Настоящее изобретение относится к способу и соответствующей системе для идентификации по меньшей мере одного объекта, подлежащего обработке, в технологических установках производственной линии.
Промышленное производство автомобилей требует большого объема расходов на технические ресурсы и работников. Сравнительно высокий уровень автоматизации производства автомобилей был достигнут в настоящее время. Автомобили обычно производят при помощи так называемого поточного производства. В этом контексте еще не законченный автомобиль проходит через многочисленные технологические установки, в которых в каждом случае несколько этапов производственного процесса или технологических операций осуществляются автоматически или при необходимости рабочими; указанные этапы дополнительно последовательно завершают сборку автомобиля. Автомобиль, который должен быть произведен, перемещают между отдельными технологическими установками посредством конвейерной техники. Обычное автомобильное производство располагается в данном случае на нескольких этажах. Поскольку такое автомобильное производство в виде соответствующей производственной линии занимает очень большой объем и имеет сложную конструкцию, необходимо при одновременной автоматизации производства предоставить механизмы контроля, которые позволяют быстро обнаружить бракованные детали и при необходимости удалить их из производства, т. е. удалить их с производственной линии, чтобы избежать дальнейшей обработки бракованной детали.
Одной задачей настоящего изобретения является обеспечение возможности идентификации объектов, в частности деталей, которые подлежат обработке в технологических установках, например в производственной линии, если эти детали являются бракованными и/или, благодаря другим обстоятельствам, не подходящими для дальнейшей обработки в технологической установке.
Для решения поставленной задачи предоставлен способ, согласно признакам пункта 1 формулы изобретения, и система, согласно признакам пункта 13 формулы изобретения.
Преимущественные усовершенствования представлены в соответствующих зависимых пунктах формулы.
Предложен способ для идентификации по меньшей мере одного объекта, подлежащего обработке в технологической установке обрабатывающей системы. Согласно изобретению,, в способе по меньшей мере для одного объекта статус, присвоенный в настоящее время этому объекту, хранится таким образом, что он может быть получен электронно, если по меньшей мере один объект подлежит удалению из обрабатывающей системы, при этом статус определяют в зависимости от технологической установки, через которую с тех пор прошел по меньшей мере один объект.
В соответствии с одним улучшением способа согласно изобретению, текущий статус представлен в форме таблицы данных и присвоен по меньшей мере одному объекту.
В дополнительном улучшении способа согласно изобретению, на основе текущего статуса было обнаружено, что дальнейшая технологическая операция не будет инициирована в дальнейшей технологической установке.
В соответствии с дополнительным вариантом осуществления способа согласно изобретению,, статус применяют по меньшей мере к одному объекту, и по меньшей мере один объект однозначно идентифицируется транспондером, в частности в транспондере радиочастотной идентификации, который непосредственно соединен по меньшей мере с одним объектом.
Транспондер радиочастотной идентификации содержит код, который идентифицирует по меньшей мере один объект и который может быть считан посредством соответствующего считывающего устройства. Транспондер радиочастотной идентификации обычно имеет маленький размер и может быть произведен из полимеров посредством способа специальной печати устойчивой схемы. Посредством считывающего устройства, которое может быть встроено, например, в соответствующей технологической установке, настоящий процесс считывания управляется посредством соответствующего программного обеспечения. Такое считывающее устройство радиочастотной идентификации обычно содержит межплатформное программное обеспечение радиочастотной идентификации с интерфейсами для дополнительных систем электронной обработки данных и баз данных, в результате чего также осуществляется непрерывное согласование между статусом, таким как хранящийся в транспондере радиочастотной идентификации, присваиваемым объекту, и журналом статусов, который хранится в центральном устройстве обработки данных.
В дополнительном улучшении способа согласно изобретению, текущий статус по меньшей мере одного объекта считывается в качестве выборки из журнала статусов, который присвоен по меньшей мере одному объекту. В этом контексте журнал статусов хранится в центральной базе данных и обновляется в зависимости от технологической установки, через которую прошел по меньшей мере один объект. На основании журнала статусов для объекта обнаруживается, есть ли по меньшей мере один объект, который подлежит удалению из обрабатывающей системы.
