Изобретение относится к изготовлению электротехнических устройств и касается технологии изготовления элементов магнитной системы трансформаторов и реакторов, используемых для локализации и направления основного магнитного потока, а также магнитного потока рассеивания. Так, например, элемент стержня, в частности диск управляемого реактора с поперечным подмагничиванием, или магнитопровод встроенного трансформатора тока локализуют основной магнитный поток, а магнитные шунты, располагаемые на внутренней поверхности бака или над и под обмотками, локализуют магнитные потоки вне магнитопровода (потоки рассеивания).
Элементы таких магнитных систем имеют разнообразную конструкцию, однако практически всегда содержат витые разрезные заготовки, выполненные из полос электротехнической стали. Особенностью этих элементов является то, что они находятся в сильном внешнем магнитном поле, которое, в случае нарушения изоляции между полосами электротехнической стали, вызывает локальные пробои между ними или образует локальные контуры для вихревых токов, которые вызывают электромагнитные потери и локальные перегревы. Кроме того, эти элементы должны обладать достаточной механической прочностью и полосы, из которых они изготовлены, должны быть плотно скреплены между собой. Это необходимо потому, что внешние магнитные поля вызывают также значительные вибрации таких элементов магнитных систем.
Наиболее близким по технической сущности и достигаемому техническому результату к заявляемому техническому решению является способ изготовления элемента магнитной системы реактора (см. Л.И. Дорожко, М.С. Либкинд. «Реакторы с поперечным подмагничиванием», Москва: «Энергия», 1977 г., стр. 100-102), включающий изготовление не менее одной заготовки путем навивки полос из электротехнической стали в направлении прокатки на оправку заданной формы и одновременную дополнительную изоляцию витков полос между собой, разрезку навитой заготовки по радиальному размеру, зачистку и травление разрезанных торцов и дальнейшую термообработку.
Дополнительную изоляцию витков осуществляют прокладыванием между витками полос электроизоляционного картона толщиной 0,15-0,25 мм. Наружные слои, являющиеся наиболее опасными в отношении электрического пробоя, изолируют более толстым электрокартоном, внутренние - более тонким.
Известный способ не обеспечивает необходимую надежность элемента магнитной системы, в частности электрическую и механическую прочность, так как в нем высока вероятность возникновения пробоев и, как следствие, высокие электромагнитные потери и разрушение элемента, что приводит к дополнительным затратам при эксплуатации магнитной системы и высоким потерям, а также высокой себестоимости при изготовлении и эксплуатации.
Объясняется это тем, что в известном способе изготовления магнитного элемента электроизоляционные прокладки между витками полос снижают коэффициент заполнения активной сталью геометрического сечения элемента магнитной системы и не обеспечивают механическую прочность элемента.
С ростом мощности и напряжения трансформатора или реактора, в котором используется элемент магнитной системы, растет вероятность пробоя изоляции и потерь в элементе магнитной системы. Поэтому после навивки элемента магнитной системы его разрезают по радиальному размеру, осуществляют зачистку и травление разрезанных торцов элемента магнитной системы, а затем подвергают отжигу при температуре более 850°С для улучшения его магнитных характеристик, что требует высоких затрат энергии.
Внутрь радиального разреза элемента магнитной системы вставляют дополнительную прокладку из электроизоляционного картона или текстолита, после чего на наружную поверхность элемента магнитной системы накладывают бандаж из ленты на основе стекловолокнистого материала.
Известный способ не обеспечивает необходимую надежность изготовленного витого разрезного элемента магнитной системы, так как в нем высока вероятность возникновения замыканий между витками на торце реза, а также появления контура вихревых токов и, как следствие, высокие электромагнитные потери и локальные перегревы. Выполнение реза с толщиной зазора 3-5 мм практически невыполнимо или требует специального лазерного оборудования, причем вероятность появления замыкания между пластинами на торцах реза в этом случае больше из-за более высокой температуры лазерной резки. При величине зазора более 20 мм и вставке в зазор изоляционного материала резко ухудшаются магнитные свойства элемента. Увеличивается магнитное сопротивление, и для создания необходимого потока подмагничивания в реакторе надо увеличивать ток или число витков в обмотке в 15-20 раз, что приводит к дополнительным затратам при изготовлении и эксплуатации.
