Группа изобретений относится к области строительства и касается технологии изготовления заготовки панели дверного полотна и полотна металлической двери, а также конструкции полотна металлической двери, которая в комплекте с металлической дверной коробкой может быть использована в качестве:
- входной двери наружного и внутреннего применения для жилых и общественных зданий;
- входной двери наружного и внутреннего применения для установки в строительные проемы зданий промышленного назначения: подъезды, технические помещения, фасады, запасные выходы, склады, подвальные помещения и т.д.;
- противопожарной двери в проемах противопожарных преград (внешние и внутренние стены зданий, противопожарные перегородки);
- основы (заготовки) для изготовления двери с любой декоративной отделкой и комплектацией.
Известно (RU, патент №45440, U1, МПК Е06В 3/70, опубликовано 10.05.2005) дверное полотно, содержащее наружный и внутренний металлические листы, между которыми жестко установлены усиливающие профили, а также расположенные по контуру дверного полотна ребра жесткости, образованные из наружного металлического листа путем многократного загиба всех его четырех сторон в коробчатый профиль. Такая конструкция исключает приваривание других элементов по контуру. За счет большего количества гибов наружного металлического листа, разнесенных в пространстве и образующих коробчатую конструкцию контура полотна, увеличена жесткость и прочность полотна, а за счет отсутствия острых кромок по контуру дверного полотна улучшен эстетический вид и повышена безопасность ее эксплуатации.
Однако известное дверное полотно имеет препятствующие достижению нижеуказанного технического результата недостатки, к которым следует отнести большую трудоемкость конструкции вследствие: а) большого количества сварных работ (наружный металлический лист с многократно загнутыми краями проваривается по углам); б) необходимости последовательного выполнения операций по изготовлению коробчатой конструкции (выполнение по очереди всех операции гибки последовательно каждой стороны) полотна и установке усиливающих элементов; в) ручной сборки. Кроме того, следует отметить невозможность использования для обшивки полотна листового металла толщиной меньшей той, которую можно сварить, и необходимость дополнительной операции окраски полотна.
Известно (RU, патент №96902 U1, МПК Е06В 3/70, опубликовано 20.08.2010) принятое за прототип дверное полотно, содержащее соединенные (точечной контактной сваркой) между собой с образованием несущей (безрамной) конструкции замкнутого контура как в продольном, так и в поперечном направлении основание в виде металлического листа с буртиками по периметру и с размещенным на нем профилированным листом с вертикально расположенными боковыми стенками, имеющими буртики по высоте двери, и две торцевые планки Г-образного профиля. Внутреннее пространство между листами заполнено звуко- и/или термоизоляционным материалом, в качестве которого может быть применена минеральная вата или вспененный материал на основе полиуретана.
Способ изготовления такого дверного полотна является трудоемким, содержащим множество последовательных операций (пробивка листов в соответствии с заданными размерами и формой, гибка, укладка наполнителя, соединение листов контактной сваркой, приварка силовых элементов), имеет низкую степень автоматизации (автоматизированная покрасочная линия и сборочный конвейер), так как все операции требуют последовательного выполнения. Большое количество промежуточных операций увеличивает риск возникновения дефектов изделия.
Известная конструкция не обладает достаточной прочностью, так как не монолитна: наполнитель является вкладышем. Использование в качестве обшивки внутренней стороны полотна декоративной панели (МДФ) ограничивает область применения изделия: невозможно применение двери в промышленном секторе, в том числе в качестве противопожарной.
Следует заметить, что применяемый в аналогах процесс гибки ограничен в возможностях достижения геометрических параметров изделия, особенно, если имеются в наличии криволинейные поверхности и закрытая полость, которую получить гибкой невозможно.
Задача, на решение которой направлена заявленная группа изобретений заключается в повышении конкурентоспособности (потребительских и стоимостных характеристик) продукции.
Единый технический результат, получаемый в результате осуществления и использования группы изобретений, состоит в повышении уровня технологичности конструкции изделия и эффективности его производства за счет автоматизации способа производства заготовки изделия, в результате чего происходит снижение трудоемкости и технологической себестоимости изготовления изделия.
Указанный технический результат для объекта «способ изготовления заготовки панели дверного полотна» достигается за счет того, что указанный способ представляет собой непрерывный, полностью автоматизированный процесс, при котором разматывают и подают на двухъярусный транспортер автоматической линии (АЛ) два рулона стального листового материала, после чего осуществляют предварительное формирование поверхностей заготовки панели дверного полотна путем профилирования верхнего листового материала с образованием профиля наружной облицовки в форме короба с внутренней полостью и вертикальными продольными боковыми стенками, которые используются для последующего формирования боковых сторон притвора, и профилирования нижнего листового материала с образованием профиля внутренней облицовки в форме короба с внутренней полостью, вертикальными продольными боковыми стенками с горизонтальными полками, которые используются для последующего формирования боковых сторон панели и горизонтальной поверхности притвора соответственно, с пазами для углового уплотнителя; заполнение внутренней полости заготовки панели дверного полотна наполнителем; предварительное формирование геометрии заготовки панели дверного полотна путем укладки и последующего сжатия профилей наружной и внутренней облицовок в процессе их перемещения на двухъярусном транспортере АЛ; подачу заготовки панели дверного полотна в термопресс, где в процессе сушки происходит соединение наполнителя с внутренними поверхностями заготовки панели дверного полотна и формирование таким образом геометрии ее продольного и поперечного сечений; формирование окончательной геометрии поперечного сечения заготовки панели дверного полотна на выходе из термопресса в результате соединения между собой путем вальцевания боковых продольных кромок профилей верхней и нижней облицовок; автоматическую резку заготовки панели дверного полотна в процессе ее движения по транспортеру в размер по длине готового изделия.
В начале АЛ может быть размещен узел коронирующего разряда, который применяют для обработки поверхности электрическими разрядами для увеличения адгезионных свойств грунта к наполнителю (ППУ наполнитель) или клею (MB наполнитель).
