Изобретение относится к машиностроению, в частности - к деталям машин, и может быть использовано в реверсивных зубчатых передачах, смазываемых пластичными смазочными материалами.
Известен способ смазывания зубчатой передачи пластичным смазочным материалом, заключающийся в нанесении на трущиеся поверхности зубьев зубчатых колес передачи пластичного смазочного материала вручную, посредством лопатки - см., например, «Одноковшовый универсальный экскаватор Э-652Б. Техническое описание и инструкция по эксплуатации. М., Машиностроение, 1973».
Недостаток данного способа смазывания состоит в том, что нанесение смазочного материала осуществляется вручную, что трудоемко и непроизводительно. Кроме того, порции смазочного материала, наносимого на отдельные зубья смазываемого зубчатого колеса, разнятся между собой, т.к. эти порции недозированы и задаются наглазок. Это приводит к тому, что на одни зубья может быть нанесена излишне большая порция смазочного материала, а на другие - недостаточная. Все это ухудшает эффективность смазывания - может приводить к перерасходу смазочного материала или, наоборот, к недостаточному смазыванию, способному интенсифицировать процессы трения и изнашивания зубьев колеса.
В качестве прототипа взят способ смазывания зубчатой передачи пластичным смазочным материалом, заключающийся в централизованной подаче этого материала на трущиеся поверхности зубьев под давлением через специальные элементы-питатели, расположенные около зон смазывания, - см. «Старосельский А.А., Гаркунов Д.Н. Долговечность трущихся деталей машин. М., Машиностроение, 1967», с. 270, рис. 165.
Недостаток прототипа состоит в том, что нанесение смазочного материала на зубья колес осуществляется со стороны торцов зубьев, в то время как сопряжение зубьев парных зубчатых колес передачи осуществляется по направлениям: основания зубьев - вершины зубьев (для ведущего колеса) и вершины зубьев - основания зубьев (для ведомого колеса). Это приводит к тому, что часть боковых поверхностей зубьев (по их ширине) остается несмазанной, что ухудшает режим трения сопряженных зубьев обоих передач зубчатых колес и интенсифицирует процессы их изнашивания.
Изобретением решается задача повышения качества смазывания.
Для этого способ смазывания зубчатой передачи включает нанесение под давлением пластичного смазочного материала на боковые поверхности зубьев зубчатых колес передачи посредством питателей, укрепленных неподвижно относительно вращающихся зубчатых колес, причем нанесение смазочного материала осуществляют на набегающие боковые поверхности зубьев ведомых зубчатых колес, со стороны вершин этих зубьев на участки боковых поверхностей, прилегающие к этим вершинам; питатели располагают в районах верха колес и снабжают каждый из них несколькими выходными отверстиями, ориентированными радиально относительно колес и расположенными с минимальными зазорами относительно окружностей вершин зубчатых венцов; выходные отверстия располагают поперек зубчатых венцов между их торцами, по линиям, перпендикулярным этим торцам; смазывание каждого колеса осуществляют за время полного его оборота, предшествующего началу его реверса; смазочный материал подают циклично, в периоды прохождения выходных отверстий питателей над участками впадин зубчатых венцов колес, задавая при этом режим подачи смазочного материала, не допускающий самопроизвольного отрыва подаваемого смазочного материала от выходных отверстий питателей.
