Область техники
Изобретение относится к способу проектирования формы для литья полуобработанной заготовки офтальмологической линзы, а также к способу сборки формы в сборе для литья полуобработанной заготовки офтальмологической линзы и способу литья полуобработанной заготовки линзы. Изобретение также относится к компьютерному программному продукту для осуществления указанных способов.
Предшествующий уровень техники
Из документа US 5547618 известен способ изготовления оптических линз, включающий следующие этапы.
Сначала собирается форма в сборе 10 (или литейная форма в сборе), которая содержит две формы 12, 14 (или оболочки формы) и уплотнение 16 (или уплотняющий элемент). При этом форма в сборе образует полость 18 формы.
В настоящем описании форма представляет собой одну полую часть формы в сборе, которая образует с уплотнением и с другой формой полость формы.
Затем полость 18 формы в сборе 10 заполняют литьевой массой. Традиционно это осуществляют путем заливки литьевой массы в полость формы через предназначенное для этой цели отверстие 20 в уплотнении 16 около наружной границы форм 12, 14.
Затем литьевую массу подвергают полимеризации.
Известно, что в способах такого рода задают поверхность по меньшей мере одной формы с использованием процесса оптимизации, чтобы обеспечить требуемые оптические свойства поверхности оптической линзы. Входными данными для указанного процесса оптимизации являются геометрические свойства поверхности и/или оптические свойства формуемой оптической линзы и области поверхности, где эти оптические свойства должны выполняться.
Тем не менее, применение указанного процесса оптимизации может приводить к чрезвычайно сложным поверхностям. В частности, как показано на фиг.3, край 22 поверхности 24 формы 12, образующей полость, может иметь неправильные формы. В частности, указанный край 22 может представлять собой волны и/или быть неровным. Как следствие, изготовление уплотнения 16, адаптированного для формы 12, т.е. адаптированного для обеспечения уплотнения полости 18 в ходе процесса формования, является чрезвычайно сложным. Более того, форма уплотнения 16 должна адаптироваться к краю 22 для обеспечения уплотнения полости 18.
Кроме того, поверхность 24 формы задана процессом оптимизации для каждого типа оптической линзы. Так, край 22 поверхности 24 для каждой формы 12, образованной таким образом, отличается. Соответственно, для каждой оптической линзы необходимо изготавливать специальное уплотнение. Это приводит к большому количеству различных уплотнений, приводя тем самым к значительным издержкам.
Раскрытие изобретения
Задачей изобретения является устранение, по меньшей мере частичное, вышеупомянутых недостатков.
Указанная задача решается способом создания формы для формования полуобработанной заготовки оптической линзы, где поверхность формы создают таким образом, чтобы указанная поверхность формы, по существу, соответствовала заданной замкнутой кривой, отображающей геометрию уплотнения, применяемого в сочетании с формой.
Заданную замкнутую кривую, которая отображает геометрию уплотнения, применяемого в сочетании с формой, следует понимать следующим образом:
- в случае, когда форма не содержит фаску, заданная замкнутая кривая соответствует кривой, вдоль которой уплотнение опирается на форму;
- в случае, когда форма содержит фаску, заданная замкнутая кривая просто соответствует замкнутой кривой, которая полностью заключается внутри замкнутой кривой, вдоль которой уплотнение опирается на форму.
Таким образом, в обоих случаях обеспечено то, что литейная полость, образованная формой и уплотнением, может быть герметично закрыта.
Предпочтительные варианты осуществления изобретения включают один или несколько из следующих признаков:
- указанную поверхность формы создают с применением процесса оптимизации, где указанная заданная замкнутая кривая является ограничением для процесса оптимизации;
- поверхность формы является сложной, и данные, отображающие указанную сложную поверхность, применяют в качестве входных данных процесса оптимизации;
- указанная заданная замкнутая кривая заключена в одной плоскости;
- способ включает этап создания фаски формы, которая выступает наружу из указанной поверхности;
- фаска заключена в указанной плоскости;
- заданная замкнутая кривая имеет форму круга, эллипса, прямоугольника или квадрата; и
- высота всех точек указанной заданной замкнутой кривой относительно нижней части формы одинакова.
Изобретение также относится к способу сборки формы в сборе, который включает этапы:
- создания формы для литья полуобработанной заготовки офтальмологической линзы, созданной согласно описанному выше способу в соответствии с любой из его комбинаций,
- создание уплотнения, где заданная замкнутая кривая, используемая при проектировании формы, отображает указанное уплотнение,
- сборку формы и уплотнения.
Изобретение дополнительно относится к способу литья полуобработанной заготовки линзы, который включает этапы:
- сборки формы в сборе согласно вышеописанному способу;
- литья указанной полуобработанной заготовки линзы в полости, образованной в форме в сборе.
