ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Это изобретение относится к полому тарельчатому клапану, имеющему внутреннюю полость, сформированную в тарелке клапана и в штоке клапана, причем внутренняя полость заправлена хладагентом.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
В патентных документах 1 и 2, перечисленных ниже, описаны полые тарельчатые клапаны, выполненные c внутренней полостью в тарелке клапана и штоке клапана, пространство которой заправлено хладагентом (таким как металлический натрий, который имеет температуру плавления примерно 98°C), обладающим большей теплопроводностью, чем материал клапана, вместе с внутренним газом.
Внутренняя полость простирается изнутри тарелки клапана в шток, адаптированный к содержанию большого количества хладагента для обеспечения свойства повышенной теплопроводности клапана. (Это свойство, повышаемое посредством хладагента, будет в дальнейшем именоваться эффектом уменьшения тепловыделения.)
Двигатель во время эксплуатации нагревается, и если температура камеры сгорания двигателя оказывается избыточной, может иметь место детонация, которая снижает топливную экономичность, а значит - и мощность двигателя. Чтобы понизить температуру камеры сгорания, предложено использование хладагента, заправляемого во внутреннюю полость, сформированную в клапане, вместе c внутренним газом для безусловного повышения эффекта теплопередачи клапана.
ИЗВЕСТНЫЕ ДОКУМЕНТЫ
Патентные документы
Патентный документ 1: WО 20/041337
Патентный документ 2: выложенная заявка 2011-179328 на патент Японии
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩЕСТВА ИЗОБРЕТЕНИЯ
Задачи, решаемые изобретением
Обычные полые тарельчатые клапаны, заправленные хладагентом, имеют внутреннюю полость, сформированную в дискообразной в целом тарелке клапана (эта полость в дальнейшем именуется внутренней полостью тарелки клапана), линейную внутреннюю полость, сформированную в его штоке (эта полость в дальнейшем именуется внутренней полостью штока), и переходную область, плавно соединяющую обе внутренние полости (эта область в дальнейшем именуется взаимно-соединяющей областью), обеспечивая плавное течение сжиженного хладагента и заправляемого газа из одной полости в другую и тем самым повышение эффекта теплопроводности.
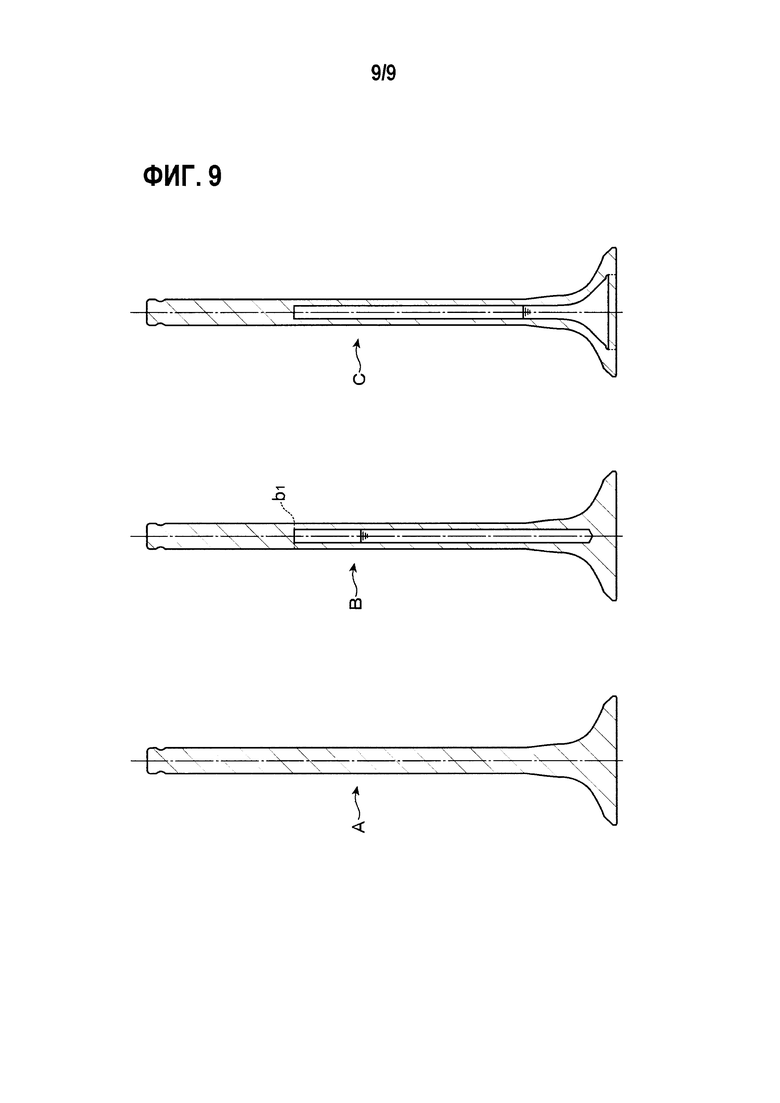
Авторы данного изобретения провели несколько экспериментов, чтобы подтвердить эффект теплопередачи на клапанах трех разных типов, как показано на фиг. 9: сплошном клапане A; клапане В, имеющем внутреннюю полость штока, заправленную жидким хладагентом (металлическим натрием); и клапане С, имеющем внутреннюю полость тарелки клапана, сообщающуюся с внутренней полостью штока, заправленную жидким хладагентом. Результаты экспериментов показаны на фиг. 4 и 5. Полые клапаны В и С заправлены газообразным аргоном вместе c металлическим натрием. Полый клапан В образован сначала посредством заправки штока хладагентами, а потом посредством сваривания его c тарелкой клапана (в положении b1). Полый тарельчатый клапан С образован сначала посредством заправки хладагентов в его внутреннюю полость тарелки клапана, а потом посредством приваривания грибка к открытому концу полости.
Каждый из клапанов A, B и С в экспериментах устанавливали на автомобильный двигатель и подвергали заранее определенной операции прогрева и последующей эксплуатации на полном газу при заранее определенной высокой нагрузке двигателя в течение заранее определенного количества часов. Температуры поверхностей клапанов измеряли при испытаниях с определением зависимости твердости от температуры.
На фиг. 4 показаны кривые A, B и С, отображающие распределения температур T поверхностей (точнее, температуры на глубине 0,5 мм от поверхности) соответствующего клапана A, B и С в осевом направлении. На рассматриваемом чертеже видно, что каждая из температур поверхностей постепенно растет в направлении от посадочной поверхности клапана и достигает максимальной температуры Tmax, а потом постепенно падает. Кривую (A) можно приближенно представить квадратичной кривой, имеющей максимальную точку Tmax на участке галтели клапана около штока. Распределение температур клапана В также можно приближенно представить квадратичной кривой c точкой наибольшей температуры (Tmax), несколько сдвинутой от галтели к тарелке клапана, и кривая В имеет в целом меньшую высоту (более низкую температуру), чем кривая A. Кривая С имеет свою точку максимальной температуры, тоже находящуюся ближе к тарелке клапана, и имеет в целом меньшую высоту, чем кривая B.
Более конкретно, между клапаном В и клапаном С нет заметной разницы в распределении температур снаружи от посадочной поверхности клапана, но между клапаном В и клапаном С есть заметная разница в распределении температур изнутри от посадочной поверхности клапана. Кроме того, точка максимальной температуры (осевое положение, демонстрирующее Tmax) в клапане B находится в галтели около штока, а в клапане С эта точка находится, по существу, в центре галтели.
Обращаясь к фиг. 5, отмечаем, что здесь показаны радиальные распределения температур поверхностей, имеющие место на донных поверхностях (или плоских поверхностях) клапанов A, B и C. Видно, что в любом из клапанов A, B и С температура T становится наибольшей в центре донного конца и уменьшается с увеличением расстояния от оси тарелки клапана. В частности, отмечается, что в клапанах A и В температура достигает Tmax в центре донного конца тарелки клапана и что в клапане С по некоторой области донной поверхности распределена наибольшая температура, значительно менее высокая по сравнению с клапанами A и B.
Таким образом, можно сказать, что полый тарельчатый клапан В, заправленный c хладагентом в своей внутренней полости, имеет больший эффект уменьшения тепловыделения (свойство теплопередачи), чем сплошной тарельчатый клапан A, а полый тарельчатый клапан С имеет больший эффект уменьшения тепловыделения, чем клапан В, поскольку объем заправки хладагентом в первом больше, чем в последнем.
Чтобы подтвердить, что полый тарельчатый клапан С имеет больший эффект уменьшения тепловыделения (свойство большей теплопередачи), проводили компьютерный анализ, моделируя поведение хладагента в полом тарельчатом клапане С во время операции открывания-закрывания клапана (которая обуславливает перемещение клапана вверх и вниз в осевом направлении). Результаты моделирования выявляют, что хладагент плавно движется между внутренней полостью тарелки клапана и малой внутренней полостью штока.
По оценке на основе этого моделирования, такой больший эффект уменьшения тепловыделения (свойство теплопередачи) клапана С вносится посредством плавного движения сжиженного хладагента из одной полости в другую полость через малую взаимно-соединяющую область между ними.
Авторы также нашли способ повышения этого эффекта уменьшения тепловыделения (достижения свойства большей теплопередачи).
Они заметили, что, хотя хладагент плавно движется через гладкую взаимно-соединяющую область между внутренней полостью тарелки клапана и внутренней полостью штока, сжиженный хладагент в верхней, средней и нижней областях полости тарелки клапана движется в осевом направлении без перемешивания или смешивания друг с другом.