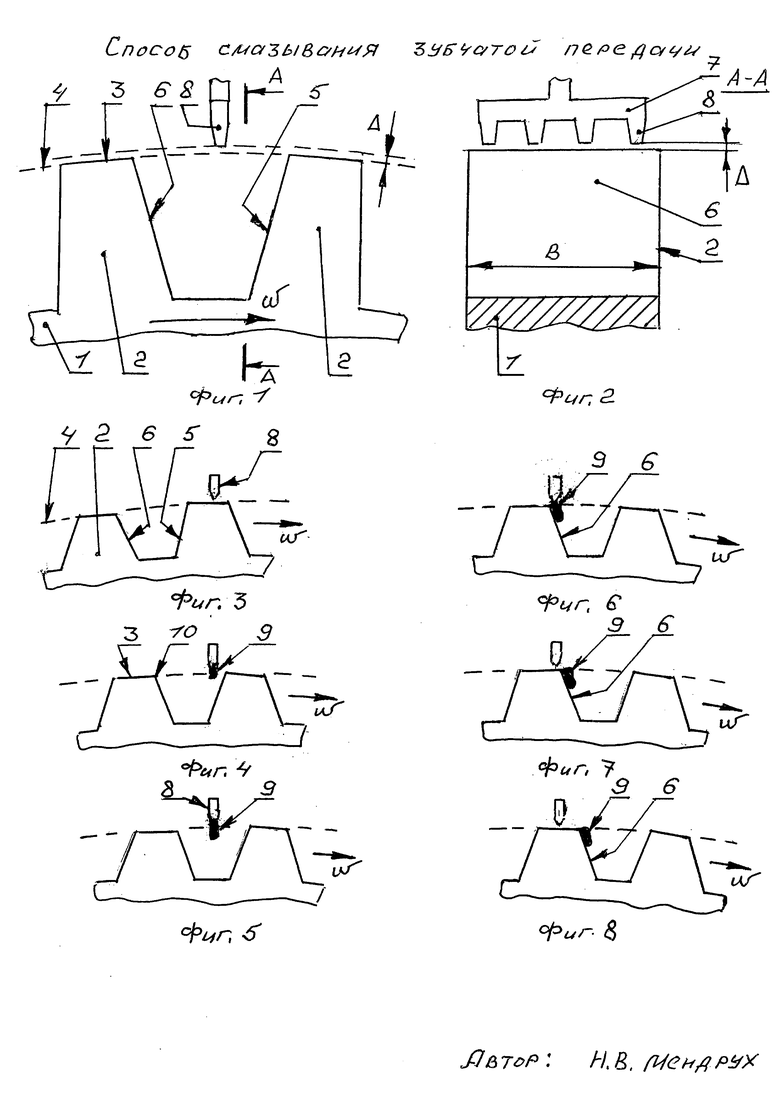
Сущность изобретения поясняется чертежами, на котором изображены: фрагмент зубчатого колеса со смазочным устройством (вид с торца) - фиг. 1, то же (в разрезе) - фиг. 2, процесс смазывания - фиг. 3-8.
На чертеже показаны: тело 1 зубчатого колеса, зубья 2, вершина 3 зуба, окружность 4 вершин зубьев, боковые поверхности 5 и 6 зубьев, питатель 7, выходы 8 питателя, смазочный материал 9, направление вращения со смазываемого колеса, зазор Δ между окружностью 4 вершин зубьев и выходными отверстиями выходов 8 питателя 7, ширина В зубчатого венца, крышка 10 между боковой поверхностью (6) и вершиной (3) зуба.
