Изобретение относится к контейнеру, и в частности, но не исключительно, к контейнеру для вмещения пищевого продукта, такому как контейнер для сэндвичей. Изобретение также относится к заготовке для этого контейнера и к способу формирования этого контейнера.
Известно упаковывание некоторых пищевых продуктов, таких как сэндвичи, в герметично запечатанные контейнеры, которые формируются из согнутой заготовки материала, такого как картон. В контексте настоящего описания термин «картон» включает в себя бумагу, тонкий картон и подобные материалы.
Чтобы продлить срок годности упакованных пищевых продуктов, желательно уменьшить, предпочтительно до нуля, количество кислорода, остающегося в указанном запечатанном контейнере. Это возможно обеспечить посредством вакуумной упаковки, когда воздух в упаковке просто удаляется, или посредством заполнения газом, когда атмосфера внутри упаковки вытесняется добавлением одного или более газов, таких как азот, аргон или углекислый газ. Более предпочтительно может использоваться способ, известный как «упаковка в модифицированной атмосфере», в котором воздух в контейнере сначала удаляется, а затем заменяется одним или более из описанных выше газов. За счет первого этапа, на котором отсасывается воздух, не остается остаточного кислорода, что является одной из типичных проблем, связанных со способом заполнения газом.
Для обеспечения эффективности любого из приведенных выше способов, важно, чтобы запечатанный контейнер обладал максимально возможной воздухонепроницаемостью. Эффективность упаковки в модифицированной атмосфере, в частности, сильно зависит от качества герметичного запечатывания контейнера.
Предпринималось множество попыток модифицировать конструкцию упаковок, в частности картонных упаковок, таким образом, чтобы обеспечить возможность формирования подходящего запечатывания, и было подано множество заявок на изобретения, относящихся к этим решениям. Одним из ключевых улучшений было использование непрерывных пластиковых пленок для обеспечения непроницаемого слоя на всей внутренней поверхности картонного контейнера/заготовки. Также помогло более широкое использование технологий термической сварки и улучшение конструкции самих заготовок. Тем не менее существует потребность в дальнейшем улучшении целостности этих контейнеров, если должна будет осуществляться упаковка в модифицированной атмосфере.
Например, может быть трудным полностью исключить нарушения целостности в корпусе контейнера, в частности на углах отверстия контейнера, и на границе между корпусом и крышкой контейнера. Заготовки контейнера обычно содержат панели для образования продолжающегося наружу фланца вокруг отверстия готового контейнера, к которому прикрепляется панель крышки, чтобы закрыть контейнер. Однако так как заготовки будут сгибаться для образования конечной конфигурации, образующие фланец части должны быть выполнены в виде нескольких отдельных частей. Когда панель крышки прикрепляется к фланцу контейнера, зазоры между этими частями фланца не запечатываются так же эффективно, как остальная часть фланца и крышки. Это может негативно влиять на целостность запечатывания готового контейнера.
Упомянутые выше зазоры часто возможно уменьшить до минимума за счет тщательно продуманной конструкции заготовки контейнера, в частности, посредством увеличения длины одной или более образующих фланец панелей. Однако в некоторых, в ином случае предпочтительных конструкциях заготовок, невозможно увеличить длину панелей, так что остаются относительно большие зазоры.
Целью настоящего изобретения является создание контейнера и заготовки, которые устраняют описанную выше проблему для обеспечения улучшенного запечатывания. Целью настоящего изобретения является создание контейнера, формируемого из заготовки, который обеспечивает улучшенное запечатывание для упаковки в модифицированной атмосфере, чтобы увеличить срок годности размещенного в нем продукта, например пищевого продукта. Другой целью изобретения является создание простого способа формирования контейнера.
Настоящее изобретение предлагает контейнер, как определено в прилагаемом пункте 1 формулы изобретения, контейнер, как определено в прилагаемом пункте 10 формулы изобретения, и заготовку для формирования контейнера.
Дополнительные предпочтительные признаки контейнеров и заготовок приводятся в соответствующих зависимых пунктах формулы изобретения.
Соединение крышки с частью фланца может помочь избежать присутствия зазоров на фланце на углах контейнера, расположенных на каждом конце крышки.
Обеспечение сгибаемой части крышки, которая может быть согнута поверх по меньшей мере части фланца контейнера, обеспечивает возможность эффективного запечатывания зазоров, которые могут присутствовать во фланце.
Контейнер может содержать картонную основу и непроницаемый для жидкости слой, который предпочтительно содержит слой пленки. Указанный слой пленки может продолжаться за пределы края картонной основы, образуя одну или более выступающую область пленки. Указанные выступающие области пленки могут быть обеспечены, в частности, на сгибаемой части крышки, но также могут быть обеспечены в других местах для улучшения запечатывания контейнера.
Сгибаемая часть крышки может, например, содержать угол крышки или краевую часть крышки.
Крышка может представлять собой компонент, отдельный от корпуса контейнера, или может быть соединена с ним. В частности, крышка может быть соединена с частью фланца контейнера посредством линии сгиба.
Контейнер предпочтительно формируется из согнутой заготовки. Каждый угол отверстия контейнера может быть сформирован на конце линии сгиба между двумя панелями корпуса, образующими смежные стенки корпуса контейнера, и контейнер может дополнительно содержать средства, образующие укупорочное средство, вокруг указанного отверстия, которые непрерывно продолжаются вокруг каждого угла отверстия. Термин «непрерывный» здесь означает, что средства, образующие укупорочное средство, не прерываются, например, соединениями между несмежными частями заготовки. Альтернативно, заготовка может содержать перемычки между панелями, образующими смежные стенки готового контейнера, причем указанные перемычки сгибаются и прикрепляются к наружной стороне контейнера. Это позволяет избежать наличия каких-либо обрезанных краев на внутренней стороне готового контейнера, что улучшает целостность за счет уменьшения вероятности проникновения масла или других жидких веществ в материал контейнера.
Заготовка для формирования описываемого выше контейнера предпочтительно содержит картонную основу и непроницаемый для жидкости слой, такой как слой пленки. Указанный слой пленки может продолжаться за пределы края картонной основы, образуя одну или более выступающие области пленки в областях, которые образуют свободные края готового контейнера. Выступающие области также могут быть обеспечены в других местах для улучшения в целом запечатывания корпуса контейнера, сформированного из указанной заготовки, например, между смежными частями перемычек, на свободном конце одной или более частей перемычек и/или за пределами свободного конца по меньшей мере одной части фланца, например между двумя смежными частями фланца. В некоторых вариантах осуществления одна или более часть фланца, в частности часть фланца, к которой присоединяются укупорочные средства, может быть образована только слоем пленки, продолжающимся за пределы картонной основы. Если требуется, возможно использовать термосвариваемую пленку.
Настоящее изобретение также предлагает контейнер согласно пункту 31 формулы изобретения и заготовку для формирования этого контейнера.
Дополнительные предпочтительные признаки изобретения приводятся в соответствующих зависимых пунктах формулы изобретения.
Как было упомянуто выше, углы отверстия контейнера обычно являются одной из самых сложных частей контейнера для запечатывания. Были предложены различные решения этой проблемы, но большинство из них требуют обеспечения сложной системы дополнительных панелей или областей из пленки для запечатывания рассматриваемых углов или требуют, чтобы угол был образован на сгибе между смежными панелями заготовки. Однако сформированные из заготовок контейнеры обычно имеют по меньшей мере один угол, образованный соединением между двумя несмежными панелями заготовки, что препятствует реализации этих решений. Настоящее изобретение обеспечивает, что каждый угол контейнера образуется линией сгиба, а не соединением между концами заготовки контейнера. Тем самым упрощается запечатывание всех углов контейнера.
Контейнер формируется из согнутой заготовки, а каждый угол отверстия контейнера образуется на конце линии сгиба между двумя панелями корпуса, образующими смежные стенки корпуса контейнера, и контейнер дополнительно содержит средства, образующие укупорочное средство, вокруг указанного контейнера, которые непрерывно продолжаются вокруг каждого угла отверстия. Термин «непрерывный» здесь означает, что средства, образующие укупорочное средство, не прерываются, например, соединениями между несмежными частями заготовки.
Средства, образующие укупорочное средство, могут содержать фланец вокруг по меньшей мере части отверстия контейнера. Предпочтительно, фланец образован множеством согнутых наружу панелей заготовки, каждая из которых соединена с панелью корпуса посредством линии сгиба.
Контейнер может содержать картонную основу и непроницаемый для жидкости слой, который предпочтительно содержит слой пленки. Указанный слой пленки продолжается за пределы края картонной основы, образуя одну или более выступающих областей пленки. Указанные выступающие области пленки, в частности, могут быть обеспечены на сгибаемой части крышки, но также могут быть обеспечены в других местах для улучшения запечатывания контейнера.
Зазоры между согнутыми наружу панелями могут быть перекрыты непроницаемой пленкой, которая предпочтительно выполнена с возможностью растягивания. Так как каждый угол отверстия контейнера образован на линии сгиба заготовки, перекрытие из пленки может быть легко обеспечено на любом углу отверстия контейнера.
Непроницаемая пленка предпочтительно представляет собой пластиковую пленку, например, включающую в себя множество слоев пластикового материала, которые могут быть соэкструдированными. Например, подходящая пленка может включать в себя слой этиленвинилового спирта (EVOH) между двумя слоями полиэтилена низкой плотности (LDPE).
Пластиковые пленки предпочтительно обеспечены на всей внутренней поверхности контейнера.
Средства, образующие укупорочное средство, контейнера могут дополнительно содержать панель крышки. Панель крышки может быть соединена посредством линии сгиба с панелью корпуса и остальной частью укупорочных средств.
Соединение панели крышки со смежной частью укупорочных средств, например фланцем, может помочь избежать присутствия зазоров на фланце на углах контейнера, расположенных на каждом конце крышки.
Обеспечение сгибаемой части панели крышки, которая может быть согнута поверх по меньшей мере части фланца контейнера, обеспечивает возможность эффективного запечатывания зазоров, которые могут присутствовать на фланце.
Сгибаемая часть крышки может содержать, например, угол крышки или краевую часть крышки.
