Область техники, к которой относится изобретение
Настоящее изобретение относится главным образом к способу изготовления впитывающих изделий, а точнее к способу изготовления впитывающих изделий с поясной лентой, предназначенной для полного охвата талии того, на ком изделие будет надето.
Уровень техники
Примерами впитывающих изделий являются детские трусы-подгузники, памперсы, изделия, используемые при недержании, нижнее белье разового применения, одежда для медицинских работников, впитывающие купальники и т.п. Детские трусы-подгузники (помимо применения для других возможных целей) являются впитывающими изделиями разового применения для использования в процессе приучения к туалету. Приучение к туалету это процесс, включающий много тренировочных приемов, которые могут быть использованы родителями или иными воспитателями. Одним из аспектов всего процесса обучения туалету является переход от пользования памперсами к использованию трусов-подгузников, чтобы помочь ребенку понять, что он/она теперь должны пользоваться унитазом.
Многие воспитатели недооценивают, насколько труден для ребенка тренировочный процесс обучения туалету. Если ребенок не реагирует на начальные, вводные обучающие инструкции пользования туалетом, воспитатель может оказаться в затруднении при поиске приемов, способов или обучающих средств, чтобы стимулировать ребенка в освоении пользования туалетом. Таким образом, хотя на рынке есть предложение различных обучающих средств, таких как книги, видеофильмы, таблицы с наклейками, унитазы, выполненные персонально для определенного ребенка, и интерактивные наборы обучения пользования туалетом, все равно остается потребность в усовершенствованных механизмах мотивации для облегчения процесса приучения к туалету.
Один механизм мотивации - это использование тренирующих трусов-подгузников, имеющих эстетически более привлекательный вид. Точнее, ребенка побуждают носить предмет белья, который напоминает белье, которое носят старшие дети. Таким образом, существует актуальная необходимость увеличения привлекательности для ребенка процесса обучения туалету, и потребность в улучшении эстетического вида трусов-подгузников. Однако важно, чтобы всякие изменения трусов-подгузников, направленные на удовлетворение данных требований, не ухудшали удобство пользования изделиями или их функциональные особенности (например, индикаторы влажности).
Применяемые в настоящее время трусы-подгузники обычно содержат основу, пару передних боковых деталей и пару задних боковых деталей. Передняя и задняя боковые детали проходят от основы наружу и соединяются вместе (либо неразборным образом, либо с возможностью повторного застегивания) в соответствующих парах, чтобы сформировать боковые стороны трусов-подгузников. К основе, рядом с ее продольными концами, часто присоединяют эластичный поясной материал, чтобы получить собранную в складки поясную ленту трусов-подгузников. Однако на боковые детали такой поясной материал часто не устанавливают. То есть на поясных деталях поясной материал обычно отсутствует.
Таким образом, поясная лента не является непрерывной, и при использовании изделия проходит вокруг только части талии ребенка. Более того, складки, образованные поясной лентой, которые присутствуют только на основе трусов-подгузников, на боковых деталях отсутствуют, что делает недостаток поясного материала на боковых деталях более заметным. В результате, используемые в настоящее время трусы-подгузники имеют пояс, который в значительной степени и очевидно отличается от обычного белья, пояс которого является полностью замкнутым. Кроме того, пояс типичных трусов-подгузников, не являющийся непрерывным, нарушает эстетику их внешнего вида.
Более того, поясная пройма трусов-подгузников традиционной конструкции, как правило, образована частично основой, а частично боковыми деталями. В результате того, что поясной материал располагается только на основе, типичные трусы-подгузники обладают существенно большей способностью к растяжению в области основы, которая совпадает с поясной лентой, чем на боковых деталях. Другими словами, части основы, на которых присутствует поясной материал, растягиваются сильнее, чем боковые детали. Такое различие в растяжимости может приводить к тому, что ребенку будет трудно натягивать их на себя и спускать таким же образом, как мы надеваем и снимаем белье.
В соответствии с этим, имеется потребность в трусах-подгузниках с полностью круговым поясом и в способе изготовления, который позволяет поясную ленту расположить на боковых деталях трусов-подгузников, чтобы получить полностью круговой пояс.
Раскрытие изобретения
В соответствии с настоящим изобретением в одном его аспекте, способ изготовления впитывающего изделия, в общем, содержит этапы, на которых направляют полотно материала боковых деталей для его движения, и отдельно от полотна материала боковых деталей направляют поясной эластичный материал для его движения. Поясной эластичный материал прикрепляют к полотну материала боковых деталей. Полотно материала боковых деталей, к которому прикреплен поясной эластичный материал, разрезают, чтобы получить боковую деталь, содержащую часть поясной ленты. Боковую деталь, содержащую часть поясной ленты, прикрепляют к основе.
В соответствии с настоящим изобретением в другом его аспекте, способ изготовления впитывающего изделия, в общем, содержит этапы, на которых поясной эластичный материал прикрепляют к полотну материала боковых деталей. Полотно материала боковых деталей, к которому прикреплен поясной эластичный материал, разрезают, чтобы получить по меньшей мере две боковые детали. Поясной эластичный материал прикрепляют к основе по меньшей мере в одной из поясных областей основы - передней поясной области и задней поясной области. Указанные по меньшей мере две боковые детали присоединяют к основе, так чтобы поясной эластичный материал на указанных по меньшей мере двух боковых деталях расположился, в общем, в одну линию с поясным эластичным материалом по меньшей мере одной из поясных областей основы - передней поясной области и задней поясной области.
В соответствии с настоящим изобретением в еще одном его аспекте, способ изготовления впитывающего изделия, в общем, содержит этапы, на которых полотно материала боковых деталей натягивают в машинном направлении, и поясной эластичный материал натягивают в машинном направлении. Поясной эластичный материал прикрепляют к полотну материала боковых деталей, при этом как поясной эластичный материал, так и полотно материала боковых деталей поддерживают в состоянии натяжения. Полотно материала боковых деталей, к которому прикреплен поясной эластичный материал, разрезают, чтобы получить по меньшей мере две боковые детали. Поясной эластичный материал прикрепляют к основе. Указанные по меньшей мере две боковые детали присоединяют к основе, так чтобы поясной эластичный материал на указанных по меньшей мере двух боковых деталях расположился, в общем, в одну линию с поясным эластичным материалом на основе.
Краткое описание чертежей
Фиг.1 в аксонометрии и в частично застегнутом виде изображает один вариант осуществления впитывающего изделия в форме трусов-подгузников, у которых имеется механическая система застегивания.
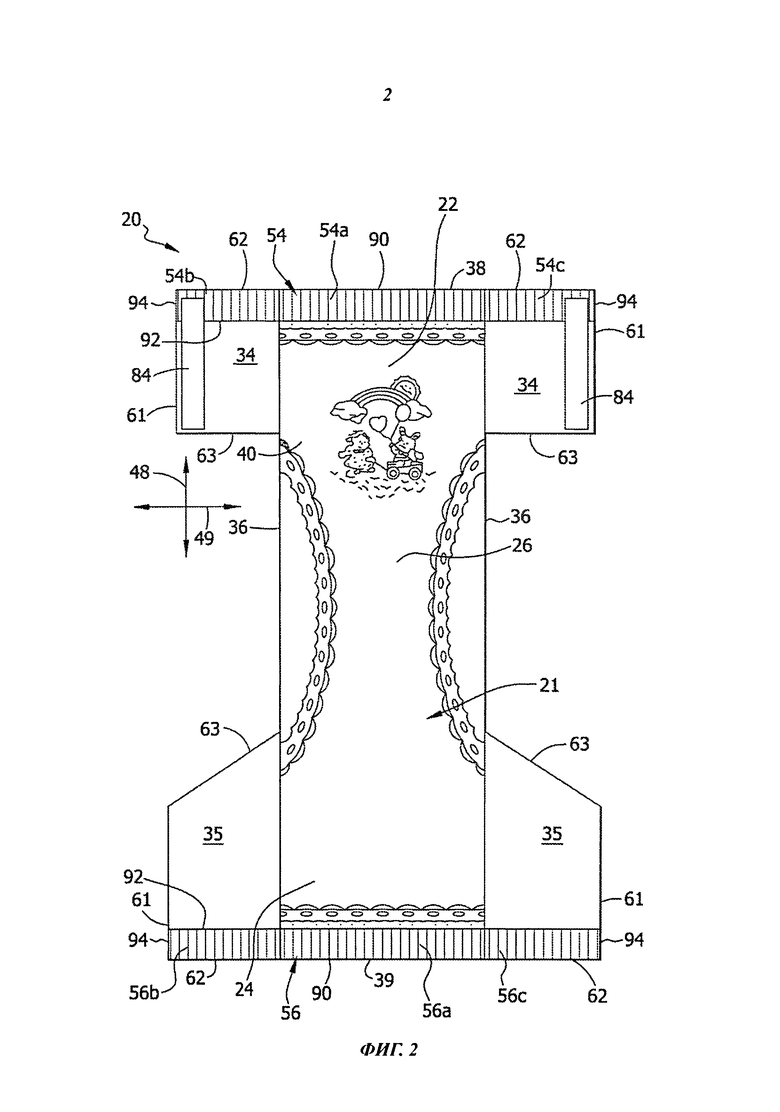
Фиг.2 в плане изображает трусы-подгузники в расстегнутом, разложенном и плоском виде, при этом показана поверхность, которая при ношении изделия обращена в сторону, противоположную телу.