Данный способ реализуется следующим образом. Смазывание осуществляется путем подачи пластичного смазочного материала под давлением на набегающие боковые поверхности (6) зубьев 2 ведомых зубчатых колес, со стороны вершин 3 зубьев, при их вращении (ω). Подача для каждого колеса осуществляется посредством питателя 7 (укрепленных неподвижно) с несколькими выходами 9, расположенными поперек зубчатого венца (шириной В), по линии, перпендикулярной торцам зубчатого венца колеса. Выходы 8 ориентированы радиально относительно колеса, а между выходными отверстиями выходов и окружностью вершин 4 зубчатого венца колеса задается минимальный зазор Δ. Смазывание осуществляется на боковые поверхности 6 (набегающие) при направлении вращения ω колеса, когда рабочими являются отстающие боковые поверхности 5, а поверхности 6 являются нерабочими. Нанесение осуществляется за один полный оборот колеса, предшествующий режиму реверса (когда рабочими станут боковые поверхности 6). Это возможно путем использования, например, реле времени, заложенной в систему управления зубчатой передачи программы ее работы и т.п. Подача смазочного материала производится циклично, в периоды прохождения под выходными отверстиями питателя 7 впадин зубчатого венца колеса (между боковыми поверхностями 5 и 6 соседних зубьев); режим подачи может быть задан через датчик профиля зубчатого венца, соединенного через систему управления с питателем 7. При прохождении под выходными отверстиями питателя 7 вершин 3 зубьев 2 зубчатого венца (фиг. 3, 7, 8) подача смазочного материала не производится. При прохождении выходов питателя над впадинами зубчатого венца (фиг. 4, 5), смазочный материал 9 подается из выходных отверстий выходов 8 питателя 7. При подходе отверстий питателя к вершине 3 набегающего зуба (2) подача смазочного материала прекращается, а поданный из питателя смазочный материал срезается кромкой 10 (между боковой поверхностью 6 и вершиной 3 зуба) и, в силу адгезионного взаимодействия, остается на боковой поверхности 6. Для предотвращения самопроизвольного отрыва подаваемого смазочного материала 9 от выходов 8 питателя 7, задают режим его подачи - начало подачи, скорость подачи, окончание подачи. При начале реверса передачи рабочими становятся боковые поверхности 6. А смазывание боковых поверхностей 5 осуществляют аналогично - за один полный оборот колеса, предшествующий режиму реверса.
По сравнению с прототипом предлагаемый способ смазывания зубчатой передачи позволяет повысить качество смазывания боковых (трущихся) поверхностей зубьев смазываемых зубчатых колес, т.к. для ведомых колес (смазываемых в данном случае) контакт с парными (ведущими) колесами происходит по направлениям вершины - основания зубьев.
| название | год | авторы | номер документа |
|---|---|---|---|
| СМАЗОЧНОЕ УСТРОЙСТВО ЗУБЧАТОЙ ПЕРЕДАЧИ | 2016 |
|
RU2637051C1 |
| СМАЗОЧНОЕ УСТРОЙСТВО ЗУБЧАТОГО КОЛЕСА | 2015 |
|
RU2600349C1 |
| ЗУБЧАТОЕ КОЛЕСО | 2016 |
|
RU2613935C1 |
| ЗУБЧАТОЕ КОЛЕСО | 2016 |
|
RU2616101C1 |
| СМАЗОЧНОЕ УСТРОЙСТВО ЗУБЧАТОГО КОЛЕСА | 2015 |
|
RU2609529C1 |
