Область техники, к которой относится изобретение
Настоящее изобретение относится к прогрессивной офтальмологической линзе. Настоящее изобретение также относится к полуобработанной заготовке линзы, содержащей первую асферическую поверхность и вторую необработанную поверхность, предназначенную для дальнейшей машинной обработки для формирования прогрессивной офтальмологической линзы. Настоящее изобретение также относится к способу изготовления подобной прогрессивной офтальмологической линзы и подобной полуобработанной заготовки линзы.
Предшествующий уровень техники
Пользователю может быть выписан рецепт на положительную или отрицательную коррекцию оптической силы. Офтальмологический рецепт может содержать рецепт для корректировки оптической силы и/или астигматизма. Для пользователей со старческой дальнозоркостью значение коррекции оптической силы отличается для зрения на большое расстояние и зрения на малое расстояние из-за сложности аккомодации зрения на малое расстояние. Таким образом, рецепт содержит значение силы зрения на большое расстояние и аддидацию, представляющую собой возрастание силы между зрением на большое расстояние и зрением на малое расстояние. Данное увеличение называют предписанной аддидацией. Офтальмологические линзы, подходящие для пользователей со старческой дальнозоркостью, представляют собой мультифокальные линзы, наиболее подходящими из которых являются прогрессивные мультифокальные линзы.
Офтальмологический рецепт может содержать рецепт для корректировки астигматизма. Офтальмолог выписывает подобный рецепт в форме пары, состоящей из значения оси (в градусах) и значения амплитуды (в диоптриях). Значение амплитуды представляет собой разницу между минимальной и максимальной силой в заданном направлении, позволяющую корректировать дефект зрения пользователя. Согласно выбранной системе, ось представляет собой ориентацию одной из двух сил относительно оси отсчета и в выбранном направлении вращения. Обычно используют систему ТАВО (Techische Abbildung fuer Brillen Optik). В данной системе ось отсчета является горизонтальной и вращение направлено против часовой стрелки для каждого глаза, если смотреть на пользователя. Таким образом, значение оси, равное +45°, представляет ось, ориентированную наклонно и проходящую, если смотреть на пользователя, из квадранта, расположенного вверху справа, в квадрант, расположенный внизу слева. Подобный рецепт для коррекции астигматизма рассчитан на пользователя, использующего зрение на большое расстояние. Термин «астигматизм» используется для обозначения указанной пары (амплитуды и угла); тем не менее, данное использование не совсем точное, данный термин также используют применительно к амплитуде астигматизма. Специалисту в данной области значение данного термина будет понятно из контекста. Специалисту в данной области также известно, что сила, указанная в рецепте, и астигматизм пользователя обычно обозначены терминами "сфера" (SPH), "цилиндр" (CYL) и ось.
Для получения прогрессивной офтальмологической линзы, соответствующей рецепту пользователя, производитель линз может предоставить полуобработанную заготовку офтальмологической линзы. В общем, полуобработанная заготовка офтальмологической линзы содержит первую поверхность, соответствующую базовой оптической поверхности, например, прогрессивную поверхность в случае традиционных прогрессивных увеличивающих офтальмологических линз, и вторую необработанную поверхность. Полуобработанную заготовку офтальмологической линзы, обладающую подходящими оптическими характеристиками, выбирают на основании рецепта пользователя и необработанную поверхность обрабатывают машинным способом и полируют в рецептурной лаборатории для того, чтобы получить офтальмологическую линзу, соответствующую рецепту. Полуобработанная заготовка линзы может быть изготовлена посредством формования или цифровой обработки поверхности. Необработанная поверхность может быть обработана посредством цифровой обработки поверхности.
Прогрессивная офтальмологическая линза также может быть получена путем непосредственной машинной обработки обеих поверхностей с использованием оборудования для цифровой обработки поверхности. Предоставлена незавершенная заготовка линзы; первая асферическая поверхность обработана машинным способом, и вторая асферическая поверхность обработана машинным способом, при этом вторая асферическая поверхность определена оптической оптимизацией, основанной на данных, относящихся к первой асферической поверхности, и на данных, относящихся к пользователю. Таким образом получают офтальмологическую линзу, соответствующую рецепту.
Независимо от используемой технологии, начиная от полуобработанной заготовки линзы или машинной обработки обеих поверхностей с помощью цифровой обработки поверхности, требуется точное позиционирование линзы на аппарате для цифровой обработки поверхности для того, чтобы обеспечить создание нужных оптических характеристик линзы.
В WO-A-2010/072749 раскрыт способ изготовления офтальмологической линзы с помощью цифровой обработки поверхности и рассмотрена проблема точного позиционирования элемента линзы на блокирующем устройстве.
Сущность изобретения
Цель настоящего изобретения заключается в облегчении изготовления прогрессивной офтальмологической линзы и одновременном сохранении оптических качеств линзы.
Данную цель достигают с помощью прогрессивной офтальмологической линзы, содержащей переднюю поверхность и заднюю поверхность, при этом каждая точка каждой поверхности имеет высоту, среднее значение сферы и значение цилиндра, при этом передняя поверхность линзы содержит:
- зону зрения на большое расстояние, содержащую базовую точку зрения на большое расстояние;
- зону зрения на малое расстояние, содержащую базовую точку зрения на малое расстояние;
- основной меридиан,
где передняя поверхность является регрессивной и имеет:
- нормированное значение градиента сферы, равное менее 7,50×10-1 мм-1 в любой точке в центральной части линзы, содержащей часть основного меридиана, базовую точку зрения на большое расстояние и базовую точку зрения на малое расстояние;
- нормированное значение градиента цилиндра, равное менее 1,45 мм-1 в любой точке в центральной части линзы.
Согласно одному варианту осуществления, передняя поверхность линзы также имеет четвертую производную относительно нормированного значения высоты, равного менее 5,0×10-5 мм-2 дптр-1 в любой точке в центральной части линзы.
Цель настоящего изобретения также достигают с помощью прогрессивной офтальмологической линзы, содержащей переднюю поверхность и заднюю поверхность, при этом каждая точка каждой поверхности имеет высоту, среднее значение сферы и значение цилиндра, при этом передняя поверхность линзы содержит:
- зону зрения на большое расстояние, содержащую базовую точку зрения на большое расстояние;
- зону зрения на малое расстояние, содержащую базовую точку зрения на малое расстояние;
- основной меридиан,
где передняя поверхность является регрессивной и имеет четвертую производную относительно нормированного значения высоты, равного менее 5,0×10-5 мм-2 дптр-1 в любой точке в центральной части линзы, содержащей часть основного меридиана, базовую точку зрения на большое расстояние и базовую точку зрения на малое расстояние.
Согласно одному варианту осуществления по меньшей мере одна поверхность линзы содержит две микромаркировки и центральную точку, расположенную в центре сегмента, связывающего две микромаркировки, при этом центральная часть линзы представляет собой круг диаметром 40 мм, центром которого является центральная точка.
Цель настоящего изобретения также достигают с помощью полуобработанной заготовки линзы для очков, содержащей первую регрессивную поверхность и вторую необработанную поверхность, при этом каждая точка первой регрессивной поверхности имеет высоту, среднее значение сферы и значение цилиндра, где первая регрессивная поверхность содержит зону зрения на большое расстояние, содержащую базовую точку зрения на большое расстояние, зону зрения на малое расстояние, содержащую базовую точку зрения на малое расстояние, основной меридиан и где первая регрессивная поверхность имеет четвертую производную относительно нормированного значения высоты, равного менее 5,0×10-5 мм-2 дптр-1 в любой точке по меньшей мере в центральной части заготовки, содержащей часть основного меридиана, базовую точку зрения на большое расстояние и базовую точку зрения на малое расстояние.
Согласно одному варианту осуществления первая регрессивная поверхность также имеет:
нормированное значение градиента сферы, равное менее 7,50.10-1 мм-1 в любой точке в центральной части; и
- нормированное значение градиента цилиндра, равное менее 1,45 мм-1 в любой точке в центральной части.
Цель настоящего изобретения также достигают с помощью полуобработанной заготовки линзы для очков, содержащей первую регрессивную поверхность и вторую необработанную поверхность, при этом каждая точка первой регрессивной поверхности имеет высоту, среднее значение сферы и значение цилиндра, где первая регрессивная поверхность содержит зону зрения на большое расстояние, содержащую базовую точку зрения на большое расстояние, зону зрения на малое расстояние, содержащую базовую точку зрения на малое расстояние, основной меридиан и где первая регрессивная поверхность имеет:
- нормированное значение градиента сферы, равное менее 7,50×10-1 мм-1 в любой точке в центральной части, содержащей часть основного меридиана, базовую точку зрения на большое расстояние и базовую точку зрения на малое расстояние; и
- нормированное значение градиента цилиндра, равное менее 1,45 мм-1 в любой точке в центральной части.
Согласно одному варианту осуществления заготовка содержит маркировки, обозначающие положение центральной точки заготовки, при этом центральная часть заготовки представляет собой круг диаметром 40 мм, центром которого является центральная точка.
Настоящее изобретение также относится к способу изготовления полуобработанной заготовки линзы, содержащему следующие этапы, на которых:
- ограничивают первую поверхность и вторую необработанную поверхность, при этом каждая точка первой поверхности имеет высоту, среднее значение сферы и значение цилиндра;
- ограничивают зону зрения на большое расстояние, содержащую базовую точку зрения на большое расстояние, зону зрения на малое расстояние, содержащую базовую точку зрения на малое расстояние, основной меридиан и центральную часть первой поверхности, содержащей часть основного меридиана, базовую точку зрения на большое расстояние и базовую точку зрения на малое расстояние;
- определяют первую поверхность, содержащую:
регрессию среднего значения сферы между по меньшей мере частью зоны зрения на большое расстояние и по меньшей мере частью зоны зрения на малое расстояние; и
четвертую производную относительно нормированного значения высоты, равного менее 5,0×10-5 в любой точке в центральной части;
- выполняют обработку или формование первой поверхности.
Настоящее изобретение также относится к способу изготовления полуобработанной заготовки линзы, содержащему следующие этапы, на которых:
- ограничивают первую поверхность и вторую необработанную поверхность, при этом каждая точка первой поверхности имеет высоту, среднее значение сферы и значение цилиндра;
- ограничивают зону зрения на большое расстояние, содержащую базовую точку зрения на большое расстояние, зону зрения на малое расстояние, содержащую базовую точку зрения на малое расстояние, основной меридиан и центральную точку первой поверхности, содержащей часть основного меридиана, базовую точку зрения на большое расстояние и базовую точку зрения на малое расстояние;
- определяют первую поверхность, содержащую:
регрессию среднего значения сферы между по меньшей мере частью зоны зрения на большое расстояние и по меньшей мере частью зоны зрения на малое расстояние; и
нормированное значение градиента сферы, равное менее 7,50×10-1 мм-1 в любой точке в центральной части; и
нормированное значение градиента цилиндра, равное менее 1,45-1 в любой точке в центральной части;
- выполняют обработку или формование первой поверхности.
Настоящее изобретение также относится к способу изготовления прогрессивной офтальмологической линзы, содержащему следующие этапы:
- предоставляют данные о пользователе,
- выбирают полуобработанную заготовку линзы согласно настоящему изобретению;
- выполняют оптическую оптимизацию линзы на основании данных о пользователе и на основании данных о первой регрессивной поверхности заготовки,
- предоставляют выбранную полуобработанную заготовку линзы и выполняют обработку поверхности или формование необработанной поверхности заготовки согласно результату оптической оптимизации.
Настоящее изобретение также относится к способу изготовления прогрессивной офтальмологической линзы, содержащему следующие этапы:
- предоставляют данные о пользователе,
- ограничивают зону зрения на большое расстояние, содержащую базовую точку зрения на большое расстояние, зону зрения на малое расстояние, содержащую базовую точку зрения на малое расстояние, основной меридиан,
- ограничивают первую поверхность линзы, имеющую:
регрессию среднего значения сферы между по меньшей мере частью зоны зрения на большое расстояние и по меньшей мере частью зоны зрения на малое расстояние;
нормированное значение градиента сферы, равное менее 7,50×10-1 мм-1 в любой точке в центральной части линзы, содержащей часть основного меридиана, базовую точку зрения на большое расстояние и базовую точку зрения на малое расстояние;
нормированное значение градиента цилиндра, равное менее 1,45 мм-1 в любой точке в центральной части линзы;
- выполняют оптическую оптимизацию линзы на основании данных о пользователе и на основании данных о первой поверхности линзы;
- определяют вторую поверхность линзы согласно результату оптической оптимизации;
- выполняют обработку или формование первой и второй поверхности.
Настоящее изобретение также относится к способу изготовления прогрессивной офтальмологической линзы, содержащему следующие этапы:
- предоставляют данные о пользователе,
- ограничивают зону зрения на большое расстояние, содержащую базовую точку зрения на большое расстояние, зону зрения на малое расстояние, содержащую базовую точку зрения на малое расстояние, основной меридиан,
- ограничивают первую поверхность линзы, имеющую:
регрессию среднего значения сферы между по меньшей мере частью зоны зрения на большое расстояние и по меньшей мере частью зоны зрения на малое расстояние;
четвертую производную относительно нормированного значения высоты, равного менее 5,0×10-5 в любой точке в центральной части линзы, содержащей часть основного меридиана, базовую точку зрения на большое расстояние и базовую точку зрения на малое расстояние;
- выполняют оптическую оптимизацию линзы на основании данных о пользователе и на основании данных о первой поверхности линзы;
- определяют вторую поверхность линзы согласно результату оптической оптимизации;
- выполняют обработку или формование первой и второй поверхности.
Настоящее изобретение также относится к группе приспособлений для изготовления прогрессивной офтальмологической линзы и/или полуобработанной заготовке линзы, где данные приспособления приспособлены для выполнения этапов способа согласно настоящему изобретению.
Настоящее изобретение также относится к компьютерному программному продукту, содержащему одну или более сохраненных последовательностей команд, доступных процессору, и которые, при выполнении данных команд процессором, приводят к выполнению процессором этапов способа согласно настоящему изобретению. Настоящее изобретение также относится к машиночитаемому носителю, содержащему одну или более последовательностей команд компьютерного программного продукта согласно настоящему изобретению.
Базовая точка зрения на большое расстояние (соответственно, базовая точка зрения на малое расстояние) может представлять собой, например, контрольную точку. В общем, базовая точка зрения на большое расстояние (соответственно, базовая точка зрения на малое расстояние) может представлять собой любую другую точку передней поверхности в зоне зрения на большое расстояние (соответственно, в зоне зрения на малое расстояние).
Поскольку изменениями значения сферы и цилиндра (также называемыми градиентами сферы и градиентами цилиндра) и/или ускорением изменений значения сферы и цилиндра управляют на передней поверхности прогрессивной офтальмологической линзы согласно настоящему изобретению, таким образом, возможно обеспечить улучшенную техническую осуществимость машинной обработки задней поверхности с помощью аппарата для цифровой обработки поверхности и одновременно сохранять оптические качества офтальмологической линзы.
Дальнейшие характерные признаки и преимущества настоящего изобретения станут очевидны из следующего описания вариантов осуществления настоящего изобретения, представленных в качестве неограничивающих примеров со ссылками на сопроводительные графические материалы, перечисленные ниже.
Краткое описание графических материалов
- На фиг. 1-5 изображен график среднего значения сферы вдоль меридиана, карта среднего значения сферы, карта значения цилиндра, карта градиента сферы и карта градиента цилиндра соответственно передней поверхности полуобработанной заготовки линзы, согласно первому сравнительному примеру;
- на фиг. 6-10 изображен график среднего значения сферы вдоль меридиана, карта среднего значения сферы, карта значения цилиндра, карта градиента сферы и карта градиента цилиндра соответственно передней поверхности полуобработанной заготовки линзы, согласно второму сравнительному примеру;
- на фиг. 11-15 изображен график среднего значения сферы вдоль меридиана, карта среднего значения сферы, карта значения цилиндра, карта градиента сферы и карта градиента цилиндра соответственно передней поверхности полуобработанной заготовки линзы, согласно первому варианту осуществления настоящего изобретения;
- на фиг. 16-20 изображен график среднего значения сферы вдоль меридиана, карта среднего значения сферы, карта значения цилиндра, карта градиента сферы и карта градиента цилиндра соответственно передней поверхности полуобработанной заготовки линзы, согласно второму варианту осуществления настоящего изобретения;
- на фиг.21-25 изображен график среднего значения сферы вдоль меридиана, карта среднего значения сферы, карта значения цилиндра, карта градиента сферы и карта градиента цилиндра соответственно передней поверхности полуобработанной заготовки линзы, согласно третьему варианту осуществления настоящего изобретения;
- на фиг.26-40 изображены результаты оптического анализа номинальных характеристик рассматриваемых линз;
- на фиг.41-45 изображен график среднего значения сферы вдоль меридиана, карта среднего значения сферы, карта значения цилиндра, карта градиента сферы и карта градиента цилиндра соответственно задней поверхности при эксплуатации полуобработанной заготовки линзы по фиг.1-5;
- на фиг.46-50 изображен график среднего значения сферы вдоль меридиана, карта среднего значения сферы, карта значения цилиндра, карта градиента сферы и карта градиента цилиндра соответственно задней поверхности при эксплуатации полуобработанной заготовки линзы по фиг.6-10;
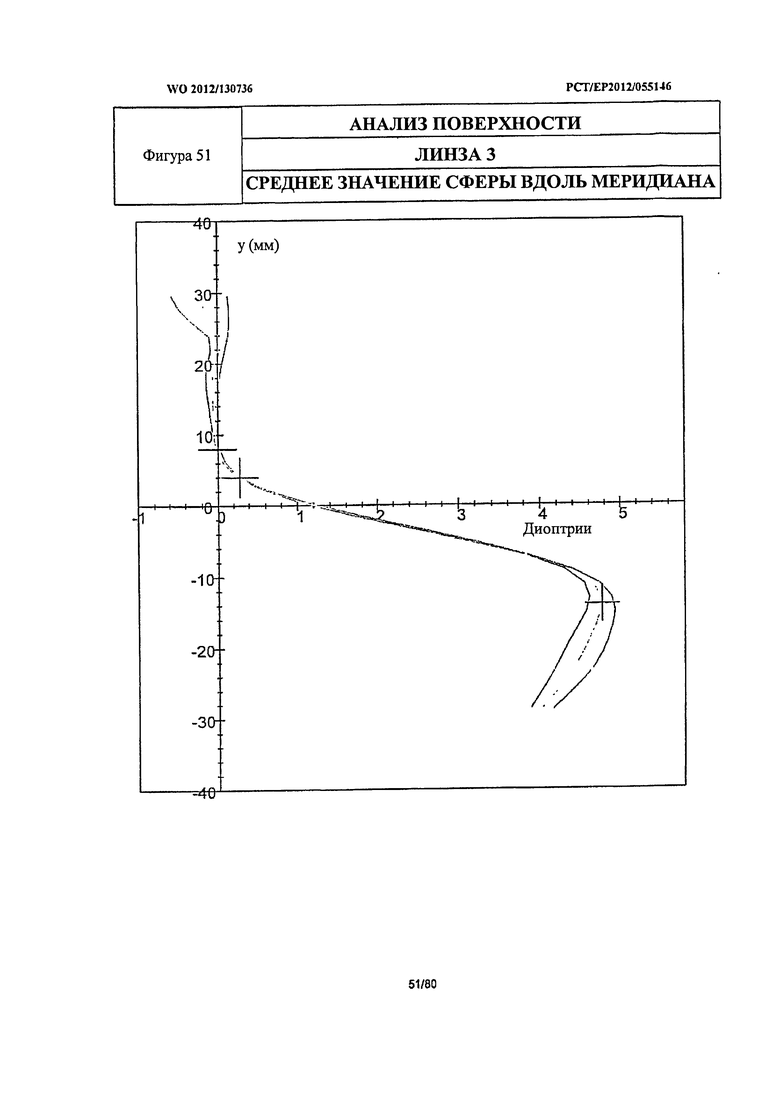
- на фиг.51-55 изображен график среднего значения сферы вдоль меридиана, карта среднего значения сферы, карта значения цилиндра, карта градиента сферы и карта градиента цилиндра соответственно задней поверхности при эксплуатации полуобработанной заготовки линзы по фиг.11-15;
- на фиг.56-60 изображен график среднего значения сферы вдоль меридиана, карта среднего значения сферы, карта значения цилиндра, карта градиента сферы и карта градиента цилиндра соответственно задней поверхности при эксплуатации полуобработанной заготовки линзы по фиг.16-20;
- на фиг.61-65 изображен график среднего значения сферы вдоль меридиана, карта среднего значения сферы, карта значения цилиндра, карта градиента сферы и карта градиента цилиндра соответственно задней поверхности при эксплуатации полуобработанной заготовки линзы по фиг.21-25;
- на фиг.66-68 изображены результаты оптического анализа характеристик линзы согласно первому сравнительному примеру при возникновении дефекта позиционирования;
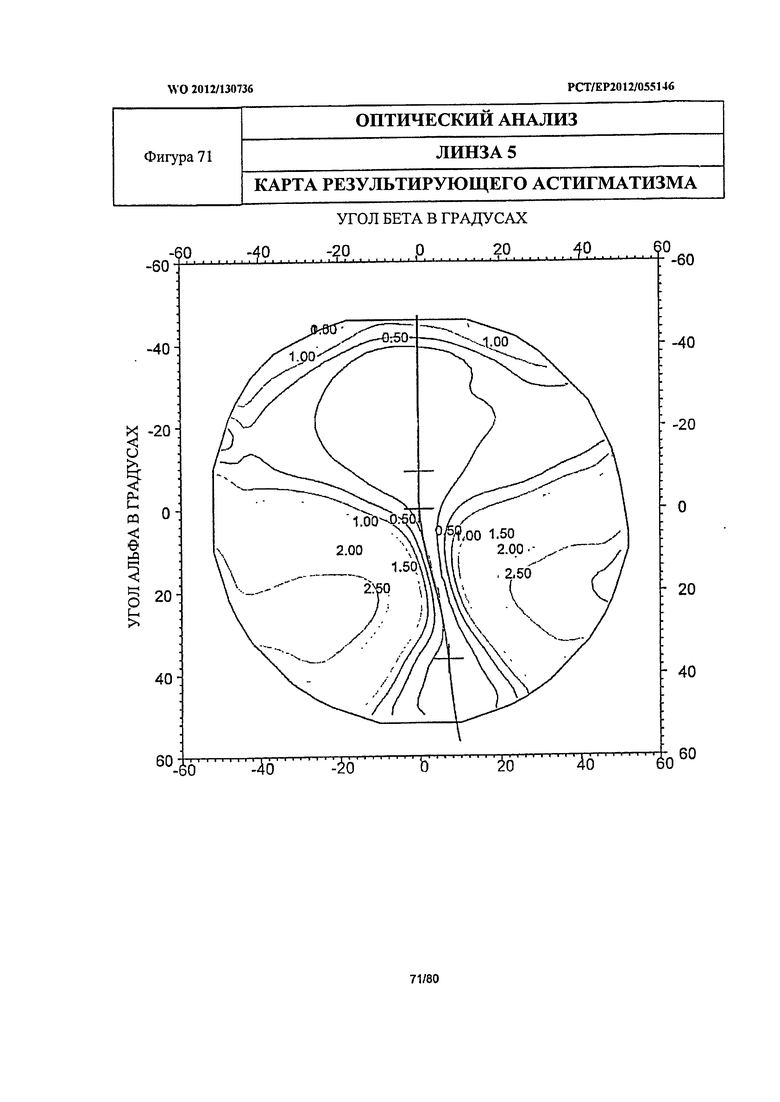
- на фиг.69-71 изображены результаты оптического анализа характеристик линзы согласно третьему варианту осуществления настоящего изобретения при возникновении дефекта позиционирования;
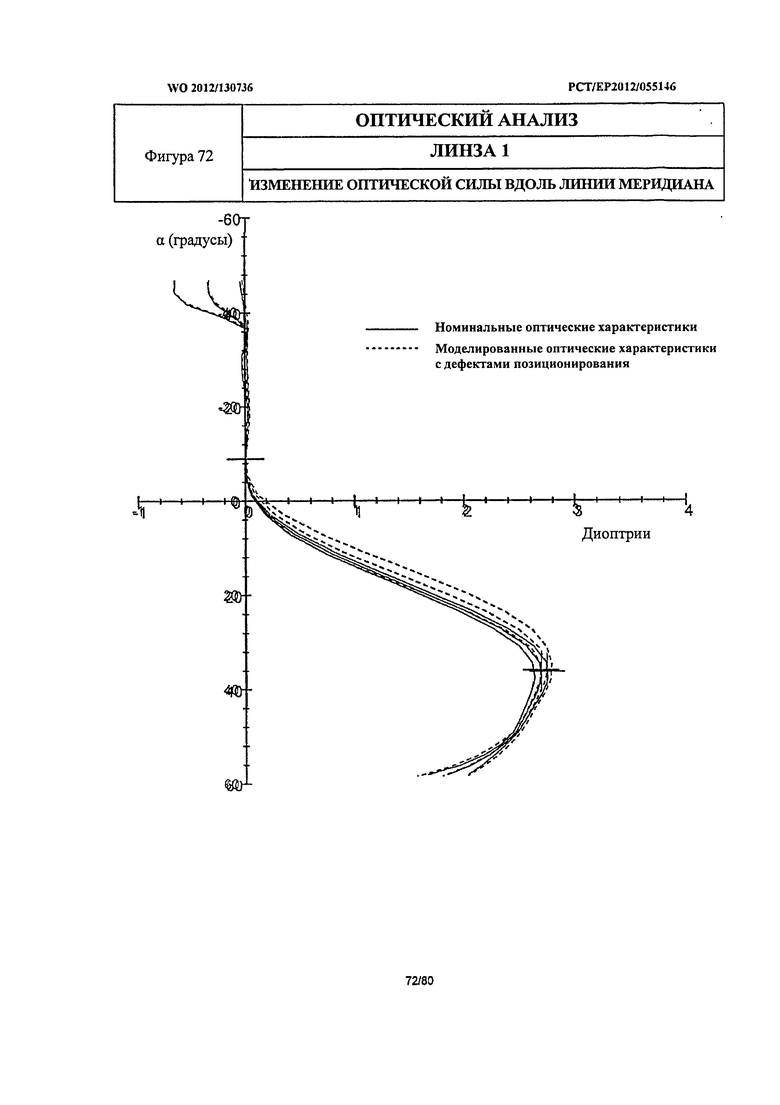
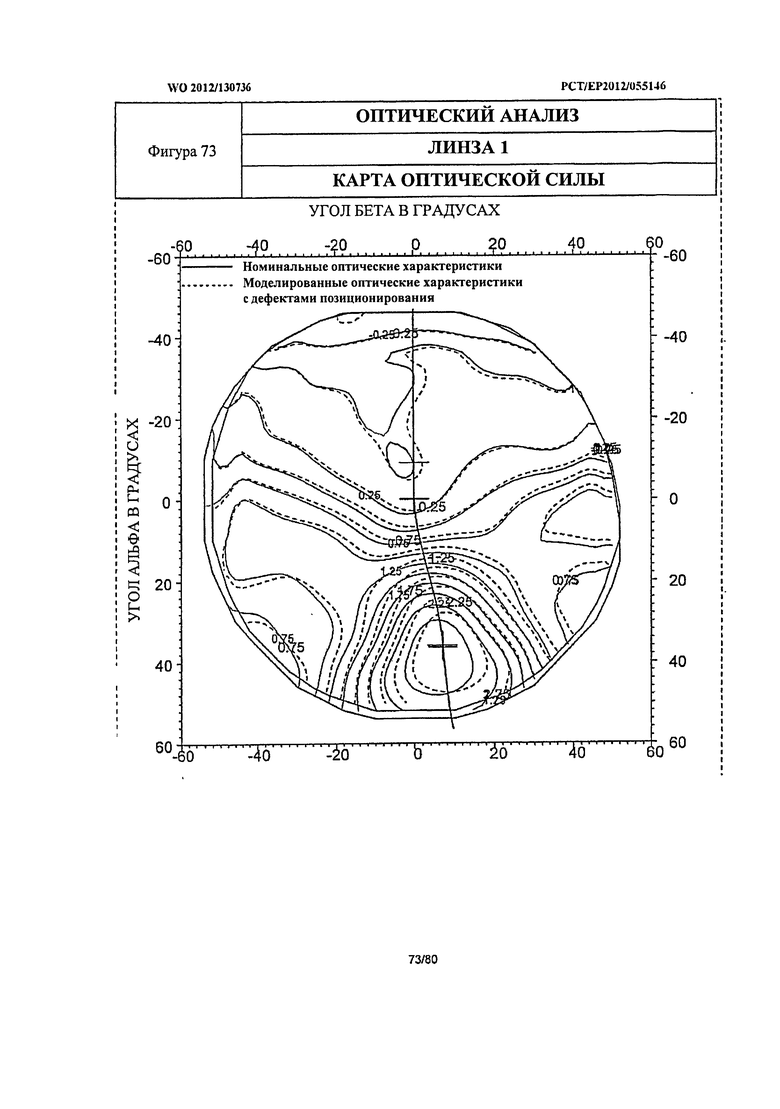
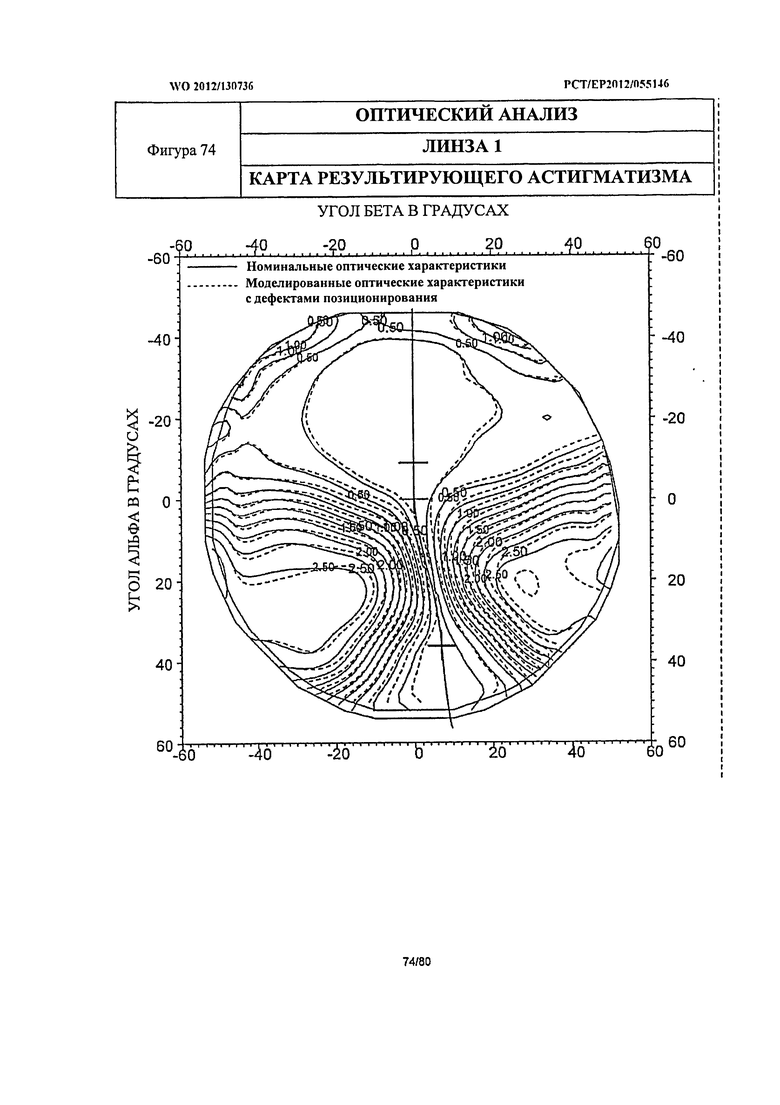
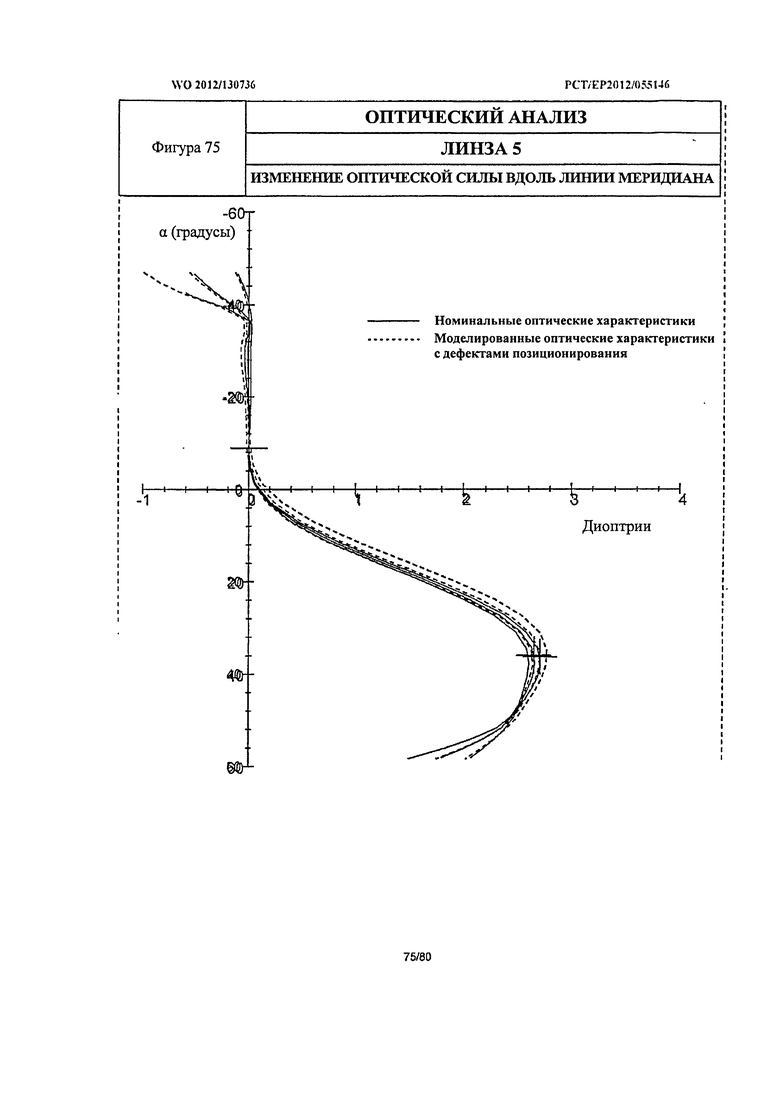
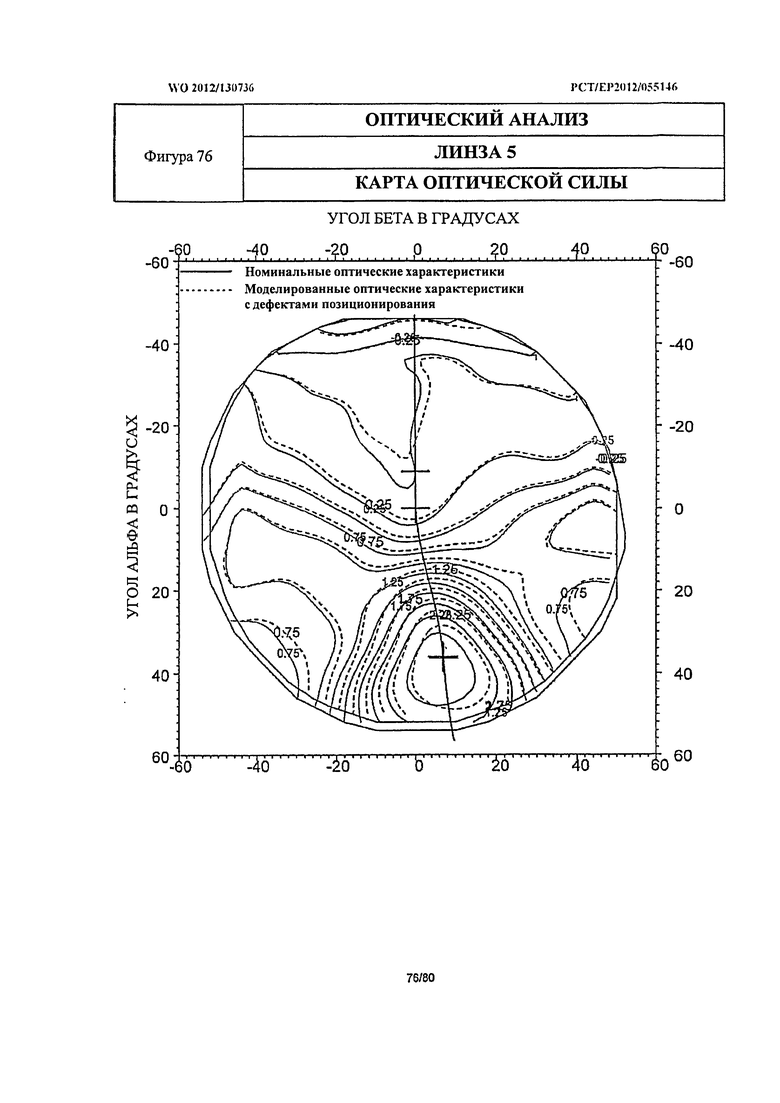
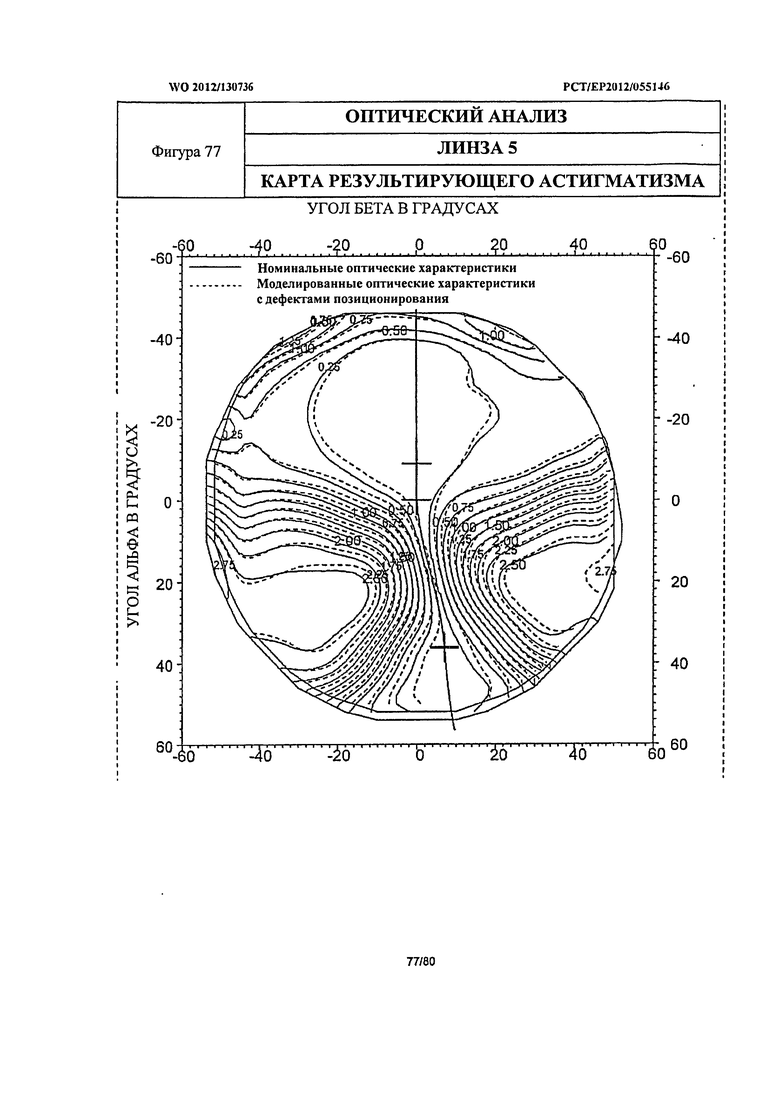
- на фиг.72-77 изображено сравнение результатов оптического анализа номинальных характеристик и результатов оптического анализа характеристик при возникновении дефекта позиционирования;
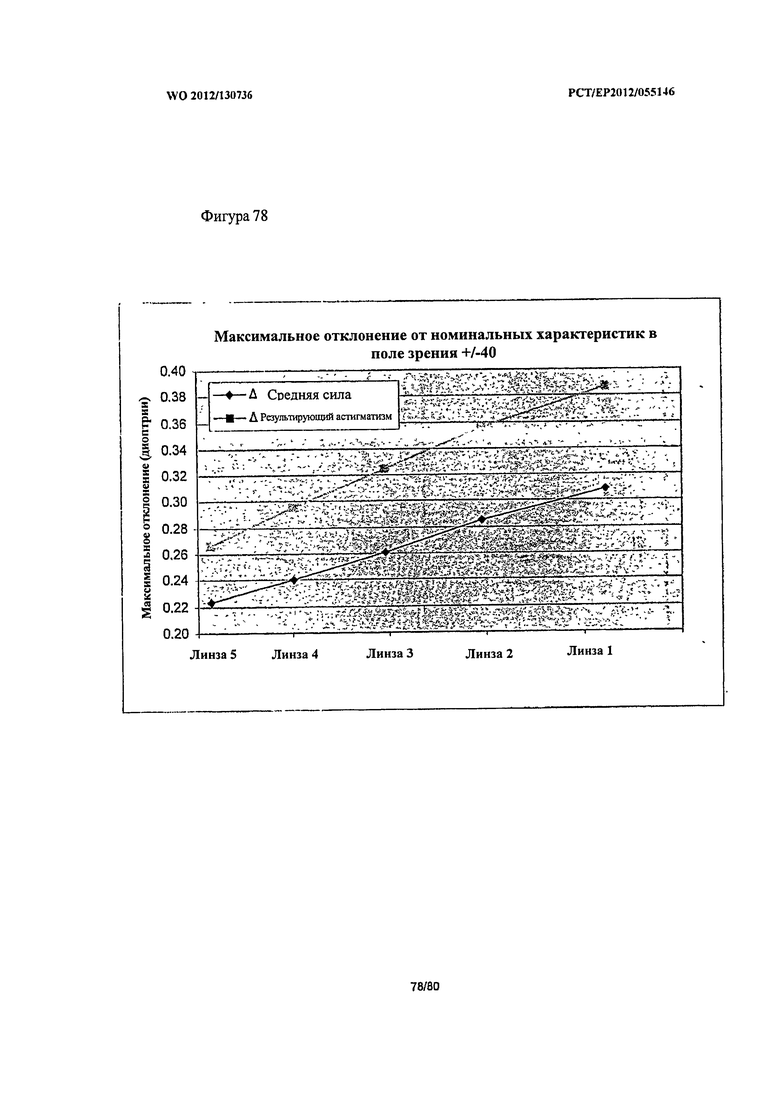
- на фиг.78 изображен график, демонстрирующий максимальное отклонение от номинальных характеристик для каждой рассматриваемой линзы;
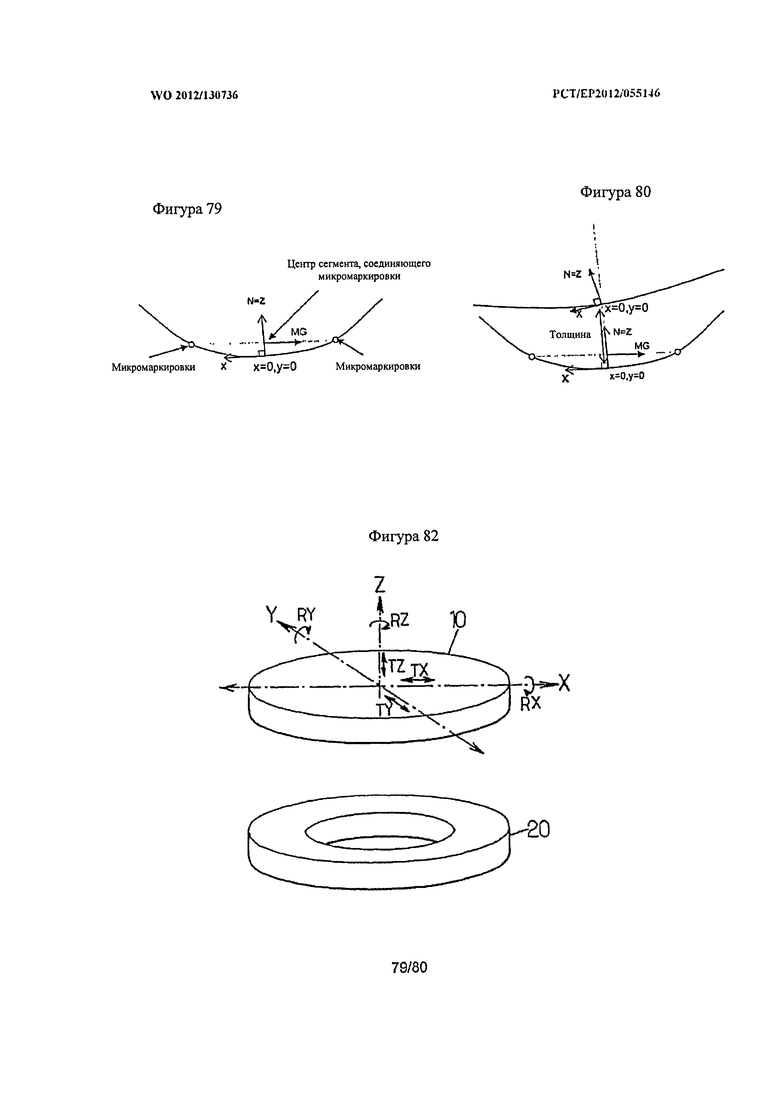
- на фиг.79 и 80 изображен референциал, относящийся к микромаркировкам, для поверхности, содержащей микромаркировки, и для поверхности, не содержащей микромаркировки, соответственно;
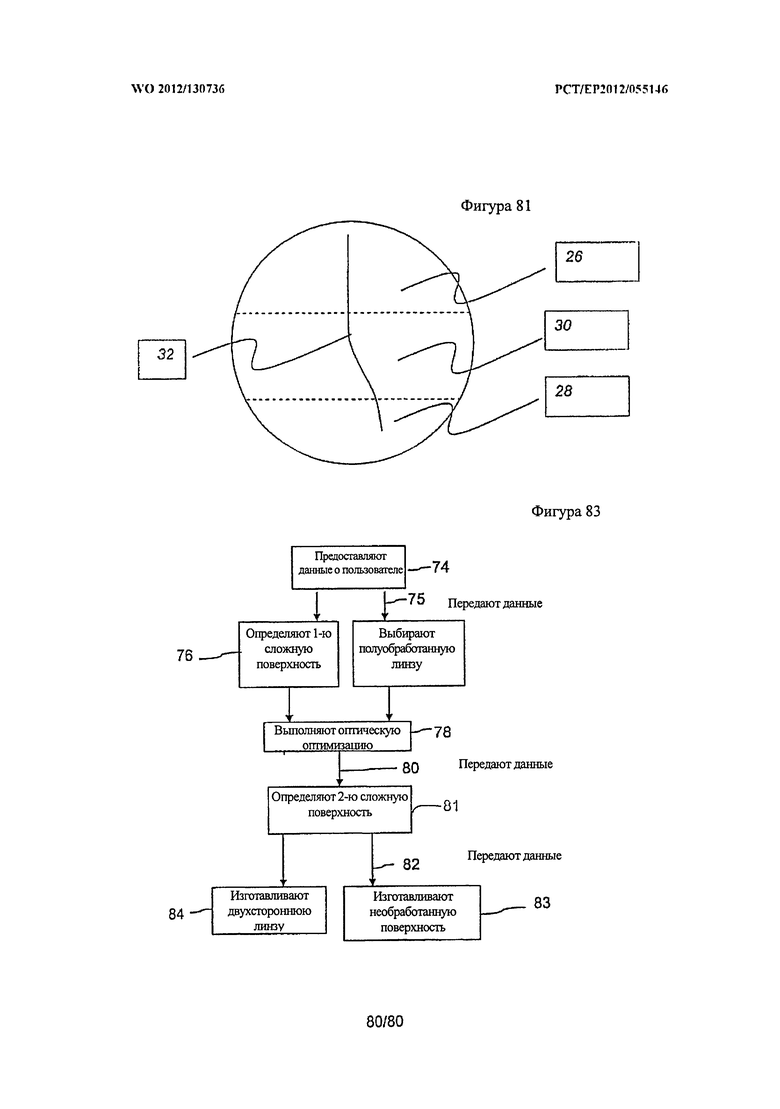
- на фиг.81 изображен схематический вид мультифокальной прогрессивной линзы;
- на фиг.82 изображен перспективный вид заготовки линзы для позиционирования на блокирующем устройстве;
- на фиг.83 изображена блок-схема этапов способа изготовления линзы согласно настоящему изобретению.
Следует понимать, что элементы на фигурах изображены для простоты и ясности и не обязательно изображены в реальном масштабе. Например, линейные размеры некоторых элементов на фигурах могут быть преувеличены относительно других элементов для того, чтобы помочь пониманию вариантов осуществления настоящего изобретения.
Подробное описание предпочтительных вариантов осуществления
Прогрессивная линза содержит две не осесимметричные асферические поверхности, например, но не ограничиваясь данными примерами, прогрессивную поверхность, регрессивную поверхность, торическую или аторическую поверхности.
Как известно, каждая точка асферической поверхности имеет высоту z. Для каждой точки поверхности максимальная кривизна CURVmin представлена формулой:
где Rmax представляет собой максимальный радиус кривизны в данной точке, выраженный в метрах, и CURVmin выражена в диоптриях.
Подобным образом, максимальная кривизна CURVmax может быть определена в любой точке на асферической поверхности с помощью формулы:
где Rmin представляет собой минимальный радиус кривизны в данной точке, выраженный в метрах, и CURVmax выражена в диоптриях.
Следует отметить, что когда поверхность является сферической в данной точке, минимальный радиус кривизны Rmin в данной точке и максимальный радиус кривизны Rmax в данной точке являются одинаковыми и, соответственно, минимальная кривизна CURVmin и максимальная кривизна CURVmax также идентичны.
Из данных выражений можно вывести минимальную и максимальную кривизну CURVmin и CURVmax, минимальное и максимальное значения сферы, обозначенные SPHmin и SPHmax, согласно типу рассматриваемой поверхности.
Когда рассматриваемая поверхность представляет собой поверхность, расположенную со стороны объекта, также называемую передней поверхностью, выражения являются следующими:

где n является индексом материала, из которого состоит линза.
Если рассматриваемая поверхность представляет собой поверхность, расположенную со стороны глазного яблока, также называемую задней поверхностью, выражения являются следующими:

где n является индексом материала, из которого состоит линза.
Как известно, среднее значение сферы SPHmean в любой точке на асферической поверхности также можно определить по формуле:

