Область техники
Настоящее раскрытие относится к способам изготовления многослойных оконных стекол, в которых спаренные стеклянные панели пакетируются с пространством сниженного давления между ними, и, в частности, относится к способу изготовления многослойного оконного стекла, в котором нежелательные выступы, такие как откачная трубка, используемая для снижения давления, не сохраняются после завершения работы.
Уровень техники
Было налажено серийное производство многослойных оконных стекол. В многослойном оконном стекле обе стеклянные панели расположены друг напротив друга, между парой стеклянных панелей вставлены разделители, и обе стеклянные панели связаны с герметически связывающим элементом на их перифериях, и, таким образом, внутреннее пространство образовано парой стеклянных панелей и герметичной связкой. Воздух во внутреннем пространстве выкачан для снижения давления во внутреннем пространстве.
Ожидается, что многослойное оконное стекло, в котором давление во внутреннем пространстве снижено, будет демонстрировать сильные эффекты теплоизоляции, эффекты предотвращения запотевания и эффекты звукоизоляции, в результате наличия вакуумного слоя, давление в котором ниже, чем атмосферное давление между парой стеклянных панелей, по сравнению с многослойным оконным стеклом, состоящим из двух стеклянных пластин, просто связанных друг с другом. Поэтому, такое многослойное оконное стекло привлекает большое внимание как одно из экологичных стекол в ситуациях, имеющих место, когда важность стратегии энергопотребления серьезно возрастает.
Многослойное оконное стекло, включающее в себя внутреннее пространство с пониженным давлением, получают следующим образом: периферии пары стеклянных панелей герметически связывают путем применения герметически связывающего уплотнения из легкоплавкого стеклоприпоя между ними и их нагрева для герметического связывания периферий, для формирования пространства, тогда как множество разделителей из металла или керамики помещают между ними для поддержания заданного расстояния между стеклянными панелями, а затем воздух откачивают из пространства через откачную трубу из стекла или металла. Многослойное оконное стекло получают посредством этого способа изготовления, и, таким образом, конечный продукт из многослойного оконного стекла, включающего в себя внутреннее пространство с пониженным давлением, включает в себя откачную трубу, кончик которой закрыт. Следовательно, в многослойном оконном стекле, состоящем из прозрачных стеклянных панелей, откачная труба может вызвать проблемы ухудшения его внешнего вида, и становится невозможным поддерживать внутреннее пространство в состоянии пониженного давления при разрушении откачной трубы. Ввиду этого, с точки зрения многослойного оконного стекла, используемого в качестве оконного стекла, например, многослойное оконное стекло используется таким образом, чтобы откачная труба была размещена в верхнем правом углу с внутренней стороны. Иными словами, использование многослойного оконного стекла ограничено для предотвращения визуальных и физических помех, вызванных откачной трубой.
В технологии, которая была предложена в качестве стандартного способа производства многослойного оконного стекла с пониженным давлением, откачную трубу встраивают в одну из стеклянных панелей, до достижения центра по направлению толщины, и откачную трубу герметизируют экраном, для предохранения стыка стеклянной панели и откачной трубы от воздействия тепла, генерируемого в герметизированной откачной трубе. Согласно этой технологии откачную трубу, оставшуюся в конечном продукте, укорачивают (см. Патентную литературу l). Согласно другой технологии откачную трубу и окрестности того участка задней поверхности стеклянной панели, на которой находится откачная труба, покрывают покровным элементом из смолы, таким образом, чтобы между покровным элементом и герметизированным кончиком откачной трубы образовался зазор. Согласно этой технологии поломка откачной трубы, вызванная ударами из окружающей среды, может быть предотвращена (см. Патентную литературу 2).
Список ссылок
Патентная литература
Патентная литература 1: JP 10-2161 A.
Патентная литература 2: JP 11-311069.
Сущность изобретения
Техническая проблема
Согласно стандартному способу производства многослойного оконного стекла, описанного выше, в конечном продукте откачная труба укорачивается, и, таким образом, с многослойным оконным стеклом может быть легко обращаться. Внешняя сила, непосредственно действующая на откачную трубу, может быть подавлена, и, таким образом, можно предотвратить нежелательную ситуацию, когда состояние пониженного давления становится невозможно поддерживать, из-за поломки откачной трубы. Поэтому, стандартный способ производства может, до некоторой степени, дать выгодные эффекты.
Однако, например, в технологиях, раскрытых в Патентной литературе 1, необходимо формировать углубление в стеклянной панели и фиксировать откачную трубу внутри углубления для уменьшения величины части откачной трубы, выступающей из поверхности стеклянной панели. Кроме того, необходим экран, расположенный таким образом, чтобы температура стыка откачной трубы и стеклянной пластины стала высокой в момент герметизации откачной трубы. Таким образом, способ изготовления многослойного оконного стекла становится более сложным. Дополнительно, согласно технологии, раскрытой в Патентной литературе 2, необходимо добавлять покровный элемент, и это вызывает повышение количества деталей. Кроме того, необходимо добавить этап прикрепления покровного элемента к задней поверхности, и это вызывает повышение количества этапов. Когда способ изготовления становится более сложным, а количество деталей и этапов повышается, возникает тенденция к повышению стоимости изготовления многослойного оконного стекла. Кроме того, в многослойных оконных стеклах, образованных за счет использования вышеописанных стандартных технологий, откачная труба еще остается в конечном продукте. Следовательно, имеется такой выступ из задней поверхности многослойного оконного стекла, и поэтому возникает проблема, связанная с внешним видом, при которой становится очень трудным наилучшим образом исключить риск того, что пространство, образованное парой стеклянных панелей, невозможно будет поддерживать в состоянии пониженного давления при разрушении откачной трубы.
Ввиду вышеуказанных обстоятельств, цель настоящего изобретения состоит в том, чтобы предложить способ производства многослойных оконных стекол, который может быть простым и, тем не менее, привести к получению многослойного оконного стекла в его законченном состоянии, которое не включает в себя никаких нежелательных выступов из внешней поверхности стеклянной панели.
Решение проблемы
Способ производства многослойных оконных стекол согласно настоящему раскрытию включает в себя: герметическое связывание, с помощью герметически связывающего элемента, периферий спаренных стеклянных панелей, расположенных таким образом, чтобы они были обращены друг к другу на заданном расстоянии, с образованием пространства, герметически заключенного между стеклянными панелями; откачку воздуха из пространства через выход, для приведения пространства в состояние пониженного давления; и разделение, после приведения пространства в состояние пониженного давления, пространства элементом, формирующим области, на выходную область, включающую в себя выход, и область пониженного давления, отличную от выходной области.
Преимущественные эффекты изобретения
В способе производства многослойных оконных стекол согласно настоящему раскрытию пространство, образованное между парой стеклянных панелей, герметически связанных связывающим элементом, приводят в состояние пониженного давления, а затем пространство разделяют элементом, формирующим области, на выходную область и область пониженного давления. Следовательно, даже когда откачная труба, используемая для откачки, удалена, например, область пониженного давления поддерживается в состоянии пониженного давления. Поэтому, можно легко получать конечный продукт многослойного оконного стекла, который не включает в себя никаких нежелательных выступов, выходящих из внешней поверхности стеклянной панели.
Краткое описание чертежей
ФИГ. 1 представляет собой вид сверху, иллюстрирующий пример конфигурации многослойного оконного стекла с внутренним пространством, обладающим пониженным давлением, которое получают способом производства многослойных оконных стекол согласно настоящему раскрытию.
ФИГ. 2 представляет собой поперечный разрез, иллюстрирующий пример конфигурации многослойного оконного стекла с внутренним пространством, обладающим пониженным давлением, которое получают способом производства многослойных оконных стекол согласно настоящему раскрытию.
ФИГ. 3 представляет собой вид сверху, который относится к способу производства многослойных оконных стекол согласно первому варианту воплощения и иллюстрирует состояние, в котором герметически связывающий элемент и элемент, формирующий области, еще не были расплавлены.
ФИГ. 4 представляет собой поперечный разрез, который относится к способу производства многослойных оконных стекол согласно первому варианту воплощения и иллюстрирует состояние, в котором герметически связывающий элемент и элемент, формирующий области, еще не были расплавлены.
ФИГ. 5 представляет собой диаграмму, иллюстрирующую примеры состояний конфигурации процесса плавления и процессов откачки в способе производства многослойных оконных стекол согласно первому варианту воплощения.
ФИГ. 6 представляет собой поперечный разрез, который относится к способу производства многослойных оконных стекол согласно первому варианту воплощения и иллюстрирует состояние, в котором пространство между спаренными стеклянными панелями разделено элементом, формирующим области.
ФИГ. 7 представляет собой диаграмму, иллюстрирующую другие примеры состояний конфигурации процесса плавления и процессов откачки в способе производства многослойных оконных стекол согласно первому варианту воплощения.
ФИГ. 8 представляет собой увеличенный вид сверху, иллюстрирующий исходную заготовку первой модификации элемента, формирующего области, в способе производства многослойных оконных стекол согласно первому варианту воплощения.
ФИГ. 9 представляет собой увеличенный вид сверху, иллюстрирующий исходную заготовку второй модификации элемента, формирующего области, в способе производства многослойных оконных стекол согласно первому варианту воплощения.
ФИГ. 10 представляет собой увеличенный вид сверху, иллюстрирующий исходную заготовку конечного продукта, включающего в себя модификацию элемента, формирующего области, в способе производства многослойных оконных стекол согласно первому варианту воплощения.
ФИГ. 11 представляет собой вид сверху, который относится к способу производства многослойных оконных стекол согласно второму варианту воплощения и иллюстрирует состояние, в котором герметически связывающий элемент и элемент, формирующий области, еще не были расплавлены.
ФИГ. 12 представляет собой поперечный разрез, который относится к способу производства многослойных оконных стекол согласно второму варианту воплощения и иллюстрирует состояние, в котором герметически связывающий элемент и элемент, формирующий области, еще не были расплавлены.
ФИГ. 13 представляет собой диаграмму, иллюстрирующую различие во внешнем виде между нанесенной частью и расплавленной и растекшейся частью элемента, формирующего области.
ФИГ. 14 представляет собой поперечный разрез, который относится к случаю, когда элемент, поддерживающий высоту, расположен на участке, на котором должен быть образован герметически связывающий элемент, применительно к способу производства многослойных оконных стекол согласно настоящему раскрытию, и иллюстрирует состояние, в котором внутреннее пространство разделено путем плавления элемента, формирующего области.
Описание вариантов воплощения
Способ производства многослойных оконных стекол согласно настоящему раскрытию включает в себя: герметическое связывание, с помощью герметически связывающего элемента, периферий спаренных стеклянных панелей, расположенных таким образом, чтобы они были обращены друг к другу на заданном расстоянии, с образованием пространства, герметически заключенного между стеклянными панелями, откачку воздуха из пространства через выход, для приведения пространства в состояние пониженного давления; и разделение, после приведения пространства в состояние пониженного давления, пространства элементом, формирующим области, на выходную область, включающую в себя выход, и область пониженного давления, отличную от выходной области.
В способе производства многослойных оконных стекол, после того, как пространство между парой стеклянных панелей, периферии которых герметически связывают с помощью герметически связывающего элемента, приводят в состояние пониженного давления, пространство разделяют на выходную область и область пониженного давления элементом, формирующим области. Согласно способу производства в соответствии с этим настоящим раскрытием, пространство между парой стеклянных панелей, приведенное в состояние пониженного давления, разделяют на выходную область и область пониженного давления элементом, формирующим области. Поэтому, даже когда откачная труба, используемая для откачки, удалена, впоследствии можно поддерживать область пониженного давления в состоянии пониженного давления. Впоследствии, становится возможным получать многослойное оконное стекло, которое может поддерживать желаемые свойства, такие как теплоизолирующие свойства, свойства предотвращения конденсации росы и звукоизолирующие свойства, и, тем не менее, не включает в себя никаких нежелательных выступов из внешней поверхности стеклянной панели.
Следует отметить, что в настоящем описании фраза о том, что давление в пространстве между парой стеклянных панелей снижено, означает, что пространство между парой стеклянных панелей приведено в состояние, в котором давление является более низким, чем внешнее атмосферное давление. Кроме того, состояние пониженного давления в настоящем описании означает состояние, в котором давление внутри пространства является более низким, чем внешнее атмосферное давление, и, таким образом, может включать в себя так называемое состояние вакуума, получаемое за счет снижения давления путем откачки воздуха из пространства, безотносительно к уровню вакуума. Кроме того, состояние, возникающее вследствие откачки воздуха из внутреннего пространства, а затем, заполнения пространства, по меньшей мере, одним из различных газов, таким как инертный газ, является случаем состояния пониженного давления согласно настоящему описанию тогда, когда давление газа во внутреннем пространстве, в конечном счете, является более низким, чем атмосферное давление.
Кроме того, согласно предпочтительному аспекту способа производства многослойных оконных стекол согласно вышеописанному настоящему раскрытию, элемент, формирующий области, включает в себя воздушный канал, соединяющий между собой выходную область и область пониженного давления, при условиях, при которых формируется пространство; а после приведения пространства в состояние пониженного давления, пространство разделяют на выходную область и область пониженного давления путем перекрывания воздушного канала. Согласно этому аспекту пространство можно легко разделить на выходную область и область пониженного давления после приведения пространства, расположенного между парой стеклянных панелей, в состояние пониженного давления.
В этом случае, воздушный канал представляет собой промежуток элемента, формирующего области, образованного таким образом, чтобы он имел прерывистую форму, а после приведения пространства в состояние пониженного давления промежуток может быть перекрыт за счет расплавления элемента, формирующего области.
Кроме того, согласно другому предпочтительному аспекту способа производства многослойных оконных стекол согласно вышеописанному настоящему раскрытию высота образования элемента, формирующего области, перед его расплавлением, является меньшей, чем высота образования герметически связывающего элемента, перед его расплавлением; а после приведения пространства в состояние пониженного давления при условиях, когда пару стеклянных панелей герметически связывают путем расплавления герметически связывающего элемента, пространство разделяют на выходную область и область пониженного давления элементом, формирующим области, путем уменьшения расстояния между парой стеклянных панелей. Согласно этому аспекту можно легко разделить пространство, находящееся в состоянии пониженного давления, на выходную область и область пониженного давления, путем регулировки расстояния между парой стеклянных панелей.
Кроме того, согласно другому предпочтительному аспекту температура плавления элемента, формирующего области, является более высокой, чем температура плавления герметически связывающего элемента; пространство формируется за счет герметического связывания пары стеклянных панелей при температуре, вызывающей расплавление герметически связывающего элемента, с образованием пространства, а после приведения пространства в состояние пониженного давления, пространство разделяют на выходную область и область пониженного давления за счет расплавления элемента, формирующего области, при температуре, вызывающей расплавление элемента, формирующего области. Согласно этому аспекту можно легко разделить пространство, находящееся в состоянии пониженного давления, на выходную область и область пониженного давления путем регулировки температур плавления элемента, формирующего области, и герметически связывающего элемента.
Кроме того, согласно другому предпочтительному аспекту после формирования пространства путем осуществления расплавления внутри печи, для расплавления герметически связывающего элемента, и последующего приведения пространства в состояние пониженного давления вне печи, пространство разделяют на выходную область и область пониженного давления путем повторного проведения расплавления внутри печи, для расплавления элемента, формирующего области. Согласно этому аспекту этап откачки пространства, образованного между стеклянными панелями, может быть проведен при более низкой температуре, чем температура этапов расплавления герметически связывающего элемента и элемента, формирующего области. Поэтому, пространство может быть откачано до достижения состояния пониженного давления путем использования простого и недорогого оборудования.
Кроме того, согласно другому предпочтительному аспекту выход формируют, по меньшей мере, в одной стеклянной панели из пары стеклянных панелей. Согласно другому аспекту пространство приводят в состояние пониженного давления путем использования откачной трубы, соединенной с выходом; а откачную трубу удаляют после разделения пространства на выходную область и область пониженного давления. Согласно каждому аспекту многослойное оконное стекло может быть получено путем использования оборудования для изготовления, пригодного для понижения давления в пространстве посредством откачной трубы, соединенной с выходом.