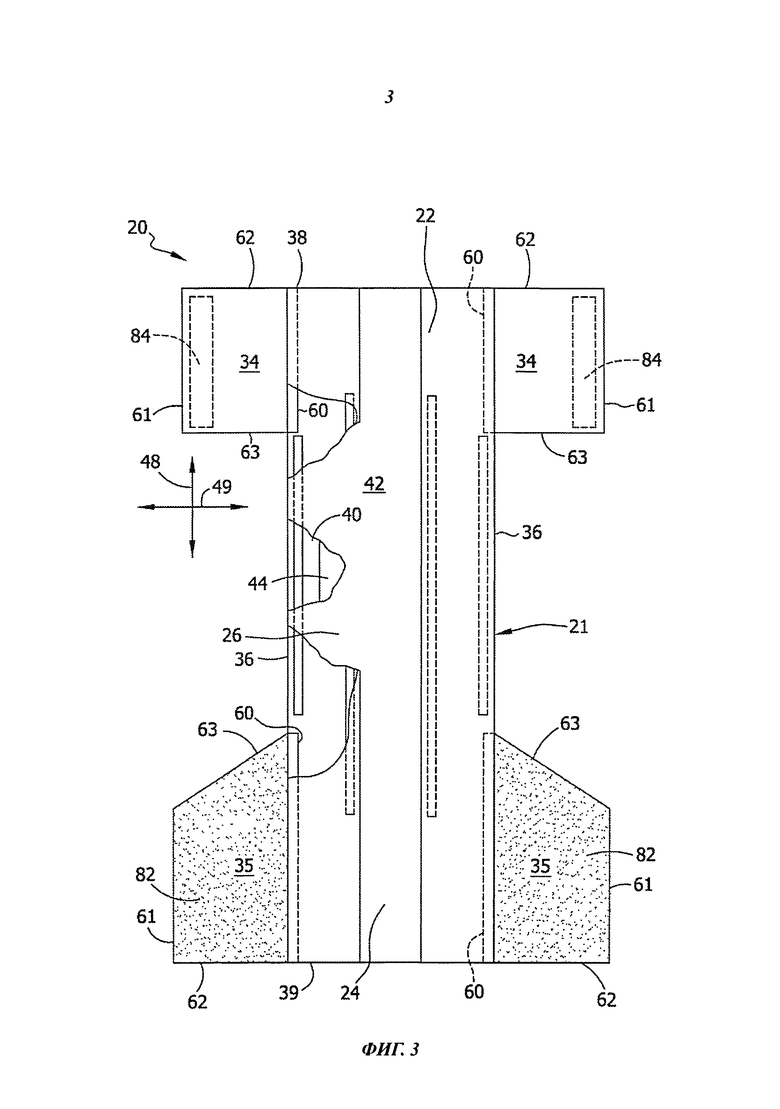
Фиг.3 в плане изображает трусы-подгузники в расстегнутом, разложенном и плоском виде, при этом показана поверхность, которая при ношении изделия обращена к телу, а частичные вырезы демонстрируют нижележащие компоненты.
Фиг.4 в плане изображает другой вариант осуществления впитывающего изделия в форме трусов-подгузников в расстегнутом, разложенном и плоском виде, при этом показана поверхность, которая при ношении изделия обращена к телу, а частичные вырезы демонстрируют нижележащие компоненты.
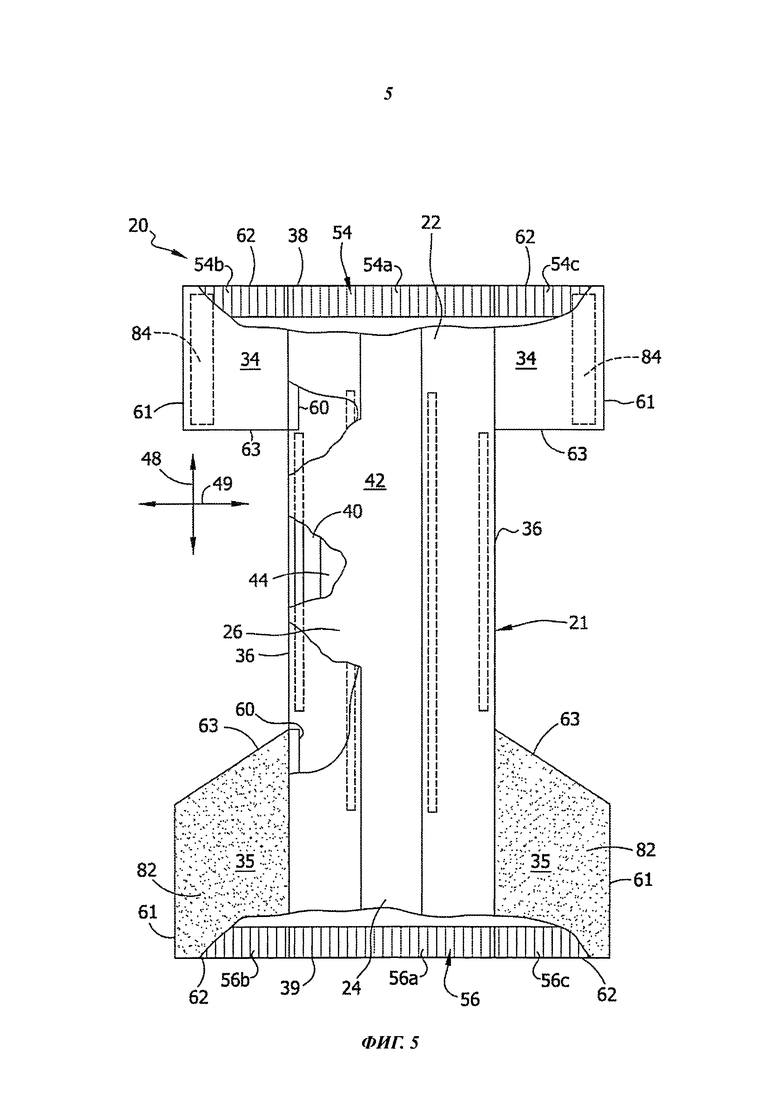
Фиг.5 в плане изображает еще один вариант осуществления впитывающего изделия в форме трусов-подгузников в расстегнутом, разложенном и плоском виде, при этом показана поверхность, которая при ношении изделия обращена к телу, а частичные вырезы демонстрируют нижележащие компоненты.
Фиг.6 изображает схему осуществления одного предпочтительного способа изготовления трусов-подгузников, соответствующих фиг.1-3, при этом полотно подходящего материала боковых деталей натянуто в поперечном направлении, а два непрерывных полотна подходящего поясного эластичного материала натянуты в машинном направлении.
Фиг.7 изображает схему осуществления одного предпочтительного способа прикрепления боковых деталей при изготовлении трусов-подгузников, при этом два непрерывных полотна подходящего материала боковых деталей натянуты в машинном направлении, и два непрерывных полотна подходящего поясного эластичного материала натянуты в машинном направлении.
Фиг.8 изображает схему осуществления другого предпочтительного способа прикрепления боковых деталей при изготовлении трусов-подгузников, при этом полотно подходящего материала боковых деталей натянуто в поперечном направлении, и полотно подходящего поясного эластичного материала натянуто в поперечном направлении.
Во всех чертежах соответствующие друг другу детали и узлы обозначены одинаковыми номерами.
