивается наиболее надежное исполнение этих моделей.
[0012] Главное удобство заключается в том, что данные, подвергающиеся многомерному анализу, могут храниться в электронной базе данных для многократного доступа. Следовательно, могут быть созданы модели прогнозирования, которые можно легко обновить данными новых рабочих прогонов при появлении новых матриц биоматериала и добавлении их соответствующих данных в базу данных.
[0013] В одном варианте осуществления настоящего изобретения компьютер может иметь доступ к желаемым целям рабочих прогонов или установкам управления процессом, заранее запрограммированным в запоминающее устройство или введенным пользователем, применительно к которым могут быть оптимизированы каждый из прогнозированных параметров управления процессом или каждое событие рабочего прогона.
[0014] Этап морфологической модификации может содержать подачу матрицы биоматериала в устройство для морфологической модификации, такое как пресс-гранулятор, резальное устройство, экструдер, расширитель, дробильная установка; или в комбинацию любых из перечисленных устройств, расположенных по отдельности или в одном корпусе. Матрица биоматериала может быть выбрана из группы, состоящей из: матрицы корма для сельскохозяйственных животных, матрицы пищевого продукта, матрицы корма для домашних питомцев, матрицы корма для рыб, матрицы биомассы, и полупродукта или компонента любой из вышеупомянутых матриц. В свою очередь, матрицы обычно смешаны из нескольких биологических основных ингредиентов с разными характеристиками. Например, для матрицы корма для сельскохозяйственных животных этими ингредиентами могут быть, например, пшеница, ячмень, рис, маис, другие злаки или их побочные продукты, включая фракции барды; соевые бобы, семена рапса, семена подсолнечника, семена других масличных растений или их побочные продукты; люпин, горох, фасоль, другие зернобобовые культуры или их побочные продукты; рыбная мука, мясная мука или костная мука или подобные продукты животного или морского происхождения.
[0015] Практичным образом, этап создания модели прогнозирования может содержать создание модели прогнозирования с использованием цифровых входных данных, выбранных для обеспечения прогнозирования параметров управления для использования в управлении интенсивностью подачи и состоянием, таким как температура, сырья перед его подачей в устройство для морфологической модификации.
[0016] В качестве дополнения или альтернативы этап создания модели прогнозирования может содержать создание модели прогнозирования с использованием цифровых входных данных, выбранных для обеспечения прогнозирования параметров управления для использования в управлении эксплуатацией собственно устройства для морфологической модификации.
[0017] Примерный вариант осуществления настоящего изобретения, исключительно для наглядности предназначенный для производства корма для сельскохозяйственных животных, будет описан более подробно со ссылкой на графические материалы сопроводительных фигур, где:
на фиг. 1 показана характерная часть обычного производственного процесса изготовления гранулированного материала;
на фиг. 2 показана блок-схема варианта осуществления способа контроля производственного процесса согласно настоящему изобретению; и
на фиг. 3 показан вариант осуществления способа создания модели прогнозирования, применимой в способе по фиг. 2.
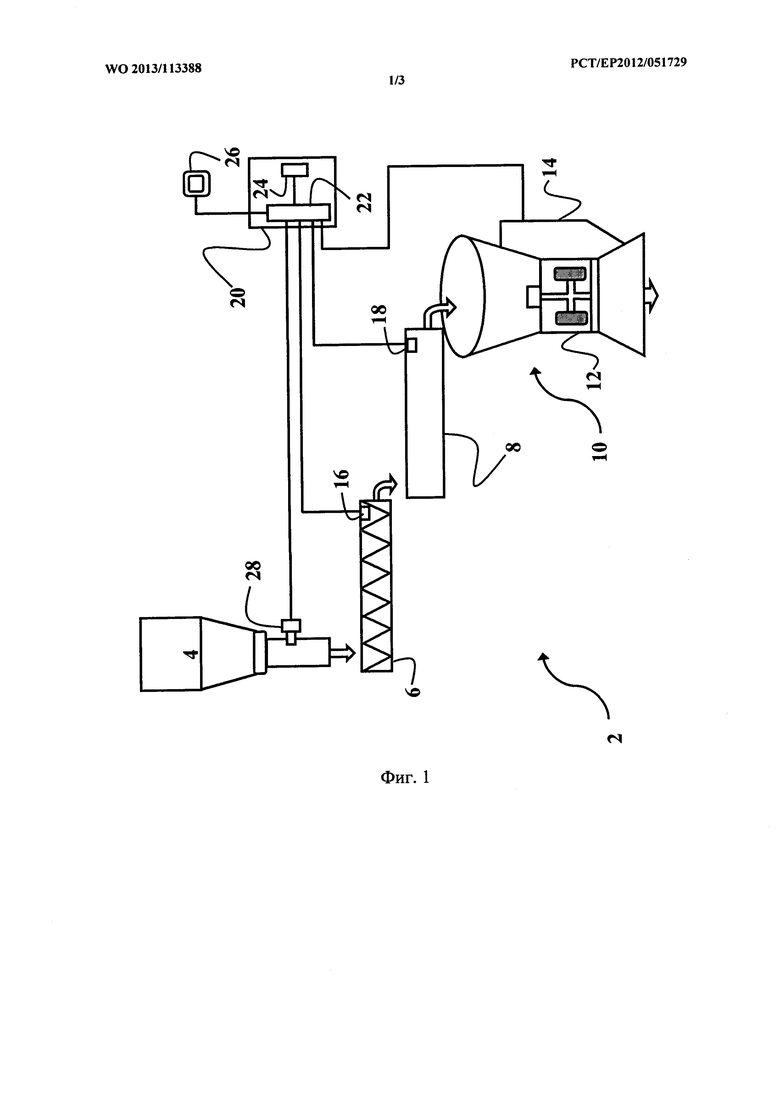
[0018] Часть 2 производственного процесса изготовления гранулированного материала, в данном случае, например, гранулированного корма для животных, изображена на фиг. 1 исключительно в качестве обобщенного представления. Она была упрощена для обеспечения лучшего понимания настоящего изобретения. В настоящем варианте осуществления предоставлен бункер 4, содержащий матрицу сырьевого биоматериала, которая будет подвергнута процессу морфологической модификации, далее обозначенном термином гранулирование. Касательно корма для животных, подобное сырье обычно представляет собой смесь нескольких ингредиентов, например источников макронутриентов, таких как соевые бобы, кукуруза или другие хлебные злаки, составляющие основной объем сырья и дополненные микронутриентами, такими как минералы и витамины, и пищевыми добавками, при необходимости. Следует понимать, что сырье может быть создано различными способами, например дозирование и смешивание отдельных компонентов может быть выполнено непосредственно на производственной линии как часть производственного процесса, так что бункер 4 можно заменить такими элементами как дозирующее и смешивающее устройства для подачи сырья.