Кроме того, согласно другому предпочтительному аспекту герметически связывающий элемент и элемент, формирующий области, изготавливают из стеклоприпоя. Стеклоприпой обычно используют в качестве уплотнения для образования герметично закрытого пространства, путем расплавления уплотнения теплом, и поэтому многослойное оконное стекло можно получать при пониженной стоимости.
Кроме того, согласно другому предпочтительному аспекту разделитель для поддержания зазора между парой стеклянных панелей размещают на поверхности, по меньшей мере, одной стеклянной панели из пары стеклянных панелей. Согласно этому аспекту можно точно поддерживать зазор между парой стеклянных панелей и получать многослойное оконное стекло с высокой стойкостью к внешним соударениям.
Кроме того, согласно другому предпочтительному аспекту элемент, поддерживающий высоту, для поддержания зазора между парой стеклянных панелей размещают на участке, на котором должен быть образован герметически связывающий элемент. Согласно этому аспекту даже на периферии, на которой образован герметически связывающий элемент, величину зазора между парой стеклянных панелей можно поддерживать при заданном значении.
Кроме того, согласно другому предпочтительному аспекту, по меньшей мере, одно из устройств - разделитель или элемент, поддерживающий высоту, формируют путем фотолитографии. Путем использования фотолитографии, разделитель или элемент, поддерживающий высоту, имеющий заданную форму, может быть точно размещен в заданном местоположении.
Здесь и далее, способ изготовления многослойных оконных стекол согласно настоящему раскрытию описан со ссылкой на чертежи.
Следует отметить, что для удобства разъяснения чертежи, упомянутые ниже, относятся к способу производства многослойных оконных стекол согласно настоящему раскрытию и к многослойному оконному стеклу, полученному способом согласно настоящему раскрытию, и упрощенно иллюстрируют в основном участки, необходимые для описания раскрытия. Поэтому, многослойные оконные стекла, описанные со ссылкой на чертежи, могут иметь любую конфигурацию, которая не показана на упоминаемых чертежах. Кроме того, размеры элементов, показанных на чертежах, на практике не обязательно точно отражают размеры и соотношения размеров элементов.
Первый вариант воплощения
Во-первых, конфигурация многослойного оконного стекла, полученного способом производства многослойных оконных стекол согласно настоящему варианту воплощения, описана со ссылкой на ФИГ. 1 и ФИГ. 2.
ФИГ. 1 представляет собой вид сверху, иллюстрирующий схематическую конфигурацию конечного изделия в виде многослойного оконного стекла, полученного способом производства многослойного оконного стекла согласно настоящему раскрытию. Кроме того, ФИГ. 2 представляет собой поперечный разрез, иллюстрирующий схематическую конфигурацию конечного изделия многослойного оконного стекла, полученного способом производства многослойного оконного стекла согласно настоящему раскрытию. Следует отметить, что ФИГ. 2 представляет собой изображение, иллюстрирующее поперечно разрезанную структуру, где разрез проведен по линии X-X' на ФИГ. 1.
Как показано на ФИГ. 1 и ФИГ. 2, многослойное оконное стекло 1, полученное способом производства согласно настоящему раскрытию, включает в себя: заднюю стеклянную панель 2 и переднюю стеклянную панель 3, которые заданы в виде спаренных стеклянных панелей, расположенных таким образом, чтобы они были обращены друг к другу; и первое уплотнение 4, заданное как герметически связывающий элемент, герметически связывающий периферии стеклянных панелей 2 и 3 таким образом, чтобы было образовано пространство A, герметически заключенное между стеклянной панелью 2 и стеклянной панелью 3.
Следует отметить, что для поддержания расстояния между стеклянной панелью 2 и стеклянной панелью 3 на заданном расстоянии, разделители 6 располагают с внутренней стороны области задней стеклянной панели 2, на которую нанесен герметик 4 из стеклоприпоя.
В способе производства многослойного оконного стекла согласно настоящему варианту воплощения воздух во внутреннем пространстве A откачивают через выход 7 задней стеклянной панели 2, для приведения пространства A в состояние пониженного давления, а затем пространство A разделяют перегородкой 5, служащей в качестве элемента, формирующего области, на выходную область B, включающую в себя выход 7, и область пониженного давления C, заданную как область, отличная от выходной области. Поэтому, в многослойном оконном стекле 1 в законченном состоянии, показанном на ФИГ. 1 и ФИГ. 2, можно поддерживать состояние пониженного давления в области пониженного давления C. Кроме того, после разделения пространства A на выходную область B и область пониженного давления C перегородкой 5, откачную трубу, соединенную с выходом 7, удаляют. Таким образом, выходную область B пространственно соединяют с внешней средой, и, следовательно, выходная область B заполняется воздухом.
Как было описано выше, в многослойном оконном стекле 1, полученном способом производства согласно настоящему варианту воплощения, область пониженного давления C, которая занимает большую часть пространства A, образованного между парой стеклянных панелей 2 и 3, поддерживают в состоянии пониженного давления, и, тем самым, достигаются свойства (например, термоизолирующий эффект, эффект предотвращения конденсации росы и звукоизолирующий эффект), присущие многослойному оконному стеклу, в котором давление во внутреннем пространстве понижено. Дополнительно, откачная труба, используемая для откачки воздуха из пространства A, была удалена, и поэтому, как показано на ФИГ. 2, из задней стороны стеклянной панели 2 многослойного оконного стекла 1 наружу не выходит ни одного выступа, и, следовательно, недостаток, вызванный присутствием выступающей откачной трубы в момент использования и перемещения многослойного оконного стекла 1, может быть разрешен. Кроме того, откачная труба была удалена, и, таким образом, можно избежать нежелательной ситуации, когда все пространство между стеклянными панелями 2 и 3 многослойного оконного стекла 1 не находится в состоянии пониженного давления, из-за поломки откачной трубы.
Здесь и далее, первый пример способа производства для конечного продукта многослойного оконного стекла 1, описанного со ссылкой на ФИГ. 1 и ФИГ. 2, описан как способ производства многослойных оконных стекол согласно настоящему варианту воплощения.
ФИГ. 3 и ФИГ. 4 представляют собой диаграммы для описания первого примерного способа производства для получения конечного продукта многослойного оконного стекла 1, описанного со ссылкой на ФИГ. 1 и ФИГ. 2. ФИГ. 3 представляет собой вид сверху, иллюстрирующий состояние, в котором задняя стеклянная панель 2 и передняя стеклянная панель 3 еще не были герметично связаны с помощью герметика 4 из стеклоприпоя. ФИГ. 4 представляет собой поперечный разрез, иллюстрирующий состояние, в котором задняя стеклянная панель 2 и передняя стеклянная панель 3 еще не были герметично связаны с помощью герметика 4 из стеклоприпоя. ФИГ. 4 представляет собой изображение, иллюстрирующее поперечно разрезанную структуру, где разрез проведен по линии Y-Y' на ФИГ. 3.
Как показано на ФИГ. 3 и ФИГ. 4, в способе производства многослойных оконных стекол согласно настоящему варианту воплощения герметик 4 из стеклоприпоя в форме рамки, служащей в качестве герметически связывающего элемента наносят на периферийный участок передней поверхности 2a заданной стеклянной панели 2, который представляет собой поверхность, обращенную к передней стеклянной панели 3. Кроме того, выход 7, проходящий сквозь стеклянную панель 2, создают вблизи угла заданной стеклянной панели 2. Дополнительно, для задней поверхности 2b стеклянной панели 2, соединяемой с выходом 7, обеспечена откачная труба 8. Следует отметить, что в многослойном оконном стекле, описанном в настоящем варианте воплощения, откачную трубу 8 создают из стекла, а внутренний диаметр откачной трубы 8 равен диаметру выхода 7. Откачную трубу 8 соединяют с выходом 7 стандартным способом, таким как сваривание стекла, и способом с использованием расплавленного металла, применяемого в качестве сварочного материала. Следует отметить, что откачная труба 8 может представлять собой вышеупомянутую стеклянную трубу или металлическую трубу.
Стеклянная панель, используемая в многослойном оконном стекле, используемом для пояснения способа производства согласно настоящему варианту воплощения, может быть выбрана из различных стеклянных панелей, изготовленных из калий-натриевого стекла, стекла с высокими механическими напряжениями, химически упрочненного стекла, бесщелочного стекла, кварцевого стекла, стекла Neoceram, физически упрочненного стекла и т.п. Следует отметить, что, в настоящем варианте воплощения примеры стеклянной панели 2 и стеклянной панели 3 обладают одинаковой формой и толщиной. Однако, такие стеклянные панели могут обладать различными размерами и толщиной. Кроме того, стеклянная панель может быть выбрана, в соответствии с ее применением, из стеклянных панелей с различными размерами, включая стеклянную панель, которая составляет несколько см сбоку и, стеклянную панель, которая находится в диапазоне примерно 2-3 м сбоку, максимум. Дополнительно, стеклянная панель может быть выбрана, в соответствии с ее применением, из стеклянных панелей с различными размерами, включая стеклянную панель с толщиной в диапазоне примерно 2-3 мм и стеклянную панель с толщиной примерно 20 мм.
Перегородка 5, служащая в качестве элемента, формирующего области, образована на передней поверхности 2a стеклянной панели 2 таким образом, чтобы концы перегородки 5 были соединены с герметиком 4 из стеклоприпоя, таким образом, чтобы она окружала выход 7, наряду с герметиком 4 из стеклоприпоя. В настоящем варианте воплощения один и тот же низкоплавкий стеклоприпой используют для герметика 4 из стеклоприпоя, герметически связывающий пару стеклянных панелей 2 и 3, и для перегородки 5.
Более подробно, в качестве одного из примеров, можно использовать пасту стеклоприпоя на основе висмута, включающую в себя: 60-75% компонента стекла, который состоит в основном из оксида висмута, и включает в себя 70% или более Bi2O3, 5-15% каждого из B2O3 и ZnO и 10% или менее других компонентов: 20-30% оксида цинка-кремния и 5-15% смеси органических соединений, таких как этилцеллюлоза, терпинеол и полиизобутилметакрилат. Этот стеклоприпой имеет температуру размягчения 434°C.
Следует отметить, что, стеклоприпой, используемый для герметика 4 из стеклоприпоя и для перегородки 5, может быть выбран из фритты на основе свинца и фритты на основе ванадия, в дополнение к фритте на основе висмута. Кроме того, в качестве альтернативы для стеклоприпоя, для герметически связывающего элемента и элемента, формирующего области может быть использовано уплотнение, изготовленное из низкоплавкого металла или смолы.
В состоянии, когда герметик 4 из стеклоприпоя и перегородка 5 еще не были расплавлены, щель 5a, служащую в качестве воздушного канала, формируют, чтобы она проходила сквозь перегородку 5, а перегородка 5 является прерывистой в части, где эта щель сформирована. Иными словами, щель 5a, образованная в перегородке 5, пространственно соединяет между собой противоположные части пространства A, образованные парой стеклянных панелей 2 и 3, и герметик 4 из стеклоприпоя относительно перегородки 5.
Множество разделителей 6 расположено в продольном и поперечном направлениях, при регулярных промежутках на передней поверхности 2a стеклянной панели 2, таким образом, чтобы они были расположены на стороне перегородки 5, противоположной от стороны, где образован выход 7. Например, каждый из разделителей 6, включенных в многослойное оконное стекло согласно настоящему варианту воплощения, имеет цилиндрическую форму, с диаметром 1 мм и высотой 100 мкм, а каждое из промежутков при размещении в направлении длины и ширины, составляет 2 см. Форма разделителя не ограничена вышеуказанной цилиндрической формой и может быть выбрана из различных типов форм, таких как призматическая форма и сферическая форма. Кроме того, размер разделителя, количество установленных разделителей, промежуток между разделителями и расположение схемы разделителей не ограничены вышеупомянутыми случаями и могут быть подходящим образом выбраны в соответствии с размером и толщиной используемой стеклянной панели.
Кроме того, в способе производства согласно настоящему варианту воплощения, разделитель 6 изготавливают из фотоотверждаемой смолы путем фотолитографии перед нанесением герметика 4 из стеклоприпоя на переднюю поверхность 2a стеклянной панели 2, и при этой фотолитографии фотоотверждаемую смолу наносят на всю переднюю поверхность 2a, для образования пленки с заданной толщиной, а затем пленку подвергают воздействию света, с использованием маски, для отверждения требуемых частей пленки, с образованием разделителей 6, а затем нежелательную часть пленки удаляют путем промывки. Путем использования фотолитографии указанным образом, разделители с заданным размером и поперечным разрезом могут быть точно размещены в заданных местоположениях. Следует отметить, что когда разделители 6 изготовлены из прозрачной фотоотверждаемой смолы, разделители 6 могут быть с меньшей вероятностью визуально восприняты, при использовании многослойного оконного стекла 1.
Материал разделителя 6 не ограничен вышеупомянутой фотоотверждаемой смолой и может быть выбран из различных материалов, которые не расплавляются в процессе нагрева, описанном ниже. Кроме того, вместо использования фотолитографии, разделители, изготовленные из материала, такого как металл, могут быть повсюду закреплены или связаны в заданных местоположениях на передней поверхности 2a стеклянной панели 2 на задней стороне аналогично стандартному многослойному оконному стеклу. Следует отметить, что при проведении формирования и размещения разделителей без использования фотолитографии, является предпочтительным, чтобы разделители имели сферическую или кубическую форму. В этом случае, даже когда разделители, расположенные на поверхности стеклянной панели, непреднамеренно направлены в различных направлениях, можно точно установить расстояние между парой стеклянных панелей.
Следует отметить, что многослойное оконное стекло, полученное способом производства согласно настоящему раскрытию, не обязательно должно включать в себя разделитель, и может обойтись без разделителя. Кроме того, разделитель может быть образован на поверхности стеклянной панели, на передней стороне, обращенной вовнутрь.
Как показано на ФИГ. 4, когда герметик 4 из стеклоприпоя и перегородка 5 еще не были расплавлены, герметик 4 из стеклоприпоя и перегородка 5 образуются таким образом, что они становятся выше, чем разделитель 6. По этой причине, стеклянную панель 3 на передней стороне располагают поверх вершин герметика 4 из стеклоприпоя и перегородки 5, а зазоры формируют между стеклянной панелью 3 и вершинами разделителей 6.
ФИГ. 5 представляет собой диаграмму, иллюстрирующую примеры состояний конфигурации процесса расплавления при плавлении герметика 4 из стеклоприпоя и перегородки 5 и процесс откачки при откачке воздуха из пространства между парой стеклянных панелей 2 и 3 в способе производства многослойных оконных стекол согласно настоящему варианту воплощения.
Как показано на ФИГ. 5, в первом процессе расплавления, сначала желаемую температуру печи задают на уровне температуры (например, 450°C) более высокой, чем температура точки размягчения 434°C стеклоприпоя, используемого для герметика 4 из стеклоприпоя и перегородки 5. В этом процессе герметик 4 из стеклоприпоя начинает плавиться, и, таким образом, периферии пары стеклянных панелей 2 и 3 герметически связываются, и, тем самым, между парой стеклянных панелей 2 и 3 образуется герметически заключенное пространство A. Одновременно, перегородка 5 также начинает плавиться, и, таким образом, перегородка 5 приваривается к стеклянной панели 2 и стеклянной панели 3. Однако, температуру печи в первом процессе расплавления задают на уровне температуры 450°C, которая слегка выше, чем температура точки размягчения стеклоприпоя, и поэтому перегородка 5 не сильно изменяется по форме, и, таким образом, щель 5a оказывается еще не закрытой. В первом процессе расплавления является важным, чтобы щель 5a, формируемая в перегородке 5, еще не была закрытой. Следовательно, температура печи поддерживается при максимальной температуре 450°C в первом процессе расплавления, а непрерывный период (требуемый период) расплавления задается, до определенной степени, таким образом, чтобы щель 5a перегородки 5 не была закрыта. В настоящем варианте воплощения непрерывный период (T1) в этом первом процессе расплавления составляет, например 10 минут.