Осуществление изобретения
На фиг.1-3 изображено впитывающее изделие в виде трусов-подгузников, в целом обозначенное индексом 20. Трусы-подгузники 20 содержат, в общем, прямоугольную основу 21, пару противолежащих в поперечном направлении передних боковых деталей 34, и пару противолежащих в поперечном направлении задних боковых деталей 35. Стрелками 48 и 49 обозначена ориентация продольной оси, и, соответственно, поперечной оси трусов-подгузников 20 (фиг.2 и 3). Предполагается, что, в границах идеи и объема настоящего изобретения, впитывающее изделие может иметь иные формы (например, форму памперсов, изделия, надеваемого при недержании, белья для купания и т.п.).
Основа 21 трусов-подгузников 20 предназначена для удержания и/или поглощения жидкостей, выделяемых организмом при ношении трусов-подгузников. Как видно из фиг.2, у основы 21 имеется передняя поясная область 22, задняя поясная область 24, промежностная область 26, которая проходит между передней и задней поясными областями и соединяет указанные области друг с другом. Основа 21 дополнительно содержит пару боковых краев 36, передний поясной край 38 и задний поясной край 39.
Согласно фиг.3, основа 21 содержит наружную оболочку 40, подкладку 42, при ношении обращенную к телу, и поглощающую структуру 44, расположенную между наружной оболочкой и подкладкой 42. Согласно предпочтительному варианту осуществления, наружная оболочка 40 содержит материал, который, по существу, является непроницаемым для жидкостей, и может быть эластичным, растяжимым или нерастяжимым. Наружная оболочка 40 может представлять собой один слой материала, непроницаемого для жидкостей, но в предпочтительном варианте представляет собой многослойную структуру, в которой по меньшей мере один из слоев является непроницаемым для жидкостей. Например, наружная оболочка 40 может включать в себя проницаемый для жидкостей наружный слой и непроницаемый для жидкостей внутренний слой, которые связаны вместе путем склеивания, ультразвуковой сварки, термической сварки и аналогичных способов. Подходящий клеящий состав для связывания слоев можно наносить непрерывно или с промежутками в виде капель, путем распыления, в виде параллельных спиралей и т.п. Проницаемый для жидкостей наружный слой может быть выполнен из любого подходящего материала, при этом желательно, чтобы его фактура была подобна фактуре ткани. Внутренний слой наружной оболочки 40 может обладать непроницаемостью как для жидкостей, так и для паров, или же он может быть непроницаемым для жидкостей, но проницаемым для паров. Внутренний слой может быть изготовлен из тонкой пластмассовой пленки, хотя могут быть также использованы и другие эластичные материалы, непроницаемые для жидкостей. Внутренний слой или непроницаемая для жидкостей наружная оболочка 40, когда она выполнена в виде одного слоя, не позволяет жидким выделениям организма попадать на белье - постельное белье и одежду - а также на кожу ребенка.
Подкладка 42, при ношении обращенная к телу, проницаема для жидкостей и покрывает собой поглощающую структуру 44 и наружную оболочку 40. Таким образом, подкладка 42 образует поверхность трусов-подгузников 20, соприкасающуюся с телом, которая совместима с кожей ребенка, не раздражает кожу и является мягкой на ощупь. Кроме того, подкладка 42 может быть менее гидрофильной, чем поглощающая структура 44, чтобы казаться сравнительно сухой для ребенка, и может быть сравнительно пористой, чтобы пропускать жидкость, давая возможность жидкости легко проходить сквозь ее толщу. Подходящие подкладки 42 могут быть изготовлены из широкого круга тонколистовых материалов, таких как пористые вспененные материалы, сетчатые вспененные материалы, перфорированные пластмассовые пленки, натуральные волокна (например, шерстяные и хлопчатобумажные волокна), синтетические волокна (например, полиэфирные волокна или волокна полипропилена), или из сочетания натуральных и синтетических волокон. Подкладку 42 предпочтительно использовать, чтобы помочь изолировать кожу ребенка от жидкостей, содержащихся в поглощающей структуре 44.
Подкладка 42 может быть изготовлена из широкого круга тонколистовых материалов, таких как синтетические волокна (например, полиэфирные волокна или волокна полипропилена), натуральные волокна (например, шерстяные и хлопчатобумажные волокна), сочетание натуральных и синтетических волокон, пористые вспененные материалы, сетчатые вспененные материалы, перфорированные пластмассовые пленки и т.п. Для подкладки 42 могут быть использованы разнообразные тканые и нетканые материалы. К примеру, подкладка 42 может быть выполнена из полотна из полиолефиновых волокон, полученного по технологии мелтблоун (meltblown) - с формированием волокон путем раздува расплавленного полимера, или спанбонд (spunbond) - с формированием волокон фильерным способом с их вытягиванием в воздушном потоке и укладкой на движущийся транспортер. Подкладка 42 может также быть изготовлена из натуральных и/или синтетических волокон по технологии с кардным чесанием полимерных волокон и их термоскреплением в полотно (bonded carded). Подкладка 42 может быть выполнена, по существу, из гидрофобного материала, при этом гидрофобный материал может быть дополнительно обработан поверхностно-активным веществом, или обработан иным образом, чтобы получить требуемый уровень смачиваемости и гидрофильности. Согласно предпочтительному варианту осуществления, подкладка 42 может, например, представлять собой гидрофобный, трехслойный нетканый полипропиленовый материал, известный как SMS. SMS это аббревиатура Spunbond-Meltblown-Spunbond - процесса, при котором изготовляют три слоя, которые затем между собой соединяют, формируя многослойный материал. Один пример материала SMS описан в патенте США 4041203.
Поглощающая структура 44 в общем представляет собой структуру, которая обладает сжимаемостью, способностью следовать требуемой форме, которая не раздражает кожу ребенка и способна поглощать и удерживать жидкие выделения из организма. Поглощающую структуру 44 можно производить в широком диапазоне размеров и форм из широкого спектра поглощающих материалов, обычно используемых в данной области. К примеру, в предпочтительном варианте, поглощающая структура может представлять собой матрицу из гидрофильных волокон, такую как полотно из распушенной целлюлозы, смешанной с частицами материала с высокой поглощающей способностью - суперабсорбента. В конкретном варианте осуществления изобретения, поглощающая структура 44 содержит матрицу из распушенной целлюлозы, например древесной распушенной целлюлозы, и суперабсорбирующие частицы гидрогеля. Распушенную древесную целлюлозу можно заменить на синтетические полимерные волокна, изготовленные по технологии мелтблоун, или на короткие однородные двухкомпонентные синтетические волокна и натуральные волокна. Суперабсорбирующие частицы могут быть перемешаны с гидрофильными волокнами, по существу, однородно или неоднородно. Распушенную целлюлозу и суперабсорбирующие частицы можно также выборочно помещать в требуемые зоны поглощающей структуры 44, чтобы лучше впитывать и удерживать жидкие выделения из организма. Концентрацию суперабсорбирующих частиц можно также варьировать по толщине поглощающей структуры 44. С другой стороны, поглощающая структура 44 может представлять собой ламинат из волокнистых полотен и суперабсорбирующего материала или других подходящих средств удержания суперабсорбирующего материала в локальной области.
Подходящие суперабсорбирующие материалы могут быть выбраны из натуральных, синтетических или модифицированных натуральных полимеров и материалов. Суперабсорбирующие материалы могут быть неорганическими, такими как силикагель, или органическими соединениями, такими как полимеры сетчатой структуры, к примеру, полиакриловая кислота, нейтрализованная гидроксидом натрия. В типично случае, суперабсорбирующий материал способен поглотить количество жидкости по меньшей мере, приблизительно, в 15 раз превышающее его вес в воде, а предпочтительно - в 25 раз превышающее его вес в воде. Как правило, суперабсорбирующий материал присутствует в поглощающей структуре 44 в количестве приблизительно 0-90% по весу от общего веса поглощающей структуры 44. Поглощающая структура 44 может быть (а может и не быть) обернута подходящей оберточной тканью, которая может помочь сохранить целостность и/или форму поглощающей структуры.
Основа 21 может также включать в себя другие материалы, которые предназначены главным образом для того, чтобы принимать, временно хранить и/или транспортировать жидкость вдоль поверхности, которая обращена к поглощающей структуре 44, и тем самым максимально увеличивать впитывающую способность поглощающей структуры. Один из подходящих материалов может быть использован в, так называемом, тормозящем слое (не показан), и может быть расположен вплотную к поглощающей структуре 44 (например, между поглощающей структурой и подкладкой 42). Тормозящий слой помогает замедлить и рассеять струи или потоки жидкости, которые могут быстро поступать в поглощающую структуру 44. Тормозящий слой может быстро принимать и временно удерживать жидкость, прежде чем выпустить ее в поглощающую структуру 44 - в область накопления и удержания. Примеры подходящих тормозящих слоев приведены в патентах США 5486166 и 5490846. Другие подходящие материалы для тормозящих слоев раскрыты в патенте США 5820973.