Наконец, изобретение относится к компьютерному программному продукту, содержащему одну или несколько хранящихся последовательностей команд, которые являются доступными для процессора и которые при исполнении процессором вызывают осуществление процессором этапов вышеописанных способов.
Дополнительные признаки и преимущества изобретения будут очевидны из нижеследующего описания вариантов осуществления изобретения, данных в качестве неограничивающих примеров, со ссылкой на перечисленные ниже сопроводительные графические материалы.
Краткое описание чертежей
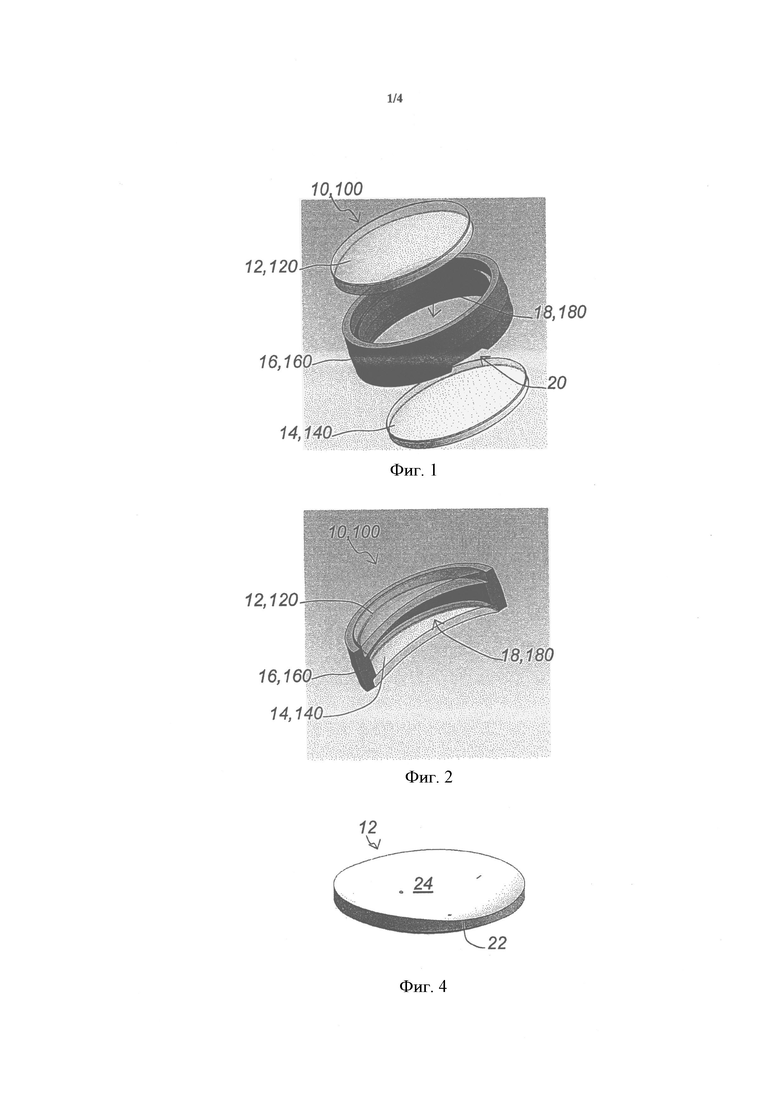
На фиг.1 показана форма в сборе в покомпонентном изображении.
На фиг.2 показан вид формы в сборе по фиг.1 в разрезе.
На фиг.3-6 показаны примеры формы, которую можно применять в указанной форме в сборе по фиг.1 и 2.