Предпочтительно, одна стенка корпуса контейнера содержит соединение, образованное между двумя панелями корпуса заготовки. Средства, образующие укупорочное средство, могут в этом случае содержать непрерывный кусок материала вокруг отверстия контейнера, который начинается и оканчивается в соединении. Соединение может, но необязательно, располагаться в середине панели стенки. Здесь важным является то, что благодаря переносу соединения с угла контейнера в некоторое место на плоской стенке, запечатывание вокруг соединения значительно упрощается.
Соединение может быть образовано посредством прикрепления первого язычка, соединенного с первой панелью корпуса и отогнутого назад относительно нее, к вспомогательной панели корпуса таким образом, что на наружной стороне одной из стенок контейнера образуется дополнительная панель, которая покрывает часть первой панели корпуса. Дополнительная панель увеличивает прочность контейнера, а сгибание назад язычка гарантирует получение хорошего запечатывания.
Предпочтительно, первая панель корпуса соединена посредством линии сгиба с первой панелью, образующей укупорочное средство, и вспомогательная панель корпуса соединена посредством линии сгиба со вспомогательной панелью, образующей укупорочное средство, и край первой панели, образующей укупорочное средство, примыкает к краю вспомогательной панели, образующей укупорочное средство. Эта конструкция гарантирует отсутствие перекрывающих друг друга внахлест панелей на фланце готового контейнера, что является предпочтительным для обеспечения возможности надежного запечатывания крышки относительно отверстия контейнера.
В контейнере может быть обеспечен извилистый шов/соединение, если края первой и вспомогательной панелей, образующих укупорочное средство, располагаются под косым углом относительно соединения в корпусе контейнера. Извилистый шов является полезным для предотвращения как вытекания газа из готового контейнера, так и втекания газа в готовый контейнер.
Не имеющая поддержки область пластиковой пленки обеспечена между указанным краем первой панели, образующей укупорочное средство, и первым язычком, и предпочтительно вспомогательная панель, образующая укупорочное средство, прикреплена к указанной не имеющей поддержки области пластиковой пленки. Эта конструкция обеспечивает хорошее запечатывание всего соединения. Особенно хорошее запечатывание может быть обеспечено, если область пленки продолжается на всей линии сгиба между первой панелью корпуса и первым язычком, так что образуется двойной слой пленки, когда первый язычок сгибается назад для формирования контейнера. Слой не имеющей поддержки пленки предпочтительно покрывается материалом основы заготовки, например, как результат описанной выше системы панелей, образующих укупорочное средство, чтобы защитить пленку от прямого воздействия тепла в процессе термической сварки.
Описанные выше признаки могут использоваться при запечатывании вершины контейнера. Первый и вспомогательный небольшие язычки могут быть обеспечены на крае первой и вспомогательной панелей корпуса, противоположном краям, на которых обеспечены первая и вспомогательная панели, образующие укупорочное средство. В то время как первая и вспомогательная панели, образующие укупорочное средство, прикрепляются к панели крышки в готовом контейнере, первый и вспомогательный небольшие язычки могут быть прикреплены к третьему небольшому язычку, обеспеченному на третьей панели корпуса заготовки.
Приведенные выше признаки служат для предотвращения необходимости приложения тепла в процессе термической сварки через двойные слои основы, при этом обеспечивается слой для защиты чувствительной к воздействию пластиковой пленки. Аналогичные признаки могут быть обеспечены для получения аналогичного эффекта на других частях контейнера, например, в тех местах, где для формирования контейнера необходимо герметично прикрепить вспомогательные язычки, соединенные посредством линий сгиба с панелями корпуса.
Контейнер может представлять собой контейнер для сэндвичей, в частности по существу треугольный контейнер для нарезанных по диагонали сэндвичей. В этом случае часто предпочтительно, чтобы соединение было обеспечено на по существу прямоугольной стенке контейнера, а не на треугольной стенке. Контейнер также может быть контейнером для различных других пищевых продуктов и других изделий. Обеспечение соединения на треугольной стенке также возможно, и, если требуется, могут быть обеспечены более одного описанных выше соединений.
Изобретение также предлагает заготовку для формирования описываемого выше контейнера.
Предпочтительно, заготовка содержит слой основы, например, из картона, имеющий множество панелей корпуса и множество панелей, образующих укупорочное средство, соединенных с краями панелей корпуса, которые в эксплуатации образуют отверстие контейнера. Панели корпуса и панели, образующие укупорочное средство, могут быть образованы с помощью линий сгиба или линий надрыва в слое основы, и непроницаемая пленка предпочтительно покрывает полностью слой основы и перекрывает зазоры между смежными панелями, образующими укупорочное средство.
Одна из панелей укупорочных средств может быть обеспечена в виде панели крышки, соединенной посредством линии сгиба с одной панелью корпуса и двумя другими панелями, образующими укупорочное средство. Соединение панели крышки посредством линий сгиба с другими панелями, образующими укупорочное средство, устраняет зазоры, которые могут присутствовать на углах отверстия контейнера, где обеспечена крышка.
Первая панель корпуса заготовки предпочтительно имеет первый язычок, который в эксплуатации прикреплен к вспомогательной панели корпуса таким образом, что две панели корпуса вместе образуют одну стенку корпуса контейнера. Дополнительная линия сгиба также может быть обеспечена на одной панели корпуса, предпочтительно на панели корпуса, которая в эксплуатации образует стенку контейнера, противоположную указанной стенке, образованной двумя панелями корпуса. Линия сгиба может, но необязательно, располагаться в середине указанной панели корпуса.
Способ формирования контейнера из описываемой заготовки включает в себя этапы сгибания заготовки, возможно по упомянутой выше линии сгиба, таким образом, что первый язычок покрывает край указанной вспомогательной панели корпуса, прикрепления указанного первого язычка к указанной вспомогательной панели корпуса и сгибания указанного первого язычка назад относительно первой панели корпуса, чтобы раскрыть корпус контейнера. Вспомогательные язычки, обеспеченные на указанных первой и вспомогательной панелях корпуса, могут затем быть прикреплены к аналогичным язычкам, обеспеченным на третьей панели корпуса, для образования корпуса контейнера. Предпочтительно, прикрепление осуществляется посредством термической сварки.
Во всех случаях контейнер может дополнительно содержать ломкое отверстие, например, содержащее линии надрыва на крышке и фланце. В качестве альтернативы или дополнительно, контейнер может содержать активируемые теплом уплотнительные средства, такие как небольшие области смолы, расположенные на верхних участках контейнера, например, на границе между крышкой и отверстием контейнера. В случае обеспечения слоя пленки, если требуется, он может иметь перфорации или иным образом выполнен проницаемым для воздуха.
Настоящее изобретение будет лучше понято из нижеследующего подробного описания со ссылкой на прилагаемые чертежи, которое приводится только в качестве примера.
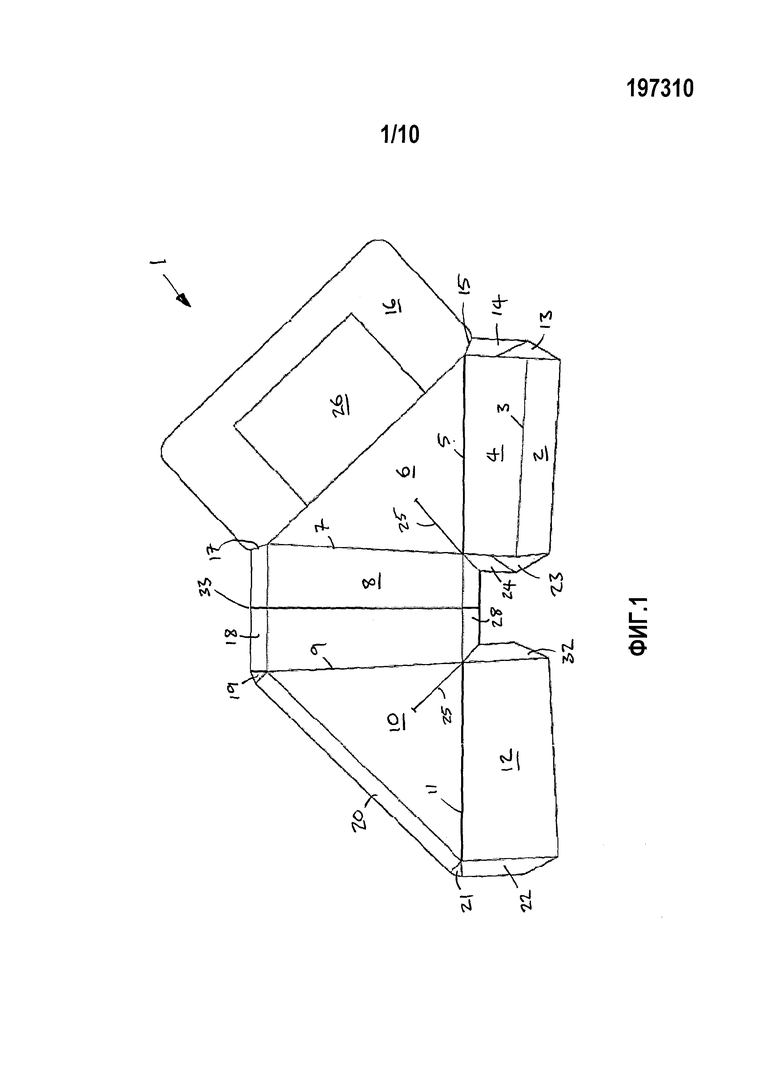
Фиг.1 - вид в плане заготовки для формирования контейнера согласно настоящему изобретению.