Тот факт, что хладагент не перемешивается, означает, что тепло, аккумулированное в хладагенте ближе к источнику тепла, не передается хладагенту в средней и верхней областях полости тарелки клапана, не внося вклад в эффект уменьшения тепловыделения (свойство теплопередачи).
Авторы осознали, что хладагент в полом тарельчатом клапане С может плавно двигаться через взаимно-соединяющую область во время возвратно-поступательного движения клапана, тем самым до некоторой степени повышая его эффект уменьшения тепловыделения, как показано на фиг. 4 и 5, и что максимальный эффект уменьшения тепловыделения (свойство теплопередачи) все же не достигается, поскольку гладкая взаимно-соединяющая область клапана обеспечивает плавное движение хладагента и предотвращает перемешивание хладагента в процессе этого движения.
Авторы пришли к выводу, что эффект уменьшения тепловыделения (свойство теплопередачи) будет значительно повышаться, если в верхней, средней и нижней областях внутренней полости тарелки клапана устанавливается конвекция хладагента для перемешивания хладагента.
Более конкретно, авторы провели компьютерные моделирования потоков хладагента, заправленного во внутреннюю полость тарелки клапана и внутреннюю полость штока, соединенную под прямым углом на открытом ее конце c внутренней полостью тарелки клапана, при этом планарная область вокруг открытого конца внутренней полости штока образует карнизную ступеньку между двумя полостями. В процессе компьютерных моделирований подтвердилось, что хладагент во внутренней полости тарелки клапана циркулирует в ней за счет конвекции, демонстрируя течение вдоль оси клапана в связи с движениями клапана во время операции открывания и закрывания клапана.
В процессе испытаний полых тарельчатых клапанов под большой нагрузкой (при работе на полном газу) испытуемый клапан, имеющий такую же конфигурацию, как используемый в вышеупомянутых компьютерных моделированиях, подвергали таким же испытаниям, как в случае клапанов A, B и C. Испытания выявили, что клапан имел больший эффект уменьшения тепловыделения (свойство теплопередачи), чем обычный тарельчатый клапан C.
Таким образом, на основе вышеописанного эмпирического подтверждения эффекта полого тарельчатого клапана можно предложить полый тарельчатый клапан, обладающий повышенной способностью к уменьшению тепловыделения по сравнению с обычными полыми тарельчатыми клапанами, за счет разработки тарельчатого клапана c внутренней полостью тарелки клапана и внутренней полостью штока, соединенной с ней под прямым углом посредством периферийной планарной области, сформированной вокруг открытого конца внутренней полости штока, за счет конвективных потоков хладагента, устанавливаемых во внутренней полости тарелки клапана.
Поэтому задача данного изобретения состоит в том, чтобы разработать полый тарельчатый клапан, обладающий повышенной способностью к уменьшению тепловыделения, установленной на основе вышеупомянутых компьютерных моделирований и нагрузочных испытаний, для повышения способностей к уменьшению тепловыделения известных полых тарельчатых клапанов.
СРЕДСТВА РЕШЕНИЯ ЗАДАЧИ
Чтобы решить вышеупомянутую задачу, в соответствии с изобретением предложен полый тарельчатый клапан, имеющий шток, выполненный на одном его конце как единое целое с тарелкой клапана, причем клапан имеет внутреннюю полость, которая простирается изнутри тарелки клапана в шток и заправлена хладагентом вместе с инертным внутренним газом, при этом упомянутый тарельчатый клапан отличается тем, что:
тарелка клапана снабжена находящейся внутри нее и имеющей форму кругового усеченного конуса внутренней полостью тарелки клапана, имеющей коническую поверхность, подобную сужающейся на конус внешней периферии тарелки клапана;
шток снабжен находящейся внутри него линейной внутренней полостью, соединенной перпендикулярно с поверхностью верхнего конца кругового усеченного конуса; а
потолок представляет собой периферийную область, имеющую планарную поверхность вокруг одного открытого конца линейной полости штока, причем эта планарная поверхность перпендикулярна оси клапана,
вследствие чего во внутренней полости тарелки клапана во время возвратно-поступательного движения клапана устанавливается вертикальный конвективный поток хладагента вдоль оси клапана.
(Функционирование) Когда клапан совершает движение вниз, открывая выпускной канал, хладагент подвергается воздействию направленной вверх силы инерции, как показано на фиг. 2(а). Поскольку (направленная вверх) сила инерции, тогда действующая на хладагент, больше в центральной области внутренней полости тарелки клапана, чем в окружающей области, вынуждается движение центрального хладагента во внутреннюю полость штока через взаимно-соединяющую область между внутренней полостью тарелки клапана и внутренней полостью штока. Вместе с тем, поскольку карнизная кольцевая ступенька сформирована во взаимно-соединяющей области, то есть поверхность верхнего конца внутренней полости тарелки клапана (или периферийная область вокруг открытого конца внутренней полости штока) является планарной поверхностью, перпендикулярной оси тарельчатого клапана, хладагент не может плавно течь во внутреннюю полость штока, как в обычном полом тарельчатом клапане С-типа.
Если говорить подробнее, то направленная вверх сила инерции создает направленные радиально внутрь потоки F1 и F2 хладагента, которые текут вдоль кольцевой ступеньки (или потолка внутренней полости тарелки клапана) к центру взаимно-соединяющей области, как показано на фиг. 3(a). В этой взаимно-соединяющей области два направленных радиально внутрь потока F2 сталкиваются друг с другом и разделяются на направленный вниз поток F3 к дну внутренней полости тарелки клапана и направленный вверх поток F4 к области S2 внутренней полости штока. Во взаимно-соединяющей области поток F3, направленный к дну внутренней полости тарелки клапана, превращается в два направленных радиально внутрь потока F1 и F2, которые текут к потолку, вдоль потолка и мимо потолка. С другой стороны, направленный вверх поток F4, направляющийся в верхнюю внутреннюю полость штока, вырастает в турбулентный поток F5 во взаимно-соединяющей области, как показано на фиг. 3(a).
Таким образом, хладагент циркулирует во внутренней полости тарелки клапана посредством конвекции, приводящей к циркуляционному потоку, обозначенному последовательностью стрелок F1, F2 и F3 и F1, создавая турбулентный поток во внутренней полости штока.
Когда клапан совершает движение вверх, приближаясь к выпускному каналу для внутреннего газа, хладагент подвергается воздействию направленной вниз силы инерции, как показано на фиг. 2(b). Поскольку направленная вниз сила инерции, действующая на хладагент в центральной области внутренней полости тарелки клапана, больше, чем сила инерции, действующая на хладагент в периферийной области, вдоль дна внутренней полости тарелки клапана создается направленный радиально наружу поток F6 хладагента, как показано на фиг. 3(b). При этом во внутренней полости штока создается направленный вниз турбулентный поток F7, который течет во внутреннюю полость тарелки клапана через взаимно-соединяющую область. Этот поток F6, текущий вдоль дна внутренней полости тарелки клапана, в конечном счете, превращается в направленный в целом вверх поток F8 к потолку внутренней полости S1 тарелки клапана и сливается в центральные потоки F6 и F7.
Иными словами, как обозначено последовательностью стрелок F6, F8 и F6, во внутренней полости тарелки клапана создается конвективный поток хладагента, а значит, и турбулентный поток, обозначенный стрелкой F7, во внутренней полости штока.
Таким образом, в связи с движениями клапана вверх и вниз, во всей внутренней полости создается конвективный поток хладагента, как показано на фиг. 3(a)-(c), активно смешивающий верхний, средний и нижний хладагент во внутренней полости и значительно повышающий эффект уменьшения тепловыделения (свойство теплопередачи клапана).
(Функционирование) Во-первых, поскольку конфигурация внутренней полости тарелки клапана обеспечивает наличие сужающейся на конус внутренней периферии, по форме аналогичной периферии тарелки клапана, в ней возможно аккумулирование большого объема хладагента.
Во-вторых, поскольку потолок и сужающаяся на конус периферийная поверхность внутренней полости тарелки клапана образуют между собой тупой угол, направленные радиально внутрь потоки хладагента, создаваемые во время операции открывания-закрывания клапана, плавно направляются во взаимно-соединяющую область, проходя потолок, как показано на фиг. 3(a) стрелками F1 и F2, а на фиг. 3(b) - стрелкой F8, и эти потоки, в свою очередь, активируют конвекцию хладагента во внутренней полости тарелки клапана.
Полый тарельчатый клапан этого типа изготавливают в последовательности этапов, включающей в себя:
этап, на котором посредством штамповки с помощью штампа формируют выемку, которая соответствует внутренней полости тарелки клапана;
этап, на котором высверливают центральное отверстие, которое соответствует внутренней полости штока, в дне выемки в связи с внутренней полостью штока;
этап, на котором заправляют некоторое количество хладагента в выемку тарелки клапана (внутреннюю полость тарелки клапана); и
этап, на котором наваривают грибок на открытый конец выемки, заключая хладагент в атмосфере инертного внутреннего газа.
Поскольку внутренняя полость тарелки клапана, сформированная таким образом, имеет форму кругового усеченного конуса, имеющего плоский потолок, она обладает следующими преимуществами.
Во-первых, поскольку прессующий торец металлического штампа, используемого при штамповке, является плоским, подготовить штамп, имеющий плоский прессующий торец, легче, чем штамп, имеющий криволинейный торец или торец, сужающийся на конус.