[0019] Транспортер, в данном случае шнековый транспортер 6 с изменяемой скоростью, предусмотрен для приема сырья из бункера 4 и для транспортировки сырья к узлу 8 подготовки, откуда оно проходит в устройство 10 для морфологической модификации. Исключительно для наглядности, узел 8 подготовки в настоящем варианте осуществления представляет собой парогенераторную установку, подготавливающую сырье путем его нагревания и/или пропаривания. Устройство 10 для морфологической модификации представлено в настоящем варианте осуществления в виде узла пресса-гранулятора, содержащего пресс-гранулятор 12 с ротационными плоскими штампами и управляющее устройство 14. В качестве дополнения или альтернативы, устройство 10 может содержать другие известные узлы, также модифицирующие морфологию сырья без существенного изменения его состава. Подобными узлами могут быть экструдер, расширитель, дробильная установка, измельчающая установка или резательная установка или сочетание любых из перечисленных узлов. Регулятор 16 скорости предоставлен в качестве части шнекового транспортера 6 для измерения и регулировки скорости подачи сырья из бункера 4 в узел 8 подготовки. Регулятор 18 температуры предоставлен в качестве части узла 8 подготовки для измерения и регулировки температуры сырья, выходящего к устройству 10 для морфологической модификации. Одно или несколько из таких устройств, как управляющее устройство 14, регулятор 16 скорости и регулятор 18 температуры, функционально соединены с компьютером 20, управляющим процессом, который в настоящем варианте осуществления выполнен таким образом, чтобы управлять работой одного или нескольких из таких устройств, как пресс-гранулятор 12, шнековый транспортер 6 и узел 8 подготовки, для регулировки производительности по меньшей мере части 2 производственного процесса, связанной с процессом морфологической модификации.
[0020] В качестве примера в настоящем варианте осуществления регулятор 16 скорости приспособлен для отправки измеренного значения скорости подачи присутствующего сырья в качестве параметра управления процессом в процессор 22 данных внутри компьютера 20. Процессор 22 имеет удаленный или локальный доступ к запоминающему устройству 24, хранящему в настоящем варианте осуществления одну или несколько моделей прогнозирования. С помощью подходящего программирования процессор 22 приспособлен для использования этих моделей для прогнозирования одного или нескольких из следующих элементов: параметры управления процессом, установки управления процессом (то есть установки узла, управление которым необходимо для достижения желаемого значения параметра управления) и события рабочего прогона. В настоящем варианте осуществления, как будет подробнее описано далее, запоминающее устройство 24 хранит по меньшей мере одну модель прогнозирования, используемую процессором 22 для прогнозирования оптимальной установки скорости (в качестве альтернативы, необходимого отклонения от текущей установки) или измеренного параметра управления (в данном случае, скорости) для выполнения в шнековом транспортере 6 для достижения желаемой цели, такой как одна или несколько из следующих целей: производительность пресса-гранулятора 12, энергопотребление или физическое свойство готовых гранул. В настоящем варианте осуществления процессор 22 приспособлен для предоставления регулятору 16 скорости управляющего сигнала на основе прогнозированного значения для его использования при подходящей регулировке скорости подачи шнекового транспортера 6. Подобным образом, температура сырья, измеренная регулятором 18 температуры, в качестве дополнения или альтернативы может быть предоставлена процессору 22 данных компьютера 20 в качестве измеренного параметра управления процессом. Применение процессором 22 данных подходящей модели прогнозирования приведет к прогнозированию оптимальной установки температуры или необходимого отклонения от текущей установки для узла 8 подготовки, необходимого для достижения целевой производительности пресса-гранулятора 12. Как и ранее, управляющий сигнал, характерный для оптимальной установки температуры, может быть предоставлен процессором 22 регулятору 18 температуры для его использования в регулировке тепла (в данном случае, путем регулировки пара), подаваемого узлом 8 подготовки.