Предварительное формирование поверхностей заготовки панели дверного полотна может дополнительно включать тиснение и/или профилирование продольных рисунков на наружной поверхности, по меньшей мере, одной облицовки панели.
Если же используется рулонный листовой материал с окончательным защитно-декоративным покрытием на его наружной поверхности, то на начальном этапе осуществления способа возможно нанесение на эту поверхность защитной полимерной пленки с помощью оборудования, которое устанавливается в АЛ сразу после размотчиков.
Профиль внутренней облицовки, образующийся в процессе предварительного формирования поверхности заготовки панели дверного полотна, содержит ребра жесткости, а также элементы (пазы) для петель и замковых механизмов.
Если в качестве наполнителя используют пенополиуретан (ППУ), то заполнение внутренней полости заготовки панели дверного полотна наполнителем производят путем заливки во внутреннюю полость профиля внутренней облицовки первоначально жидкой пятикомпонентной композиции пенополиизоциануратной системы (производства, например: BASF, HUNTSMAN, Dow Chemical), последующего ее вспенивания и отверждения, в результате чего происходит соединение наполнителя (и внутренних усилителей при их наличии) с внутренними поверхностями профилей внутренней и наружной облицовок. Перед заливкой композиции рекомендуется производить нагрев внутренних поверхностей профилей указанных облицовок.
С целью упрочнения конструкции дверного полотна во внутреннюю полость профиля внутренней облицовки по мере его профилирования и перемещения вдоль основного транспортера АЛ возможна установка, по меньшей мере, одного внутреннего усилителя.
В качестве наполнителя может быть использована минеральная вата, ламели которой укладывают во внутреннюю коробчатую полость профиля внутренней облицовки, поверхности которой предварительно нагревают и покрывают клеевым составом. После укладки наполнителя, его верхняя поверхность также покрывается клеем.
Для дверного полотна с наполнителем из MB предпочтительным является наличие двух внутренних боковых усилителей, которые устанавливают вдоль боковых сторон внутренней полости профиля внутренней облицовки. Для изготовления и установки указанных боковых усилителей одновременно с размоткой, подачей и предварительным формированием поверхностей заготовки панели дверного полотна производят размотку и подачу на дополнительные транспортеры АЛ дополнительных рулонов листового материала.
Указанный технический результат для объекта «способ изготовления полотна металлической двери» достигается за счет того, что данный способ включает в себя:
изготовление заготовки панели дверного полотна по вышеописанному автоматизированному «способу изготовления заготовки дверного полотна»,
механическую обработку заготовки панели дверного полотна, при которой производят формирование в заготовке пазов и отверстий для установки фурнитуры и запирающих механизмов;
сборку дверного полотна, при которой производят установку и крепление к заготовке панели дверного полотна резьбовых заклепок в отверстия для крепления замковых механизмов и петель, запирающих механизмов, петель, уплотнителей, торцевых крышек.
Для формирования торцевых сторон панели дверного полотна используются в торцевые крышки с уплотнителем. В частном случае исполнения указанный уплотнитель является щеточным и устанавливается в продольный паз крышки.
Формирование в заготовке панели дверного полотна пазов и отверстий для установки фурнитуры и запирающих механизмов при ее механической обработке производят на автоматическом двухпозиционном обрабатывающем центре, встроенном в АЛ и имеющем производительность 1 полотно/45 сек за один установ.
В результате полной автоматизации всех операций по изготовлению заготовки дверного полотна изготовление готового изделия (вставленное в раму дверное полотно) занимает около 1-1,5 мин, при этом производительность труда составляет:
- 30 сек/полотно на этапе изготовления заготовки полотна,
- 45 сек/полотно на этапе механической обработки полотна
- 45 сек /полотно на этапе сборки и установки полотна в раму.
Указанный технический результат для объекта «дверное полотно» достигается за счет того, что в качестве заготовки панели дверного полотна, представляющего собой безрамную несущую конструкцию замкнутого контура, как в продольном, так и в поперечном направлении, в основе которой лежит панель, и состоящего по существу из наружной и внутренней металлических облицовок, между которыми расположен слой наполнителя, боковых сторон и торцевых крышек, выполняющих роль торцевых сторон панели, используется конструкция, состоящая из соединенных между собой с образованием поверхностей панели профилей наружной и внутренней облицовок, изготовленных из двух рулонов стального листового материала, который разматывается и подается на двухъярусный транспортер автоматической линии (АЛ), после чего осуществляют предварительное формирование поверхностей заготовки панели, путем профилирования верхнего листового материала с образованием профиля наружной облицовки в форме короба с внутренней полостью и вертикальными продольными боковыми стенками, которые используются для последующего формирования боковых сторон притвора, и профилирования нижнего листового материала с образованием профиля внутренней облицовки в форме короба с внутренней полостью, вертикальными продольными боковыми стенками с горизонтальными полками, которые используются для последующего формирования боковых сторон панели и горизонтальной поверхности притвора соответственно, с пазами для углового уплотнителя; заполнение внутренней полости заготовки панели наполнителем; предварительное формирование геометрии заготовки панели путем укладки и последующего сжатия профилей наружной и внутренней облицовок в процессе их перемещения на двухъярусном транспортере АЛ; подачу заготовки панели в термопресс, где в процессе сушки происходит соединение наполнителя с внутренними поверхностями заготовки панели и формирование таким образом геометрии ее продольного и поперечного сечений; формирование окончательной геометрии поперечного сечения заготовки панели на выходе из термопресса в результате соединения между собой путем вальцевания боковых продольных кромок профилей верхней и нижней облицовок; автоматическую резку заготовки панели в процессе ее движения по транспортеру в размер по длине готового изделия.
Высокая технологичность вышеописанной конструкции дверного полотна обусловлена полностью автоматизированным способом изготовления применяемой для ее изготовления заготовки.