Как можно видеть из фиг.2 и 3, передняя и задняя боковые детали 34, 35 расположены в поперечном направлении на противоположных сторонах поглощающей структуры 44, и разнесены друг от друга в продольном направлении. В представленном варианте осуществления передняя и задняя боковые детали 34, 35 неразборным образом присоединены вдоль швов к основе 21 в соответствующих передней и задней поясных областях 22, 24. Точнее, каждая из боковых деталей 34, 35 - передняя и задняя - вложена между наружной оболочкой 40 и обращенной к телу подкладкой 42, и неразборным образом прикреплена к оболочке 40 и подкладке 42. Передние боковые детали 34 проходят в поперечном направлении наружу за пределы боковых краев 36 основы 21 в передней поясной области 22, а задние боковые детали 35 проходят в поперечном направлении наружу за пределы боковых краев 36 основы 21 в задней поясной области 24.
Передняя и задняя боковые детали 34, 35 могут быть присоединены к основе 21 средствами крепления, известными в данной области - приклеиванием, термической или ультразвуковой сваркой или сочетанием указанных способов. К примеру, в представленном варианте осуществления изобретения, передняя и задняя боковые детали 34, 35 при помощи термической или ультразвуковой сварки прикреплены к наружной оболочке 40 и к подкладке 42.
Как видно из фиг.3, каждая из боковых деталей 34, 35 - передняя и задняя - содержит ближний край 60, дальний край 61, край 62 поясной проймы и край 63 ножной проймы. Ближний край 60 - это край соответствующей боковой детали 34, 35, который соединен с основой 21. Дальний край 61 является противоположным ближнему краю 60 и расположен на расстоянии от основы 21. Края 62, 63 поясной проймы и ножной проймы проходят между ближним и дальним краями 60, 61.
В представленном варианте осуществления, ближний край 60 и дальний край 61 каждой из боковых деталей 34, 35 - передней и задней - в общем являются прямыми и параллельными друг другу. Однако следует понимать, что ближние края 60 и дальние края 61 передних боковых панелей 34 и/или задних боковых панелей 35 могут по форме отличаться от прямых (например, могут быть криволинейными). Следует также понимать, что ближние края 60 и дальние края 61 передних боковых панелей 34 и/или задних боковых панелей 35 могут быть непараллельными.
Края 62 поясной проймы как передней, так и задней боковых деталей 34, 35 в общем являются прямыми и перпендикулярными ближним краям 60 и дальним краям 61. Как можно видеть из фиг.2 и 3, края 62 поясной проймы передней боковой детали 34 в общем совпадают с передней поясной кромкой 38 основы 21, а края поясной проймы задней боковой детали 35 в общем совпадают с задней поясной кромкой 39 основы.
Согласно фиг.2 и 3, края 63 ножной проймы передних боковых деталей 34 в общем являются прямыми, параллельными краю 62 поясной проймы, и перпендикулярными ближнему и дальнему краям 60, 61. Однако следует понимать, что форма края 63 ножной проймы каждой из передних боковых деталей 34 может отличаться от прямолинейной. Согласно одному предпочтительному варианту осуществления изобретения, непрямолинейные края 63 ножной проймы передних боковых деталей 34, к примеру, могут иметь выпуклую или вогнутую дугообразную форму.
Края 63 ножной проймы задних боковых деталей 35, как показано на фигурах, являются прямыми, но наклонными относительно продольного направления. То есть края 63 ножной проймы задних боковых деталей 35 не параллельны соответствующему краю 62 поясной проймы. Однако, предполагается, что края 63 ножной проймы каждой задней боковой детали 35 могут иметь и иную форму. К примеру, края ножной проймы могут быть непрямолинейными (например, могут иметь выпуклую или вогнутую дугообразную форму).
Согласно одному предпочтительному варианту осуществления изобретения, передняя и задняя боковые детали 34, 35 выполнены из эластичного материала, способного к растяжению по меньшей мере в направлении, в общем, параллельном поперечной оси 49 трусов-подгузников 20. Подходящие эластичные материалы, а также процесс включения эластичных боковых деталей в трусы-подгузники раскрыт в патенте США 4940464, выданном 10 июля 1990 г., патенте США 5224405, выданном 6 июля 1993 г., патенте США 5104116, выданном 14 апреля 1992 г., и патенте США 5046272, выданном 10 сентября 1991 г.
В конкретных вариантах осуществления эластичный материал может представлять собой: термически растянутый многослойный материал (stretch-thermal laminate, STL), многослойный материал, связанный с сужением (neck-bonded laminate, NBL), обратимо сужаемый многослойный материал (reversibly-necked laminate) или многослойный материал, связанный с растяжением (stretch-bonded laminate, SBL). Способы изготовления таких материалов хорошо известны специалистам в данной области и описаны, например, в патенте США 4663220, выданном 5 мая 1987 года; патенте США 5226992, выданном 13 июля 1993 года; европейской патентной заявке 0217032, опубликованной 8 апреля 1987 года, а также в патенте США 7803244, выданном 28 сентября 2010 г. С другой стороны, материал боковых деталей может представлять собой иные тканые и нетканые материалы, например, такие, какие были описаны выше, как пригодные для наружной оболочки 40 или внутренней подкладки 42; механически предварительно напряженные композиты; или растягивающиеся, но не упругие материалы.
Изображенные трусы-подгузники 20 содержат систему 80 застегивания для многократной фиксации трусов-подгузников на талии ребенка. Представленная система 80 застегивания содержит первые соединительные детали 84, приспособленные к многократному соединению/разъединению с соответствующими вторыми соединительными деталями 82. В рассматриваемом варианте осуществления изобретения, первые соединительные детали 84 содержат множество выступающих сцепляющихся элементов. Сцепляющиеся элементы первых соединительных деталей 84 предназначены для многократного сцепления/расцепления со сцепляющимися элементами вторых соединительных деталей 82.
Соединительные детали 84, 82 могут представлять собой отдельные элементы, прикрепленные к боковым деталям 34, 35, или же они могут быть выполнены за одно целое с боковыми деталями. К примеру, в представленном варианте осуществления изобретения первые соединительные детали 84 выполнены отдельно от передних боковых деталей 34 и прикреплены к последним. С другой стороны, вторые соединительные детали 82 выполнены как одно целое с задними боковыми деталями 35. Первые соединительные детали 84 могут быть прикреплены к соответствующим передним боковым деталям 34 известными средствами, например приклеиванием, ультразвуковой сваркой или термической сваркой.
Соединительные детали 84, 82 могут содержат любые многократно соединяемые застежки, подходящие для впитывающих изделий, такие как адгезивные липучки (застежки), когезивные липучки (застежки), механические застежки и т.п. В представленном варианте осуществления соединительные детали 82, 84 содержат механические застежки. Подходящими механическими застежками могут служить элементы, геометрическая форма которых обеспечивает сцепление, такие как крючки, петли, шарообразные, грибовидные и стреловидные элементы, сферические элементы с хвостовиками, сопрягающиеся элементы в виде штырей и гнезд, пряжки, защелки и т.п.
В представленном варианте осуществления, первые соединительные детали 84 содержат крючковый материал застежки (типа Velcro), а вторые соединительные детали 82 содержат ответный петельный материал застежки (типа Velcro). В другом предпочтительном варианте осуществления изобретения, первые соединительные детали 84 содержат петельный материал застежки, а вторые соединительные детали 82 содержат ответный крючковый материал застежки. Согласно еще одному варианту осуществления, соединительные детали 84, 82 могут содержать одинаковые застежки поверхностного сцепления с адгезивными и когезивными элементами, например, адгезивный элемент и зону (или материал) приема (контакта) адгезивного элемента.
Когда трусы-подгузники 20 подготовлены для ношения (имеют пространственную конфигурацию), передняя и задняя боковые детали 34, 35 скреплены вместе, образуя законченное изделие, у которого имеется поясная пройма 50 и пара ножных пройм 52 (фиг.1). Передняя поясная область 22 представляет собой часть трусов-подгузников, которая при ношении расположена на стороне живота ребенка, в то время как задняя поясная область 24 представляет собой часть трусов-подгузников, которая при ношении расположена на стороне спины ребенка. Промежностная область 26 трусов-подгузников 20 представляет собой часть трусов-подгузников, которая при ношении расположена между ног ребенка, и закрывает нижнюю часть торса. Передняя и задняя боковые детали 35 представляют собой части трусов-подгузников, которые при ношении находятся на бедрах ребенка.