Во-вторых, поскольку дно выемки является плоским, процесс уплощения дна выемки не требуется.
В-третьих, поскольку плоская донная поверхность выемки является плоской и перпендикулярной оправке, можно точно выставлять сверло, выравнивая его с осью штока при сверлении отверстия в дне.
В полом тарельчатом клапане по п. 1 формулы изобретения внутренней полости тарелки клапана можно придать форму в целом кругового усеченного конуса, круглый потолок которого смещен от положения поверхности верхнего конца этого кругового усеченного конуса к штоку на заранее определенное расстояние, как указано в п. 2 формулы изобретения.
(Функционирование) В полом тарельчатом клапане по п. 1 формулы изобретения, поскольку внутренняя полость тарелки клапана имеет форму кругового усеченного конуса, имеющего плоский потолок, этого достаточно, чтобы обеспечить штамп, имеющий плоский прессующий торец для штамповки тарелки клапана. Поэтому подготовка такого штампа гораздо проще, чем подготовка обычного штампа для штамповки криволинейного прессующего торца или прессующего торца, сужающегося на конус.
Однако точное формирование такого круглого потолка (поверхности верхнего конца кругового усеченного конуса) только посредством штамповки оказывается затруднительным. Кроме того, прессующий торец штампа для формирования плоского потолка может быстро изнашиваться.
В отличие от этого, как указано в п. 2 формулы изобретения, для внутренней полости тарелки клапана можно предусмотреть смещение круглого потолка из положения поверхности верхнего конца кругового усеченного конуса к штоку на заранее определенное расстояние. Это можно сделать, например, посредством механической обработки изначально отштампованной полусферической поверхности дна выемки с приданием ей формы круглой плоской поверхности, перпендикулярной оси клапана. В этом случае штамп может иметь мало изнашиваемый скругленный прессующий торец для формирования потолка внутренней полости тарелки клапана, после чего оказывается возможным простое и точное формирование круглого потолка посредством механической обработки при не столь строгом требовании к точности штампа.
РЕЗУЛЬТАТЫ ИЗОБРЕТЕНИЯ
В соответствии с изобретением, эффект уменьшения тепловыделения полого тарельчатого клапана (или свойство теплопередачи) значительно повышается посредством конвекции хладагента, который циркулирует во внутренней полости тарелки клапана и внутренней полости штока клапана, что, в свою очередь, повышает рабочие характеристики двигателя.
Отметим, что во внутренней полости тарелки клапана можно аккумулировать большое количество хладагента, что способствует активной вертикальной конвекции хладагента вдоль вертикальной оси внутренней полости тарелки клапана, тем самым повышая эффект уменьшения тепловыделения (или свойство теплопередачи), а значит, и повышая рабочие характеристики клапана. Кроме того, поскольку потолок внутренней полости тарелки клапана является плоским, можно не только легко обеспечить штамп для формирования потолка внутренней полости тарелки клапана, но и легко высверлить внутреннюю полость штока, открывающуюся в центре потолка. Таким образом, можно уменьшить стоимость изготовления тарельчатого клапана.
Способ по п. 2 формулы изобретения гарантирует определенную точность при формировании внутренней полости тарелки клапана, тем самым гарантируя обеспечение тарельчатых клапанов, имеющих гомогенизированную способность к уменьшению тепловыделения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На фиг. 1 представлено продольное сечение полого тарельчатого клапана в соответствии с первым вариантом осуществления изобретения.
На фиг. 2 представлена диаграмма, иллюстрирующая силы инерции, которые действуют на хладагент во внутренних полостях тарельчатого клапана во время его возвратно-поступательных движений. Более конкретно, на фиг. 2(a) представлено сечение клапана, совершающего движение вниз (для открывания клапана), иллюстрирующее силу инерции, действующую на хладагент, а на фиг. 2(b) - сечение клапана, совершающего движение вверх (для закрывания клапана), иллюстрирующее силу инерции, действующую на хладагент.
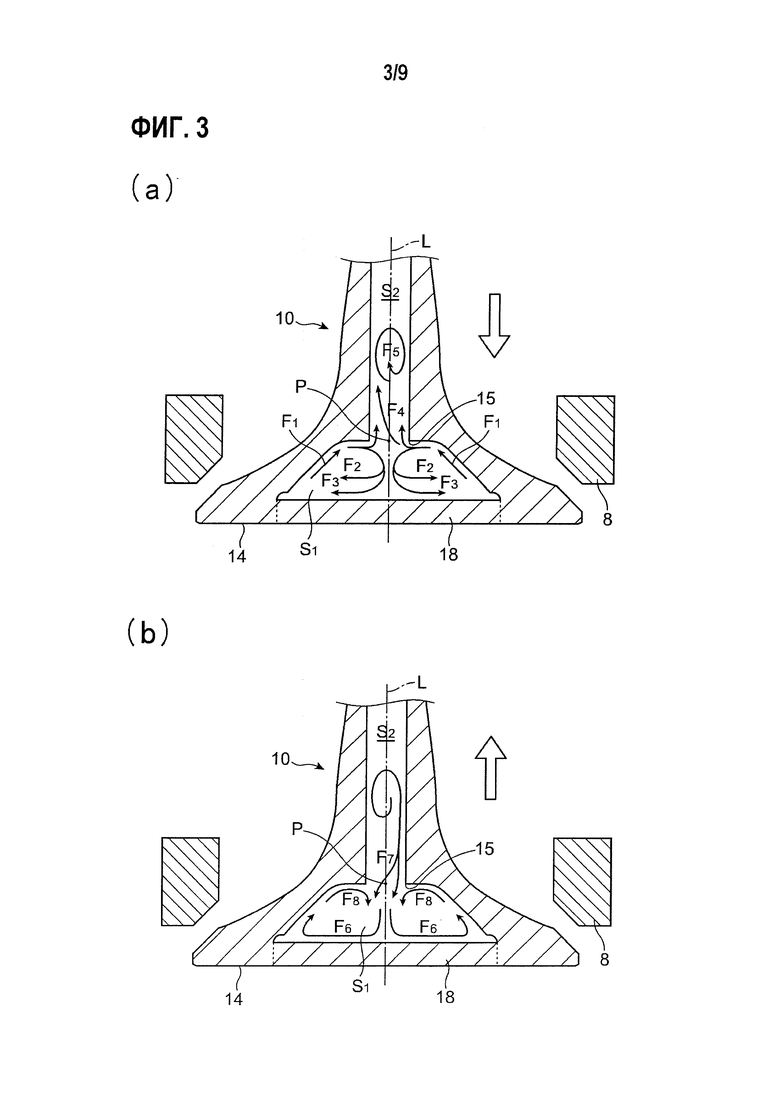
На фиг. 3 показано в увеличенном масштабе движение хладагента во время возвратно-поступательного движения полого тарельчатого клапана. Более конкретно, на фиг. 3(a) показан клапан, совершающий движение вниз для открывания канала, а на фиг. 3(b) - клапан, совершающий движение вверх для закрывания канала.
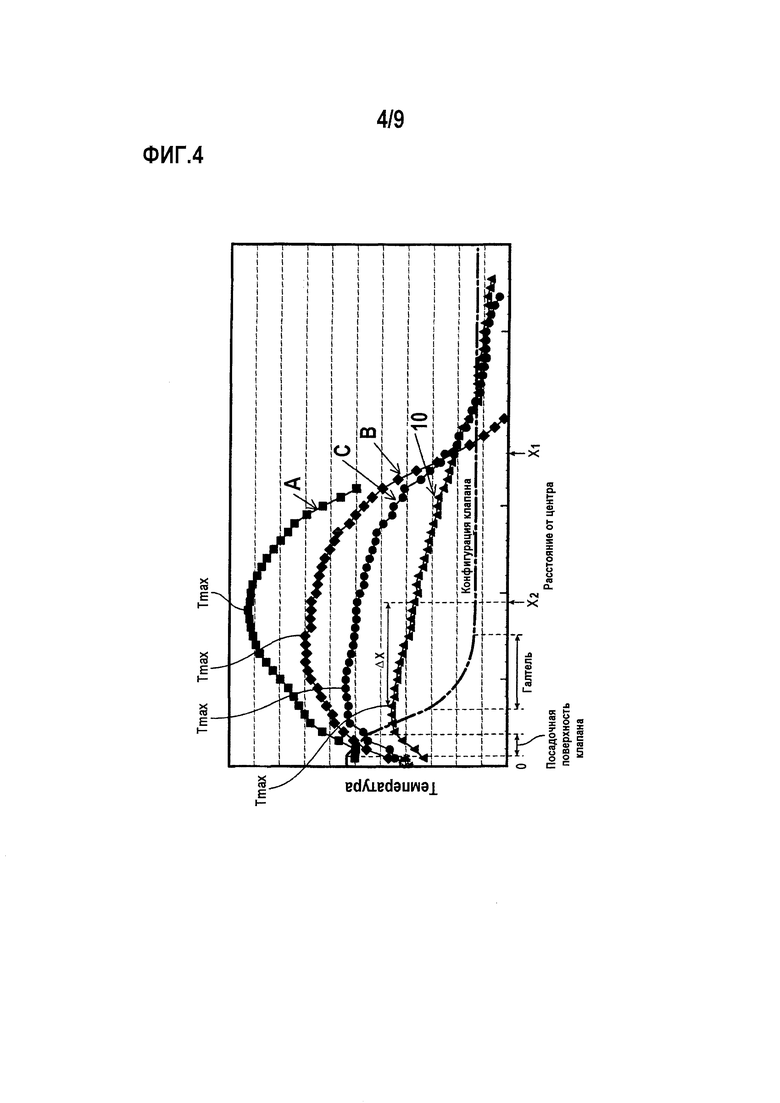
На фиг. 4 показаны осевые распределения температур поверхностей полых тарельчатых клапанов.