В основу изобретения поставлена задача усовершенствовать способ изготовления элемента магнитной системы трансформатора или реактора путем проведения новых операций, новых условий выполнения операций и нового выполнения элементов, что позволит повысить надежность изготавливаемого элемента за счет увеличения электрической и механической прочности при одновременном снижении электромагнитных потерь за счет устранения внутренних замыканий и образования контуров вихревых токов, а также способствует улучшению их магнитных характеристик, повышению технологичности изготовления элемента и снижению себестоимости при изготовлении и эксплуатации.
Поставленная задача решается тем, что в способе изготовления элемента магнитной системы трансформатора или реактора, включающем изготовление не менее одной заготовки путем навивки полосы из электротехнической стали в направлении прокатки на оправку заданной формы и одновременную дополнительную изоляцию витков полосы между собой, разрезку витой заготовки по радиальному размеру, зачистку и травление разрезанных торцов и дальнейшую термообработку, новым является то, что дополнительную изоляцию витков полосы проводят нанесением в процессе навивки на поверхность ленты изоляционного склеивающего компаунда, затем проводят стяжку заготовки по радиальному размеру лентой на основе стекловолокнистого материала, а последующую термообработку проводят при температуре не выше 300°С, из охлажденной после термообработки заготовки вдоль радиального размера (по толщине) вырезают участок длиной не менее 20 мм, затем внутрь вырезанного участка устанавливают и плотно закрепляют вставку, которую изготавливают по крайней мере из одного пакета соединенных по направлению прокатки изолированных полос электротехнической стали, покрытых изолирующим склеивающим компаундом, дополнительно изолированных по торцам прокладками из диэлектрического материала, причем шихтованная часть поверхности пакетов вставки устанавливается напротив шихтованной поверхности витых разрезных заготовок.
Новым является также то, что при установке вставки проводят ее склеивание с торцами витой разрезной заготовки клеем холодного отверждения и повторную стяжку по радиальному размеру в месте установки.
Новым является и то, что между точками на торцах реза измеряют активное сопротивление и при его значении меньше 8 DR Ом/м, где DR - радиальный размер элемента, обработку торцов повторяют, устраняя заусенцы и замыкания между витками полосы.
Новым является и то, что сборку вставки, содержащей не менее 2 пакетов, производят путем соединения пакетов между собой и с витой разрезной заготовкой под разными углами с образованием замкнутого контура для прохождения магнитного потока, а их шихтованные стороны устанавливают напротив друг друга через прокладки из диэлектрического материала.
Причинно-следственная связь между совокупностью существенных признаков способа изготовления элемента магнитной системы трансформатора или реактора и достигаемым техническим результатом состоит в следующем.
Введение новых конструктивных элементов, новых условий выполнения операций и нового выполнения элементов в заявляемом способе, а именно то, что:
- дополнительную изоляцию витков полосы проводят нанесением в процессе навивки на поверхность полосы изоляционного склеивающего компаунда,
- затем проводят стяжку заготовки по радиальному размеру лентой на основе стекловолокнистого материала,
- последующую термообработку проводят при температуре не выше 300°С,
- из охлажденной после термообработки заготовки вдоль радиального размера (по толщине) вырезают участок длиной не менее 20 мм,
- затем внутрь вырезанного участка устанавливают и плотно закрепляют вставку, которую изготавливают по крайней мере из одного пакета соединенных по направлению прокатки изолированных полос электротехнической стали, покрытых изолирующим склеивающим компаундом, дополнительно изолированных по торцам прокладками из диэлектрического материала, причем шихтованная часть поверхности пакетов вставки устанавливается напротив шихтованной поверхности витых разрезных заготовок, в совокупности с известными признаками позволяет повысить надежность изготавливаемого элемента магнитной системы за счет увеличения электрической и механической прочности при одновременном снижении электромагнитных потерь за счет устранения внутренних замыканий и образования контуров вихревых токов, а также способствует улучшению их магнитных характеристик и повышению технологичности изготовления элемента.
Это объясняется следующим.