Как видно из фиг.1, когда трусы-подгузники 20 готовы для ношения (имеют пространственную конфигурацию), задние боковые детали 35 наложены на передние боковые детали 34, при этом первая соединительная деталь 84 сцеплена со второй соединительной деталью 82. Однако следует понимать, что трусы-подгузники 20 могли бы иметь обратную конструкцию, при которой передние боковые детали 34 накладывались бы на задние боковые детали 35.
Согласно другому подходящему варианту (не показан), передняя и задняя боковые детали 34, 35 могут быть скреплены друг с другом неразборным образом (намертво). В таком случае систему 80 опускают, и каждую из передних боковых деталей 34 намертво прикрепляют к соответствующей задней боковой детали 35.
Согласно фиг.1 и 2, трусы-подгузники 20 содержат передний поясной эластичный элемент 54 и задний поясной эластичный элемент 56. Поясные эластичные элементы могут быть выполнены из любого подходящего эластичного (упругого) материала. Примерами подходящих эластичных материалов могут служить листы, пряди или ленты из натуральной резины, синтетической резины или термопластичных эластомерных полимеров.
В представленном варианте осуществления и передний и задний поясные эластичные элементы 54, 56, в общем, имеют форму прямоугольника, у которого имеется верхняя сторона (кромка) 90, нижняя сторона 92 и две боковые стороны 94. Как видно из фиг.2, верхние стороны 90 переднего и заднего эластичных элементов 54, 56 данного варианта осуществления, в общем, совмещены соответственно с передним поясным краем 38 и задним поясным краем 39 наружной оболочки 40. Кроме того, верхние стороны 90 переднего и заднего эластичных элементов 54, 56 совмещены с краями 62 поясной проймы соответствующих боковых деталей 34, 35. Однако следует понимать, что верхние стороны 90 переднего поясного эластичного элемента 54 и/или заднего поясного эластичного элемента могут быть отнесены на расстояние от переднего поясного края 38 основы 21, заднего поясного края 39 основы, и/или от краев 62 поясной проймы передней и задней боковых деталей 34, 35. То есть верхние кромки 90 переднего поясного эластичного элемента 54 и/или заднего поясного эластичного элемента 56 могут быть смещены либо вверх, либо вниз от переднего поясного края 38 основы 21, заднего поясного края 39 основы, и/или от краев 62 поясной проймы передней и задней боковых деталей 34, 35.
Как показано на фиг.2, каждая их боковых сторон 94 переднего и заднего поясных эластичных элементов 54, 56, в общем, совмещена дальним краем 61 передней и задней боковых деталей 34, 35. Однако следует понимать, что боковые стороны 94 переднего и/или заднего поясных эластичных элементов 54, 56 могут быть расположены либо снаружи, либо внутри от дальнего края 61 передней и задней боковых деталей 34, 35. К примеру, согласно одному предпочтительному варианту осуществления изобретения, боковые стороны 94 переднего поясного эластичного элемента 54 могут заканчиваться рядом с первыми соединительными деталями 84 или могут упираться в первые соединительные детали 84, которые расположены на передних боковых деталях 34.
В представленном варианте осуществления, каждый из передних и задних поясных эластичных элементов 54, 56 состоит из трех сегментов. Центральные сегменты 54а, 56а переднего и заднего поясных эластичных элементов 54, 56 прикреплены к основе 21, а боковые сегменты 54b, 54с, 56b, 56с прикреплены к соответствующим передней или задней боковым деталям 34, 35. В представленном варианте, части центральных сегментов 54а, 56а наложены на части боковых сегментов 54b, 54с, 56b, 56с. Однако предполагается, что части боковых сегментов 54b, 54с, 56b, 56с могли бы накладываться на части центральных сегментов 54а, 56а. И также предполагается, что центральные сегменты 54а, 56а и боковые сегменты 54b, 54с, 56b, 56с могли бы располагаться встык, не накладываясь друг на друга.
Согласно одному предпочтительному варианту осуществления изобретения, который будет ниже рассмотрен более подробно, передний и задний поясные эластичные элементы 54, 56 точечным образом прикреплены к впитывающей основе 21 и соответствующим передней и задней боковым деталям 34, 35 с использованием множества точек крепления. Согласно одной конструкции, точки крепления организованы в виде продольных рядов, в общем, равномерно отстоящих друг от друга, чем обеспечивается получение однородных сборок у переднего и заднего поясных эластичных элементов 54, 56.
Хотя точки крепления могут иметь различный размер и форму, согласно предпочтительной конструкции точки крепления, в общем, имеют круглую форму диаметром менее чем приблизительно 10 мм, а предпочтительно приблизительно 0,5-3 мм. К примеру, точки крепления могут иметь диаметр приблизительно 1 мм. Однако следует понимать, что точки крепления могут иметь любой подходящий размер и форму.
Согласно одному предпочтительному варианту осуществления изобретения, и как видно из фиг.3, передний и задний поясные эластичные элементы 54, 56 расположены на наружной оболочке 40. Таким образом, при пользовании трусами-подгузниками 20, передний и задний поясные эластичные элементы 54, 56 являются полностью видимыми. Однако предполагается, что передний поясной эластичный элемент 54 и/или задний поясной эластичный элемент 56 могут быть расположены на стороне обращенной к телу подкладки 42, так что при пользовании трусами-подгузниками эластичные элементы будут обращены к телу ребенка, как показано на фиг.4. Также предполагается, что передний поясной эластичный элемент 54 и/или задний поясной эластичный элемент 56 могут быть расположены между подкладкой 42 и наружной оболочкой 40, как показано на фиг.5.
Согласно одному предпочтительному варианту осуществления изобретения, эффект присутствия или заметности переднего поясного эластичного элемента 54 и/или заднего поясного эластичного элемента 56 можно усилить, предусмотрев визуальные и/или тактильные знаки (например, графическое изображение или текстуру) на поясных эластичных элементах. Визуальные и/или тактильные знаки могут быть предусмотрены для увеличения заметности того, что передний и задний поясные эластичные элементы 54, 56 взаимодействуют друг с другом при пользовании трусами-подгузниками, и полностью охватывают талию ребенка. К примеру, в представленном варианте осуществления, оба поясных эластичных элемента 54, 56 - передний и задний имеют цвет, отличающийся от цвета основы 21 и боковых деталей 34, 35 (см. фиг.1).
На фиг.6 схематически изображен подходящий вариант осуществления машины 100 для изготовления трусов-подгузников 20, показанных на фиг.1-3. Как видно из фиг.6, непрерывную подачу материла 104, который используется для получения подкладки 42, осуществляют от подходящего источника 106. По мере того как материал 104 подкладки проходит в машинном направлении, на указанном материале могут быть размещены и/или к материалу могут быть прикреплены различные компоненты трусов-подгузников 20. В частности, тормозящий слой может быть подан на позицию нанесения, обозначенную индексом 110, и указанный слой может быть размещен на материале и/или прикреплен к материалу 104 подкладки. Кроме того, модуль удерживающих бортов, обозначенный в целом индексом 112, может быть подан после источника 106 для крепления предварительно собранного модуля удерживающих бортов к материалу 104 подкладки.
Множество собранных поглощающих структур 114 может быть получено от источника, обозначенного индексом 115. Источником 115 может являться любой стандартный механизм для получения и подачи поглощающих структур 114 в сборе. В общем, стандартный источник может включать в себя молотковую мельницу для получения распушенных волокон, и, если требуется, корпус для смешивания супервпитывающего материала с распушенными волокнами, а также формующий барабан, имеющего конструкцию, соответствующую используемому впитывающему материалу. Отдельные собранные поглощающие структуры 114 могут быть с промежутками размещены на непрерывно движущемся материале 104 подкладки - по одной поглощающей структуре на каждые трусы-подгузники 20. В представленном варианте осуществления изобретения, положение поглощающих структур 114 совпадает с положением материала тормозящего слоя. Поглощающие структуры 114 могут быть прикреплены к одному или более другим компонентам приклеиванием или другим подходящим способом.
Непрерывное полотно материала 116, используемое для формирования боковых деталей 34, 35, подают от подходящего источника 117. Источник 117 может содержать любой подходящий механизм. В представленном варианте, непрерывное полотно материала 116, способное к растяжению по меньшей мере в направлении, перпендикулярном машинному, приводится в движение через ряд валков 118.