- Значение цилиндра CYL также определяют по формуле CYL=SPHmax-SPHmin.
Характеристики любой сложной поверхности линзы могут быть выражены посредством средних значений сферы и цилиндра в данной точке. Поверхность можно считать асферической в данной точке, когда значение цилиндра равно по меньшей мере 0,25 диоптрии.
Когда линзу характеризуют посредством ссылки на одну из ее асферических поверхностей, определяют референциал, относящийся к микромаркировкам, как изображено на фиг.79 и 80, для поверхности, содержащей микромаркировки, и для поверхности, не содержащей микромаркировки, соответственно.
Прогрессивные линзы содержат микромаркировки, являющиеся обязательными согласно гармонизированному стандарту ISO 8990-2. На поверхность линзы также могут быть нанесены временные маркировки, обозначающие положения контрольных точек на линзе, например, таких как контрольная точка для зрения на большое расстояние, контрольная точка для зрения на малое расстояние, начальная точка призмы и аппроксимирующее пересечение. Если временные маркировки отсутствуют или были стерты, специалист всегда может разместить контрольные точки на линзе, используя установочную таблицу и постоянные микромаркировки. Производитель линз должен гарантировать соответствие контрольных точек рецепту.
Микромаркировки также предоставляют возможность определения референциала для обеих поверхностей линзы.
На фиг.79 изображен референциал для поверхности, содержащей микромаркировки. Центром поверхности (x=0, y=0) является точка поверхности, в которой нормаль N к поверхности пересекает центр сегмента, соединяющего две микромаркировки. MG представляет собой коллинеарный единичный вектор, ограниченный двумя микромаркировками. Вектор Z референциала равен единичной нормали (Z=N); вектор Y референциала равен векторному произведению Z и MG; вектор Х референциала равен векторному произведению Y на Z. {X, Y, Z} тем самым образуя ортонормальный трехгранник. Центр референциала является центром поверхности x=0 мм, y=0 мм. Ось Х является горизонтальной осью, а ось Y является вертикальной осью.
На фиг.80 изображен референциал для поверхности, расположенной напротив поверхности, содержащей микромаркировки. Центром данной второй поверхности (x=0, y=0) является точка, в которой нормаль N, пересекающая центр сегмента, соединяющего две микромаркировки на первой поверхности, пересекает вторую поверхность. Референциал второй поверхности имеет такую же конструкцию, что и референциал первой поверхности, т.е. вектор Z равен единичной нормали второй поверхности; вектор Y равен векторному произведению Z и MG; вектор Х равен векторному произведению Y и Z. Что касается первой поверхности, ось Х является горизонтальной осью, а ось Y является вертикальной осью. Центр референциала поверхности также находится в точке x=0 мм, y=0 мм.
Подобным образом, согласно стандарту ISO 10322-2, на полуобработанной заготовке линзы должны быть нанесены микромаркировки. Следовательно, можно определить центр асферической поверхности полуобработанной заготовки линзы, а также референциал, как описано выше.
Более того, прогрессивная мультифокальная линза также может быть определена ее оптическими характеристиками, принимая во внимание состояние человека, носящего линзы. Можно привести ссылку, например, на ЕР-А-0927377, ЕР-А-0990939 или WO-A-2010/100528, определяющие линзы посредством оптических характеристик.
Как известно per se, возможно определить оптическую силу и астигматизм пользователя в каждом направлении зрения.
Возможные определения оптической силы и астигматизма линзы в условиях ее ношения могут быть рассчитаны, как описано в статье за авторством В. Bourdoncle et al., озаглавленной “Ray tracing through progressive ophthalmic lenses”, 1990 International Lens Design Conference, D.T. Moore ed., Proc. Soc. Photo. Opt. lustrum. Eng. Условия ношения заданной линзы можно рассчитать с помощью программы определения траектории луча. Кроме этого, оптическая сила и астигматизм могут быть рассчитаны таким образом, что линзу изготавливают по рецепту для пользователя, носящего очки в условиях ношения. Оптическая сила и астигматизм также могут быть измерены фронтофокометром.
Величины в оптических терминах могут быть выражены для направлений взгляда. Направления взгляда обычно представлены по степени снижения и азимуту в координатной системе, исходной точкой которой является центр вращения глаза. Когда линза установлена впереди глаза, точка, называемая аппроксимирующим пересечением, расположена перед зрачком или перед центром Q′ вращения глаза для основного направления взгляда. Основное направление взгляда соответствует ситуации, когда пользователь смотрит прямо перед собой. В выбранной системе координат аппроксимирующее пересечение таким образом соответствует углу снижения α, равному 0°, и углу азимута β, равному 0°, независимо от поверхности линзы, на которой расположено аппроксимирующее пересечение, на задней поверхности или на передней поверхности.
В остальной части описания могут быть использованы такие термины как “вверху”, “внизу”, “горизонтальный”, “вертикальный”, “над”, “под” или другие слова, обозначающие относительное положение. Следует понимать, что данные термины относятся к условиям ношения линзы. Следует отметить, что “верхняя” часть линзы соответствует отрицательному углу снижения α<0° и “нижняя” часть линзы соответствует положительному углу снижения α>0°. Подобным образом, “верхняя” часть поверхности линзы или полуобработанной заготовки линзы соответствует положительному значению вдоль оси y и предпочтительно, значению вдоль оси y, превышающему значение вдоль оси y у аппроксимирующего пересечения, и “нижняя” часть поверхности линзы или полуобработанной заготовки линзы соответствует отрицательному значению вдоль оси y в системе координат, описанной выше со ссылкой на фиг.79 и 80, и предпочтительно, значению вдоль оси y, меньшей, чем значение вдоль оси y у аппроксимирующего пересечения.
Зоны поля зрения, видимые через линзу, схематически изображены на фиг.81. Линза содержит зону 26 зрения на большое расстояние, расположенную в верхней части линзы, зону 28 зрения на малое расстояние, расположенную в нижней части линзы, и промежуточную зону 30, расположенную в нижней части линзы между зоной 26 зрения на большое расстояние и зоной 28 зрения на малое расстояние. Линза также имеет основной меридиан 32, проходящий через три зоны и определяющий носовую часть и височную часть. Обычно, зона 26 зрения на большое расстояние содержит контрольную точку FV зрения на большое расстояние, а зона 28 зрения на малое расстояние содержит контрольную точку NV зрения на малое расстояние. При рассмотрении поверхности линзы, зона зрения на большое расстояние и зона зрения на малое расстояние могут быть определены как проекции вышеуказанных зон на поверхность. При рассмотрении поверхности линзы или полуобработанной заготовки линзы, зона зрения на большое расстояние, соответственно, зона зрения на малое расстояние, могут быть определены как зоны, составляющие поле зрения на большое расстояние, соответственно, поле зрения на малое расстояние, при использовании линзы.
В целях настоящего изобретения, линия 32 меридиана прогрессивной офтальмологической линзы определена следующим образом: для каждого снижения угла обзора α=α1 между направлением взгляда, соответствующим аппроксимирующему пересечению, и направлением взгляда, находящимся в зоне зрения на малое расстояние, ищут такое направление взгляда (α1, β1), при котором остаточный астигматизм является минимальным. Таким образом, все направления взгляда, определенные подобным образом, образуют линию меридиана в системе “ergorama” - глаз - линза. Линия меридиана линзы представляет геометрическое место средних направлений взгляда пользователя, когда он смотрит в диапазоне от зрения на большое расстояние до зрения на малое расстояние. Линия 32 меридиана поверхности линзы может быть определена следующим образом: каждое направление взгляда (α, β), лежащее на оптической линии меридиана линзы, пересекает поверхность в точке (x, y). Линия меридиана поверхности представляет собой набор точек, соответствующих направлениям взгляда линии меридиана линзы. Линия 32 меридиана асферической поверхности линзы или асферической поверхности полуобработанной заготовки линзы также может быть определена следующим образом: для каждой линии y между центром референциала поверхности (x=0 мм; y=0 мм) и нижней частью поверхности, ищут такую точку (x, y), для которой значение цилиндра в данной точке является минимальным.
Как изображено на фиг.81, меридиан 32 разделяет линзу в носовой области и височной области. Как ожидалось, носовая область представляет собой область линзы, расположенную между меридианом и носом пользователя, в то время как височная область представляет собой область, расположенную между меридианом и виском пользователя.
Настоящее изобретение основано на исследовании искажения, проведенного заявителем. Следует отметить, заявитель установил, что регрессивная передняя поверхность улучшает оптическое искажение в области периферийного зрения готовой линзы. Заявитель наблюдал, что чем больше была регрессивная передняя поверхность, тем лучше была компенсация искажения.
Под "регрессивной поверхностью" подразумевают непрерывную асферическую поверхность, содержащую зону зрения на большое расстояние, зону зрения на малое расстояние и зону уменьшения среднего значения сферы, соединяющего зону зрения на большое расстояние и зону зрения на малое расстояние. Под "прогрессивной поверхностью" подразумевают непрерывную асферическую поверхность, содержащую зону зрения на большое расстояние, зону зрения на малое расстояние и зону увеличения среднего значения сферы, соединяющего зону зрения на большое расстояние и зону зрения на малое расстояние.
"Аддидация поверхности" может быть определена как изменение среднего значения сферы между базовой точкой (NV) зрения на малое расстояние, лежащей в зоне зрения на малое расстояние, и базовой точкой (FV) зрения на большое расстояние, лежащей в зоне зрения на большое расстояние. Базовые точки могут представлять собой, например, но не ограничиваясь данным примером, контрольные точки. Аддидация поверхности может быть выражена в виде:
Addsurface=SPHmean(NV)-SPHmean(FV);
Если Addsurface >0, то поверхность является прогрессивной поверхностью;
Если Addsurface <0, то поверхность является регрессивной поверхностью.
Когда базовая точка зрения на большое расстояние и базовая точка зрения на малое расстояние выбраны в зонах зрения на большое и малое расстояние таким образом, что абсолютное значение аддидации поверхности является максимальным, данное значение аддидации называется максимальным значением аддидации поверхности.
Регрессивная поверхность заготовки линзы согласно настоящему изобретению имеет среднее значение сферы в по меньшей мере части зоны зрения на большое расстояние, превышающее среднее значение сферы в по меньшей мере части зоны зрения на малое расстояние.
Тем не менее, когда передняя поверхность является регрессивной, т.е. среднее значение сферы в по меньшей мере части зоны зрения на большое расстояние превышает среднее значение сферы в по меньшей мере части зоны зрения на малое расстояние, задняя поверхность должна иметь еще большую аддидацию для получения положительного увеличения силы в готовой линзе. Для прогрессивной линзы, подходящей для рецепта с предписанной аддидацией, равной 2 диоптриям, если передняя поверхность обладает отрицательной аддидацией, например, равной примерно 3 диоптрии, то задняя поверхность должна обладать положительной аддидацией, равной примерно 5 диоптриям для обеспечения положительного увеличения силы линзы, равного примерно 2 диоптриям.
Подобное значительное изменение значения сферы на задней поверхности также приведет к значительному изменению значения цилиндра. Значительные изменения значения сферы и цилиндра увеличивают сложность машинной обработки поверхности.
Фактически, при машинной обработке поверхности линзы, сначала выполняют этап шлифования, где материал удаляют с поверхности линзы для придания поверхности требуемой геометрии для получения необходимых характеристик поверхности. Затем выполняют этап полирования для получения прозрачной поверхности, одновременно сохраняя геометрию, полученную после шлифования.
В ходе этапа шлифования, градиенты сферы и цилиндра будут воздействовать на ускорение обрабатывающего инструмента. Чем больше градиенты, тем выше ускорение, что может привести к ухудшению поверхности, полученной после шлифования, и, следовательно, к ухудшению оптических характеристик.
В ходе этапа полирования, градиенты, как правило, преобразуют. Когда значения градиентов резко изменяются, этап полирования сглаживает данное изменение, что может привести к ухудшению поверхности, полученной после полирования, особенно вдоль линии меридиана.
Более того, большие градиенты сферы и цилиндра и сильные изменения градиентов делают поверхности очень чувствительными к позиционированию относительно друг друга. Ошибки позиционирования обеих поверхностей вызваны производственным процессом, например, когда заготовку линзы размещают на блокирующем устройстве аппарата для цифровой обработки поверхности для создания второй поверхности из необработанной поверхности.
На фиг.82 изображено расположение заготовки 10 линзы в системе координат блокирующего устройства 20 аппарата для цифровой обработки поверхности.
Система координат заготовки 10 линзы в блокирующем устройстве 20 может быть определена с помощью:
- линейных перемещений ТX и ТY в горизонтальной плоскости XY со значениями ТX, ТY, определяющими смещение центральной точки О заготовки линзы вдоль направлений Х и Y соответственно в горизонтальной плоскости;
- линейного перемещения TZ вдоль вертикальной оси Z,
- ориентации RZ заготовки линзы вокруг вертикальной оси Z,
- ориентации RY заготовки линзы вокруг горизонтальной оси Y,
- ориентации RX заготовки линзы вокруг горизонтальной оси X.
Ошибка позиционирования заготовки линзы, т.е. линейное перемещение и/или вращение, приведет к обработке второй поверхности со смещением относительно первой поверхности, и оптические характеристики готовой линзы не будут совпадать с номинальными характеристиками (при этом номинальные характеристики представляют собой теоретические рабочие характеристики линзы без учета ошибок изготовления). Способ компенсации ошибки позиционирования при изготовлении линзы раскрыт в WO-А-2010/072749. Тем не менее, если поверхность имеет жесткую конструкцию, т.е. большие градиенты сферы и цилиндра и значительные изменения градиентов, даже малая ошибка позиционирования приведет к более сильному оптическому расхождению между оптическими характеристиками линзы и номинальными характеристиками.
Следовательно, настоящее изобретение предоставляет полуобработанную заготовку линзы с регрессивной поверхностью, обладающей очень гибкой конструкцией. Подобная гибкая конструкция будет обеспечивать отсутствие резких изменений градиентов. Таким образом, при машинной обработке необработанной поверхности заготовки для осуществления целевой оптической конструкции и рецепта пользователя, также можно будет лучше регулировать значения и изменения градиентов сферы и цилиндра.
Настоящее изобретение также предоставляет прогрессивную линзу с передней регрессивной поверхностью, обладающей очень гибкой конструкцией. Далее приведено подробное описание относительно первой регрессивной поверхности полуобработанной заготовки линзы. Как и ранее, следующее описание может быть представлено посредством подобных терминов применительно к передней регрессивной поверхности прогрессивной линзы.
Как было объяснено ранее, асферическая поверхность может быть определена в каждой точке с помощью среднего значения сферы и цилиндра.
Также могут быть определены градиенты сферы и цилиндра. Градиент обычно определяют как вектор, координаты которого вдоль данной оси соответственно равны частичным производным среднего значения сферы (соответственно, цилиндра) вдоль данной оси и, хотя это является неправильным использованием терминологии, мы называем норму вектора градиента градиентом, т.е.:


Градиенты сферы и цилиндра представляют вариации значения сферы и цилиндра в заданной точке. Градиент сферы тем меньше, чем меньше или плавнее аддидация поверхности, т.е. не является резкой. Тем не менее, прогрессивная или регрессивная поверхность обязательно имеет градиент сферы, отличающийся от нулевого.
Значение цилиндра представляет значение отклонения поверхности в заданной точке от сферической поверхности. Изменения значения сферы приводят к необходимости изменений значения цилиндра, и значение цилиндра не может быть равно нулю на всей поверхности линзы.
Четвертую производную относительно высоты z также можно определить в каждой точке асферической поверхности. Подобная четвертая производная может быть выражена следующим образом:

Четвертая производная D4 представляет скорость изменения значений градиентов, т.е. ускорение изменений значения сферы и цилиндра.
Настоящее изобретение предлагает регулировать значение четвертой производной D4 на первой поверхности заготовки линзы. Таким образом, подобная регулировка будет способствовать значительному снижению возможного ухудшения поверхности в ходе этапа полирования при машинной обработке второй поверхности линзы, а также при машинной обработке данной первой поверхности при использовании технологии цифровой обработки поверхности, как будет подробнее описано ниже.
Данное количество регулируют по меньшей мере в центральной части первой поверхности заготовки линзы. Данная центральная часть содержит часть основного меридиана, базовую точку в зоне зрения на большое расстояние и базовую точку в зоне зрения на малое расстояние. Базовые точки могут представлять собой контрольные точки, определенные выше, но могут быть выбраны любые другие базовые точки. Например, значение D4 регулируют в пределах круга диаметром 40 мм, т.е. в пределах радиуса, равного 20 мм, вокруг центра заготовки линзы; это исключает области, расположенные у края линзы и редко используемые пользователем линзы. Оптические характеристики линзы обычно рассматривают в пределах центральной части для направлений зрения, находящихся в пределах конуса, составляющего +/-40° отверстия, центр которого находится в центре вращения глаза. Настоящее изобретение также предлагает нормализацию значения четвертой производной для получения количества, не являющегося функцией аддидации поверхности. Коэффициент нормализации содержит значение аддидации.
Следует отметить, настоящее изобретение предлагает установить предельное значение четвертой производной D4 при определении регрессивной поверхности полуобработанной заготовки линзы. Точнее, нормированное значение четвертой производной D4 ограничено значением 5,0×10-5 мм-2дптр-1 по меньшей мере в центральной части заготовки линзы и предпочтительно ограничено значением 3,5×10-5 мм-2дптр-1 заготовки.
Максимальное значение четвертой производной D4 расположено вдоль линии меридиана асферической поверхности заготовки линзы, нормированное значение четвертой производной D4 может быть ограничено значением 5,0×10-5 мм-2дптр-1 и, более предпочтительно, ограничено значением 3,5×10-5 мм-2дптр-1 в части заготовки линзы, ограниченной линией меридиана +/-5 мм. Тем не менее, значение четвертой производной D4 не может равняться нулю в данной центральной части, и следует ожидать минимального значения, равного 1,0×10-6 мм-2дптр-1. Коэффициент нормализации равен максимальному значению аддидации поверхности.
Настоящее изобретение также предлагает регулировать значение градиентов сферы и цилиндра на первой поверхности заготовки линзы. Таким образом, подобная регулировка будет способствовать значительному снижению возможного ухудшения поверхности в ходе этапа шлифования при машинной обработке второй поверхности линзы, а также при машинной обработке данной первой поверхности при использовании технологии цифровой обработки поверхности.
Градиенты сферы и цилиндра регулируют по меньшей мере в центральной части первой поверхности заготовки линзы. Например, градиенты сферы и цилиндра регулируют в пределах круга диаметром 40 мм, определенного выше. Предельные значения градиентов сферы и цилиндра могут быть нормализованы для получения количества, не являющегося функцией аддидации поверхности.
Следует отметить, настоящее изобретение предлагает установить предельное значение градиента сферы при определении регрессивной поверхности полуобработанной заготовки линзы. Точнее, нормированное значение градиента сферы ограничено значением 7,50×10-1 мм-1 по меньшей мере в центральной части заготовки линзы и предпочтительно ограничено значением 6,50×10-1 мм-1 в центральной части заготовки. Тем не менее значение градиента сферы не может равняться нулю в данной центральной части, и следует ожидать минимального значения, равного 1,0×10-2 мм-1. Коэффициент нормализации равен максимальному значению аддидации поверхности.
Кроме этого, настоящее изобретение также предлагает установить предельное значение градиента цилиндра при определении регрессивной поверхности полуобработанной заготовки линзы. Точнее, нормированное значение градиента цилиндра ограничено значением 1,45 мм-1 по меньшей мере в центральной части заготовки линзы и предпочтительно ограничено значением 1,25 мм-1 в центральной части заготовки. Тем не менее, значение градиента сферы не может равняться нулю в данной центральной части, и следует ожидать минимального значения, равного 1,0×10-2 мм-1. Коэффициент нормализации равен максимальному значению аддидации поверхности.
В дальнейшем будет использована ортонормированная система координат, в которой ось x соответствует горизонтальной оси линзы и ось y соответствует вертикальной оси; центром О системы координат является геометрический центр поверхности заготовки линзы, как определено со ссылкой на фиг.79 и 80. В следующем описании оси градуированы в миллиметрах.
На фиг.1-25 изображены поверхности полуобработанных заготовок линз, т.е. передние поверхности готовых линз. На фиг.1-5 и 6-10 изображены поверхности согласно сравнительным примерам, не входящим в объем настоящего изобретения, и на фиг.11-15, 16-20 и 21-25 изображены поверхности согласно трем примерам согласно настоящему изобретению. Далее будут приведены ссылки на линзу 1 и линзу 2 для двух сравнительных примеров и будут приведены ссылки на линзу 3, линзу 4 и линзу 5 для трех примеров согласно настоящему изобретению.
Представлены пять примеров линзы для пользователя, в чьем рецепте указана оптическая сила зрения на большое расстояние, равная 0 диоптрий, указан астигматизм зрения на большое расстояние, равный 0 диоптрий, и указана аддидация, равная 2,5 диоптрии, для полуобработанных заготовок линз диаметром 60 мм. Среднее значение сферы в контрольной точке зрения на большое расстояние составляет 4,72 диоптрии.
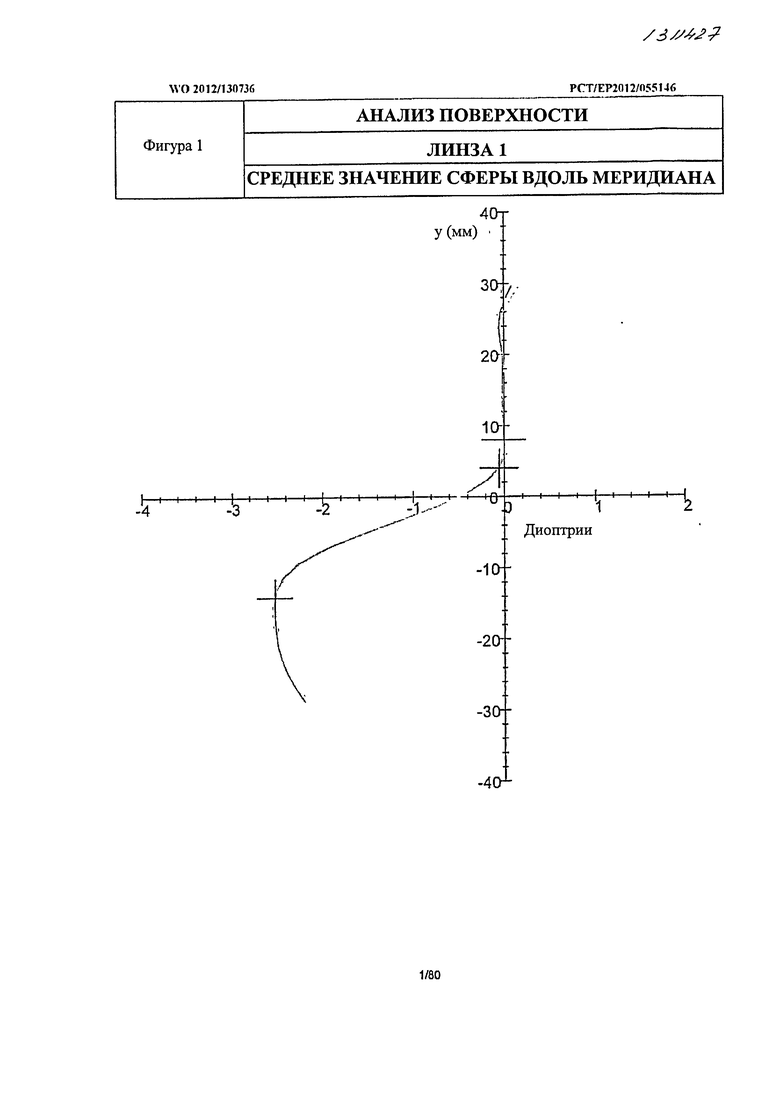
На фиг.1 изображен график изменения средней значения сферы относительно среднего значения сферы контрольной точки зрения на большое расстояние вдоль меридиана для поверхности первого сравнительного примера. Ось x градуирована в диоптриях и ось y градуирована в миллиметрах. Контрольная точка зрения на большое расстояние имеет значение по оси x, равное 0 мм, значение по оси y, равное 8 мм на поверхности, и имеет значение сферы, равное 4,72 диоптрии, и значение цилиндра, равное 0,02 диоптрии. Контрольная точка зрения на малое расстояние имеет значение по оси x, равное 3 мм, значение по оси y, равное -14 мм на поверхности, и имеет значение сферы, равное 2,20 диоптрии, и значение цилиндра, равное 0,04 диоптрии. Аддидация номинальной поверхности составляет -2,52 диоптрии, рассчитанная как разница между средними значениями сфер в контрольных точках.