То, что дополнительную изоляцию витков полосы проводят нанесением в процессе навивки на поверхность ленты изоляционного склеивающего компаунда, затем проводят стяжку заготовки по радиальному размеру лентой на основе стекловолокнистого материала, а последующую термообработку проводят при температуре не выше 300°С, из охлажденной после термообработки заготовки вдоль радиального размера (по толщине) вырезают участок длиной не менее 20 мм, затем внутрь вырезанного участка устанавливают и плотно закрепляют вставку, которую изготавливают по крайней мере из одного пакета соединенных по направлению прокатки изолированных полос электротехнической стали, покрытых изолирующим склеивающим компаундом, дополнительно изолированных по торцам прокладками из диэлектрического материала, причем шихтованная часть поверхности пакетов вставки устанавливается напротив шихтованной поверхности витых разрезных заготовок, позволяет повысить надежность изготавливаемого элемента магнитной системы трансформатора или реактора за счет снижения риска замыканий между намотанными витками полос и образования контуров вихревых токов. Это обеспечивается за счет замены нетехнологичной картонной изоляции между витками полос на склеивающий компаунд более высокой электрической прочности, что способствует также повышению механической прочности изготовленного элемента после склейки компаунда при термообработке, а также снижению электромагнитных потерь.
В качестве склеивающего компаунда используют, например, компаунд, содержащий (весовых частей, например килограммов): эпоксидно-диановой смолы 90-110, ангидритного отвердителя 60-70, ускорителя - 0,1-0,5. Может быть также использован компаунд, содержащий (весовых частей): смолу эпоксидную - 68-70, лак бакелитовый 50% концентрации - 50-65, бутероль фенольный клей - 20-30, ацетон технический - 11-16, кварц пылевидный или песок формовочный кварцевый молотый - 40-50. Такие компаунды имеют высокую электрическую прочность и обеспечивают надежную изоляцию витков полосы. Проведение термообработки при температуре не выше 300°С не требует высоких энергозатрат.
Снижаются электромагнитные потери в изготавливаемых элементах и за счет обеспечения разрыва витков полос путем выреза части магнитного элемента длиной, достаточной для технологической обработки торцов по снятию заусенцев и устранению замыканий (не менее 20 мм). При этом обеспечивается устранение локальных перегревов полос.
Снижаются электромагнитные потери в изготавливаемом элементе магнитной системы также за счет установки в разрезе элемента вставки из магнитного материала, а не только изолирующего, как в прототипе. При этом величина зазора с изоляцией значительно уменьшена по сравнению с прототипом и равна толщине изолирующих прокладок, установленных на торцах вставки (с 20 мм до 1-3 мм). Уменьшение изоляционных зазоров в свою очередь уменьшает величину магнитного сопротивления магнитному потоку, проходящему по элементу магнитной системы, уменьшает рассеяние этого потока и снижает электромагнитные потери.
Достижению технического результата способствует также то, что при установке вставки производят ее склейку с торцами витой разрезной заготовки клеем холодного отверждения и повторную стяжку по радиальному размеру в месте установки. Это повышает механическую прочность изготовленного элемента и позволяет снизить вибрацию и повысить технологичность изготовления элемента.
Технический результат достигается и за счет того, что между точками на торцах реза измеряют активное сопротивление и при его значении меньше 8 DR Ом/м, где DR - радиальный размер реза, обработку торцов повторяют, устраняя заусенцы и замыкания между витками полос. Это также позволяет повысить надежность изготавливаемого элемента магнитной системы за счет снижения риска локальных перегревов на торцах реза.
Сборка пакетов вставки между собой и с витыми разрезными заготовками может производиться под разными углами, но так, что они вместе образуют замкнутый контур для прохождения магнитного потока, а их шихтованные стороны устанавливают напротив друг друга через прокладки из диэлектрического материала толщиной не более 3 мм. Это позволяет изготавливать сборные (составные) конструкции из нескольких кольцевых разрезных элементов и нескольких пакетов вставки даже во время сборки трансформаторов или реакторов, то есть повысить технологичность изготовления устройств. При этом наличие замкнутого пути для магнитного потока локализует и направляет его вдоль направления прокатки в шихтованные поверхности, что способствует достижению технического результата и приводит к снижению электромагнитных потерь и перегревов.
Таким образом, новые признаки заявляемого технического решения в совокупности с известными признаками позволяют повысить надежность изготавливаемого элемента магнитной системы за счет увеличения электрической и механической прочности при одновременном снижении электромагнитных потерь за счет устранения внутренних замыканий и образования контуров вихревых токов, а также способствует улучшению их магнитных характеристик, повышению технологичности изготовления элемента и снижению себестоимости при изготовлении и эксплуатации.