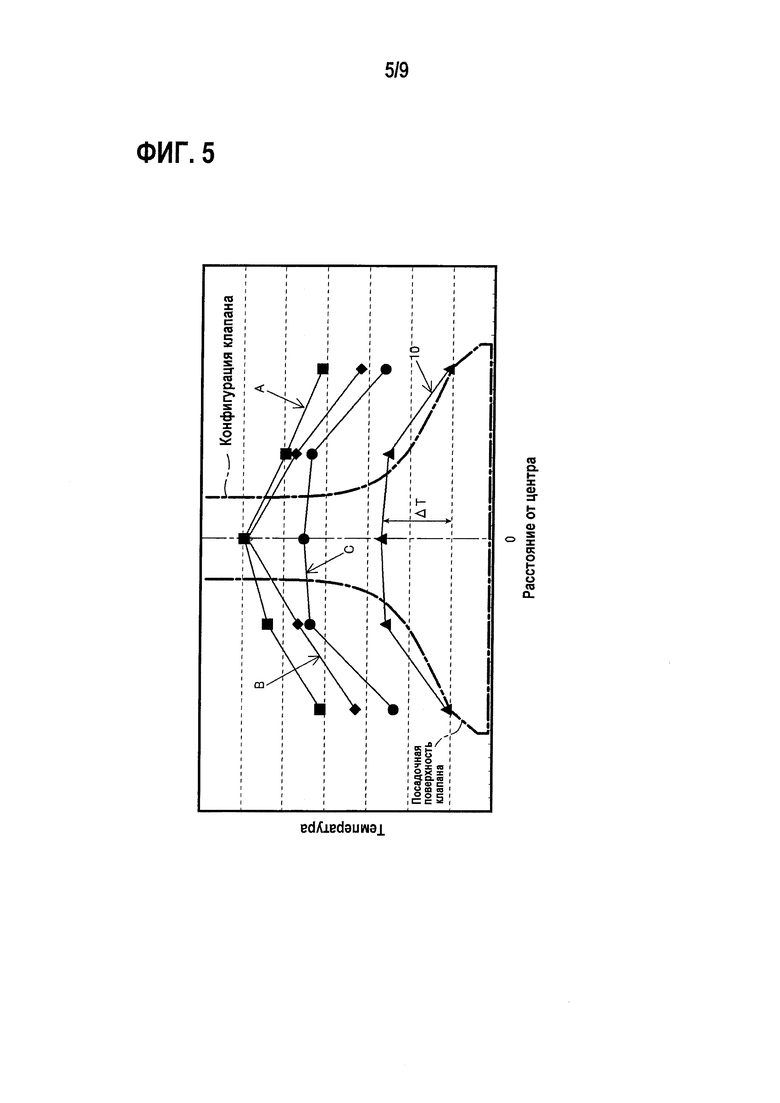
На фиг. 5 показаны радиальные распределения температур поверхностей разных полых тарельчатых клапанов, замеренные на дне клапанов.
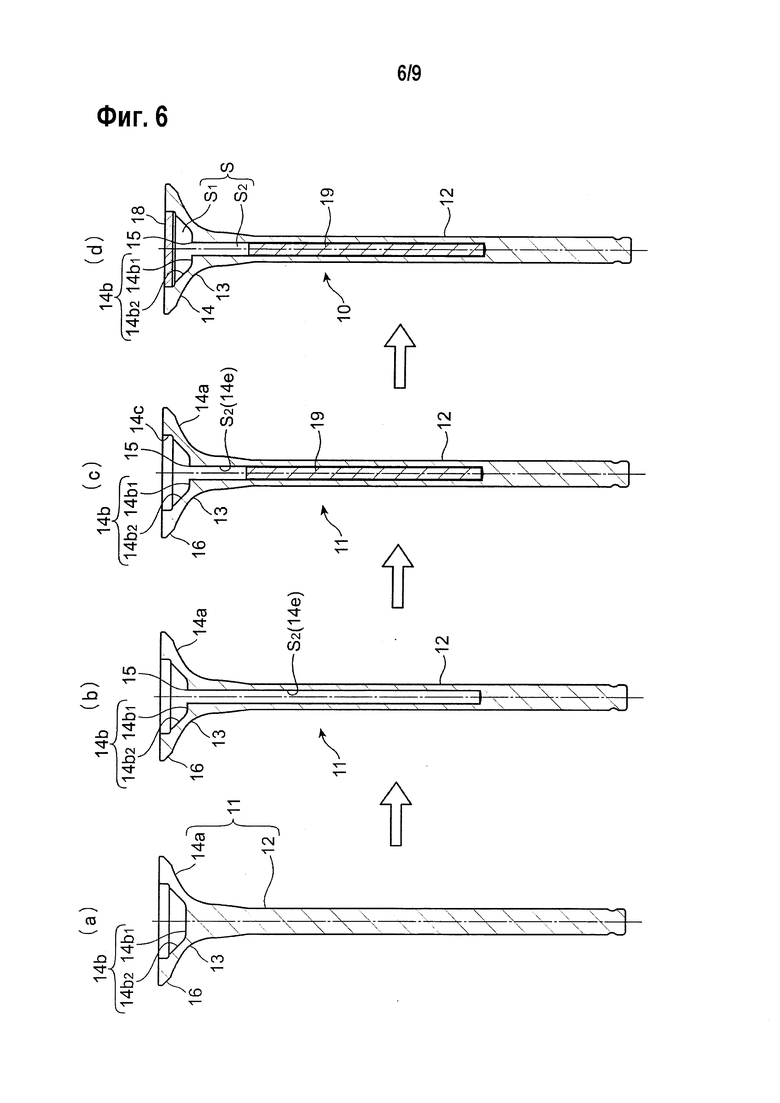
На фиг. 6 показаны этапы изготовления полого тарельчатого клапана. Более конкретно, фиг. 6(a) иллюстрирует этап формирования тарелки клапана на одном конце штока посредством штамповки высадкой (или посредством объемной штамповки выдавливанием), фиг. 6(b) - этап высверливания внутренней полости штока, причем это высверливание осуществляется в штоке сквозь дно (потолок) внутренней полости тарелки клапана, имеющейся в тарелке клапана, фиг. 6(c) - этап нагнетания некоторого количества хладагента во внутреннюю полость, а фиг. 6(d) - этап наваривания грибка на отверстие внутренней полости тарелки клапана в атмосфере инертного внутреннего газа.
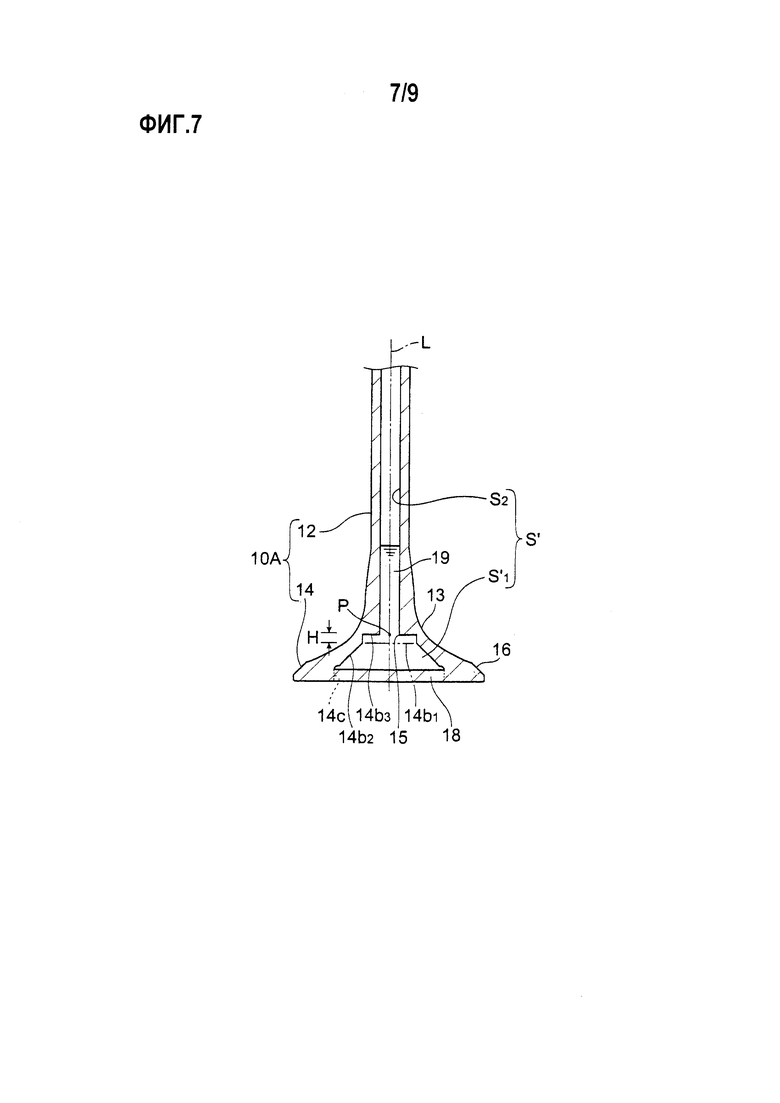
На фиг. 7 показано продольное сечение основного участка полого тарельчатого клапана в соответствии со вторым вариантом осуществления изобретения.