Каждая из указанных торцевых крышек дверного полотна представляет собой алюминиевый (для ППУ наполнителя) или изготовленный штамповкой стальной (для MB наполнителя) профиль, который имеет продольный паз для установки щеточного уплотнителя, который имеет то же назначение, что и устанавливаемый в угловом пазу профиля внутренней облицовки, как правило, резиновый уплотнитель (угловой), - служит для герметизации и уплотнения дверного блока с целью исключения сквозняков, проникновения влаги и пыли, а также создания эффективной тепло- и звукоизоляции и исключения вибрации.
Дверное полотно содержит петли и запирающие механизмы. Элементы (пазы) для петель и замковых механизмов, а также ребра жесткости образуются при профилировании внутренней облицовки в процессе предварительного формирования поверхности заготовки панели дверного полотна. Формирование в заготовке панели дверного полотна пазов и отверстий для установки фурнитуры (ручки, глазки, петли) и запирающих механизмов производят на этапе механической обработки заготовки и, как правило, за один ее установ.
Установку и крепление к заготовке панели дверного полотна резьбовых заклепок в отверстия для крепления замковых механизмов и петель, запирающих механизмов, петель, уплотнителей, а также торцевых крышек с щеточными уплотнителями производят на этапе сборки дверного полотна после механической обработки заготовки панели дверного полотна.
В качестве наполнителя, заполняющего внутреннюю полость заготовки панели, может быть использован пенополиуретан (ППУ) или минеральная вата (MB).
ППУ является наиболее дешевым материалом и представляет собой пористое ячеистое вещество (с закрытой ячейкой); разновидность газонаполненных пластмасс (пенопластов), получаемое путем вспенивания и последующего отверждения первоначально жидкой композиции.
В панели с наполнителем из ППУ фиксирующим материалом служит сам наполнитель: связывает все элементы (профили облицовок, наполнитель, внутренние усилители) полотна при его формировании в процессе сушки в термопрессе.
Прочность дверного полотна может быть увеличена за счет установки во внутренней полости профиля внутренней облицовки по мере его профилирования и перемещения вдоль основного транспортера АЛ, по меньшей мере, одного усилителя. Наиболее прочной является конструкция дверного полотна с двумя усилителями, установленными вдоль боковых сторон внутренней полости профиля внутренней облицовки, фиксация которых производится с помощью ППУ. Установка боковых усилителей производится по мере формирования профиля внутренней облицовки и перемещения ее вдоль основного транспортера АЛ. Размотку и подачу на дополнительные транспортеры АЛ рулонного материала для изготовления и установки внутренних боковых усилителей производят одновременно с размоткой, подачей и предварительным формированием поверхностей заготовки панели дверного полотна.
При использовании в качестве наполнителя ППУ фиксация внутренних усилителей производится в процессе полимеризации ППУ, а фиксация торцевых крышек к дверному полотну - заклепками к облицовкам (листам панели) или саморезами в предварительно вкрученный в тело наполнителя пластиковый шнековый дюбель.
В случае использования в качестве наполнителя MB, ламели MB укладывают во внутреннюю коробчатую полость профиля внутренней облицовки (предварительно спрофилированного нижнего рулонного материала), поверхности которой предварительно покрывают клеевым составом (например: (ISOLEMFI 50061Е и отвердитель EMFIDUR 521) производства EMFI или DALTOFOAM TL 441 ОХ производства HUNTSMAN). После укладки MB наполнителя его верхняя поверхность также покрывается клеем. Для дозированной подачи и нанесения клеевого состава используется осциллирующая (металлическая или пластиковая) смесительная головка с заливочной гребенкой или инжектор. Фиксация торцевых крышек к дверному полотну производится заклепками к облицовкам.
Для изготовления профилей наружной и внутренней облицовок заготовки дверной панели обычно используется рулонная листовая сталь толщиной до 0,8 мм. Противопожарные двери характеризуются толщиной листа 0,7 мм, выполнением торцевых крышек из стали и использованием в качестве наполнителя MB.
Стальная полоса используемого рулонного материала снаружи имеет, как правило, полимерное покрытие или поставляется без покрытия под последующую покраску. Внутренняя поверхность листового материала покрывается грунтовкой.