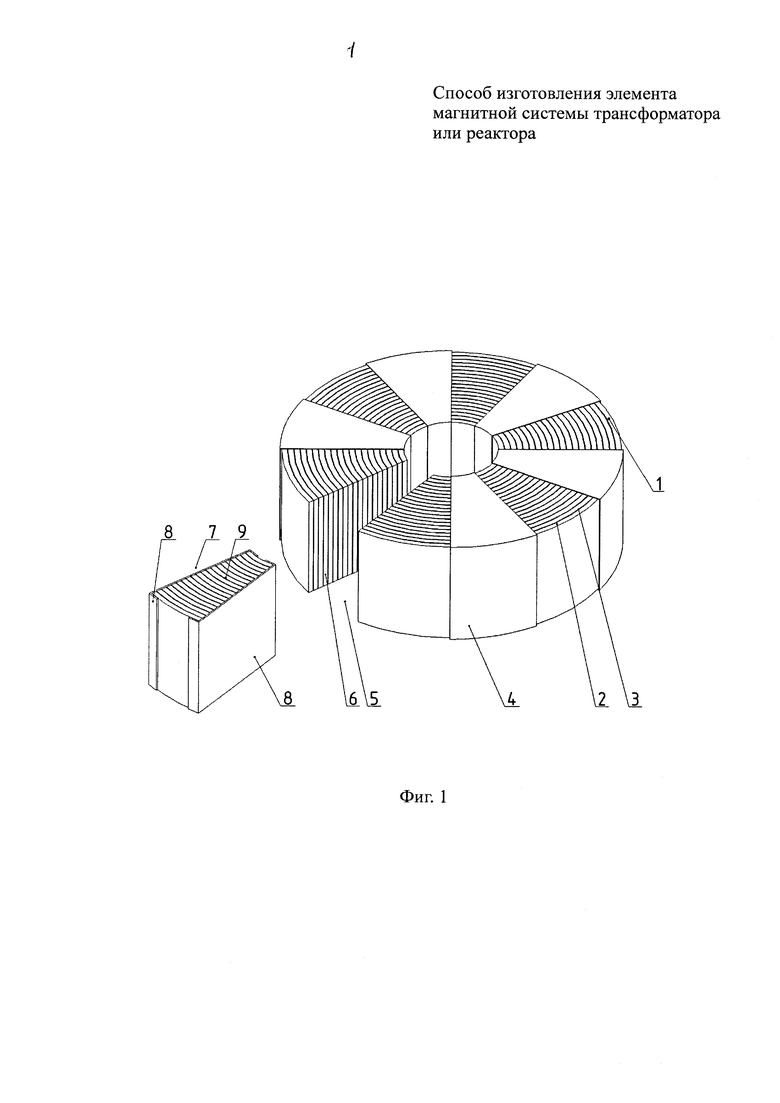
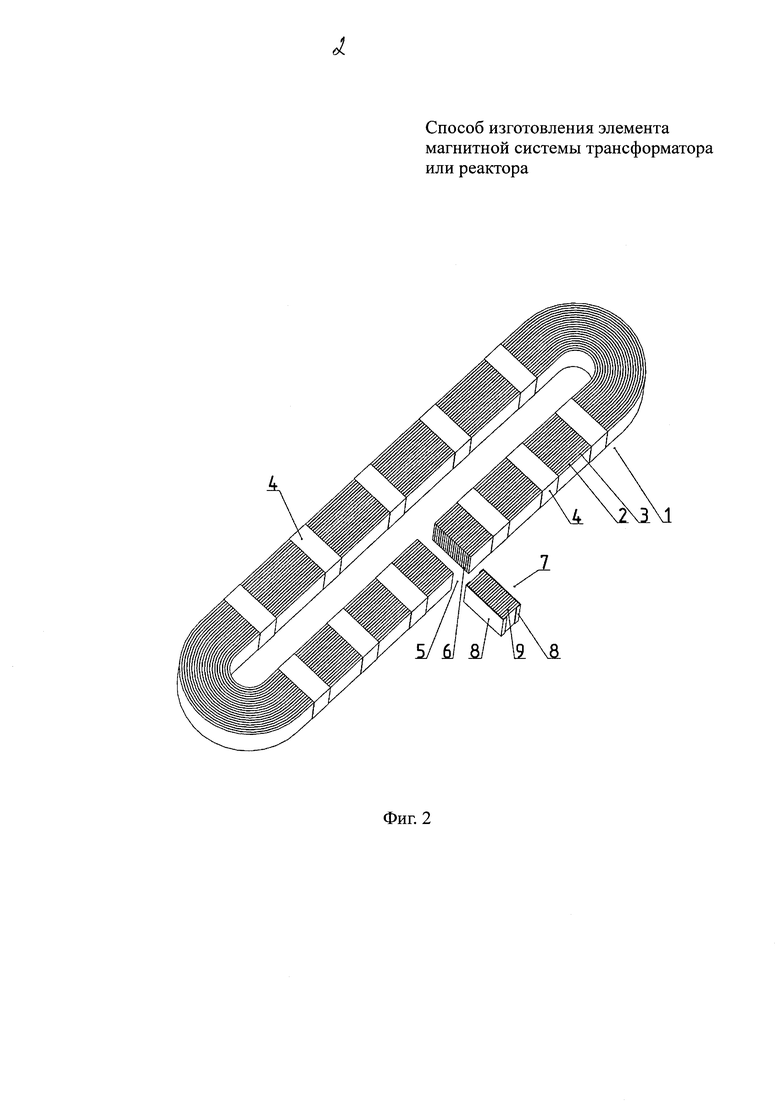
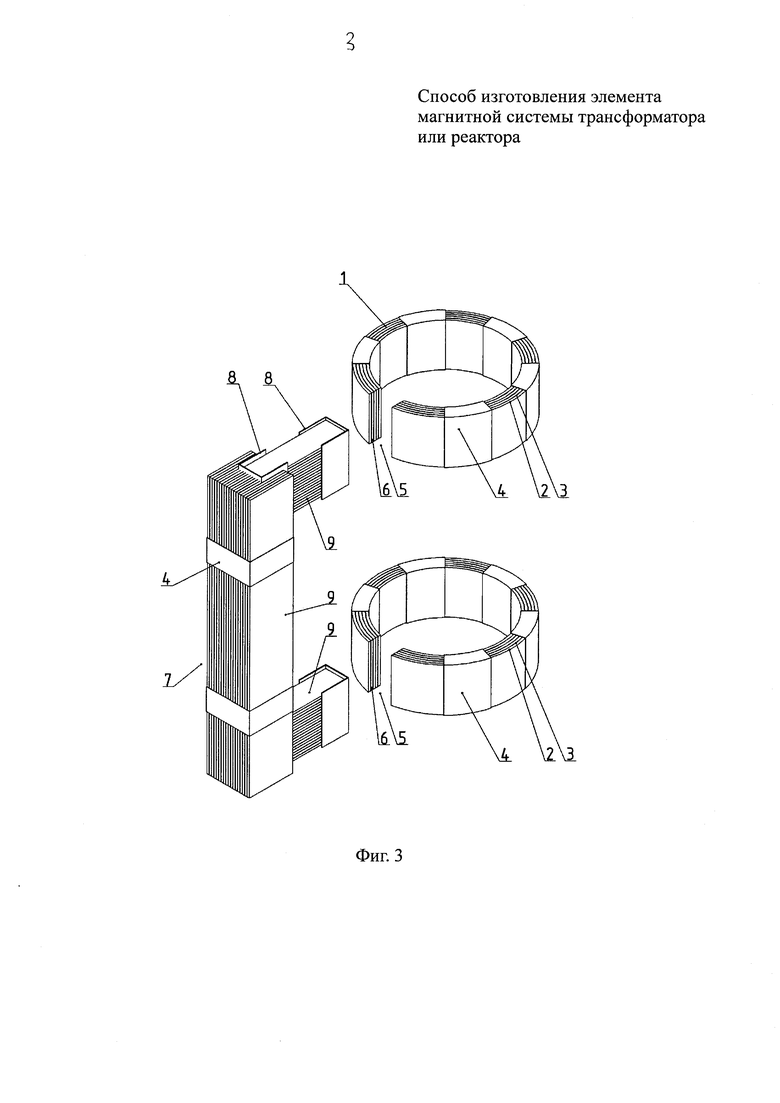
Сущность технического решения поясняется чертежами, где на фиг. 1 приведен элемент магнитной системы управляемого реактора с поперечным подмагничиванием, содержащий витую разрезную заготовку в виде витого разрезного диска и вставку из полос электротехнической стали трапецеидальной формы; на фиг. 2 приведен шунт трансформатора или реактора, предназначенный для защиты от полей рассеяния стенок бака или консолей магнитопровода, содержащий витую разрезную заготовку эллипсоидальной формы и вставку из полос электротехнической стали прямоугольной формы; на фиг. 3 приведен шунт трансформатора или реактора, предназначенный для локализации магнитного поля рассеяния и снижения добавочных потерь в обмотках, консолях и баке, содержащий на каждой фазе трансформатора две витые разрезные заготовки в виде витых разрезных колец, устанавливаемых над и под обмотками стержня, и вставку, состоящую из двух горизонтальных и одного вертикального пакетов из полос электротехнической стали.