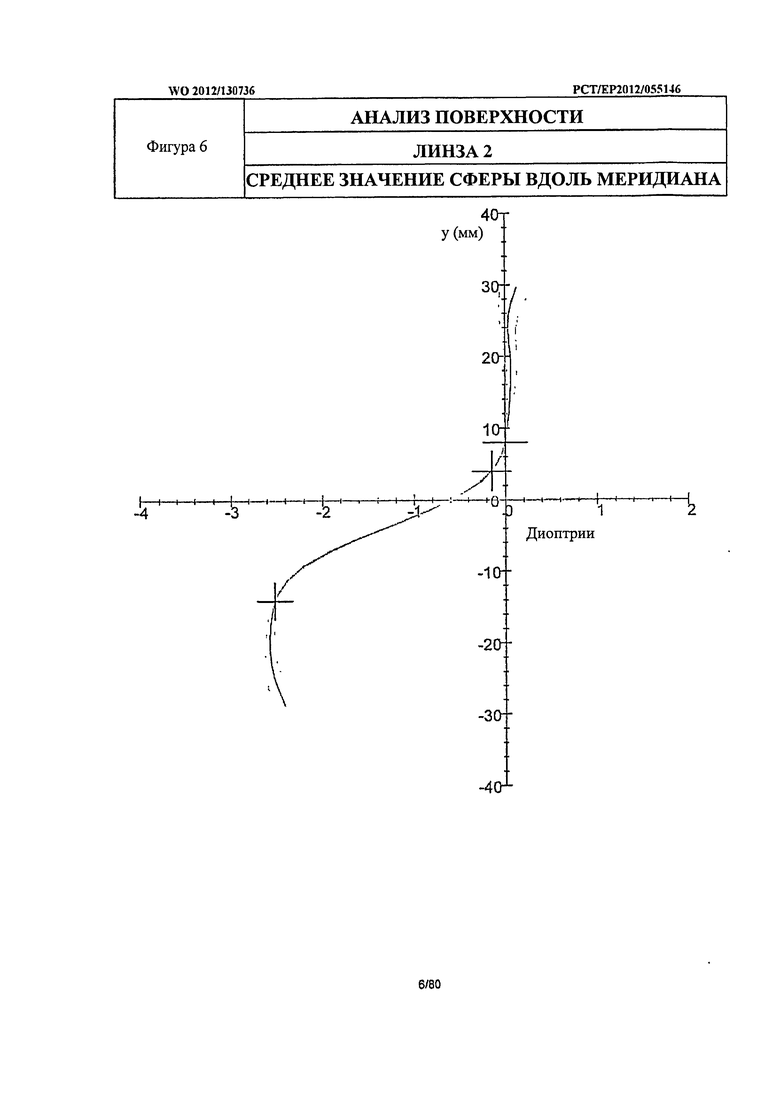
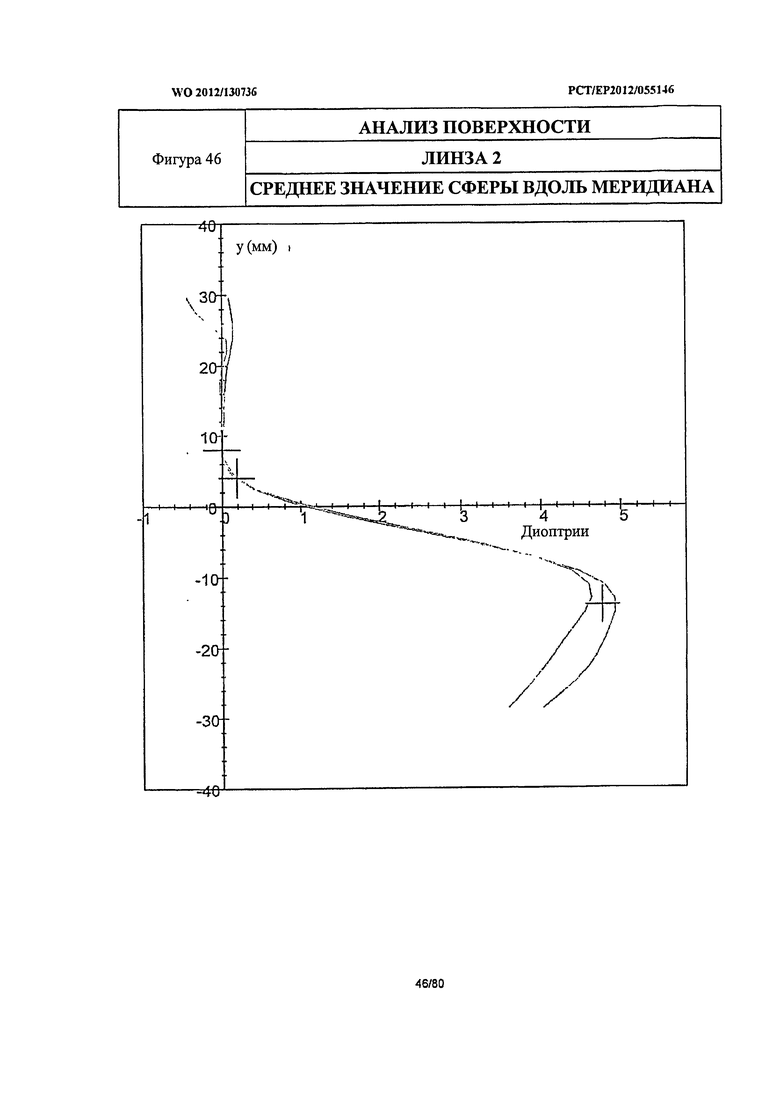
На фиг.6 изображен график изменения среднего значения сферы относительно среднего значения сферы контрольной точки зрения на большое расстояние вдоль меридиана для поверхности второго сравнительного примера. Ось x градуирована в диоптриях и ось y градуирована в миллиметрах. Контрольная точка зрения на большое расстояние имеет значение по оси x, равное 0 мм, значение по оси y, равное 8 мм на поверхности, и имеет значение сферы, равное 4,72 диоптрии, и значение цилиндра, равное 0,02 диоптрии. Контрольная точка зрения на малое расстояние имеет значение по оси x, равное 3 мм, значение по оси y, равное -14 мм на поверхности, и имеет значение сферы, равное 2,20 диоптрии, и значение цилиндра, равное 0,06 диоптрии. Аддидация номинальной поверхности составляет -2,52 диоптрии, рассчитанная как разница между средними значениями сфер в контрольных точках.
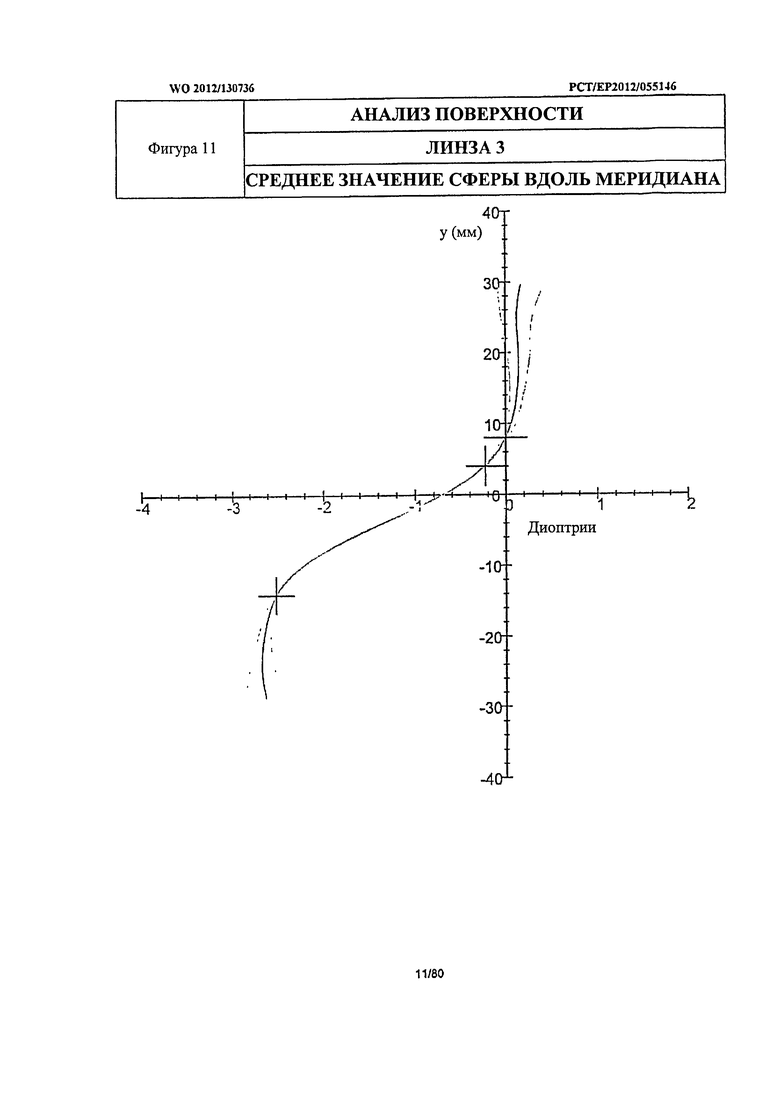
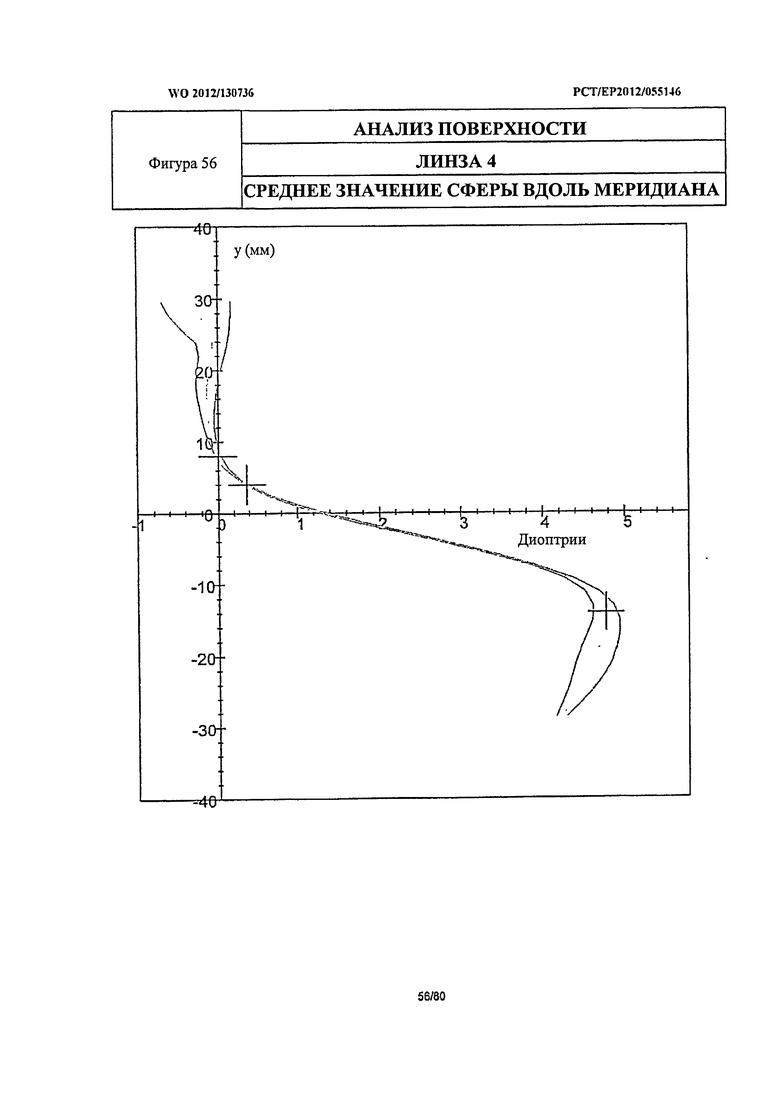
На фиг.11 изображен график среднего значения сферы вдоль меридиана для поверхности, в соответствии с первым примером согласно настоящему изобретению. Ось x градуирована в диоптриях, а ось y градуирована в миллиметрах. Контрольная точка зрения на большое расстояние имеет значение по оси x, равное 0 мм, значение по оси y, равное 8 мм на поверхности, и имеет значение сферы, равное 4,72 диоптрии, и значение цилиндра, равное 0,07 диоптрии. Контрольная точка зрения на малое расстояние имеет значение по оси x, равное 3 мм, значение по оси y, равное -14 мм на поверхности, и имеет значение сферы, равное 2,20 диоптрии, и значение цилиндра, равное 0,08 диоптрии. Аддидация номинальной поверхности составляет -2,51 диоптрии, рассчитанная как разница между средними значениями сфер в контрольных точках.
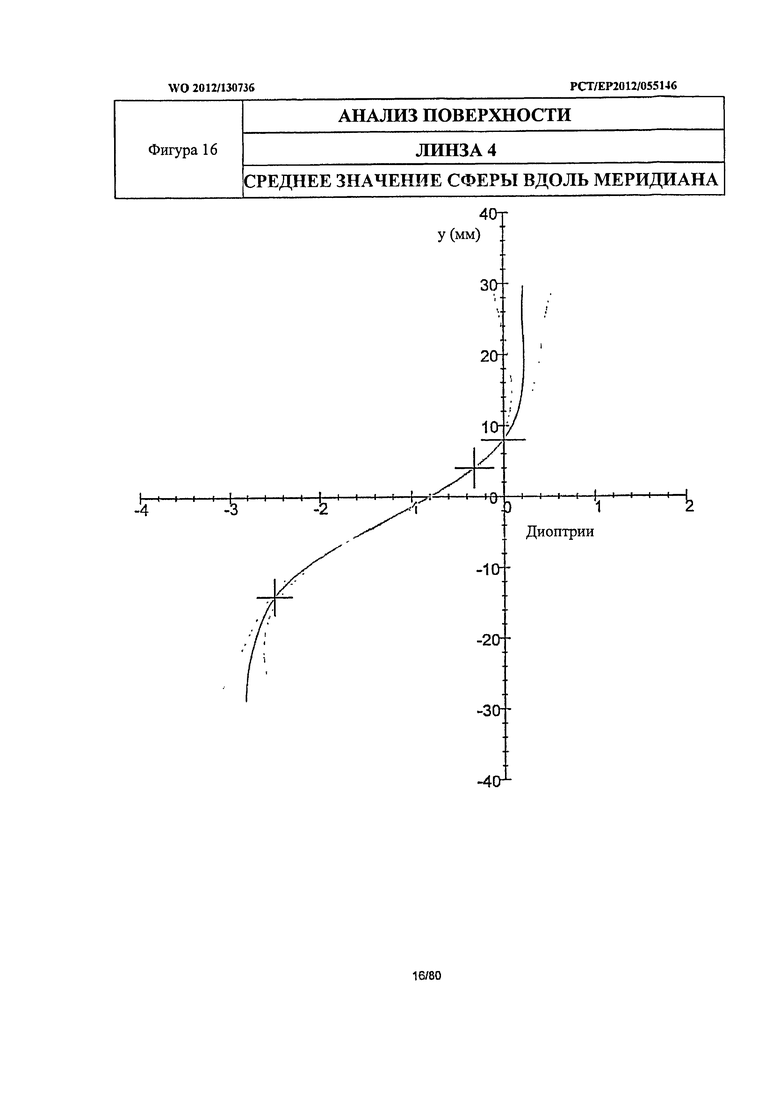
На фиг.16 изображен график среднего значения сферы вдоль меридиана для поверхности, в соответствии со вторым примером согласно настоящему изобретению. Ось x градуирована в диоптриях, а ось y градуирована в миллиметрах. Контрольная точка зрения на большое расстояние имеет значение по оси x, равное 0 мм, значение по оси y, равное 8 мм на поверхности, и имеет значение сферы, равное 4,72 диоптрии, и значение цилиндра, равное 0,07 диоптрии. Контрольная точка зрения на малое расстояние имеет значение по оси x, равное 3 мм, значение по оси y, равное -14 мм на поверхности, и имеет значение сферы, равное 2,20 диоптрии, и значение цилиндра, равное 0,08 диоптрии. Аддидация номинальной поверхности составляет -2,51 диоптрии и рассчитана как разница между средними значениями сфер в контрольных точках.
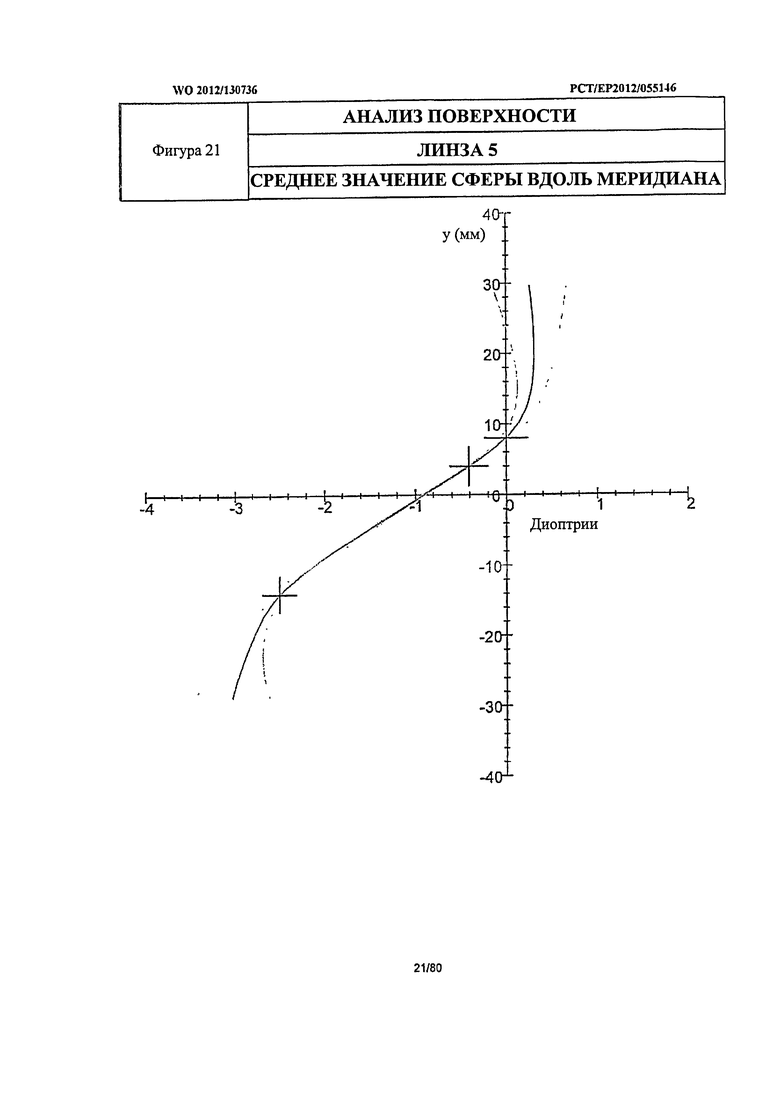
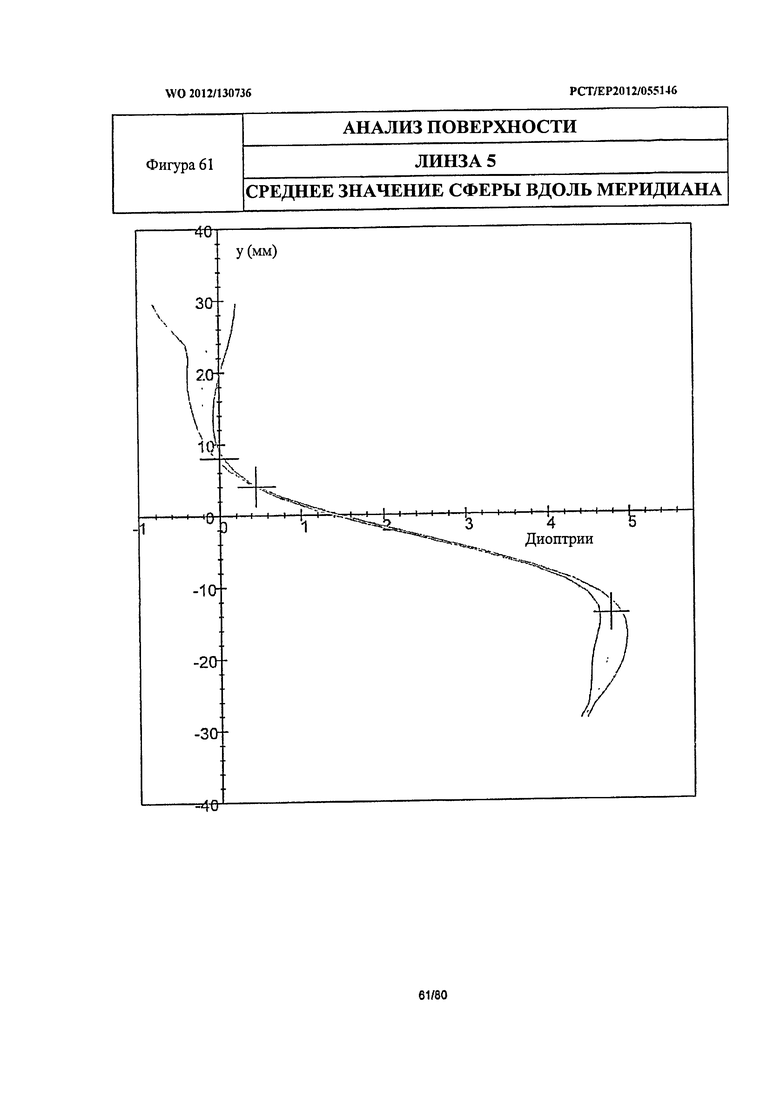
На фиг.21 изображен график среднего значения сферы вдоль меридиана для поверхности, в соответствии с третьим примером согласно настоящему изобретению. Ось x градуирована в диоптриях, а ось y градуирована в миллиметрах. Контрольная точка зрения на большое расстояние имеет значение по оси x, равное 0 мм, значение по оси y, равное 8 мм на поверхности, и имеет значение сферы, равное 4,71 диоптрии, и значение цилиндра, равное 0,10 диоптрии. Контрольная точка зрения на малое расстояние имеет значение по оси x, равное 3 мм, значение по оси y, равное -14 мм на поверхности, и имеет значение сферы, равное 2,21 диоптрии, и значение цилиндра, равное 0,10 диоптрии. Аддидация номинальной поверхности составляет -2,50 диоптрии и рассчитана как разница между средними значениями сфер в контрольных точках.
Из сравнения фиг.1 и 6 с фиг.11, 16 и 21 видно, что значение регрессии остается примерно постоянным для всех поверхностей, но изменения значения сферы вблизи контрольных точек являются менее значительными на поверхностях согласно настоящему изобретению. Точнее, резкое изменение значения сферы и цилиндра, расположенных возле контрольных точек, было сглажено на поверхностях согласно настоящему изобретению, как можно отметить на примере линзы 5. Максимальное значение четвертой производной D4, определенное выше, представляет данные резкие изменения значения сферы и цилиндра. D4 непосредственно связана с ускорением значения сферы и цилиндра. При установке предельного значения D4 по меньшей мере в центральной части поверхности, содержащей часть меридиана, контрольную точку зрения на малое расстояние и контрольную точку зрения на большое расстояние, происходит сглаживание областей меридиана, где ускорения средних значений сфер являются наибольшими.
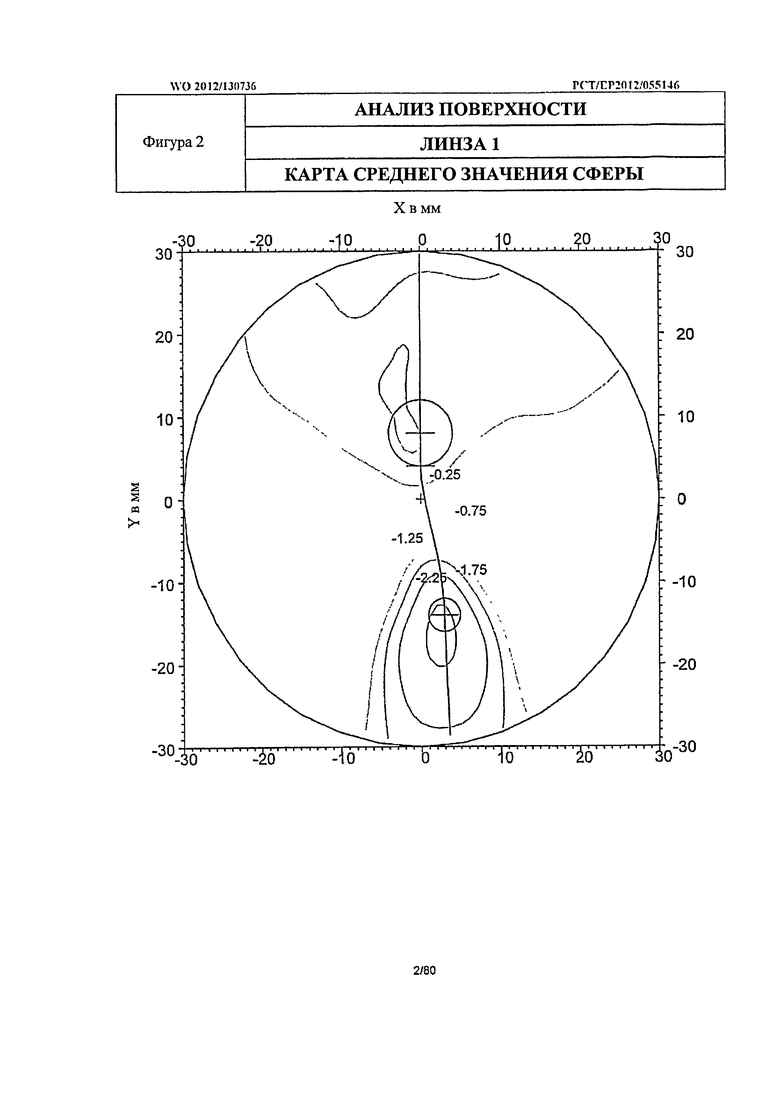
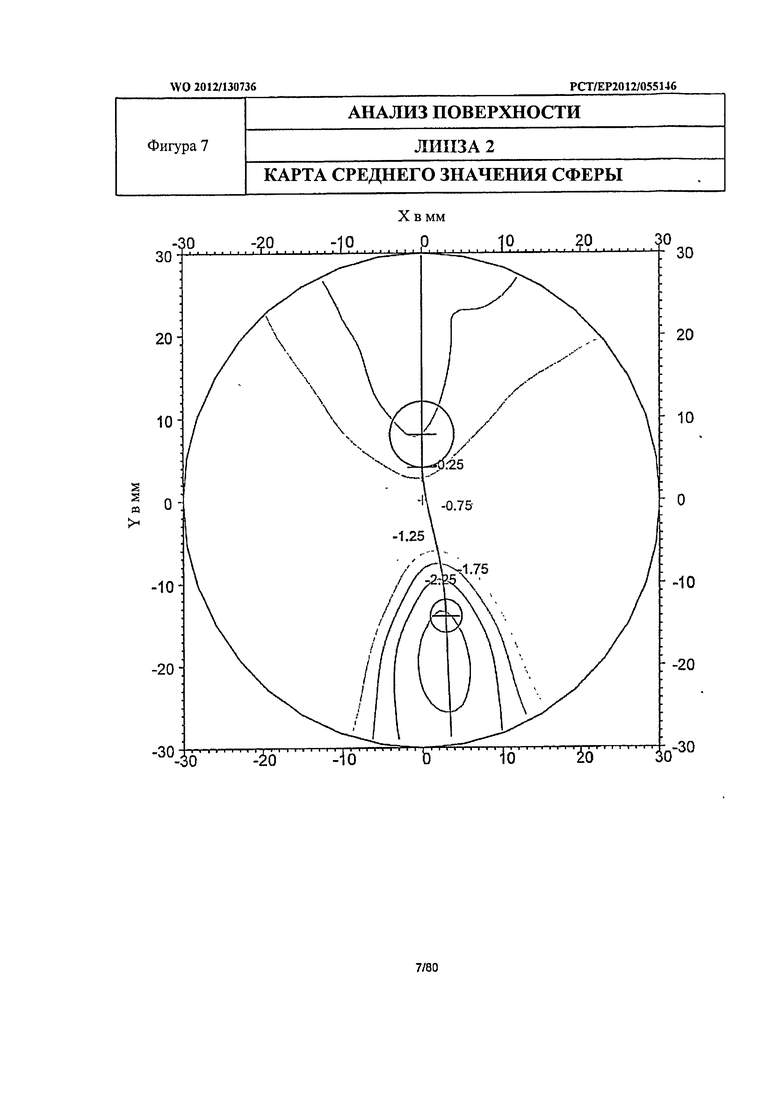
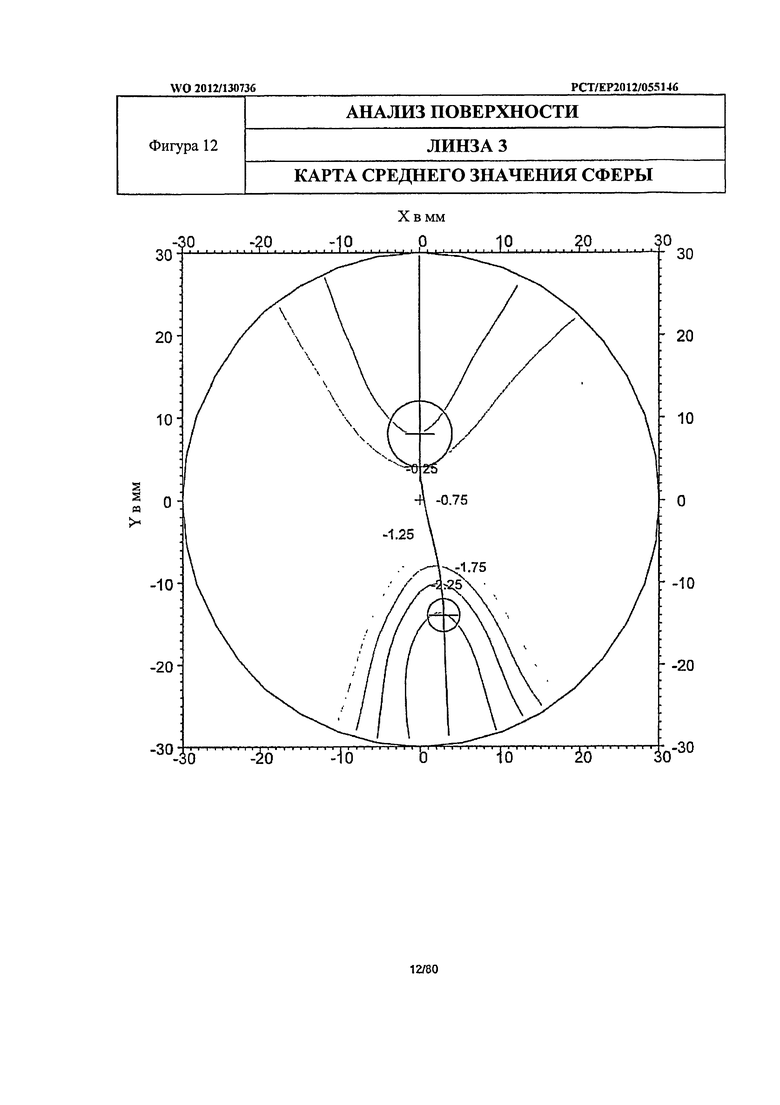
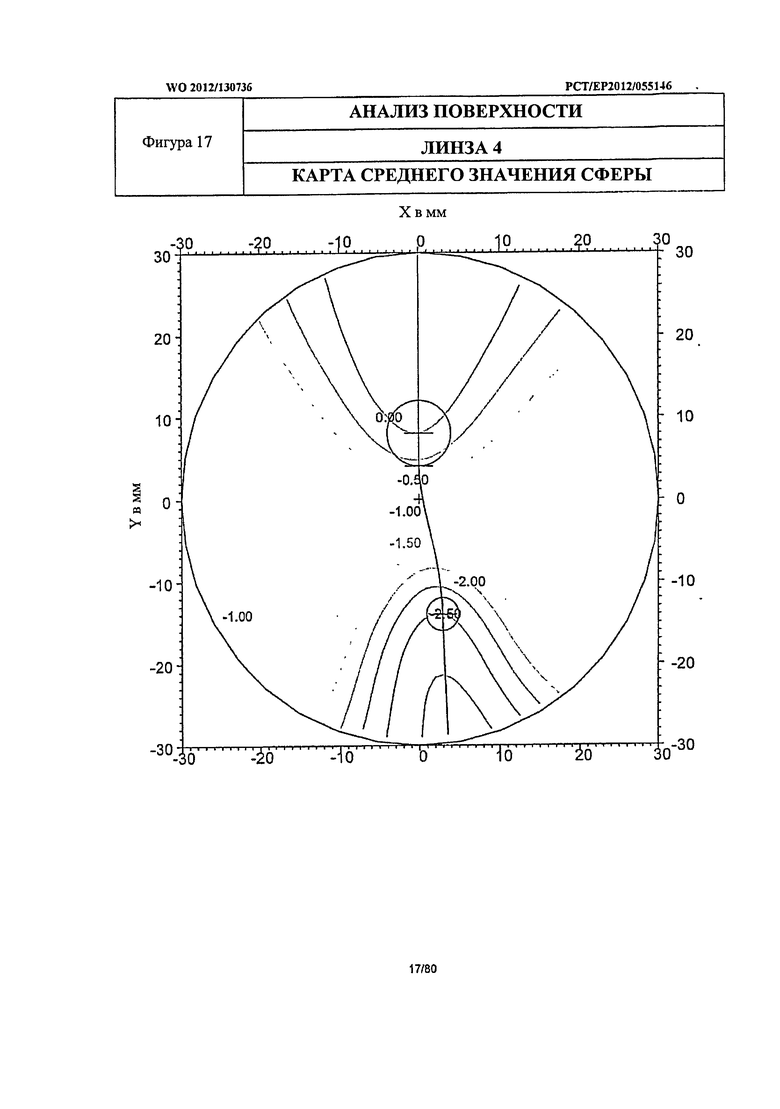
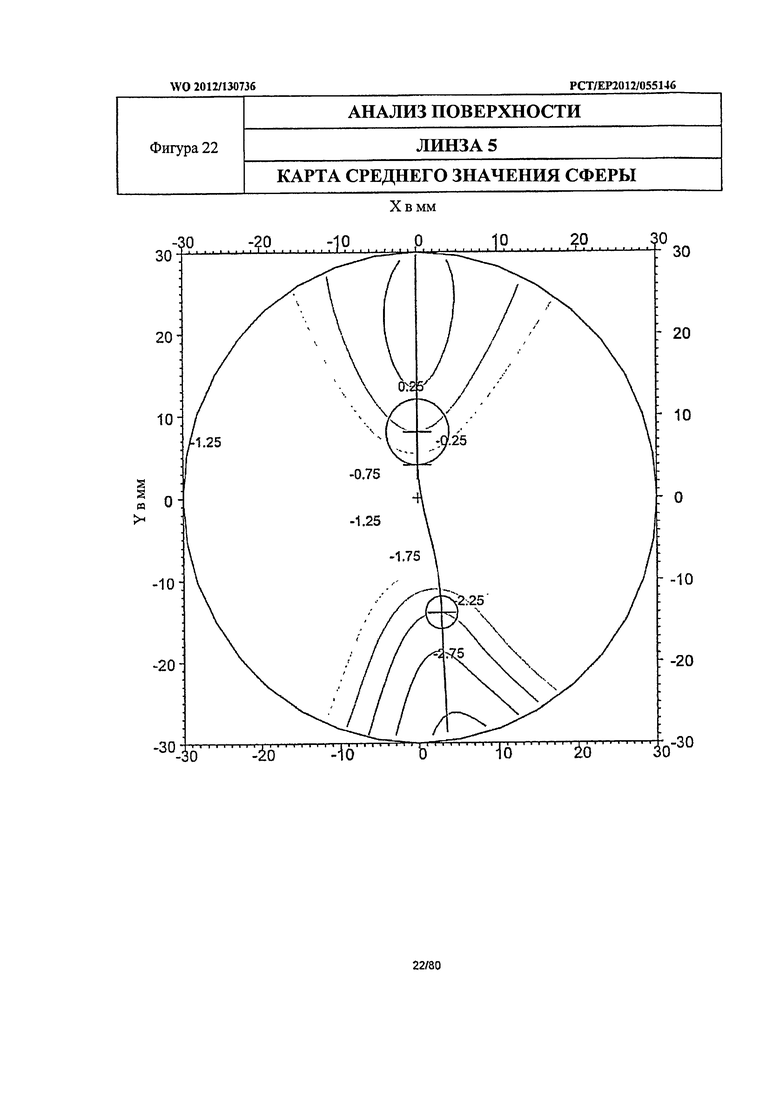
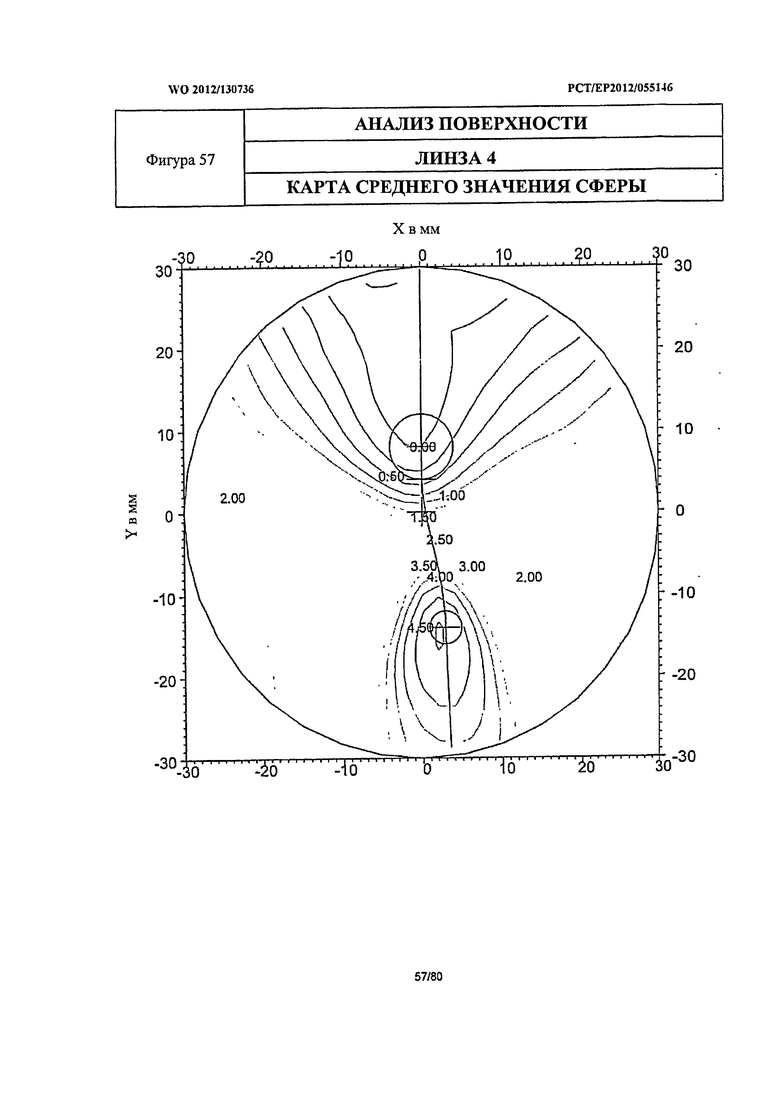
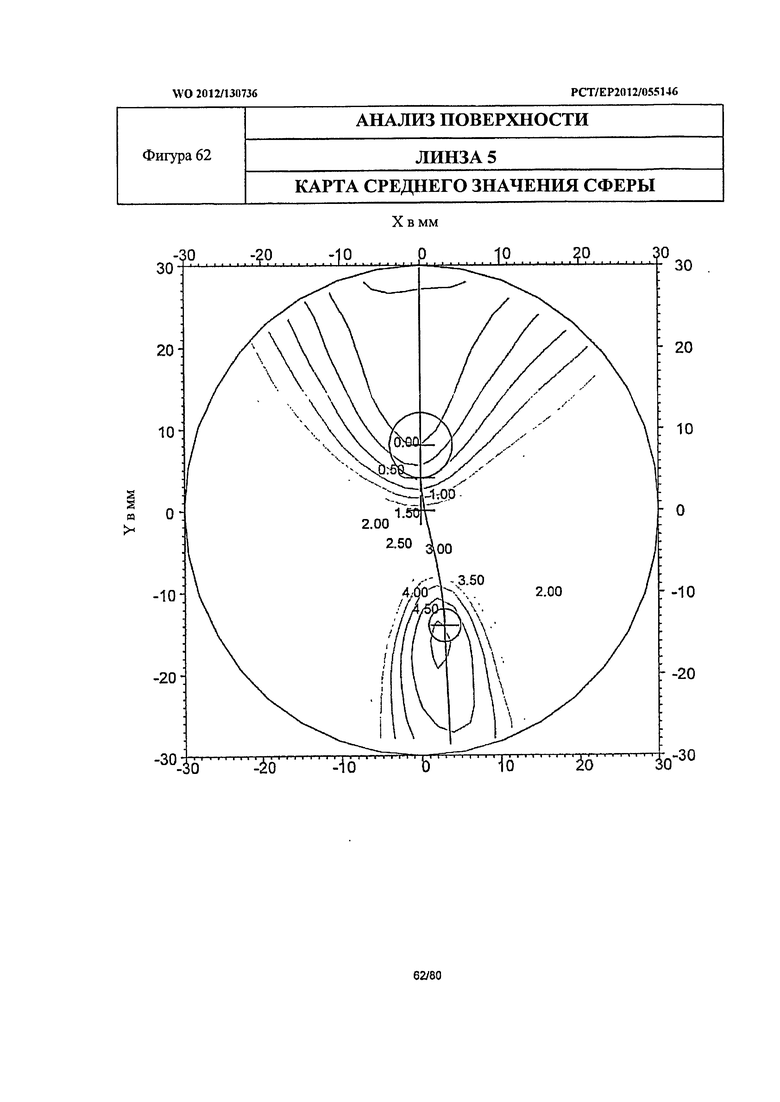
На фиг.2, 7, 12, 17 и 22 изображены карты, демонстрирующие изменение среднего значения сферы относительно среднего значения сферы контрольной точки зрения на большое расстояние для передних поверхностей линзы 1, линзы 2, линзы 3, линзы 4 и линзы 5, соответственно. На данных картах изображена проекция поверхности на плоскость (x, y); при этом можно узнать систему координат (x, y), определенную выше, а также основной меридиан. Контрольные точки для зрения на большое расстояние и на малое расстояние имеют соответствующие координаты (0; 8) и (3; -14).