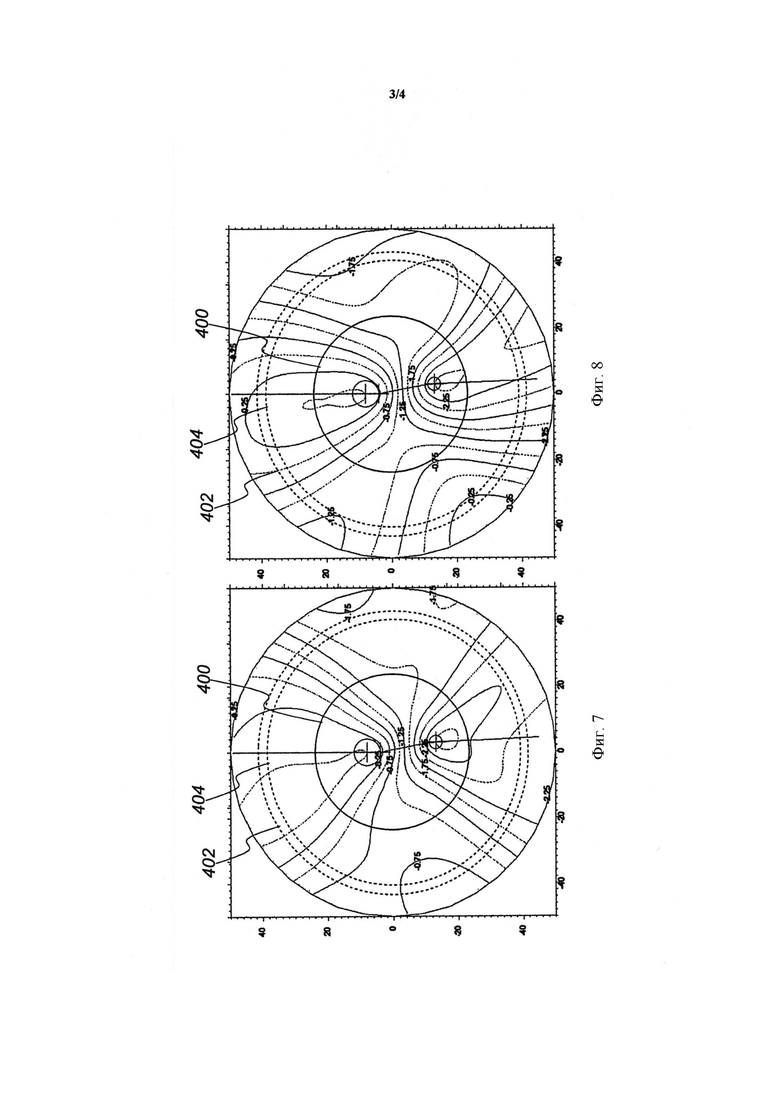
На фиг.7 показано распределение средней сферы по одной из поверхностей формы, адаптированной для литья полуобработанной заготовки офтальмологической линзы согласно известному уровню техники.
На фиг.8 показано распределение средней сферы по одной поверхности формы, адаптированной для литья полуобработанной заготовки офтальмологической линзы согласно изобретению.
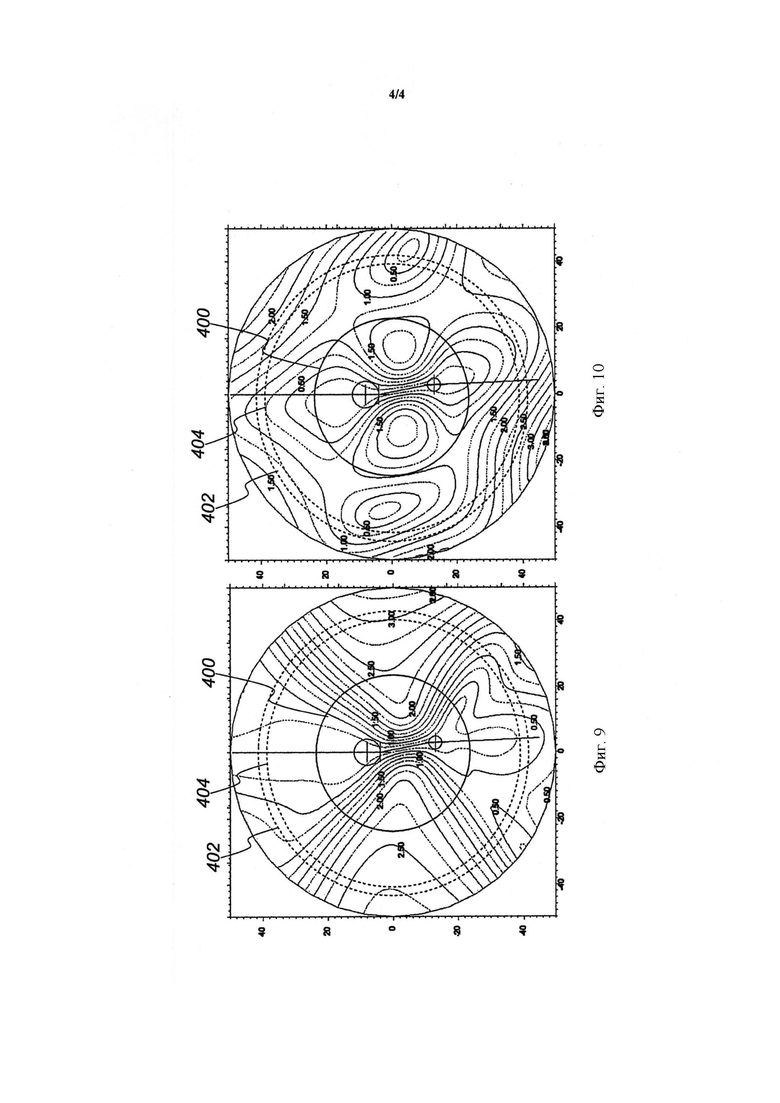
На фиг.9 показано распределение цилиндра по одной поверхности формы, адаптированной для литья полуобработанной заготовки офтальмологической линзы согласно известному уровню техники.