[0021] Следует понимать, что параметр управления, контролируемый одним узлом, может быть использован для регулировки установки другого узла для достижения цели. Разработанная модель прогнозирования, сохраненная в запоминающем устройстве 28, при ее использовании процессором 22 может создавать, например, установку скорости, осуществляемую регулятором 16 скорости для достижения желаемого физического свойства, такого как прочность или количество мелких фракций, связанного с гранулами, изготовленными в ходе производственного процесса. Установка скорости согласно модели зависит от параметра управления процессом, представляющего собой температуру, измеренную регулятором 18 температуры. В качестве наглядного примера, увеличение скорости шнекового транспортера 6 приведет к более быстрому прохождению сырья через узел 8 подготовки. Следовательно, нагрев сырья будет длиться меньше, так что его температура на выходе из узла 8 подготовки снизится.
[0022] Исключительно в качестве дальнейшего примера также предоставлено устройство 24 отображения, функционально соединенное с процессором 22 и способное отображать информацию для оператора на основании прогнозированного события рабочего прогона или прогнозированной установки управления процессом для текущего рабочего прогона. Затем, оператор может вручную применить отображаемую информацию для оптимизации управления процессом.
[0023] Создание одной или нескольких моделей прогнозирования в компьютере 20 вместе с их способом применения для предоставления прогнозированной установки управления процессом и/или прогнозирования события рабочего прогона на основе одного или нескольких измеренных параметров управления процессом будет подробнее описано ниже.
[0024] Анализатор 28 предоставлен для подачи зондирующего излучения в данном случае, электромагнитного излучения, в сырье и для обнаружения поданного зондирующего излучения после его взаимодействия с сырьем. Анализатор 28 расположен таким образом, чтобы подавать электромагнитное излучение на участок производственного процесса в основном перед устройством 10 для морфологической модификации и, наиболее полезным образом, перед узлом, установка которого нуждается в управлении, так что информация, которую он создает, может быть использована для упреждающего управления указанным узлом. В настоящем примере варианта осуществления анализатор 28 установлен на производственной линии и связывает излучение с сырьем на участке между бункером 4 и шнековым транспортером 6. В общем, анализатор 28 может быть приспособлен для связи зондирующего излучения из какой-либо одной или нескольких областей электромагнитного или акустического спектра, способных взаимодействовать с сырьем, при этом данные взаимодействия чувствительны к изменению его свойств. Подобные области электромагнитного излучения могут эффективно содержать микроволновую, рентгеновскую, ультрафиолетовую, видимую и/или инфракрасную области. Подобной областью звуковых излучений может быть ультразвуковая область.
[0025] В частности, в настоящем варианте осуществления анализатор 28 приспособлен для подачи инфракрасного зондирующего излучения в сырье. Хорошо известно, что средняя инфракрасная и ближняя инфракрасная области излучения особенно чувствительны к изменениям свойств подобного сырья.
[0026] Анализатор 28 обладает известной конфигурацией для обнаружения инфракрасного зондирующего излучения после его взаимодействия с матрицей сырьевого биоматериала и для выдачи в процессор 22 спектральных данных, представляющих собой информацию, отображающую обнаруженные изменения интенсивности инфракрасного зондирующего излучения, индексированные относительно их длин волн в целевой спектральной области.