На фиг.2, 7, 12, 17 и 22 видны линии изосферы, то есть линии, соединяющие точки, имеющие одинаковое среднее значение сферы. Можно заметить, что градиенты сферы значительно меньше, т.е. линии изосферы расположены на большем расстоянии друг от друга, на поверхностях согласно настоящему изобретению по сравнению с поверхностями сравнительных примеров.
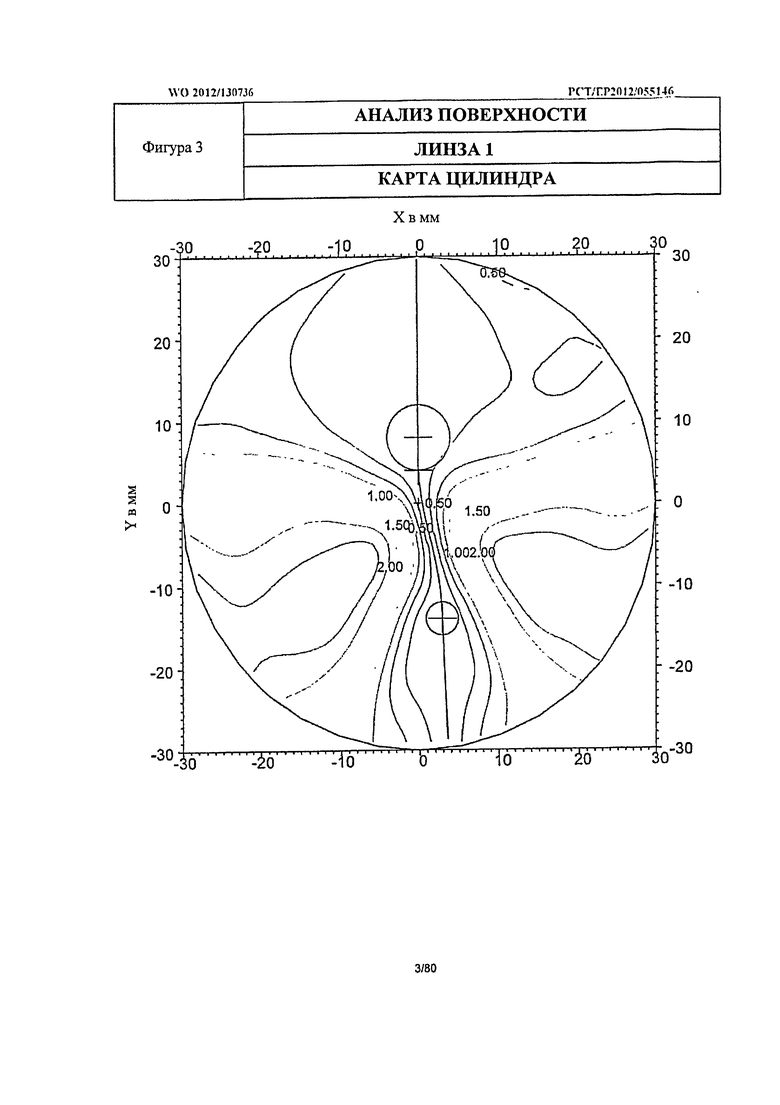
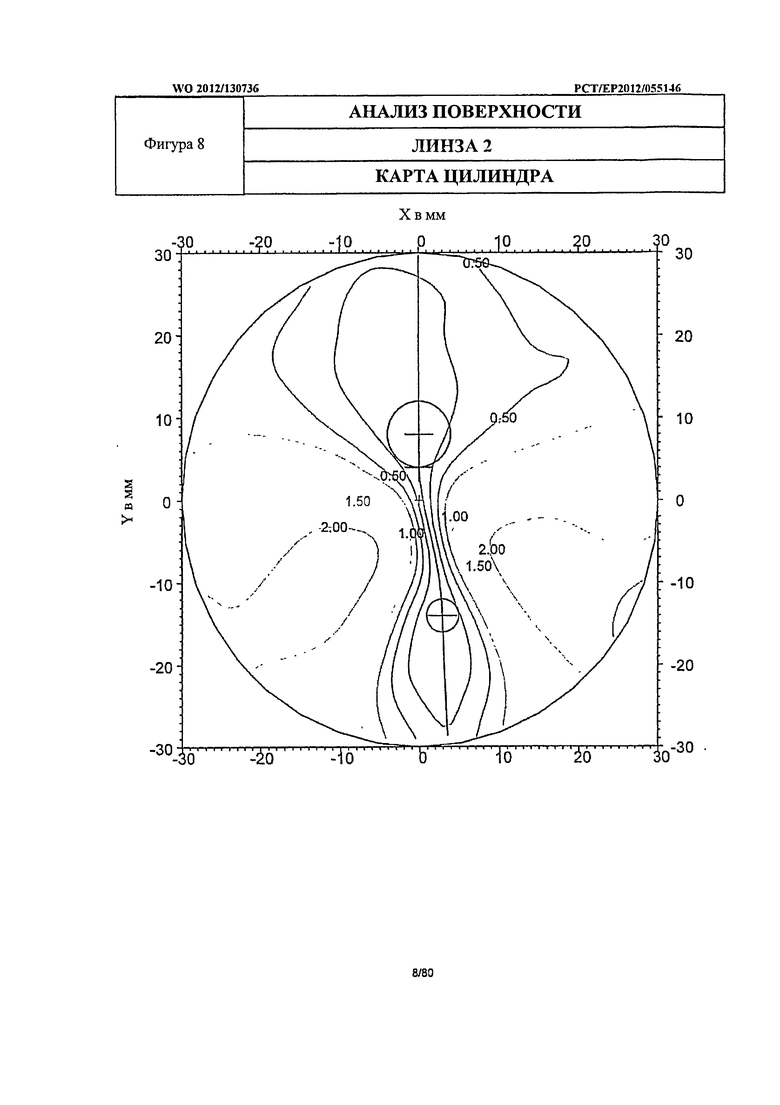
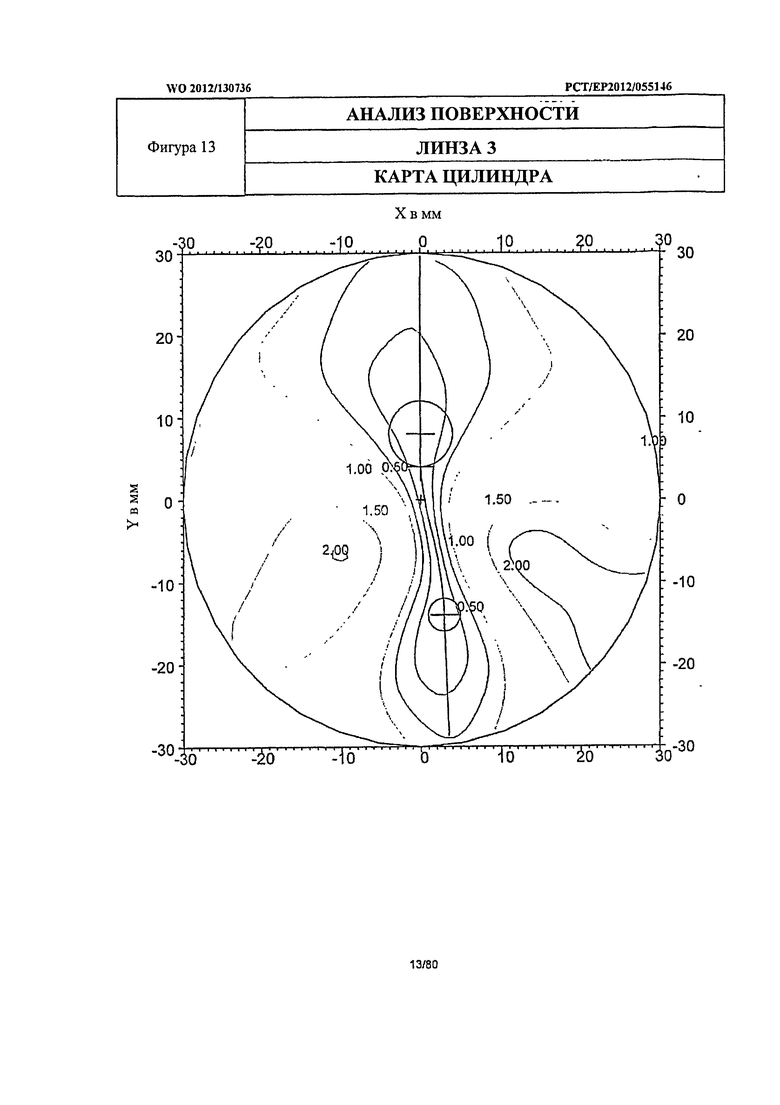
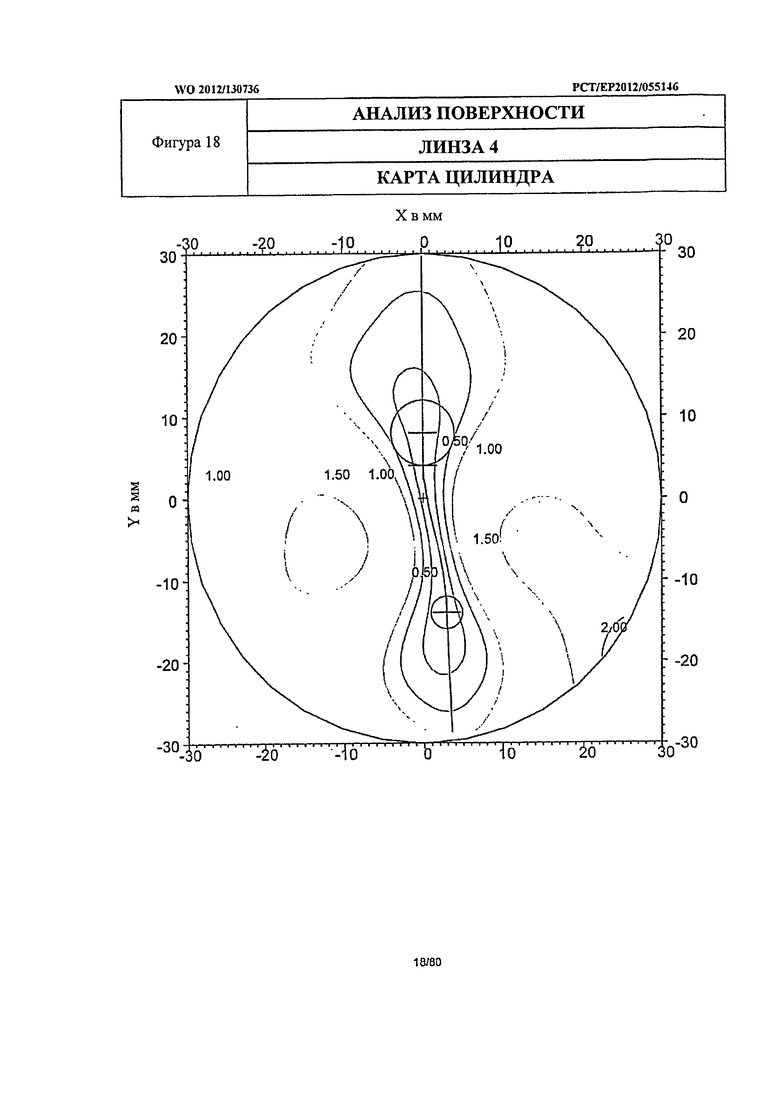
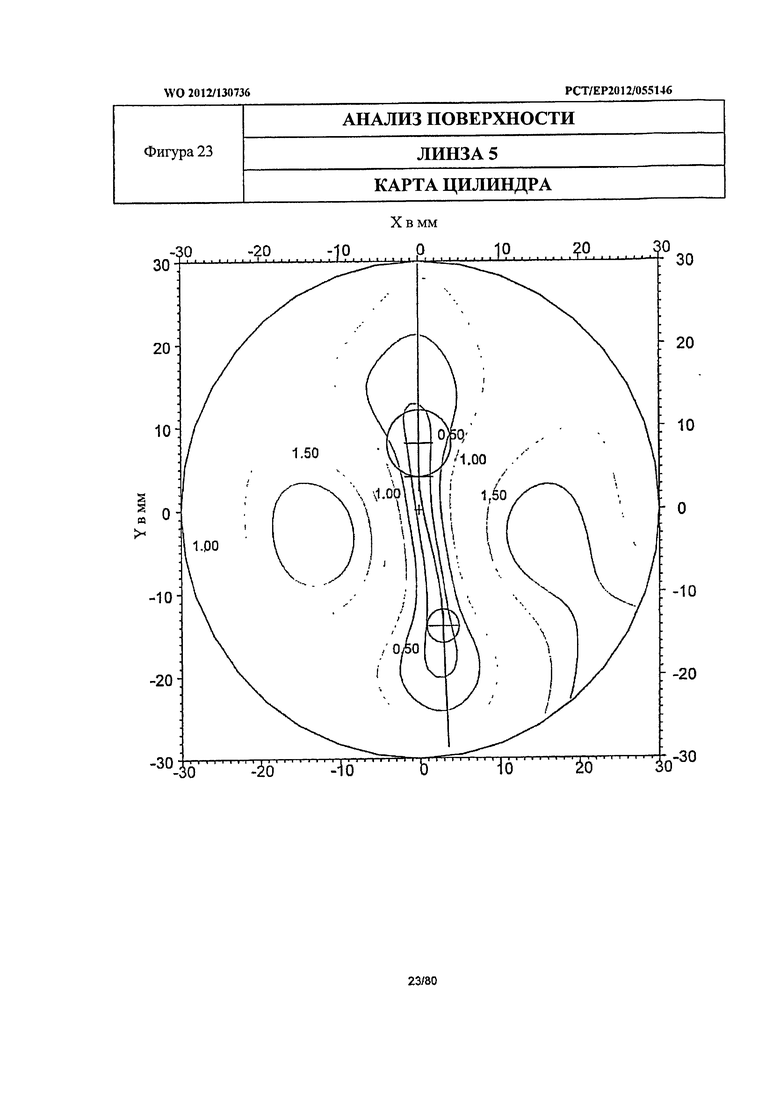
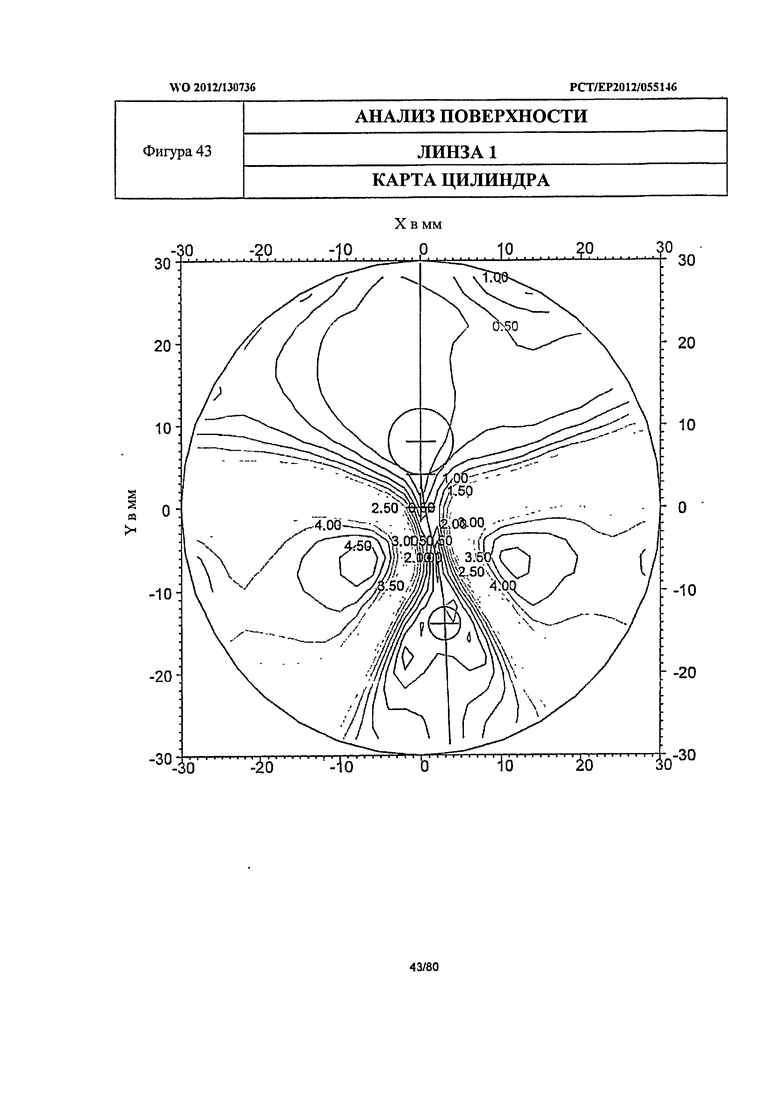
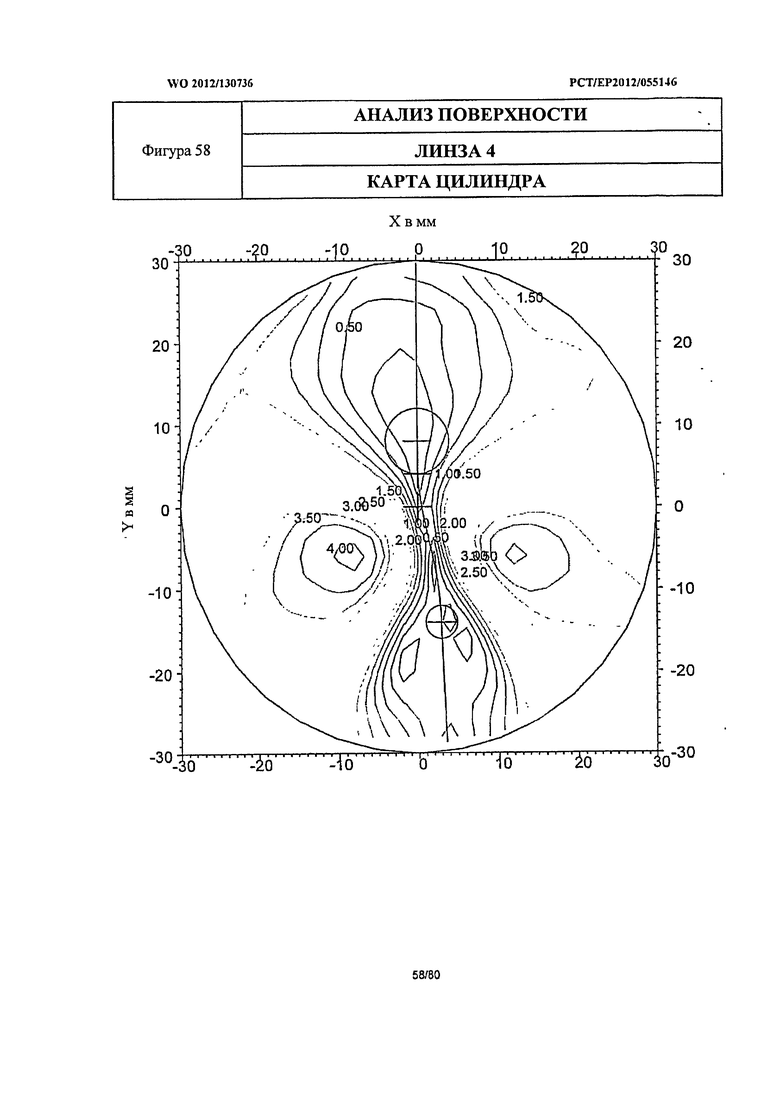
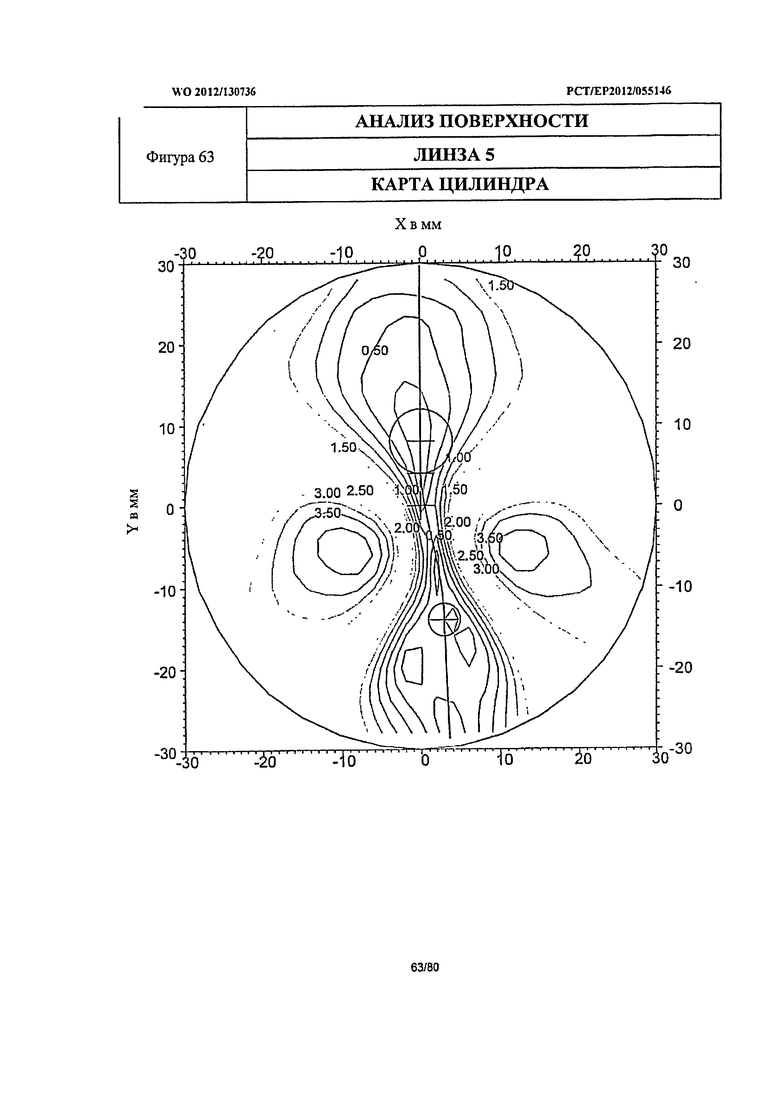
На фиг.3, 8, 13, 18 и 23 изображены карты значения цилиндра для передних поверхностей линзы 1, линзы 2, линзы 3, линзы 4 и линзы 5, соответственно; при этом использованы те же условные графические обозначения и символы, что и на фиг.2, 7, 12, 17 и 22, но на данном графическом материале вместо значения сферы изображено значение цилиндра. Можно заметить, что градиенты цилиндра значительно меньше, т.е. линии изоцилиндра расположены на большем расстоянии друг от друга, на поверхностях согласно настоящему изобретению по сравнению с поверхностями сравнительных примеров.