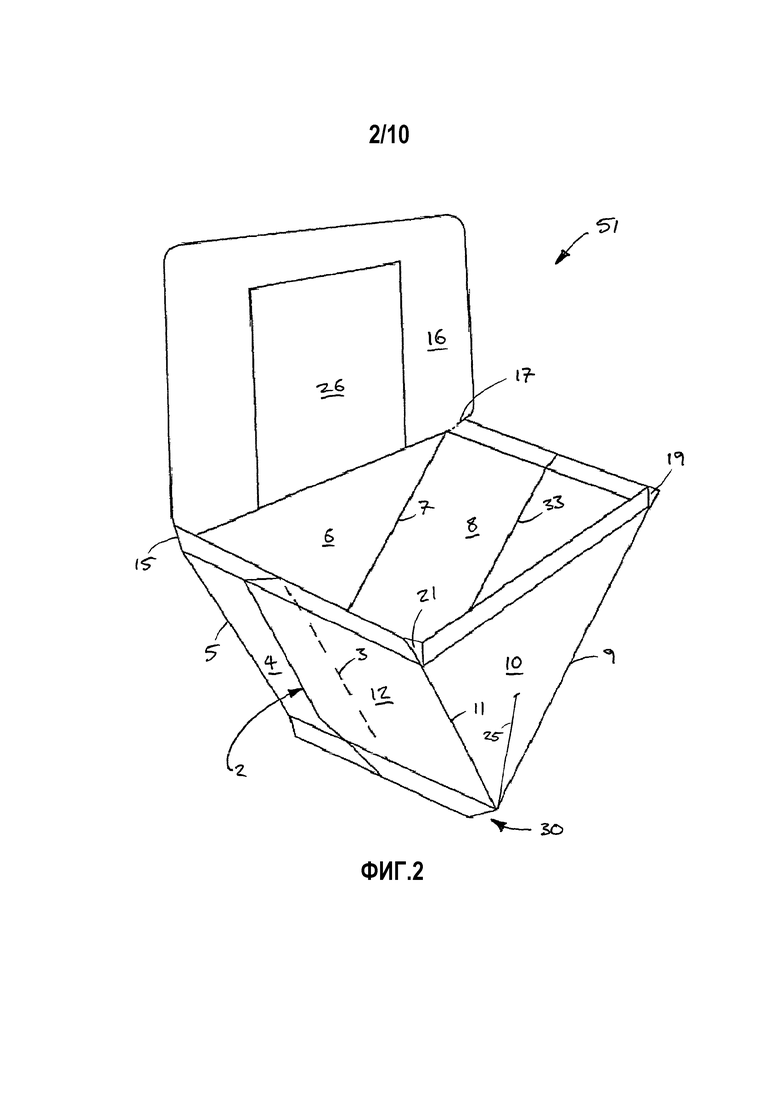
Фиг.2 - вид в перспективе контейнера, сформированного из заготовки на фиг.1, в открытом состоянии.
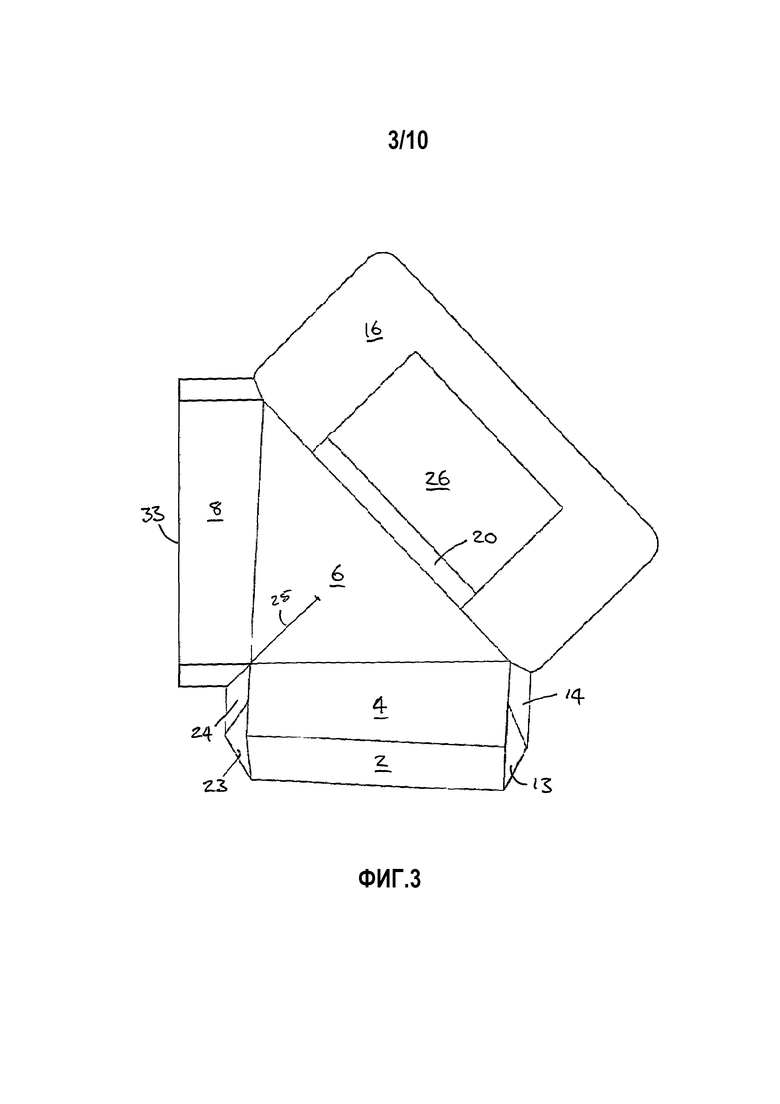
Фиг.3 - вид в плане, иллюстрирующий заготовку на фиг.1, которая согнута наполовину.
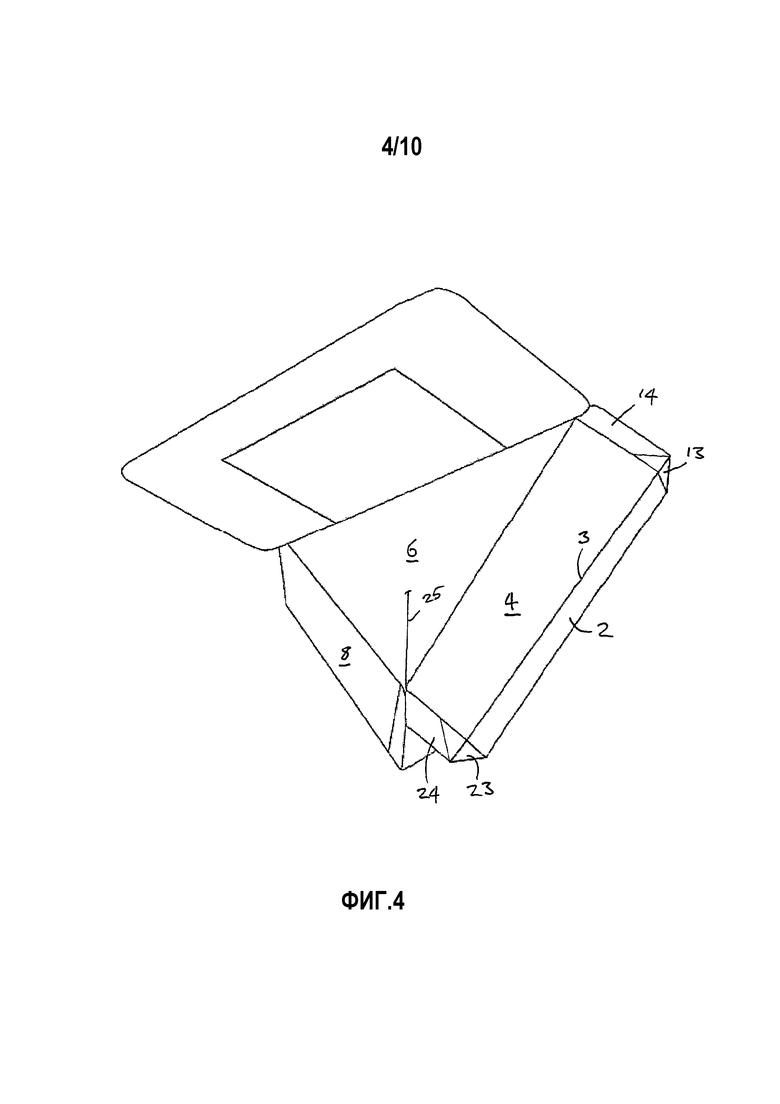
Фиг.4 - вид в перспективе, иллюстрирующий формирование контейнера из согнутой заготовки на фиг.3.
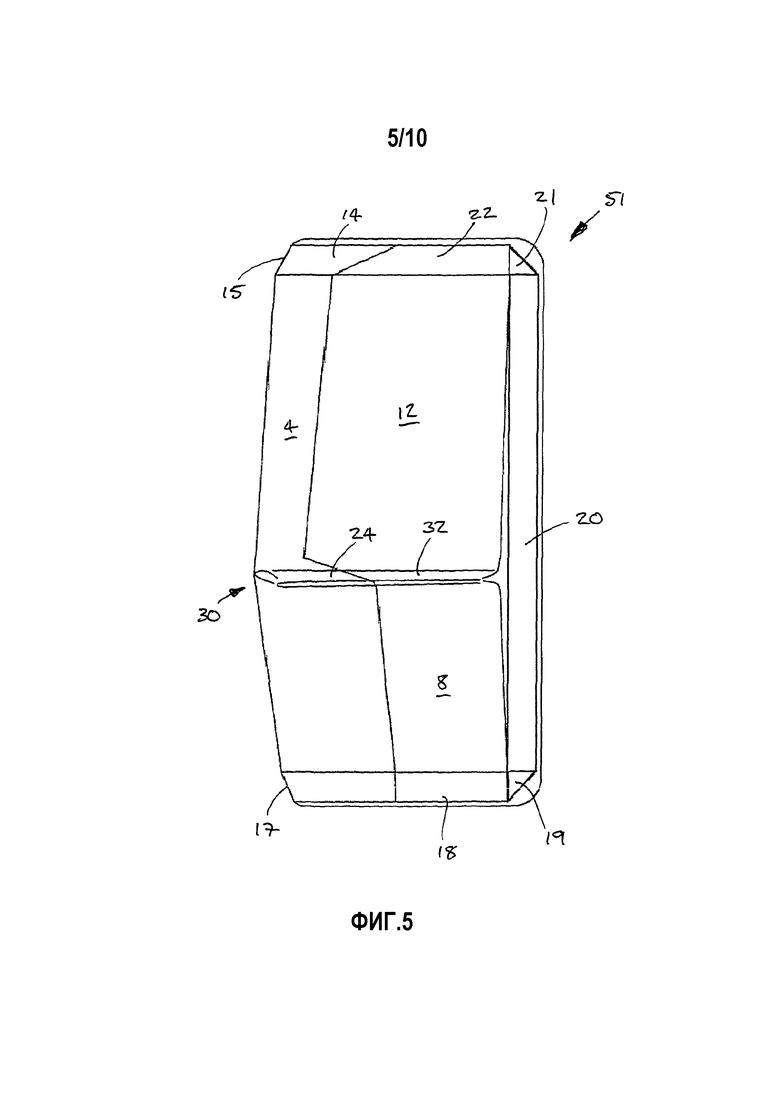
Фиг.5 - вид с вершины контейнера на фиг.2, иллюстрирующий контейнер в закрытом/запечатанном состоянии.