В настоящее время выпускаются металлические двери следующих типоразмеров (длина и ширина с шагом 50 мм) при толщине от 54 до 60 мм:
780×1950
880×2050
980×2050
1080×2150
1180×2250
1280×2350
Для пояснения сущности заявленной группы изобретений представлены следующие графические материалы:
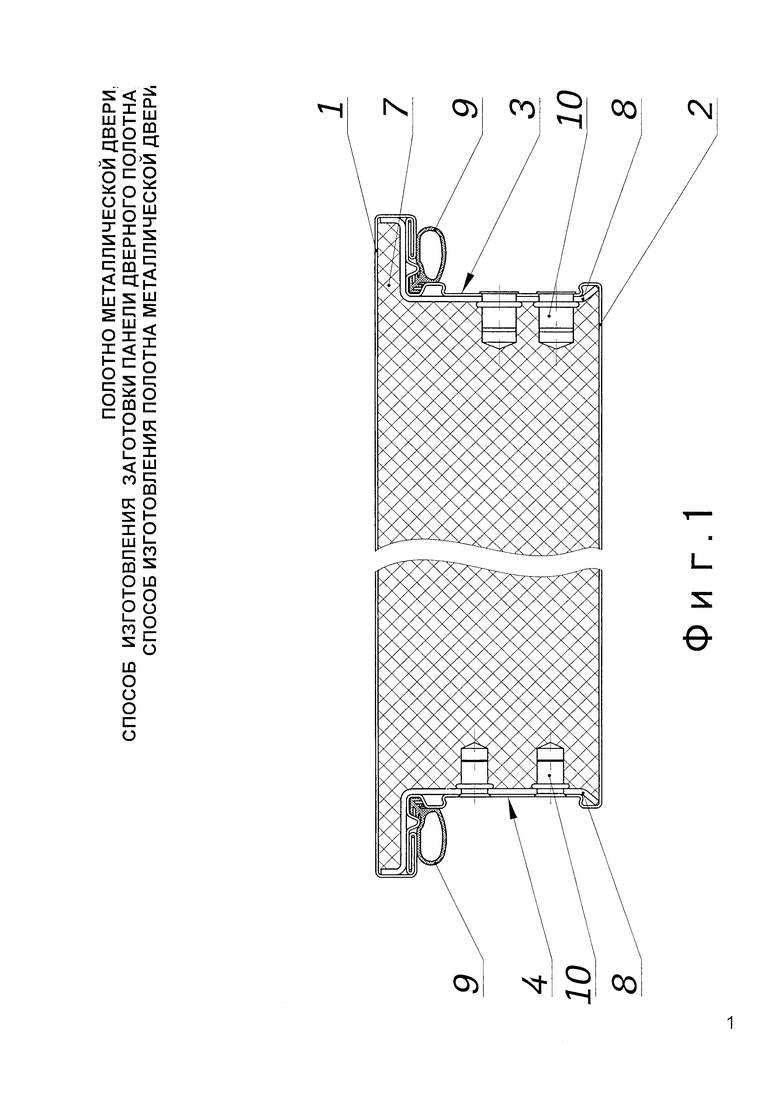
- фиг. 1 - поперечный разрез дверного полотна;
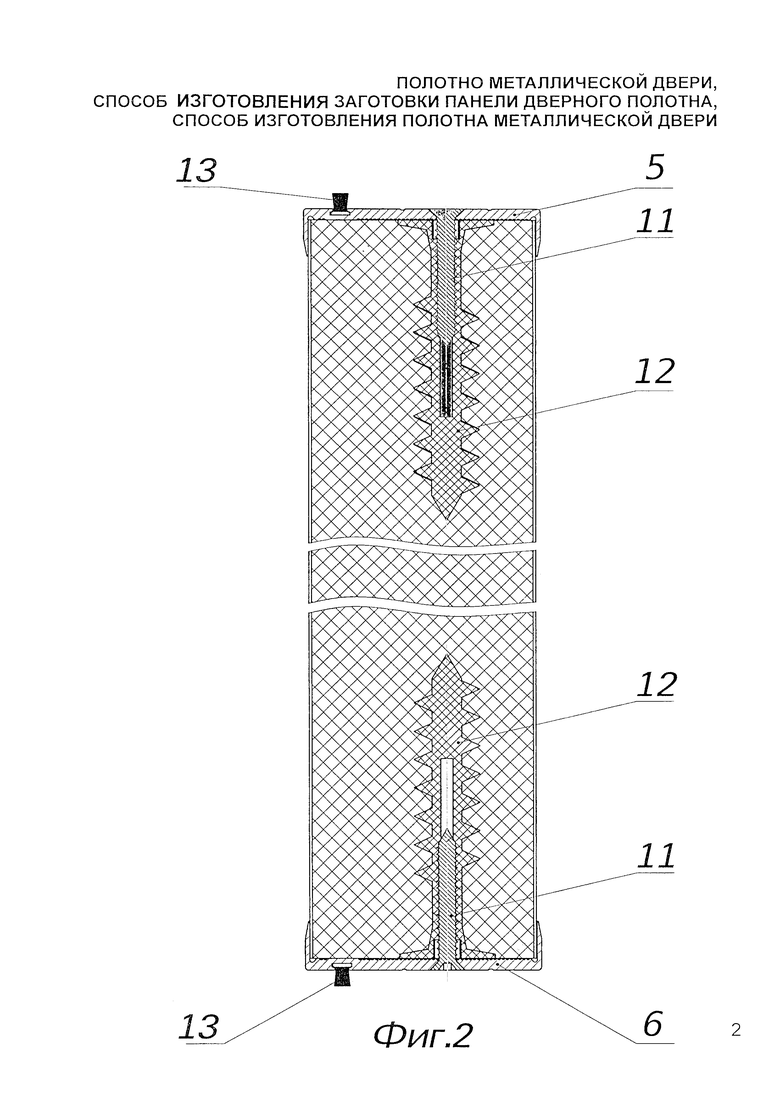
- фиг. 2 - продольный разрез дверного полотна.
В качестве доказательства промышленного осуществления заявленной группы изобретений с достижением вышеуказанного технического результата приводится подробное описание конкретной конструкции металлической двери и способа ее изготовления.
Для осуществления заявленного способа изготовления металлической двери была разработана несущая безрамная конструкция дверного полотна замкнутого контура, как в поперечном, так и в продольном направлениях, в основе которого лежит панель.
Дверное полотно (панель) металлической двери с притвором состоит из наружной (как правило, со стороны улицы) 1 и внутренней (как правило, со стороны помещения) 2 облицовок, выполненных из металлических листов, боковых (продольных) сторон 3 и 4, образованных в результате профилирования и последующего соединения между собой путем вальцовки продольных краев указанных металлических листов, и торцевых крышек 5, 6, выполняющих роль торцевых сторон панели.
В полости между облицовками 1 и 2 полотна располагается слой наполнителя 7, в качестве которого используется пенополиуретан (ППУ). Размеры рассматриваемой готовой металлической двери составляют (мм): 780×1950, толщина - 60 мм.
Для изготовления дверного полотна указанной металлической двери используется рулонная листовая сталь толщиной 0,8 мм, наружная поверхность которой имеет полимерное покрытие, а внутренняя поверхность обработана грунтовкой с целью увеличения ее сцепления с наполнителем 7.
Наполнитель ППУ - закрыто-ячеистая жесткая полиуретановая пена - разновидность газонаполненных пластмасс (пенопластов), получаемое путем вспенивания и последующего отверждения первоначально жидкой композиции. Наполнитель 7 из ППУ является фиксирующим материалом панели и выполняет функцию звуко- и термоизоляционного материала.