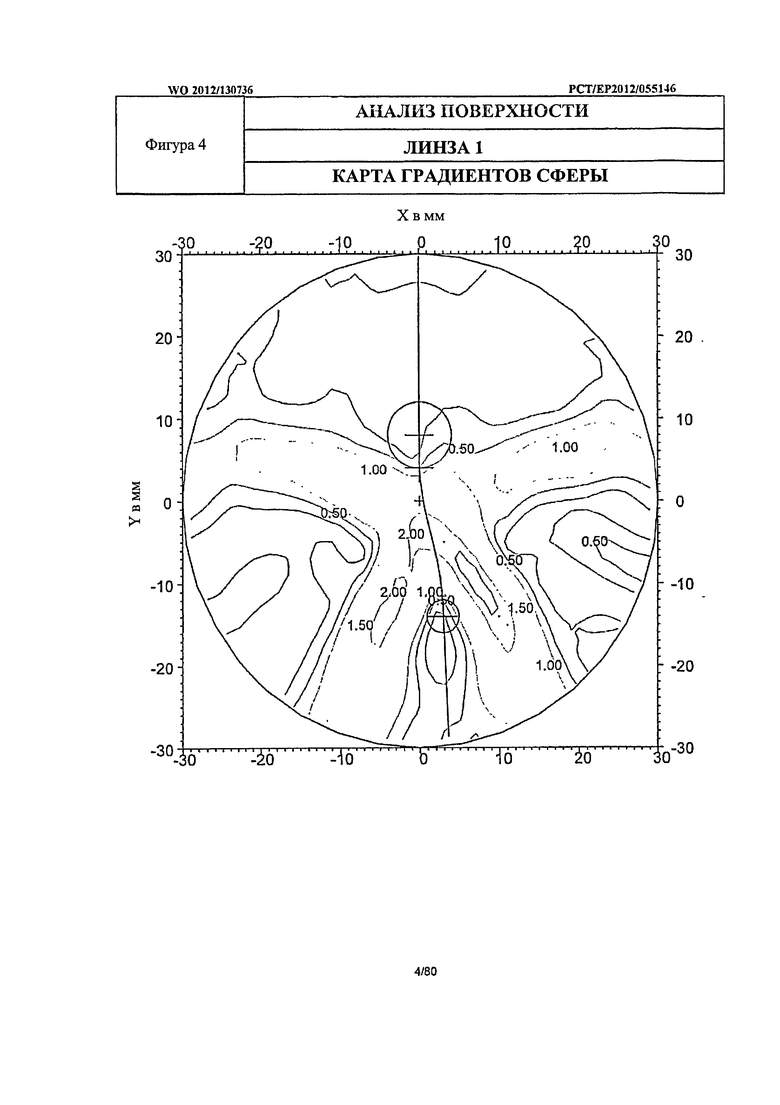
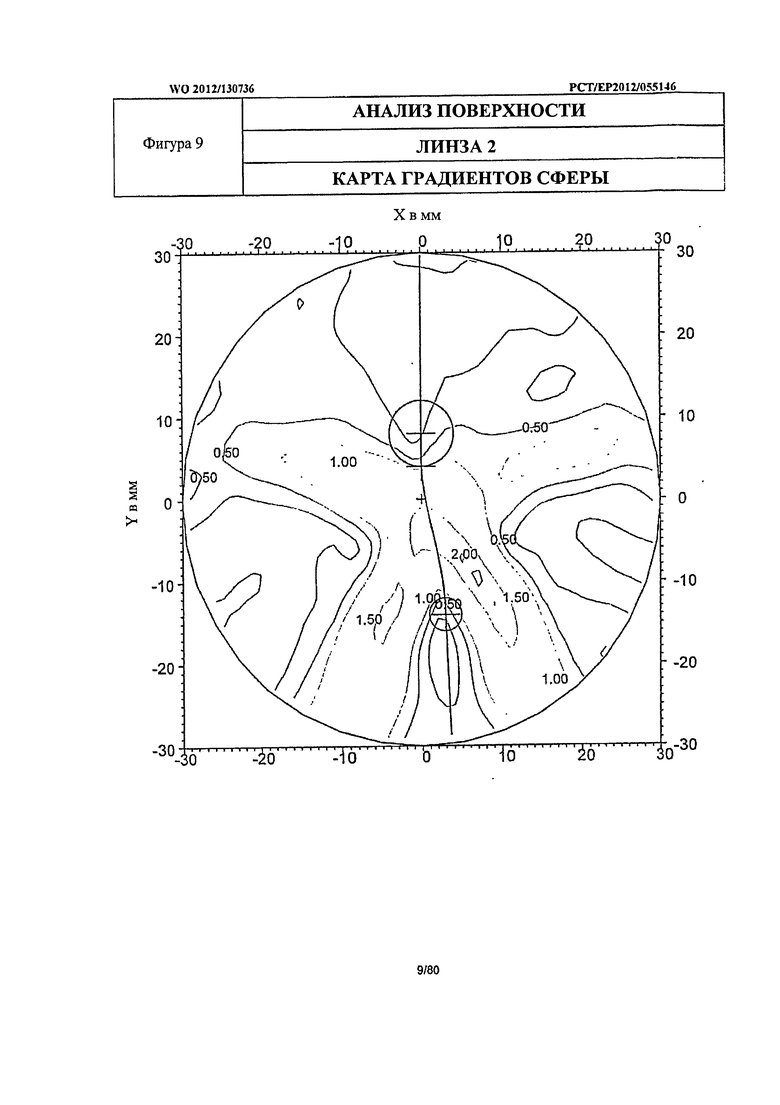
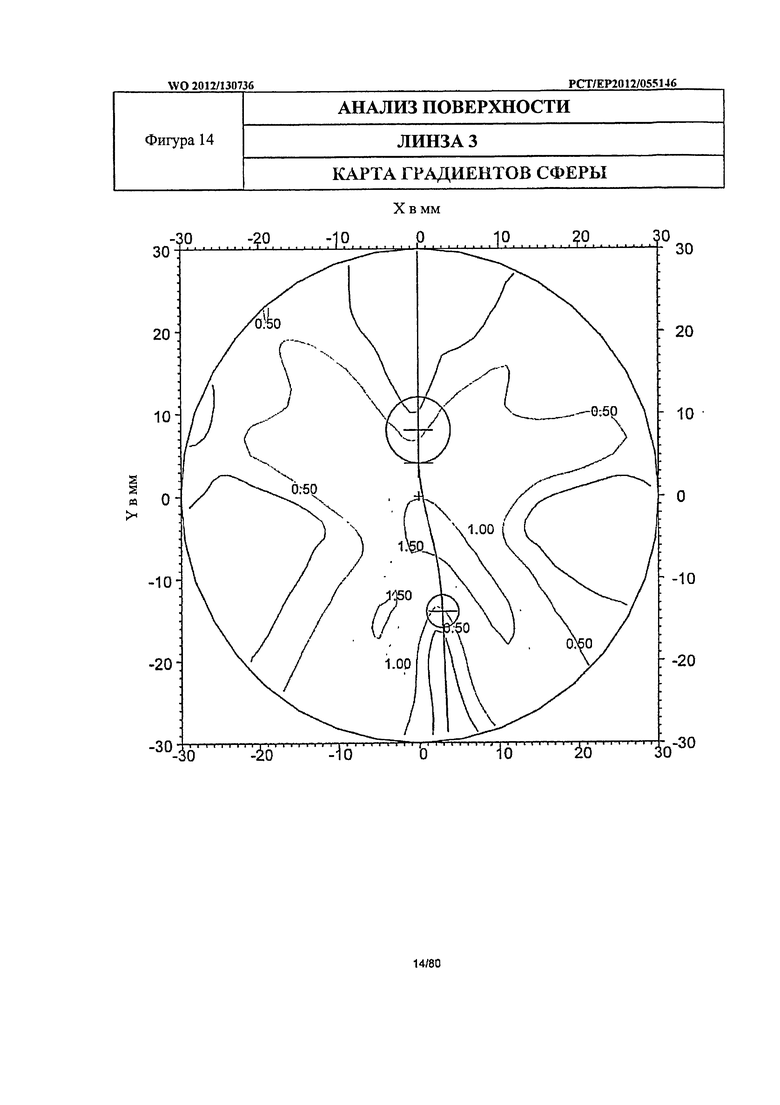
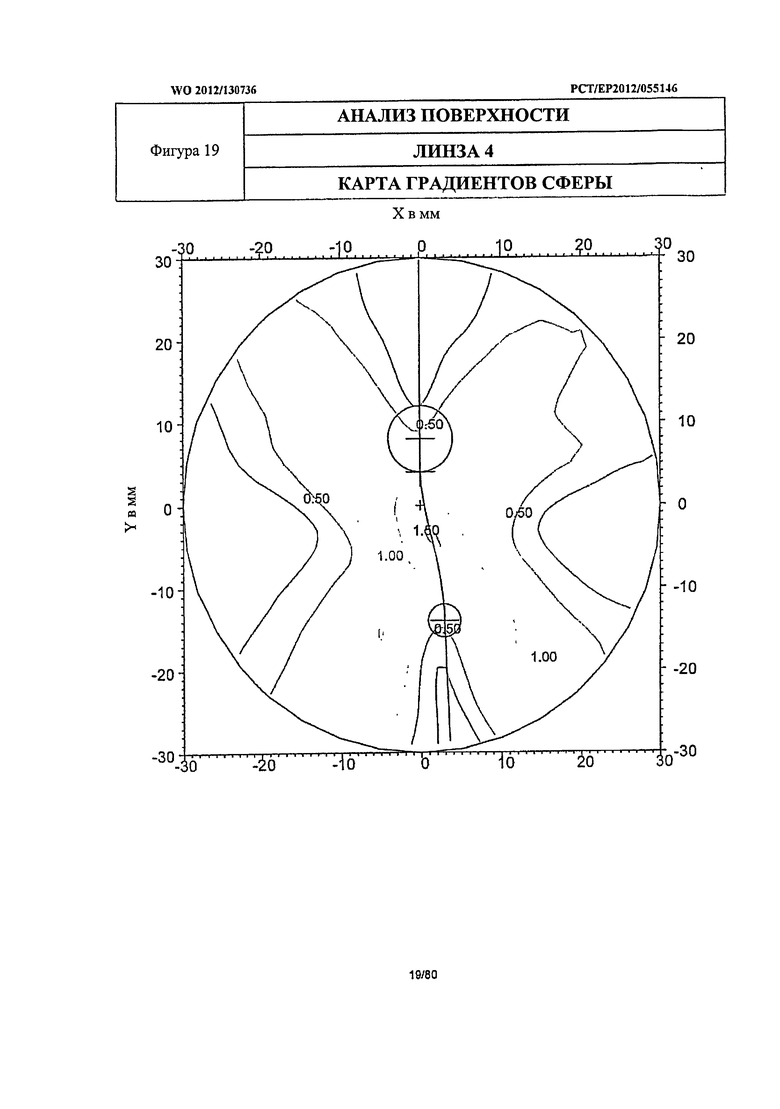
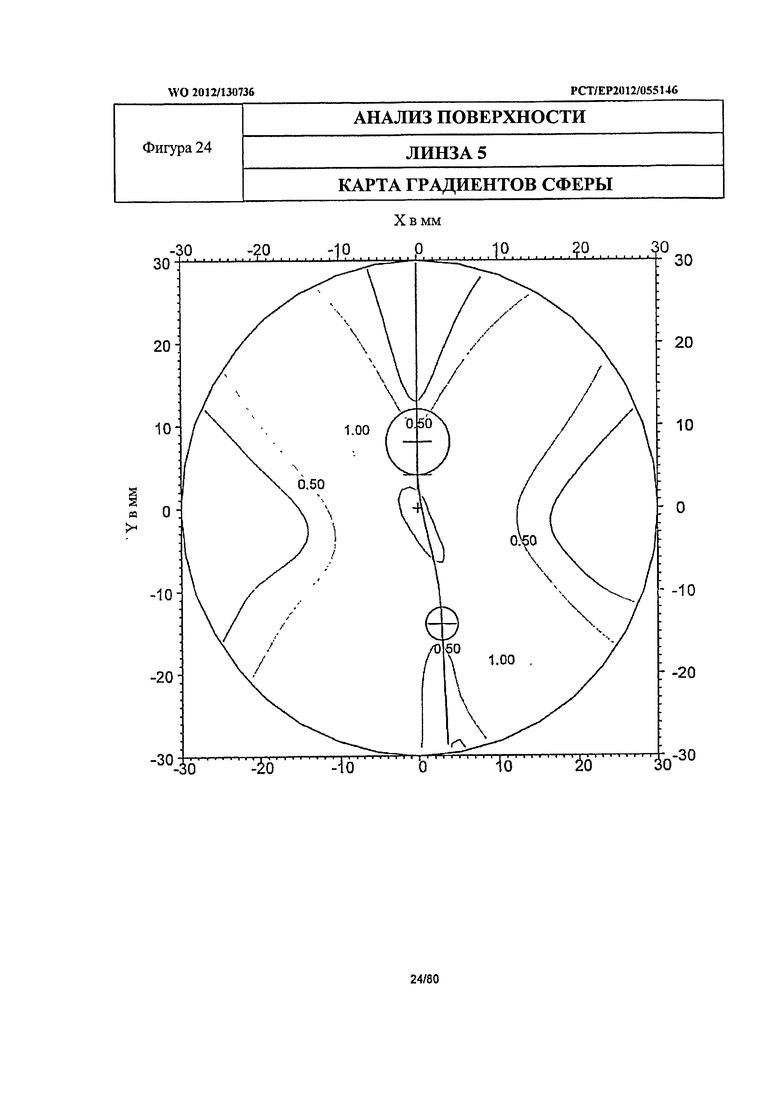
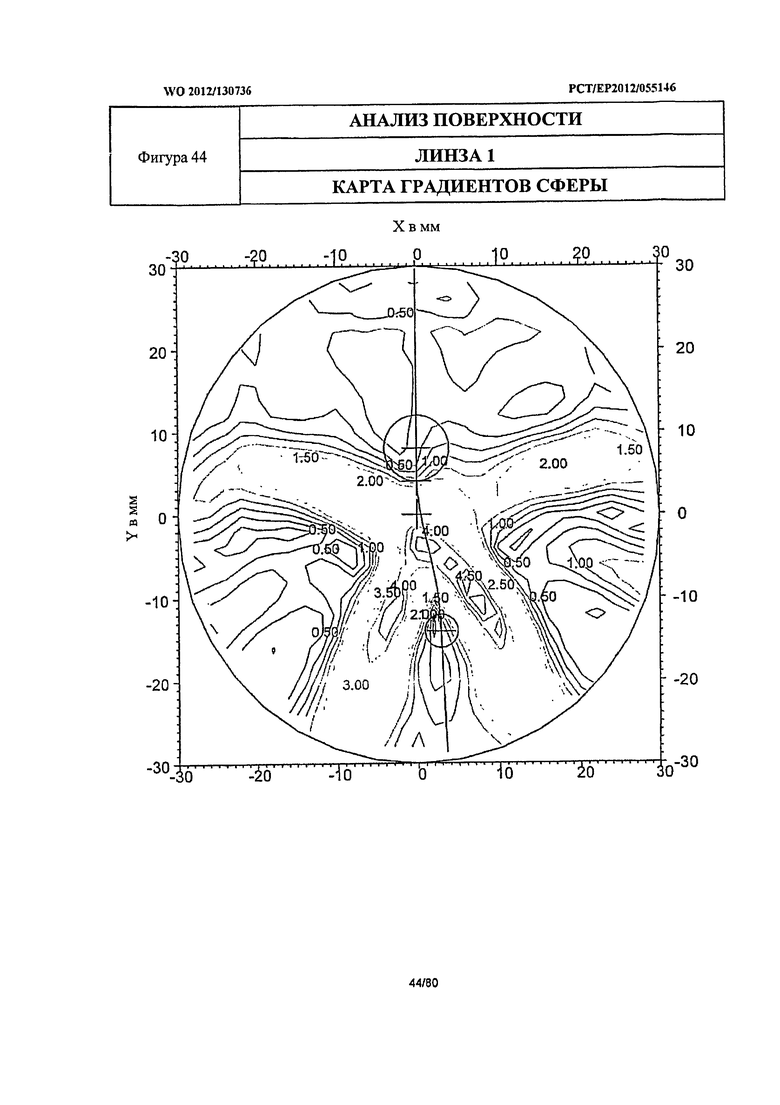
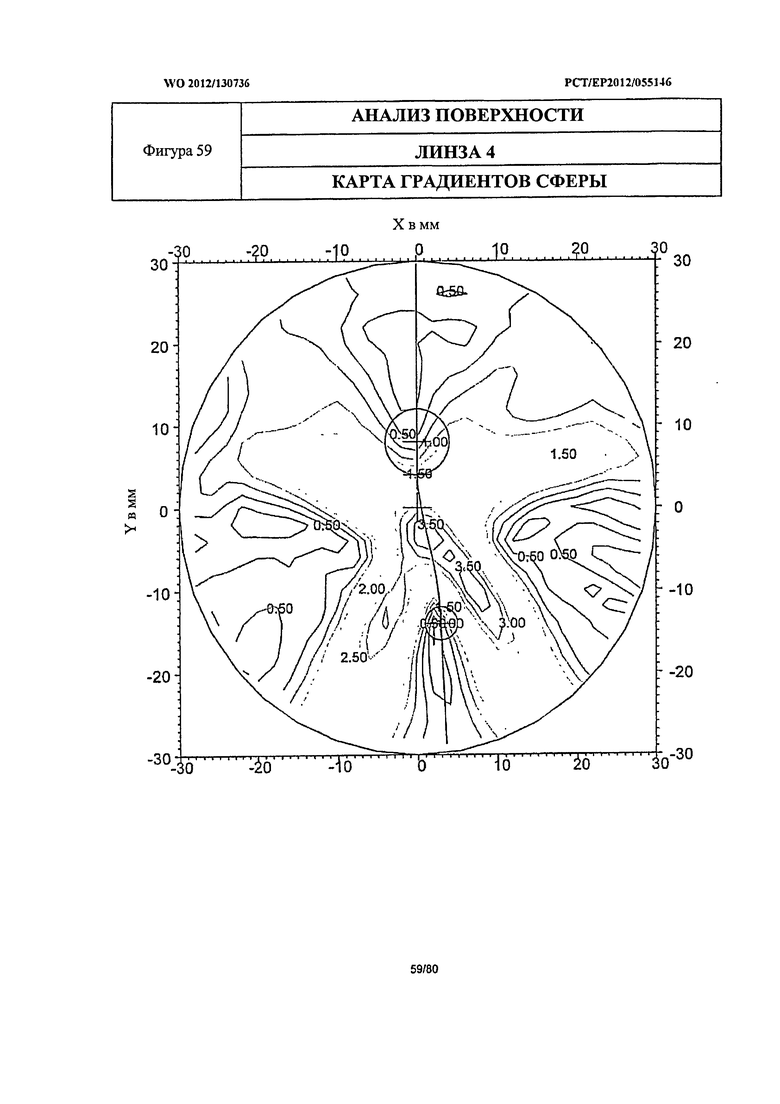
На фиг.4, 9, 14, 19 и 24 изображены карты градиентов сферы для передних поверхностей линзы 1, линзы 2, линзы 3, линзы 4 и линзы 5, соответственно. Данные карты подтверждают, что градиенты сферы поверхностей согласно настоящему изобретению значительно меньше градиентов сферы поверхностей сравнительных примеров, обладающих жесткой конструкцией. Следует отметить, что градиент сферы, нормированный для аддидации номинальной поверхности, составляет менее 7,50×10-1 мм-1 в любой точке круга диаметром 40 мм, центром которого является центральная точка О для поверхностей согласно настоящему изобретению, учитывая, что на картах изображены ненормированные значения градиентов сферы.
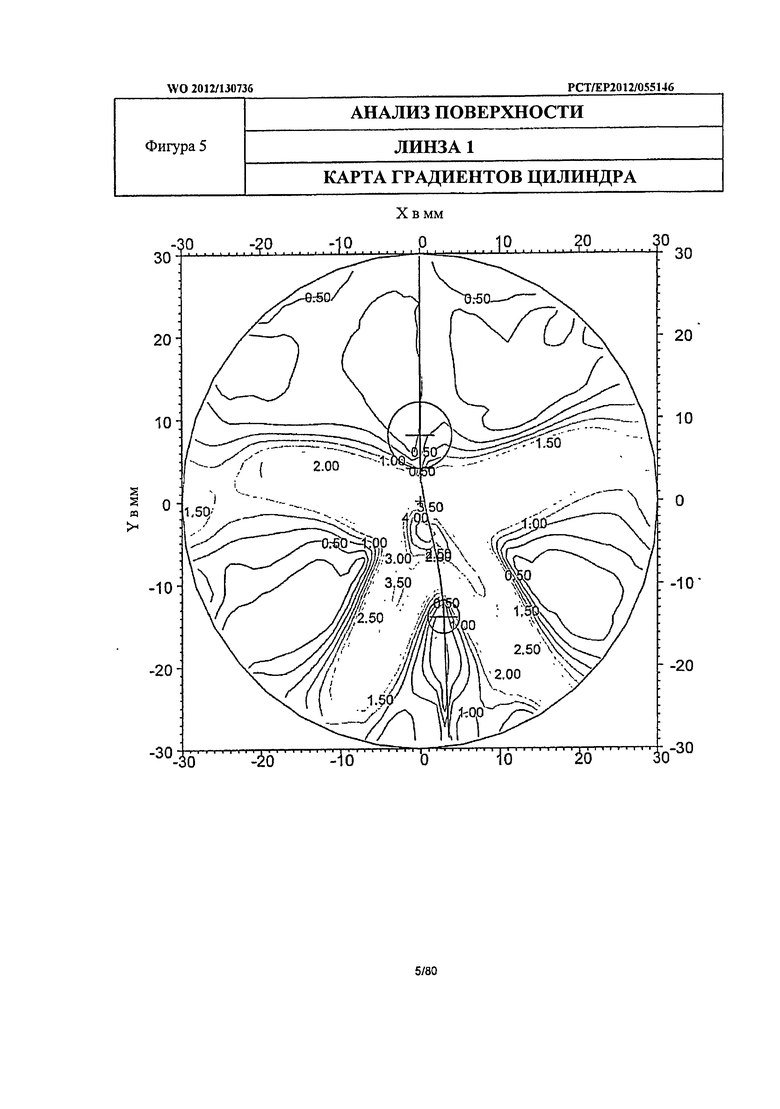
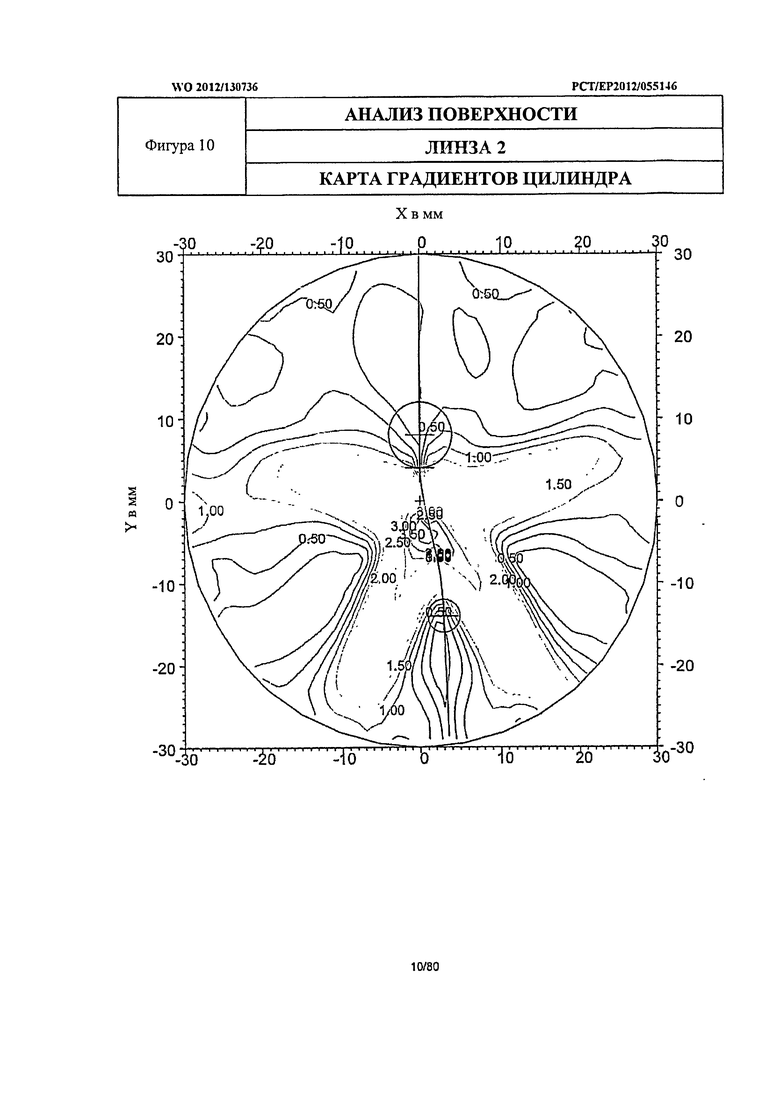
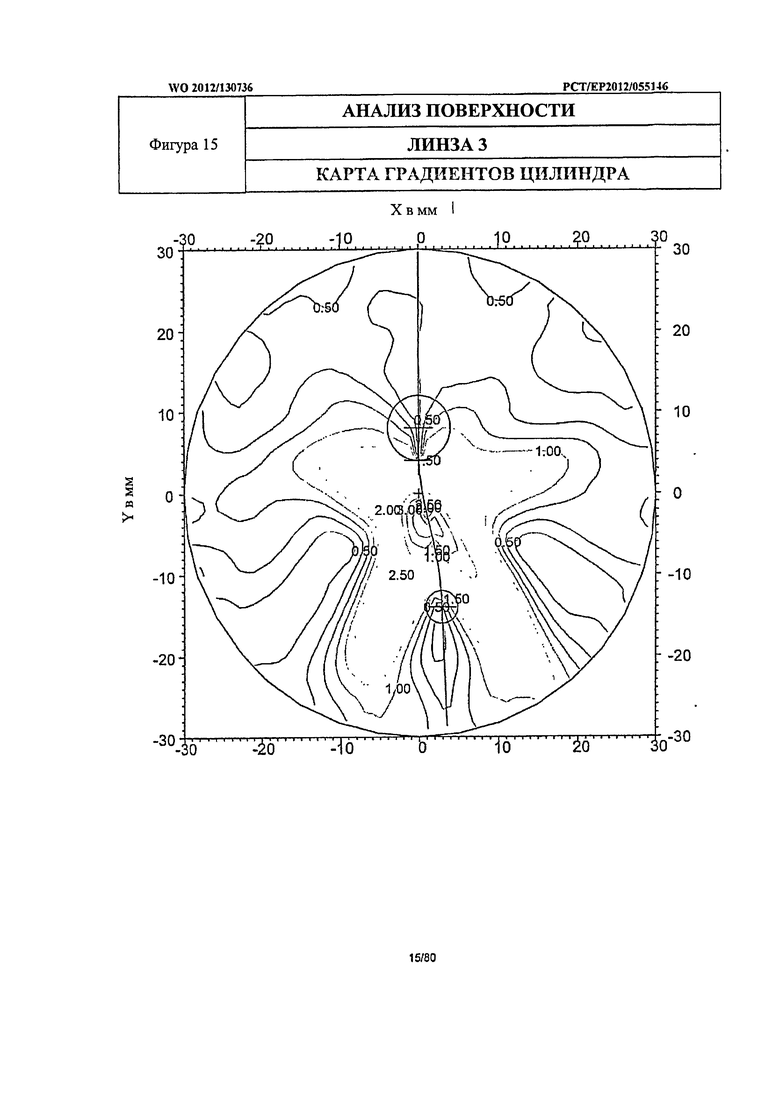
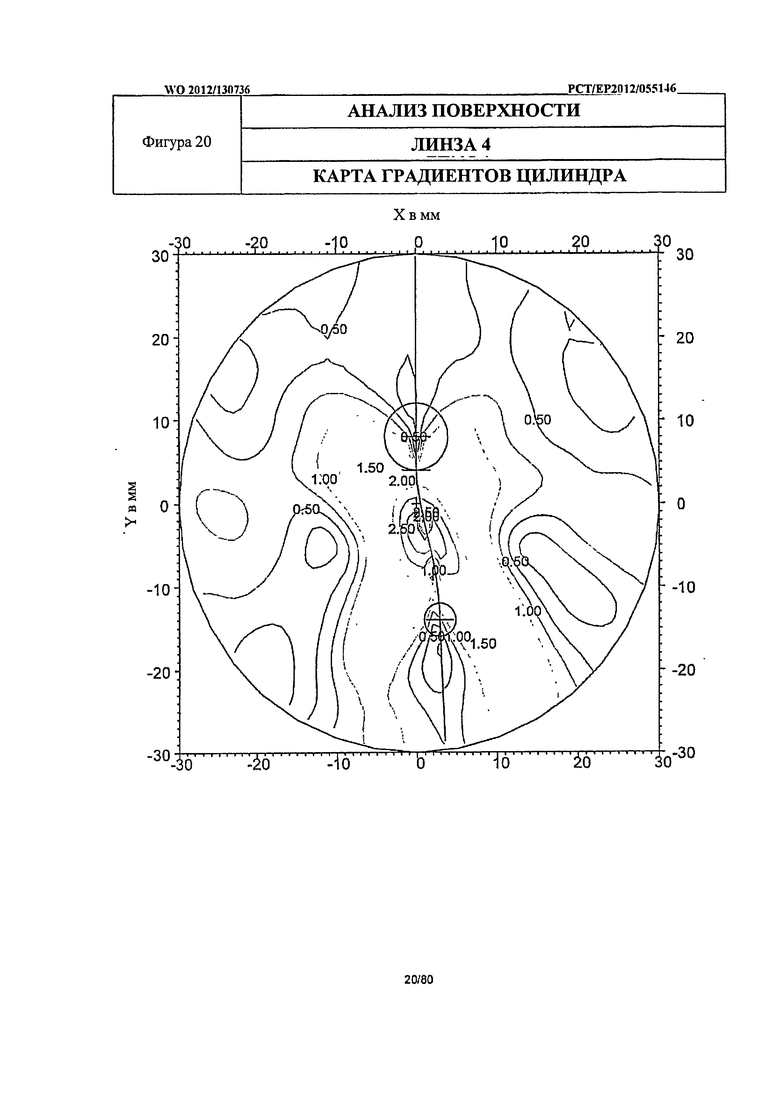
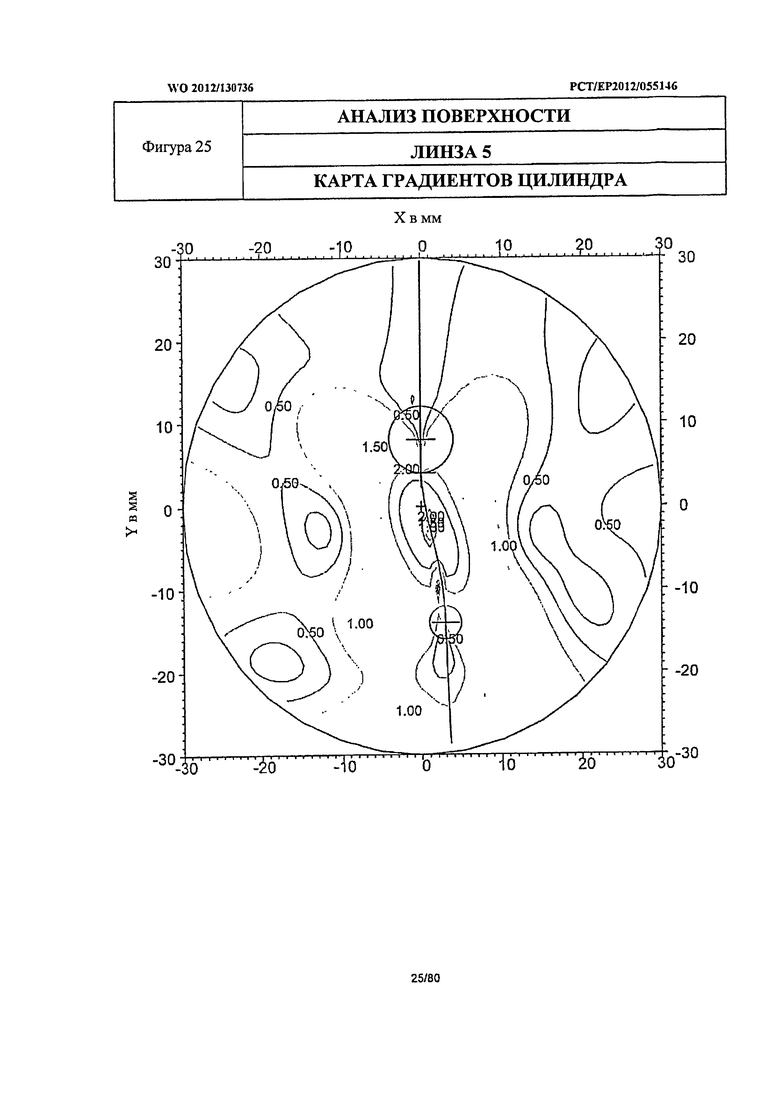
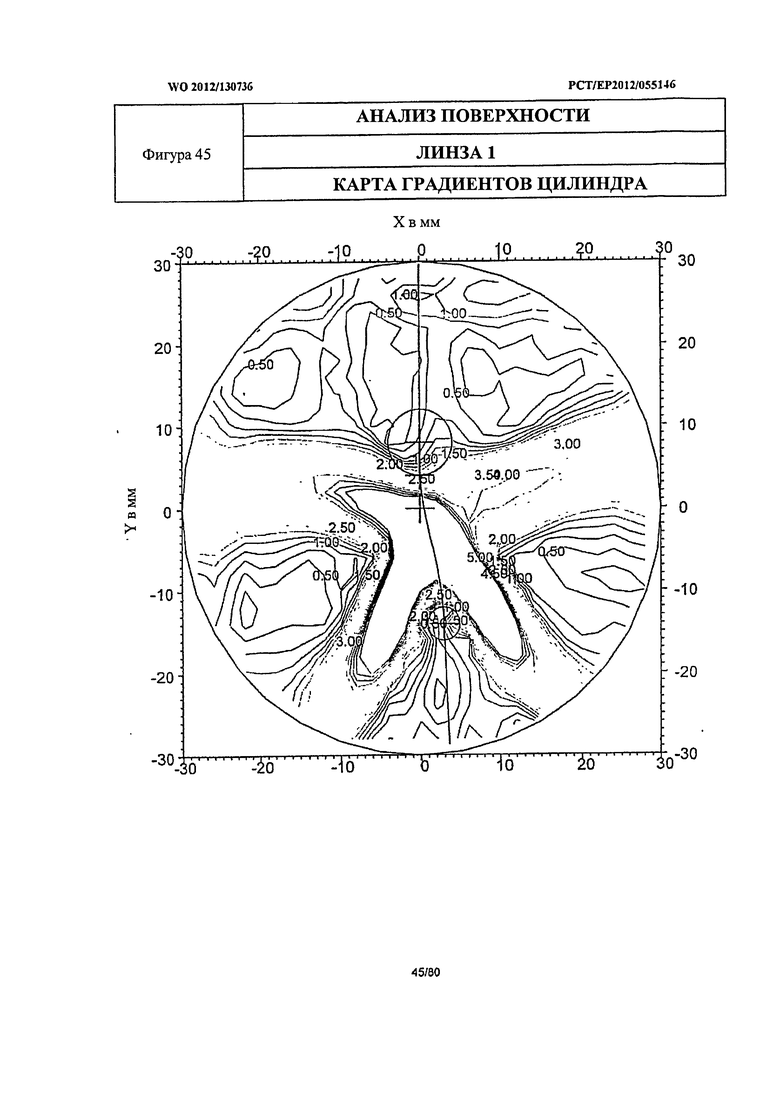
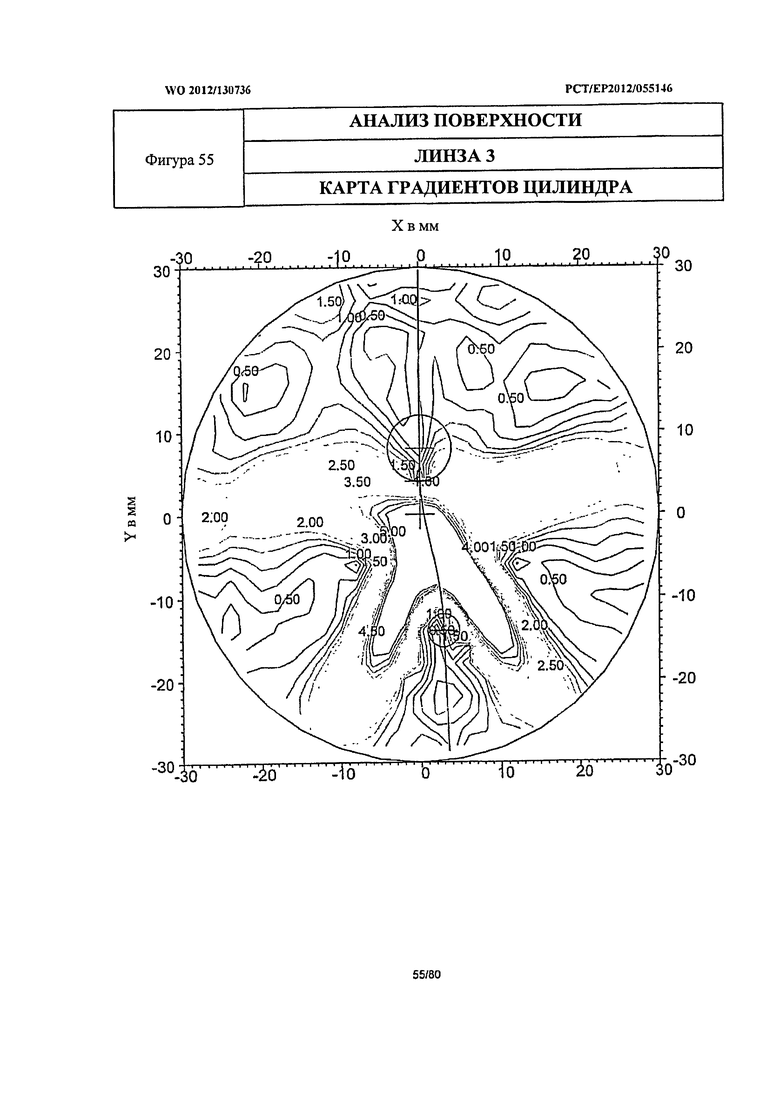
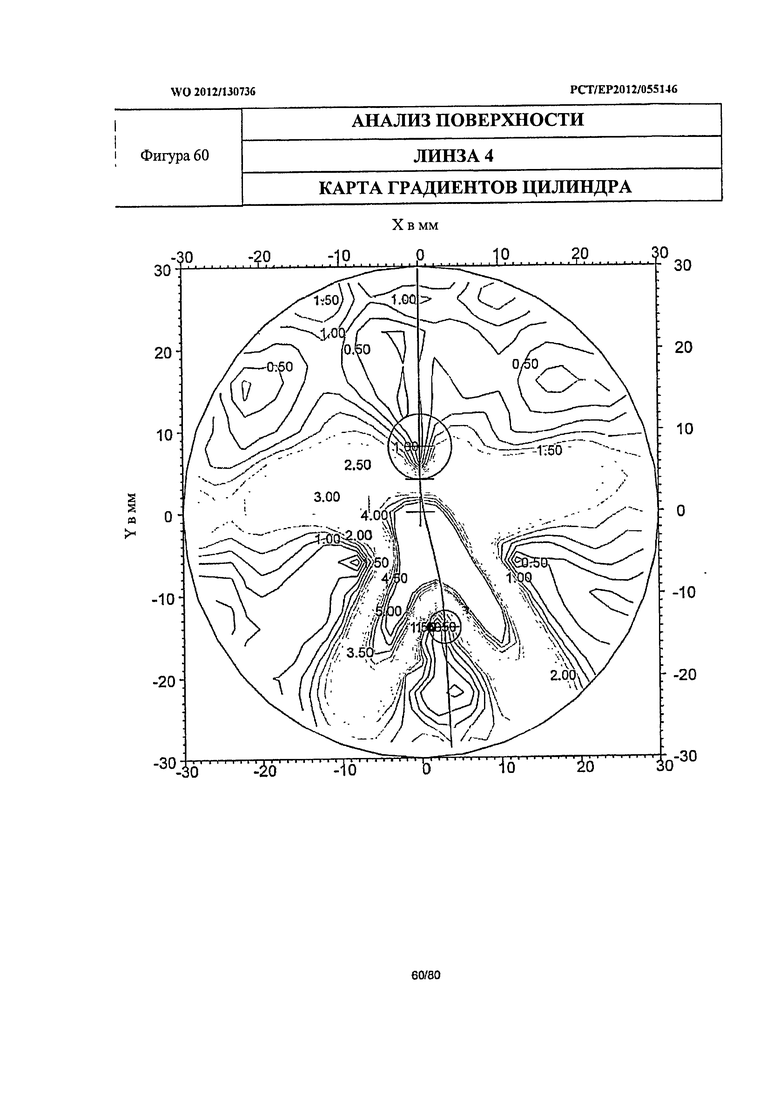
На фиг.5, 10, 15, 20 и 25 изображены карты градиентов цилиндра для передних поверхностей линзы 1, линзы 2, линзы 3, линзы 4 и линзы 5, соответственно. Данные карты подтверждают, что градиенты цилиндра поверхности согласно настоящему изобретению значительно меньше градиентов цилиндра поверхностей сравнительных примеров, обладающих жесткой конструкцией. Следует отметить, что градиент цилиндра составляет менее 1,45 мм-1 в любой точке круга диаметром 40 мм, центром которого является центральная точка О для поверхностей согласно настоящему изобретению, учитывая, что на картах изображены ненормированные значения градиентов сферы.
Также можно видеть, что линии изоградиента по фиг.14-15, 19-20, 24-25 расположены на значительно большем расстоянии друг от друга, более удалены друг от друга, в центральной части линзы по сравнению с фиг.4-5 и 9-10. Изменение градиентов на передних поверхностях линзы 3, линзы 4 и линзы 5 значительно меньше изменения градиентов на передней поверхности линзы 1 и линзы 2. Это указывает на то, что четвертая производная D4 имеет малые значения на поверхностях согласно настоящему изобретению по сравнению с поверхностями сравнительных примеров.
Кроме этого, максимальное значение D4 в зоне зрения на большое расстояние расположено возле контрольной точки зрения на большое расстояние, т.е. по меньшей мере на 4 мм выше центра поверхности вдоль оси у и предпочтительно по меньшей мере на 8 мм выше центра поверхности вдоль оси y. Помимо этого, максимальное значение D4 в зоне зрения на малое расстояние расположено ниже контрольной точки зрения на малое расстояние, т.е. по меньшей мере на 8 мм ниже центра поверхности и предпочтительно по меньшей мере на 14 мм ниже центра поверхности. Как результат, изменения градиентов будут меньше в центральной части первой поверхности полуобработанной заготовки линзы. Помимо этого, максимальное значение D4 рассчитанной задней поверхности также будет меньше, и обработка поверхности будет более точной.
В таблице I, изображенной ниже, приведены нормированные максимальные значения четвертой производной D4, градиента сферы и градиента цилиндра для передних поверхностей рассматриваемых линз.