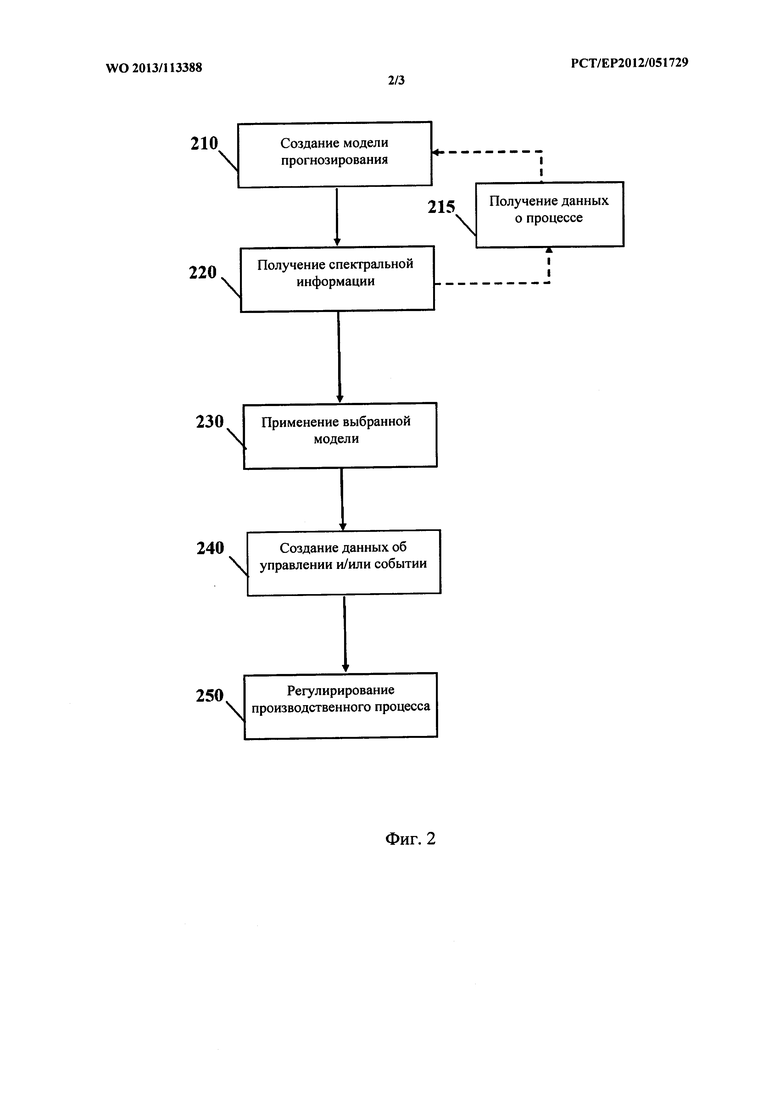
[0027] Пример способа управления производственным процессом согласно настоящему изобретению изображен на блок-схеме по фиг. 2 и будет подробнее описан ниже, с конкретной ссылкой на часть производственного процесса, описанную выше и изображенную на фиг. 1. Одну или несколько моделей прогнозирования создают на первом этапе 210 способа согласно настоящему изобретению и предоставляют процессору 22 компьютера 20 доступ к ним. Отдельную модель прогнозирования создают для каждого параметра управления, установки и/или события рабочего прогона, нуждающегося в прогнозировании. Каждую модель создают, в общем, согласно способу, который будет описан подробнее со ссылкой на блок-схему по фиг. 3, и каждая модель связывает одну и ту же спектральную информацию о взаимодействии, соответствующую сырью, с другой информацией, относящейся к параметрам, установкам и/или событиям для их прогнозирования без потребности в отдельном определении информации о составе матрицы биоматериала.
[0028] После создания необходимых моделей прогнозирования, как показано на этапе 220 по фиг. 2, анализатор 28 получает спектральные данные из матрицы биоматериала в новом рабочем прогоне из участка производственного процесса, расположенного перед управляемым узлом или узлами 6, 8, 10. На данном этапе 220 указанные спектральные данные передают процессору 22 компьютера 20.
[0029] Компьютер 20 осуществляет этап 230, на котором выбирают подходящую модель прогнозирования из моделей, сохраненных в запоминающем устройстве 28, и указанную модель применяют в процессоре 22 к информации о взаимодействии, полученной на этапе 220. Данный этап 230 выбора и применения подходящей модели прогнозирования можно повторять до получения прогнозов для всех требуемых параметров, установок и событий. Таким образом, на этапе 240 создают соответствующий прогнозированный параметр управления процессом, установку или данные о событиях производственного процесса. Это может быть, например, цифровой сигнал, отражающий скорость (измеренный параметр управления) для использования в шнековом транспортере 6 или установку узла 8 подготовки для использования для достижения температуры (измеренного параметра) сырья, необходимой для достижения одной или нескольких целей для всего производственного процесса или его части. Целью может быть, например, оптимальная производительность процесса морфологической модификации (в данном случае, гранулирования); энергопотребление морфологического процесса; или желаемые физические свойства выходной продукции (в данном случае, прочность гранул или фракция мелких частиц). В других вариантах осуществления прогнозированный параметр управления, установка или событие могут быть наглядно представлены на устройстве 24 отображения для ручного использования оператором. В качестве дополнения или альтернативы на данном этапе 240 можно прогнозировать показатель ожидаемого энергопотребления пресса-гранулятора 10, ожидаемой производительности узла 10 или вероятности остановки или засорения узла 10 и наглядно отобразить его, предпочтительно для последующего ручного действия.
[0030] На этапе 250 выполняют автоматическое или ручное регулирование производственного процесса с использованием созданных прогнозов, полученных на этапе 240. Поскольку спектральная информация о взаимодействии, полученная на этапе 220, получена из анализатора 28 на производственной линии на участке перед управляемыми узлами 6, 8, 10, то регулировка согласно настоящему изобретению наиболее полезным образом может принимать форму упреждающего управления указанным узлом 6, 8, 10.