Предлагаемый способ реализуется следующим образом.
Для изготовления элемента 1 магнитной системы на оправку заданной формы, установленную на план-шайбе (на чертежах не показаны), навивают полосу 2 из электротехнической стали в направлении прокатки. При этом полоса 2 имеет заданную ширину и поставляется в рулоне, который устанавливается на устройстве для размотки, а скорость навивки и натяжение полосы регулируются. Одновременно в процессе навивки на торцевую и боковую поверхность полосы 2 наносят дополнительную изоляцию в виде слоя изоляционного склеивающего компаунда 3. Затем проводят стяжку заготовки по радиальному размеру лентой 4 на основе стекловолокнистого материала, а последующую термообработку проводят при температуре не выше 300°С. Из охлажденного после термообработки элемента 1 магнитной системы вдоль радиального размера (по толщине) вырезают участок 5 длиной не менее 20 мм. Между точками на торцах 6 реза измеряют активное сопротивление и при его значении меньше 8 DR Ом/м, где DR - радиальный размер реза, обработку торцов 6 повторяют, устраняя заусенцы и замыкания между витками полосы 2. Затем внутрь вырезанного участка устанавливают и плотно закрепляют вставку 7, изготовленную из не менее одного пакета соединенных по направлению прокатки изолированных полос 2 электротехнической стали, покрытых изолирующим склеивающим компаундом 3 и дополнительно изолированных по торцам прокладками 8 из диэлектрического материала толщиной не более 3 мм. При этом шихтованная часть поверхности пакетов вставки 7 устанавливается напротив шихтованной поверхности элемента 1 магнитной системы. При установке вставки 7 производят ее склейку с торцами элемента 1 магнитной системы клеем холодного отверждения и повторную стяжку по радиальному размеру в месте установки. Сборку пакетов 9 вставки между собой и с элементом 1 магнитной системы можно производить под разными углами, но так, что они вместе образуют замкнутый контур для прохождения магнитного потока, а их шихтованные стороны устанавливают напротив друг друга через прокладки 8 из диэлектрического материала толщиной не более 3 мм.
Изготовленный таким способом элемент 1 магнитной системы трансформатора или реактора имеет высокую надежность изготавливаемых элементов, обусловленную увеличением электрической и механической прочности, и, одновременно, уменьшенные электромагнитные потери и локальные перегревы за счет устранения внутренних замыканий и образования контуров вихревых токов, повышенную технологичность изготовления и низкую себестоимость при изготовлении и эксплуатации.
Способ изготовления элемента магнитной системы трансформатора или реактора, который заявляется, может быть осуществлен на известном оборудовании и с использованием известных материалов и средств, что подтверждает его промышленную пригодность.
Изобретение относится к электротехнике, к изготовлению элементов магнитной системы, используемых для локализации и направления основного магнитного потока, а также магнитного потока рассеивания. Технический результат состоит в повышении надежности и за счет увеличения электрической и механической прочности, снижении электромагнитных потерь, улучшении их магнитных характеристик, повышении технологичности изготовления и снижении себестоимости. Способ включает изготовление не менее одной заготовки путем навивки полосы из электротехнической стали в направлении прокатки на оправку заданной формы и одновременную дополнительную изоляцию витков полосы между собой, разрезку витой заготовки по радиальному размеру, зачистку и травление разрезанных торцов и дальнейшую