В дополнительном варианте осуществления способа согласно изобретению, существует выполнение технологических установок при размещении в производственной линии, в частности автомобильной производственной линией, при этом производственная линия содержит по меньшей мере одну точку переключения (шлюз), и по меньшей мере один объект удаляют из производственной линии по меньшей мере через одну точку переключения (шлюз), и текущий статус, который содержит информацию о том, удален ли из производственной линии по меньшей мере один объект, применяют по меньшей мере к одному объекту во время процесса удаления.
В данном случае также возможно, что статус снабжен информацией, когда объект удален из технологической установки.
В соответствии с дополнительным улучшением способа согласно изобретению, текущий статус по меньшей мере одного объекта, который удален из обрабатывающей системы для целей тестирования, содержит информацию по меньшей мере об одном объекте, не исправен ли он.
В дополнительном улучшении способа согласно изобретению, после удаления объекта по меньшей мере один объект проверяют на функциональность перед тем, как по меньшей мере один объект будет подан в обрабатывающую систему снова в точке подачи обрабатывающей системы.
В дополнение согласно дополнительному варианту существления способа согласно изобретению, существует положение, которое позволяет перепроверить по меньшей мере один объект, снова подаваемый в обрабатывающую систему, при этом учитывается время, за которое по меньшей мере один объект был удален из обрабатывающей системы.
В дополнительном улучшении статус, который присваивают по меньшей мере одному объекту для подачи по меньшей мере одного объекта в обрабатывающую систему через точку подачи, обновляется.
В дополнение по меньшей мере один объект, который идентифицируется как неисправный во время перепроверки функциональности перед подачей в обрабатывающую систему, отделяют. В данном случае можно предположить, что по меньшей мере один объект, который идентифицируется как неисправный, хранится по меньшей мере в одной точке переключения.
Можно предположить, что журнал статусов также одновременно хранится в центральном устройстве обработки данных, что приводит к тому, что его часть или весь журнал статусов может также быть извлечен из центрального устройства обработки данных.
В дополнительном улучшении способа согласно изобретению, деталь автомобиля обрабатывается по меньшей мере как один объект. В этом контексте технологические установки для обработки по меньшей мере одной детали автомобиля соответствуют технологическим установкам производственной линии для автомобилей.
В соответствии с дополнительным улучшением способа согласно изобретению, существует положение, что технологические установки формируют установки производственных линий, в частности автомобильных производственных линий, при этом по меньшей мере один объект удаляют из производственной линии по меньшей мере через одну точку переключения, если на основании централизованно хранящегося журнала статусов по меньшей мере одного объекта было зафиксировано, что по меньшей мере для одного объекта дальнейшая технологическая операция не может быть инициирована в дальнейшей технологической установке.
В дополнительном улучшении способа согласно изобретению, после удаления по меньшей мере одного объекта по меньшей мере один объект проверяют на функциональность перед тем, как по меньшей мере один объект будет снова подан на производственную линию по меньшей мере через одну точку переключения. В этом контексте статус, который присвоен по меньшей мере одному объекту и который, как описано выше, обычно хранится в транспондере радиочастотной идентификации, обновляется во время прохождения по меньшей мере одного объекта по меньшей мере через одну точку переключения.
В дополнительном улучшении способа согласно изобретению, во время перепроверки по меньшей мере одного объекта, который снова подается на производственную линию, время, в которое по меньшей мере один объект был удален из производственной линии, проверяют на основании статуса. В этом контексте считается возможным, что намеренно обеспечивают удаление по меньшей мере одного объекта из производственной линии в течение определенного периода времени, например для целей тестирования, для того, чтобы впоследствии снова подавать его избирательно на производственную линию после предопределенного временного периода. Если по меньшей мере один объект идентифицируется как неисправный во время перепроверки функциональности, когда существует положение для его подачи в производственную линию, по меньшей мере один объект отделяют и хранят, например, по меньшей мере в одной точке переключения.