На фиг.10 показано распределение цилиндра по одной поверхности формы, адаптированной для литья полуобработанной заготовки офтальмологической линзы согласно изобретению.
Осуществление изобретения
В первую очередь будут даны некоторые определения.
Как известно, каждая точка на асферической поверхности имеет высоту z. Для каждой точки поверхности минимальная кривизна CURVmin рассчитывается по формуле:
где Rmax - локальный максимальный радиус кривизны, выраженный в метрах, и CURVmin выражена в диоптриях.
Аналогично, в любой точке на асферической поверхности максимальная кривизна CURVmax может быть определена по формуле:
где Rmin - локальный минимальный радиус кривизны, выраженный в метрах, и CURVmax выражена в диоптриях.
Следует отметить, что когда поверхность является локально сферической, локальный минимальный радиус кривизны Rmin и локальный максимальный радиус кривизны Rmax являются одинаковыми и, соответственно, минимальная и максимальная кривизна CURVmin и CURVmax также являются идентичными.
Исходя из выражений для минимальной и максимальной кривизны CURVmin и CURVmax можно вывести минимальную и максимальную сферы, обозначаемые SPHmix и SPHmax, согласно следующим формулам:

где n - показатель материала, составляющего полуобработанную заготовку офтальмологической линзы, подлежащую литью.
Как известно, средняя сфера SPHmean в любой точке асферической поверхности также может быть определена по формуле:

Цилиндр CYL также определяется по формуле CYL=SPHmax-SPHmin.
Характеристики любой сложной поверхности линзы могут быть выражены посредством локальных средних сфер и цилиндров. Поверхность может считаться локально асферической, когда цилиндр равен по меньшей мере 0,25 диоптрий.
С учетом этого определения ниже раскрывается способ создания формы 120 для литья полуобработанной заготовки офтальмологической линзы.
Полуобработанная заготовка офтальмологической линзы содержит заданную готовую поверхность и неготовую поверхность, предназначенную для механической обработки. Полуобработанная заготовка офтальмологической линзы, таким образом, должна содержать поверхность с оптическими и/или геометрическими свойствами, способствующими последующей механической обработке полуобработанной заготовки офтальмологической линзы с целью изготовления офтальмологической линзы с требуемыми оптическими свойствами в соответствии с предписаниями для носителя линз.
Согласно изобретению поверхность формы создают так, чтобы указанная поверхность формы, по существу, соответствовала заданной замкнутой кривой, при этом заданная замкнутая кривая отображает геометрию уплотнения, применяемого в сочетании с формой. Иными словами, заданная замкнутая кривая полностью заключена в поверхности формы или, по меньшей мере, расстояние между каждой точкой заданной замкнутой кривой и окончательно созданной поверхностью формы составляет менее 0,1 мм, предпочтительно менее 0,05 мм.
Таким образом, трехмерная геометрия замкнутой кривой на поверхности является управляемой. Таким образом, легче создать адаптированное уплотнение 160, которое будет обеспечивать герметичность литейной полости 180, заполняемой литьевой массой, где уплотнение рассчитано на нахождение в соприкосновении с формой вдоль указанной заданной замкнутой кривой в случае, когда форма не содержит фаску.
Соответственно, заданная замкнутая кривая предпочтительно рассчитана так, чтобы она находилась на периметре или вблизи периметра формы 120. Иными словами, замкнутая кривая предпочтительно рассчитана так, чтобы все ее точки находились на расстоянии от края 125 полости формы 120, которое составляет от 0 мм до 10 мм.
Также можно использовать ту же самую заданную замкнутую кривую для создания нескольких различных форм. Это также является чрезвычайно выгодным, поскольку означает, что для указанных различных форм можно применять только одно уплотнение, где согласно описанному выше известному уровню техники приходится создавать разные уплотнения для каждой формы.
Согласно приведенным выше пояснениям ясно, что заданная замкнутая кривая может быть определена перед созданием поверхности формы на основании геометрии уплотнения, применяемого в сочетании с формой 120. Однако также представляется возможным создать поверхность формы для соответствия заданной замкнутой кривой, а затем создавать уплотнение, адаптированное для применения в сочетании с формой 120 на основании заданной замкнутой кривой.