термообработку. Дополнительную изоляцию витков полосы проводят нанесением в процессе навивки на поверхность полосы изоляционного склеивающего компаунда. Затем проводят стяжку заготовки по радиальному размеру лентой на основе стекловолокнистого материала. Термообработку проводят при температуре не выше 300°С. Из охлажденной после термообработки заготовки вдоль радиального размера вырезают участок длиной не менее 20 мм. Затем внутрь вырезанного участка устанавливают и плотно закрепляют вставку, которую изготавливают по крайней мере из одного пакета соединенных по направлению прокатки изолированных полос электротехнической стали, покрытых изолирующим склеивающим компаундом, дополнительно изолированных по торцам прокладками из диэлектрического материала. Шихтованную часть поверхности пакетов вставки устанавливают напротив шихтованной поверхности витых разрезных заготовок. 3 з.п. ф-лы, 3 ил.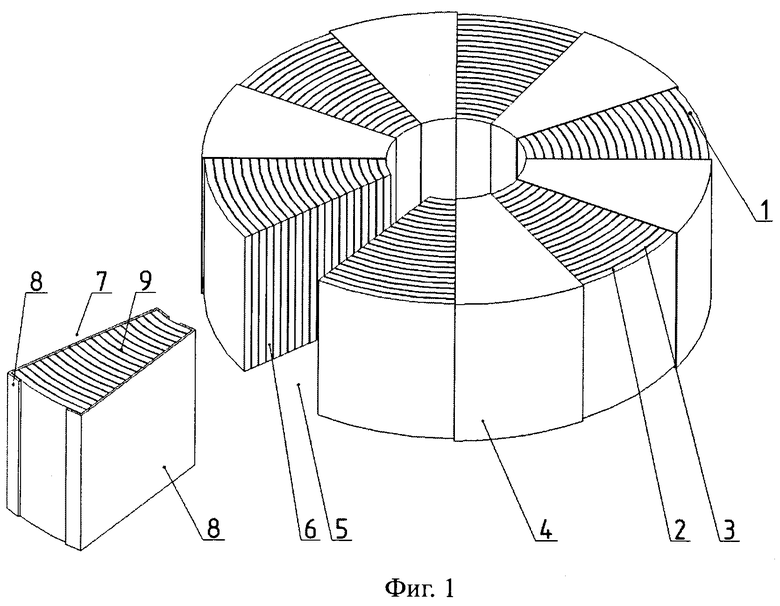
1. Способ изготовления элемента магнитной системы трансформатора или реактора, включающий изготовление не менее одной заготовки путем навивки полосы из электротехнической стали в направлении прокатки на оправку заданной формы и одновременную дополнительную изоляцию витков полосы между собой, разрезку витой заготовки по радиальному размеру, зачистку и травление разрезанных торцов и дальнейшую термообработку, отличающийся тем, что дополнительную изоляцию витков полосы проводят нанесением в процессе навивки на поверхность полосы изоляционного склеивающего компаунда, затем проводят стяжку заготовки по радиальному размеру лентой на основе стекловолокнистого материала, а последующую термообработку проводят при температуре не выше 300°C, из охлажденной после термообработки заготовки вдоль радиального размера (по толщине) вырезают участок длиной не менее 20 мм, затем внутрь вырезанного участка устанавливают и плотно закрепляют вставку, которую изготавливают по крайней мере из одного пакета соединенных по направлению прокатки изолированных полос электротехнической стали, покрытых изолирующим склеивающим компаундом, дополнительно изолированных по торцам прокладками из диэлектрического материала, причем шихтованную часть поверхности пакетов вставки устанавливают напротив шихтованной поверхности витых разрезных заготовок.
2. Способ изготовления элемента магнитной системы по п. 1, отличающийся тем, что при установке вставки проводят ее склеивание с торцами витой разрезной заготовки клеем холодного отверждения и повторную стяжку по радиальному размеру в месте установки.
3. Способ изготовления элемента магнитной системы по п. 1, отличающийся тем, что между точками на торцах реза измеряют активное сопротивление и при его значении меньше 8 DR Ом/м, где DR - радиальный размер элемента, обработку торцов повторяют, устраняя заусенцы и замыкания между витками полосы.
4. Способ изготовления элемента магнитной системы по п. 1, отличающийся тем, что сборку вставки, содержащей не менее 2 пакетов, производят путем соединения пакетов между собой и с витой разрезной заготовкой под разными углами с образованием замкнутого контура для прохождения магнитного потока, а их шихтованные стороны устанавливают напротив друг друга через прокладки из диэлектрического материала.
| ДОРОЖКО Л.И., ЛИПКИНД М.С | |||
| "Реакторы с поперечным подмагничиванием", Москва, "Энергия", 1977, с.100-102, рис.5-16 | |||
| JP 2007012647 A, 18.01.2007 | |||
| JP 2007281186 A, 25.10.2007 | |||
| JPH 04345009 A, 01.12.1992 | |||
| JP 2005347626 A, 15.12.2005 | |||
| JP 2011222711 A, 04.11.2004 | |||
| US 20140282455 A1, 02.10.2014. |