Впоследствии, как показано на ФИГ. 5, начинается процесс откачки. В процессе откачки температура внутри печи временно понижается до температуры (например, 380°C), равной или меньшей, чем температура точки плавления 434°C стеклоприпоя, и одновременно воздух откачивают из пространства A с помощью вакуумного насоса. В ходе процесса откачки, температура внутри печи задается таким образом, чтобы она была ниже, чем температура точки размягчения, и, таким образом, герметик 4 из стеклоприпоя и перегородка 5 не расплавляются и не изменяют свою форму.
Принимая во внимание обеспечение термоизолирующих свойств, необходимых для многослойного оконного стекла, является предпочтительным, чтобы уровень вакуума в пространстве A был меньшим или равным 0,1 Па. Термоизолирующие свойства многослойного оконного стекла повышаются с повышением уровня вакуума. Однако, для получения более высокого уровня вакуума необходимо улучшить производительность вакуумного насоса и повысить период откачки, и это может вызвать повышение производственных расходов. Следовательно, принимая во внимание производственные расходы, является предпочтительным, чтобы уровень вакуума поддерживался на уровне, достаточном для обеспечения свойств, необходимых для многослойного оконного стекла, и не был повышен более чем обычно.
Следует отметить, что, при намеренном понижении желаемой температуры в процессе откачки, требуется время на повышение температуры до достижения температуры, необходимой для второго процесса расплавления, описываемого ниже. Следовательно, принимая во внимание сокращение необходимого периода для всего процесса расплавления и процесса откачки, можно эффективно устанавливать желаемую температуру в момент приведения в действие процесса откачки, до достижения температуры, чуть более низкой, чем температура точки размягчения стеклоприпоя. Например, когда желаемая температура процесса откачки составляет 420°C, и непрерывный период (T2) составляет 120 минут, пространство внутри многослойного оконного стекла может быть эффективно откачано.
Затем, как показано на ФИГ. 5, при откачке пространства A, температура печи повышается до 465°C для второго процесса расплавления. Когда откачка пространства A продолжается, атмосферное давление может заставить внешнюю силу сузить зазор между парой стеклянных панелей 2 и 3, и, следовательно, стеклянная панель 2 и стеклянная панель 3 сжимаются таким образом, что расстояние между ними уменьшается. В многослойном оконном стекле, полученном посредством настоящего варианта воплощения, в качестве примера, расположены разделители 6 высотой 100 мкм, и, таким образом, расстояние между парой стеклянных панелей 2 и 3 поддерживается равным высоте распределителей 100 мкм. Возникает сила, вызывающая понижение расстояния между стеклянными панелями 2 и 3, и поэтому герметик 4 из стеклоприпоя и перегородка 5, которые плавятся, сжимаются сверху и снизу. Поэтому, на виде сверху, ширина герметика 4 из стеклоприпоя и перегородки 5 повышаются. Следовательно, пара стеклянных панелей 2 и 3 герметически связываются прочно и успешно с герметиком 4 из стеклоприпоя, и щель 5a, образованная в перегородке 5 в виде воздушного канала, сужается и, таким образом, перекрывается. Когда щель 5a перегородки 5 перекрывается, пространство A разделяется на выходную область B, которая представляет собой пространство, включающее в себя выход 7, и область пониженного давления C, которая представляет собой пространство, отличное от выходной области. Следует отметить, что во втором процессе расплавления сила механического сжатия может быть приложена, по меньшей мере, к одной из стеклянных панелей, для уменьшения расстояния между стеклянными панелями, если это необходимо.
Во втором процессе расплавления является важным, как было описано выше, чтобы перегородка 5 была в значительной мере расплавлена, и таким образом, щель 5a служащая в качестве воздушного канала, была бы успешно перекрыта. В качестве примера, когда непрерывный период (T3) при желаемой температуре 465°C во втором процессе расплавления составляет 30 минут, можно успешно разделить перегородкой 5 пространство A на выходную область B и область пониженного давления C.
Как показано на поперечном разрезе, показанном на ФИГ. 6, расстояние между стеклянной панелью 2 и стеклянной панелью 3 задают как заданное расстояние, определяемое разделителем 6, и щель 5a перегородки 5 полностью перекрывается, и, таким образом, пространство A можно идеально разделить на выходную область B и область пониженного давления C. Впоследствии, температура печи понижается, а затем многослойное оконное стекло извлекают из печи.
Как было описано выше, пространство A приводят в состояние пониженного давления путем откачки воздуха из пространства A через выход 7 стеклянной панели 2, а впоследствии пространство A разделяют перегородкой 5 на выходную область B и область пониженного давления C. В состоянии, показанном на ФИГ. 6, область пониженного давления C поддерживают в состоянии пониженного давления. В этом состоянии, показанном на ФИГ. 6, откачную трубу 8 удаляют, и, тем самым, может быть получен конечный продукт многослойного оконного стекла 1, описанный со ссылкой на ФИГ. 1 и ФИГ. 2. Следует отметить, что после отсоединения откачной трубы 8 от вакуумного насоса, внутри выходной области B возникает такое же атмосферное давление, что и снаружи. Следовательно, становится легко удалить откачную трубу 8.
ФИГ. 7 показывает другие состояния конфигурации процесса расплавления для расплавления герметика 4 из стеклоприпоя и перегородки 5 и процесс откачки для откачки воздуха из пространства A между парой стеклянных панелей 2 и 3 в способе производства многослойных оконных стекол согласно настоящему варианту воплощения. Состояния конфигурации, показанные на ФИГ. 7, отличаются от состояний конфигурации, показанных на ФИГ. 5 тем, что температура многослойного оконного стекла понижается до комнатной температуры после первого процесса расплавления.
Сначала, осуществляют первый процесс расплавления для расплавления герметика 4 из стеклоприпоя для герметического связывания пары стеклянных панелей 2 и 3, для формирования пространства A. Состояние конфигурации согласно первому процессу расплавления может быть тем же, что и состояние, показанное на ФИГ. 5, и, таким образом, максимально достигаемая температура 450°C выше, чем температура точки размягчения 434°C стеклоприпоя, используемого для герметика 4 из стеклоприпоя и перегородки 5, а, в качестве примера, непрерывный период (T4) составляет 10 минут. Впоследствии, температура многослойного оконного стекла понижается до комнатной температуры при извлечении многослойного оконного стекла из печи, и т.п.
Затем, при комнатной температуре проводят процесс откачки для откачки воздуха из пространства A через откачную трубу 8 с помощью вакуумного насоса, для получения пространства A, с заданным уровнем вакуума. Желаемый период (T5) в процессе откачки составляет, например, 300 минут.
В другом состоянии конфигурации пример, показанный на ФИГ. 7, в конце процесса откачки, при условии, когда уровень вакуума пространства A представляет собой заданное значение, такое как 0,1 Па или менее, проводят герметизацию кончика откачной трубы 8 для замыкания пространства A, т.е. так называемую отпайку. При этом, даже когда многослойное оконное стекло, в котором пространство A, образованное парой стеклянных панелей, имеет заданный уровень вакуума, отсоединяют от вакуумного насоса, пространство A можно поддерживать в состоянии пониженного давления.
После процесса откачки, многослойное оконное стекло, в котором откачная труба 8 была подвергнута отпайке, помещают снова внутрь печи, и, в качестве примера, проводят второй процесс расплавления при максимальной температуре 465°C и непрерывном периоде (T6) 30 минут. В других состояниях конфигурации, показанных на ФИГ. 7, состояния температуры печи могут быть теми же, что и состояние температуры, показанное на ФИГ. 5, но во втором процессе расплавления откачка из пространства A не проводится. Как было описано выше, в случае примера состояния конфигурации, показанного на ФИГ. 7, во втором процессе расплавления откачка не проводится, однако, поскольку процесс откачки проводился при комнатной температуре, пространство A в состоянии пониженного давления имеет давление ниже, чем давление снаружи. Следовательно, внешнюю силу прикладывают для уменьшения расстояния между парой стеклянных панелей 2 и 3. В результате, подобно состоянию конфигурации, показанному на ФИГ. 5, во втором процессе расплавления герметик 4 из стеклоприпоя в достаточной мере расплавляется, и таким образом, стеклянные панели 2 и 3 жестко герметически соединяются, и щель 5a перегородки 5 перекрывается, и, следовательно, пространство A разделяется на выходную область B и область пониженного давления C.
Следует отметить, что при проведении процесса расплавления и процесса откачки при других состояниях конфигурации, показанных на ФИГ. 7, кончик откачной трубы 8 подвергается отпайке. Следовательно, даже после завершения второго процесса расплавления, каждая из областей, - выходная область B и область пониженного давления C поддерживаются в состоянии пониженного давления. Затем, после удаления откачной трубы 8, выходная область B имеет то же давление, что и атмосферное давление, тогда как область пониженного давления C поддерживается в состоянии пониженного давления. Следовательно, можно получить конечный продукт многослойного оконного стекла 1, показанный на ФИГ. 1 и ФИГ. 2.
Как было описано выше, согласно способу производства, в котором использованы другие состояния конфигурации, показанные на ФИГ. 7, между первым процессом расплавления и вторым процессом расплавления проводят процесс откачки, при условиях, когда температура многослойного оконного стекла задана на уровне комнатной температуры. Следовательно, процесс расплавления и процесс откачки могут быть проведены независимо, и, таким образом, печь, используемая в процессе расплавления, может быть отделена от вакуумного насоса, используемого в процессе откачки. В результате, печь может быть упрощена и уменьшена в размерах, и поэтому уровень герметизации печи может быть повышен, может быть снижено необходимое энергопотребление и сокращено время, необходимое для повышения температуры. Кроме того, вакуумный насос может быть расположен в местоположении, удаленном от печи, обладающей высокой температурой, и, следовательно, нет никакой необходимости в принятии мер для предохранения оборудования для зажимания вакуумного клапана вакуумного насоса и/или откачной трубы от воздействия высокой температуры, и поэтому производственное оборудование может быть упрощено.
Напротив, во втором процессе расплавления пространство A не подвергается откачиванию, и, таким образом, внешняя сила, вызывающая понижение расстояния между парой стеклянных панелей, является более слабой, чем сила в случае состояний конфигурации, показанных на ФИГ. 5. Поэтому, необходимо тщательно контролировать состояние применения и вязкость стеклоприпоя для герметика 4 из стеклоприпоя и перегородки 5 таким образом, чтобы после прохождения второго процесса расплавления расстояние между парой стеклянных панелей 2 и 3 стало равно заданному расстоянию, а щель 5a перегородки 5 была перекрыта, для достижения успешного разделения пространства A на выходную область B и область пониженного давления C. Кроме того, предполагается, что, по меньшей мере, к одной из стеклянных панелей может быть приложена сила механического сжатия, для поддержания расстояния между стеклянными панелями на заданном уровне, если это необходимо. Дополнительно, при получении многослойного оконного стекла при состоянии конфигурации, показанном на ФИГ. 7, на этапе удаления откачной трубы 8 выходную область B, пространственно соединенную с откачной трубой 8, поддерживают в состоянии пониженного давления. Поэтому, необходимо уделять внимание правильному и безопасному удалению откачной трубы 8.
Как было описано выше, согласно способу производства многослойных оконных стекол согласно настоящему варианту воплощения, перегородка 5 снабжена щелью 5a в качестве воздушного канала, а щель 5a перекрывается во втором процессе расплавления, и, тем самым, пространство A, образованное между парой стеклянных панелей, может быть разделено на выходную область B и область пониженного давления C. В настоящем варианте воплощения пример, в котором показана одна щель 5a, образованная в почти что центральной части перегородки 5, тем не менее, когда щель 5a, служащая в качестве воздушного канала формируется в перегородке 5, местоположение щели, количество щелей и т.п., можно подобрать надлежащим образом.
Кроме того, воздушный канал, образованный в перегородке 5, не ограничен щелью.
ФИГ. 8 представляет собой увеличенный вид сверху, иллюстрирующий исходную заготовку, включающую в себя перегородку согласно первой модификации, представляющей в качестве примера конфигурацию перегородки, снабженной воздушным каналом, отличным от щели.
Перегородка 5 согласно первой модификации, показанной на ФИГ. 8, включает в себя две части 5b и 5c. Части 5b и 5c соединяют с герметиком 4 из стеклоприпоя на их одних концах и включают в себя искривленные части в различных направлениях на других концах, противоположных концам, соединенным с герметиком 4 из стеклоприпоя. Согласно этой структуре, зазор 5d между искривленными частями служит в качестве воздушного канала, соединяющего между собой выходную область на выходной стороне и область пониженного давления в пространстве A.
Перегородку 5 изготавливают из герметика, такого как низкоплавкий стеклоприпой. Герметик может быть нанесен на заданное местоположение на поверхности 2a стеклянной панели 2, обращенной внутрь, за счет регулирования местоположения наносящего сопла, которое испускает пасту герметика из своего кончика. Следовательно, для формирования щели 5a с заданной шириной, которая представляет собой промежуток в перегородке 5, проходящей непрерывно, как показано на плоскостной конфигурации согласно ФИГ. 3, сопло проходит заданное расстояние, тогда как выпуск герметика из сопла в порядке эксперимента прекращают, а затем выпуск герметика из сопла начинают снова. Однако, в некоторых случаях, бывает трудно точно формировать прерывистую перегородку, включающую в себя щель с заданной шириной, из-за некоторых ограничений, таких как вязкость пасты и применимая ширина перегородки. Напротив, для перегородки 5 согласно модификации, показанной на ФИГ. 8, концы, противоположные от концов, соединенных с герметиком 4 из стеклоприпоя, искривлены в различных направлениях, с образованием зазора между противоположными концами, а зазор 5d используется в качестве воздушного канала. Поэтому, регулирование местоположения нанесения перегородки 5 соплом может быть облегчено, и, следовательно, возникает преимущество, состоящее в том, что перегородка 5 с желаемой формой может быть создана надлежащим образом.
Следует отметить, что, ширина зазора 5d между искривленными частями нанесенного стеклоприпоя, длина перекрытия нанесенных областей по двум различным направлениям, а также ширины образования перегородок 5b и 5c относительно перекрытия могут быть подходящим образом выбраны, с учетом вязкости и высоты нанесения стеклоприпоя, причем ширина перегородки 5 выравнивалась за счет прижатия во втором процессе расплавления при расплавлении воздушного канала за счет расплавления перегородки, и т.п. Кроме того, что касается формы концов частей перегородки 5, противоположных относительно концов, соединенных с герметиком 4 из стеклоприпоя, например, противоположных концов частей перегородки 5, они могут быть образованы в виде прямых участков, проходящих в различных направлениях, и, по меньшей мере, части этих прямых участков расположены по существу параллельно на заданном расстоянии. В итоге, можно использовать различные конфигурации, в которых перегородка, проходящая непрерывно, включает в себя части, расположенные на заданном расстоянии, а промежуток между частями служит в качестве воздушного канала, перекрываемого, когда перегородка выравнивается под действием прижатия во втором процессе расплавления.
ФИГ. 9 представляет собой увеличенный вид сверху, иллюстрирующий исходную заготовку многослойного оконного стекла, включающий в себя перегородку согласно второй модификации, которая представляет в качестве примера другую конфигурацию перегородки, снабженную воздушным каналом.
Перегородка 5 согласно второй модификации, показанной на ФИГ. 9, включает в себя: две частичные перегородки 5e, с одними концами, соединенными с герметиком 4 из стеклоприпоя, причем промежуток 5f определяется зазором между другими концами двух частичных перегородок 5e, которые расположены напротив других концов, соединенных с герметиком 4 из стеклоприпоя; и герметизирующие части 5g, более длинные, чем промежуток 5f, образованный, по меньшей мере, на одной из обеих сторон промежутка 5f.
Перегородка 5 согласно второй модификации, показанной на ФИГ. 9, включает в себя в ее центральной части промежуток 5f с заданной длиной, большей, чем ширина щели 5a перегородки 5, показанной на ФИГ. 3. В качестве одного примера, заданная длина является большей, чем ширина нанесения частичной перегородки 5e.
В перегородке 5, показанной на ФИГ. 9, промежуток 5f, образованный в центральной части, создают таким образом, чтобы он имел длину большую, чем ширина щели 5a, показанной на ФИГ. 3, а герметизирующая часть 5g для перекрывания промежутка 5f расположена вблизи промежутка 5f. Точность, необходимая для длины промежутка 5f, не является такой высокой. Следовательно, даже когда процесс нанесения перегородки 5 упрощен больше, чем процесс формирования щели 5a, показанной на ФИГ. 3, можно сформировать перегородку 5, включающую в себя воздушный канал, позволяющий осуществлять успешное разделение пространства A на выходную область B и область пониженного давления C.