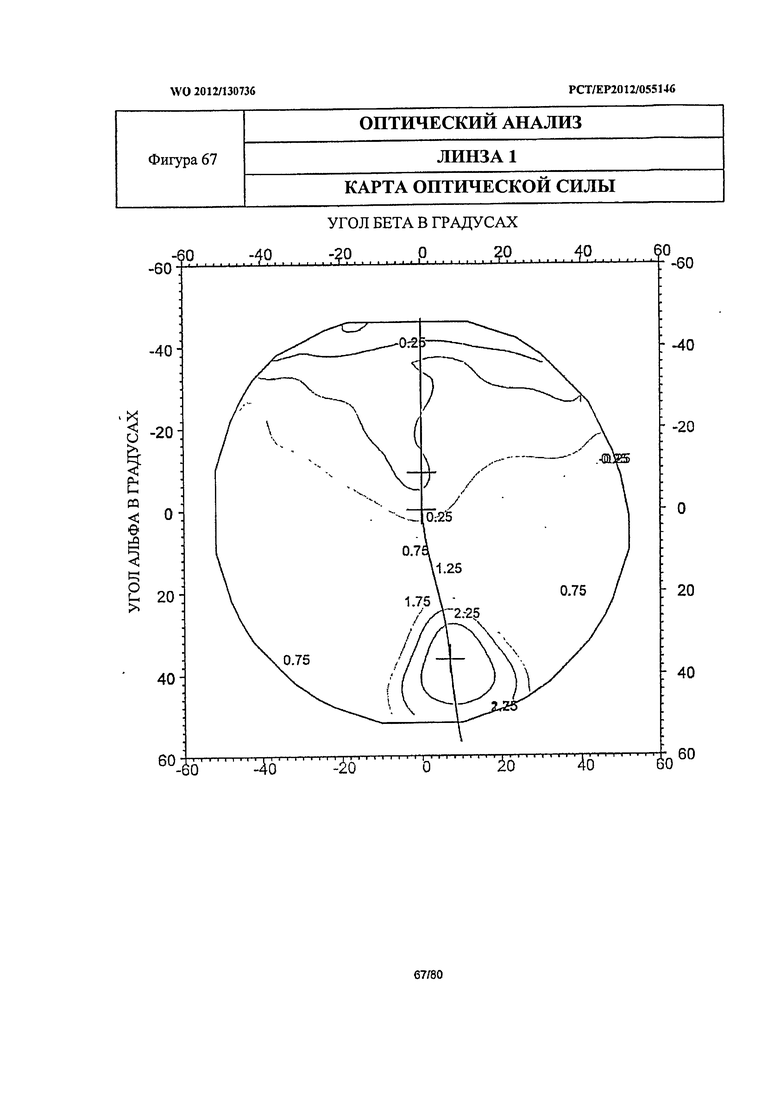
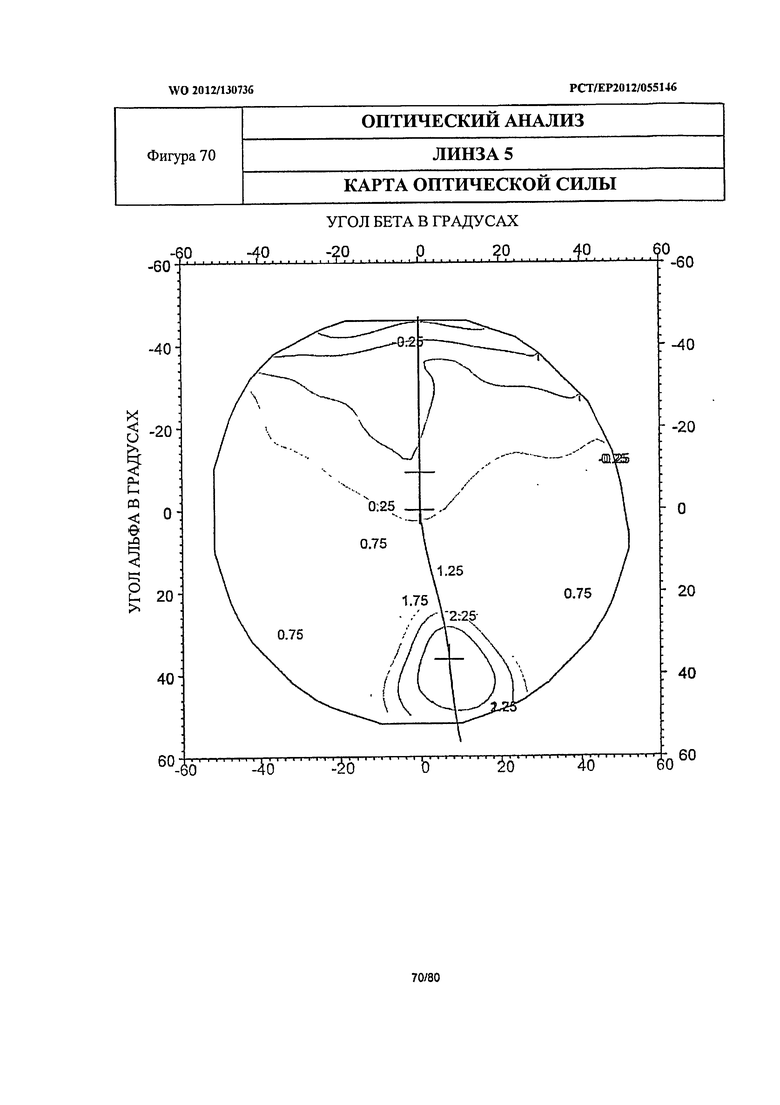
На фиг.26-40 изображены результаты оптического анализа номинальных характеристик рассматриваемых линз. Номинальные характеристики определяют как выбранный наилучший компромисс, являющийся результатом распределения оптических дефектов на линзе. Затем определяют целевую оптическую функцию, которая будет использована в ходе оптической оптимизации при определении характеристик поверхностей линзы. Полученная в результате изготовленная линза может обладать оптическими характеристиками, слегка отличающимися от номинальных характеристик, в основном из-за ограничений машинной обработки и дефектов позиционирования.
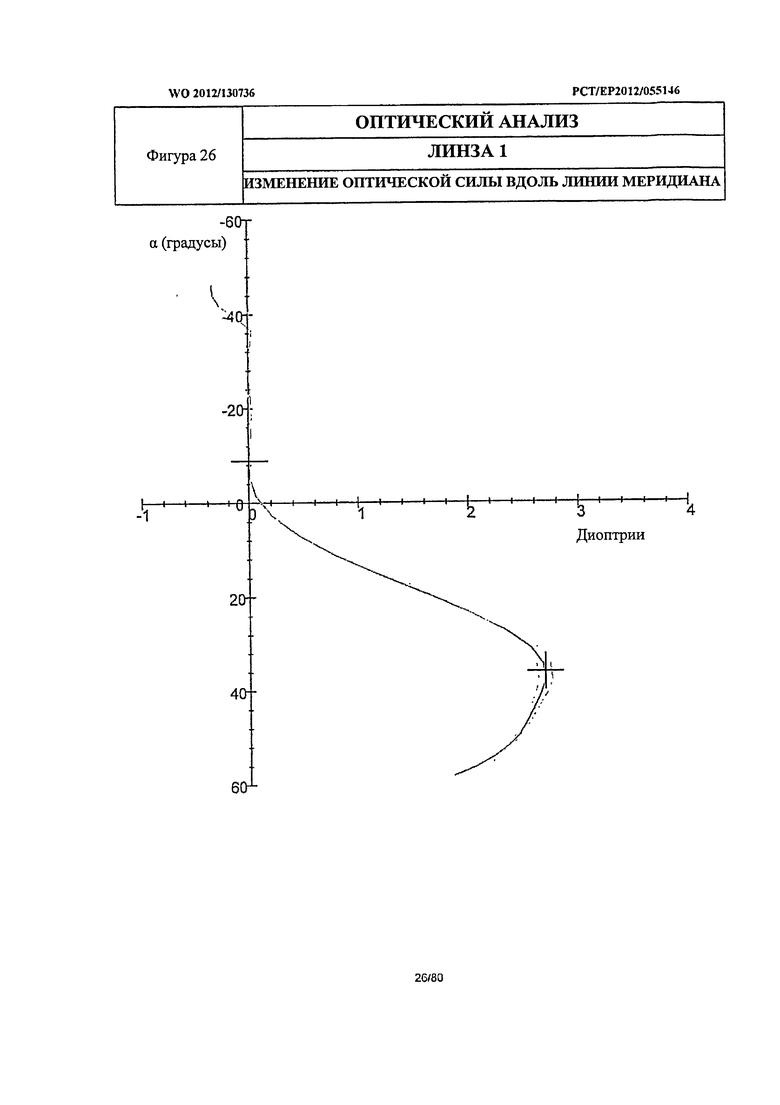
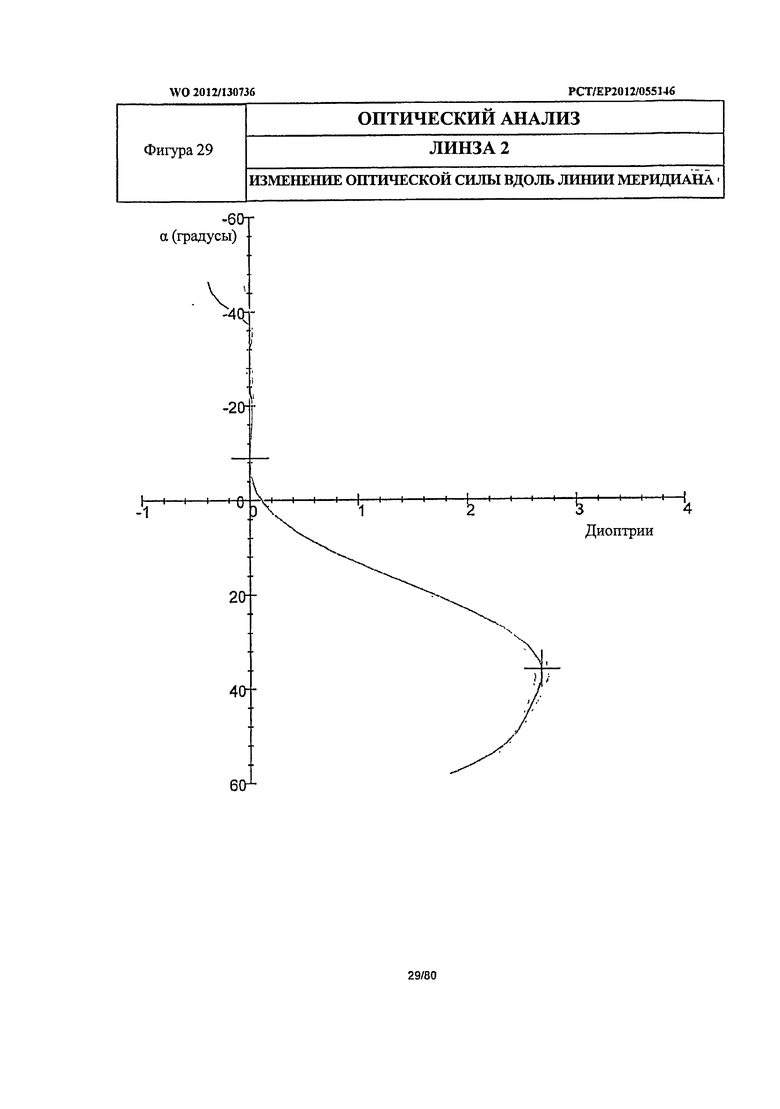
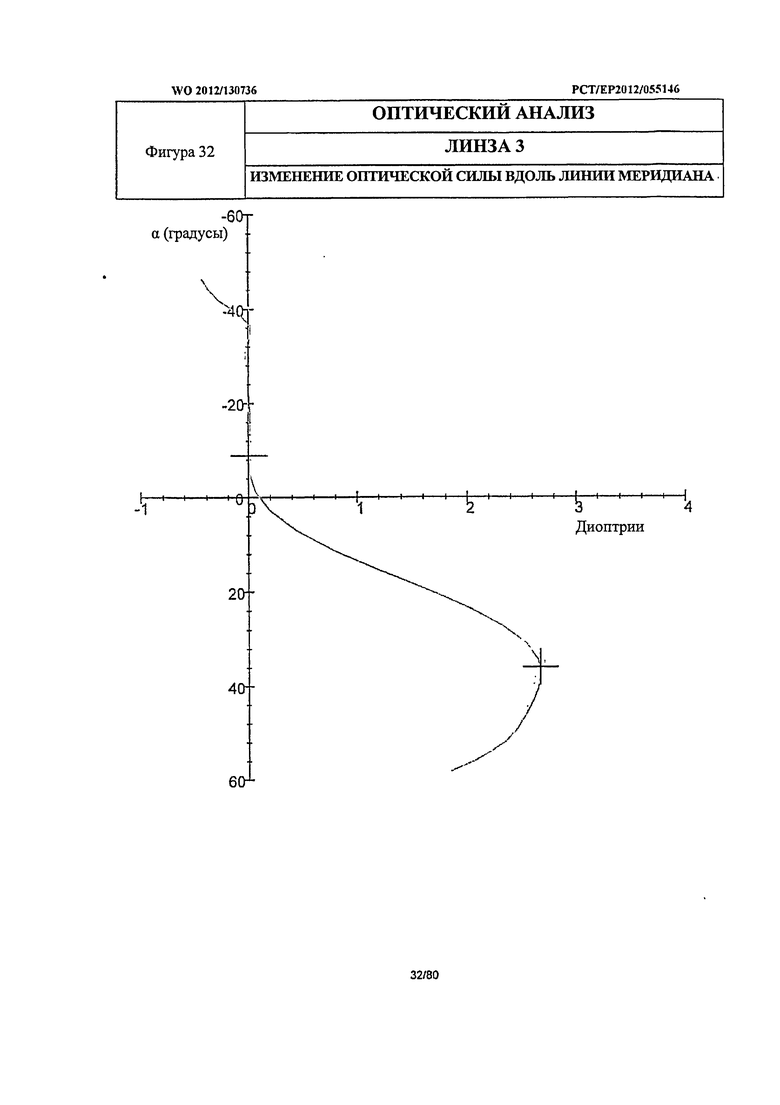
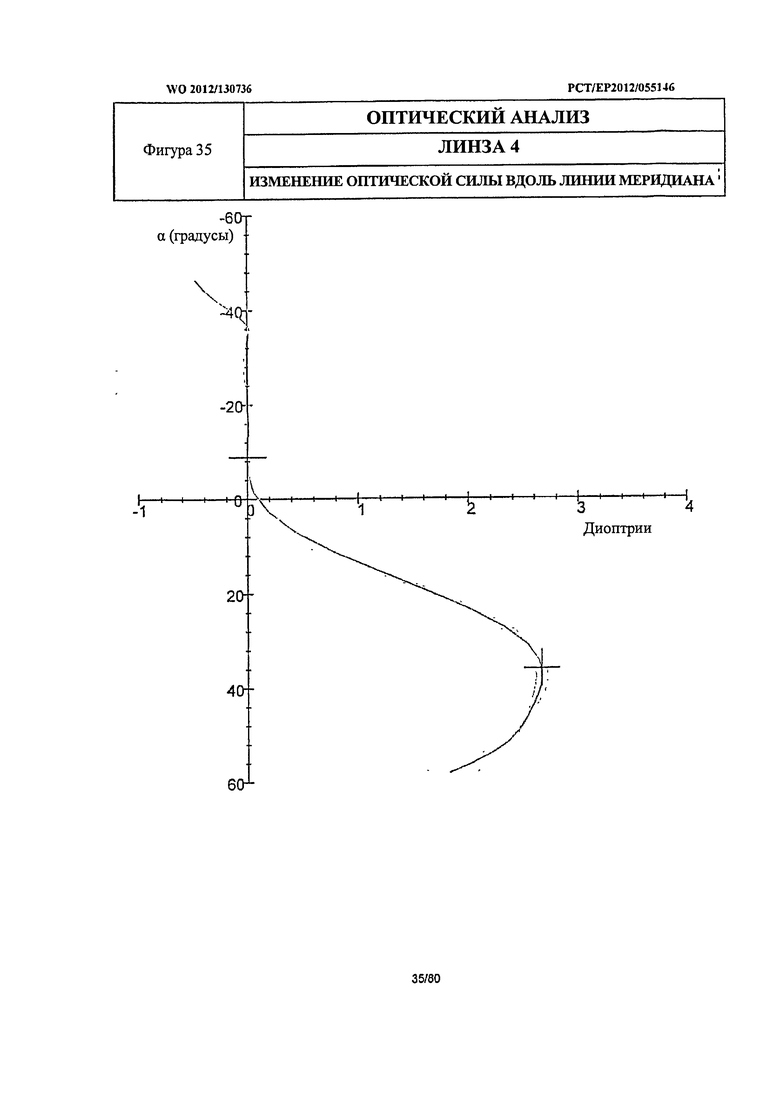
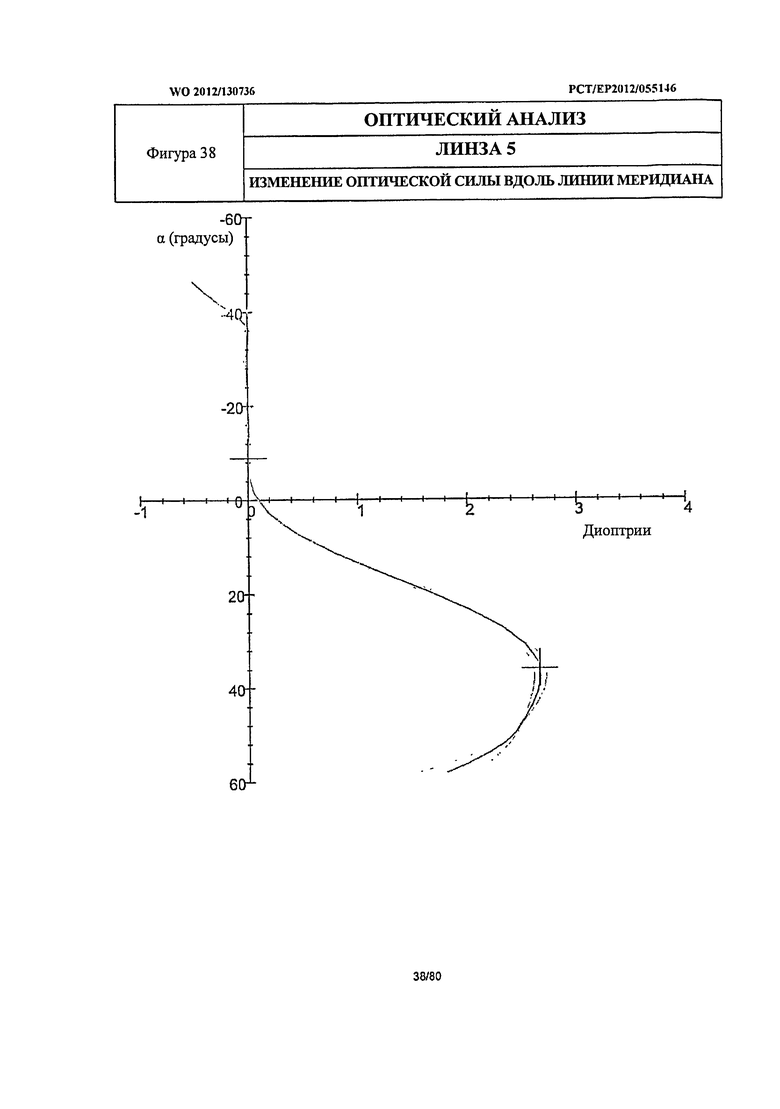
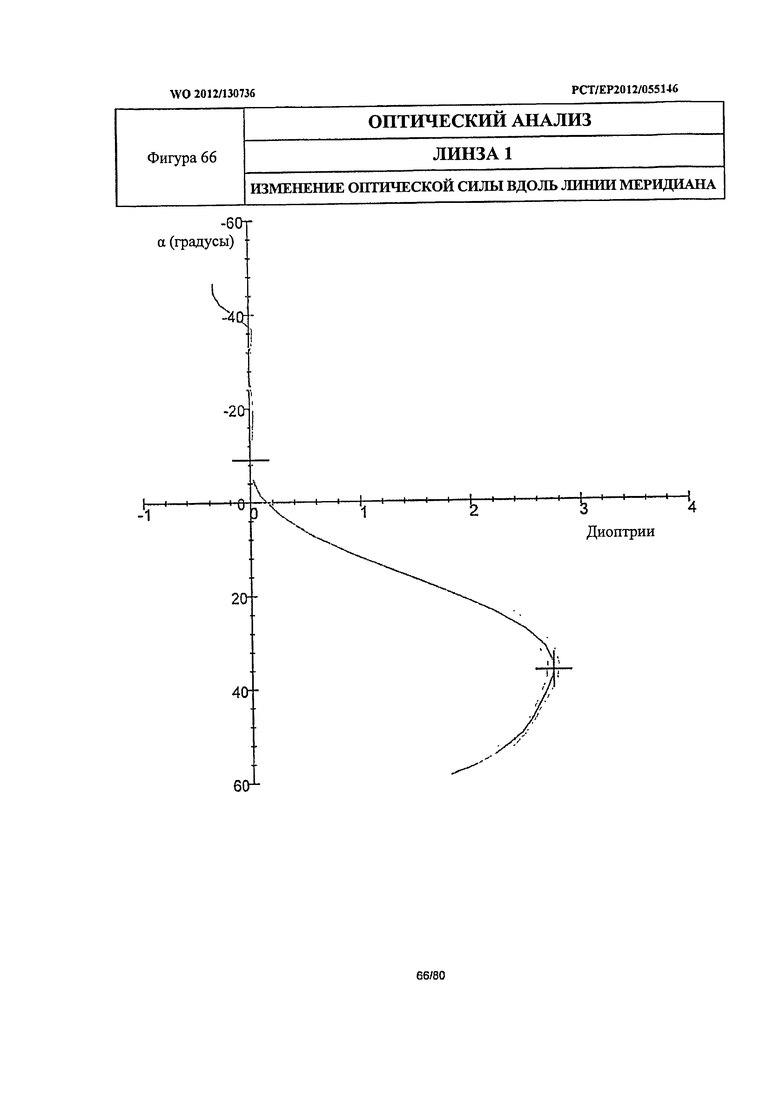
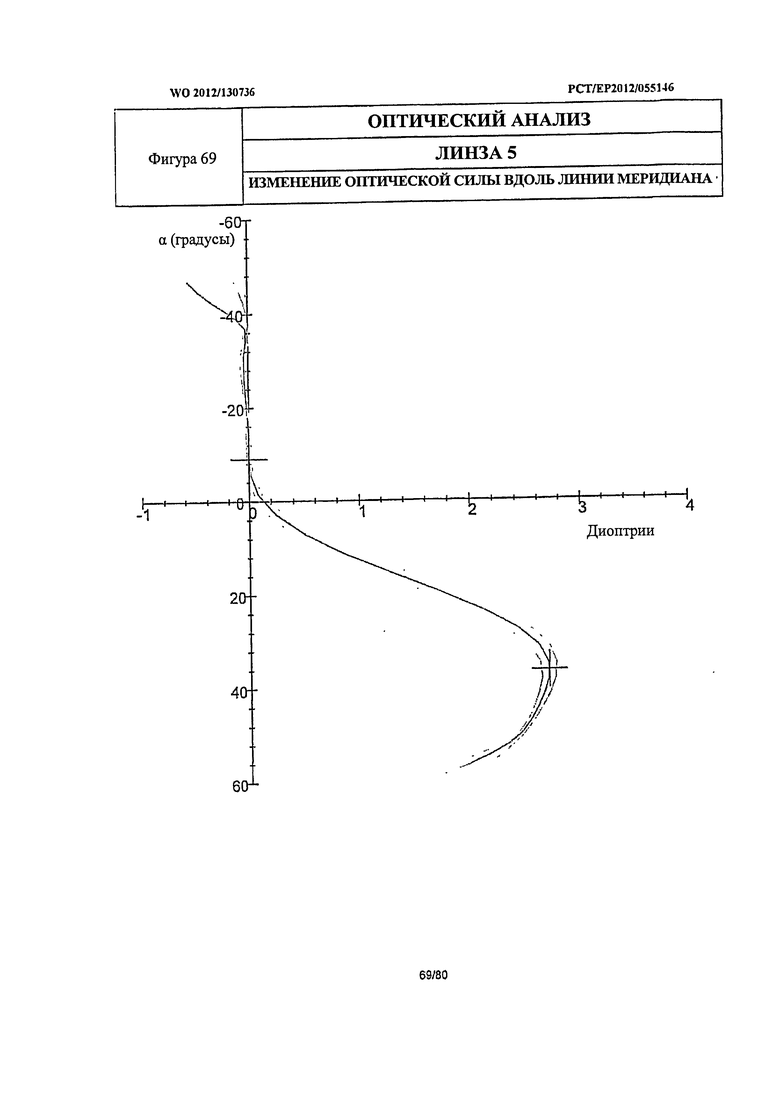
На фиг.26, 29, 32, 35, 38 представлена номинальная сила вдоль основного меридиана для линзы 1, линзы 2, линзы 3, линзы 4 и линзы 5, соответственно. Оптическая аддидация составляет 2,69 диоптрии для линзы 1 и линзы 2; 2,67 диоптрии для линзы 3; 2,66 диоптрии для линзы 4 и линзы 5, при этом сила в контрольной точке зрения на большое расстояние равна нулю. Сразу же становится очевидно, что оптические характеристики вдоль меридиана одинаковы для всех линз.
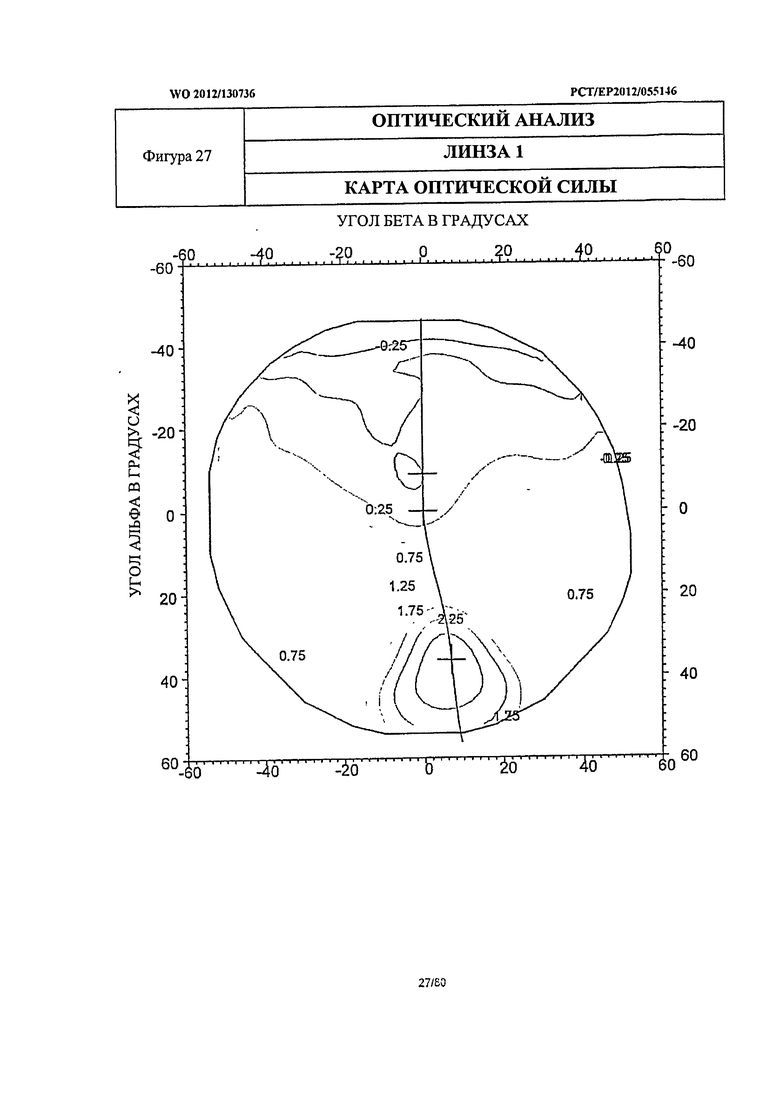
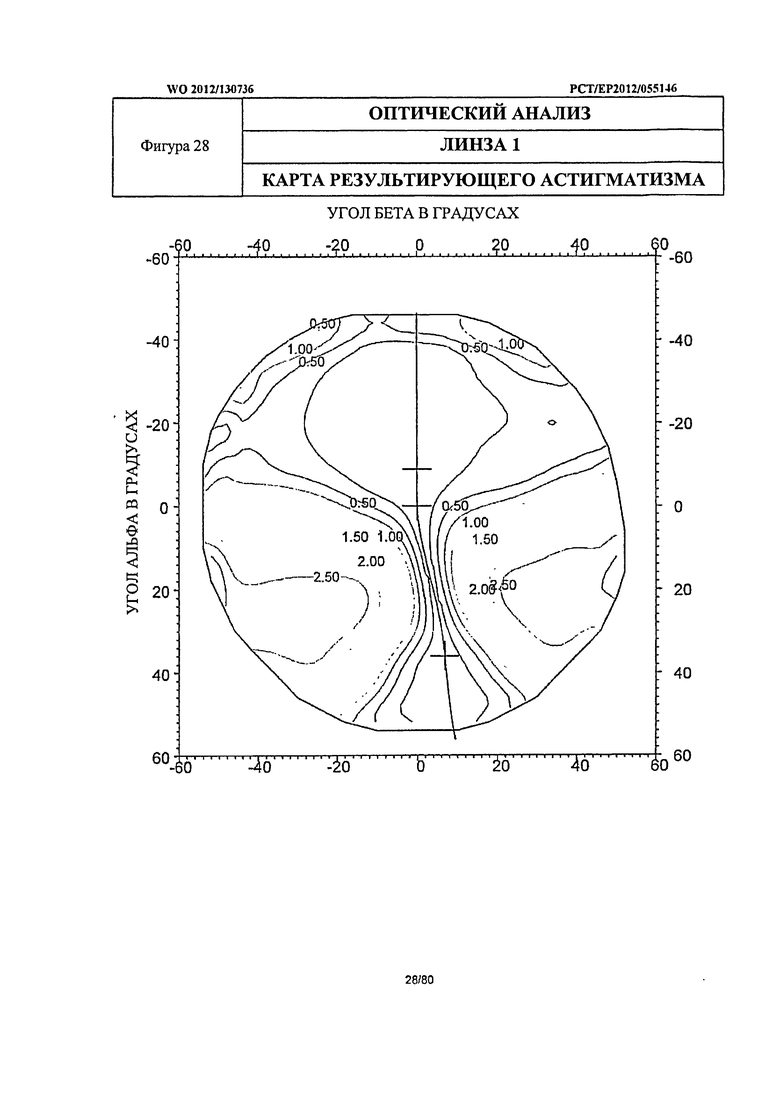
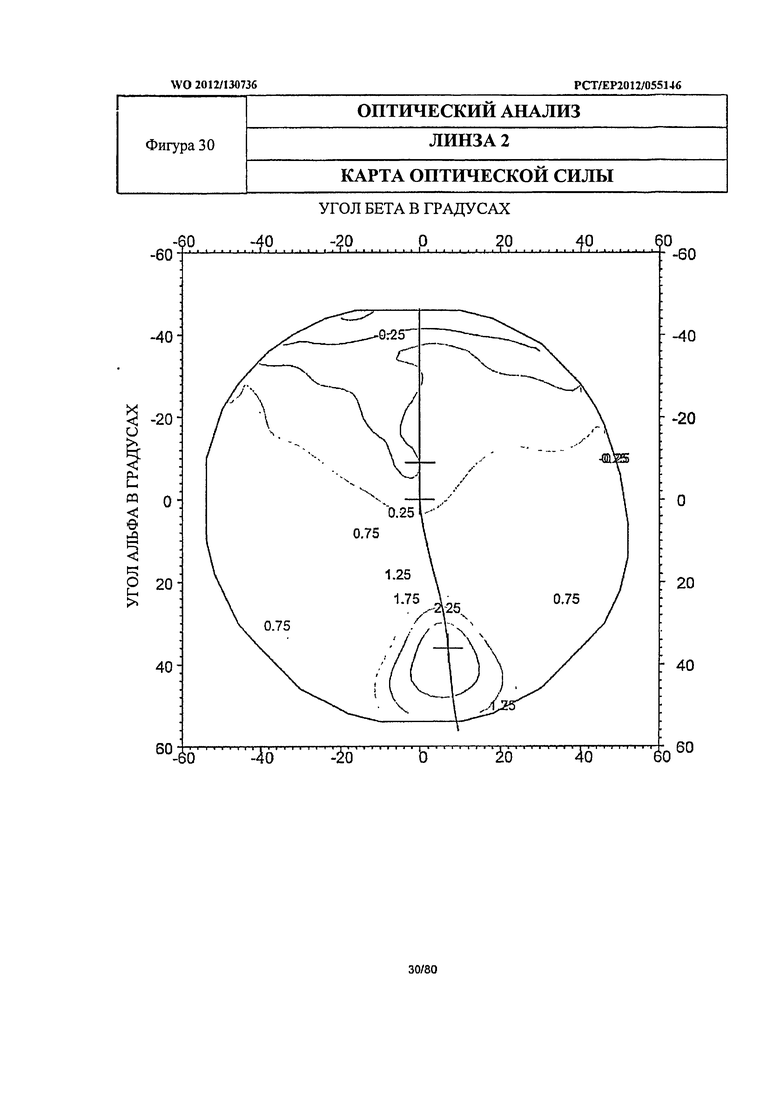
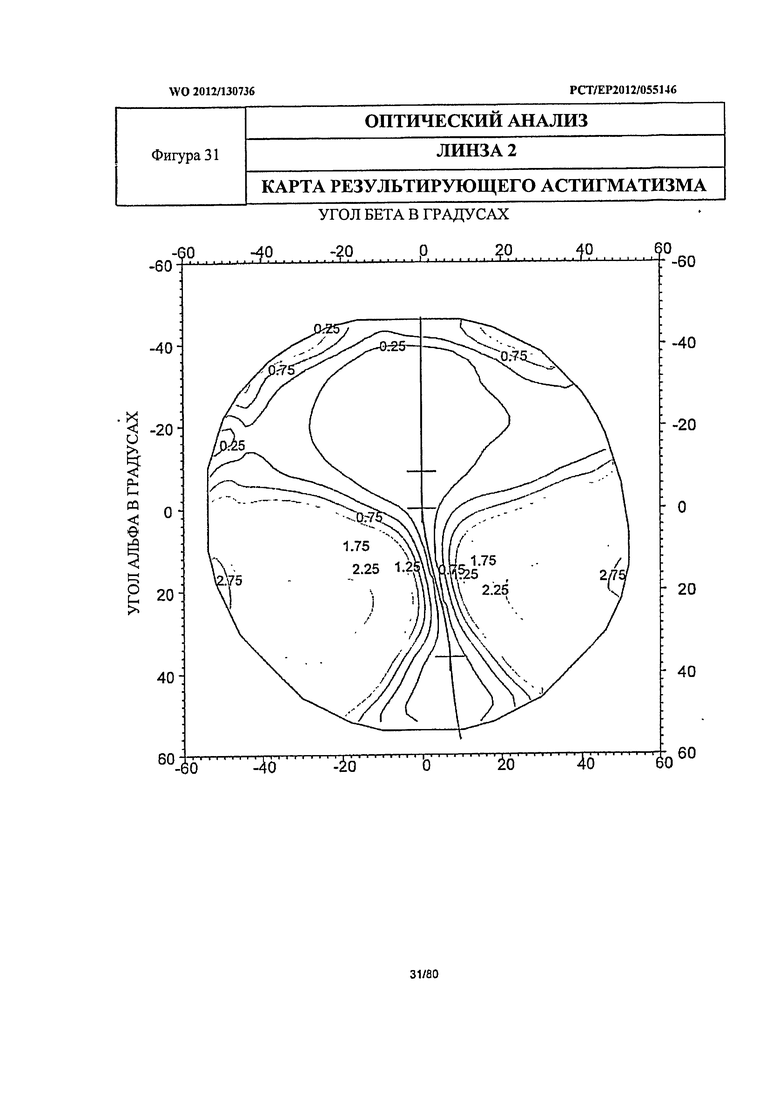
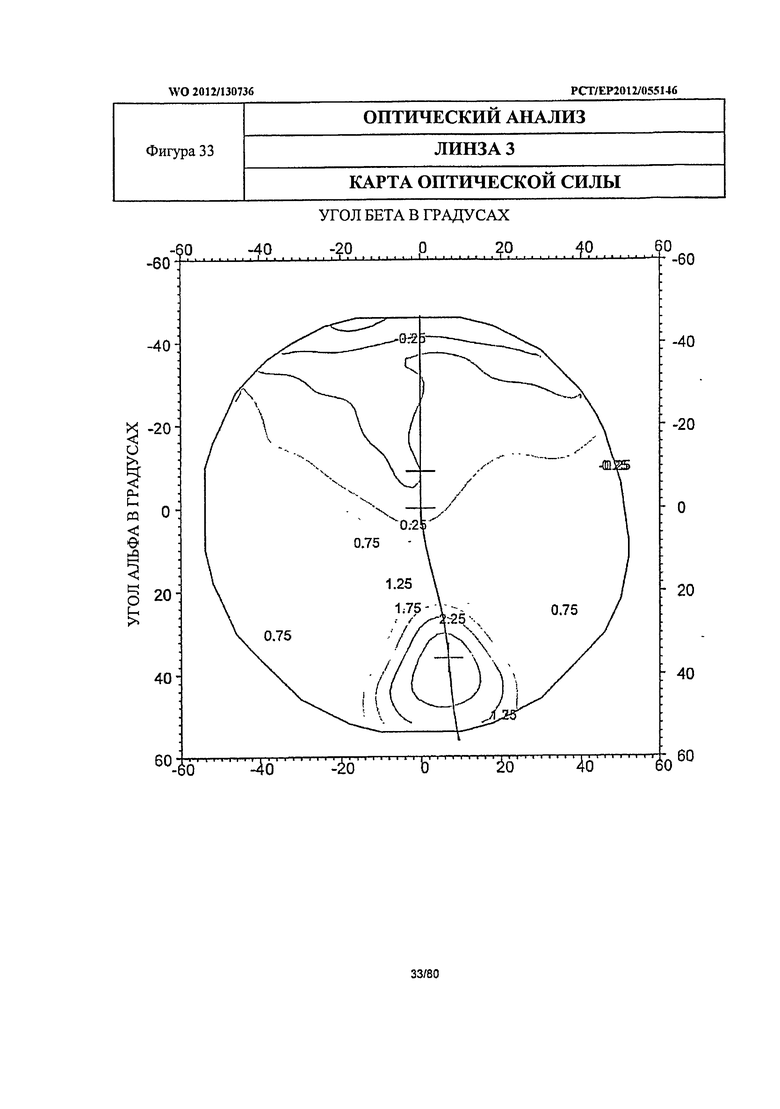
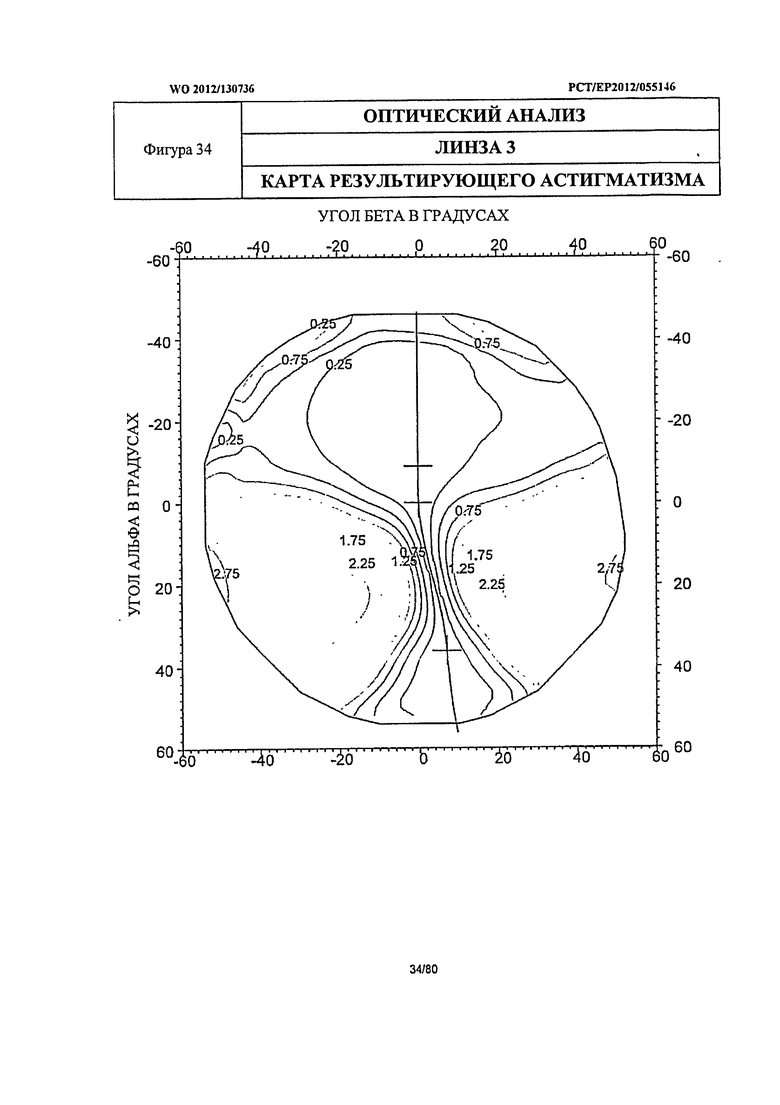
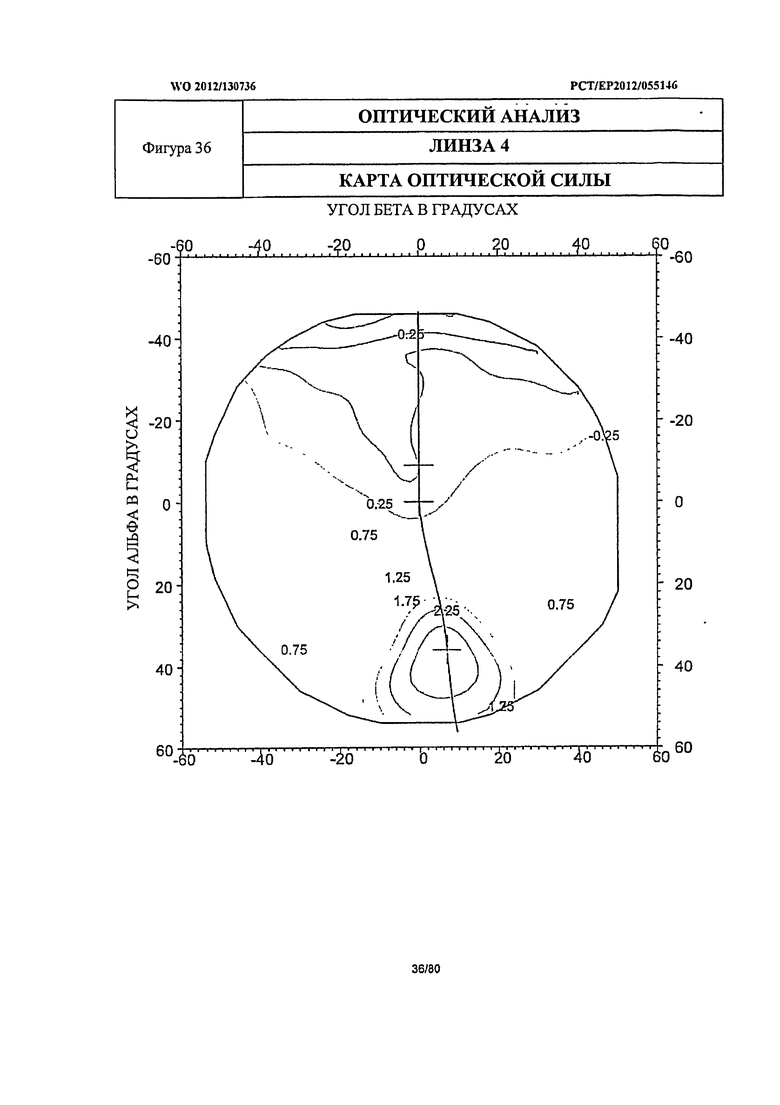
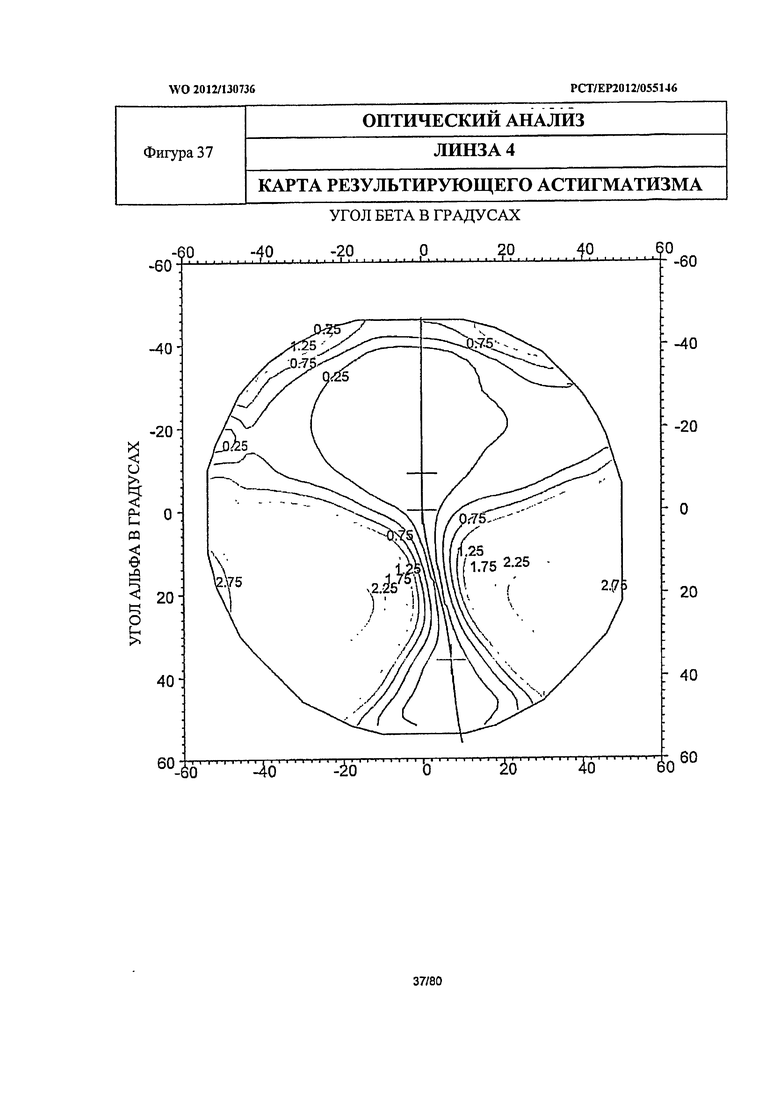
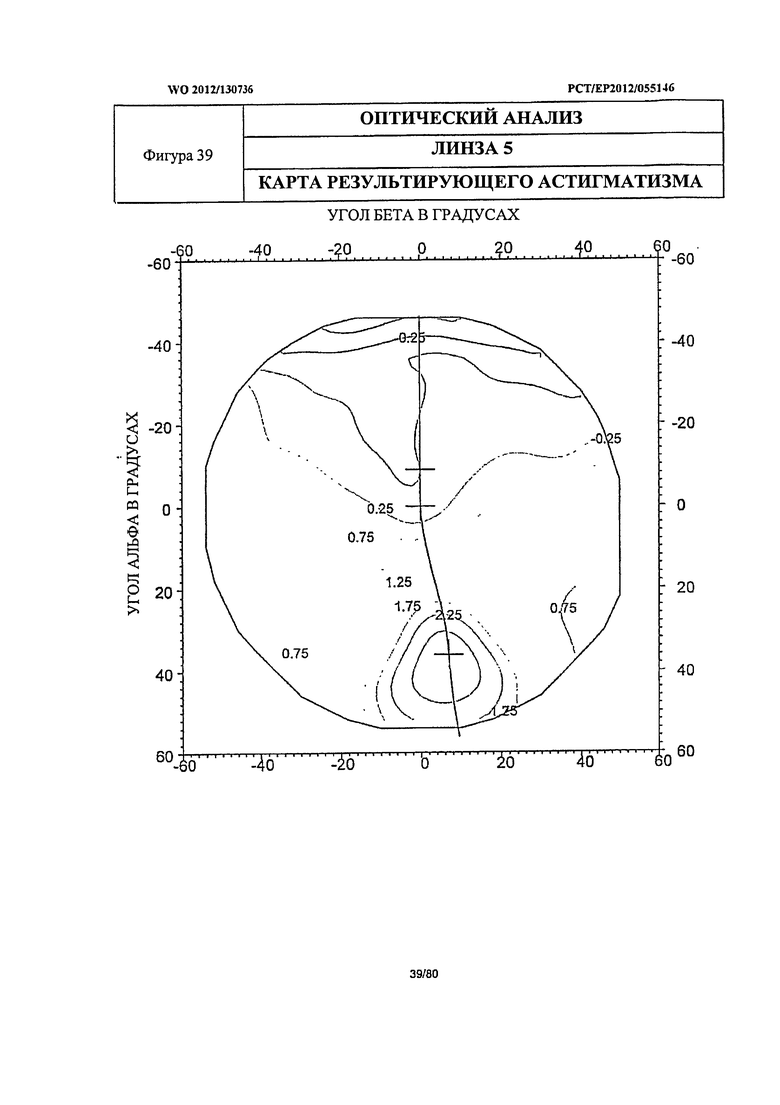
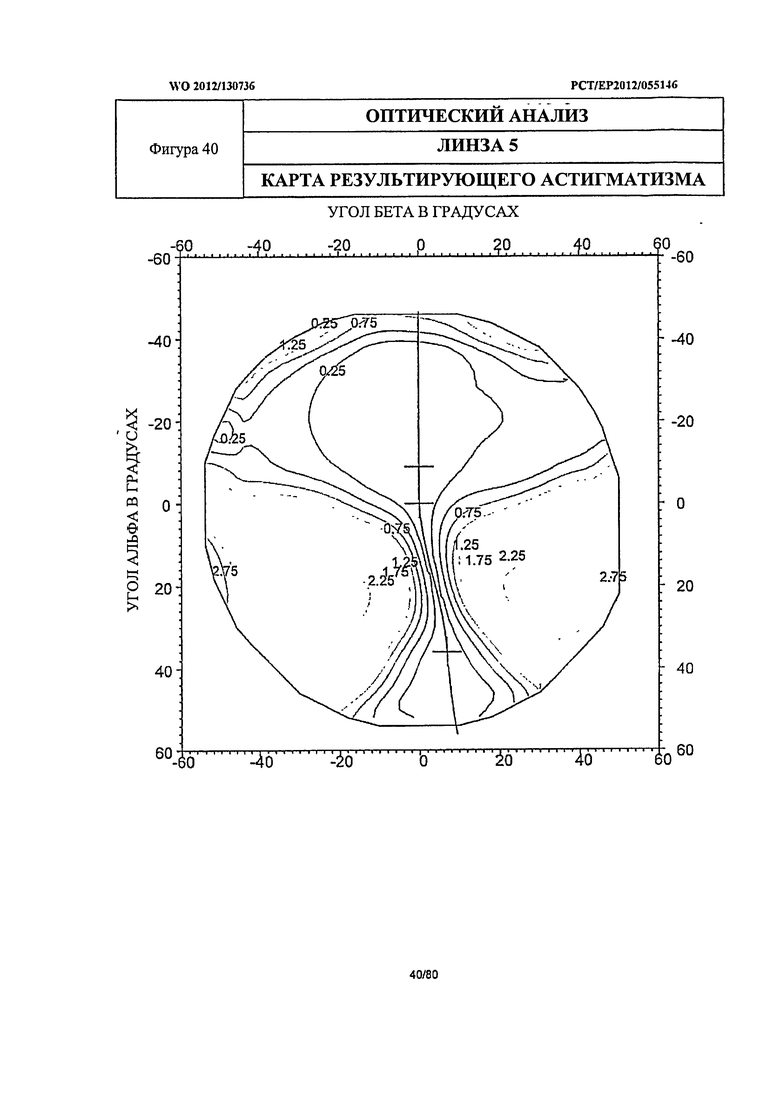
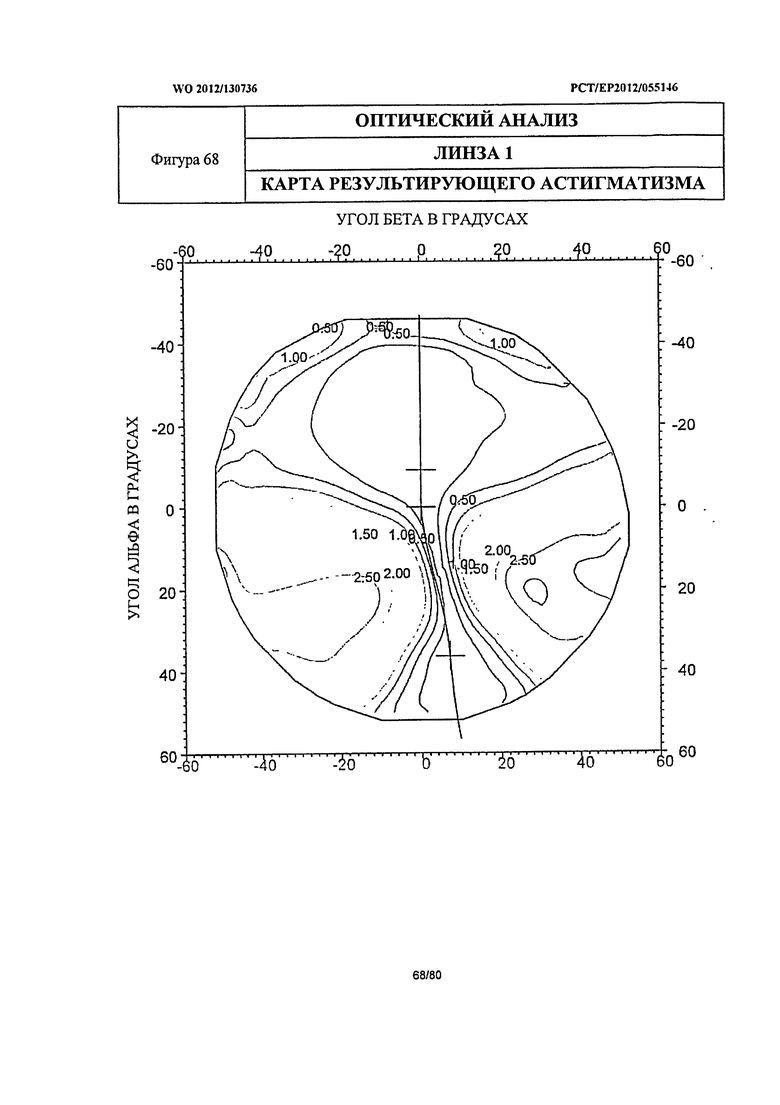
На фиг.27, 30, 33, 36 и 39 изображена номинальная сила, воспринимаемая пользователем с помощью линзы 1, линзы 2, линзы 3, линзы 4 и линзы 5, соответственно. На фиг.28, 31, 34, 37 и 40 изображен астигматизм, полученный в результате, для линзы 1, линзы 2, линзы 3, линзы 4 и линзы 5, соответственно. Сразу же становится очевидно, что оптические характеристики по существу одинаковы для всех линз.
Использование полуобработанной заготовки линзы согласно настоящему изобретению облегчает изготовление линзы и одновременно сохраняет оптические характеристики линзы, как будет объяснено далее.
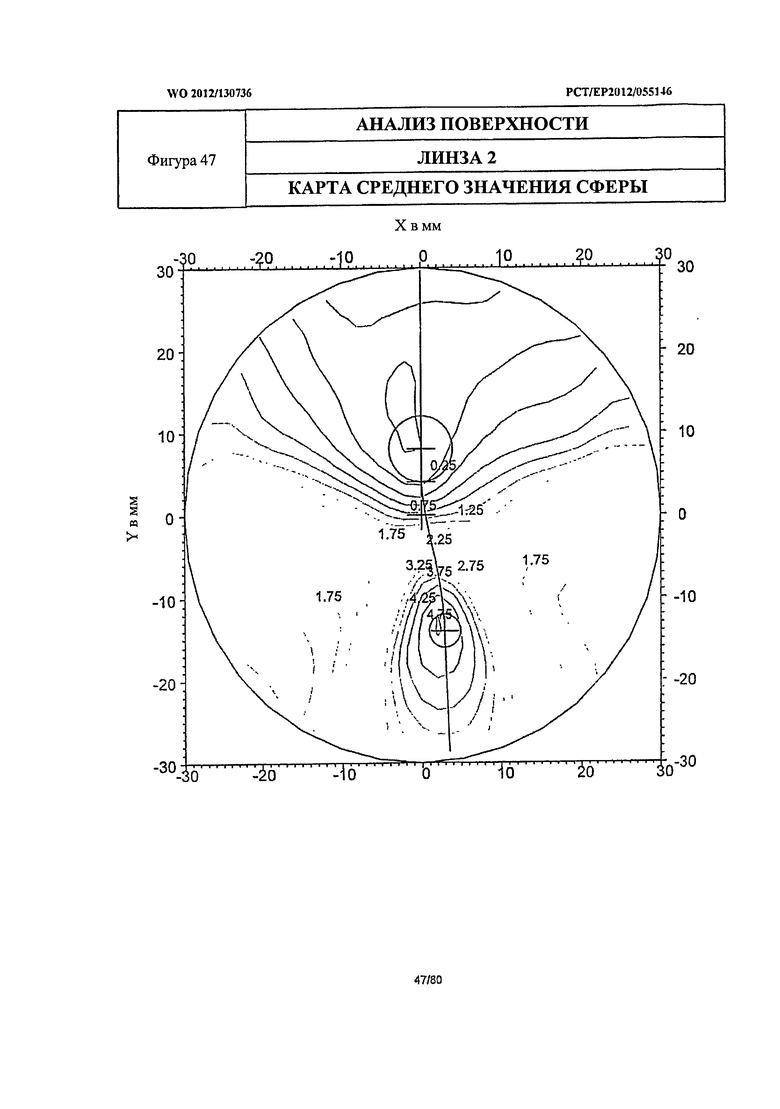
На фиг.41-65 изображена вторая поверхность для линз, изготовленных из заготовок линз по фиг.1-25, т.е. задние поверхности рассматриваемых линз: линзы 1, линзы 2, линзы 3, линзы 4 и линзы 5.
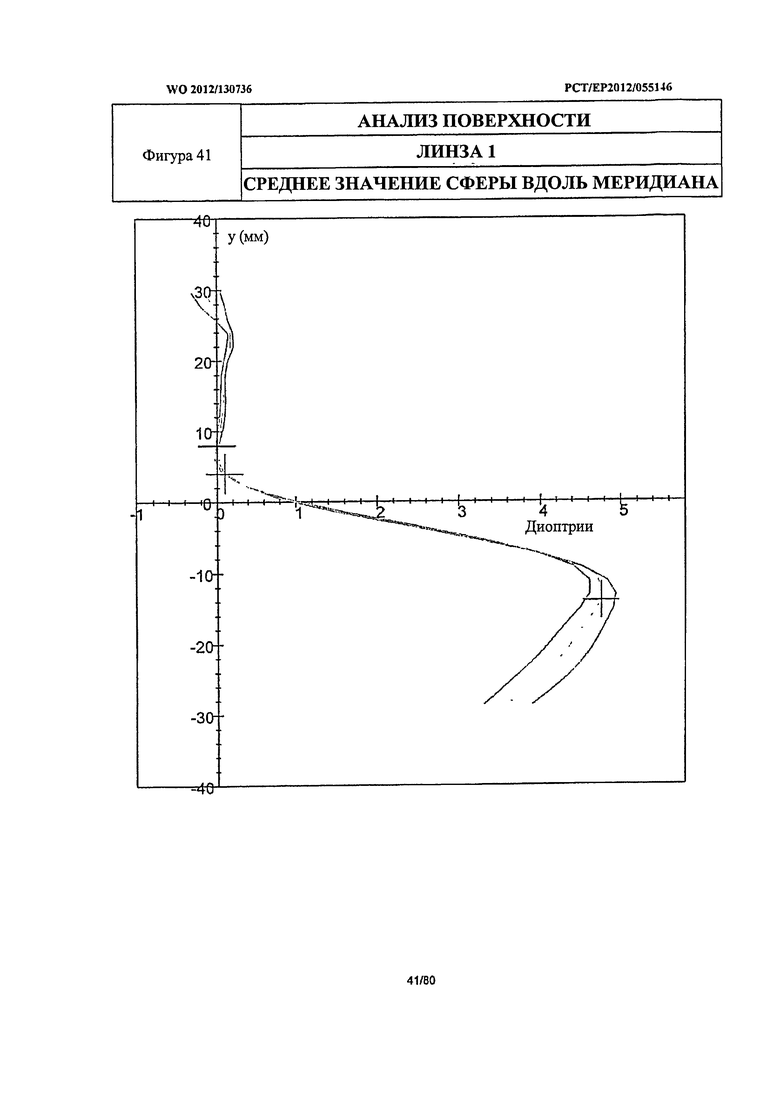
На фиг.41, 46, 51, 56 и 61 изображены графики изменения среднего значения сферы вдоль меридиана для задних поверхностей линзы 1, линзы 2, линзы 3, линзы 4 и линзы 5, соответственно. Прогрессия силы номинальной поверхности составляет 4,76 диоптрии для линзы 1 и линзы 2, 4,77 диоптрии для линзы 3, линзы 4 и линзы 5, рассчитанная как разница между средними значениями сфер в контрольных точках.
Из сравнения фиг.41 и 46 с фиг.51, 56 и 61 видно, что резкие изменения значения сферы и цилиндра в контрольных точках сглажены, что особенно заметно на фиг.56 и 61. Следовательно, изготовление второй поверхности будет легче.
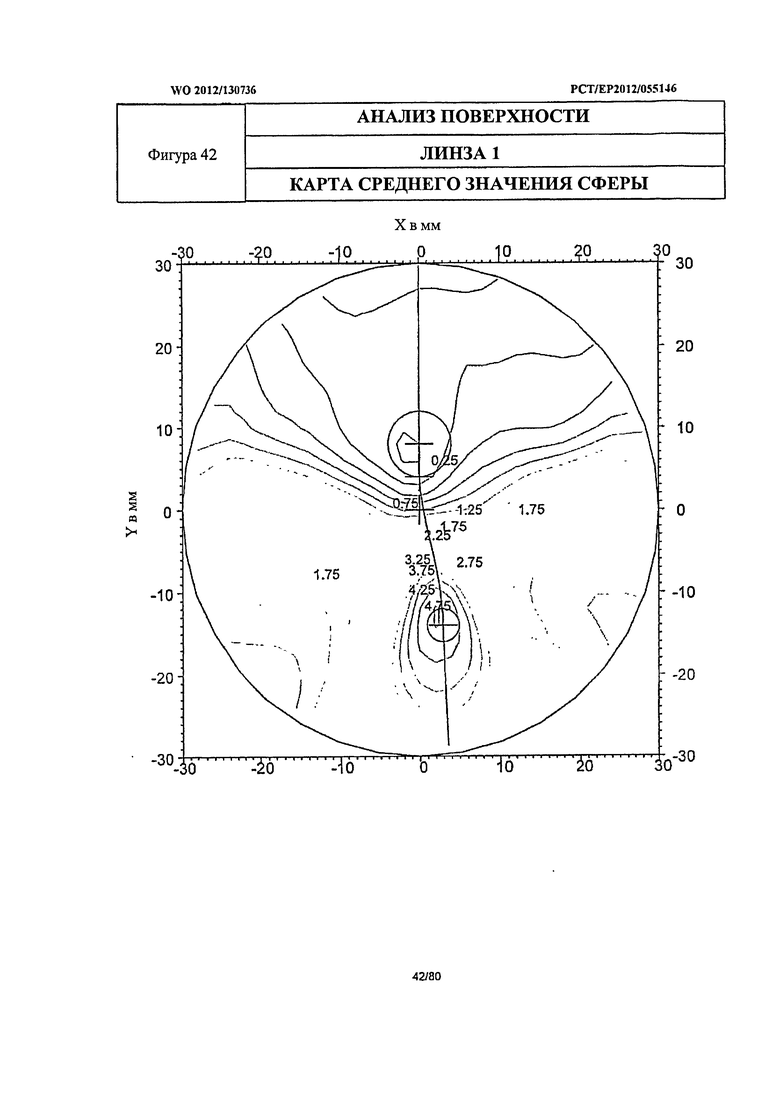
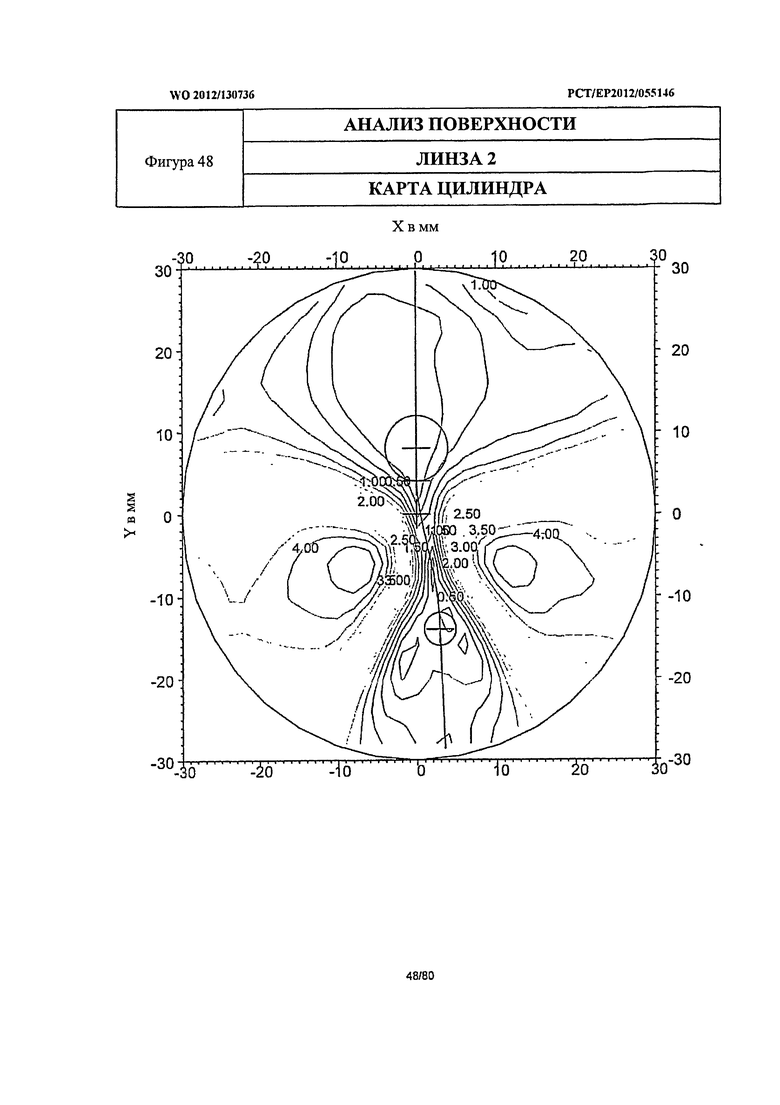
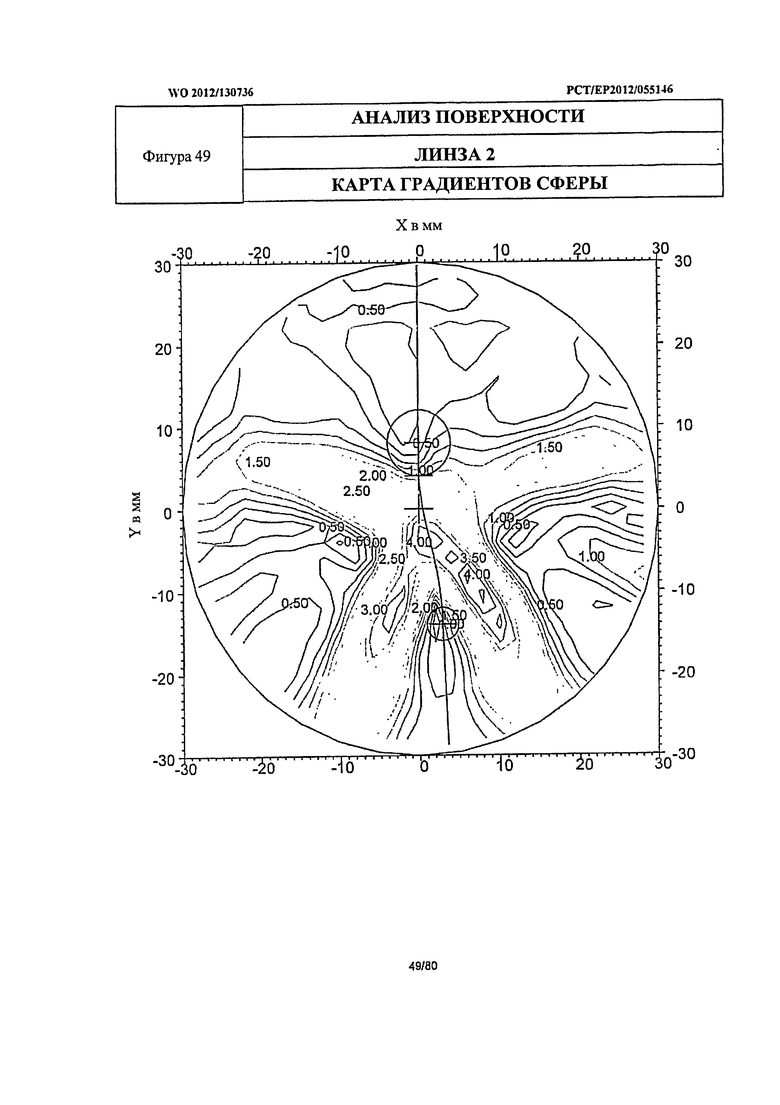
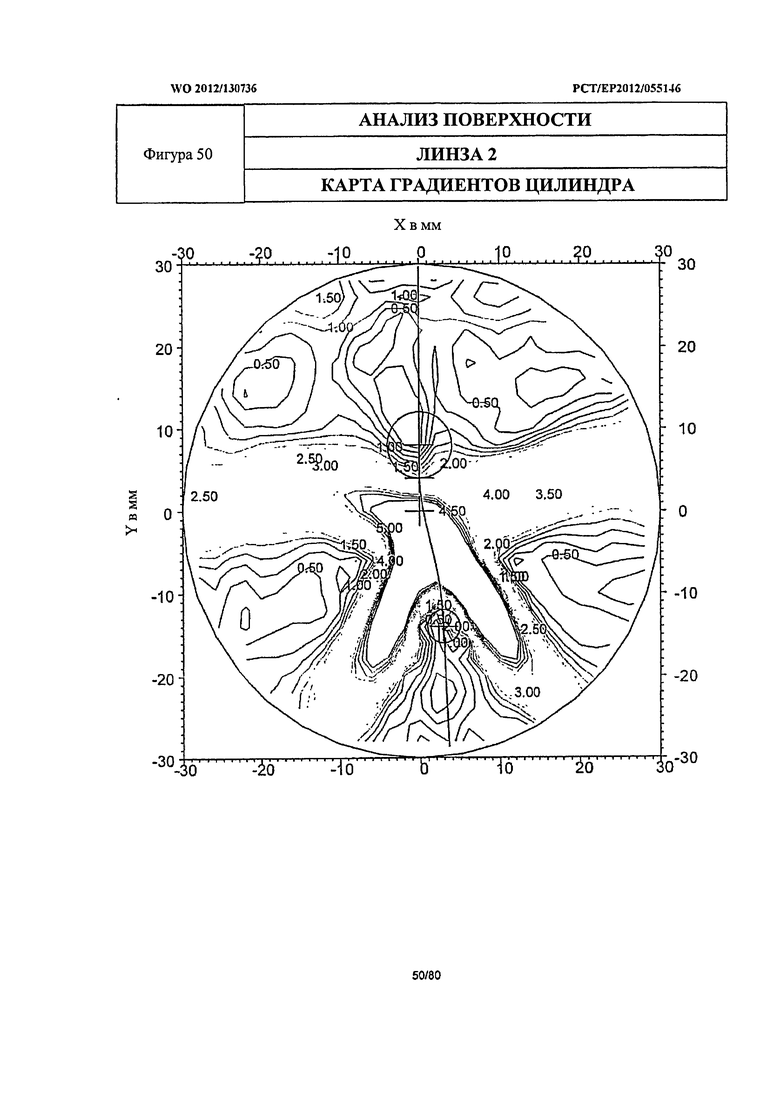
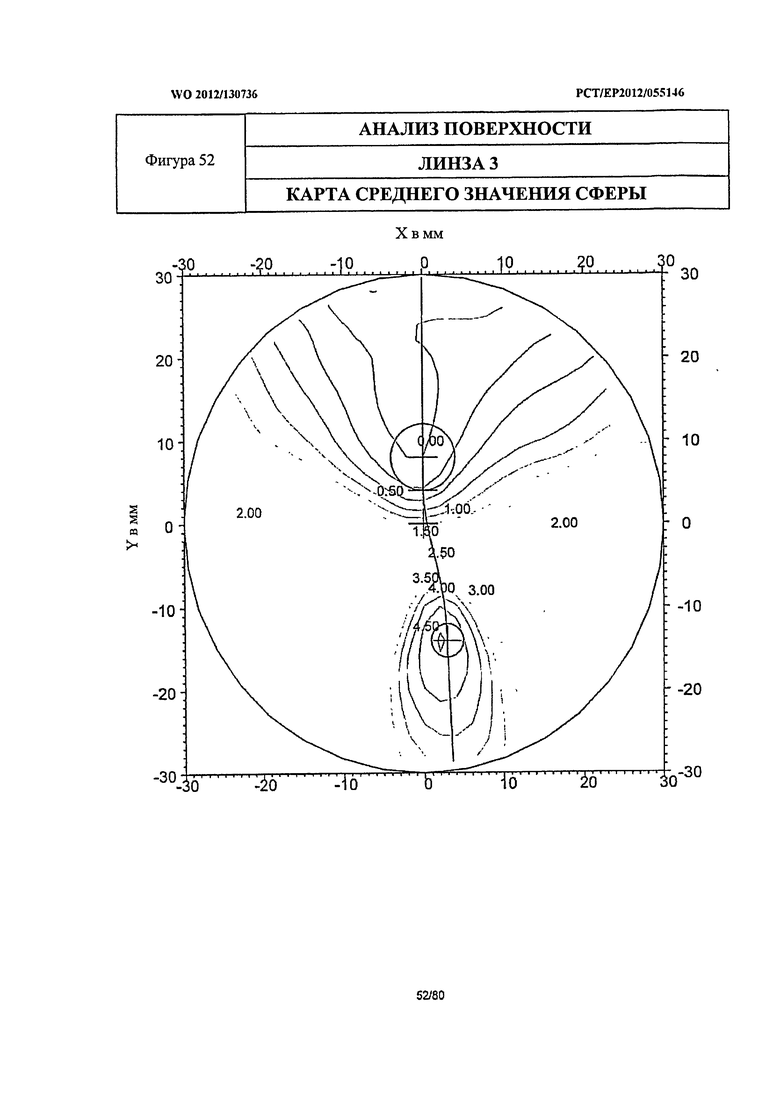
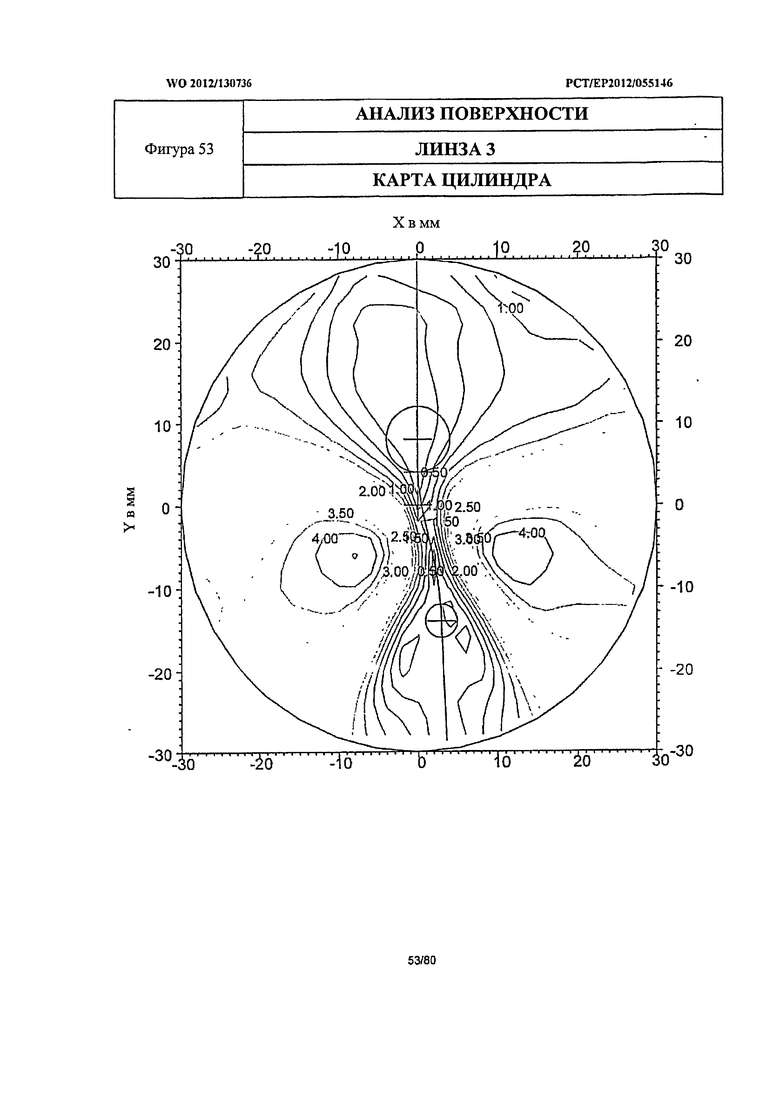
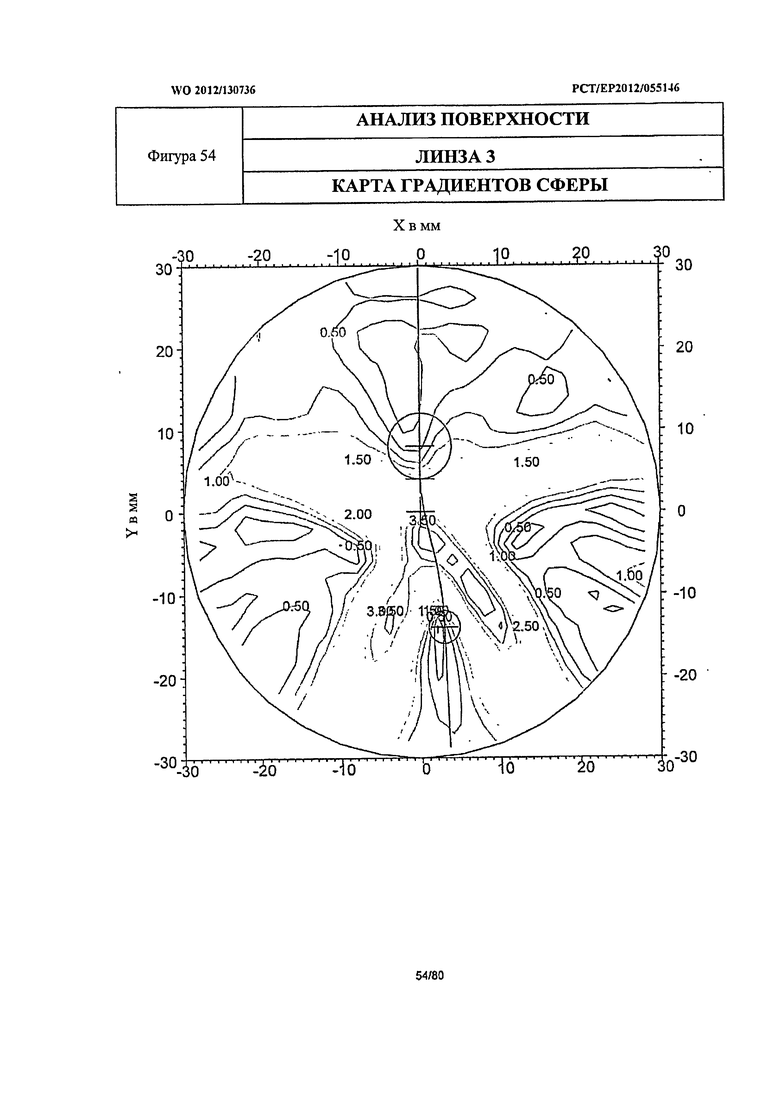
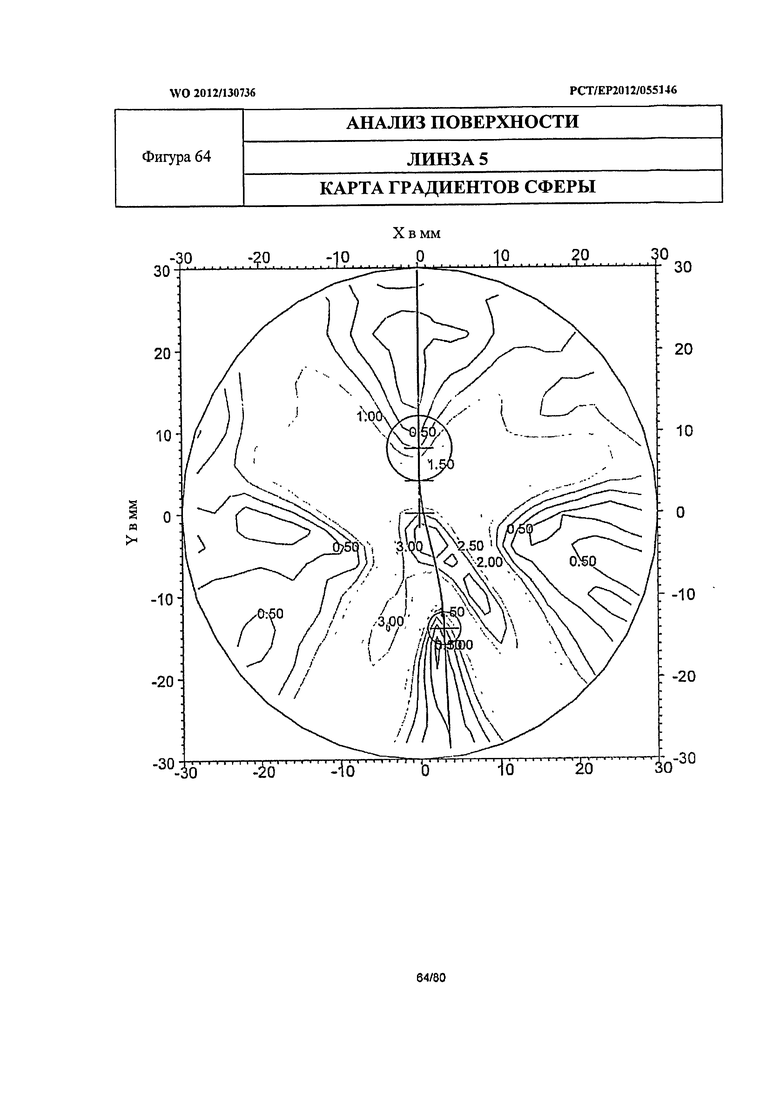
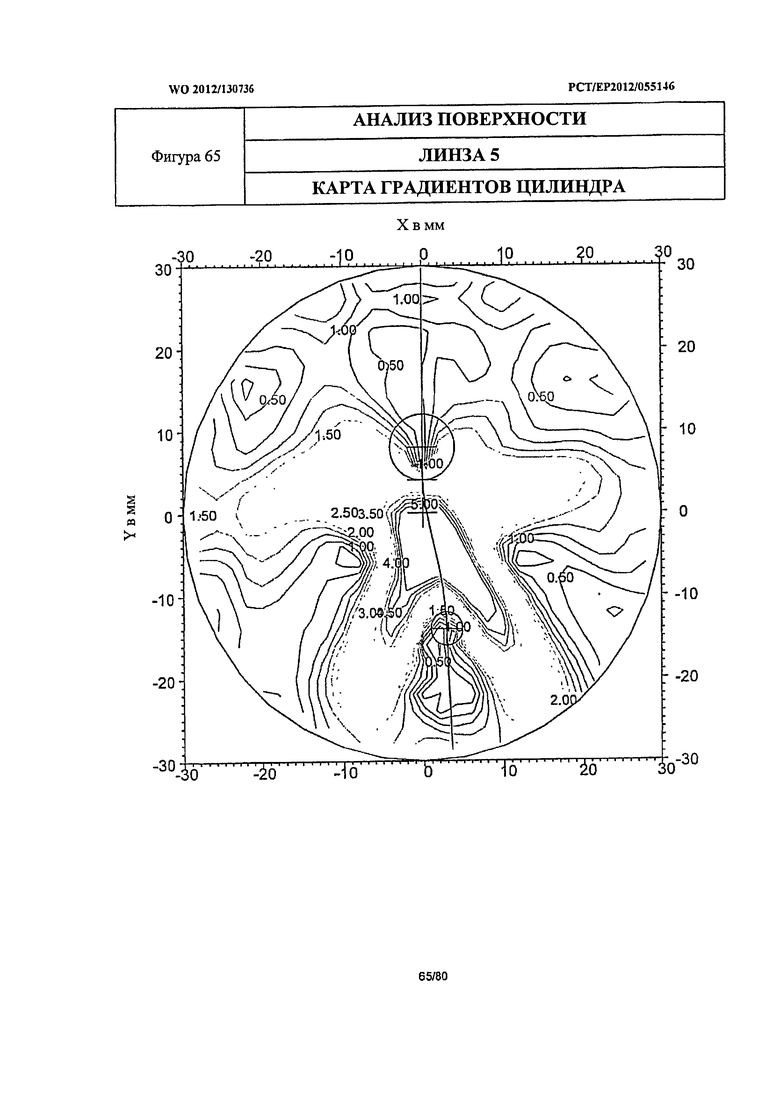
На фиг, 42, 47, 52, 57 и 62 изображены карты, демонстрирующие изменение среднего значения сферы относительно среднего значения сферы контрольной точки зрения на большое расстояние для задних поверхностей линзы 1, линзы 2, линзы 3, линзы 4 и линзы 5, соответственно. На фиг.43, 48, 53, 58 и 63 изображены карты, демонстрирующие значение цилиндра для задних поверхностей линзы 1, линзы 2, линзы 3, линзы 4 и линзы 5, соответственно. На фиг.44, 49, 54, 59 и 64 изображены карты, демонстрирующие градиенты сферы для задних поверхностей линзы 1, линзы 2, линзы 3, линзы 4 и линзы 5, соответственно, и на фиг.45, 50, 55, 60 и 65 изображены карты, демонстрирующие градиенты цилиндра для задних поверхностей линзы 1, линзы 2, линзы 3, линзы 4 и линзы 5, соответственно.
Можно заметить, что при использовании заготовки линзы, содержащей первую поверхность согласно настоящему изобретению, градиенты сферы и цилиндра меньше на второй поверхности по сравнению с использованием заготовки линзы, содержащей первую поверхность согласно сравнительным примерам. Также можно видеть, что линии изоградиента по фиг.54-55, 59-60, 64-65 расположены на большем расстоянии друг от друга, более удалены друг от друга, в центральной части линзы по сравнению с фиг.44-45 и 49-50. Это указывает на то, что четвертая производная D4 имеет меньшие значения на задних поверхностях линз, содержащих переднюю поверхность согласно настоящему изобретению, по сравнению с задними поверхностями линз, содержащих переднюю поверхность согласно сравнительным примерам.
В таблице II, изображенной ниже, приведены нормированные максимальные значения четвертой производной D4, градиента сферы и градиента цилиндра для задних поверхностей рассматриваемых линз.
Благодаря регулированию градиентов сферы и цилиндра на передней поверхности можно уменьшить градиенты сферы и цилиндра на задней поверхность и ограничить ускорения инструмента цифровой обработки поверхности в ходе обработки поверхности линзы. Таким образом, шлифование поверхности будет более точным.
Благодаря регулированию четвертой производной на передней поверхности также можно избежать резких изменений градиентов при обработке задней поверхности линзы. Таким образом, будет меньше воздействия на полирование задней поверхности.
Следовательно, использование полуобработанной заготовки согласно настоящему изобретению, с гибкой конструкцией и регулируемыми значениями четвертой производной, облегчает изготовление линзы и также улучшает оптическое качество линзы, полученной после обработки второй поверхности.
Действительно, как было упомянуто выше со ссылкой на фиг.26-40, номинальные оптические характеристики по существу одинаковы для всех линз. Тем не менее, линзы согласно настоящему изобретению менее восприимчивы к дефектам позиционирования в ходе изготовления.
На фиг.66-68 изображены оптические характеристики линзы 1 с моделированными дефектами позиционирования ТX=+0,2 мм, ТY=+0,2 мм и RZ=+0,5° для передней поверхности и ТX=-0,2 мм, ТY=-0,2 мм и RZ=-0,5° для задней поверхности. На фиг.69-71 изображены оптические характеристики линзы 5 с теми же моделированными дефектами позиционирования. На фиг.72-74 изображено совмещение номинальных оптических характеристик и моделированных оптических характеристик с дефектами позиционирования для линзы 1, т.е. совмещение фиг.26-28 и фиг.66-68. На фиг.75-77 изображено совмещение номинальных оптических характеристик и моделированных оптических характеристик с дефектами позиционирования для линзы 5, т.е. совмещение фиг.38-40 и фиг.69-71. На фиг.78 изображен график, демонстрирующий максимальное отклонение между номинальными характеристиками и моделированными оптическими характеристиками с дефектами позиционирования для каждой рассматриваемой линзы. Воздействие дефектов позиционирования оценивали в центральной части линзы и, в частности, в направлениях зрения -40°<α<40° и -40°<β<40°. Для того чтобы предоставить график по фиг.78, было рассчитано отклонение между номинальной силой/результирующим астигматизмом и моделированной силой/результирующим астигматизмом для каждого направления зрения в центральной части, определенной выше, для каждой линзы; затем было оценено максимальное отклонение из значений отклонения для всех направлений зрения в центральной части линзы. Сразу же становится очевидно, что линзы, содержащие переднюю регрессивную поверхность согласно настоящему изобретению, обладают меньшим отклонением от номинальных характеристик, чем линзы, содержащие переднюю регрессивную поверхность согласно сравнительным примерам, несмотря на то, что были смоделированы одинаковые дефекты позиционирования. Таким образом, линзы, изготовленные из заготовки линзы согласно настоящему изобретению, после изготовления будут обладать улучшенными оптическими качествами.