| СМАЗОЧНОЕ УСТРОЙСТВО ЗУБЧАТОГО КОЛЕСА | 2015 |
|
RU2609589C1 |
| СМАЗОЧНОЕ УСТРОЙСТВО ЗУБЧАТОГО КОЛЕСА | 2015 |
|
RU2609526C1 |
| СМАЗОЧНОЕ УСТРОЙСТВО ЗУБЧАТОГО КОЛЕСА | 2015 |
|
RU2609828C1 |
| ЗУБЧАТОЕ КОЛЕСО | 2016 |
|
RU2611681C1 |
| ЗУБЧАТОЕ КОЛЕСО | 2016 |
|
RU2613939C1 |
Изобретение относится к способу смазывания зубчатой передачи, преимущественно реверсивной с вертикально расположенными зубчатыми колесами. Способ включает нанесение смазочного материала под давлением на боковые поверхности зубьев зубчатых колес посредством питателей, укрепленных неподвижно относительно вращающихся зубчатых колес. Нанесение смазочного материала осуществляют на набегающие боковые поверхности зубьев ведомых зубчатых колес со стороны вершин зубьев на участки боковых поверхностей, прилегающие к этим вершинам. Питатели располагают в районах верха колес и снабжают каждый из них несколькими выходными отверстиями. Выходные отверстия располагают поперек зубчатых венцов между их торцами по линиям, перпендикулярным этим торцам. Смазывание каждого зубчатого колеса осуществляют за время полного его оборота. Смазочный материал подают циклично в периоды прохождения выходных отверстий питателей над участками впадин зубчатых венцов колес, задавая при этом режим подачи смазочного материала, не допускающий самопроизвольного отрыва подаваемого смазочного материала от выходных отверстий питателей. Достигается повышение качества смазывания. 8 ил.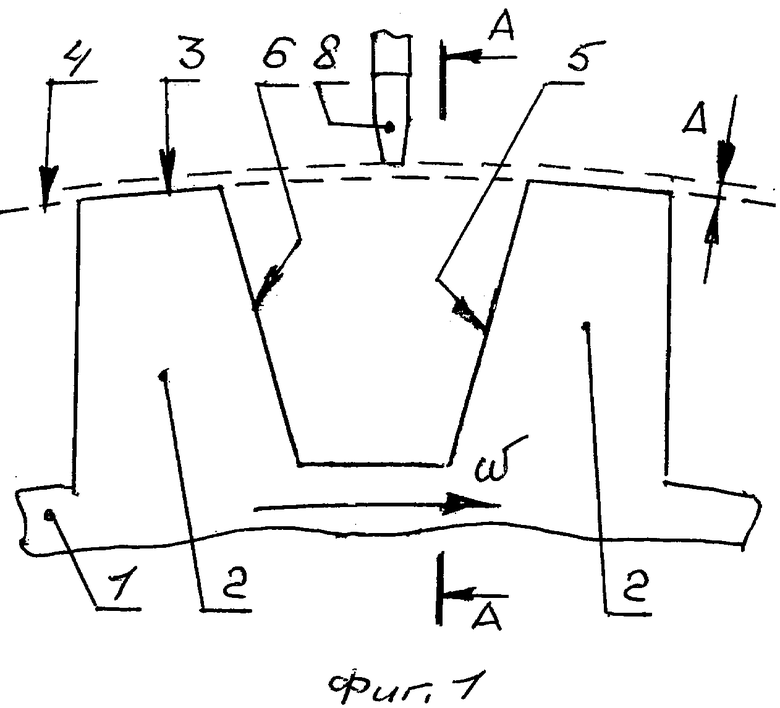
Способ смазывания зубчатой передачи, преимущественно реверсивной с вертикально расположенными зубчатыми колесами, смазываемой пластичным смазочным материалом, включающий нанесение этого материала под давлением на боковые поверхности зубьев зубчатых колес посредством питателей, укрепленных неподвижно относительно вращающихся зубчатых колес, отличающийся тем, что нанесение смазочного материала осуществляют на набегающие боковые поверхности зубьев ведомых зубчатых колес со стороны вершин этих зубьев на участки боковых поверхностей, прилегающие к этим вершинам, питатели располагают в районах верха колес и снабжают каждый из них несколькими выходными отверстиями, ориентированными радиально относительно зубчатых колес и расположенными с минимальными зазорами относительно окружностей вершин зубчатых венцов, выходные отверстия располагают поперек зубчатых венцов между их торцами по линиям, перпендикулярным этим торцам, смазывание каждого зубчатого колеса осуществляют за время полного его оборота, предшествующего началу его реверса, смазочный материал подают циклично в периоды прохождения выходных отверстий питателей над участками впадин зубчатых венцов колес, задавая при этом режим подачи смазочного материала, не допускающий самопроизвольного отрыва подаваемого смазочного материала от выходных отверстий питателей.
| СМАЗОЧНОЕ УСТРОЙСТВО, КОРОБКА ПЕРЕДАЧ И СПОСОБ СМАЗЫВАНИЯ КОРОБКИ ПЕРЕДАЧ | 2007 |
|
RU2439402C2 |
| Устройство для очистки топочных экранов котельных агрегатов | 1976 |
|
SU726411A1 |
| WO 2005108826 A1, 17.11.2005 | |||
| Редуктор | 1987 |
|
SU1477971A1 |