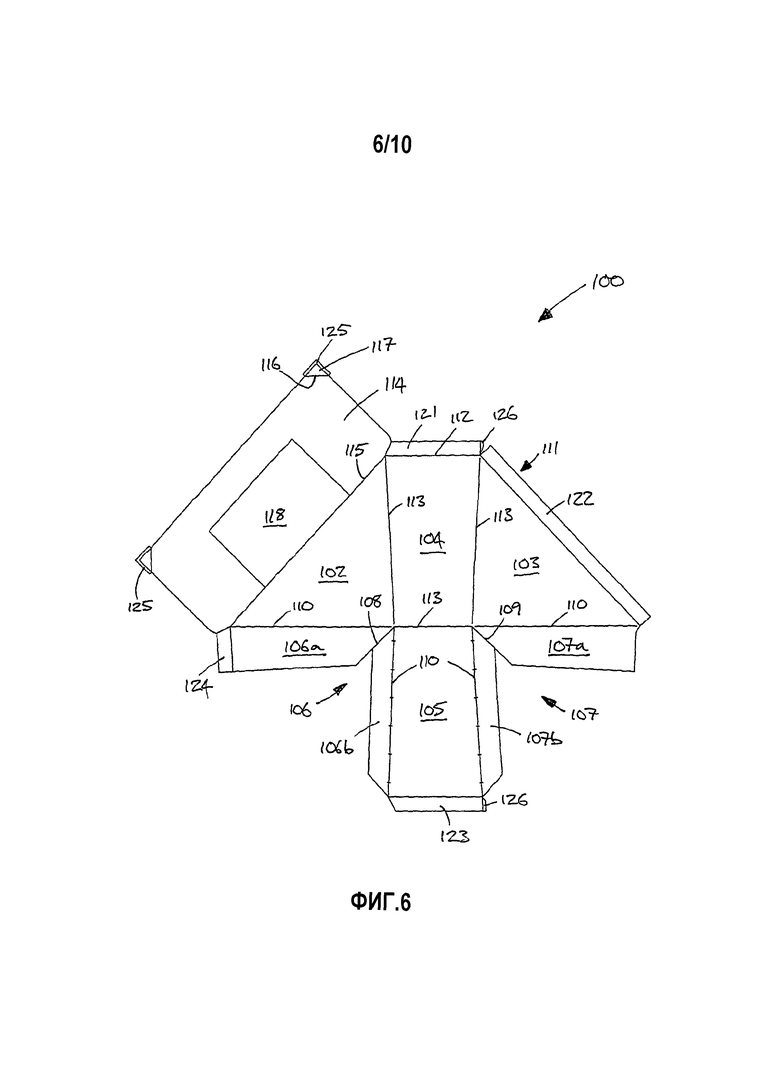
Фиг.6 - вид в плане заготовки контейнера согласно другому варианту осуществления настоящего изобретения.
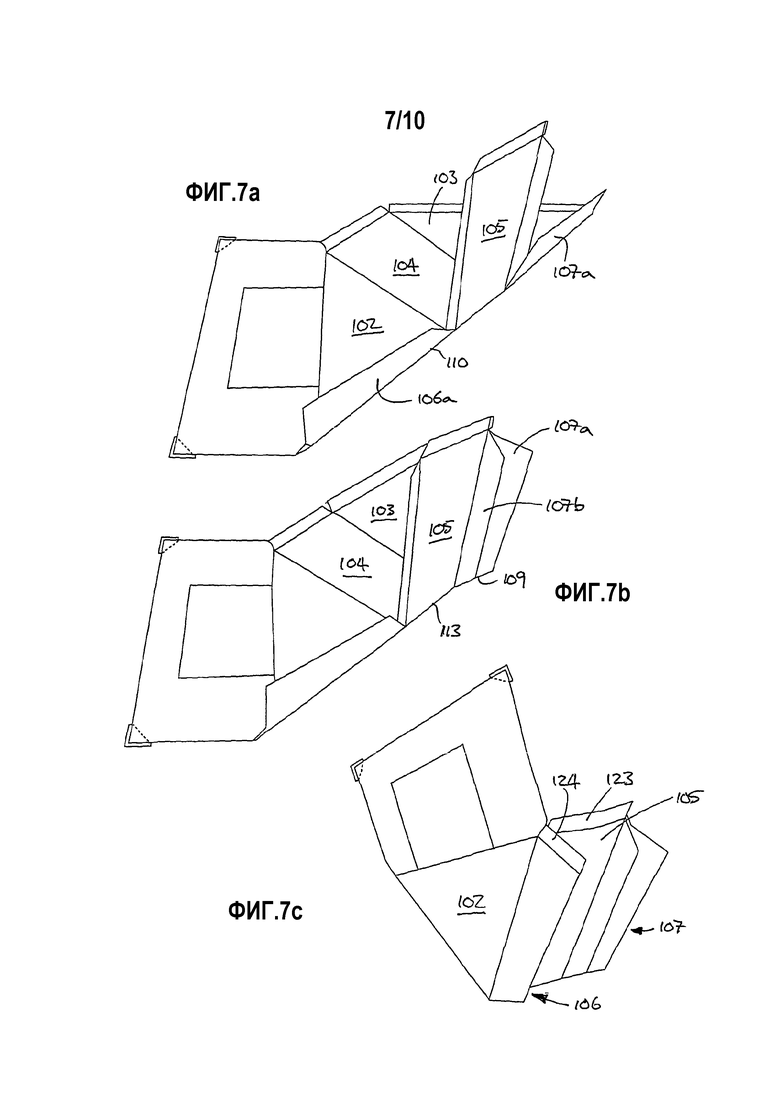
Фиг.7а-7с - иллюстрирует сгибание заготовки на фиг.6 для образования контейнера для сэндвичей.
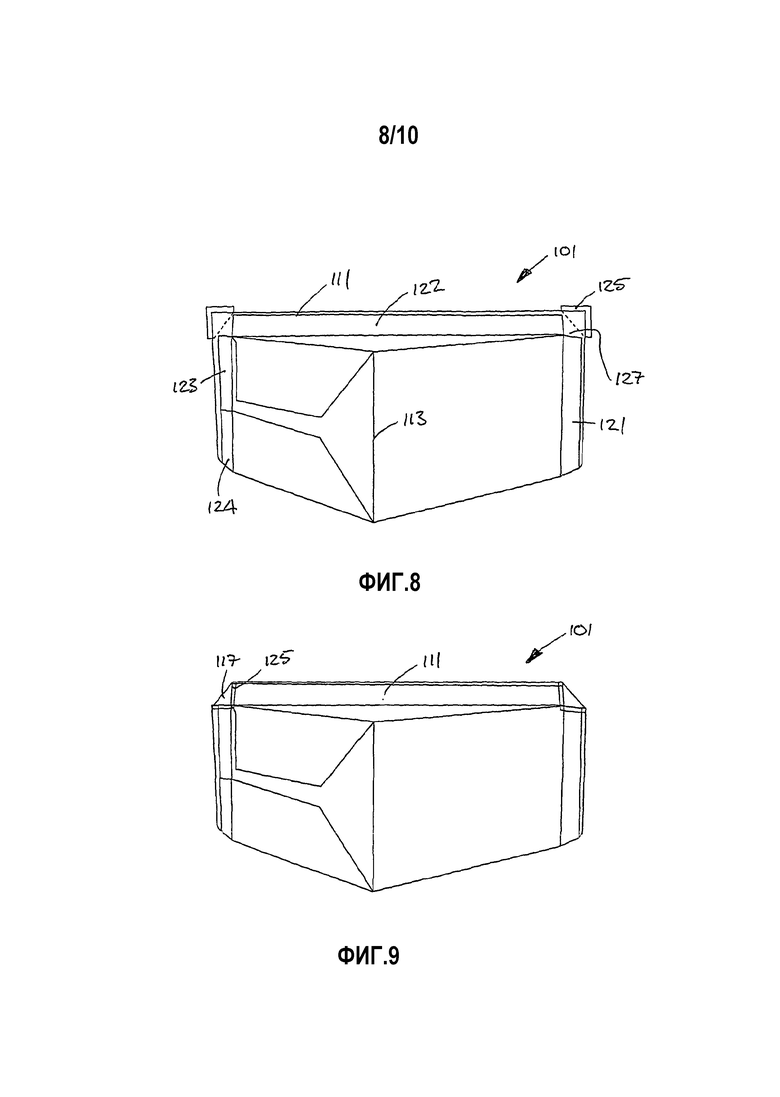
Фиг.8 - вид в перспективе контейнера, сформированного из заготовки на фиг.6.
Фиг.9 - вид в перспективе контейнера на фиг.8 после запечатывания.