Посредством способа, согласно изобретению, для обработки деталей в различных технологических установках производственной линии есть возможность простого и эффективного управления и в процессе при необходимости, например, в случае неисправной детали, есть возможность быстрого вывода деталей из производственной линии и после проверки на функциональность, где это возможно, также подачи обратно в производственную линию. Если деталь или по меньшей мере один объект должен быть выведен из производственной линии, деталь обеспечивается таблицей данных, которая позволяет реализовать уникальную идентификацию. Если по меньшей мере одно изделие соответствующей детали не выводится из производственной линии, производится штемпелевка так называемым штемпелем рабочей смены. Указанный штемпель рабочей смены обычно состоит максимум из 20 символов, которые имеют очень конкретное значение, которые также стандартизированы и определены.
Данный штемпель рабочей смены предоставляет, например, информацию о точном дне, в который деталь была обработана, о рабочей смене, технологической линии и времени производства. В дополнение штемпель рабочей смены содержит серийный номер.
Если по меньшей мере один объект был удален, по меньшей мере одному объекту, во-первых, присваивают значение «неисправный» и восстанавливают до значения «удовлетворительный» во время подачи только в случае перепроверки функциональности, во время которой обнаруживается удовлетворительный статус по меньшей мере одного объекта. Кузова транспортных средств идентифицируются посредством метки радиочастотной идентификации. В этом контексте соответствующий статус может храниться в метке радиочастотной идентификации. То, что называют FuQS-терминалами, маркировочными устройствами (двухполосной передачи) и считывающими устройствами радиочастотной идентификации, обеспечено в каждом подающем устройстве или устройстве удаления. Перед тем как соответствующий объект подают на производственную линию, соответствующий объект перепроверяют на функциональность, и, если неисправность обнаружена во время перепроверки на функциональность, соответствующий объект характеризуется как «неудовлетворительный» и хранится в месте удаления в процессе, приводимом в действие системой. Подача и удаление могут быть инициированы и выполнены посредством контроллера системы.
Настоящее изобретение также относится к системе для идентификации по меньшей мере одного объекта, подлежащего обработке в технологической установке обрабатывающей системы. Система согласно изобретению, содержит устройство контроля, которое сконфигурировано для хранения в электронной извлекаемой форме по меньшей мере для одного объекта статуса, который в настоящее время присвоен этому объекту, если по меньшей мере один объект подлежит удалению из обрабатывающей системы. В этом контексте статус будет определен в зависимости от технологической установки, через которую с тех пор прошел по меньшей мере один объект. В этом контексте текущий статус объекта может быть определен в зависимости от последней технологической установки, через которую прошел по меньшей мере один объект.
В этом контексте считается возможным, что текущий статус по меньшей мере одного объекта будет считываться в качестве выборки из журнала статусов, которые присвоены по меньшей мере одному объекту, где журнал статусов хранится в центральной базе данных и будет обновлен в зависимости от технологической установки, через которую прошел по меньшей мере один объект, и на основании журнала статусов для объекта будет определено, подлежит ли удалению по меньшей мере один объект из обрабатывающей системы.
В соответствии с дополнительным улучшением системы согласно изобретению,, система согласно изобретению, является частью обрабатывающей системы, т. е. интегрирована в обрабатывающую систему, где технологические установки обрабатывающей системы являются установками производственной линии, в частности для производства автомобилей, где производственная линия также содержит по меньшей мере одну точку переключения (шлюз). В этом контексте по меньшей мере один объект подлежит удалению из производственной линии по меньшей мере через одну точку переключения.
В данном случае можно предположить, что по меньшей мере одно устройство контроля расположено на стыке между двумя технологическими установками. По меньшей мере одно устройство контроля преимущественно расположено по меньшей мере на одной точке переключения, через которую по меньшей мере один объект подлежит удалению из обрабатывающей системы.