От соответствующих источников 120 подают два непрерывных полотна подходящего поясного эластичного материала 119, который используют для получения боковых сегментов 54b, 54с, 56b, 56с переднего и заднего поясных эластичных элементов 54, 56. Хотя на фиг.6 показаны два источника 120, следует понимать, что может быть использовано большее или меньшее (т.е. один) число источников. Каждое из полотен поясного эластичного материала 119 натянуто в машинном направлении путем использования ряда натяжных роликов 121.
В представленном варианте осуществления изобретения, каждое из полотен поясного эластичного материала 119 на позиции 123 резки подвергают резке, чтобы получить множество отдельных элементов 122 поясного эластичного материала. Отдельные элементы 122 поддерживают в натянутом состоянии, на позиции 124 ориентирования ориентируют относительно полотна материала 116 боковых деталей, и прикрепляют к полотну материала боковых деталей на позиции 125 прикрепления. В представленном примере, отдельные элементы 122 ориентируют в направлении, главным образом перпендикулярном машинному перед прикреплением к полотну материала боковых деталей, которые движутся в машинном направлении. Отдельные элементы 122 поясного эластичного материала могут быть прикреплены к материалу 116 боковых деталей на позиции 125 прикрепления любым подходящим способом. Согласно одному предпочтительному варианту осуществления изобретения, отдельные детали 122 поясного эластичного материала прикрепляют к полотну материала 116 боковых деталей точечным образом, используя сварку давлением, приклеивание, термическую и/или ультразвуковую сварку.
После того как отдельные элементы 122 поясного эластичного материала будут прикреплены к полотну материала 116 боковых деталей, указанное полотно материала боковых деталей разрезают в машинном направлении резаком 126, выставленным, в общем, по осевой линии полотна, чтобы получить два непрерывных полотна. Полотно материала 116 боковых деталей затем разрезают в поперечном направлении на позиции 127 резки, чтобы получить множество боковых деталей 34, 35.
Как видно из фиг.6, боковые детали 34, 35 ориентируют относительно материала 104 подкладки и располагают с частичным наложением на материал 104 подкладки, используя соответствующее устройство 128 наложения. В поперечном направлении каждая из боковых деталей 34, 35 выступает наружу от материала 104 подкладки и перекрывает материал подкладки на надлежащую величину, чтобы дать возможность прикреплять боковые детали к подкладке.
Согласно фиг.6, от соответствующего источника 142 предусмотрена непрерывная подача материала 140, используемого для формирования наружной оболочки 40. Когда материал наружной оболочки 40 движется в машинном направлении, к указанному материалу прикрепляют центральные сегменты 54а, 56а переднего и заднего поясных эластичных элементов 54, 56. Точнее, два непрерывных полотна 143, 144 поясного эластичного материала подают от соответствующих источников 145, 146. Полотна 143, 144 поясного эластичного материала разрезают на сегменты 148, которые ориентируют в поперечном направлении и прикрепляют к материалу 140 наружной оболочки на позиции 147 резки, ориентирования и прикрепления.
Материал 140 наружной оболочки, к которому прикреплены центральные сегменты 54а, 56а переднего и заднего поясных эластичных элементов 54, 56, транспортируют через валок 150 ламинатора и соединяют с материалом 104 подкладки. Тем самым, поглощающие структуры 114 оказываются вложенными между непрерывной подкладкой и материалами 104, 140 наружной оболочки. Внутренние участки боковых деталей 34, 35 также оказываются расположенными между материалом 104 подкладки и материалом 140 наружной оболочки. Боковые сегменты 54b, 54с, 56b, 56с переднего и заднего поясных эластичных элементов 54, 56, которые прикреплены к передней и задней боковым деталям 34, 35, в общем, оказываются выстроенными в одну линию с соответствующими центральными сегментами 54а, 56а переднего и заднего поясных эластичных элементов 54, 56, которые прикреплены к основе 21.
Скрепляющее устройство 152, например, ультразвуковой свариватель, расположено после валка 150 ламинатора, и предназначено для скрепления друг с другом материала 104 подкладки, боковых деталей 34, 35, и материала 140 наружной оболочки. Указанные материалы можно, к примеру, совместно транспортировать между вращающимся раструбом ультразвукового сварочного устройства и опорным валком, которые приспособлены для точечной сварки материала 104 подкладки, боковых деталей 34, 35, и материала 140 наружной оболочки.
Затем, в представленном варианте осуществления, на позиции наложения застежки, в общем обозначенной индексом 160, прикрепляют первые соединительные детали 84 к передним боковым деталям 34. В представленном варианте, вторые соединительные детали 82 формируют за одно целое с задними боковыми деталями 35, однако, предполагается, что вторые соединительные детали можно формировать и отдельно от задних боковых деталей и прикреплять их к последним на позиции 160 наложения застежки.
Как видно из фиг.6, непрерывные полотна материала 161, 162 первых соединительных деталей, используемые для формирования первых соединительных деталей 84, подают от соответствующих источников 163, 164. Материалы 161, 162 первых соединительных деталей разрезают на индивидуальные элементы 84 первых соединительных деталей в механизме резки, в общем обозначенном индексом 165. Изображенный механизм 165 резки содержит валки 166 с вращающимися ножами, вращающиеся опорные вакуумные валки 167, вращающиеся поддерживающие валки 168. На фиг.6 изображены только поддерживающие валки 168. Таким образом, непрерывные полотна материала 161, 162 первых соединительных деталей разрезают лезвиями ножевых валков 166, которые посредством отрицательного давления (вакуума) удерживаются на опорных валках 167, и помещают на передние боковые детали 34. После того как первые соединительные детали 84 оказываются помещенными на передние боковые детали 34, могут быть использованы соответствующие скрепляющие устройства 170, такие как ультразвуковые сварочные устройства, для прикрепления первых соединительных деталей к передним боковым деталям.
Режущее устройство 180 выборочно разрезает полотно на отдельные трусы-подгузники 20 в частично собранном виде. Такие режущие устройства 180 в общем известны специалистам в данной области, и могут включать в себя, например, сочетание режущего валка и опорного валка, через которое проходит полотно. Отдельные трусы-подгузники 20 затем складывают на позиции сложения, обозначенной, в общем, индексом 190, где используют подходящий фальцевальный механизм (например, ножевую фальцевальную машину, линейный фальцевальный механизм, фальцмашину для книжной фальцовки, проталкивающие ножи). Согласно одному предпочтительному варианту осуществления изобретения, трусы-подгузники 20 складывают по линии сложения, которая делит трусы-подгузники пополам. Как таковые, передняя и задняя поясные области 22, 24 каждого изделия 20 оказываются обращенными к боковым деталям 34, 35, выступающим в боковом направлении наружу относительно продольной оси 48 трусов-подгузников. Линия сложения проходит, в общем, вдоль поперечной оси 49 трусов-подгузников через промежностную область 26. После того как трусы-подгузники 20 будут сложены, они могут быть уложены в стопу, например, при помощи соответствующего стопоукладчика 195, и упакованы.
На фиг.7 изображен другой подходящий способ крепления боковых деталей 34, 35 во время изготовления трусов-подгузников 20. Как видно из фиг.7, от соответствующих источников 217а, 217b подают два непрерывных полотна материала 216а, 216b, которые используются для формирования боковых деталей 34, 35. В процессе подачи полотна в продольном (машинном) направлении каждое из полотен материалов 216а, 216b натянуто в продольном (машинном) направлении при помощи ряда натяжных валков 218а, 218b.
От соответствующих источников 220 подают два непрерывных полотна подходящего поясного эластичного материала 219, который используется для формирования боковых сегментов 54b, 54с, 56b, 56с переднего и заднего поясных эластичных элементов 54, 56. Каждое из полотен поясного эластичного материала 219 посредством ряда натяжных валков 221 натянуто в машинном направлении. Каждое из полотен поясного эластичного материала 219 на позиции скрепления 225 прикрепляют к одному из полотен материала 216а, 216b. Как видно из фиг.7, полотна поясного эластичного материала 219 ориентированы в общем в машинном направлении, когда происходит их скрепление с соответствующим полотном материала 216а, 216b, который также движется в машинном направлении. Полотна поясного эластичного материала 219 могут быть прикреплены к полотнам материала боковых деталей 216а, 216b на позиции 225 скрепления посредством любого подходящего способа соединения. Согласно одному предпочтительному варианту осуществления изобретения, полотна поясного эластичного материала 219 точечным образом прикрепляют к материалу 216а, 216b боковых панелей при помощи сварки давлением, приклеивания, посредством термической и/или ультразвуковой сварки.