Следует отметить, что в перегородке 5 согласно второй модификации, показанной на ФИГ. 9, длина промежутка 5f, длина герметизирующей части 5g и расстояние между частичной перегородкой 5e и герметизирующей частью 5g выбирают подходящим образом, с учетом материала герметика для перегородки 5, способа формирования нанесения, высоты нанесения, состояния температур во втором процессе расплавления, ширины частичной перегородки 5e, и т.п.
В случае использования перегородки согласно первой модификации, показанной на ФИГ. 8, или перегородки согласно второй модификации, показанный на ФИГ. 9, когда воздушный канал, образованный в перегородке, перекрывают для разделения пространства A на выходную область B и область пониженного давления C, перегородка 5 становится более широкой в своей части 5h, что возникает вследствие перекрытия воздушного канала, как показано на ФИГ. 10. Когда ширина перегородки 5 повышается более чем это необходимо, наличие перегородки 5 может легко распознаваться, при рассматривании конечного продукта многослойного оконного стекла. Кроме того, может возникнуть проблема, состоящая в том, что, будучи расплавленной, перегородка 5 может растекаться и протекать через выход 7. По этой причине, является предпочтительным, чтобы ширина части 5h перегородки 5, в которой воздушный канал перекрыт, в значительной степени контролировалась бы путем регулирования условий для нанесения и формирования перегородки 5.
Как было описано выше, способ производства многослойных оконных стекол согласно первому варианту воплощения настоящего раскрытия описан со ссылкой на случай, когда герметик из стеклоприпоя, служащий в качестве герметически связывающего элемента, и перегородка, служащая в качестве элемента, формирующего области, изготовлены путем использования одного и того же низкоплавкого стеклоприпоя.
Однако, в способе производства многослойных оконных стекол согласно настоящему варианту воплощения, герметик из стеклоприпоя и перегородка не ограничены изготовлением из одного и того же стеклоприпоя. Например, перегородка, служащая в качестве элемента, формирующего области, может быть изготовлена с использованием стеклоприпоя с температурой плавления более высокой, чем температура плавления герметика из стеклоприпоя, например, служащего в качестве герметически связывающего элемента. Более подробно, стеклоприпой, используемый для герметика из стеклоприпоя, и стеклоприпой, используемый для перегородки, имеют различные температуры плавления, и кроме того, температуру нагрева в первом процессе расплавления для расплавления герметика из стеклоприпоя для герметичного связывания пары стеклянных панелей задают на уровне температуры, равной или большей, чем температура плавления герметика из стеклоприпоя, и равной или меньшей, чем температура плавления перегородки, а температура нагрева во втором процессе расплавления для расплавления перегородки для деления пространства A на выходную область и область пониженного давления задают на уровне температуры, большей, чем температура плавления перегородки. При этом, можно четко отличать по состояния температур первый процесс расплавления для расплавления герметика из стеклоприпоя, с образованием заданного пространства между парой стеклянных панелей, от второго процесса расплавления для расплавления перегородки, с перекрыванием воздушного канала для деления пространства между парой стеклянных панелей на выходную область и область пониженного давления.
В качестве альтернативы, герметически связывающий элемент и элемент, формирующий области, могут быть изготовлены из герметиков, отличных от стеклоприпоя и обладающих различными расплавленными состояниями. Как и для данного случая, герметически связывающий элемент и элемент, формирующий области, изготавливают из герметиков, плавящихся при различных условиях, и лишь герметически связывающий элемент расплавляют в первом процессе расплавления, и только элемент, формирующий области расплавляют во втором процессе расплавления. Поэтому, можно избежать неожиданных ситуаций, при которых элемент, формирующий области, нежелательно расплавится в первом процессе расплавления, а воздушный канал сузится, и, таким образом, эффективность откачки для пространства, вероятно, понижается, а в худшем случае, воздушный канал перекрывается в первом процессе расплавления, и, таким образом, область пониженного давления не сможет иметь достаточным образом пониженное давление.
Следует отметить, что когда, как герметик из стеклоприпоя, служащий в качестве герметически связывающего элемента, так и перегородку, служащую в качестве элемента, формирующего области, изготавливают из низкоплавкого стеклоприпоя, температуру плавления стеклоприпоя можно отрегулировать за счет компонентов, размеров и содержания стеклянного порошка, используемого для стеклоприпоя, и металлического порошка, содержащегося в стеклоприпое, и/или отрегулировать концентрацию и содержание компонента смолы, используемого в качестве растворителя.
Второй вариант воплощения
Способ изготовления многослойных оконных стекол согласно второму варианту воплощения настоящего раскрытия описан со ссылкой на чертежи.
Способ производства многослойных оконных стекол согласно второму варианту воплощения отличен от способа производства многослойных оконных стекол согласно вышеупомянутому первому варианту воплощения в том, что высота образования герметика 4 из стеклоприпоя, служащего в качестве герметически связывающего элемента, образованного на поверхности 2a заданной стеклянной панели 2, обращенной вовнутрь, является более низкой, чем высота образования перегородки 5, служащей в качестве элемента, формирующего области. Следует отметить, что, в нижеследующем тексте, относящемся к настоящему варианту воплощения, компоненты, общие для настоящего варианта воплощения и первого варианта воплощения, обозначены одинаковыми ссылочными обозначениями, и их подробные описания могут быть опущены.
ФИГ. 11 и ФИГ. 12 представляют собой диаграммы для описания способа производства для многослойного оконного стекла согласно второму варианту воплощения. ФИГ. 11 представляет собой вид сверху, иллюстрирующий состояние, в котором задняя стеклянная панель 2 и передняя стеклянная панель 3 еще не были герметично связаны с помощью герметика 4 из стеклоприпоя. ФИГ. 12 представляет собой поперечный разрез, иллюстрирующий состояние, в котором задняя стеклянная панель 2 и передняя стеклянная панель 3 еще не были связаны с помощью герметика 4. ФИГ. 12 представляет собой изображение, иллюстрирующее поперечно-разрезанную структуру, где разрез проведен по линии Z-Z' на ФИГ. 11. ФИГ. 11 аналогична ФИГ. 3, относящейся к первому варианту воплощения. ФИГ. 12 аналогична ФИГ. 4, относящейся к первому варианту воплощения.
Как показано на ФИГ. 11 и ФИГ. 12, в способе производства многослойных оконных стекол 1 согласно настоящему варианту воплощения, герметик 4 из стеклоприпоя в форме рамки, служащей в качестве герметически связывающего элемента, наносят на периферийный участок передней поверхности 2a заданной стеклянной панели 2, где данная поверхность представляет собой поверхность, обращенную к передней стеклянной панели 3. Кроме того, выход 7, проходящий сквозь стеклянную панель 2, образован в углу заданной стеклянной панели 2. Дополнительно, откачная труба 8 обеспечена для задней поверхности 2b стеклянной панели 2, соединяемой с выходом 7.
Перегородку 5, служащую в качестве элемента, формирующего области, формируют на передней поверхности 2a стеклянной панели 2 таким образом, чтобы она окружала выход 7, наряду с герметиком 4 из стеклоприпоя. В настоящем варианте воплощения один и тот же низкоплавкий стеклоприпой используют для герметика 4 из стеклоприпоя, герметически связывающего пару стеклянных панелей 2 и 3, и для перегородки 5. Однако, высота нанесения герметика 4 из стеклоприпоя составляет, в качестве примера, 1 мм, а высота нанесения перегородки 5 составляет, в качестве примера, 0,5 мм, и, короче говоря, высота нанесения перегородки 5 является меньшей, чем высота нанесения герметика 4 из стеклоприпоя.
Следует отметить, что, в процессе разделения пространства между стеклянными панелями 2 и 3 перегородкой 5, описанной ниже, высота нанесения герметика 4 из стеклоприпоя и высота нанесения перегородки 5 могут быть, до некоторой степени, подходящим образом выбраны таким образом, чтобы расплавление герметика 4 из стеклоприпоя и перегородки 5 можно было контролировать. Однако, является необходимым, чтобы высота нанесения перегородки 5 была больше, чем высота (например, 100 мкм = 0,1 мм) разделителя 6, расположенного на заданных промежутках на поверхности 2a стеклянной панели 2, обращенной вовнутрь. Например, в случае, когда герметик 4 из стеклоприпоя и перегородка 5 изготовлены из материала, который обладает относительно высокой текучестью при плавлении, высота нанесения и ширина герметика 4 из стеклоприпоя составляют, соответственно, 0,5 мм и 5 мм, а высота нанесения и ширина перегородки 5 составляют, соответственно, 0,2 мм и 3 мм, тогда как высота разделителя 6 составляет 0,1 мм. Паста, используемая для создания герметика 4 из стеклоприпоя и перегородки 5, может быть изготовлена из висмутсодержащей пасты припоя для герметика, которая описана в тексте, относящемся к первому варианту воплощения, и включает в себя: 60-75% компонента стекла, который состоит в основном из оксида висмута и включает в себя 70% или более Bi2O3, 5-15% каждого из соединений B2O3 и ZnO и 10% или менее других компонентов; 20-30% оксида цинка и кремния; и 5-15% смеси органических веществ, таких как этилцеллюлоза, терпинеол и полиизобутилметакрилат. Этот стеклоприпой обладает точкой размягчения 434°C.
ФИГ. 12 показывает сборку, в которой герметик 4 из стеклоприпоя и перегородка 5 еще не были расплавлены, и, таким образом, передняя стеклянная панель 3 оказывается расположенной на герметике 4 из стеклоприпоя, имеющем наибольшую высоту нанесения.
Этот комплект подвергают первому процессу расплавления в печи, при состоянии конфигурации, показанном на ФИГ. 5, описанном в тексте, относящемся, например, к первому варианту воплощения. Посредством первого процесса расплавления герметик 4 из стеклоприпоя расплавляют и, таким образом, герметически связывают стеклянную панель 2 и стеклянную панель 3. Кроме того, посредством первого процесса расплавления герметик 4 из стеклоприпоя расплавляют, и, таким образом, понижают высоту герметика 4 из стеклоприпоя и повышают ширину герметика 4 из стеклоприпоя. Следовательно, расстояние между передней стеклянной панелью 3 и задней стеклянной панелью 2 слегка понижается. Однако, как было описано в тексте, относящемся к первому варианту воплощения, максимальная достигаемая температура в первом процессе расплавления составляет 450°C, что чуть выше, чем температура плавления 434°C низкоплавкого припоя для формирования герметика 4 из стеклоприпоя и перегородки 5, и поэтому изменения в форме герметика 4 из стеклоприпоя и перегородки 5, вызываемые расплавлением, относительно малы. Поэтому, после прохождения первого процесса расплавления, зазор между верхом перегородки 5 и стеклянной панелью 3, вызванный разницей в толщине между герметиком 4 из стеклоприпоя и перегородкой 5, все еще существует, и, таким образом, пространство, образованное между парой стеклянных панелей, все еще составляет одно непрерывное пространство.
Затем проводят процесс откачки, показанный на ФИГ. 5, и поэтому пространство находится в состоянии пониженного давления, при котором уровень вакуума составляет 0,1 Па или менее. Как было описано выше, сохраняется зазор между стеклянной панелью 3 и верхом перегородки 5, и поэтому все внутреннее пространство A имеет заданный уровень вакуума.
Затем, как показано на ФИГ. 5, проводят второй процесс расплавления, при котором достигается температура 465°C, которая является более высокой, чем температура, достигаемая при первом процессе расплавления. Согласно этому второму процессу расплавления герметик 4 из стеклоприпоя дополнительно плавится. Откачка из внутреннего пространства A продолжается, и поэтому действует интенсивная внешняя сила, вызывающая понижение расстояния между стеклянной панелью 3 и стеклянной панелью 2, и, следовательно, расстояние между стеклянными панелями 2 и 3 понижается, пока оно не становится равным высоте разделителя 6. В результате этого второго процесса расплавления, перегородка 5 приходит в контакт, как со стеклянной панелью 2, так и со стеклянной панелью 3, и поэтому пространство A разделяется перегородкой 5 на выходную область B на стороне выхода и область пониженного давления C, отличную от выходной области. Следует отметить, что также в настоящем варианте воплощения во втором процессе расплавления сила механического сжатия может быть приложена, по меньшей мере, к одной из стеклянных панелей, для снижения расстояние между стеклянными панелями, если это необходимо.
Последующие процессы являются теми же, что и процессы согласно первому варианту воплощения. Иными словами, после того, как вакуумный насос отсоединяют, а давление в выходной области B становится равным атмосферному давлению, подобно воздуху снаружи, откачную трубу 8 удаляют. В этом отношении, область пониженного давления C поддерживают в состоянии пониженного давления, и, таким образом, можно получить конечный продукт многослойного оконного стекла 1, показанный на ФИГ. 1 и ФИГ. 2, подобно способу производства согласно первому варианту воплощения.
Как было описано выше, в способе производства многослойных оконных стекол согласно второму варианту воплощения, высота нанесения перегородки 5, служащего в качестве элемента, формирующего области, является меньшей, чем высота нанесения герметика 4 из стеклоприпоя, служащего в качестве герметически связывающего элемента. Поэтому, все внутреннее пространство, образованное между парой стеклянных панелей 2 и 3, которые герметично связаны, может быть приведено в заданное состояние пониженного давления, а затем разделено на выходную область и область пониженного давления.
Следует отметить, что, в описании, относящемся к вышеупомянутому настоящему варианту воплощения, герметик 4 из стеклоприпоя и перегородку 5 изготавливают, например, из одного и того же низкоплавкого стеклоприпоя. Однако, также в настоящем варианте воплощения герметик 4 из стеклоприпоя может быть изготовлен из материала, обладающего температурой плавления более низкой, чем температура плавления низкоплавкого припоя для формирования перегородки 5.
Кроме того, в способе производства, описанном в тексте, относящемся к настоящему варианту воплощения, для успешного обеспечения желаемого зазора между стеклянной панелью 3 и верхом перегородки 5, может быть использован следующий способ. В этом способе, по меньшей мере, один стопор для поддержания расстояния между стеклянной панелью 3 и стеклянной панелью 2 на уровне, не меньшем, чем заданное значение, может быть расположен снаружи области, на которую нанесен герметик 4 из стеклоприпоя. Стопор в первом процессе расплавления используют для поддержания заданного расстояния, а затем, во втором процессе расплавления, стопор удаляют. Тем самым, расстояние между стеклянной панелью 3 и стеклянной панелью 2 становится равным заданному расстоянию, определяемому разделителем 6.
Кроме того, подобно первому варианту воплощения, состояния конфигурации процесса расплавления и процесса откачки в настоящем варианте воплощения могут представлять собой и другие состояния конфигурации, показанные на ФИГ. 7 применительно к первому варианту воплощения, где температура герметически связанного стекла понижается до комнатной температуры после первого процесса расплавления, а затем второй процесс расплавления проводят вне печи после процесса откачки.
Как было описано выше, согласно способу производства многослойных оконных стекол согласно настоящему раскрытию пространство, образованное между парой стеклянных панелей, может быть приведено в состояние пониженного давления, а затем разделено элементом, формирующим области, на выходную область, включающую в себя выход, и область пониженного давления, отличную от выходной области. Следовательно, с помощью упрощенного способа можно получить многослойное оконное стекло, которое включает в себя область пониженного давления, а следовательно, может обладать теми же свойствами, что и многослойное оконное стекло, имеющее внутреннее пространство с пониженным давлением, и, тем не менее, не включать в себя откачную трубу, которая представляет собой выступ, выходящий из стеклянной панели. В частности, является очевидным, что если делать выходную область, насколько возможно, меньше, а область пониженного давления, насколько возможно, больше, то можно получить многослойное оконное стекло с высококачественными выгодными эффектами, обусловленными способом производства согласно вышеописанному настоящему раскрытию.