Максимальные значения, установленные для градиентов сферы, градиентов цилиндра и четвертой производной при определении регрессивной передней поверхности линзы, обеспечивают возможность изготовления задней поверхности без создания слишком большого количества дефектов в ходе шлифования и полирования, как описано выше, а также обеспечивают малое влияние небольших дефектов позиционирования на оптические характеристики изготовленной линзы, при этом в действительности не происходит воздействия на остроту зрения пользователя.
Было проведено несколько исследований для анализа остроты зрения пользователя относительно дефектов силы и результирующего астигматизма; в частности, публикация “Влияние комбинированной погрешности силы и астигматизма на остроту зрения” (“Influence of combined power error and astigmatism on visual acuity”) в Техническом дайджесте офтальмологии и оптики для визуального наблюдения (Ophthalmic and Visual Optics Technical Digest), (Американское оптическое общество, Вашингтон, округ Колумбия, 1995 г. ), том 1, стр. 151-154) [Catherine FAUQUIER, Thierry BONNIN, Christian MIEGE, Eric ROLAND] Essilor International. Считается, что отклонение средней силы, равное 0,31 диоптрии, в сочетании с отклонением результирующего астигматизма, равным 0,39 диоптрии, (линза 1) от номинальных характеристик приводит к снижению остроты зрения более чем на 33%, что будут ощущать по существу большинство пользователей, в то время как отклонение средней силы, равное 0,22 диоптрии, в сочетании с отклонением результирующего астигматизма, равным 0,27 диоптрии, (линза 5) от номинальных характеристик приводит к снижению остроты зрения менее чем на 25%, что будут слабо ощущать некоторые пользователи.
В таблице III, представленной ниже, приведены значения максимального отклонения средней силы ΔA и результирующего астигматизма ΔP рассматриваемых линз и приведено результирующее снижение остроты зрения согласно отношению, приведенному в публикации Fauquier et al., ссылка на которую приведена выше.
Заявитель считает, что снижение остроты зрения АС (%), равное 30%, является характерным.
Нормализованное предельное значение четвертой производной D4, равное 5,0×10-5 мм-2дптр-1 и/или предельные значения градиентов сферы/цилиндра, равные 7,5×10-1 мм-1 /1,45 мм-1 по меньшей мере в центральной части передней регрессивной поверхности обеспечивают легкое изготовление линзы и одновременное предоставление номинальных оптических характеристик.
Полуобработанная заготовка линзы согласно настоящему изобретению может быть изготовлена с помощью цифровой обработки поверхности или формования. Первую поверхность полуобработанной заготовки линзы определяют путем установки регрессии среднего значения сферы между зоной 26 зрения на большое расстояние и зоной 28 зрения на малое расстояние и значение четвертой производной относительно высоты D4, равное менее 5,0×10-5 мм-2дптр-1 в любой точке в центральной части. Другие критерии, описанные выше, в частности, предельные значения градиентов сферы и градиентов цилиндра, также могут быть использованы при определении первой поверхности полуобработанной заготовки линзы.
Данные, относящиеся к определенной первой поверхности, будут использованы для управления машинной обработкой сформованной линзы или для управления аппаратом для цифровой обработки поверхности для создания первой поверхности полуобработанной заготовки линзы.
Прогрессивная линза может быть изготовлена с использованием полуобработанной заготовки линзы согласно настоящему изобретению.
На фиг.83 изображена блок-схема примера этапов, которые могут быть выполнены для изготовления прогрессивной офтальмологической линзы согласно настоящему изобретению.
Предоставляют данные о пользователе (этап 74). Это может быть выполнено в первом местоположении, т.е. у продавца очков (окулиста). Данные передают (этап 75) из первого местоположения во второе местоположение, где выбирают полуобработанную заготовку линзы (этап 77) и где выполняют оптическую оптимизацию офтальмологической линзы на основании данных о пользователе и данных о первой регрессивной поверхности полуобработанной заготовки линзы (этап 78). Это может быть выполнено в лаборатории проектировщика линз. Полуобработанная заготовка линзы может быть выбрана на основании данных о пользователе, например, аддидации, предписанной в рецепте. Передают результат оптической оптимизации (этап 80) и определяют вторую поверхность линзы (этап 81) согласно результату оптической оптимизации. Это может быть выполнено в той же лаборатории или в другой лаборатории. Данные о второй поверхности передают (этап 82) производителю линз. Используя выбранную заготовку линзы, производитель линз выполняет обработку необработанной поверхности заготовки согласно определенной второй поверхности (этап 83). Необработанная поверхность заготовки может быть выполнена с помощью цифровой обработки поверхности или формования.
Прогрессивная линза согласно настоящему изобретению также может быть изготовлена без использования полуобработанной заготовки линзы.
Предоставляют данные о пользователе (этап 74). Данные передают (этап 75) из первого местоположения во второе местоположение, где определяют первую поверхность (этап 76). Это может быть выполнено в лаборатории проектировщика линз. Первую поверхность определяют, используя критерии, описанные ранее, и в частности, регрессию среднего значения сферы между по меньшей мере частью зоны 26 зрения на большое расстояние и по меньшей мере частью зоны 28 зрения на малое расстояние, значение градиента сферы, равное менее 7,50×10-1 мм-1 в любой точке в центральной части линзы, значение градиента цилиндра, равное менее 1,45 мм-1 в любой точке в центральной части линзы, и значение четвертой производной относительно высоты (D4), равное менее 5×10-5 мм-2дптр-1 в любой точке в центральной части линзы.
Передают данные о первой поверхности и выполняют оптическую оптимизацию линзы на основании данных о пользователе и данных о первой поверхности (этап 78). Это может быть выполнено в той же лаборатории, где выполняли определение первой поверхности, или в другой лаборатории. Передают результаты оптической оптимизации (этап 80) и определяют вторую поверхность линзы (этап 81) согласно результату оптической оптимизации. Это также может быть выполнено в той же лаборатории или в другой лаборатории. Данные о первой и второй поверхности передают (этап 82) производителю линз и изготавливают линзу посредством двусторонней цифровой обработки поверхности (этап 84) или посредством формования.
Данные способы могут быть реализованы с помощью компьютера. Могут быть предоставлены программные продукты, содержащие одну или более сохраненных последовательностей команд, доступных процессору, и которые, при выполнении данных команд процессором, приводят к выполнению процессором этапов способа.
Подобные компьютерные программные продукты могут храниться на машиночитаемом носителе, например, но не ограничиваясь данными примерами: на любом типе диска, включая гибкие диски, оптические диски, диски CD-ROM, магнитные оптические диски, постоянные запоминающие устройства (ПЗУ), оперативные запоминающие устройства (ОЗУ) электрически программируемые постоянные запоминающие устройства (ЭППЗУ), электрически стираемые и программируемые постоянные запоминающие устройства (ЭСППЗУ), магнитные или оптические карты или любой другой тип носителя, подходящего для хранения электронных команд и который можно присоединить к системной шине компьютера. Таким образом, предложен машиночитаемый носитель, содержащий одну или более последовательностей команд компьютерного программного продукта. Это позволяет осуществлять настоящий способ в любом местоположении.
Также предложена группа приспособлений для изготовления прогрессивной офтальмологической линзы, где данные приспособления предназначены для выполнения этапов способа изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОГРЕССИВНОЙ ОФТАЛЬМОЛОГИЧЕСКОЙ ЛИНЗЫ | 2011 |
|
RU2590234C2 |
| ПРОГРЕССИВНАЯ ЛИНЗА С ПОСТЕПЕННЫМ УВЕЛИЧЕНИЕМ ОПТИЧЕСКОЙ СИЛЫ | 2002 |
|
RU2284558C2 |
| СПОСОБ СОЗДАНИЯ ФОРМЫ ДЛЯ ЛИТЬЯ ПОЛУОБРАБОТАННОЙ ЗАГОТОВКИ ОФТАЛЬМОЛОГИЧЕСКОЙ ЛИНЗЫ | 2012 |
|
RU2600642C2 |
| ЭЛЕМЕНТ В ВИДЕ ЛИНЗЫ | 2019 |
|
RU2768515C1 |
| ЭЛЕМЕНТ В ВИДЕ ЛИНЗЫ | 2019 |
|
RU2765344C1 |
| ЭЛЕМЕНТ В ВИДЕ ЛИНЗЫ | 2019 |
|
RU2757820C1 |