Когда полотна поясного эластичного материала 219 прикреплены к полотнам материала 216а, 216b боковых деталей, полотна материала боковых деталей подвергают резке в поперечном направлении на позиции 227 резки, чтобы получить множество боковых деталей 34, 35. Напряжениям в каждой из боковых деталей 34, 35 дают возможность ослабнуть. То есть, натяжение, которое поддерживали как в материале боковых деталей, так и в материале поясной ленты, ослабляют, давая возможность боковым деталям сократиться и придти в ненапряженное состояние.
Когда боковые детали 34, 35 приходят в ненапряженное состояние (состояние релаксации), указанные детали при помощи устройства 228 наложения ориентируют относительно материала 104 подкладки и располагают с частичным перекрытием относительно материала 104. В поперечном направлении каждая из боковых деталей 34, 35 выступает наружу от материала 104 подкладки и перекрывает материал подкладки на надлежащую величину, чтобы дать возможность прикреплять боковые детали к подкладке.
Как видно из фиг.7, от соответствующего источника 142 обеспечивают непрерывную подачу материала 140, который используют для формирования наружной оболочки 40. Когда материал наружной оболочки 40 движется в машинном направлении, к указанному материалу прикрепляют центральные сегменты 54а, 56а переднего и заднего поясных эластичных элементов 54, 56. Точнее, два непрерывных полотна 143, 144 поясного эластичного материала подают от соответствующих источников 145, 146. Полотна 143, 144 поясного эластичного материала разрезают на сегменты 148, которые ориентируют в поперечном направлении и прикрепляют к материалу 140 наружной оболочки на позиции 147 резки, ориентирования и прикрепления.
Материал 140 наружной оболочки, к которому прикреплены центральные сегменты 54а, 56а переднего и заднего поясных эластичных элементов 54, 56, транспортируют через валок 150 ламинатора и соединяют с материалом 104 подкладки. Тем самым, поглощающие структуры 114 оказываются вложенными между непрерывной подкладкой и материалами 104, 140 наружной оболочки. Внутренние участки боковых деталей 34, 35 также оказываются расположенными между материалом 104 подкладки и материалом 140 наружной оболочки.
Скрепляющее устройство 152, например ультразвуковой свариватель, расположено после валка 150 ламинатора и предназначено для скрепления друг с другом материала 104 подкладки, боковых деталей 34, 35, и материала 140 наружной оболочки. Указанные материалы можно, к примеру, совместно транспортировать между вращающимся раструбом ультразвукового сварочного устройства и опорным валком, которые приспособлены для точечной сварки материала 104 подкладки, боковых деталей 34, 35 и материала 140 наружной оболочки.
На фиг.8 изображен еще один подходящий способ крепления боковых деталей 34, 35 во время изготовления трусов-подгузников. Как видно из фиг.8, от подходящего источника 317 подают непрерывное полотно материала 316, который используют для формирования боковых деталей 34, 35. Полотно материала 316 боковых деталей, которое обладает способностью к растяжению по меньшей мере в поперечном направлении, транспортируют через ряд валков 318. Кроме того, от соответствующего источника 320 подают непрерывное полотно подходящего поясного эластичного материала 319, которое используют для формирования боковых сегментов 54b, 54с, 56b, 56с переднего и заднего поясных эластичных элементов 54, 56. Полотно поясного эластичного материала 319 также обладает способностью к растяжению по меньшей мере в поперечном направлении.
Полотно поясного эластичного материала 319 на позиции 323 резки нарезают, чтобы получить множество отдельных элементов 322 поясного эластичного материала. Указанные отдельные элементы 322 затем, на позиции 325 прикрепления, прикрепляют к полотну материала 316 боковых деталей. В представленном варианте, отдельные элементы 322 ориентируют, в общем, в поперечном направлении, прежде чем элементы 322 будут прикреплены к полотну материала 316 боковых деталей, которое движется в машинном направлении. Отдельные элементы 322 поясного эластичного материала можно крепить к материалу 316 боковых деталей на позиции 325 прикрепления, используя любой подходящий способ крепления. Согласно одному предпочтительному варианту осуществления изобретения, отдельные элементы 322 поясного эластичного материала крепят к полотну материала 316 боковых деталей сваркой давлением, приклеиванием, термической и/или ультразвуковой сваркой.
После того как отдельные элементы 322 поясного эластичного материала будут прикреплены к полотну материала 316 боковых деталей, указанное полотно материала боковых деталей разрезают в машинном направлении резаком 326, выставленным, в общем по осевой линии полотна, чтобы получить два непрерывных полотна. Полотна материала 316 боковых деталей затем разрезают в поперечном направлении на позиции 327 резки, чтобы получить множество боковых деталей 34, 35.
Боковые детали 34, 35 затем ориентируют относительно материала 104 подкладки и располагают с частичным наложением на материал 104 подкладки, используя соответствующее устройство 328 наложения. В поперечном направлении каждая из боковых деталей 34, 35 выступает наружу от материала 104 подкладки и перекрывает материал подкладки на надлежащую величину, чтобы дать возможность прикреплять боковые детали к подкладке.
Как показано на фиг.8, соответствующий источник 142 предусмотрен для непрерывной подачи материала 140, который используется для формирования наружной оболочки 40. Когда материал наружной оболочки 40 движется в машинном направлении, к указанному материалу прикрепляют центральные сегменты 54а, 56а переднего и заднего поясных эластичных элементов 54, 56. Точнее, два непрерывных полотна 143, 144 поясного эластичного материала подают от соответствующих источников 145, 146. Полотна 143, 144 поясного эластичного материала разрезают на сегменты 148, которые ориентируют в поперечном направлении, и прикрепляют к материалу 140 наружной оболочки на позиции 147 резки, ориентирования и прикрепления.
Материал 140 наружной оболочки, к которому прикреплены центральные сегменты 54а, 56а переднего и заднего поясных эластичных элементов 54, 56, транспортируют через валок 150 ламинатора и соединяют с материалом 104 подкладки. Тем самым, поглощающие структуры 114 оказываются вложенными между непрерывной подкладкой и материалами 104, 140 наружной оболочки. Внутренние участки боковых деталей 34, 35 также оказываются расположенными между материалом 104 подкладки и материалом 140 наружной оболочки.
Скрепляющее устройство 152, например, ультразвуковой свариватель, расположено после валка 150 ламинатора, и предназначено для скрепления друг с другом материала 104 подкладки, боковых деталей 34, 35, и материала 140 наружной оболочки. Указанные материалы можно, к примеру, совместно транспортировать между вращающимся раструбом ультразвукового сварочного устройства и опорным валком, которые приспособлены для точечной сварки материала 104 подкладки, боковых деталей 34, 35, и материала 140 наружной оболочки.
Если какие-либо элементы впервые упоминаются в настоящем описании в единственном числе, как представители класса подобных элементов или как конкретные элементы, то предполагается существование одного или более таких элементов. Предполагается, что в настоящем описании такие термины, как «содержит», «включает», «имеет» передают ситуацию включенности, и означают, что могут существовать и другие элементы, иные, нежели перечисленные.