Следует отметить, что в вышеприведенном описании герметически связывающий элемент и элемент, формирующий области, изготовлены из материала, который плавится и изменяет свою форму при нагреве, как и стеклоприпой. Однако, герметически связывающий элемент и элемент, формирующий области, могут быть изготовлены из различных типов материалов, которые затвердевают с образованием заданной формы, в ответ на такие воздействия, как излучение, такое как ультрафиолетовые лучи. В этом случае, высокотемпературный процесс, включающий в себя первый процесс расплавления и второй процесс расплавления, как было описано в тексте, относящемся к вышеописанному настоящему варианту воплощения, не является обязательным, и производственное оборудование для многослойного оконного стекла может быть сильно упрощено.
Кроме того, в тексте, относящемся к вышеупомянутому первому варианту воплощения, воздушный канал, образованный в элементе, формирующем области, имеет примеры в виде воздушного канала, образующего плоскостную сепарацию, такую как щель и промежуток между частями элемента, формирующего области. Однако, в зависимости от материала элемента, формирующего области, и способов изменения формы и отверждения материала, воздушный канал может представлять собой сквозное отверстие, проникающее сквозь элемент, формирующий области.
Кроме того, что касается способов производства многослойных оконных стекол согласно первому варианту воплощения и второму варианту воплощения, в примерах, описанных со ссылкой на ФИГ. 5 и ФИГ. 7 для состояний конфигурации процесса расплавления и процесса откачки, температура герметично связанных стеклянных панелей временно понижается после проведения первого процесса расплавления, а затем и процесса откачки. Однако, в способе производства многослойных оконных стекол согласно настоящему раскрытию можно использовать состояния конфигурации, где после первого процесса расплавления температуру пары герметично связанных стеклянных панелей не снижают, а поддерживают или повышают, а затем проводят процесс откачки, после чего проводят второй процесс расплавления, с использованием более высокой температуры, чем для первого процесса расплавления. При этом, можно сократить время производственного цикла для процесса расплавления и процесса откачки. Следует отметить, что для выполнения процесса откачки без понижения температуры герметично связанных стеклянных панелей, очень важно, что область пониженного давления, образованную путем разделения пространства между парой стеклянных панелей, приводят в достаточное состояние пониженного давления путем точного регулирования расчета времени перекрывания воздушного канала, образованного в элементе, формирующего области.
Кроме того, в способе производства многослойных оконных стекол согласно первому варианту воплощения и второму варианту воплощения, применительно к случаю, когда перегородка, служащая в качестве элемента, формирующего области, изготовлена из материала с точкой плавления, отличной от точки плавления материала герметически связывающего элемента, или она имеет высоту нанесения, отличную от высоты нанесения герметика из стеклоприпоя, представлен пример, в котором эта часть состоит из элемента, формирующего области, в том же состоянии, за исключением герметически связывающего элемента, расположенного на периферии пары стеклянных панелей. Однако, в способе производства многослойных оконных стекол согласно настоящему раскрытию, для поддержания внутреннего пространства A в качестве одного непрерывного пространства после завершения первого процесса расплавления, элемент, формирующий области, может быть изготовлен таким образом, чтобы одна часть элемента, формирующего области, была изготовлена из материала с точкой плавления, отличной от точки плавления материала герметически связывающего элемента, и воздушный канал был бы сформирован в этой части, а другая часть элемента, формирующего области, была бы изготовлена из того же материала, что и герметически связывающий элемент. Кроме того, аналогичным образом, элемент, формирующий области, может иметь одну часть с меньшей высотой нанесения, чем герметически связывающий элемент, и другую часть - с той же высотой нанесения, что и герметически связывающий элемент. Кроме того, материал и высота нанесения элемента, формирующего области, могут быть отличными от материала и высоты нанесения для герметически связывающего элемента.
ФИГ. 13 представляет собой диаграмму, иллюстрирующую состояние элемента, формирующего области, для конечного продукта многослойного оконного стекла, полученного способом производства согласно настоящему раскрытию.
ФИГ. 13 показывает фотографию образца низкоплавких частей 21 стеклоприпоя, установленных со щелью 22 с заданной длиной посередине, которые плавятся в процессе расплавления, и, тем самым, щель перекрывается расплавленной частью 23. Говоря более подробно, низкоплавкие части стеклоприпоя изготовлены из пасты, описанной в текстах, относящихся к первому и второму вариантам воплощения, ширина нанесения составляет 5 мм, ширина щели составляет 2 мм, а высота нанесения составляет 0,5 мм. Образец был приготовлен таким образом, что он был подвергнут воздействию процесса расплавления при 465C в течение 30 минут в печи. Следует отметить, что, стеклянные панели представляют собой две панели из калий-натриевого стекла с толщиной 3 мм. В процессе расплавления, внешняя сила, вызывающая понижение расстояния между парой стеклянных панелей, не прикладывалась. Кроме того, в образце, показанном на ФИГ. 13, для облегчения получения фотографий, части 21 стеклоприпоя со щелью 22 посередине были сформированы на периферийных областях стеклянных панелей.
Как показано на ФИГ. 13, после расплавления стеклоприпоя, часть 21, которая была заблаговременно изготовлена путем нанесения, обладает относительно светлым цветом, а часть 23, которая была расплавлена и подвергнута отверждению, обладает относительно темным цветом, и, таким образом, можно отличить часть 21 от части 23. В результате проверки, осуществленной авторами настоящего изобретения с помощью микроскопов, было обнаружено, что заблаговременно нанесенная часть низкоплавкого стекла демонстрирует рисунок из тонких частиц, тогда как часть низкоплавкого стекла, которая была расплавлена и тут же потекла, демонстрирует рисунок из тонких линий. Предполагается, что эти рисунки образованы из стеклянных тонких частиц и пор, содержащихся в пасте из низкоплавкого стеклоприпоя. Кроме того, предполагается, что разница между этими рисунки зависит от величины движения от места исходного нанесения. Предполагается, что такая разница в состояниях поверхности вызывает разницу в цвете, которую можно наблюдать невооруженным глазом.
Как ясно из вышесказанного применительно к низкоплавкому стеклоприпою, часть, которая была заблаговременно нанесена, и часть, которая была сразу расплавлена и переведена в жидкое состояние и снова подвергнута отверждению, имеет различные состояния поверхности. Даже в конечном продукте многослойного оконного стекла разница между состояниями поверхности выглядит как разница в цвете при облучении, в частности, интенсивным светом. Кроме того, в случае, когда части низкоплавкого припоя обладают различной высотой нанесения, такая разница между частями может выглядеть как разница в поперечном разрезе конечного продукта, и, в частности, выглядит как разница в ширине поперечного разреза или уровня расширения для части, находящейся в контакте со стеклянной панелью. Как понятно из вышесказанного, многослойное оконное стекло, полученное способом производства многослойных оконных стекол согласно настоящему раскрытию, может быть отличено от многослойных оконных стекол, полученных другими способами, исходя из того, включает ли в себя многослойное оконное стекло выходную область, имеющую внешнее давление, и область пониженного давления, поддерживаемую в состоянии пониженного давления, и из наблюдения состояния элемента, формирующего области, между двумя областями.
Кроме того, способ расплавления герметически связывающего элемента и элемента, формирующего области, может включать в себя лазерную пайку плавящихся частей, состоящих из частиц, герметически связывающего элемента и элемента, формирующего области, за счет нагрева лазером, в дополнение к способу помещения стеклянных панелей целиком в печь, как было описано, например, в текстах, относящихся к вариантам воплощения. Согласно способу плавления конкретных частей герметически связывающего элемента и элемента, формирующего области, путем приложения заданного тепла снаружи в виде лазерной пайки или других способов, можно легко селективно расплавлять герметически связывающий элемент и элемент, формирующий области, на заданных областях. Следовательно, можно ожидать успешного проведения контроля расплавления в способе изготовления, где заранее расплавляют только герметически связывающий элемент, а затем элемент, формирующий области. Кроме того, в случае, когда герметически связывающий элемент расплавляют и связывают в печи, а затем из внутреннего пространства откачивают воздух, а затем элемент, формирующий области, расплавляют лазерной пайкой, для деления внутреннего пространства на выходную область и область пониженного давления, можно получить многослойное оконное стекло при пониженных расходах и с помощью упрощенного устройства.
Кроме того, в текстах, относящихся к вышеуказанным вариантам воплощения, описан способ размещения разделителей на области, окруженной герметически связывающим элементом для поддержания зазора между парой стеклянных панелей. В качестве альтернативы, элемент, поддерживающий высоту, соответствующий разделителю, может быть расположен на области, где сформирован герметически связывающий элемент.
ФИГ. 14 относится к случаю, когда стеклянные бусы, служащие в качестве элемента, поддерживающего высоту, с той же высотой, что и разделитель, расположены на области, где сформирован герметик из стеклоприпоя, служащий в качестве герметически связывающего элемента, и показывает поперечный разрез, иллюстрирующий состояние, в котором элемент, формирующий области, плавится, а внутреннее пространство делится. Подобно ФИГ. 6, используемой для разъяснения первого варианта воплощения, ФИГ. 14 показывает многослойное оконное стекло, в котором герметик из стеклоприпоя и перегородка идеально плавятся единовременно.
Как показано на ФИГ. 14 применительно к области, где образуется герметик 4 из стеклоприпоя, то там размещаются сферические стеклянные бусы 9 с диаметром, равным высоте разделителя 6. В этом случае, можно снизить разницу в расстоянии между парой стеклянных панелей 2 и 3 между частью, на которой расположены разделители 6, и периферийной частью, на которой образован стеклоприпой 4. При этом, можно успешно предотвратить искривление конечного продукта в виде пары стеклянных панелей 2 и 3, и, таким образом, остаточные напряжения стеклянных панелей 2 и 3 могут быть снижены, а прочность многослойного оконного стекла может быть повышена. Кроме того, можно избежать проблемы, связанной с тем, что расстояние между стеклянными панелями 2 и 3 становится меньше, чем заданное расстояние в области, на которую нанесен герметик 4 из стеклоприпоя, и, таким образом, герметик 4 из стеклоприпоя прижимается и выравнивается и, тем самым, расширяется, а следовательно, герметик 4 из стеклоприпоя, например, может быть легко распознан пользователем.
Следует отметить, что, в качестве способа размещения элемента, поддерживающего высоту, на области, на которой сформирован герметически связывающий элемент, можно использовать способ перемешивания стеклянных бус 9 в пасте для нанесения герметика 4 из стеклоприпоя и размещение стеклянных бус 9 одновременно с нанесением герметика 4 из стеклоприпоя. Кроме того, элементы, поддерживающие высоту, могут быть заранее размещены на области, на которой формируется герметик 4 из стеклоприпоя, с использованием способа диспергирования, аналогичного способу диспергирования разделителей 6, или фотолитографии, проводимой одновременно с размещением разделителей, а затем герметик 4 из стеклоприпоя может быть нанесен для покрытия элемента, поддерживающего высоту.
Элемент, поддерживающий высоту, показанный на ФИГ. 14, размещают на области, на которой формируется герметически связывающий элемент, и, таким образом, отдельно от разделителей, при этом, проблема, состоящая в том, что элемент, поддерживающий высоту, обнаруживается пользователем и вызывает плохой внешний вид многослойного оконного стекла, возникает с меньшей вероятностью. Следовательно, элемент, поддерживающий высоту, может представлять собой цилиндрический элемент с относительно большой площадью или непрерывный элемент с заданной длиной в направлении периферии стеклянной панели, подобно перегородке. Что касается способа размещения и формирования такого элемента, поддерживающего высоту, с большой поверхностью на виде сверху, вышеупомянутая фотолитография является предпочтительной. Кроме того, в зависимости от размера многослойного оконного стекла и толщины стеклянной панели, можно получать многослойное стекло, которое включает в себя элемент, поддерживающий высоту, но не включает в себя разделители.
Кроме того, в текстах, относящихся к вышеупомянутым вариантам воплощения, описан пример, в котором один выход, образованный вблизи угла одной стеклянной панели, используют в качестве выхода, образованного в стеклянной панели. Однако, количество выходов не ограничено одним. Например, в случае многослойного оконного стекла с большой поверхностью, принимая во внимание эффективность откачки, могут быть образованы два или более выходов. В этом случае, два или более элементов, формирующих области, размещают таким образом, чтобы они окружали соответствующие выходы, а затем внутреннее пространство разделяют на две или более выходных областей и одну область пониженного давления или, в некоторых случаях, две или более областей пониженного давления. В случае, когда образованы два или более выходов, в каждой из стеклянных панелей может быть образован, по меньшей мере, один выход.
Кроме того, вместо формирования выхода в стеклянной панели, заданный зазор обеспечен в герметическом связывающем элементе, образованном между перифериями стеклянных панелей, а воздух может быть откачан из внутреннего пространства, с использованием этого зазора в качестве выхода. В частности, в способе производства многослойных оконных стекол согласно настоящему раскрытию пространство между парой стеклянных панелей разделено элементом, формирующим области, и, таким образом, отпадает необходимость в поддержании выходной области в состоянии пониженного давления, применительно к конечному продукту. Поэтому, например, промежуток, сходный с промежутком, описанным в виде воздушного канала элемента, формирующего области, может быть образован в герметически связывающем элементе. В качестве альтернативы или дополнительно, полый цилиндрический элемент может быть размещен в герметически связывающем элементе вместо сферической стеклянной бусины в качестве элемента, поддерживающего высоту, таким образом, чтобы он проникал в герметически связывающий элемент, а внутреннее пространство полого цилиндрического элемента может быть использовано в качестве выхода. Следует отметить, что два или более выходов могут быть образованы в герметически связывающем элементе, и, в качестве альтернативы, по меньшей мере, один выход может быть образован в каждом из стеклянной панели или герметически связывающего элемента.
Кроме того, в текстах, относящихся к вышеупомянутым вариантам воплощения, описан способ соединения откачной трубы с выходом и снижения давления во внутреннем пространстве с помощью откачной трубы. Использование откачной трубы облегчает соединение с вакуумным насосом, и, таким образом, давление в пространстве между парой стеклянных панелей может быть снижено стандартным способом откачки. Однако, откачная труба не является обязательной для откачки воздуха из пространства между парой стеклянных панелей. Например, путем герметичного соединения вакуумного насоса с герметично связанными стеклянными панелями с кольцевым элементом с заданной гибкостью, позволяющей кольцевому элементу находиться в тесном контакте с поверхностью стеклянной панели вблизи части, в которой образован выход, внутреннее пространство может быть приведено в состояние пониженного давления, без использования откачной трубы.
Кроме того, в многослойном оконном стекле, полученном способом производства многослойных оконных стекол согласно настоящему раскрытию, могут быть добавлены или применены уже установленные технологии многослойных оконных стекол, такие как создание функциональных пленок, изготовленных из органического или неорганического материала, для придания различных типов оптических функций, таких как предотвращение отражения и поглощение ультрафиолетового излучения, или термоизолирующие свойства, стеклянным панелям. Например, путем нанесения покрытия на переднюю поверхность или на заднюю поверхность, по меньшей мере, одной из стеклянных панелей, составляющих многослойное оконное стекло с тонкой пленкой, изготовленной из оксида, такого как оксид олова (SnO2), оксид индия и олова и оксид цинка стандартным способом, таким как химическое осаждение из паровой фазы (CVD), или пленкой из слоев серебра и оксида, нанесенных поочередно, с помощью напылительного устройства, может быть предусмотрена пленка инфракрасного отражения, отражающая большое количество света в инфракрасной области, и, таким образом, термоизолирующие свойства многослойного оконного стекла могут быть улучшены. Кроме того, в этом случае, когда пространство имеет полую структуру, или представляет собой материал с низкой теплопроводностью, можно получить многослойное оконное стекло с повышенными термоизолирующими свойствами.
Кроме того, возможно, чтобы во внутреннем пространстве A многослойного оконного стекла был расположен геттерный элемент для повышения уровня вакуума. Кроме того, многослойное оконное стекло с искривленной формой в целом может быть реализовано путем использования искривленных стеклянных панелей, искривленных в одном направлении или в двух или более направлениях, в виде стеклянных панелей, составляющих многослойное оконное стекло.