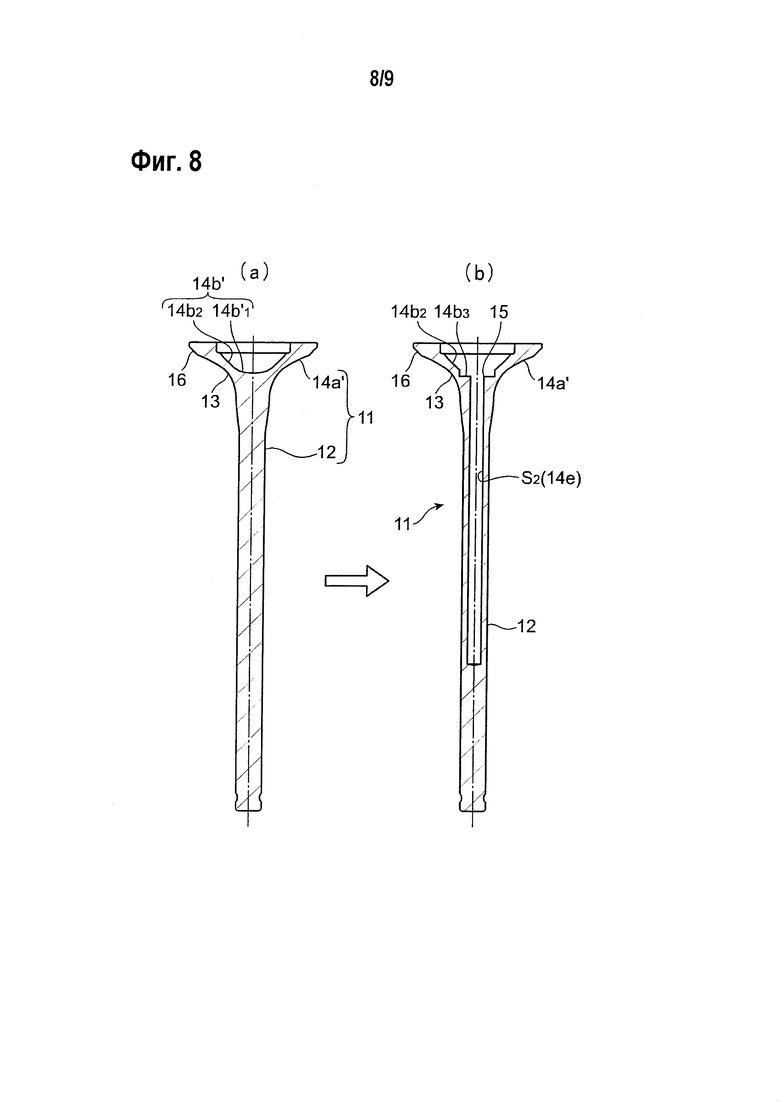
На фиг. 8 показаны основные этапы изготовления полого тарельчатого клапана. Более конкретно, на фиг. 8(a) показан этап штамповки для формирования тарелки клапана на одном конце штока, а на фиг. 8(b) - этап механической обработки донного конца, имеющей выемку тарелки клапана и высверливания канала в штоке для формирования полости штока.
На фиг. 9 показаны продольные сечения обычного сплошного тарельчатого клапана и полых тарельчатых клапанов.
ПРЕДПОЧТИТЕЛЬНЫЕ ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Теперь данное изобретение будет подробно описано на примере со ссылками на два варианта осуществления.
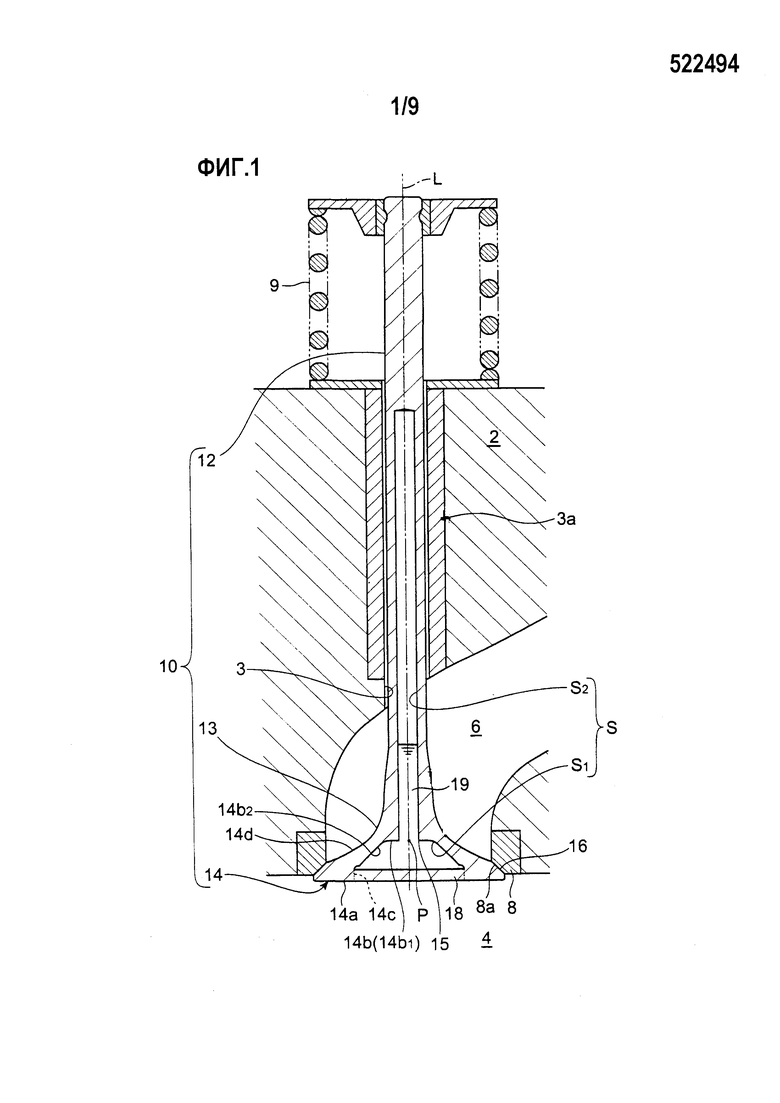
Обращаясь к фиг. 1-5, отмечаем, что здесь показан полый тарельчатый клапан для двигателя внутреннего сгорания в соответствии с первым вариантом осуществления изобретения.
На этих чертежах позиция 10 обозначает полый тарельчатый клапан, выполненный из жаростойкого металла. Клапан 10 имеет тарелку 14 клапана и прямой шток 12, выполненный как единое целое с тарелкой клапана посредством криволинейной галтели 13, находящейся между тарелкой 14 клапана и штоком 12 и имеющей радиально увеличивающийся диаметр. На периферии тарелки 14 клапана предусмотрена сужающаяся на конус посадочная поверхность 16 клапана.
Более подробно, полый тарельчатый клапан 10 имеет тело 11 (фиг. 6), которое содержит тарелку 14 клапана, выполненную на одном конце штока 12 как единое целое с ним. Тарелка 14 клапана имеет выемку 14b в форме кругового усеченного конуса. На открытый конец 14c выемки 14b наварен дискообразный грибок, образуя внутреннюю полость S, которая простирается изнутри тарелки клапана в шток. Внутренняя полость S заправлена, по существу, наполовину (примерно на 1/2-3/5) ее объема хладагентом 19, таким как металлический натрий, вместе с инертным внутренним газом, таким как аргон.
Как показано на фиг. 1, в головке 2 блока цилиндров двигателя предусмотрен выпускной канал 6 для внутреннего газа. Этот канал 6 простирается от камеры 4 сгорания двигателя. В периферийной области вокруг канала 6 камеры 4 сгорания предусмотрен кольцевой посадочный вкладыш 8 клапана, имеющий сужающуюся на конус поверхность 8а, на которую можно сажать посадочную поверхность 16 клапана, имеющуюся у клапана 10. На внутренней периферии отверстия 3, сформированного в головке 2 блока цилиндров, предусмотрена направляющая 3а клапана, предназначенная для приема штока 12 в процессе скользящего контакта с ним. Полый тарельчатый клапан 10 подвергается воздействию пружины 9 клапана, закрывающей клапан.
Внутренняя полость S состоит из внутренней полости S1 тарелки клапана и линейной внутренней полости S2 штока, сформированной в штоке 12 таким образом, что внутренняя полость S2 штока пересекается (сообщается) c внутренней полостью S1 тарелки клапана под прямым углом. Вокруг периферии открытого конца внутренней полости S1 тарелки клапана предусмотрен круглый плоский потолок 14b1 (или планарная донная поверхность выемки 14b), перпендикулярный (перпендикулярная) оси L клапана 10 (фиг. 6).
Во внутренней полости предусмотрена область P, взаимно-соединяющая внутреннюю полость S1 тарелки клапана и внутреннюю полость S2 штока. Эта взаимно-соединяющая область P имеет горизонтальную карнизную кольцевую ступеньку 15 (как видно из внутренней полости S1 тарелки клапана) вместо обычной гладкой взаимно-соединяющей области. Плоская поверхность 14b1 кольцевой ступеньки 15, обращенная к внутренней полости S1 тарелки клапана, перпендикулярна оси L полого тарельчатого клапана 10. Иными словами, карнизная кольцевая ступенька 15 ограничена периферийной зоной 14b1 вокруг открытого конца внутренней полости S2 штока (или дна выемки, имеющей форму кругового усеченного конуса внутри тела тарелки клапана) и внутренней периферией внутренней полости S2 штока.