Упрочняющими элементами дверного полотна являются расположенные между облицовками 1 и 2 панели внутренние боковые усилители 8 толщиной 1,5-2 мм, представляющие каждый Г-образный стальной профиль с вертикальной отбортовкой на конце горизонтальной полки, спроектированные таким образом, что:
- функционально являются усилением полотна панели в двух плоскостях (продольное усиление и усиления притвора);
- технологически являются элементами, которые обеспечивают геометрию боковых сторон 3 и 4 панели во время заполнения заготовки наполнителем 7 и во время формирования в процессе вальцовки краев рулонного листового материала.
Спрофилированный лист внутренней облицовки 2 (профиль внутренней облицовки) панели имеет элементы (пазы и отверстия) для установки фурнитуры - запирающие механизмы, петли, уплотнители. Установленный в угловом пазу профиля внутренней облицовки 2 резиновый уплотнитель 9 служит для герметизации и уплотнения дверного блока (дверная панель с дверной коробкой) с целью исключения сквозняков, проникновения влаги и пыли, а также создания эффективной тепло- и звукоизоляции и исключения вибрации. Замки и петли крепятся к дверному полотну винтами, которые вкручиваются в резьбовые заклепки 10, устанавливаемые в просверленные в боковых сторонах 3 и 4 панели (профиля внутренней облицовки) отверстия. Резьбовые заклепки 10 являются дополнительным креплением внутренних боковых усилителей 8 к профилю внутренней облицовки 2 панели.
Установленные с торцевых сторон панели торцевые крышки 5 и 6 (фиг. 2) фиксируются саморезами (для стальной крышки используют заклепки, которые крепятся к внутренней облицовке) 11 в пластиковый шнековый дюбель 12, предварительно вкрученный в тело наполнителя 7. Каждая торцевая крышка 5 (или 6) изготовлена из алюминиевого профиля и имеет продольный паз для установки щеточного уплотнителя 13.
Особенность вышеописанной конструкции дверного полотна обусловлена способом ее изготовления, для осуществления которого применяется автоматическая линия (АЛ) - совокупность технологического оборудования, установленного в соответствии с технологическим процессом обработки и соединенного автоматическими транспортерами и имеющего общую систему управления.
Способ изготовления вышеописанного дверного полотна металлической двери содержит следующие основные этапы.
I ЭТАП - ИЗГОТОВЛЕНИЕ ЗАГОТОВКИ ПАНЕЛИ ДВЕРНОГО ПОЛОТНА.
1. Для изготовления заготовки дверного полотна используют два рулона стального листового материала толщиной до 0,8 мм, из которых в дальнейшем формируются наружная и внутренняя облицовки 1 и 2 панели, притвор а также ее боковые стороны 3 и 4. Используемая длина рулонного материала ограничена грузоподъемностью размотчиков рулона.
Для размотки и подачи рулонного листового материала на двухъярусный (расположенный друг под другом верхний и нижний транспортеры) транспортер АЛ используются автоматические разматывающие механизмы. Размещенный в начале АЛ узел коронирующего разряда применяется для увеличения поверхностной энергии загрунтованного металла для увеличения адгезионных свойств грунта к наполнителю (ППУ) или клею (MB).
2. Предварительное формирование (профилирование) поверхностей (наружной и внутренней облицовок, боковых сторон) панели дверного полотна включает в себя:
а) декоративное тиснение (выполняет дополнительную функцию усиления панели) и/или профилирование продольных рисунков на лицевых поверхностях облицовок;
б) профилирование верхнего листового материала с образованием профиля внутренней облицовки - коробчатого профиля с внутренней полостью и вертикальными продольными боковыми стенками (отбортовками), которые используются для последующего формирования боковых сторон притвора;
в) профилирование нижнего листового материала с образованием профиля наружной облицовки - коробчатого профиля с внутренней полостью, вертикальными продольными боковыми стенками с горизонтальной полкой (для последующего формирования горизонтальной поверхности притвора) каждая, с ребрами жесткости, пазами для уплотнителя 9, а также элементами (пазами) для установки замков и петель.
Для формирования указанных поверхностей панели используют профилирующий стан и профилирующие станки с различными вариантами роликов (декоративное профилирование).
3. Одновременно с размоткой, подачей и формированием поверхностей панели дверного полотна производится размотка и подача рулонного материала для изготовления внутренних боковых усилителей 8 дверного полотна. С этой целью АЛ оснащена дополнительными разматывателями рулонной стали, направляющими элементами и профилирующими станами. Указанное дополнительное оборудование устанавливается по обе стороны от основного двухъярусного транспортера, используемого для перемещения рулонного листового материала, предназначенного для изготовления заготовки панели дверного полотна.
Применительно к конкретной вышеописанной конструкции дверного полотна для изготовления внутренних боковых усилителей 8 необходимо два рулона листовой стали толщиной 1,5-2 мм и шириной 75 мм.
Укладка и установка внутренних боковых усилителей 8 вдоль боковых сторон внутренней полости профиля внутренней облицовки производится в процессе (по мере) формирования указанного профиля и его перемещения вдоль основного транспортера АЛ. Фиксация внутренних боковых усилителей 8 к наполнителю осуществляется в процессе полимеризации ППУ.
4. Заполнение внутренней полости панели наполнителем (ППУ) производится путем заливки, вспенивания и последующего отверждения первоначально жидкой композиции (пятикомпонентная (полиол, изоцианат, катализатор, пентан, воздух) пенополиизоциануратная система БАСФ (BASF) во внутреннюю коробчатую полость профиля внутренней облицовки (предварительно спрофилированного нижнего рулонного материала). Для дозированной подачи и заливки композиции (системы) используется осциллирующая (металлическая или пластиковая) смесительная головка с заливочной гребенкой или инжектор.