Производственная линия обычно содержит множество точек переключения, в которых по меньшей мере один объект может быть удален из производственной линии. Точки переключения расположены в данном случае между разными технологическими установками и позволяют немедленно удалить из производственной линии в приближенных к условиям реального времени в зависимости от текущего статуса по меньшей мере одного объекта, в результате чего, в частности, неисправные объекты не остаются в дальнейшем на производственной линии и не подаются в дальнейшем в технологические установки, что может привести к необязательной обработке и может также привести, при определенных обстоятельствах, к повреждению последующей технологической установки. Соответственно в предпочтительных местах в производственной линии точки переключения обеспечены между соответствующими технологическими установками, эти точки переключения позволяют немедленное удаление, как только это становится очевидным, на основании текущего статуса соответствующего объекта, подлежащего обработке, что указанный объект подлежит удалению из производственной линии.
Система согласно изобретению, сконфигурирована, в частности, для выполнения способа согласно изобретению, как описано в подробностях ниже.
Обрабатывающая система, имеющая технологические установки, обычно содержит множество точек подачи так же, как и множество точек удаления. Некоторые из точек удаления непосредственно соединены с соответствующими точками подачи, что означает, что в этих точках удаление из обрабатывающей системы имеет место намеренно и независимо от подверженности к неисправностям соответствующих объектов, и поврежденные детали или объекты, подлежащие обработке, затем снова подаются в обрабатывающую систему в точке подачи, которая соединена с соответствующей точкой удаления. В этих конкретных точках подачи и точках удаления объект, подлежащий обработке, обеспечен во время процесса удаления таблицей данных, которая позволяет осуществить однозначную идентификацию. Статус хранится системой или посредством оператора этой таблицы данных в центральной базе данных. После удаления из обрабатывающей системы и перед подачей объект, подлежащий обработке, перепроверяют на функциональность посредством запроса/синхронизации центральной базы данных и снова подают в обрабатывающую систему только после того, как функциональность была определена в точке подачи, соединенной с точкой удаления. Если функциональность не может быть определена, объект отделяют и хранят в области точки удаления. В дополнение к этим определенным точкам удаления, которые делают удаление абсолютно необходимым, в обрабатывающей системе существует ряд точек удаления, в которых удаление объекта производится как функция текущего статуса объекта, который будет соответственно обработан. Другими словами, в данном случае объект будет удален, только если он был определен, на основании журнала статусов соответствующего объекта, хранящегося в центральной базе данных, что этот объект требует удаления, например, если он неисправен после обработки посредством технологической установки.
В дополнение обрабатывающая система содержит ряд точек считывания, в которых метка радиочастотной идентификации, которая однозначно соотносится с объектом, может считываться, в результате чего объект, подлежащий обработке, может быть идентифицирован однозначно.
Обычно объект, который подлежит обработке в обрабатывающей системе, соотносится с идентификатором, в частности с меткой радиочастотной идентификации, которая позволяет идентифицировать объект, подлежащий обработке. Соотнесение метки радиочастотной идентификации с объектом, подлежащим обработке, в данном случае является однозначным. Перед обработкой объекта в первой технологической установке обрабатывающей системы идентификатор, т. е. метка радиочастотной идентификации, проверяется. Метка радиочастотной идентификации обеспечена серийным номером радиочастотной идентификации, который присваивают соответствующему порядковому номеру. Этот номер радиочастотной идентификации обычно обеспечен четко видимым образом на метке радиочастотной идентификации. Можно предположить, что в дополнение серийный идентификационный номер обеспечен, однако только если последний может быть идентифицирован однозначно в обрабатывающей системе посредством физических свойств синхронизации.
Текущий статус, который будет присвоен согласно изобретению, по меньшей мере одному объекту, присвоен объекту, подлежащему обработке, например в виде таблицы данных, только если по меньшей мере один объект должен быть удален, в результате чего когда затем объект снова подают, он может быть идентифицирован и, в частности, его статус может быть перепроверен, так как по меньшей мере один объект снова подают в обрабатывающую систему, только если его функциональность была предварительно подтверждена.
Если объект соответственно не удален из обрабатывающей системы, текущий статус в виде таблицы данных не присваивается этому объекту (в частности наносится на этот объект), но вместо этого этот объект снабжается только штемпелем рабочей смены, который присваивается этому объекту. Штемпель рабочей смены содержит, как уже ранее объяснялось, максимум 20 символов, при этом они обеспечивают информацию, например, о годе, месяце, дне, смене, серийном номере, линии и времени производства.