Вследствие этого, во время операции открывания-закрывания полого тарельчатого клапана 10, во внутренней полости S1 тарелки клапана создается циркуляционный поток (конвекция) хладагента 19, а во внутренней полости S2 штока - турбулентный поток, как показано стрелками на фиг. 3(a)-(b) и подробнее описывается ниже. Таким образом, из-за этой конвекции и турбулентности хладагента во внутренней полости S, верхняя, средняя и нижняя части хладагента активно смешиваются, тем самым значительно повышая эффект уменьшения тепловыделения (или свойство теплопередачи) полого тарельчатого клапана 10.
Далее будут подробно описаны разновидности поведения хладагента во время операции открывания-закрывания полого тарельчатого клапана 10, теперь со ссылками на фиг. 2 и 3.
Когда закрытый полый тарельчатый клапан 10 движется вниз, открывая канал, как показано на фиг. 2(a), хладагент 19 во внутренней полости S подвергается воздействию направленной вверх силы инерции. Поскольку направленная вверх сила, действующая на центральный хладагент 19 в центральной области внутренней полости S1 тарелки клапана, больше, чем сила, действующая на периферийный хладагент во внутренней полости S1 тарелки клапана, хладагент 19 во внутренней полости S1 тарелки клапана склонен течь во внутреннюю полость S2 штока через взаимно-соединяющую области P. Однако хладагент не может двигаться во внутреннюю полость S2 штока также плавно, как в обычном клапане, из-за наличия кольцевой ступеньки 15, сформированной во взаимно-соединяющей области P.
Следовательно, посредством направленной вверх силы инерции, вдоль кольцевой ступеньки 15 во внутренней полости S1 тарелки клапана создаются направленные радиально внутрь потоки F1 и F2 хладагента 19, которые будут течь вдоль потолка 14b1 внутренней полости S1 тарелки клапана и прорываться к центру взаимно-соединяющей области P, как показано на фиг. 3(a). Два потока F2, направляющиеся к взаимно-соединяющей область P вдоль кольцевой ступеньки 15, сталкиваются друг с другом и изменяются, превращаясь в направленный вниз поток F3, идущий ко дну внутренней полости S1 тарелки клапана, и направленный вверх поток F4, идущий во внутреннюю полость S2 штока.
Поток F3, стремящийся ко дну внутренней полости S1 тарелки клапана, перенаправляется во взаимно-соединяющей области P к радиально наружной области полости S1, а потом перенаправляется к потолку внутренней полости S1 тарелки клапана, в конце концов, сливаясь в потоки F1 и F2, идущие к центру взаимно-соединяющей области P. С другой стороны, направленные вверх потоки F4 и F5 изменяются во взаимно-соединяющей области P, превращаясь в турбулентные потоки во внутренней полости S2 штока, как показано на фиг. 3(a).
Таким образом, во внутренней полости S1 тарелки клапана создается конвекция хладагента 19, который проходит вдоль оси L, как показано стрелками F1, F2, F3 и F4, а также создаются турбулентные потоки F4 и F5 во внутренней полости S2 штока.
С другой стороны, когда клапан 10 движется вверх, закрывая канал, хладагент 19 во внутренних полостях S подвергается воздействию направленной вниз силы инерции, как показано на фиг. 2(b). В этом случае, поскольку направленная вниз сила инерции, действующая на хладагент 19 в центральной области внутренней полости S1 тарелки клапана, больше, чем сила инерции, действующая на хладагент в периферийной области, хладагент 19 в центральной области опускается к центру дна полости, и происходит частичное преобразование упомянутого потока в направленные радиально наружу потоки F6 вдоль дна, как показано на фиг. 3(b). В то же время, во внутренней полости S2 штока создается направленный вниз турбулентный поток F7. Потоки F6 вдоль дна полости S1, в конце концов, перенаправляются к потолку полости S1 и после протекания вдоль потолка (F8) сливаются в направленные вниз потоки F6 и F7 в центральной взаимно-соединяющей области P.
Иными словами, как обозначено стрелками F6, F8 и F6, во внутренней полости S1 тарелки клапана создаются конвективные потоки хладагента 19, а во внутренней полости S2 штока создается турбулентный поток F7.
Следует отметить, что внутренняя полость S1 тарелки клапана согласно данному варианту осуществления имеет форму кругового усеченного конуса, причем его внутренняя коническая поверхность 14b2 сужается на конус, по существу, параллельно наружной сужающейся на конус периферии 14d между посадочной поверхностью 16 и галтелью 13 тарелки 14 клапана, как видно на фиг. 1. Таким образом, в первую очередь оказывается возможным с выгодой аккумулировать большое количество хладагента 19 во внутренней полости S1 тарелки клапана.
Во-вторых, поскольку круглый потолок 14b1 (или поверхность верхнего конца) и сужающаяся на конус поверхность (коническая поверхность) 14b2 внутренней полости S1 тарелки клапана образуют тупой угол, во время операции открывания-закрывания клапана плавные и активные циркуляционно-конвективные потоки хладагента 19 (подразумевающие направленные радиально внутрь потоки F1 и F2 и F8) устанавливаются вдоль потолка, мимо сужающейся на конус поверхности и по направлению к взаимно-соединяющей области Р, как показано на фиг. 3(a)-(b).
Таким образом, за счет активных ламинарных и турбулентных потоков хладагента во всей внутренней полости S в целом, обеспечиваемых посредством движений открывания и закрывания клапана 10, как показано на фиг. 3(a) и (b), резко повышается эффект уменьшения тепловыделения (свойство теплопередачи).
На фиг. 4 показано осевое распределение температуры поверхности полых тарельчатых клапанов 10 в сравнении с распределением температуры поверхности обычного сплошного клапана A, полого тарельчатого клапана В, имеющего шток, заправленный хладагентом, и полого тарельчатого клапана С, заправленного хладагентом во внутренней полости тарелки клапана и во внутренней полости штока. На фиг. 5 показано радиальное распределение температуры поверхности тарелки клапана, присущей полому тарельчатому клапану 10, в сравнении с распределением температуры поверхности обычных клапанов A, B и C. На этих чертежах пунктирные линии обозначают контур клапана.
На фиг. 4 видно, что общие разновидности поведения осевых распределений температуры (именуемых характеристическими распределениями Х температуры) клапана 10 и обычных клапанов A, B и С являются, по существу, одинаковыми в том, что их температуры постепенно растут по направлению к точкам максимальной температуры Tmax, а потом постепенно уменьшаются. Вместе с тем, в характеристическом распределении X температуры клапана 10 точка максимальной температуры Tmax ближе к тарелке клапана, чем в характеристическом распределении X температуры клапана С, обладающего наилучшим свойством диссипации тепла (уменьшения тепловыделения) среди трех обычных клапанов. Кроме того, клапан 10 демонстрирует в целом меньшую температуру поверхности и значительно меньшую температуру поверхности, проявляющуюся на поверхности тарелки 14 клапана (включая посадочную поверхность 16 клапана), чем в обычном клапане C. Таким образом, это делает очевидной превосходную способность к уменьшению тепловыделения (или превосходное свойство теплопередачи) клапана 10 по сравнению с клапаном C.
В частности, можно отметить, что после того, как температура поверхности в клапане 10 достигает пиковой температуры Tmax, она уменьшается почти линейно к концу штока клапана, в отличие от распределения температуры клапана С, которая не уменьшается линейно после достижения пиковой температуры Tmax до тех пор, пока не продемонстрирует выпуклую кривую.
Таким образом, видно, что температуры поверхностей соответствующих обычных клапанов A, B и С изменяются, по существу, по квадратичному закону в отличие от клапана 10, в котором температура поверхности уменьшается почти линейно от ее пиковой температуры. Этот признак делает очевидным повышение теплопередачи, происходящей из камеры 4 сгорания в хладагент во внутренней полости S1 тарелки клапана и далее к удаленному концу штока клапана через внутреннюю полость S2 штока, благодаря активному смешиванию верхнего, среднего и нижнего слоев хладагента 19 во внутренней полости S.
В процессе моделирований и актуальных изменений подтвердилось, что наибольшее механическое напряжение от удара прикладывается в точке X2 криволинейной галтели 13 (фиг. 4) около конца штока, когда полый тарельчатый клапан 10 сидит на посадочном вкладыше 8 клапана. По этой причине клапан 10 имеет наименьшую максимальную температуру и имеет наибольшее расстояние ΔX между точкой максимальной температуры и точкой X2, подвергающейся максимальному механическому напряжению от удара, по сравнению с клапанами А, В, C. Этот признак может обеспечивать эффективное подавление теплового ухудшения прочности клапана.
Из фиг. 5 видно, что клапан С имеет наилучшую рабочую характеристику тепловыделения среди обычных клапанов A, B и C и что клапан 10 имеет по-прежнему более низкую температуру поверхности, чем клапан C, и это, в свою очередь, показывает, что клапан 10 обладает превосходным эффектом уменьшения тепловыделения (или свойством теплопередачи).