Перед заливкой указанной композиции производят нагрев внутренних поверхностей заготовок панели (предварительно спрофилированного нижнего и верхнего рулонного материала) с целью улучшения растекания ППУ, а также для улучшения адгезии, для чего могут быть использованы инфракрасные или конвекторные лампы.
5. Предварительное формирование геометрии заготовки полотна производится в результате укладки и последующего сжатия профилей наружной и внутренней облицовок (предварительно спрофилированного верхнего рулонного материала на предварительно спрофилированный нижний рулонный материал). Данная операция осуществляется в процессе перемещения рулонного материала на верхнем и нижнем транспортерах АЛ, оснащенных поддерживающими и направляющими роликам, и последующего поступления заготовки в двухленточный конвейерный термостатируемый пресс (термопресс) АЛ.
6. В термопрессе при сушке происходит формирование геометрии продольного и поперечного сечений панели в результате соединения наполнителя с внутренними поверхностями профилей заготовки в результате вспенивания и полимеризации ППУ.
7. На выходе из термопресса производится:
а) формирование окончательной геометрии поперечного сечения (боковых сторон) заготовки панели в результате соединения путем вальцевания боковых кромок профилей верхней и нижней облицовок между собой, для чего применяется встроенный в АЛ вальцевой стан;
б) автоматическая резка заготовки дверного полотна в размер по длине готового дверного полотна производится во время движения заготовки по транспортеру с использованием автоматической летающей пилы производительностью 30 сек/полотно. Автоматические дисковые пилы предназначены для использования в серийном и мелкосерийном производстве. Работа на станках, оборудованных такими пилами, осуществляется в полностью автоматизированном режиме - автоматически происходит не только процесс резки, но также подача и зажим заготовки.
После завершения I этапа возможно штабелирование готовых заготовок дверного полотна перед их последующей механической обработкой.
II ЭТАП - МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ПОЛОТНА.
На автоматическом двухпозиционном обрабатывающем центре, встроенном в АЛ и имеющем производительность 1 полотно/45 сек, за один установ производится формирование в заготовке пазов и отверстий для установки фурнитуры и запирающих механизмов:
A) фрезерование с боковых и фронтальных сторон заготовки полотна отверстий под крепление ручек, замков, глазка;
Б) сверление в боковых сторонах заготовки полотна отверстий под крепление замков и петель;
B) сквозное глубокое сверление отверстий под установку продольных тяг (при наличии).
III ЭТАП - СБОРКА ДВЕРНОГО ПОЛОТНА включает установку и крепление:
а) резьбовых заклепок в отверстия крепления замков;
б) торцевых крышек (заклепкой к облицовкам (МВУсаморезами в шнековый дюбель (ППУ)) к полотну, предварительно вкрученный в ППУ;
в) щеточных уплотнителей в пазы торцевых крышек;
г) механизмов запирания (укладывание и крепление винтами, которые вкручиваются в резьбовые заклепки) и петель к полотну;
д) резиновых уплотнителей в пазы боковых сторон полотна.
Сборка дверного полотна производится с помощью ручного пневмоинструмента.
После присоединения к заготовке дверного полотна двух торцевых крышек образуется несущая (безрамная) конструкция полотна двери замкнутого контура как в продольном, так и в поперечном направлении.
После завершения сборки дверного полотна производится его установка в раму.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОТИВОПОЖАРНАЯ ДВЕРЬ, ДВЕРНОЕ ПОЛОТНО ПРОТИВОПОЖАРНОЙ ДВЕРИ (ВАРИАНТЫ) | 2008 |
|
RU2376436C1 |
| ДВЕРЬ | 2019 |
|
RU2721145C1 |
| Огнестойкое дверное полотно | 2018 |
|
RU2693704C1 |
| Пожаровзрывозащитная дверь | 2017 |
|
RU2644519C1 |
| Полотно двери | 2024 |
|
RU2831177C1 |
| ДВЕРЬ | 2005 |
|
RU2301873C2 |
| Дверь | 2017 |
|
RU2644899C1 |
| ПРОТИВОПОЖАРНАЯ ДВЕРЬ И РИГЕЛЬ ДЛЯ ПРОТИВОПОЖАРНОЙ ДВЕРИ | 2004 |
|
RU2270311C2 |
| ГЕРМЕТИЧЕСКАЯ ДВЕРЬ (ВАРИАНТЫ) И СПОСОБ ПОДГОНКИ ПОЛОТНА ДВЕРИ К ЕЕ РАМЕ | 2008 |
|
RU2367760C1 |
| ДВЕРНОЙ БЛОК | 2003 |
|
RU2232240C1 |
Предложен способ изготовления заготовки панели дверного полотна. Он характеризуется тем, что представляет собой непрерывный, полностью автоматизированный процесс, при котором разматывают и подают на двухъярусный транспортер автоматической линии (АЛ) два рулона стального листового материала, после чего осуществляют предварительное формирование поверхностей заготовки панели дверного полотна путем профилирования верхнего листового материала с образованием профиля наружной облицовки в форме короба с внутренней полостью и вертикальными продольными боковыми стенками, которые используются для последующего формирования боковых сторон притвора, и профилирования нижнего листового материала с образованием профиля внутренней облицовки в форме короба с внутренней полостью, вертикальными продольными боковыми стенками с горизонтальными полками, которые используются для последующего формирования боковых сторон панели и горизонтальной поверхности притвора соответственно, с пазами для углового уплотнителя. Далее происходит заполнение внутренней полости заготовки панели дверного полотна наполнителем. Далее осуществляется предварительное формирование геометрии заготовки панели дверного полотна путем укладки и последующего сжатия профилей наружной и внутренней облицовок в процессе их перемещения на двухъярусном транспортере АЛ. Далее осуществляют подачу заготовки панели дверного полотна в термопресс, где в процессе