Кроме того, можно создать многослойное оконное стекло, в котором три или более стеклянных панелей уложены с заданными промежутками, в целом, путем замены, по меньшей мере, одной стеклянной панели из пары стеклянных панелей на другое многослойное оконное стекло. В этом случае, является достаточным, чтобы, по меньшей мере, одна часть из пакетированного многослойного оконного стекла по направлению толщины могла бы представлять собой многослойное оконное стекло, полученное способом производства согласно настоящему раскрытию. Поэтому, многослойное оконное стекло, полученное способом производства согласно настоящему раскрытию, может быть использовано различными способами, и, например, многослойное оконное стекло, в котором пространство между стеклянными панелями заполнено инертным газом, многослойное оконное стекло, полученное способом производства согласно настоящему раскрытию или другим способом, или многослойное оконное стекло, в котором стеклянные панели уложены с заданными промежутками, но пространства между ними находятся при атмосферном давлении, могут быть уложены на многослойном оконном стекле, полученном способом производства согласно настоящему раскрытию.
Многослойные оконные стекла, полученные способом производства многослойных оконных стекол согласно настоящему раскрытию, как было описано выше, обладают высокими термоизолирующими эффектами, а предпочтительно, могут быть нанесены на оконные стекла в виде экологичного стекла, легкого в обращении. Кроме того, например, когда многослойные оконные стекла, полученные способом производства многослойных оконных стекол согласно настоящему раскрытию, размещают в дверцах холодильников и морозильников, многослойные оконные стекла обладают высоким термоизолирующим эффектом, и, таким образом, позволяют проверять внутренние области холодильников и морозильников, не мешая функционированию холодильников и морозильников. Следовательно, ожидается, что многослойные оконные стекла будут использованы в домашнем хозяйстве и бизнесе.
Следует отметить, что технологии разделения стеклянной панели, при поддержании откачанного пространства в состоянии пониженного давления, в соответствии с настоящим раскрытием, могут быть применены, в дополнение к многослойным оконным стеклам, к устройствам отображения, изготовленным путем откачки воздуха из заданных пространств, таким как плазменные дисплейные панели и флуоресцентные дисплейные устройства, и, таким образом, можно получать конечные продукты в виде устройств отображения, лишенных выступов, таких как откачные трубы, подобно продуктам согласно настоящему раскрытию.
Промышленное применение
Как было описано выше, можно упрощенным образом получать многослойные оконные стекла, легкие в обращении, и поэтому способ производства многослойных оконных стекол согласно настоящему раскрытию является полезным.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГАЗОРАЗРЯДНОЙ ИНДИКАТОРНОЙ ПАНЕЛИ ПЕРЕМЕННОГО ТОКА | 2005 |
|
RU2285974C1 |
| НИЗКОТЕМПЕРАТУРНЫЙ СПОСОБ ПРЕССОВАНИЯ ДЛЯ ПОЛУЧЕНИЯ ПАКЕТОВ ИЗОЛИРУЮЩЕГО СТЕКЛА | 2004 |
|
RU2366625C2 |
| ОКНО И ОСТЕКЛЕНИЕ ДЛЯ ОКНА | 1998 |
|
RU2211296C2 |
| ЛОКАЛЬНОЕ НАГРЕВАНИЕ КРАЕВЫХ УПЛОТНЕНИЙ ДЛЯ ВАКУУМНОГО ИЗОЛЯЦИОННОГО СТЕКЛОПАКЕТА И/ИЛИ УНИФИЦИРОВАННАЯ ПЕЧЬ ДЛЯ ОСУЩЕСТВЛЕНИЯ ДАННОГО СТЕКЛОПАКЕТА | 2008 |
|
RU2470129C2 |
| ЭНЕРГОЭФФЕКТИВНАЯ СВЕТОПРОЗРАЧНАЯ КОНСТРУКЦИЯ | 2016 |
|
RU2620241C1 |