Когда поверхность формы является сложной (т.е. когда форма адаптирована для литья сложной полуобработанной заготовки офтальмологической линзы), поверхность формы, в частности, может быть создана с применением процесса оптимизации. Сложной поверхностью является любая поверхность, которая не является сферической. В качестве неограничивающих примеров сложных поверхностей здесь можно упомянуть прогрессивные и регрессивные поверхности. Под «прогрессивной поверхностью» подразумевается поверхность формы, адаптированная для литья полуобработанной заготовки офтальмологической линзы с непрерывной асферической поверхностью, содержащей зону дальнего зрения, зону ближнего зрения и зону увеличения значения средней сферы, связывающую зоны дальнего и ближнего зрения. Под «регрессивной поверхностью» подразумевается поверхность формы, адаптированной для литья полуобработанной заготовки офтальмологической линзы с непрерывной асферической поверхностью, содержащей зону дальнего зрения, зону ближнего зрения и зону уменьшения значения средней сферы, связывающую зоны дальнего и ближнего зрения.
Когда для образования поверхности формы применяют процесс оптимизации, заданная замкнутая кривая может использоваться в качестве входного параметра процесса оптимизации. Однако известно, что результат оптимизации не отвечает всем критериям, являющимся входными для процесса оптимизации. Действительно, результат процесса оптимизации по определению представляет собой компромисс между различными критериями, используемыми в качестве входных данных процесса оптимизации. Поэтому эти критерии большей частью выполняются не полностью, но лишь приблизительно.
Поэтому более предпочтительно применять заданную замкнутую кривую в качестве ограничения процесса оптимизации с тем, чтобы обеспечить соответствие оптимизированной поверхности заданной замкнутой кривой.
Иными словами, процесс оптимизации применяют так, чтобы поверхность формы как можно лучше соотносилась с требуемой оптической конструкцией, которая per se известна среднему специалисту в данной области, и в то же время обеспечивала то, что оптимизированная геометрия поверхности будет строго соответствовать заданной замкнутой кривой.
Как известно per se среднему специалисту в данной области, входные данные процесса оптимизации представляют собой геометрические свойства формы и/или требуемые оптические свойства полуобработанной заготовки офтальмологической линзы, подлежащей литью в форме. В качестве неограничивающих примеров указанных оптических критериев можно упомянуть распределение средней сферы и распределение среднего цилиндра полуобработанной заготовки офтальмологической линзы.
Заданная замкнутая кривая может преимущественно заключаться в одной единственной плоскости. Действительно, в этом случае соответствующее уплотнение может быть создано так, чтобы опорная поверхность уплотнения заключалась в плоскости. Опорная поверхность адаптирована для нахождения в соприкосновении с формой вдоль заданной замкнутой кривой. Такое уплотнение легче и дешевле изготовить, чем сложное уплотнение, содержащее опорную поверхность с волнами или более сложной трехмерной геометрией.
В частных неограничивающих примерах заданная замкнутая кривая может иметь форму круга, форму эллипса, форму прямоугольника или форму квадрата. Действительно, чем более регулярной является замкнутая кривая, тем более регулярным будет уплотнение. Как следствие, уплотнение будет еще более легким и дешевым в изготовлении.
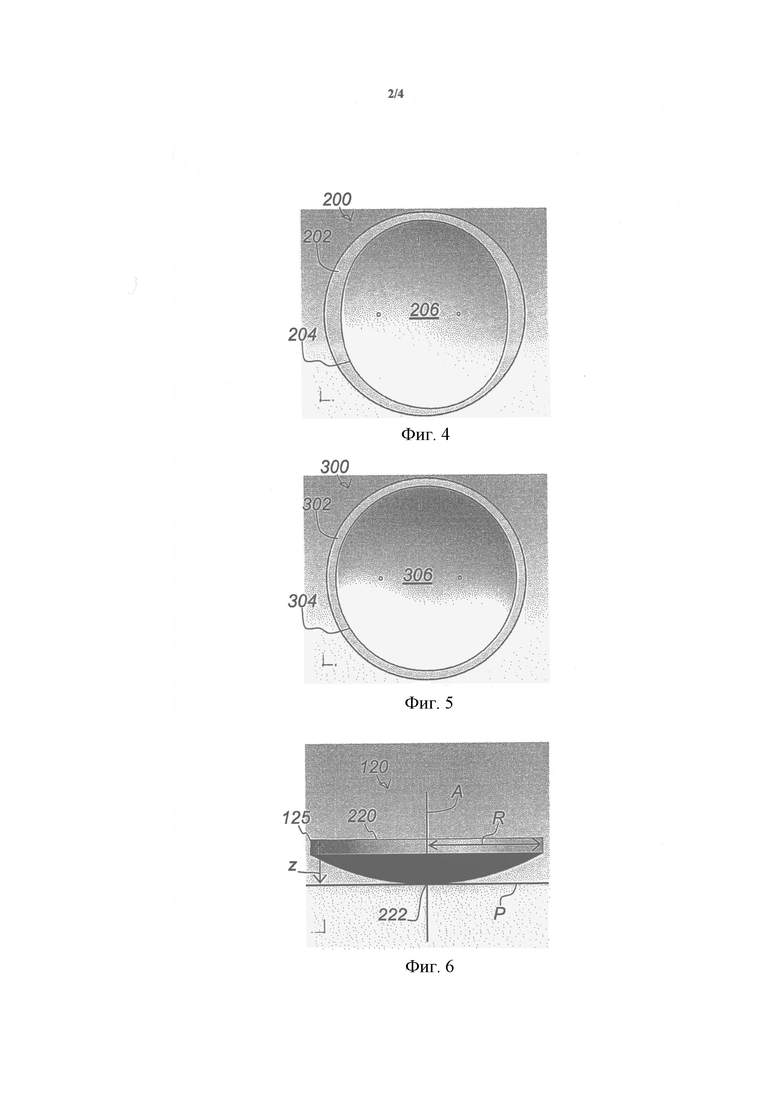