[0031] Способ согласно настоящему изобретению управления производственным процессом может, как показано на фиг. 2, необязательно включать этап 215 обновления одной или нескольких моделей прогнозирования с использованием спектральной информации о взаимодействии, созданной в ходе нового рабочего прогона в сочетании с параметрами управления процессом и событиями рабочего прогона из нового прогона. Известные математические алгоритмы могут быть применены для определения возможности надежного прогнозирования новой спектральной информации с помощью моделей прогнозирования или необходимости использования новой информации для обновления моделей. При необходимости, выполняют обновление с использованием спектральных данных, полученных подобным образом на этапе 220 в ходе обычной эксплуатации нового производственного процесса без потребности в отдельном определении информации о составе матрицы биоматериала, применяемого в качестве сырья в новом рабочем прогоне. Эту информацию о взаимодействии сопоставляют с необходимой информацией о производственном процессе для нового рабочего прогона, полученной подобным образом с использованием известных датчиков, расположенных в производственном процессе, и добавленной в существующую базу подобных сопоставленных данных, примененную на этапе 210 для создания исходных моделей прогнозирования. Затем этап 210 повторяют для создания обновленных моделей прогнозирования с помощью способа, по существу описанного ниже.
[0032] Согласно настоящему изобретению каждую модель прогнозирования создают в компьютере 20, запрограммированном на применение общеизвестных хемометрических методов, использующих линейный или нелинейный многомерный анализ. Таким образом, создают математический алгоритм (или модель прогнозирования), посредством которого информацию о взаимодействии, полученную от зондирующего излучения, взаимодействовавшего с сырьем на одном или нескольких участках производственного процесса, сопоставляют с желаемым параметром управления процессом или событием рабочего прогона. В настоящем варианте осуществления применяют инфракрасное, в частности ближнее инфракрасное, спектральное излучение. В настоящем варианте осуществления информацию о взаимодействии инфракрасного спектрального излучения обнаруживают с помощью известных методик, таких как передача, отражение, отражательная способность, преобразование Фурье или комбинационное рассеяние.
[0033] Тем не менее, следует понимать, что в других вариантах осуществления спектральная информация о взаимодействии может быть получена в других областях длин волн электромагнитного спектра, включая области длин волн видимого спектра и рентгеновского излучения, или может быть получена с помощью других аналитических методов, включая методы ЯМР и ультразвукового анализа и анализа изображений, при постоянном условии, что на подобное излучение воздействуют свойства матрицы сырьевого биоматериала, определяющие прогнозируемые параметры, установки или события. Существование подобного воздействия можно подтвердить разумным способом проб и ошибок, используя вышеупомянутые методы многомерного анализа рассматриваемой информации для того, чтобы определить степень соотношения между информацией о взаимодействии и прогнозируемым параметром, установкой или событием.
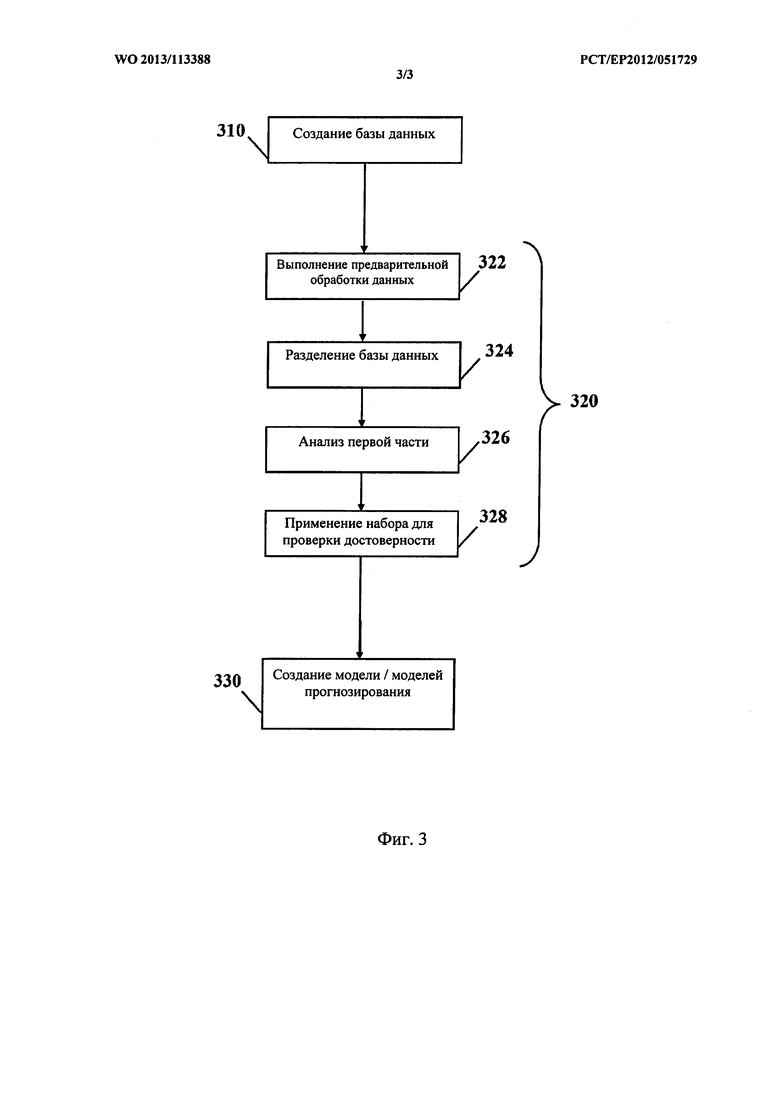
[0034] Первый этап 310 создания подобной модели прогнозирования представляет собой создание базы данных, где каждая запись представляет рабочий прогон, при этом данную базу данных хранят в запоминающем устройстве 28 или другим образом предоставляют процессору 22 доступ к ней.