| ЭЛЕМЕНТ В ВИДЕ ЛИНЗЫ | 2019 |
|
RU2769091C2 |
| ЭЛЕМЕНТ В ВИДЕ ЛИНЗЫ | 2019 |
|
RU2757349C1 |
| МУЛЬТИФОКАЛЬНЫЕ ОФТАЛЬМОЛОГИЧЕСКИЕ ЛИНЗЫ, СПОСОБ ТРЕНИРОВКИ СИСТЕМ АККОМОДАЦИИ И ВЕРГЕНЦИИ НА ИХ ОСНОВЕ И УСТРОЙСТВА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2481606C1 |
| КОНТАКТНАЯ ЛИНЗА, СОДЕРЖАЩАЯ НЕКОАКСИАЛЬНЫЕ ЭЛЕМЕНТАРНЫЕ ЛИНЗЫ, ДЛЯ ПРЕДОТВРАЩЕНИЯ И/ИЛИ ЗАМЕДЛЕНИЯ ПРОГРЕССИРОВАНИЯ МИОПИИ | 2016 |
|
RU2724357C2 |
Прогрессивная офтальмологическая линза содержит переднюю и заднюю поверхности. Каждая точка каждой поверхности имеет высоту, среднее значение сферы и значение цилиндра. Передняя поверхность линзы содержит зону зрения на большое расстояние, содержащую базовую точку (FV) зрения на большое расстояние; зону зрения на малое расстояние, содержащую базовую точку (NV) зрения на малое расстояние; основной меридиан (32). Передняя поверхность является регрессивной и имеет нормированное значение (GradSPH) градиента сферы, равное менее 7,50×10-1 мм-1 в любой точке в центральной части линзы, содержащей часть основного меридиана, базовую точку (FV) зрения на большое расстояние и базовую точку (NV) зрения на малое расстояние; нормированное значение (GradCYL) градиента цилиндра, равное менее 1,45 мм-1 в любой точке в центральной части линзы. Технический результат - облегчение изготовления прогрессивной офтальмологической линзы при одновременном сохранении оптических качеств линзы. 7 н. и 2 з.п. ф-лы, 83 ил., 3 табл.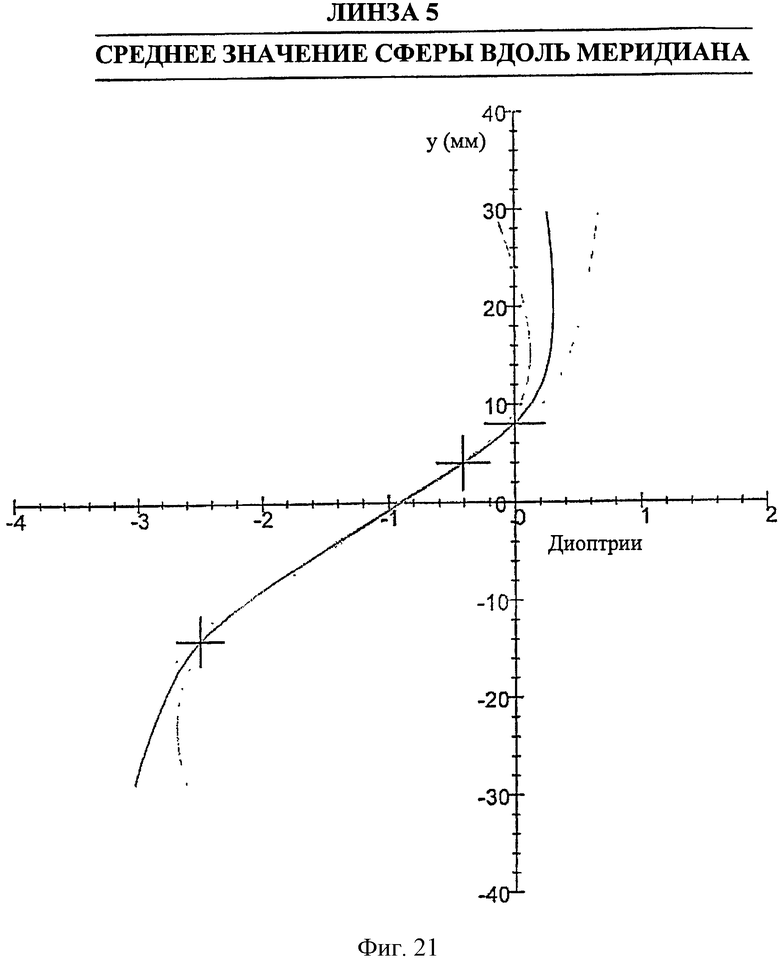
1. Прогрессивная офтальмологическая линза, содержащая переднюю поверхность и заднюю поверхность, при этом каждая точка каждой поверхности имеет высоту (z), среднее значение (SPHmean) сферы и значение (CYL) цилиндра, при этом передняя поверхность линзы содержит:
- зону (26) зрения на большое расстояние, содержащую базовую точку (FV) зрения на большое расстояние;
- зону (28) зрения на малое расстояние, содержащую базовую точку (NV) зрения на малое расстояние;
- основной меридиан (32),
где передняя поверхность является регрессивной и имеет:
- нормированное значение (GradSPH) градиента сферы, равное менее 7,50×10-1 мм-1 в любой точке в центральной части линзы, содержащей часть основного меридиана (32), базовую точку (FV) зрения на большое расстояние и базовую точку (NV) зрения на малое расстояние;
- нормированное значение (GradCYL) градиента цилиндра, равное менее 1,45 мм-1 в любой точке в центральной части линзы.
2. Прогрессивная офтальмологическая линза по предыдущему пункту, отличающаяся тем, что по меньшей мере одна поверхность линзы содержит две микромаркировки и центральную точку, расположенную в центре сегмента, связывающего две микромаркировки, при этом центральная часть линзы представляет собой круг диаметром 40 мм, центром которого является центральная точка.
3. Полуобработанная заготовка линзы для очков, содержащая первую регрессивную поверхность и вторую необработанную поверхность, при этом каждая точка первой регрессивной поверхности имеет высоту (z), среднее значение (SPHmean) сферы и значение (CYL) цилиндра, где первая регрессивная поверхность содержит:
- зону (26) зрения на большое расстояние, содержащую базовую точку (FV) зрения на большое расстояние;
- зону (28) зрения на малое расстояние, содержащую базовую точку (NV) зрения на малое расстояние;
- основной меридиан (32), и
где первая регрессивная поверхность имеет нормированное значение четвертой производной (D4) относительно высоты, равное менее 5,0×10-5 мм-2 дптр-1 в любой точке по меньшей мере в центральной части заготовки, содержащей часть основного меридиана (32), базовую точку (FV) зрения на большое расстояние и базовую точку (NV) зрения на малое расстояние, и при этом первая регрессивная поверхность имеет:
- нормированное значение (GradSPH) градиента сферы, равное менее 7,50×10-1 мм-1 в любой точке в центральной части; и
- нормированное значение (GradCYL) градиента цилиндра, равное менее 1,45 мм-1 в любой точке в центральной части.
4. Полуобработанная заготовка линзы для очков, содержащая первую регрессивную поверхность и вторую необработанную поверхность, при этом каждая точка первой регрессивной поверхности имеет высоту (z), среднее значение (SPHmean) сферы и значение (CYL) цилиндра, где первая регрессивная поверхность содержит:
- зону (26) зрения на большое расстояние, содержащую базовую точку (FV) зрения на большое расстояние;
- зону (28) зрения на малое расстояние, содержащую базовую точку (NV) зрения на малое расстояние;
- основной меридиан (32), и
где первая регрессивная поверхность имеет:
- нормированное значение (GradSPH) градиента сферы, равное менее 7,50×10-1 мм-1 в любой точке в центральной части заготовки, содержащей часть основного меридиана (32), базовую точку (FV) зрения на большое расстояние и базовую точку (NV) зрения на малое расстояние;
- нормированное значение (GradCYL) градиента цилиндра, равное менее 1,45 мм-1 в любой точке в центральной части.
5. Полуобработанная заготовка линзы для очков по любому из пп. 3-4, отличающаяся тем, что заготовка содержит маркировки, обозначающие положение центральной точки заготовки, при этом центральная часть заготовки представляет собой круг диаметром 40 мм, центром которого является центральная точка.
6. Способ изготовления полуобработанной заготовки линзы, включающий этапы:
- ограничения первой поверхности и второй необработанной поверхности, при этом каждая точка первой поверхности имеет высоту (z), среднее значение (SPHmean) сферы и значение (CYL) цилиндра;
- ограничения зоны (26) зрения на большое расстояние, содержащей базовую точку (FV) зрения на большое расстояние, зону (28) зрения на малое расстояние, содержащую базовую точку (NV) зрения на малое расстояние, основной меридиан (32) и центральную часть первой поверхности, содержащую часть основного меридиана (32), базовую точку (FV) зрения на большое расстояние и базовую точку (NV) зрения на малое расстояние;
- определения первой поверхности, имеющей:
- регрессию среднего значения (ΔSPHmean) сферы между по меньшей мере частью зоны (26) зрения на большое расстояние и по меньшей мере частью зоны (28) зрения на малое расстояние; и
- нормированное значение (GradSPH) градиента сферы, равное менее 7,50×10-1 мм-1 в любой точке в центральной части; и
- нормированное значение (GradCYL) градиента цилиндра, равное менее 1,45 мм-1 в любой точке в центральной части;
- выполнения обработки поверхности или формования первой поверхности.
7. Способ изготовления прогрессивной офтальмологической линзы, включающий этапы:
- предоставления данных о пользователе,
- выбора полуобработанной заготовки линзы по любому из пп. 3-5;
- выполнения оптической оптимизации линзы на основании данных о пользователе и на основании данных о первой регрессивной поверхности заготовки,
- предоставления выбранной полуобработанной заготовки линзы и выполнения обработки поверхности или формования необработанной поверхности заготовки согласно результату оптической оптимизации.
8. Способ изготовления прогрессивной офтальмологической линзы, включающий этапы:
- предоставления данных о пользователе,
- ограничения зоны (26) зрения на большое расстояние, содержащей базовую точку (FV) зрения на большое расстояние, зоны (28) зрения на малое расстояние, содержащей базовую точку (NV) зрения на малое расстояние, основной меридиан (32),
- ограничения первой поверхности линзы, содержащей:
- регрессию среднего значения (ΔSPHmean) сферы между по меньшей мере частью зоны (26) зрения на большое расстояние и по меньшей мере частью зоны (28) зрения на малое расстояние;
- нормированное значение (GradSPH) градиента сферы, равное менее 7,50×10-1 мм-1 в любой точке в центральной части линзы, содержащей часть основного меридиана (32), базовую точку (FV) зрения на большое расстояние и базовую точку (NV) зрения на малое расстояние;
- нормированное значение (GradCYL) градиента цилиндра, равное менее 1,45 мм-1 в любой точке в центральной части линзы;
- выполнения оптической оптимизации линзы на основании данных о пользователе и на основании данных о первой поверхности линзы;
- определения второй поверхности линзы согласно результату оптической оптимизации;
- выполнения обработки или формования первой и второй поверхности.
9. Машиночитаемый носитель, содержащий одну или более последовательностей команд, доступных процессору, которые, при выполнении указанных команд процессором, приводят к выполнению процессором этапов способа по любому из пп. 6-8.