Особенно полезным является равенство высоты z всех точек заданной замкнутой кривой 220 относительно нижней части 222 формы 120. Действительно, в этом случае геометрия уплотнения является чрезвычайно простой и, таким образом, уплотнение дешевле изготавливать. Как показано на фиг.6, высота z точки определена расстоянием между указанной точкой и плоскостью P, которая направлена по касательной к форме 120 в ее нижней части 222.
Как было обнаружено, также является предпочтительным применение предлагаемого способа конструирования для конструирования литейной формы с фаской.
На фиг.4 показан пример формы 200 с фаской 202. Известно создание такой фаски 202 относительно плоскости, и, таким образом, уплотнение легко опирается на плоскую фаску. Однако в этом случае край 204 полости 206 в форме 200, где край 204 соответствует пересечению плоскости, в которой проходит фаска 202, с полостью 206, не контролируется в ходе создания формы, в частности, когда создание формы осуществляют посредством процесса оптимизации.
Авторами изобретения было отмечено, что в случае формы 200 с фаской 202 применение известных процессов оптимизации может приводить к литью полуобработанных заготовок офтальмологических линз с неудовлетворительными геометрическими свойствами. Иными словами, полуобработанная офтальмологическая линза характеризуется полезными и необходимыми свойствами в ограниченной зоне полуобработанной заготовки офтальмологической линзы. В частности было отмечено, что создание формы для литья полуобработанных заготовок регрессивных офтальмологических линз с применением известных процессов оптимизации может приводить к полуобработанным заготовкам офтальмологических линз, которые теряют оптические характеристики в горизонтальном направлении. Иными словами, как показано на фиг.4, пригодная к применению оптическая зона полуобработанной заготовки линзы, которая будет отливаться в форме 200, имеет по существу эллиптическую форму, где пригодная к применению оптическая зона выше (в вертикальном направлении), а не шире (в горизонтальном направлении). Пригодная к применению оптическая зона соответствует поверхности полости 206 формы, ограниченной краем 204 фаски 202. Эта пригодная к применению оптическая зона не включает поверхность фаски 202.
Такая форма пригодной к применению оптической зоны является бесспорным недостатком, поскольку очки в настоящее время являются более широкими (в горизонтальном направлении), чем высокими (в вертикальном направлении).
Потеря оптических характеристик такого типа происходит в вертикальном направлении при литье полуобработанных заготовок прогрессивных офтальмологических линз согласно известному уровню техники. Иными словами, полуобработанные заготовки прогрессивных офтальмологических линз, отлитые в форме согласно известному уровню техники, имели бы по существу эллиптическую форму, которая является более широкой, чем высокой. Это также может быть недостатком при создании очковых линз особой формы.
Однако применяя способ согласно изобретению для создания формы 300, в частности применяя в качестве ограничения процесса оптимизации заданную замкнутую кривую, было обеспечено то, что форма 300 может быть использована для литья полуобработанной заготовки офтальмологической линзы с хорошими оптическими характеристиками в горизонтально или вертикально большей зоне полуобработанной заготовки офтальмологической линзы в зависимости от типа (в частности прогрессивного или регрессивного) сложной поверхности полуобработанной заготовки линзы, подлежащей литью.
Это видно на фиг.4 и 5, которые иллюстрируют, что пригодная к применению оптическая зона формы 300, созданная согласно изобретению, больше, чем пригодная к применению оптическая зона формы 200 согласно известному уровню техники. Действительно, в случае этих двух форм 200, 300 пригодная к применению оптическая зона соответствует поверхности полости 206, 306, ограниченной краем 204, 304 фаски 202, 302.