[0035] В этой базе данных хранят спектральную информацию о взаимодействии, обычно полученную из инфракрасной и, предпочтительно, ближней инфракрасной части электромагнитного спектра, относящуюся к сырью, подвергаемому процессу морфологической модификации в данном рабочем прогоне. Каждая запись базы данных также содержит информацию, идентифицирующую подходящие параметры управления процессом, установки и события рабочего прогона для соответствующего рабочего прогона. Параметры управления могут включать в себя скорость; установки могут включать в себя установки узла, необходимые для достижения желаемого параметра управления; и события могут включать в себя информацию о частоте засоров, рецептуре сырья, энергопотреблении устройства для морфологической модификации или физических свойствах модифицированного сырья или готового продукта. Известным образом, подобную информацию можно автоматически получить от датчиков, расположенных в производственном процессе, передать от другого хранилища данных или ввести вручную и обычно можно ассоциировать с узлами 6, 8, 10 в производственном процессе, связанными с морфологической модификацией сырья.
[0036] На этапе 320 содержимое базы данных подвергают в компьютере многомерному статистическому анализу. В настоящем примере это составляет этап 324 разделения базы данных из этапа 310 на две части. Первую и более крупную часть, используемую в качестве набора калибровочных данных, подвергают многомерному анализу на этапе 326. Вторую часть применяют на этапе 328 в качестве набора для проверки достоверности. Следует понимать, что точное использование и разделение содержимого базы данных будет зависеть от определенного метода анализа, применяемого для создания модели прогнозирования. Необязательно, компьютер 20 может осуществлять этап 322, на котором спектральную информацию о взаимодействии подвергают предварительной обработке данных. Это делают главным образом для удаления эффектов от спектральной информации о взаимодействии, не относящихся к параметру управления процессом или событию рабочего прогона. На этапе 322 предварительной обработки применяют известные методики, выбранные из одной или нескольких групп, состоящих из: производных, стандартного отклонения случайной величины с нормальным распределением и мультипликативной коррекции сигнала.
[0037] Комбинированным результатом данного этапа 320 процесса является модель прогнозирования, созданная на этапе 330 и предоставляющая математическую зависимость между введенной спектральной информацией о взаимодействии и желаемым параметром управления процессом или установкой или событием рабочего прогона. Данная модель предназначена для использования компьютером 20 для прогнозирования указанного параметра управления, установки или события применительно к сырью в новом рабочем прогоне. Затем этот прогнозированный результат можно применить для автоматического управления этапом производственного процесса для морфологической модификации сырья, необходимого для достижения целевого значения. В качестве дополнения или альтернативы прогнозированный результат может представлять собой сенсорный сигнал, на который должен отреагировать оператор для управления процессом.
[0038] Согласно варианту осуществления способа, изображенному на фиг. 2, спектральную информацию о взаимодействии из рабочего прогона можно периодически добавлять в базу данных, созданную на этапе 310, вместе с соответствующими параметрами управления процессом, установками и/или и событиями рабочего прогона, полученными из того же рабочего прогона. Затем обновленную базу данных можно использовать в компьютере 20 для создания обновленной модели прогнозирования образом, описанным выше, без потребности в создании особых эталонных образцов или потребности в выполнении новых и отдельных экспериментов.