Обрабатывающая система содержит, как упоминалось ранее, множество областей подачи и областей удаления, каждые из которых в соответствующих технологических установках и в областях между технологическими установками, то есть в так называемых областях доставки. При этом некоторые области удаления соединены с соответствующей областью подачи или средства подачи и удаления совмещены друг с другом, в результате чего в этих областях есть возможность удалить деталь и затем также соответствующее, снова ее подать. Однако также существуют исключительные области удаления, в которых детали, которые будут удалены, более не будут поданы, по меньшей мере, на этом этапе.
Если объект удален, этому объекту в первую очередь присваивают статус неисправного и идентифицируют снова как «удовлетворяющий» только после перепроверки на функциональность, когда функциональность обозначена как «в порядке» перед или во время подачи. Такое присвоение статуса «неисправен» объекту реализуется посредством нанесения соответствующего кода таблицы данных на объекты, которые будут удалены. Код таблицы данных предоставляет, как упоминалось ранее, текущий статус соответствующего объекта, который подлежит удалению.
То, что называют FuQS-терминалами, маркировочными устройствами и считывающими устройствами, обеспечено в каждой точке подачи или точке удаления обрабатывающей системы. Удаление или подача в процессе обычно выполняются только посредством соответствующего обученного и уполномоченного контроллера системы. В результате запланированного удаления определенная последовательность в процессе обработки технологическими установками не должна быть нарушена, по этой причине объекты удаления имеют настоящий вариант в списке деталей, чтобы эти объекты могли быть непосредственно заменены.
Если объект подлежит удалению из обрабатывающей системы, процесс удаления обычно инициируется посредством обрабатывающей системы, и объект, который должен быть удален, затем будет перемещен в соответствующее место удаления в соответствующей точке удаления, и объект, который будет удален, затем будет выведен. Об удалении соответствующего объекта затем сообщается в блок управления для отслеживания детали (SPS-отслеживание кузова) посредством обрабатывающей системы. В блоке управления для отслеживания детали порядковый номер транспортного средства хранится вместе с номером перемещения, где блок управления для отслеживания детали не имеет истории и истории обработки, т. е. также упомянутого выше журнала статусов, а просто будет храниться в базе данных конструкции кузова.
Если объект будет снова подан в обрабатывающую систему, процесс «подачи» может быть инициирован посредством обрабатывающей системы. Соответствующее подающее место соответствующей подающей точки затем должно быть проверено с точки зрения незанятости. По меньшей мере один объект затем поднимают, что обычно выполняется роботом. Номер радиочастотной идентификации объекта, который будет подан, и таблица данных затем считываются для того, чтобы проверить, был ли перепроверен на функциональность объект, который должен быть подан, и подтверждена ли его функциональность. Процесс подачи не выполняется до тех пор, пока не будет выполнена проверка таблицы данных для выпуска текущей детали и только после подтверждения номера радиочастотной идентификации. Как только по меньшей мере один объект будет успешно подан в обрабатывающую систему, блок управления обрабатывающей системы посредством станции подтверждения сообщает в блок управления системы отслеживания кузова об успешной подаче. Производственная последовательность может быть продолжена.
Дополнительные преимущества и улучшения изобретения могут быть найдены в описании и прилагаемом графическом материале.
Конечно особенности, которые были описаны выше, и те, которые еще будут описаны ниже, могут применяться не только в соответствующих определенных комбинациях, но также и в других комбинациях, или отдельно без отклонения от объема настоящего изобретения.
Изобретение показано схематически со ссылкой на вариант осуществления на чертеже и будет описано в подробностях со ссылкой на чертеж.