сушки происходит соединение наполнителя с внутренними поверхностями заготовки панели дверного полотна и формирование таким образом геометрии ее продольного и поперечного сечений. Далее осуществляют формирование окончательной геометрии поперечного сечения заготовки панели дверного полотна на выходе из термопресса в результате соединения между собой путем вальцевания боковых продольных кромок профилей верхней и нижней облицовок. Далее осуществляют автоматическую резку заготовки панели дверного полотна в процессе ее движения по транспортеру в размер по длине готового изделия. Также предложен способ изготовления полотна металлической двери. Он характеризуюется тем, что включает в себя изготовление заготовки панели дверного полотна по способу, приведённому выше. Далее осуществляют механическую обработку заготовки панели дверного полотна, при которой производят формирование в заготовке пазов и отверстий для установки фурнитуры и запирающих механизмов. Далее осуществляют сборку дверного полотна, при которой производят установку и крепление к заготовке панели дверного полотна резьбовых заклепок в отверстия для крепления замковых механизмов и петель, запирающих механизмов, петель, уплотнителей и торцевых крышек. Также предложено дверное полотно, в качестве заготовки панели которого используется конструкция, описанная выше. 3 н. и 24 з.п. ф-лы, 2 ил.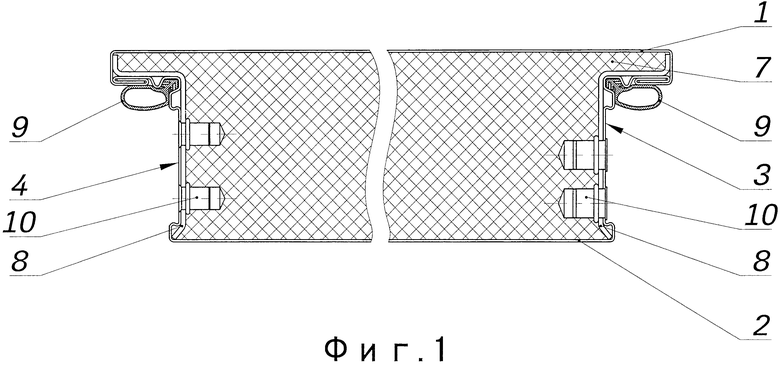
1. Способ изготовления заготовки панели дверного полотна, характеризующийся тем, что представляет собой непрерывный, полностью автоматизированный процесс, при котором разматывают и подают на двухъярусный транспортер автоматической линии (АЛ) два рулона стального листового материала, после чего осуществляют предварительное формирование поверхностей заготовки панели дверного полотна путем профилирования верхнего листового материала с образованием профиля наружной облицовки в форме короба с внутренней полостью и вертикальными продольными боковыми стенками, которые используются для последующего формирования боковых сторон притвора, и профилирования нижнего листового материала с образованием профиля внутренней облицовки в форме короба с внутренней полостью, вертикальными продольными боковыми стенками с горизонтальными полками, которые используются для последующего формирования боковых сторон панели и горизонтальной поверхности притвора соответственно, с пазами для углового уплотнителя; заполнение внутренней полости заготовки панели дверного полотна наполнителем; предварительное формирование геометрии заготовки панели дверного полотна путем укладки и последующего сжатия профилей наружной и внутренней облицовок в процессе их перемещения на двухъярусном транспортере АЛ; подачу заготовки панели дверного полотна в термопресс, где в процессе сушки происходит соединение наполнителя с внутренними поверхностями заготовки панели дверного полотна и формирование таким образом геометрии ее продольного и поперечного сечений; формирование окончательной геометрии поперечного сечения заготовки панели дверного полотна на выходе из термопресса в результате соединения между собой путем вальцевания боковых продольных кромок профилей верхней и нижней облицовок; автоматическую резку заготовки панели дверного полотна в процессе ее движения по транспортеру в размер по длине готового изделия.
2. Способ по п. 1, отличающийся тем, что предварительное формирование поверхностей заготовки панели дверного полотна дополнительно включает тиснение и/или профилирование продольных рисунков на наружной поверхности по меньшей мере одной облицовки панели.
3. Способ по п. 1, отличающийся тем, что профиль внутренней облицовки, образующийся в процессе предварительного формирования поверхности заготовки панели дверного полотна, содержит ребра жесткости, а также элементы для петель и замковых механизмов.
4. Способ по п. 1, отличающийся тем, что во внутреннюю полость профиля внутренней облицовки по мере его профилирования и перемещения вдоль основного транспортера АЛ устанавливают по меньшей мере один внутренний усилитель.
5. Способ по п. 1, отличающийся тем, что вдоль боковых сторон внутренней полости профиля внутренней облицовки по мере его профилирования и перемещения вдоль основного транспортера устанавливают внутренние боковые усилители.
6. Способ по любому из пп. 4 или 5, отличающийся тем, что для изготовления и установки внутренних усилителей одновременно с размоткой, подачей и предварительным формированием поверхностей заготовки панели дверного полотна производят размотку и подачу на транспортеры АЛ дополнительных рулонов листового материала.
7. Способ по п. 1, отличающийся тем, что в качестве наполнителя используют пенополиуретан (ППУ).
8. Способ по п. 7, отличающийся тем, что заполнение внутренней полости заготовки панели дверного полотна наполнителем производят путем заливки во внутреннюю полость профиля внутренней облицовки первоначально жидкой пятикомпонентной композиции пенополиизоциануратной системы, последующего ее вспенивания и отверждения.
9. Способ по п. 8, отличающийся тем, что перед заливкой композиции производят нагрев внутренних поверхностей профилей внутренней и наружной облицовок.
10. Способ по п. 1, отличающийся тем, что в качестве наполнителя используют минеральную вату (MB), слой которой укладывают во внутреннюю коробчатую полость профиля внутренней облицовки, поверхности которой предварительно покрывают клеевым составом.
11. Способ по п. 8, отличающийся тем, что после укладки наполнителя, его верхнюю поверхность покрывают клеем.