[0039] Следует понимать, что в пределах заявленного объема изобретения компьютер 20 может содержать один локальный узел, как описано в варианте осуществления по фиг. 1, или может содержать два или несколько элементов узла, расположенных локально или удаленно друг от друга, приспособленных для совместного выполнения операций компьютера 20, как описано выше, и что функциональность транспортера 6, и/или узла 8 подготовки, и/или узла 10 морфологической модификации может быть объединена в одном узле, в пределах заявленного объема изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМЫ И СПОСОБЫ ОПТИМИЗАЦИИ ОПЕРАЦИЙ ДОБЫЧИ В РЕАЛЬНОМ ВРЕМЕНИ | 2008 |
|
RU2502120C2 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ УСТОЙЧИВОСТИ ТЕХНОЛОГИЧЕСКОГО ПОТОКА УГЛЕВОДОРОДОВ С ИСПОЛЬЗОВАНИЕМ БЛИЖНИХ ИНФРАКРАСНЫХ СПЕКТРОВ | 2009 |
|
RU2502984C2 |
| СИСТЕМА И СПОСОБЫ ДЛЯ ПРОГНОЗИРОВАНИЯ ПОВЕДЕНИЯ СКВАЖИНЫ | 2011 |
|
RU2573746C2 |
| СИСТЕМА И СПОСОБ ОПРЕДЕЛЕНИЯ ИНТЕРВАЛА МЕЖДУ ЗАМЕНАМИ СМАЗОЧНОГО МАТЕРИАЛА | 2013 |
|
RU2587805C2 |
| СПОСОБ И СИСТЕМА УДАЛЁННОЙ ИДЕНТИФИКАЦИИ И ПРОГНОЗИРОВАНИЯ РАЗВИТИЯ ЗАРОЖДАЮЩИХСЯ ДЕФЕКТОВ ОБЪЕКТОВ | 2018 |
|
RU2686257C1 |
| ФОРМИРОВАНИЕ МОДЕЛИ УСОВЕРШЕНСТВОВАННОГО ИЗОБРАЖЕНИЯ | 2009 |
|
RU2529381C2 |
| Автоматизированная система прогнозирования аварийных ситуаций в шахте и способ автоматизированного прогнозирования аварийных ситуаций в шахте | 2021 |
|
RU2759071C1 |
| Способ и система для предупреждения о предстоящих аномалиях в процессе бурения | 2021 |
|
RU2772851C1 |
| ОПТИМИЗАЦИЯ ПОСЛЕДОВАТЕЛЬНЫХ КОМБИНАТОРНЫХ ПРОЦЕССОВ | 2004 |
|
RU2352984C2 |
| Беспроводное устройство для конъюнктивальной микроскопии | 2016 |
|
RU2619387C1 |
Изобретение относится к способу управления производственным процессом. Технический результат - управление производственным процессом без простоя производства за счет разработки моделей прогнозирования с использованием информации взаимодействующего зондирующего излучения, параметров управления процессом и событий рабочих прогонов в ходе фактических рабочих прогонов. Способ управления содержит этапы: получения для каждого из множества рабочих прогонов (РП) процесса цифровых входных данных, содержащих информацию от излучения в пределах части электромагнитного или акустического спектра, взаимодействовавшего с матрицей на одном или нескольких участках процесса, вместе с параметром управления процессом и данными о событиях производственного процесса; создания модели прогнозирования (МП), которая связывает информацию зондирующего излучения с определенным параметром управления или событием РП; и использования МП, для создания одного или нескольких из следующих элементов: параметр управления процессом, событие управления процессом и прогнозированное событие рабочего прогона для нового рабочего прогона для применения в управлении производственным процессом. 15 з.п. ф-лы, 3 ил.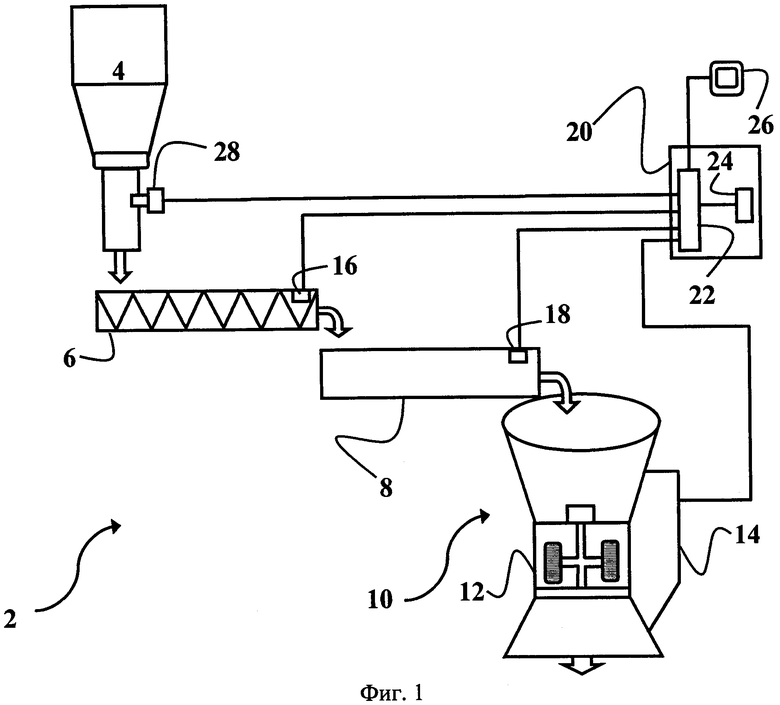
1. Способ управления производственным процессом, включающий этап морфологической модификации, на котором применяют устройство для морфологической модификации, предназначенное для выполнения морфологической модификации сырья, в основе которого лежит матрица биоматериала, при этом данный способ включает: получение цифровых входных данных, полученных в ходе каждого из множества рабочих прогонов процесса, при этом указанные входные данные содержат информацию, полученную с помощью зондирующего излучения, которое взаимодействовало с сырьем на одном или нескольких участках процесса, вместе с одним или несколькими из следующих элементов: параметр управления процессом, установка управления процессом и данные о событиях производственного процесса для соответствующего рабочего прогона;
создание одной или нескольких моделей прогнозирования на основе многомерного анализа цифровых входных данных, при этом определенная модель связывает информацию взаимодействующего зондирующего излучения непосредственно с определенным параметром управления или событием рабочего прогона;
предоставление процессору данных доступа к одной или нескольким моделям прогнозирования;
получение информации о взаимодействующем зондирующем излучении применительно к сырью в ходе рабочего прогона процесса; и
применение в процессоре данных одной или нескольких моделей прогнозирования к полученной информации о взаимодействующем зондирующем излучении для создания одного или нескольких из следующих элементов: параметр управления процессом, установка управления процессом и прогнозированное событие рабочего прогона для нового рабочего прогона.