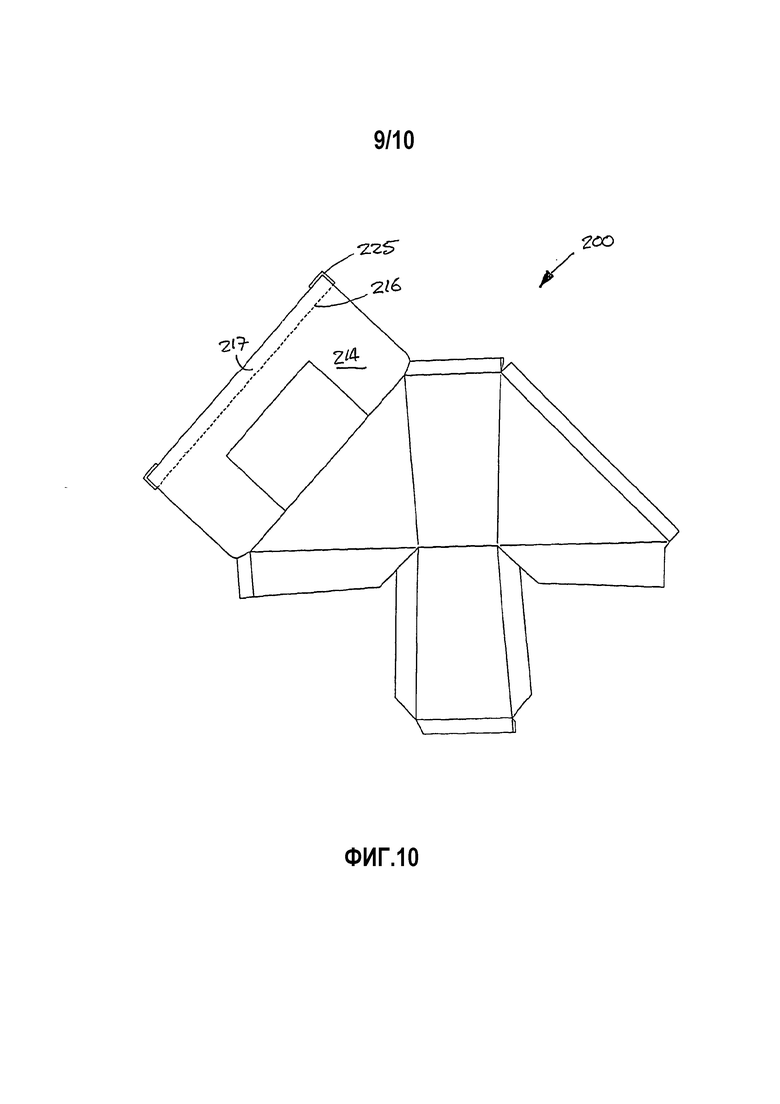
Фиг.10 - вид в плане заготовки контейнера согласно другому варианту осуществления настоящего изобретения.
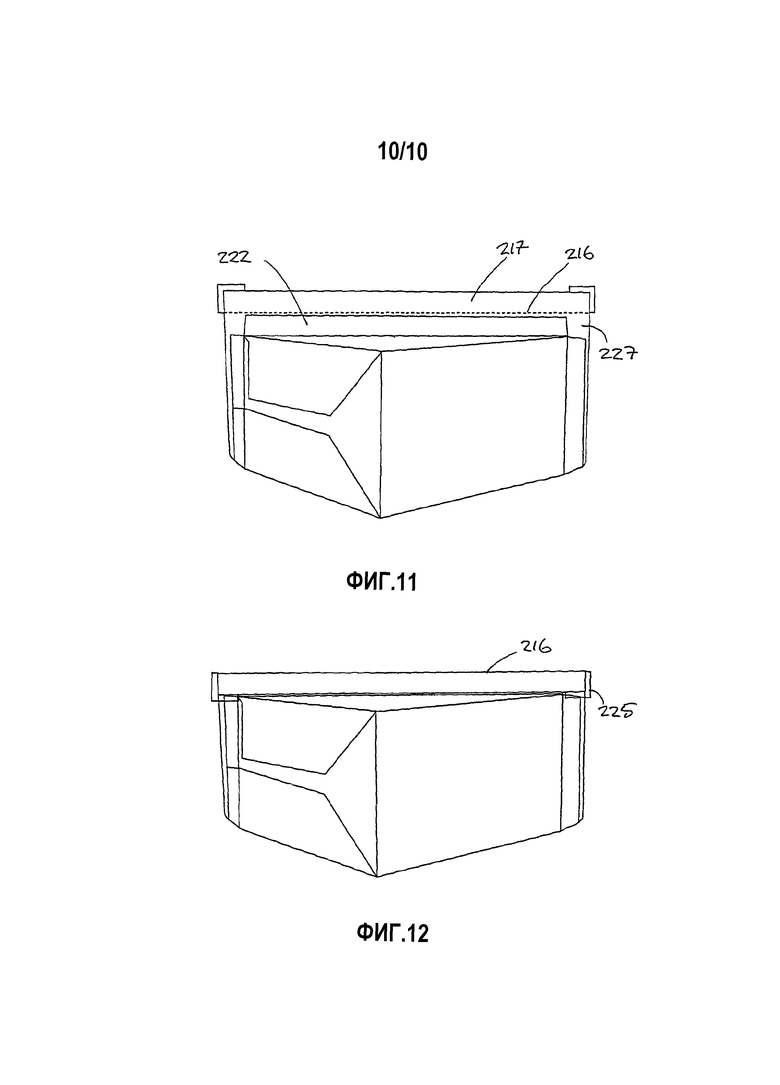
Фиг.11 - вид в перспективе контейнера, сформированного из заготовки на фиг.10.
Фиг.12 - вид в перспективе контейнера на фиг.11 после запечатывания.
Заготовка 1 контейнера, иллюстрируемая на фиг.1, используется для формирования треугольного контейнера для нарезанных по диагонали сэндвичей. Заготовка 1 содержит слой основы из картона, разделенный посредством линий сгиба на множество панелей. Панели 4, 6, 8, 10, 12 формируют стенки, которые образуют корпус готового контейнера, панели 14, 16, 8, 20, 22 формируют укупорочные средства готового контейнера, и остальные панели 2, 24, 28, 32 служат в качестве язычков для скрепления вместе корпуса контейнера.
Обращаясь к фиг.1 и двигаясь против часовой стрелки, большой язычок 2 соединен с первым длинным краем первой по существу прямоугольной панели 4 корпуса. Второй длинный край первой панели 4 корпуса соединен с первым коротким краем второй панели 6 корпуса, имеющей форму равнобедренного треугольника с двумя короткими краями и одним длинным краем. Второй короткий край второй панели 6 корпуса соединен с первым длинным краем третьей панели 8 корпуса. Подобно первой панели 4 корпуса, третья панель 8 корпуса является по существу прямоугольной, но ее короткие края имеют длину в два раза больше, чем короткие края первой панели 4 корпуса. Четвертая панель 10 корпуса, имеющая форму треугольника, соединена на ее первом коротком крае со вторым длинным краем третьей панели 8 корпуса. Четвертая панель 10 корпуса имеет форму равнобедренного треугольника, подобно второй панели 6 корпуса, и ее второй короткий край соединен с первым длинным краем пятой по существу прямоугольной панели 12 корпуса. Короткие края пятой панели 12 корпуса имеют длину больше, чем короткие края первой панели 4 корпуса, но меньше, чем короткие края третьей панели 8 корпуса.
На фиг.2 показан контейнер 51, сформированный из заготовки 1, показанной на фиг.1. Вторая и четвертая панели 6, 10 корпуса образуют треугольные стенки контейнера, при этом одна из по существу прямоугольных торцевых стенок образована третьей панелью 8 корпуса, а другая образована первой и пятой панелями 4, 12 корпуса, которые соединены посредством прикрепления большого язычка 2 к части пятой панели 12 корпуса. Важно отметить, что в этой конструкции соединение в корпусе контейнера 51, в котором скрепляется заготовка 1, располагается в середине стенки контейнера 51, а не на углу корпуса контейнера 51 между вершиной 30 контейнера и отверстием. Это означает, что каждый угол корпуса контейнера 51 образован одной линией 5, 7, 9, 11 сгиба между смежными панелями корпуса. Как можно увидеть, вспомогательная линия 25 сгиба вершины продолжается приблизительно на половину треугольной четвертой панели 10 корпуса от вершины в направлении середины ее длинной стороны. На фиг.1 показано, что вторая панель 6 корпуса заготовки 1 также имеет линию 25 сгиба вершины, подобную описанной выше. Линии 25 сгиба вершины полезны при формировании контейнера, как будет пояснено позднее.
Между большим язычком 2 и первой панелью 4 корпуса имеется вспомогательная линия 3 сгиба, которая показана штриховой линией на фиг.2. Хотя на фиг.2 это не видно, большой язычок 2 согнут назад относительно первой панели 4 корпуса по линии 3 сгиба, так что большой язычок 2 располагается между первой панелью 4 и частью пятой панели 12 корпуса. Формирование контейнера 51 из заготовки 1 будет описано более подробно позднее.
Хотя они и описываются как по существу прямоугольные, каждая из первой, третьей и пятой панелей 4, 8, 12 корпуса фактически имеет небольшую конусность, так что отверстие контейнера 51 имеет ширину больше, чем вершина 30 контейнера. Это полезно, чтобы обеспечить возможность укладки в стопу множества пустых контейнеров 51 и чтобы упростить размещение сэндвичей в контейнере 51, но не является обязательным.
Заготовка 1 на фиг.1 также содержит множество панелей 14, 16, 18, 20, 22 укупорочных средств для образования укупорочных средств готового контейнера 51. Одна панель укупорочных средств обеспечена на краю каждой из панелей 4, 6, 8, 10, 12 корпуса, которые в эксплуатации образуют отверстие готового контейнера 51 на фиг.2. Более конкретно, четыре панели 14, 18, 20, 22 фланца соединены посредством линий сгиба с краями первой панели 4 корпуса, третьей панели 8 корпуса, четвертой панели 10 корпуса и пятой панели 12 корпуса соответственно, и панель 16 крышки соединена посредством линии сгиба с краем второй панели 6 корпуса.
Небольшие язычки 24, 28, 32 обеспечены на краях первой, третьей и пятой панелей 4, 8, 12 корпуса, противоположно соответствующим панелям 14, 18, 22 фланца. Для удобства, небольшой язычок 24, соединенный с первой панелью 4 корпуса, будет называться «первый небольшой язычок», небольшой язычок 28, соединенный с третьей панелью 8 корпуса, будет называться «третий небольшой язычок», и небольшой язычок 32, соединенный с пятой панелью 12 корпуса, будет называться «пятый небольшой язычок». Подобная система условных наименований используются также и для панелей 14, 18, 20, 22 фланца.