В вышеупомянутых моделированиях подтвердилось, что максимальное механическое напряжение прикладывается в центральной зоне донного конца тарелки клапана, когда клапан садится на посадочный вкладыш 8 клапана и подвергается давлению сгорания. В клапане 10, поскольку разность ΔT температур между центральной зоной поверхности дна тарелки клапана и периферией тарелки клапана мала по сравнению c разностями температур клапанов A, B и C, полый тарельчатый клапан 10 может подавлять регрессию усталостной прочности эффективнее, чем клапаны A, B и C.
Далее, обращаясь к фиг. 6, отмечаем, что здесь показан процесс изготовления полого тарельчатого клапана 10 в соответствии с изобретением.
Во-первых, тело 11 сформировано посредством горячей объемной штамповки, так что оно содержит тарелку 14 клапана, имеющую выемку 14b в форме кругового усеченного конуса, и шток 12, выполненный как единое целое с телом 11, как показано на фиг. 6(a). Выемка в форме кругового усеченного конуса имеет плоское дно 14b1, перпендикулярное штоку 12 (и оси L тела 11).
Эта горячая объемная штамповка может представлять собой объемную штамповку выдавливанием, при которой выполняемое из жаростойкого сплава тело 11 блока многократно выдавливают из различных металлических матриц, или штамповку высадкой, при которой выполняемый из жаростойкого сплава стержень сначала высаживают посредством высадочного пресса, формируя на одном его конце полусферическую секцию, которую затем штампуют посредством штампа для объемной штамповки, формируя тарелку 14а клапана тела 11. При этой горячей объемной штамповке между тарелкой 14а клапана и штоком 12 формируют криволинейную галтель 13 и тем самым коническую посадочную поверхность 16 клапана на периферии тарелки 14а клапана.
Затем тело 11 подвергают термообработкам (таким как старение и обработка на твердый раствор) для повышения по мере необходимости термической и механической прочностей тарелки 14а клапана и штока 12. Потом тело 11 устанавливают, ориентируя его выемку 14b кверху, как показано на фиг. 6(b), и высверливают отверстие 14e в штоке 12 сквозь поверхность 14b1 дна выемки 14b, формируя внутреннюю полость S2 штока.
В процессе высверливания выемка 14b1 тарелки 14а клапана сообщается с отверстием 14e штока 12, так что в области, взаимно-соединяющей выемку 14b (которая будет служить в качестве внутренней полости S2 штока) и отверстие 14e (которое будет служить в качестве внутренней полости S1 тарелки клапана) штока 12, образуется карнизная кольцевая ступенька 15.
Обращаясь далее к фиг. 6(c), отмечаем, что здесь показан этап заправки заранее определенного количество застывшего хладагента 19 в отверстие 14e тела 11 (этот этап в дальнейшем именуется процессом заправки хладагента).
В заключение, на этапе закрывания полости на открытый конец 14c выемки 14b тела 11 наваривают грибок 18 в атмосфере аргона (например, посредством сварки сопротивлением), тем самым формируя закрытую внутреннюю полость S в полом тарельчатом клапане 10, как показано на фиг. 6(d). В альтернативном варианте грибок можно наваривать посредством сварки электронным лучом или сварки лазерным лучом.
Поскольку потолок 14b1 внутренней полости S1 тарелки клапана (или карнизная ступенька 15) клапана 10 имеет плоскую поверхность, перпендикулярную оси L клапана 10, и сообщается c внутренней полостью S2 штока, результатом этого будут следующие эффекты.
Во-первых, изготовить металлический штамп, имеющий плоский прессующий торец, для формирования при горячей объемной штамповке выемки 14b, имеющей форму кругового усеченного конуса, внутри тарелки 14а клапана, как показано на фиг. 6(a), гораздо проще, чем штампы других типов, имеющие, например, криволинейные прессующие торцы или прессующие торцы, сужающиеся на конус.
Во-вторых, поскольку поверхность 14b1 дна выемки 14b является плоской, предварительная механическая обработка донной поверхности выемки 14b для обеспечения плоской поверхности перед процессом высверливания не требуется.
В-третьих, в процессе высверливания, показанном на фиг. 6(b), можно проделать отверстие 14e точно в осевом направлении клапана за счет того, что поверхность 14b1 дна выемки 14b является плоской и перпендикулярной оси шпинделя сверла.
На фиг. 7 и 8 показан полый тарельчатый клапан в соответствии со вторым вариантом осуществления изобретения.
Напомним, что полый тарельчатый клапан 10 согласно первому варианту осуществления имеет внутреннюю полость S1 тарелки клапана в форме кругового усеченного конуса. Однако внутренняя полость S1′ тарелки клапана, принадлежащая тарельчатому клапану 10A согласно второму варианту осуществления, имеет форму по существу кругового усеченного конуса.
В отличие от тарельчатого клапана 10, в котором круглый потолок полости S1 тарелки клапана (перпендикулярный оси L клапана 10) является планарной плоской поверхностью 14b1 дна выемки 14b в форме кругового усеченного конуса, внутренняя полость S1′ тарелки клапана, присущая тарельчатому клапану 10A, имеет свой потолок 14b3 (а значит, и карнизную кольцевую ступеньку 15), смещенный перпендикулярно оси L клапана 10A от положения потолка 14b1 согласно первому варианту осуществления к штоку 12 на заранее определенное расстояние H, как показано на фиг. 7.
Другие признаки второго варианта осуществления являются такими же, как признаки первого варианта осуществления, поэтому аналогичные или идентичные элементы просто обозначены одинаковыми символами в этих вариантах осуществления, а дополнительные описания клапана 10A будут опущены.
Величина расстояния H смещения потолка 14b3 внутренней полости S1′ тарелки клапана представляет собой расстояние, необходимое для уплощения дна 14b1′ выемки 14b′ штампованной тарелки 14а′ клапана посредством механической обработки и придания дну перпендикулярности оси L клапана 10A, как описано выше.
Иными словами, внутренняя полость S1′ тарелки клапана, сформированная в тарелке 14 клапана, имеет в целом дискообразное полое пространство высотой H, добавляемое к имеющей форму кругового усеченного конуса внутренней полости S1 тарелки клапана. Соответственно, объем внутренней полости S′ тарелки клапана, присущей клапану 10A, больше, чем объем внутренней полости S полого тарельчатого клапана 10, на тот объем дискообразного полого пространства высотой H.
В полом тарельчатом клапане 10A, как и в первом полом тарельчатом клапане 10, хладагент 19 циркулирует по всей внутренней полости S′ за счет конвекции и турбулентности во время операции открывания-закрывания клапана, как показано на фиг. 3(a) и (b), вследствие чего верхний, средний и нижний слои хладагента 19 активно перемешиваются и значительно повышают эффект уменьшения тепловыделения (свойство теплопередачи) клапана.
Хотя процесс изготовления клапана 10A является, по существу, таким же, как процесс изготовления клапана 10, этот процесс требует дополнительного этапа механической обработки круглого потолка 14b3 внутренней полости S1′ тарелки клапана после горячей объемной штамповки тела 11 тарелки 14а′ клапана, имеющего тарелку 14а′ клапана, выполненную как единое целое со штоком 12.
Более конкретно, тело 11, которое имеет тарелку 14а′ клапана, имеющую выемку 14b' в основном в форме круглого усеченного конуса, и шток 12, выполненный как единое целое с тарелкой, сформировано в ступеньке, как показано на фиг. 8(a). Дно 14b1′ выемки 14b', в основном в форме круглого усеченного конуса, отштамповано штампом, имеющим прессующий торец с полусферической выпуклостью. В результате, дно 14b1′ выемки 14b′ имеет полусферическую вогнутость.
Затем тело 11 подвергают термообработке, чтобы по мере необходимости увеличить жаростойкость и механическую прочность тарелки 14a′ клапана и штока 12. В процессе механической обработки, показанной на фиг. 8(b), дно 14b1′ выемки 14b′ тарелки 14a′ клапана подрезается на заранее определенную глубину Н для формирования круглого потолка 14b3 внутренней полости S1′ тарелки клапана. Это подрезание можно проводить, например, с помощью торцевой фрезы до тех пор, пока поверхность 14b3 верхнего конца внутренней полости S1′ тарелки клапана не становится круглым плоским потолком 14b3, перпендикулярным оси L клапана 10A. После этого высверливают канал в штоке 12, формируя внутреннюю полость S2 штока, как показано на фиг. 8(b). Потом изготовление клапана 10A завершают посредством заправки хладагента во внутреннюю полость клапана и наваривания грибка, как показано на фиг. 6(c) и (d).
Как описано выше, поскольку во втором варианте осуществления внутренняя полость S1′ тарелки клапана, присущая клапану 10A, снабжена круглым потолком 14b3 (или карнизной кольцевой ступенькой 15), перпендикулярным (перпендикулярной) оси L клапана 10A, в положении, смещенном от дна 14b1 внутренней полости S1 тарелки клапана к штоку 12 на заранее определенное расстояние H, клапан 10A обладает следующими преимуществами.
Во-первых, придавая штампу конфигурацию, необходимую для использования на этапе штамповки (фиг. 8(a)) и предусматривающую наличие торца с полусферической выпуклостью, можно сделать штамп менее изнашиваемым. Во-вторых, требования к точности прессующего торца штампа делаются менее жесткими, поскольку круглый потолок 14b3 полости S1′ тарелки клапана формируется посредством механической обработки после штамповки. Кроме того, точность круглого потолка 14b3 внутренней полости S1′ тарелки клапана можно увеличить.