| ТЕПЛОИЗОЛИРУЮЩИЙ ЭЛЕМЕНТ ОСТЕКЛЕНИЯ, ЕГО ИЗГОТОВЛЕНИЕ И ПРИМЕНЕНИЕ | 2007 |
|
RU2451147C2 |
| СИСТЕМА МОНТАЖА ДЛЯ ТЕРМОАКУСТИЧЕСКИХ ОКОН | 2000 |
|
RU2250975C2 |
| ОКОННЫЙ БЛОК | 2006 |
|
RU2413828C2 |
| СТЕКЛО С ПОКРЫТИЕМ | 2004 |
|
RU2351555C2 |
| СПОСОБЫ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОХРОМНЫХ ОКОН | 2013 |
|
RU2623920C2 |
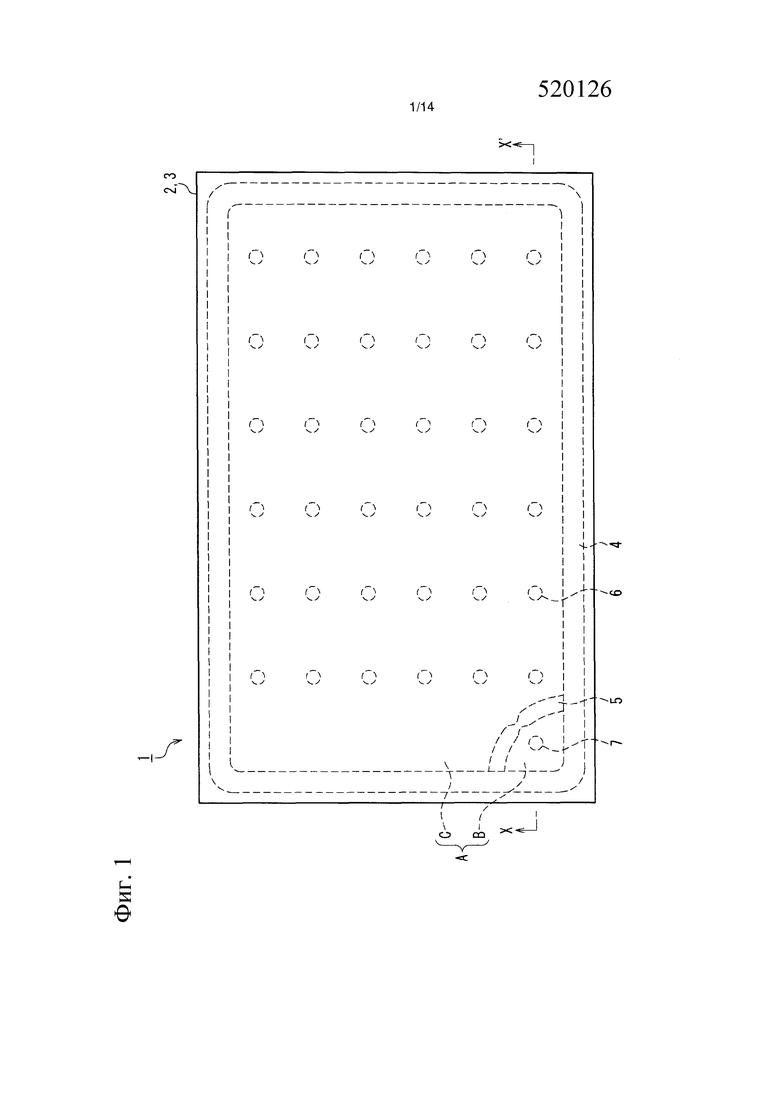
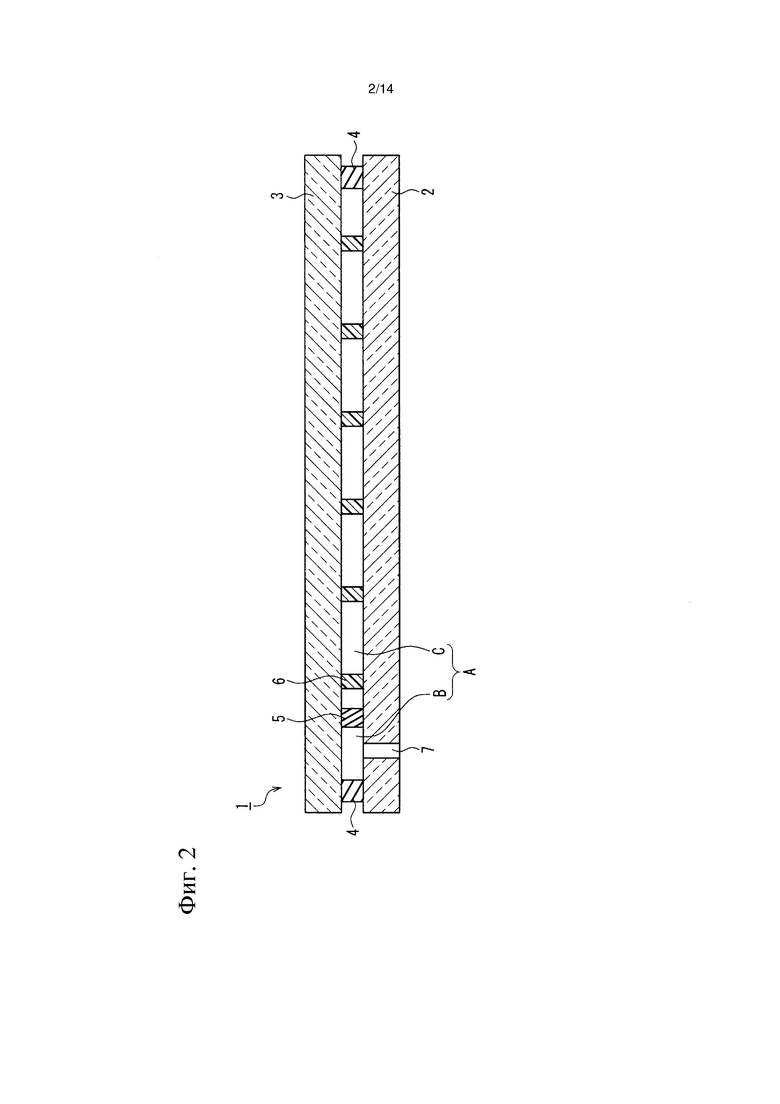
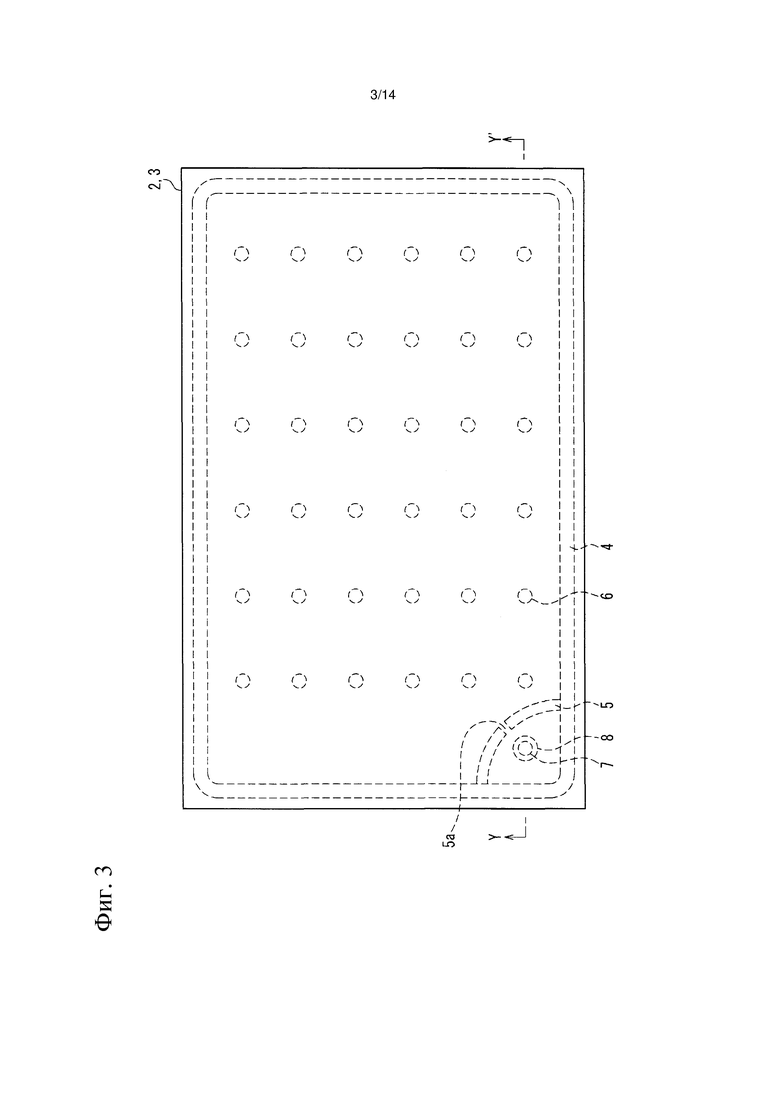
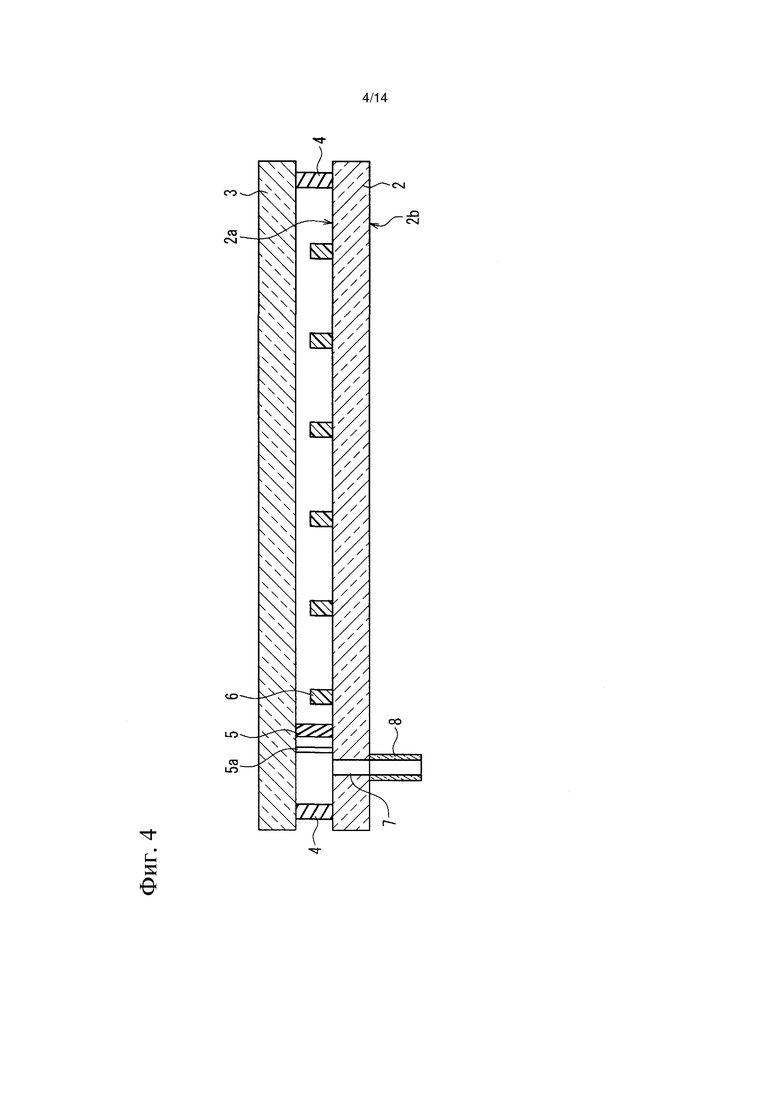
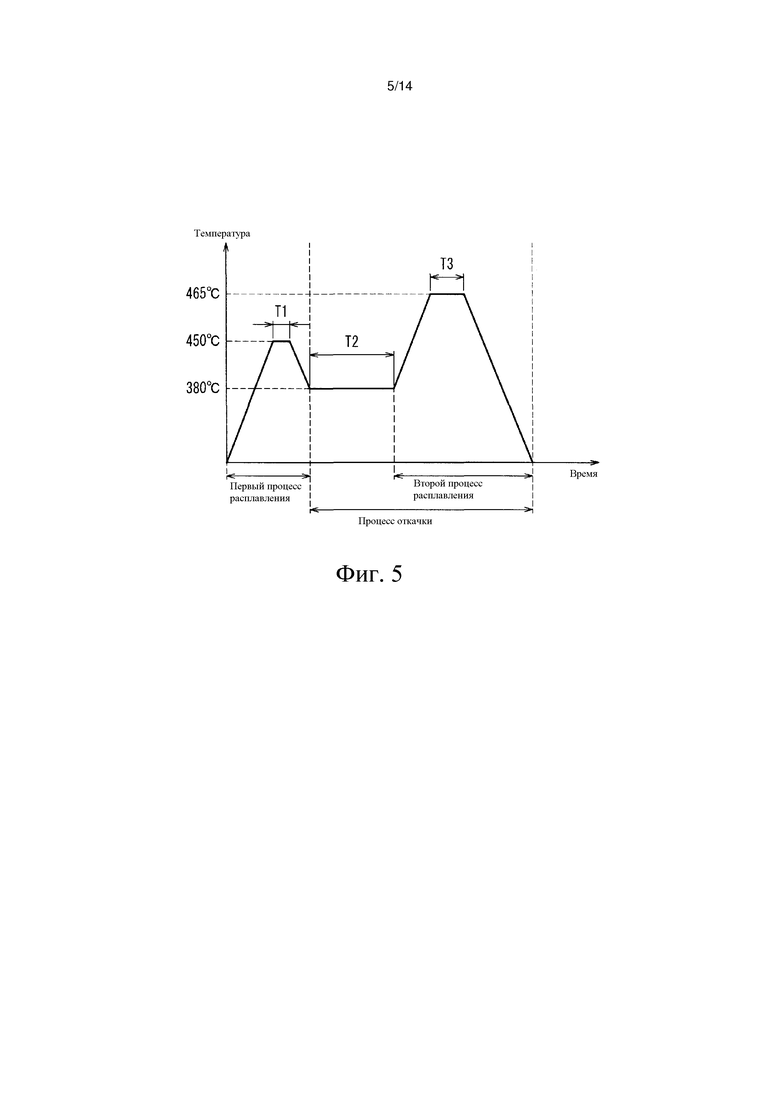
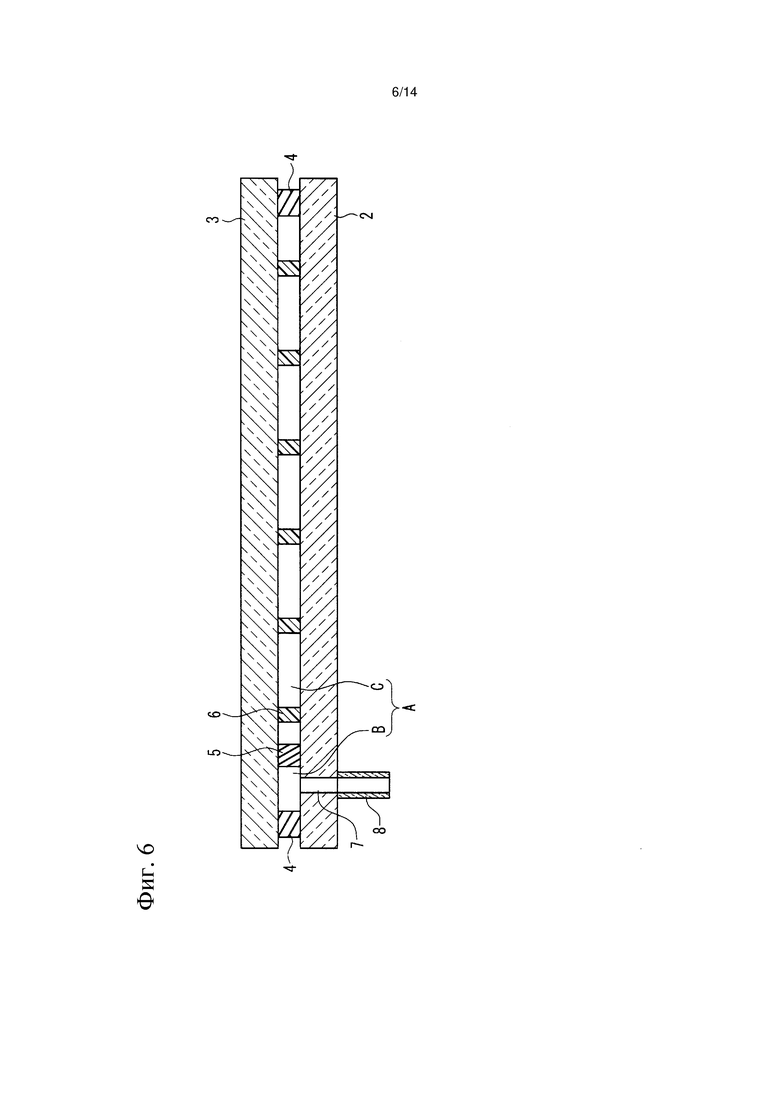
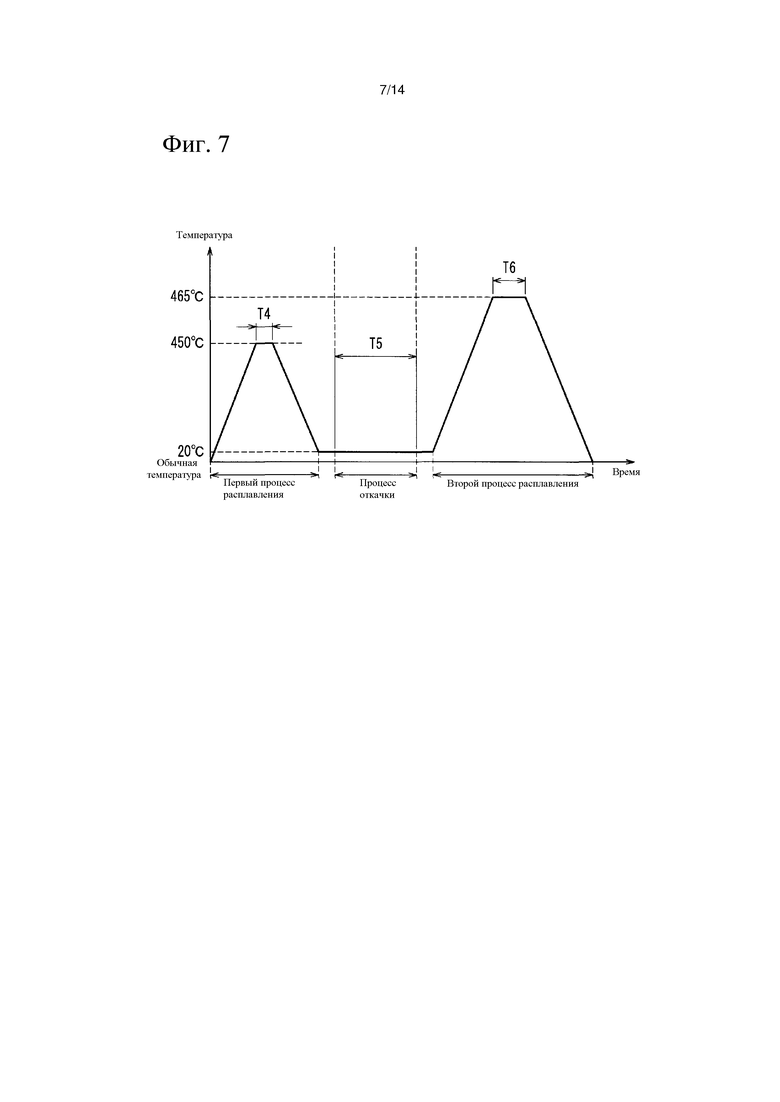
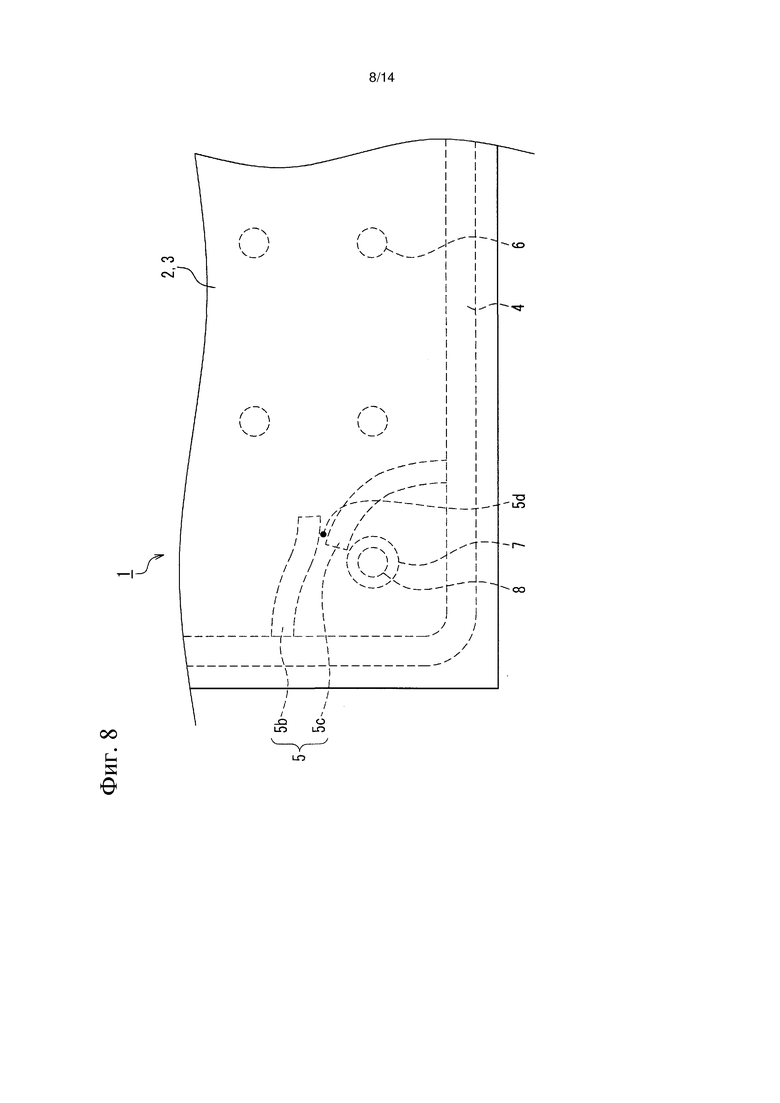
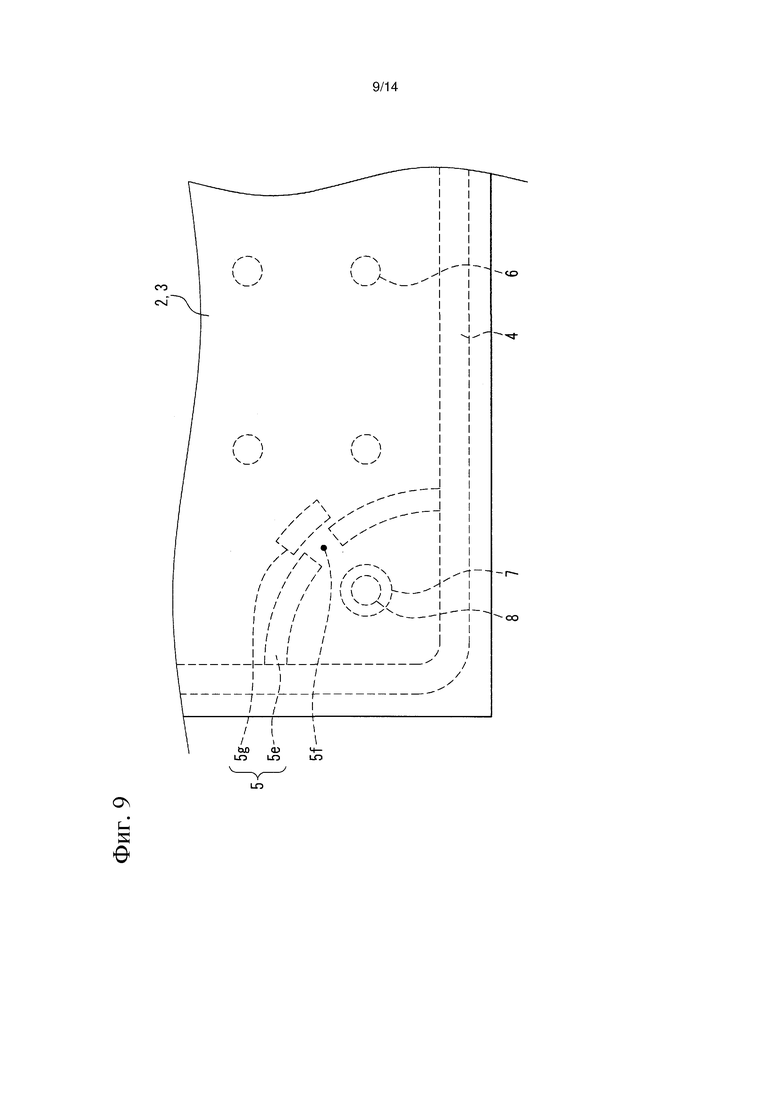
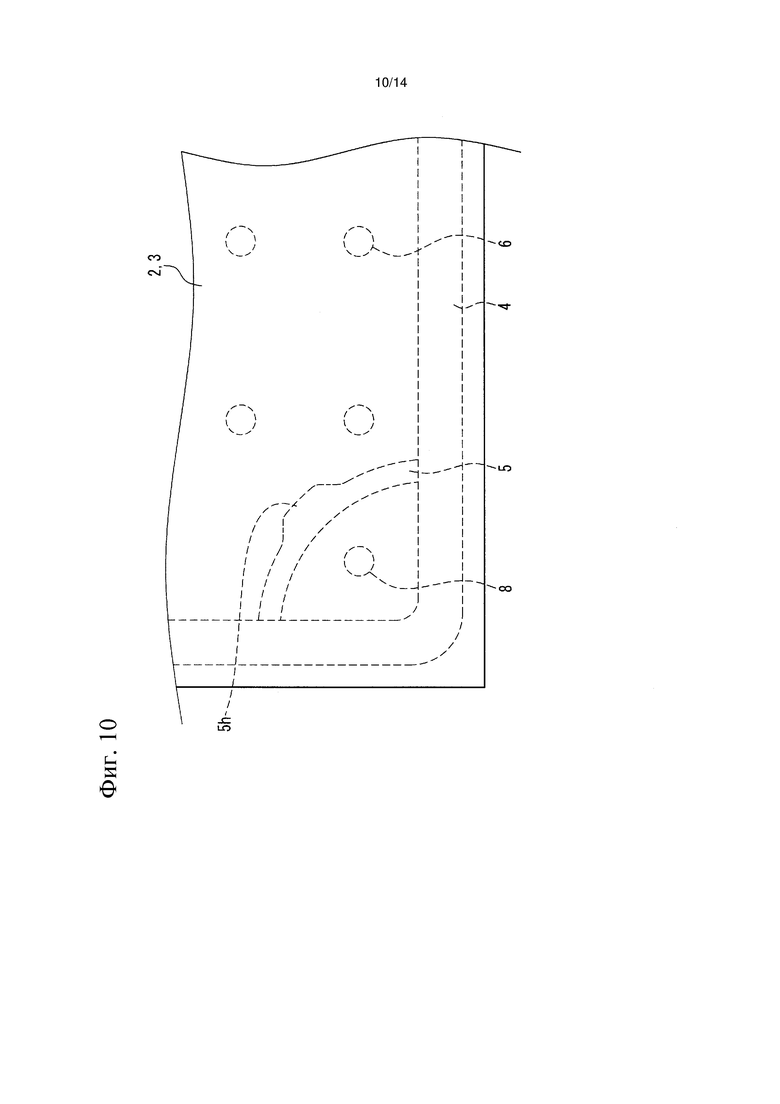
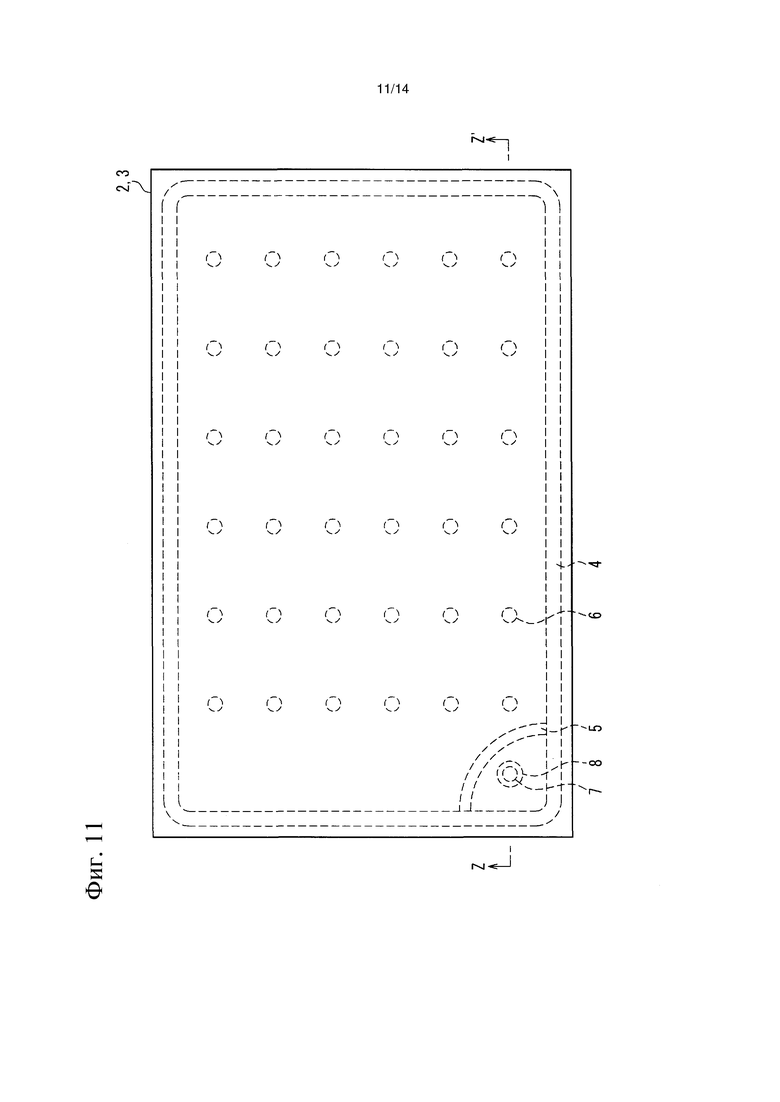
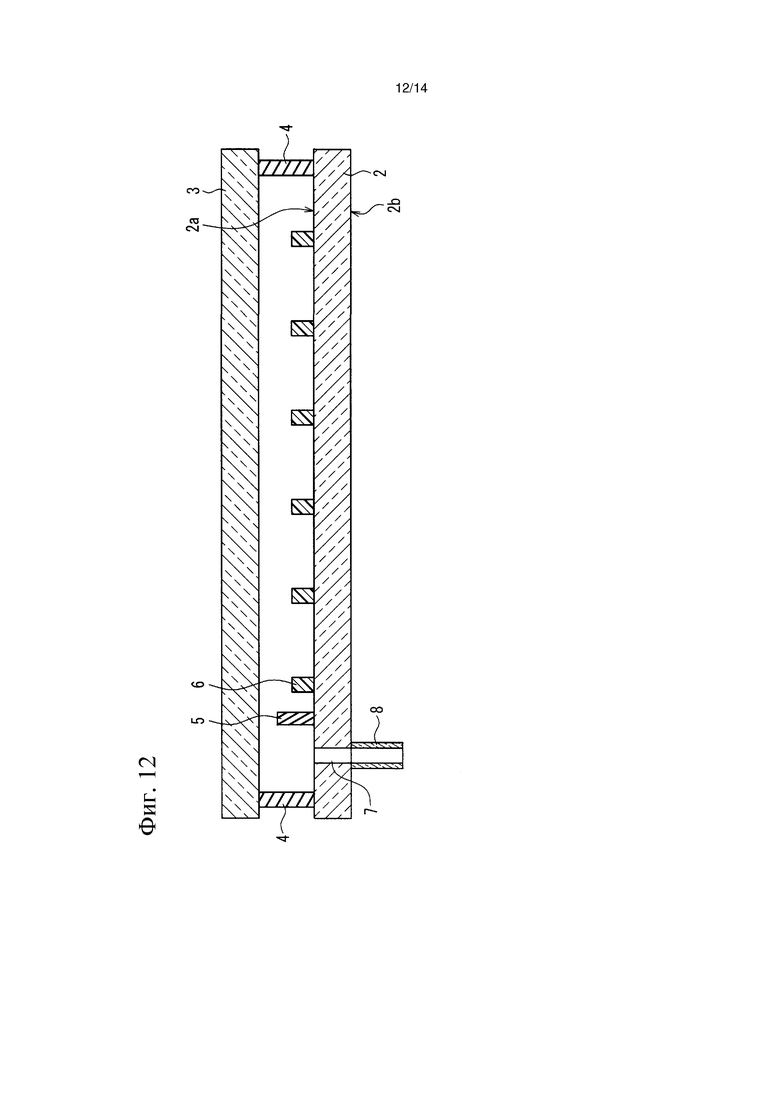
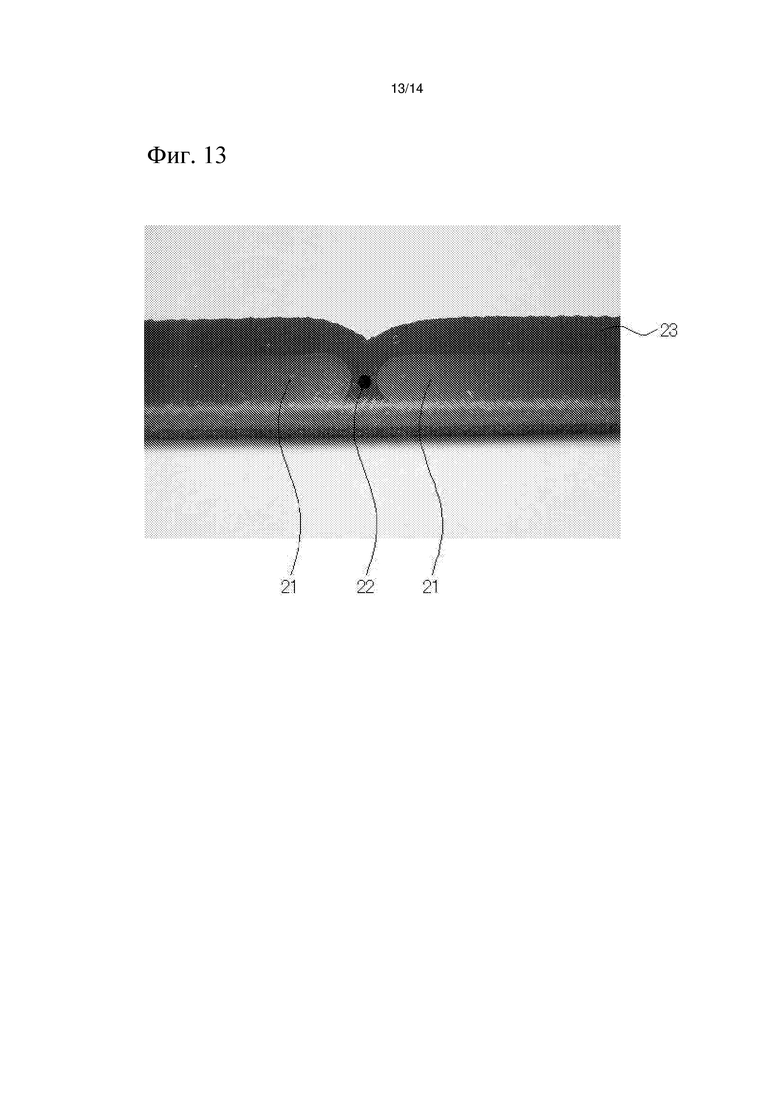
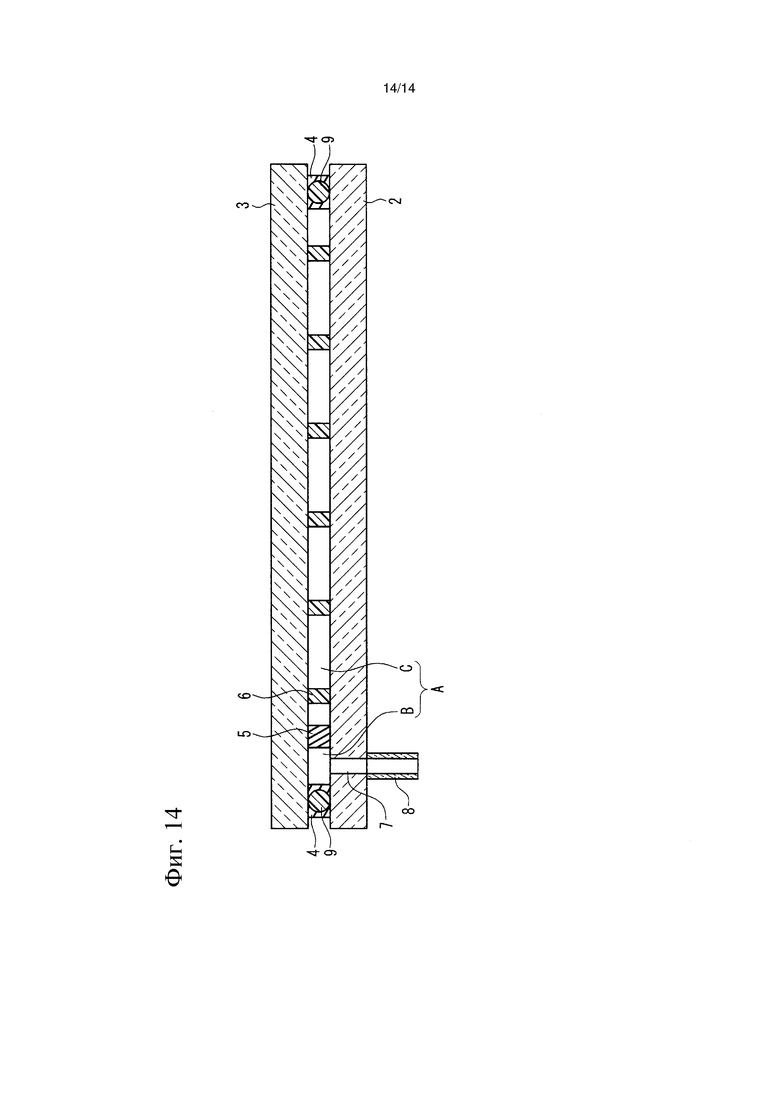
Изобретение относится к способу производства многослойного оконного стекла. Технический результат изобретения заключается в упрощении способа производства многослойного стекла и в исключении нежелательных выступов на внешней поверхности стекла. Способ производства многослойных оконных стекол (1) включает герметичное связывание периферий стеклянных панелей при помощи уплотнения (4), расположенных таким образом, чтобы они были обращены друг к другу на заданном расстоянии с образованием пространства, герметически заключенного между стеклянными панелями (2, 3). Затем проводят откачивание воздуха из пространства через выход (7) с образованием пространства, находящегося в состоянии пониженного давления. Осуществляют разделение пространства посредством элемента (5), формирующего области, на выходную область, включающую в себя выход, и область пониженного давления (С), отличную от выходной области (В). 12 з.п. ф-лы, 14 ил.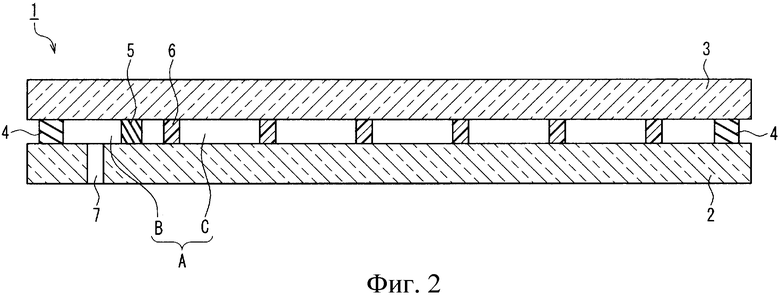
1. Способ производства многослойных оконных стекол, содержащий:
- герметичное связывание, с помощью герметически связывающего элемента, периферий спаренных стеклянных панелей, расположенных таким образом, чтобы они были обращены друг к другу на заданном расстоянии, с образованием пространства, герметически заключенного между стеклянными панелями;
- откачивание воздуха из пространства через выход с образованием пространства, находящегося в состоянии пониженного давления; и
- после приведения пространства в состояние пониженного давления разделение пространства посредством элемента, формирующего области, на выходную область, включающую в себя выход, и область пониженного давления, отличную от выходной области.
2. Способ производства многослойных оконных стекол по п. 1, в котором:
- элемент, формирующий области, включает в себя воздушный канал, соединяющий между собой выходную область и область пониженного давления, при условиях, когда формируется пространство; и
- после приведения пространства в состояние пониженного давления пространство делят на выходную область и область пониженного давления путем перекрывания воздушного канала.
3. Способ производства многослойных оконных стекол по п. 2, в котором:
- воздушный канал представляет собой промежуток в элементе, формирующем области, образованный таким образом, чтобы он имел прерывистую форму; и
- после приведения пространства в состояние пониженного давления промежуток закупоривают за счет расплавления элемента, формирующего области.