Заготовка 1 дополнительно содержит слой пластиковой пленки, расположенный на всей картонной основе. Пластиковая пленка обеспечивает множество преимуществ, наиболее важными из которых являются предотвращение проникновения жидкостей в картонную основу, обеспечение по существу воздухонепроницаемого слоя, позволяющего осуществлять заполнение газом, и выполнение функции термосвариваемой среды для скрепления готового контейнера 51.
Опытным путем было определено, что одна особенно подходящая пленка содержит слой этиленвинилового спирта (EVOH) между двумя слоями полиэтилена низкой плотности (LDPE). В предпочтительном варианте осуществления настоящего изобретения общая толщина пленки составляет 40 микрометров. Она включает в себя верхний слой из EVOH толщиной 18,5 микрометров, средний слой из LDPE толщиной 3 микрометра, и задний слой из EVOH снова толщиной 18,5 микрометров. Соответствующая соэкструдированная пленка предлагается французской компанией Leygatech, и имеет следующие характеристики:
- разрушающее напряжение (продольное направление/поперечное направление): 27/16 МПа
- относительное удлинение при разрушении (продольное направление/поперечное направление): 410/470%
- сопротивление разрыву (продольное направление/поперечное направление): 95/205 Н·мм-1.
Пленка также имеет степень паропроницаемости (при температуре +38°C и относительной влажности 90%) меньше 7,5 г·м-2/24 ч, и проницаемость для кислорода (при температуре +23°C и относительной влажности 0%) 2 см3·м-2/24 ч или меньше.
В тех местах картонной основы, где имеются зазоры, обеспечены не имеющие поддержки области пластиковой пленки. В частности, первая треугольная область 19 пластиковой пленки обеспечена между третьей панелью 18 фланца и четвертой панелью 20 фланца, и вторая треугольная область 21 пластиковой пленки обеспечена между четвертой панелью 20 фланца и пятой панелью 22 фланца. Третья треугольная область 13 пленки обеспечена на конце линии 3 сгиба между большим язычком 2 и первой панелью 4 корпуса, и четвертая треугольная область 23 пленки обеспечена на противоположном конце указанной линии 3 сгиба, смежном первому небольшому язычку 24. Пластиковая пленка также обеспечена на окне 26 панели 16 крышки.
Обычно фланец контейнера, сформированного из заготовки, формируется из нескольких отдельных частей. Это необходимо, чтобы обеспечить возможность сгибания фланца наружу относительно стенок контейнера без разрыва материала заготовки. Проблема, связанная с этой обычной конструкцией, заключается в том, что здесь неизбежно будут присутствовать зазоры между отдельными частями фланца, на углах готового контейнера, которые нежелательны для обеспечения хорошего запечатывания. В заготовке 1 на фиг.1 первая и вторая треугольные области 19, 21 пластиковой пленки выполнены с возможностью растягивания, так что третья, четвертая и пятая панели 18, 20, 22 фланца могут быть согнуты наружу, образуя непрерывный фланец, без разрыва заготовки 1 на углах контейнера 51.
На фиг.1 заготовка 1 показана со стороны, которая в эксплуатации будет наружной стороной готового контейнера 51. Слой пластиковой пленки располагается на стороне, которая в эксплуатации будет внутренней стороной готового контейнера 51. Для простоты соответствующие поверхности заготовки будут далее называться просто внутренняя и наружная поверхности.
Чтобы гарантировать отсутствие зазоров на углах контейнера 51 на противоположных концах панели 16 крышки, панель 16 крышки соединена с первой и третьей панелями 14, 18 фланца посредством двух расположенных под углом продолжений 15, 17 линии сгиба между панелью 16 крышки и второй панелью 6 крышки.
На фиг.3 иллюстрируется первый этап формирования контейнера 51, показанного на фиг.2, из заготовки 1, показанной на фиг.1. Заготовка 1 согнута пополам вдоль линии 33 сгиба, которая обеспечена на третьей панели 8 корпуса, третьей панели 18 фланца и третьем небольшом язычке 28. Четвертая и пятая панели 10, 12 корпуса согнуты под вторую и первую панели 6, 4 корпуса и большой язычок 2 таким образом, что внутренние поверхности двух половинок заготовки контактируют друг с другом. Пятая панель 22 фланца располагается под первой панелью 14 фланца и третьей треугольной областью 13 пленки, а пятый небольшой язычок 32 располагается под первым небольшим язычком 24 и четвертой треугольной областью 23 пленки. Четвертую панель 20 фланца можно увидеть через окно 26 в панели 16 крышки.
После того как заготовка 1 была согнута, как показано на фиг.3, прилагается тепло для прикрепления большого язычка 2 к краю нижележащей пятой панели 12 корпуса. Более конкретно, тепло прилагается к внутренней стороне согнутой заготовки, к наружной поверхности области пятой панели 12 корпуса, расположенной под большим язычком 2, и к концам третьей и четвертой треугольных областей 13, 23 пластиковой пленки за пределами линии 3 сгиба. Тепло не прилагается напрямую к третьей и четвертой треугольным областям 13, 23 пленки, которые видны на фиг.3, чтобы избежать повреждения пластиковой пленки. Более подробно это описывается позднее. Однако в большинстве случаев приложения тепла к пятой панели 12 корпуса достаточно для прикрепления вышележащих частей третьей и четвертой треугольных областей 13, 23 пленки к пятой панели 12 корпуса.
Следующий этап формирования контейнера 51 заключается в отводе друг от друга треугольных второй и четвертой панелей 6, 10 корпуса таким образом, что третья панель 8 корпуса расправляется, а большой язычок 2 сгибается назад относительно первой панели 4 корпуса по линии 3 сгиба между большим язычком и первой панелью 4 корпуса. На фиг.4 иллюстрируется этот процесс раскрытия. Большой язычок 2 согнут назад относительно первой панели 4 корпуса, в результате этого третья и четвертая треугольные области 13, 23 пленки будут согнуты дважды. Пятую панель 12 корпуса на чертеже не видно, но следует отметить, что наклонные края картонной основы пятой панели 22 фланца и пятого небольшого язычка 32 совпадают с наклонными краями третьей и четвертой треугольных областей 13, 14 пленки, которые видны на фиг.4.
Процесс термической сварки, используемый для запечатывания вершины 30 контейнера 51, обычно включает в себя отвод друг от друга треугольных панелей 6, 10 корпуса, как было описано выше, и сжатие вместе небольших язычков 24, 28, 32 между нагретыми валками. Могут возникнуть проблемы, если сжатию вершины 30 контейнера 51 сопротивляются треугольные стенки 6, 10 контейнера 51. Здесь имеется риск того, что или небольшие язычки 24, 28, 32 не будут прилегать друг к другу достаточно плотно для осуществления термической сварки, или материал треугольных стенок 6, 10 будет подвергаться напряжению во время этого процесса. Обе эти проблемы могут быть уменьшены посредством обеспечения линий сгиба 25 вершины, которые продолжаются от вершины каждой треугольной стенки 6, 10. Линии 25 сгиба вершины позволяют треугольным стенкам 6, 10 деформироваться управляемым образом, когда вершина 30 контейнера 51 сжимается при термической сварке 24, 28, 32. Точное задание длины линий 25 сгиба вершины не является критичным, и они могут быть короче, чем показано на чертежах. Предпочтительно, линии сгиба вершины не продолжаются больше, чем на половину треугольных стенок 6, 10, так что стенки готового контейнера 51 сохраняют определенную степень жесткости.
Когда контейнер 51 полностью раскрыт и большой язычок 2 полностью согнут относительно наружной стороны первой панели 4 корпуса, наклонные края пятой панели 22 фланца и пятого небольшого язычка 32, которые показаны на фиг.1 и фиг.3, примыкают к наклонным краям первой панели 14 фланца и первого небольшого язычка 24. Это лучше всего можно увидеть на фиг.5, на которой показан вид с вершины 30 готового контейнера 51. В результате, когда контейнер 51 полностью сформирован, на наружной стороне контейнера 51 отсутствует незащищенная пленка. Это улучшает внешний вид контейнера 51, а также обеспечивает дополнительные преимущества, которые будут описаны ниже.
Пластиковая пленка заготовки 1 восприимчива к термической сварке, но также может быть повреждена, если подвергается воздействию слишком высокой температуры во время процесса термической сварки. Обычно термическая сварка контейнеров осуществляется при температуре порядка 200°C, но было обнаружено, что температуры выше 100°C вызывают повреждения любого незащищенного пластикового материала. Любая потеря целостности пластиковой пленки может привести к потере целостности готового контейнера, и этого необходимо избегать.
Как можно увидеть на фиг.5, незащищенная пластиковая пленка отсутствует как на вершине 30 контейнера 51, где осуществляется герметичное скрепление вместе посредством термического сваривания небольших язычков 24, 28, 32, так и в местах, где осуществляется прикрепление посредством термического сваривания первой и пятой панелей 14, 22 фланца к крышке панели, чтобы закрыть контейнер. Поэтому при формировании контейнера 51 тепло может прилагаться к наружной части контейнера с обеих сторон запечатываемой области. Слой картонной основы защищает пленку от прямого приложения тепла и предотвращает ее повреждение и/или потерю целостности во время процесса термического сваривания.
Хотя важно защитить пластиковую пленку от очень высоких температур, как было описано выше, все же тепло, приложенное к контейнеру, необходимо передавать к пленке для формирования прочной пленки. Поэтому нежелательно иметь избыток материала между источником прилагаемого тепла и термосвариваемой пленкой, в частности, если этот избыток имеется только в некоторых областях, так как это потребует, чтобы продолжительность приложения тепла к разным частям контейнера 51 была разной. Эта проблема отсутствует в заготовке 1 на фиг.1, так как, как было описано выше, наклонные края пятой панели 22 фланца и пятого небольшого язычка 32 примыкают к наклонным краям первой панели 14 фланца и первого небольшого язычка 24. Тем самым соответствующие части контейнера после формирования содержат только один слой картона, покрывающий двойной слой пластиковой пленки.
Складывание вдвое третьей и четвертой треугольных областей 13, 23 пленки также позволяет обеспечить улучшенное запечатывание контейнера. Прямые швы или соединения между частями контейнера могут служить в качестве «лазеек», позволяющих газу втекать в контейнер или вытекать из контейнера. Сгибание треугольных областей 13, 23 пленки вдоль наклонной линии в соединении между первой и пятой панелями 14, 22 фланца и между первым и пятым небольшими язычками 24, 32 ведет к образованию более извилистого пути для любого газа, который пытается войти в контейнер 51 или выйти из контейнера 51, тем самым дополнительно улучшая целостность контейнера 51.
На фиг.5 также показано, что первая и вторая треугольные области 19, 21 пленки растягиваются, чтобы перекрыть соответствующие зазоры между третьей и четвертой панелями 18, 20 фланца и между четвертой и пятой панелями 20, 22 фланца. На противоположных углах контейнера 51 можно увидеть расположенные под углом продолжения 15, 17 линии сгиба в месте, где панель 16 крышки соединяется с первой и третьей панелями 14, 18 фланца. Обращаясь к фиг.2, можно увидеть, что, когда панель 16 крышки находится в открытом положении, соединение между панелью 16 крышки и первой и пятой панелями 14, 18 фланца заставляет первую и пятую панели 14, 18 фланца продолжаться вверх от отверстия контейнера. Когда крышка закрыта, панели 14, 18 фланца сгибаются наружу и могут затем быть герметично прикреплены к внутренней стороне крышки 16 панели, как показано на фиг.5. Наклон продолжений 15, 17 линии сгиба позволяет прикрепить панель 16 крышки к первой и третьей панелям 14, 18 фланца без чрезмерной деформации какой-либо части заготовки 1 во время ее сгибания для формирования контейнера 51. Даже если сгибание приведет к повреждению картона вокруг расположенных под углом продолжений 15, 17 линии сгиба, непрерывный слой пластиковой пленки на внутренней стороне контейнера 51 сохранит целостность запечатывания.
Готовый контейнер 51 содержит четыре стенки, причем согнутый большой язычок 2 и край пятой панели 12 корпуса, к которому он прикреплен, образуют дополнительную пятую панель. Дополнительная панель обеспечивает дополнительную прочность и жесткость стенки, которая в эксплуатации образует основание готового контейнера 51. Дополнительный материал в дополнительной панели также обеспечивает дополнительный вес для основания, что немного улучшает устойчивость контейнера 51 в эксплуатации.
Изобретение не ограничивается описанными выше конфигурациями и материалами. Например, из приведенного выше описания очевидно, что обеспечение линии 33 сгиба в третьей панели 8 корпуса заготовки 1 упрощает первый этап формирования контейнера 1, за счет того, что позволяет всю заготовку 1 согнуть пополам таким образом, что большой язычок 2 может быть легко прикреплен к пятой панели 12 корпуса. Однако понятно, что возможно сформировать подобный контейнер 51 без линии 33 сгиба в третьей панели 8 корпуса, вместо этого сгибая каждую панель 2, 4, 6, 8, 10 по очереди и скрепляя эти части вместе.
Кроме того, понятно, что обеспечение линий сгиба на всех углах отверстия контейнера улучшает запечатывание контейнера и в том случае, если контейнер будет иметь фланец вокруг всего отверстия, и панель крышки будет выполнена в виде отдельной части.
На фиг.6-12 показаны заготовки для другого контейнера для сэндвичей в несобранном, частично собранном и собранном состояниях. Понятно, что иллюстрируемые и описываемые признаки в большинстве случаев будут также применимы в заготовках для контейнеров, используемых в других целях, и в контейнере и заготовках, показанных на фиг.1-5.
На фиг.6 показана заготовка 100, которую в эксплуатации сгибают для формирования контейнера 101 для сэндвичей, как показано на фиг.8.
Для целей настоящего описания термины «левый и правый» и их вариации относятся к ориентации, представленной на фиг.6, т.е. когда заготовка 100 располагается на столе и на нее смотрят сверху. Однако понятно, что возможны различные другие альтернативные ориентации, за исключением тех случаев, где это оговаривается особо.
Заготовка 100 на фиг.6 содержит левую и правую треугольные боковые панели 102, 103 и первую и вторую по существу прямоугольные торцевые панели 104, 105. Как показано на фиг.6, торцевые панели 104, 105 имеют небольшую конусность, так что отверстие готового контейнера 101 немного больше его вершины, но это необязательно.
Левая и правая треугольные боковые панели 102, 103 продолжаются соответственно от левого и правого края первой торцевой панели 104, перпендикулярно им, и вторая торцевая панель 105 продолжается вниз от короткого конца первой прямоугольной панели 104. Треугольные боковые панели 102, 103 имеют одинаковые размеры и обе представляют собой прямоугольные треугольники. По существу прямоугольные торцевые панели 104, 105 также имеют одинаковые размеры.
Левая и правая перемычки 106, 107 располагаются с каждой стороны второй торцевой панели 105 и соединяют левый и правый края второй торцевой панели 105 с нижним краем левой и правой боковых панелей 102, 103 соответственно. Обе перемычки 106, 107 содержат по две части, обозначенные на фиг.6 с помощью индекса «а» и «b», и имеют линию 108 сгиба перемычки между частями 106а и 106b перемычки и линию 109 сгиба перемычки между частями 107а и 107b перемычки.
Обе линии 108, 109 сгиба перемычки продолжаются под углом приблизительно 45 градусов от верхнего левого и верхнего правого углов панели 105 соответственно таким образом, что линия 108 сгиба перемычки равноудалена от левого края панели 105 и нижнего края панели 102, и, аналогичным образом, линия 109 сгиба перемычки равноудалена от правого края панели 105 и нижнего края панели 103.
Линия 110 сгиба панели обеспечена между каждой перемычкой 106, 107 и смежной панелью. Вокруг края заготовки 100 обеспечен фланец 111. Фланец 111 образован множеством отдельных частей 121, 122, 123, 124, которые соединены посредством линий 112 сгиба фланца с первой торцевой панелью 104, правой боковой панелью 103, второй торцевой панелью 105 и частью 106а перемычки соответственно. Вспомогательные линии 113 сгиба панели обеспечены в соединении первой и второй торцевых панелей 104, 105 и между панелями 102 и 104 и между панелями 103 и 104. В этом варианте осуществления линии 108, 109, 110, 112, 113 сгиба выполнены в виде бигов.
По существу прямоугольная панель 114 крышки, закрывающая готовый контейнер, продолжается от гипотенузы треугольной боковой панели 102 и соединена с ней посредством линии 115 сгиба крышки. Необходимо отметить, что панель 114 крышки соединена со смежными ей частями 121, 124 фланца посредством расположенных под углом продолжений на каждом конце линии 115 сгиба.
Диагональные линии 116 сгиба обеспечены на свободных углах 117 панели 114 крышки таким образом, что указанные углы 117 могут быть согнуты назад после того, как готовый контейнер 101 был закрыт. Панель крышки также содержит окно 118.
В иллюстрируемом варианте осуществления заготовка 100 содержит картонную основу с непроницаемым для жидкости пленочным покрытием. Пленочное покрытие покрывает всю основу, а также образует окно 118 в панели 114 крышки. Небольшие выступающие области 125 пленки обеспечены вокруг углов 117 панели 114 крышки, и вспомогательные выступающие области 126 пленки обеспечены на коротких краях частей 121 и 123 фланца. Хотя это не показано на чертежах, также предполагается, что могут быть обеспечены другие выступающие области пленки, например, продолжающиеся за пределы линии 108 сгиба между смежными частями 106а и 106b перемычки и/или за пределы линии 109 сгиба между частями 107а и 107b перемычки. Выступающие области пленки также могут быть обеспечены на свободных концах частей 106b и 107b перемычки, наружной стороне части 123 фланца и/или на концах части 122 фланца. Слой пленки может даже перекрывать зазоры между смежными панелями заготовки контейнера, такими как смежные части фланца, таким же образом, что и треугольные области 19, 20 пленки заготовки 1, показанной на фиг.1. В этом случае слой пленки должен быть выполнен с возможностью растягивания таким образом, чтобы не препятствовать сгибанию наружу частей фланца при формировании контейнера. Опытным путем было определено, что одна особенно подходящая пленка содержит слой этиленвинилового спирта (EVOH) между двумя слоями полиэтилена низкой плотности (LDPE). Соответствующая соэкструдированная пленка предлагается французской компанией Leygatech. Однако возможно использовать другие пленки, имеющие подобные характеристики по удлинению и сопротивлению разрыву.
В другом варианте осуществления часть 124 фланца может содержать только слой пленки, который продолжается за пределы края картонной основы. Края пленочной части 124 фланца могут оканчиваться, как показано на фиг.6, или могут продолжаться за пределы показанного на чертеже края, чтобы образовать область фланца большего размера, как в случае, когда вокруг картонного фланца 124 обеспечена выступающая область пленки. Кроме того, вспомогательная часть фланца, подобная части 124, может быть обеспечена на свободном крае части 107а перемычки. Вспомогательная часть фланца также может иметь выступающую область пленки или содержать только слой пленки, подобно части 124 пленки. Если вспомогательная часть фланца образована только слоем пленки, она может быть соединена со смежной частью 122 фланца.
На фиг.7а-7с иллюстрируется сгибание заготовки 100 для формирования готового контейнера 101, показанного на фиг.8. Заготовка 100 сначала сгибается под прямым углом вдоль линий 110 сгиба между боковыми панелями 102, 103 и частями 106а, 107а перемычки, и вдоль линии 113 сгиба между торцевыми панелями 104 и 105, как показано на фиг.7а. Далее, как показано на фиг.7b, заготовка сгибается вдоль линии 113 сгиба между первой торцевой панелью 104 и правой боковой панелью 103 таким образом, что правая боковая панель 103 перекрывает зазор между первой и второй торцевыми панелями 104, 105. В результате противоположно направленный сгиб также образуется по линии 109 сгиба между частями 107а и 107b перемычки, которые располагаются одна на другой и выступают от наружной стороны частично сформированного контейнера. Аналогичная операция сгибания затем осуществляется между первой торцевой панелью 104 и левой боковой панелью 102, чтобы получить конфигурацию, показанную на фиг.7с. Для завершения формирования корпуса контейнера, перемычки 106 и 107 сгибаются таким образом, что они прилегают к наружной стороне второй торцевой панели 105, и прикрепляются к наружной стороне второй торцевой панели 105, и части 121, 122, 123, 124 фланца сгибаются наружу, образуя фланец 111 вокруг отверстия контейнера. При этом часть 124 фланца сгибается таким образом, что она покрывает часть 123 фланца с наружной стороны контейнера. Жесткость части 123 фланца позволяет части 124 фланца и вспомогательной части фланца на конце части 107а перемычки содержать только пленку, как было описано выше. Гибкость, полученная благодаря исключению картонного слоя из этих частей фланца, помогает обеспечить улучшенное запечатывание на этом конце готового контейнера.