Не выходя за границы идеи и объема изобретения, в варианты его осуществления можно внести множество различных изменений и сделать множество модификаций. Весь материал, содержащийся в вышеприведенном описании, и изображенный на прилагаемых чертежах, следует понимать, как иллюстрирующий изобретение, а не как ограничивающий объем его охраны.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ РАЗОВОГО ПРИМЕНЕНИЯ С ОТСТЕГИВАЮЩИМ ЯЗЫЧКОМ, НЕ СНИЖАЮЩИМ СПОСОБНОСТИ ИЗДЕЛИЯ К РАСТЯГИВАНИЮ | 2011 |
|
RU2572173C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ ДЛЯ ЛИЧНОГО НОШЕНИЯ С ЯЗЫЧКОМ ДЛЯ РЕГУЛИРОВАНИЯ ПОЯСА | 2009 |
|
RU2490000C2 |
| ПОВТОРНО ЗАСТЕГИВАЕМОЕ ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С НАЛОЖЕННЫМИ БОКОВЫМИ ПАНЕЛЯМИ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ В МАШИННОМ НАПРАВЛЕНИИ | 2002 |
|
RU2286759C2 |
| ПОВТОРНО ЗАСТЕГИВАЕМЫЙ ПРЕДМЕТ ОДЕЖДЫ С НАЛОЖЕННЫМИ БОКОВЫМИ ПАНЕЛЯМИ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ В ПОПЕРЕЧНОМ НАПРАВЛЕНИИ | 2002 |
|
RU2283638C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ ДЛЯ ЛИЧНОГО НОШЕНИЯ С ЯЗЫЧКОМ | 2009 |
|
RU2491044C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ ДЛЯ ЛИЧНОГО НОШЕНИЯ С ЯЗЫЧКОМ ДЛЯ УТИЛИЗАЦИИ | 2009 |
|
RU2489126C2 |
| СОСТАВНОЙ ЭЛАСТИЧНЫЙ ЭЛЕМЕНТ ДЛЯ НОГ И КЛАПАНОВ ДЛЯ АБСОРБИРУЮЩЕГО ИЗДЕЛИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2592774C2 |
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО ЗАСТЕГНУТОГО ВПИТЫВАЮЩЕГО НИЖНЕГО БЕЛЬЯ | 2006 |
|
RU2402249C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ ДЛЯ ЛИЧНОГО НОШЕНИЯ С ЯЗЫЧКОМ ДЛЯ УТИЛИЗАЦИИ | 2009 |
|
RU2492843C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ ВЫСТУПЫ ДЛЯ ПАЛЬЦЕВ, И СПОСОБЫ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2642042C1 |





Настоящее изобретение относится к способу изготовления впитывающих изделий, а точнее к способу изготовления впитывающих изделий с поясной лентой, предназначенной для полного охвата талии того, на ком изделие будет надето. Способ изготовления впитывающего изделия содержит этапы, на которых: направляют полотно материала боковых деталей для его движения, и отдельно от полотна материала боковых деталей направляют поясной эластичный материал для его движения. Поясной эластичный материал прикрепляют к полотну материала боковых деталей. Полотно материала боковых деталей, к которому прикреплен поясной эластичный материал, разрезают, чтобы получить боковую деталь, на которой имеется участок с поясной лентой. Боковую деталь с участком поясной ленты присоединяют к основе. 3 н. и 17 з.п. ф-лы, 8 ил.
1. Способ изготовления впитывающего изделия, содержащий этапы, на которых:
направляют полотно материала боковых деталей для его движения,
направляют поясной эластичный материал отдельно от полотна материала боковых деталей для его движения,
прикрепляют поясной эластичный материал к полотну материала боковых деталей,
разрезают полотно материала боковых деталей, к которому прикреплен поясной эластичный материал, чтобы получить боковую деталь, содержащую часть поясной ленты, и
прикрепляют боковую деталь, содержащую часть поясной ленты, к основе.
2. Способ по п.1, отличающийся тем, что дополнительно содержит натяжение поясного эластичного материала перед его прикреплением к полотну материала боковых деталей.
3. Способ по п.1, отличающийся тем, что дополнительно содержит натяжение полотна материала боковых деталей перед прикреплением поясного эластичного материала к указанному полотну материала боковых деталей.
4. Способ по п.1, отличающийся тем, что дополнительно содержит натяжение и поясного эластичного материала, и полотна материала боковых деталей перед прикреплением поясного эластичного материала к полотну материала боковых деталей.
5. Способ по п.1, отличающийся тем, что операция направления поясного эластичного материала заключает в себе направление полотна поясного эластичного материала.
6. Способ по п.5, отличающийся тем, что дополнительно содержит этап разрезания полотна поясного эластичного материала на отдельные элементы поясного эластичного материала перед прикреплением поясного эластичного материала к полотну материала боковых деталей.
7. Способ по п.1, отличающийся тем, что этап разрезания полотна материала боковых деталей, к которому прикреплен поясной эластичный материал, для получения боковых деталей содержит вначале разрезание полотна боковых деталей в машинном направлении, в общем, вдоль осевой линии полотна для получения двух непрерывных полотен, а затем - разрезание каждого из двух непрерывных полотен в поперечном направлении для получения двух боковых деталей.
8. Способ по п.1, отличающийся тем, что этап прикрепления поясного эластичного материала к полотну материала боковых деталей содержит операцию прикрепления полотна поясного эластичного материала к полотну материала боковых деталей, при этом как полотно поясного эластичного материала, так и полотно материала боковых деталей совершают движение в машинном направлении.
9. Способ изготовления впитывающего изделия, содержащий этапы, на которых:
прикрепляют поясной эластичный материал к полотну материала боковых деталей,
разрезают полотно материала боковых деталей, к которому прикреплен поясной эластичный материал, чтобы получить по меньшей мере две боковые детали,
прикрепляют поясной эластичный материал к основе по меньшей мере в одной из поясных областей основы - передней поясной области и задней поясной области, и
присоединяют указанные по меньшей мере две боковые детали к основе, так чтобы поясной эластичный материал на указанных по меньшей мере двух боковых деталях расположился, в общем, в одну линию с поясным эластичным материалом по меньшей мере одной из поясных областей основы - передней поясной области и задней поясной области.
10. Способ по п.9, отличающийся тем, что на этапе разрезания полотна материала боковых деталей, к которому прикреплен поясной эластичный материал, образуются по меньшей мере четыре боковые детали, причем этап прикрепления поясного эластичного материала к основе заключается в прикреплении поясного эластичного материала как к передней поясной области, так и к задней поясной области основы, а этап присоединения указанных по меньшей мере двух боковых деталей к основе заключается в присоединении к основе четырех боковых деталей, при этом две боковые детали присоединяют к передней поясной области, а другие две боковые детали присоединяют к задней поясной области.
11. Способ по п.10, отличающийся тем, что дополнительно содержит натяжение поясного эластичного материала перед его прикреплением к полотну материала боковых деталей.
12. Способ по п.10, отличающийся тем, что дополнительно содержит натяжение полотна материала боковых деталей перед прикреплением поясного эластичного материала к указанному полотну материала боковых деталей.
13. Способ по п.10, отличающийся тем, что перед прикреплением поясного эластичного материала к основе дополнительно содержит операцию совмещения верхней кромки поясного эластичного материала с верхним краем по меньшей мере одной из областей - передней поясной области и задней поясной области.
14. Способ изготовления впитывающего изделия, содержащий этапы, на которых:
натягивают полотно материала боковых деталей в машинном направлении,
натягивают поясной эластичный материал в машинном направлении,
прикрепляют поясной эластичный материал к полотну материала боковых деталей, при этом как поясной эластичный материал, так и полотно материала боковых деталей поддерживают в состоянии натяжения,
разрезают полотно материала боковых деталей, к которому прикреплен поясной эластичный материал, чтобы получить по меньшей мере две боковые детали,
прикрепляют поясной эластичный материал к основе, и
присоединяют указанные по меньшей мере две боковые детали к основе, так чтобы поясной эластичный материал на указанных по меньшей мере двух боковых деталях расположился, в общем, в одну линию с поясным эластичным материалом на основе.
15. Способ по п.14, отличающийся тем, что дополнительно содержит операцию совмещения боковой кромки поясного эластичного материала с дальним краем каждой из по меньшей мере двух боковых деталей перед прикреплением поясного эластичного материала к полотну материала боковых деталей.
16. Способ по п.14, отличающийся тем, что дополнительно содержит операцию совмещения боковой кромки поясного эластичного материала с ближним краем каждой из по меньшей мере двух боковых деталей перед прикреплением поясного эластичного материала к полотну материала боковых деталей.
17. Способ по п.14, отличающийся тем, что дополнительно содержит операцию взаимного наложения поясного эластичного материала, прикрепленного к основе, и поясного эластичного материала, прикрепленного по меньшей мере к двум боковым деталям, перед прикреплением указанных по меньшей мере двух боковых деталей к основе.
18. Способ по п.14, отличающийся тем, что этап прикрепления поясного эластичного материала к полотну материала боковых деталей включает в себя один из двух способов - способ термической сварки поясного эластичного материала с полотном материала боковых деталей и способ ультразвуковой сварки поясного эластичного материала с полотном материала боковых деталей.
19. Способ по п.14, отличающийся тем, что этап прикрепления поясного эластичного материала к полотну материала боковых деталей включает в себя точечное крепление поясного эластичного материала к полотну материала боковых деталей.
20. Способ по п.14, отличающийся тем, что дополнительно содержит по меньшей мере один визуальный знак и тактильный знак на поясном эластичном материале, прикрепленном к полотну материала боковых деталей, и на поясном эластичном материале, прикрепленном к основе.
| US 2006224137 A1, 05.10.2006 | |||
| US 2007142808 A1, 21.06.2007 | |||
| US 2003144643 A1, 15.02.1996 | |||
| US 2005067083 A1, 31.03.2005 | |||
| WO 9603951 A2, 15.02.1996. |