Таким образом, не только гарантируется заранее определенная точность механической обработки при создании внутренней полости S1′ тарелки клапана, но и достигается равномерность эффекта уменьшения тепловыделения клапанов 10A.
КРАТКОЕ ОПИСАНИЕ ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
10 и 10A Полые тарельчатые клапаны
11 Тело (тарелки клапана, выполненной как единое целое со штоком)
12 Шток
14 Тарелка клапана
14a, 14a′ Тело тарелки клапана
14b и 14b′ Выемки, сформированные в передних концах головок клапанов
14b1 и 14b3 Круглые потолки внутренних полостей головок клапанов
14b2 Коническая поверхность имеющей форму круглого усеченного конуса полости тарелки клапана, выполненной в упомянутом теле
15 Карнизная кольцевая ступенька, сформированная на потолке полости тарелки клапана вокруг отрытого конца внутренней полости штока
L Ось клапана
S and S′ Внутренние полости
S1 и S1′ Внутренние полости дискообразных тарелок клапанов
S2 Внутренняя полость штока
P Взаимно-соединяющая область
18 Грибок
19 Хладагент.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПУСТОТЕЛЫЙ ТАРЕЛЬЧАТЫЙ КЛАПАН | 2013 |
|
RU2615885C1 |
| ПОЛЫЙ ТАРЕЛЬЧАТЫЙ КЛАПАН | 2013 |
|
RU2618139C1 |
| ПОЛЫЙ ТАРЕЛЬЧАТЫЙ КЛАПАН | 2014 |
|
RU2641870C1 |
| УСТАНОВКА ПОДАЧИ ВОЗДУХА | 2010 |
|
RU2543594C2 |
| ЭКОЛОГИЧЕСКИЙ ГЕНЕРАТОР ОТПУГИВАЮЩИХ ЗВУКОВ | 2010 |
|
RU2447658C2 |
| ГОЛОВКА БЛОКА ЦИЛИНДРОВ ДЛЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ (ВАРИАНТЫ) | 2016 |
|
RU2694978C2 |
| СПОСОБ ТУШЕНИЯ ПОЖАРА (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2174421C1 |
| КЛАПАНЫ ДЛЯ ТВЕРДЫХ ВЕЩЕСТВ ДЛЯ БАЛЛОНОВ ПОД ДАВЛЕНИЕМ | 2018 |
|
RU2768415C2 |
| Впускной клапан дизеля | 2024 |
|
RU2828143C1 |
| ОБУВЬ С ПРИНУДИТЕЛЬНОЙ ВЕНТИЛЯЦИЕЙ | 2006 |
|
RU2339284C2 |

Изобретение может быть использовано в двигателях внутреннего сгорания с тарельчатыми клапанами. Полый тарельчатый клапан (10) имеет шток (12), выполненный на одном его конце как единое целое с тарелкой клапана (14). Клапан (10) имеет внутреннюю полость (S), которая простирается изнутри тарелки (14) клапана в шток (12) и заправлена хладагентом (19) вместе с инертным внутренним газом. Тарелка (14) клапана снабжена находящейся внутри нее и имеющей форму кругового усеченного конуса внутренней полостью (S1) тарелки (14) клапана, имеющей коническую поверхность, подобную сужающейся на конус внешней периферии тарелки (14) клапана. Шток (12) снабжен находящейся внутри него линейной внутренней полостью (S2), соединенной перпендикулярно с поверхностью верхнего конца кругового усеченного конуса. Периферийная область вокруг одного открытого конца внутренней полости (S2) штока (12) представляет собой планарную поверхность, перпендикулярную оси (L) клапана (10). Внутренняя полость (S1) тарелки (14) клапана снабжена потолком (14b1), который образует карнизную кольцевую ступеньку во взаимно-соединяющей области между полостью (S1) тарелки (14) клапана и полостью (S2) штока (12). Во внутренней полости (S1) тарелки (14) клапана во время возвратно-поступательного движения клапана (10) устанавливается вертикальный конвективный поток хладагента (19) вдоль оси (L) клапана (10). Технический результат заключается в повышении теплопередачи клапана. 1 з.п. ф-лы, 17 ил.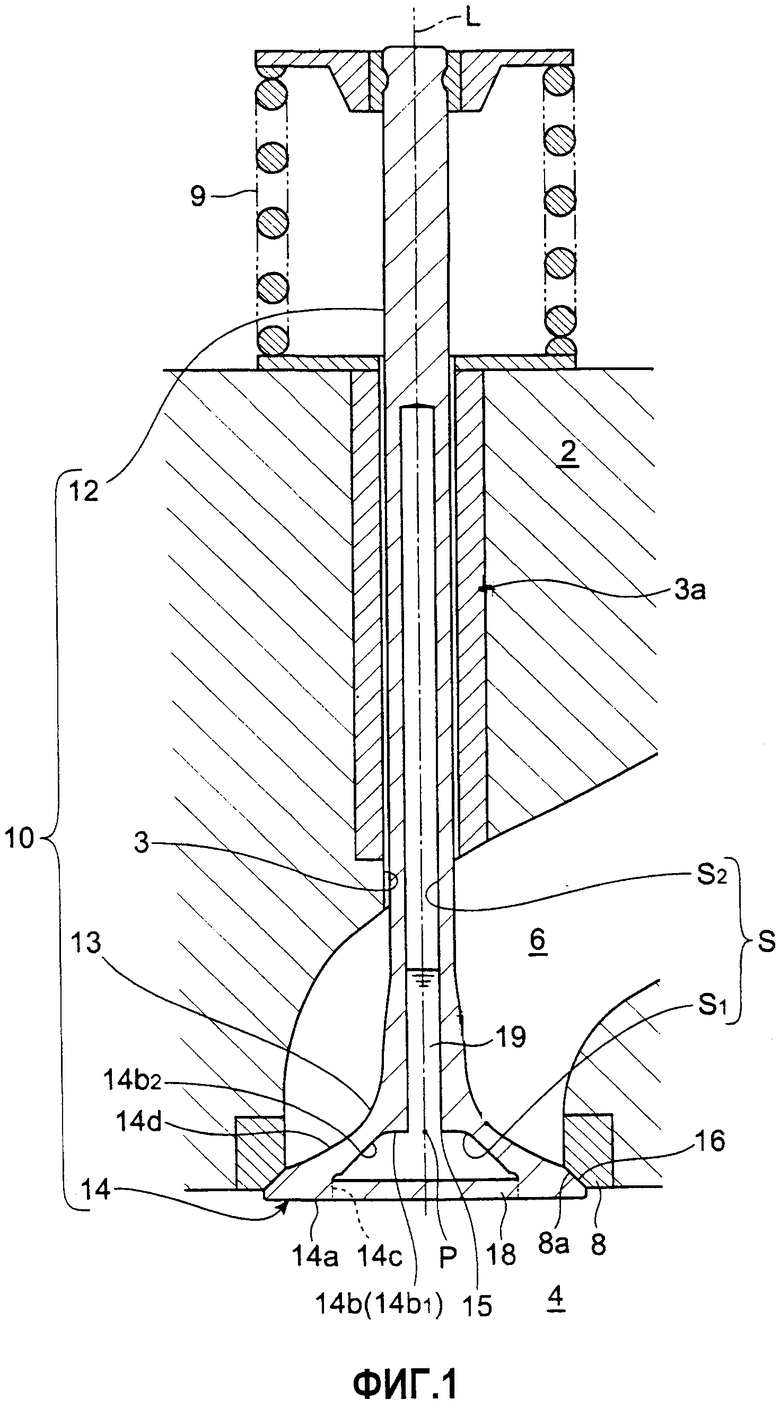
1. Полый тарельчатый клапан, имеющий шток, выполненный на одном его конце как единое целое с тарелкой клапана, причем клапан имеет внутреннюю полость, которая простирается изнутри тарелки клапана в шток и заправлена хладагентом вместе с инертным внутренним газом, отличающийся тем, что:
тарелка клапана снабжена находящейся внутри нее и имеющей форму кругового усеченного конуса внутренней полостью тарелки клапана, имеющей коническую поверхность, подобную сужающейся на конус внешней периферии тарелки клапана;
шток снабжен находящейся внутри него линейной внутренней полостью, соединенной перпендикулярно с поверхностью верхнего конца кругового усеченного конуса; а
периферийная область вокруг одного открытого конца внутренней полости штока представляет собой планарную поверхность, перпендикулярную оси клапана, и внутренняя полость тарелки клапана снабжена потолком, который образует карнизную кольцевую ступеньку во взаимно-соединяющей области между полостью тарелки клапана и полостью штока,
вследствие чего во внутренней полости тарелки клапана во время возвратно-поступательного движения клапана устанавливается вертикальный конвективный поток хладагента вдоль оси клапана.
2. Полый тарельчатый клапан по п. 1, отличающийся тем, что:
внутренняя полость тарелки клапана имеет форму в целом кругового усеченного конуса, имеющего периферийную область вокруг одного открытого конца внутренней полости штока, смещенную от положения поверхности верхнего конца кругового усеченного конуса к штоку на заранее определенное расстояние.
| 2011179328 A, 15.09.2011 | |||
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| US 5769037 A, 23.06.1998 | |||
| Охлаждаемый клапан двигателя внутреннего сгорания | 1985 |
|
SU1359442A1 |
| Выпускной клапан для двигателя внутреннего сгорания | 1971 |
|
SU489865A1 |