2. Способ по п. 1, отличающийся тем, что результаты включают один или несколько из следующих элементов: параметр управления процессом, установка управления процессом и событие процесса, прогнозированные для достижения целевой производительности производственного процесса, и при этом способ дополнительно включает этап управления морфологической модификацией с использованием данных результатов.
3. Способ по п. 2, отличающийся тем, что этап управления морфологической модификацией включает управление интенсивностью подачи или подготовкой сырья, применяемом в этапе морфологической модификации.
4. Способ по п. 2, отличающийся тем, что этап управления морфологической модификацией включает управление работой устройства для морфологической модификации.
5. Способ по п. 2, отличающийся тем, что результат включает прогнозированное событие рабочего прогона и при этом способ дополнительно включает этап создания зависимого сенсорного сигнала.
6. Способ по п. 1, отличающийся тем, что устройство для морфологической модификации содержит один или несколько из следующих узлов: пресс-гранулятор, экструдер, расширитель, резальное устройство, ситовое устройство и дробильную установку.
7. Способ по п. 1, отличающийся тем, что информацию о взаимодействующем зондирующем излучении получают из участка, расположенного в части процесса, предшествующей устройству для морфологической модификации.
8. Способ по п. 7, отличающийся тем, что информацию о взаимодействующем зондирующем излучении используют для упреждающего управления этапом морфологической модификации.
9. Способ по любому из пп. 1-8, отличающийся тем, что информацию о взаимодействующем зондирующем излучении получают от излучения, находящегося в пределах от микроволнового до рентгеновского излучения электромагнитного спектра.
10. Способ по п. 9, отличающийся тем, что информацию о взаимодействующем зондирующем излучении получают от излучения, находящегося в пределах ближней инфракрасной части электромагнитного спектра.
11. Способ по п. 9, отличающийся тем, что информация взаимодействующего зондирующего излучения отображает изменения интенсивности зондирующего излучения, индексированные относительно выражения его длины волны.
12. Способ по любому из пп. 1-8, отличающийся тем, что многомерный анализ включает выполнение в компьютере алгоритмов, реализующих методы, выбранные из одной или нескольких групп, состоящих из: производных, стандартного отклонения случайной величины с нормальным распределением и мультипликативной коррекции сигнала, для удаления эффектов от информации о взаимодействии, не относящихся к параметру управления процессом, установке управления процессом или событию рабочего прогона.
13. Способ по п. 12, отличающийся тем, что многомерный анализ включает выполнение в компьютере алгоритмов, реализующих методы, выбранные из одной или нескольких групп, состоящих из: алгоритмов линейного моделирования, включающих частные наименьшие квадраты, регрессию основных компонентов, множественную линейную регрессию или гребневую регрессию; или алгоритмов нелинейного моделирования, включающих искусственные нейронные сети или метод опорных векторов для создания модели прогнозирования.
14. Способ по любому из пп. 1-8, отличающийся тем, что информацию о взаимодействующем зондирующем излучении получают от излучения, находящегося в пределах ультразвуковой части акустического спектра.
15. Способ по п. 1, отличающийся тем, что способ включает дополнительный этап сохранения цифровых входных данных в обновляемой электронной базе данных, и при этом этап создания модели прогнозирования включает выполнение многомерного анализа обновленных сохраненных цифровых входных данных.
16. Способ по любому из пп. 1-8, отличающийся тем, что матрица биоматериала по существу представляет собой матрицу биологического материала, выбранную из группы, состоящей из: матрицы пищевого продукта; матрицы корма для животных; матрицы корма для домашних питомцев; матрицы корма для рыб; матрицы биомассы; и полупродукта или компонента любой из вышеупомянутых матриц.
| RU 2008104411 A, 10.09.2009 | |||
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОИЗВОДСТВА АГРОПРОДУКЦИИ | 2003 |
|
RU2265989C2 |
| СПОСОБ И ОБОРУДОВАНИЕ ДЛЯ КОЛИЧЕСТВЕННОГО АНАЛИЗА РАСТВОРОВ И ДИСПЕРСИЙ С ПОМОЩЬЮ БЛИЖНЕЙ ИНФРАКРАСНОЙ СПЕКТРОСКОПИИ | 2004 |
|
RU2395073C2 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |