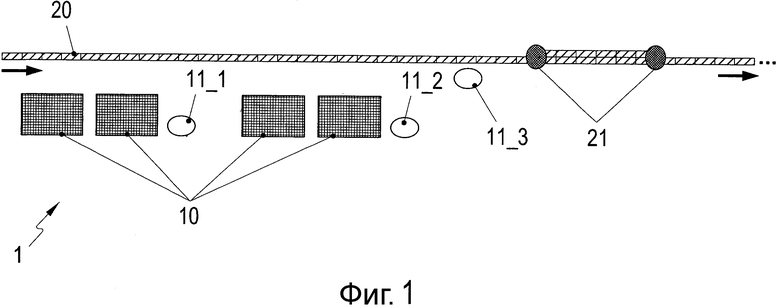
На чертеже показано схематическое изображение обрабатывающей системы с множеством технологических установок, в которой реализован вариант осуществления системы согласно изобретению. Обрабатывающая система 1 может быть сконфигурирована в виде производственной линии для сборки или изготовления автомобиля. Обрабатывающая система 1 содержит множество технологических установок 10. Каждая из технологических установок 10 сконфигурирована специально для обработки объекта, как, например, деталь для автомобиля. Обычно кузов автомобиля, который будет произведен, перемещают по обрабатывающей системе 1 на конвейерном устройстве 20, которое также обеспечено и также упоминается сокращенно как конвейер. Конвейерное устройство 20 проходит через соответствующие технологические установки 10, в которых отдельные детали, которые затем будут установлены в кузов, производятся или изготавливаются. Множество точек подачи и/или точек удаления, в которых отдельные детали или кузов могут подаваться в обрабатывающую систему или удаляться из нее, расположены как в области технологических установок 10, так и на конвейерном устройстве 20. Точки 11 подачи и/или удаления, которые расположены в области технологических установок 10, служат для подачи деталей, которые будут произведены в технологических установках, в обрабатывающую систему 1 или их удаления из нее отдельно от кузова. Точки 21 подачи и удаления на конвейерном устройстве 20 служат для подачи всего кузова в конвейерное устройство 20 и таким образом в обрабатывающую систему 1 и удаляют его из указанного конвейерного устройства 20 и таким образом из обрабатывающей системы 1. Согласно изобретению, предусмотрено, что в каждом случае в соответствующей точке 11 удаления в области технологических установок 10 обеспечено устройство контроля, которое сконфигурировано для хранения текущего статуса соответствующей детали таким образом, что он может быть считан электронно, когда деталь подлежит удалению из обрабатывающей системы 1. Однозначную идентификацию или признак однозначной идентификации в данном случае можно нанести на деталь в виде таблицы данных. В этом контексте следует отличать точки 11_1 удаления, в которых соответствующая деталь будет факультативно удалена, если, например, деталь, после обработки в технологической установке 10 не может быть обработана в дальнейшей технологической установке 10, например, из-за того, что она неисправна. Так что перед удалением детали из обрабатывающей системы 1 на нее наносят таблицу данных, которая представляет текущий статус детали, и указанную деталь удаляют из обрабатывающей системы 1 через точку 11_1 удаления, то есть точку переключения. В дополнение к этим факультативно обеспеченным точкам 11_1 удаления существуют точки 11_2 удаления, которые, в соответствии с последовательностью обработки, требуют удаления соответствующей детали в этом месте, причем деталь затем передают в точку 11_3 подачи, которая соединена с соответствующей точкой удаления 11_2; через указанную точку 11_3 подачи деталь снова подают в обрабатывающую систему 1. Во время удаления соответствующей детали в этих точках 11_2 удаления указанная деталь также снабжается таблицей данных, причем таблица данных представляет текущий статус детали. Для кузова, который передается на конвейерное устройство 20 по технологическим установкам 10, также существуют, как упоминалось ранее, точки подачи или удаления, в которых кузов целиком может быть удален. В соответствующих точках 21 подачи или удаления кузов идентифицируется перед удалением из обрабатывающей системы 1, т. е. в частности производственной линии, посредством считывания метки радиочастотной идентификации, которая расположена на кузове. С этой целью считывающее устройство для считывания метки радиочастотной идентификации, которая расположена на кузове, расположено в соответствующей точке 21 удаления. Если кузов подлежит удалению из конвейерного устройства 20 или деталь в технологической установке 10 подлежит удалению из обрабатывающей системы 1, процесс удаления может быть инициирован посредством обрабатывающей системы 1. С этой целью кузов или деталь затем подлежит размещению в месте удаления, предусмотренном для этой цели, в соответствующей точке удаления, из которой кузов или деталь затем будут выведены. После того, как кузов или деталь были удалены из обрабатывающей системы 1, удаление будет подтверждено имеющим установленным программным обеспечением управлением обрабатывающей системы 1 для системы отслеживания детали посредством системы подтверждения (обратной связи) технологической установки. Этот процесс затем хранится в блоке управления для отслеживания детали (SPS-отслеживания кузова).
Если необходимо выполнение процесса подачи, процесс «подачи» затем будет инициирован посредством обрабатывающей системы 1. Место подачи, которое обеспечено в соответствующей точке подачи, затем делают доступным, т.е., в частности, незагруженным, в результате чего есть возможность принять кузов или деталь. Кузов или деталь затем толкают или вставляют в обеспеченное место подачи. Номер радиочастотной идентификации кузова или таблица данных, расположенные на детали, затем считываются. Номер радиочастотной идентификации кузова или таблица данных на детали проверяются и подтверждаются для текущего выпуска. Успешный процесс подачи затем подтверждается управлением обрабатывающей системы для системы отслеживания детали посредством системы подтверждения (обратной связи) технологической установки, и производственная последовательность может быть продолжена.
Изобретение относится к способу и соответствующей системе для идентификации, по меньшей мере, одного объекта, подлежащего обработке, в технологических установках производственной линии. Технический результат - возможность идентификации бракованных деталей в технологических установках. Способ идентификации заключается в том, что на детали автомобиля, подлежащей удалению, располагают метку радиочастотной идентификации, в которой хранят присвоенный в данный момент указанной детали статус, снабженный информацией о времени удаления детали из технологической установки. Упомянутый статус определяют посредством устройства считывания, расположенного на технологической установке, через которую до этого момента прошла деталь автомобиля. 2 н. и 16 з.п. ф-лы, 1 ил.
1. Способ идентификации по меньшей мере одной детали автомобиля, подлежащей обработке в технологических установках (10) обрабатывающей системы (1) по изготовлению или сборке автомобиля, в котором
- по меньшей мере на одной детали автомобиля, которая подлежит удалению из обрабатывающей системы (1), располагают метку радиочастотной идентификации, в которой хранят с возможностью электронного считывания присвоенный в данный момент указанной детали автомобиля статус,
- при этом упомянутый статус снабжают информацией о времени удаления детали автомобиля из технологической установки (10),
- причем упомянутый статус, записанный на метке радиочастотной идентификации, определяют посредством устройства считывания, расположенного на технологической установке (10), через которую до этого момента прошла по меньшей мере одна деталь автомобиля.
2. Способ по п. 1, отличающийся тем, что на основании упомянутого текущего статуса обнаруживают, что в настоящее время дальнейшая технологическая операция не будет инициирована в дальнейшей технологической установке (10).
3. Способ по п. 1, отличающийся тем, что текущий статус по меньшей мере одной детали автомобиля считывают в виде выборки из журнала статусов, который соотносится с упомянутой по меньшей мере одной деталью автомобиля, причем журнал статусов хранится в центральной базе данных и обновляется в зависимости от технологической установки (10), через которую прошла упомянутая по меньшей мере одна деталь автомобиля, и на основании журнала статусов для детали автомобиля определяют, существует ли необходимость удаления по меньшей мере одной детали автомобиля из обрабатывающей системы (1).
4. Способ по п. 1, отличающийся тем, что предусмотрено, что технологические установки (10) являются установками производственной линии, причем производственная линия содержит по меньшей мере одну точку (11, 21) переключения, выполненную с возможностью удаления по меньшей мере одной детали автомобиля из производственной линии, причем идентификационный признак, в частности код таблицы данных, которая содержит информацию о том, что по меньшей мере одна деталь автомобиля удалена из производственной линии, наносят на по меньшей мере одну деталь автомобиля в процессе удаления.
5. Способ по п. 1, отличающийся тем, что статус снабжают информацией относительно того, когда деталь автомобиля удалена из обрабатывающей системы (1) посредством хранения этой информации в базе данных.