4. Способ производства многослойных оконных стекол по п. 1, в котором:
- высота образования элемента, формирующего области, перед его расплавлением, является меньшей, чем высота образования герметически связывающего элемента, перед его расплавлением; и
- после приведения пространства в состояние пониженного давления при условиях, когда пару стеклянных панелей герметически связывают за счет расплавления герметически связывающего элемента, разделяют пространство на выходную область и область пониженного давления элементом, формирующим области, путем уменьшения расстояния между парой стеклянных панелей.
5. Способ производства многослойных оконных стекол по любому из пп. 1-4, в котором:
- температура плавления элемента, формирующего области, является более высокой, чем температура плавления герметически связывающего элемента;
- пространство формируется за счет герметического связывания пары стеклянных панелей при температуре, вызывающей расплавление герметически связывающего элемента, с образованием пространства; и
- после приведения пространства в состояние пониженного давления пространство разделяют на выходную область и область пониженного давления путем расплавления элемента, формирующего области, при температуре, вызывающей расплавление элемента, формирующего области.
6. Способ производства многослойных оконных стекол по любому из пп. 1-4, в котором:
после формирования пространства путем проведения расплавления внутри печи для расплавления герметически связывающего элемента и последующего приведения пространства в состояние пониженного давления вне печи разделяют пространство на выходную область и область пониженного давления путем проведения повторного расплавления внутри печи, для расплавления элемента, формирующего области.
7. Способ производства многослойных оконных стекол по любому из пп. 1-4, в котором выход формируют, по меньшей мере, в одной стеклянной панели из пары стеклянных панелей.
8. Способ производства многослойных оконных стекол по любому из пп. 1-4, в котором:
- пространство приводят в состояние пониженного давления путем использования откачной трубы, соединенной с выходом; и
- откачную трубу удаляют после разделения пространства на выходную область и область пониженного давления.
9. Способ производства многослойных оконных стекол по любому из пп. 1-4, в котором:
герметически связывающий элемент и элемент, формирующий области, изготавливают из стеклоприпоя.
10. Способ производства многослойных оконных стекол по любому из пп. 1-4, в котором на поверхности, по меньшей мере, одной из стеклянных панелей из пары стеклянных панелей расположен разделитель для поддержания зазора между парой стеклянных панелей.
11. Способ производства многослойных оконных стекол по любому из пп. 1-4, в котором для поддержания зазора между парой стеклянных панелей на части, на которой должен быть сформирован герметически связывающий элемент, расположен элемент, поддерживающий высоту.
12. Способ производства многослойных оконных стекол по п. 10, в котором указанный разделитель образован путем фотолитографии.
13. Способ производства многослойных оконных стекол по п. 11, в котором элемент, поддерживающий высоту, образован путем фотолитографии.
| JP 11311069 A, 09.11.1999 | |||
| ПАНЕЛЬ ОСТЕКЛЕНИЯ | 2005 |
|
RU2382163C2 |
| US 6436493 B1, 20.08.2002 | |||
| US 4817354 A1, 04.04.1989 | |||
| WO 1993015296 A1,05.08.1993 . | |||