На фиг.8 показан готовый контейнер 101, если смотреть с его вершины на линию 113 сгиба между первой и второй торцевыми панелями 104, 105, а также показан фланец 111, согнутый назад по линиям 112 сгиба фланца вокруг края контейнера. По существу прямоугольная крышка 114 согнута вдоль линии 115 сгиба крышки и прикреплена к фланцу 111, чтобы закрыть контейнер 101. Как было упомянуто выше, крышка 114 соединена со смежными ей частями 121, 124 фланца посредством расположенных под углом продолжений линии 115 сгиба, так что на фланце 111 отсутствует зазор на той стороне готового контейнера 101, где обеспечена линия 115 сгиба. Однако зазоры 127 будут присутствовать на фланце 111 на углах контейнера 101 между частями 121 и 122 фланца и между частями 122 и 123 фланца.
Как показано на фиг.9, зазоры 127 перекрываются посредством сгибания назад углов 117 панели 114 крышки по линиям 116 сгиба и прикрепления их к противоположной стороне фланца 111. Выступающая область 125 пленки, обеспеченная на углах 117, продолжается вокруг углов контейнера 101, чтобы дополнительно улучшить запечатывание. Запечатывание крышки 114 относительно фланца 111 в области зазоров 127 улучшается за счет выступающих областей 126 пленки на концах частей 121 и 123 фланца (не показаны). В полученном в результате контейнере отсутствуют какие-либо зазоры на границе между фланцем 111 и крышкой 114, тем самым обеспечивается улучшенное герметичное запечатывание готового контейнера.
На фиг.10 показана заготовка 200, представляющая альтернативный вариант осуществления настоящего изобретения. Многие элементы заготовки 200 идентичны заготовке 100 на фиг.6, и поэтому они не будут описываться снова. Основное отличие заключается в том, что крышка 214 заготовки 200 имеет большую ширину и обеспечена одной линией 216 сгиба вдоль всей ее длины. Краевая часть 217 крышки 214 располагается снаружи относительно линии 216 сгиба, и выступающие области 225 пленки обеспечены на углах крышки 214, как и в первом варианте осуществления.
На фиг.11 показан контейнер 201, сформированный из заготовки 200 на фиг. 10. Процесс формирования контейнера 201 аналогичен описанному выше для первого варианта осуществления. Однако на фиг.11 можно увидеть, что краевая часть 217 панели 214 крышки продолжается за пределы фланца 211 таким образом, что линия 216 сгиба располагается рядом с краем фланца 211. Для перекрытия зазоров 227 на фланце 211 краевая часть 217 панели 214 крышки сгибается вдоль линии 216 сгиба и прикрепляется к противоположной стороне фланца 211, в частности, к части 222 фланца вдоль длинного края контейнера 201.
На фиг.12 показан контейнер 201 согласно второму варианту осуществления, в котором панель 214 крышки согнута и прикреплена, как было описано выше. Выступающие области 225 пленки выполняют по существу те же функции, как было описано для первого варианта осуществления.
В эксплуатации пищевой продукт, такой как сэндвич, размещается внутри контейнера 101, 201, и контейнер 101, 201 герметично запечатывается, как было описано выше. В результате становится возможным для герметизации контейнера 101, 201 использовать такие способы, как заполнение газом или упаковка в модифицированной атмосфере. Заполненный газом контейнер способен удерживать инертный газ по меньшей мере 14 дней. Это дополнительно увеличивает срок годности любых пищевых продуктов, которые хранятся в нем.
Изобретение не ограничивается описанными выше конфигурациями и материалами. Например, панель крышки может быть прикреплена к длинной стороне части фланца или может быть обеспечена как полностью отдельный компонент. В качестве альтернативы, или дополнительно, если требуется, дополнительные сгибаемые части могут быть обеспечены на панели крышки.
Также могут быть обеспечены дополнительные средства для улучшения запечатывания. Например, отдельные, обычно круглые, активируемые теплом небольшие области смолы могут располагаться вблизи каждого из четырех углов крышки 114, 214, на внутренней стороне. Указанные небольшие области смолы должны располагаться таким образом, чтобы совпадать с верхними участками контейнера 101, 201, чтобы иметь возможность течь в и/или вокруг каждого верхнего участка, когда они нагреваются для герметичного прикрепления к ним крышки 114, 214. После удаления источника тепла каждая небольшая область смолы отверждается и в сочетании с креплением крышки 114, 214 к фланцам 111, 211 обеспечивается герметичное запечатывание.
Контейнер также может содержать ломкое отверстие, возможно, имеющее первую линию надрыва на внутренней поверхности панели 114, 214 крышки и вторую линию надрыва на внутренней поверхности фланца 111, 211. Части 117, 217 крышки 114, 214, которые согнуты поверх фланца 111, 211, могут использоваться, чтобы образовать разрыв вдоль указанных линий надрыва для облегчения вскрытия контейнера.
Хотя в первую очередь рассматривалось обеспечение воздухонепроницаемого контейнера, в некоторых областях применения может быть предпочтительно, чтобы контейнер имел некоторую степень проницаемости, чтобы его содержимое могло «дышать». Это, в частности, важно для некоторых пищевых продуктов, например, таких как сыр. Это может быть обеспечено в любом из описанных выше вариантах осуществления или посредством использования другой пленки, которая обладает некоторой степенью проницаемости для воздуха, или посредством обеспечения перфораций в пластиковой пленке.
Изобретение относится к контейнеру для приема пищевого продукта, имеющего улучшенное герметичное запечатывание для обеспечения возможности использования способа упаковки в модифицированной атмосфере, чтобы увеличить срок годности содержимого продукта. Контейнер может содержать корпус контейнера с множеством стенок, сформированных панелями корпуса согнутой заготовки таким образом, что каждый угол отверстия контейнера образован на конце линии сгиба между двумя смежными панелями корпуса заготовки. Таким образом, обеспечивается улучшенное запечатывание контейнера, посредством устранения или запечатывания зазоров, которые могут присутствовать вокруг укупорочных средств контейнера. 2 н. и 14 з.п. ф-лы, 14 ил.
1. Контейнер для пищевого продукта, который сформирован из согнутой заготовки, имеющей картонную основу, при этом контейнер содержит:
корпус с отверстием для приема пищевого продукта;
средства, образующие укупорочное средство вокруг указанного отверстия, причем указанные средства, образующие укупорочное средство, содержат выступающий наружу фланец, обеспеченный вокруг по меньшей мере части указанного отверстия и содержащий картонный материал; и
крышку, которая в эксплуатации прикреплена к первой поверхности указанного выступающего наружу фланца, чтобы закрыть контейнер, причем крышка соединена с частью фланца посредством линии сгиба.
2. Контейнер по п. 1, в котором линия сгиба, соединяющая крышку с частью фланца, представляет собой расположенное под углом продолжение линии сгиба, соединяющей крышку и корпус контейнера.
3. Контейнер по п. 2, который содержит картонную основу и непроницаемый для жидкости слой.
4. Контейнер по п. 3, в котором непроницаемый для жидкости слой содержит слой пленки.
5. Контейнер по п. 4, в котором слой пленки продолжается за пределы края картонной основы, образуя одну или более выступающую область пленки.
6. Контейнер по п. 1, в котором заготовка содержит перемычки между панелями, которые образуют смежные стенки готового контейнера, причем указанные перемычки сгибаются и прикрепляются к наружной стороне контейнера.
7. Контейнер по п. 1, в котором корпус контейнера содержит множество стенок, образованных панелями корпуса заготовки и образующих отверстие, при этом отверстие имеет множество углов, каждый угол отверстия образован на конце линии сгиба между двумя панелями заготовки, образующими смежные стенки корпуса контейнера, и средства, образующие укупорочное средство, соединены с каждой панелью корпуса контейнера и продолжаются непрерывно вокруг каждого угла отверстия.
8. Контейнер по п. 4, в котором пленка содержит множество слоев пластикового материала.
9. Контейнер по п. 4, в котором пленка является соэкструдированной.
10. Контейнер по п. 4, в котором пленка содержит слой этиленвинилового спирта (EVOH) между двумя слоями полиэтилена низкой плотности (LDPE).
11. Заготовка для формирования контейнера по любому из предшествующих пунктов.
12. Заготовка по п. 11, которая содержит первую и вторую по существу прямоугольные торцевые панели, треугольные боковые панели, которые продолжаются от краев первой торцевой панели, перемычки между краями второй торцевой панели и боковыми панелями и содержащие две части перемычки с линией сгиба между ними, и фланец вокруг края заготовки, образованный множеством отдельных секций, которые соединены линиями сгиба фланца с первой и второй торцевыми панелями, по меньшей мере одной боковой панелью и по меньшей мере одной частью перемычки.
13. Заготовка по п. 11, которая содержит картонную основу и непроницаемый для жидкости слой пленки, при этом слой пленки продолжается за пределы края основы, образуя выступающую область пленки.
14. Заготовка по п. 13, в которой выступающая область пленки обеспечена между смежными частями перемычки.
15. Заготовка по п. 13, в которой выступающая область пленки обеспечена на свободном конце по меньшей мере одной части перемычки.
16. Заготовка по пп. 13-15, в которой выступающая часть пленки обеспечена за пределами свободного края по меньшей мере одной секции фланца.
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2457943C1 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| RU 2005126139 A, 27.02.2007 | |||
| US 5253801 A, 19.10.1993. | |||