В случае формы, содержащей фаску, заданная замкнутая кривая может, в значительной мере, соответствовать требуемой форме края 304 создаваемой формы, из которой фаска выходит наружу. Как показано на фиг.5, фаска может быть образована требуемой формой края 304 (т.е. исходя из заданной замкнутой кривой), из которого она выходит с постоянной высотой каждой точки этого края относительно нижней части. В этом случае уплотнение, применяемое в сочетании с формой, опирается на фаску вдоль замкнутой кривой, где замкнутая кривая образована снаружи заданной замкнутой кривой на поверхности формы.
На фиг.7, 8, 9 и 10 дополнительно показаны различия между формой, созданной согласно известному уровню техники, и формой, созданной согласно изобретению. Следует отметить, что такого же рода различия существуют между полуобработанными заготовками офтальмологических линз, отлитыми в форме, созданной согласно известному уровню техники и полуобработанными заготовками офтальмологических линз, отлитыми в форме, созданной согласно изобретению.
На фиг.7, 8, 9 и 10 черная окружность 400 ограничивает центральную зону формы, соответствующую предпочтительной оптической зоне отливаемой в ней полуобработанной заготовки линзы, через которую носитель линзы мог бы смотреть большую часть времени. Две окружности, 402 и 404, выполненные пунктирными линиями, ограничивают ту часть формы, где поверхность формы соответствует заданной замкнутой кривой. В данном случае точки заданной замкнутой кривой имеют одинаковую высоту относительно нижней части формы, где заданная замкнутая кривая имеет форму круга.
Эти фигуры показывают, что поверхности двух форм имеют довольно похожие распределения цилиндра и средней сферы в их центральной зоне, соответствующей центральной предпочтительной оптической зоне отлитой полуобработанной заготовки линзы.
Однако чем дальше от центра, тем больше различия в распределениях средней сферы и цилиндра по двум указанным поверхностям. Это является результатом того, что процесс оптимизации согласно изобретению позволяет решить две различных проблемы:
- обеспечение того, чтобы поверхность совпадала с заданной трехмерной замкнутой кривой, и
- обеспечение определенных оптических свойств полуобработанной заготовки офтальмологической линзы,
в то время как согласно известному уровню техники учитываются только оптические свойства.
Предлагаемый способ создания формы может быть применен в способе сборки формы в сборе 100, который включает этапы:
- создание первой формы 120 для литья полуобработанной заготовки офтальмологической линзы с применением вышеописанного способа,
- создания уплотнения 160, где заданная замкнутая кривая, применяемая при создании формы, отображает уплотнение 160,
- сборку указанной первой формы 120 с уплотнением 160 и, наконец, второй формы 140 с тем, чтобы образовать герметично закрытую литейную полость 180.
Затем можно отлить полуобработанную заготовку линзы в указанной литейной полости 180, образованной в форме в сборе 100, например, путем:
- заполнения литейной полости 180 литьевой массой, и
- полимеризации указанной литьевой массы в указанной литейной полости 180.
Первый приведенный выше этап можно заменить этапом предоставления первой формы 120 для литья полуобработанной заготовки офтальмологической линзы, созданной с применением вышеописанного способа.
Литейная полость, образованная формой (формами) 120, 140 и уплотнением 160, может быть в частности адаптирована для литья полуобработанной заготовки сложной офтальмологической линзы, в частности полуобработанной заготовки прогрессивной или регрессивной офтальмологической линзы.
По меньшей мере одна форма может содержать фаску, на которую опирается уплотнение.
Используемая литейная масса, в частности, может представлять собой термореактивный или термоотверждаемый материал. Форма может быть изготовлена из стекла или металла, в частности из хромистой стали или никеля.
По меньшей мере, некоторые этапы описанных выше способов могут быть осуществлены с применением компьютерного программного продукта, включающего фрагменты программного кода, предназначенного для выполнения указанных этапов описанного выше способа при запуске указанного продукта на компьютере.