6. Способ по п. 1, отличающийся тем, что текущий статус по меньшей мере одной детали автомобиля, которая удалена из обрабатывающей системы (1) для тестирования, содержит информацию относительно того, что по меньшей мере одна деталь автомобиля является неисправной.
7. Способ по п. 1, отличающийся тем, что после удаления детали автомобиля, по меньшей мере одну деталь автомобиля перепроверяют на функциональность перед тем, как по меньшей мере одна деталь автомобиля будет снова подана в обрабатывающую систему (1) через точку (11_3) подачи обрабатывающей системы (1).
8. Способ по п. 1, отличающийся тем, что при перепроверке по меньшей мере одной детали автомобиля, которую снова подают в обрабатывающую систему (1), учитывают время, когда по меньшей мере одна деталь автомобиля была удалена из обрабатывающей системы (1).
9. Способ по п. 7 или 8, отличающийся тем, что обновляют статус, который присвоен по меньшей мере одной детали автомобиля, для подачи по меньшей мере одной детали автомобиля в обрабатывающую систему (1) в точке (11_3) подачи.
10. Способ по любому из пп. 7 и 8, отличающийся тем, что по меньшей мере одну деталь автомобиля, которую идентифицируют как неисправную во время перепроверки функциональности, перед ее подачей в обрабатывающую систему (1) отделяют, в частности хранят по меньшей мере в одной точке (11_1, 11_2, 21) переключения.
11. Способ по п. 1, отличающийся тем, что идентификационный признак представлен в виде таблицы данных, соотнесенных с по меньшей мере одной деталью автомобиля.
12. Система идентификации по меньшей мере одной детали автомобиля, подлежащей обработке в технологических установках (10) обрабатывающей системы (1) по изготовлению или сборке автомобиля, которая содержит устройство контроля, которое сконфигурировано для хранения в электронной считываемой форме по меньшей мере для одной детали автомобиля статуса, который будет в данный момент присвоен этой детали автомобиля, если по меньшей мере одна деталь автомобиля подлежит удалению из обрабатывающей системы (1), при этом упомянутый статус снабжают информацией о времени удаления детали автомобиля из технологической установки (10), причем статус, записанный на метке радиочастотной идентификации, расположенной на детали автомобиля, определяют посредством устройства считывания, расположенного на технологической установке (10), через которую до данного момента прошла по меньшей мере одна деталь автомобиля.
13. Система по п. 12, отличающаяся тем, что устройство контроля также сконфигурировано для нанесения текущего статуса на по меньшей мере одну деталь автомобиля.
14. Система по п. 12 или 13, отличающаяся тем, что текущий статус по меньшей мере одной детали автомобиля будет считываться в виде выборки из журнала статусов, который соотнесен по меньшей мере с одной деталью автомобиля, причем журнал статусов хранится в центральной базе данных, и обновляется в зависимости от технологической установки (10), через которую прошла по меньшей мере одна деталь автомобиля, причем на основании журнала статусов для детали автомобиля будет определено, подлежит ли по меньшей мере одна деталь автомобиля удалению из обрабатывающей системы (1).
15. Система по п. 12 или 13, отличающаяся тем, что по она интегрирована в обрабатывающую систему (1), причем технологические установки (10) обрабатывающей системы (1) являются установками производственной линии, и производственная линия также содержит по меньшей мере одну точку (11, 21) переключения, выполненную с возможностью удаления по меньшей мере одной детали автомобиля из производственной линии, причем устройство контроля во время процесса удаления наносит по меньшей мере на одну деталь автомобиля идентификационный признак, который содержит информацию о том, что по меньшей мере одна деталь автомобиля подлежит удалению из производственной линии.
16. Система по п. 15, отличающаяся тем, что по меньшей мере одно устройство контроля расположено на стыке между двумя технологическими установками (10).
17. Система по п. 15, отличающаяся тем, что по меньшей мере одно устройство контроля расположено по меньшей мере в одной точке (11, 21) переключения.
18. Система по п. 12 или 13, отличающаяся тем, что она сконфигурирована для выполнения способа по одному из пп. 1-13.
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| US 7286888 B2, 23.10.2007 | |||
| RU 2001102780 A, 10.02.2003. | |||