12. Способ изготовления полотна металлической двери, характеризующийся тем, что включает в себя:
изготовление заготовки панели дверного полотна по способу согласно любому из пп. 1-11;
механическую обработку заготовки панели дверного полотна, при которой производят формирование в заготовке пазов и отверстий для установки фурнитуры и запирающих механизмов;
сборку дверного полотна, при которой производят установку и крепление к заготовке панели дверного полотна резьбовых заклепок в отверстия для крепления замковых механизмов и петель, запирающих механизмов, петель, уплотнителей и торцевых крышек.
13. Способ по п. 12, отличающийся тем, что формирование в заготовке панели дверного полотна пазов и отверстий для установки фурнитуры и запирающих механизмов при ее механической обработке производят за один установ заготовки.
14. Способ по п. 12, отличающийся тем, что на этапе сборки дверного полотна в продольный паз каждой торцевой крышки устанавливают щеточный уплотнитель.
15. Дверное полотно, представляющее собой безрамную несущую конструкцию замкнутого контура как в продольном, так и в поперечном направлении, в основе которой лежит панель, и состоящее по существу из наружной и внутренней металлических облицовок, между которыми расположен слой наполнителя, боковых сторон и торцевых крышек, выполняющих роль торцевых сторон панели, отличающееся тем, что в качестве заготовки панели дверного полотна используется конструкция, состоящая из соединенных между собой с образованием поверхностей панели профилей наружной и внутренней облицовок, изготовленных из двух рулонов стального листового материала, который разматывается и подается на двухъярусный транспортер автоматической линии (АЛ), после чего осуществляют предварительное формирование поверхностей заготовки панели путем профилирования верхнего листового материала с образованием профиля наружной облицовки в форме короба с внутренней полостью и вертикальными продольными боковыми стенками, которые используются для последующего формирования боковых сторон притвора, и профилирования нижнего листового материала с образованием профиля внутренней облицовки в форме короба с внутренней полостью, вертикальными продольными боковыми стенками с горизонтальными полками, которые используются для последующего формирования боковых сторон панели и горизонтальной поверхности притвора соответственно, с пазами для углового уплотнителя; заполнение внутренней полости заготовки панели наполнителем; предварительное формирование геометрии заготовки панели путем укладки и последующего сжатия профилей наружной и внутренней облицовок в процессе их перемещения на двухъярусном транспортере АЛ; подачу заготовки панели в термопресс, где в процессе сушки происходит соединение наполнителя с внутренними поверхностями заготовки панели и формирование таким образом геометрии ее продольного и поперечного сечений; формирование окончательной геометрии поперечного сечения заготовки панели на выходе из термопресса в результате соединения между собой путем вальцевания боковых продольных кромок профилей верхней и нижней облицовок; автоматическую резку заготовки панели в процессе ее движения по транспортеру в размер по длине готового изделия.
16. Дверное полотно по п. 15, отличающееся тем, что содержит петли и запирающие механизмы.
17. Дверное полотно по п. 15, отличающееся тем, что торцевые крышки содержат каждая установленный в продольный паз щеточный уплотнитель.
18. Дверное полотно по п. 15, отличающееся тем, что профиль внутренней облицовки, образующийся в процессе предварительного формирования поверхности заготовки панели дверного полотна, содержит ребра жесткости, а также элементы для петель и замков.
19. Дверное полотно по п. 15, отличающееся тем, что формирование в заготовке панели дверного полотна пазов и отверстий для установки фурнитуры и запирающих механизмов при ее механической обработке производят за один установ заготовки.
20. Дверное полотно по п. 15, отличающееся тем, что установку и крепление к заготовке панели дверного полотна резьбовых заклепок в отверстия для крепления замковых механизмов и петель, запирающих механизмов, петель, уплотнителей, торцевых крышек производят на этапе сборки дверного полотна после механической обработки заготовки панели дверного полотна.
21. Дверное полотно по п. 15, отличающееся тем, что дополнительно содержит по меньшей мере один усилитель, который устанавливается во внутреннюю полость профиля внутренней облицовки по мере его профилирования и перемещения вдоль основного транспортера АЛ.
22. Дверное полотно по п. 15, отличающееся тем, что содержит внутренние боковые усилители, которые устанавливаются вдоль боковых сторон внутренней полости профиля внутренней облицовки по мере его профилирования и перемещения вдоль основного транспортера АЛ.
23. Дверное полотно по любому из пп. 21 или 22, отличающееся тем, что размотку и подачу на дополнительные транспортеры АЛ рулонного материала для изготовления и установки внутренних усилителей производят одновременно с размоткой, подачей и предварительным формированием поверхностей заготовки панели дверного полотна.
24. Дверное полотно по п. 15, отличающееся тем, что в качестве наполнителя используют пенополиуретан (ППУ).
25. Дверное полотно по п. 24, отличающееся тем, что торцевые крышки фиксируются саморезами в предварительно вкрученный в тело наполнителя пластиковый шнековый дюбель или заклепками к облицовкам.
26. Дверное полотно по п. 15, отличающееся тем, что в качестве наполнителя используют минеральную вату (MB), слой которой укладывают во внутреннюю коробчатую полость профиля внутренней облицовки, поверхности которой предварительно покрывают клеевым составом, после чего верхняя поверхность наполнителя покрывается клеем.
27. Дверное полотно по п. 26, отличающееся тем, что торцевые крышки фиксируются заклепками к облицовкам.
| US 5839252 A1, 24.11.1998 | |||
| ПУСТОТЕЛАЯ ДВЕРЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ФОРМОВАННОЕ ОБЛИЦОВОЧНОЕ ПОКРЫТИЕ ДЛЯ ДВЕРИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ПРЕСС ДЛЯ ФОРМОВАНИЯ ФОРМОВАННОГО ОБЛИЦОВОЧНОГО ПОКРЫТИЯ ДЛЯ ДВЕРИ | 2003 |
|
RU2329366C2 |
| US 3528163 A1, 15.09.1970 | |||
| Устройство для рентгеноскопии полых тел, например труб | 1935 |
|
SU45440A1 |