Изобретение было описано со ссылкой на предпочтительные варианты осуществления изобретения. Однако в пределах объема изобретения возможно множество изменений.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОГРЕССИВНАЯ ОФТАЛЬМОЛОГИЧЕСКАЯ ЛИНЗА | 2012 |
|
RU2589295C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОГРЕССИВНОЙ ОФТАЛЬМОЛОГИЧЕСКОЙ ЛИНЗЫ | 2011 |
|
RU2590234C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИНЗЫ, СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛНОСТЬЮ ОБРАБОТАННОЙ ЛИНЗЫ И ЕЕ ЗАГОТОВОК | 1992 |
|
RU2116891C1 |
| СПОСОБЫ ИЗГОТОВЛЕНИЯ ЛИНЗ С ПОСТЕПЕННЫМ ПРИРОСТОМ УВЕЛИЧЕНИЯ | 1999 |
|
RU2234290C2 |
| ЭЛЕМЕНТ В ВИДЕ ЛИНЗЫ | 2019 |
|
RU2757349C1 |
| КРЕПЛЕНИЕ И ИНКАПСУЛЯЦИЯ В ОФТАЛЬМОЛОГИЧЕСКИХ УСТРОЙСТВАХ С ЭЛЕКТРОПИТАНИЕМ С КОЛЬЦЕОБРАЗНЫМИ ВСТАВКАМИ | 2014 |
|
RU2677536C2 |
| СПОСОБ ПРОИЗВОДСТВА ГИДРОГЕЛЕВЫХ ОФТАЛЬМОЛОГИЧЕСКИХ УСТРОЙСТВ С ЭЛЕКТРОННЫМИ ЭЛЕМЕНТАМИ | 2014 |
|
RU2605419C2 |
| СПОСОБЫ И УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ПЕРЕМЕННОЙ МУЛЬТИФОКАЛЬНОЙ КОНТАКТНОЙ ЛИНЗЫ | 2013 |
|
RU2629903C2 |
| ЭЛЕМЕНТ В ВИДЕ ЛИНЗЫ | 2019 |
|
RU2757820C1 |
| КОНТАКТНЫЕ ЛИНЗЫ С УЛУЧШЕННЫМ ПРОПУСКАНИЕМ КИСЛОРОДА | 2014 |
|
RU2581088C1 |
Изобретение относится к способу создания формы для литья полуобработанной заготовки офтальмологической линзы, способу сборки такой формы в сборе и к способу литья полуобработанной заготовки линзы. Техническим результатом является улучшение герметичности формы. Технический результат достигается способом создания формы для литья полуобработанной заготовки офтальмологической линзы, который характеризуется тем, что поверхность формы выполняют так, чтобы эта поверхность по существу соответствовала заданной замкнутой кривой, отображающей геометрию уплотнения, применяемого в сочетании с этой формой. Причем указанную поверхность формы выполняют с применением процесса оптимизации, ограничивающим условием для которого является указанная заданная замкнутая кривая. 3 н. и 5 з.п. ф-лы, 10 ил.
1. Способ создания формы (120, 300) для литья полуобработанной заготовки офтальмологической линзы, характеризующийся тем, что поверхность формы (120, 300) выполняют так, чтобы эта поверхность по существу соответствовала заданной замкнутой кривой, отображающей геометрию уплотнения (160), применяемого в сочетании с этой формой (120, 300), причем указанную поверхность формы (120, 300) выполняют с применением процесса оптимизации, ограничивающим условием для которого является указанная заданная замкнутая кривая.
2. Способ по п. 1, характеризующийся тем, что поверхность формы является сложной, а в качестве входных данных процесса оптимизации используют данные, отображающие указанную сложную поверхность.
3. Способ по п. 1, характеризующийся тем, что указанная заданная замкнутая кривая лежит в одной плоскости.
4. Способ по п. 1, характеризующийся тем, что включает этап, на котором на форме выполняют фаску (302), которая выходит за пределы указанной поверхности.
5. Способ по п. 4, характеризующийся тем, что фаска (302) лежит в указанной плоскости.
6. Способ по любому из пп. 1-5, характеризующийся тем, что все точки указанной заданной замкнутой кривой находятся на одной высоте относительно основания формы (120, 300).
7. Способ сборки формы в сборе (100), включающий этапы, на которых:
- создают форму (120, 300) для литья полуобработанной заготовки офтальмологической линзы, выполненной в соответствии с любым из пп. 1-6;
- создают уплотнения (160), причем заданная замкнутая кривая, применявшаяся при создании формы (120, 300), отображает указанное уплотнение (160);
- собирают формы (120, 300) и уплотнение (160).
8. Способ литья полуобработанной заготовки офтальмологической линзы, включающий этапы, на которых:
- собирают форму в сборе (100) в соответствии со способом по п. 7;
- отливают указанную полуобработанную заготовку офтальмологической линзы в литейной полости (180), образованной в форме в сборе (100).
| US 2890486 А, 16.06.1959;US 2005104240 А1, 19.05.2005;US 4874561 A1, 17.10.1989 | |||
| Форма для изготовления оптическихиздЕлий из пОлиМЕРНыХ МАТЕРиАлОВ | 1979 |
|
SU829443A1 |
| ОДНОФОКУСНАЯ СОСТАВНАЯ ЛИНЗА И ПРЕСС-ФОРМА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2334259C2 |

