Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к устройству нагрева изображения, предназначенному для нагрева изображения на регистрирующем материале.
Уровень техники
[0002] На протяжении последних лет устройство формирования изображения, такое как копировальный аппарат, принтер и т.д., испытывало потребность в реализации увеличения скорости, повышения качества изображения, колоризации, энергосбережения и т.п. Кроме того устройство формирования изображения также испытывает потребность в реализации комплексной совместимости с различными печатными бумагами, такими как плотная бумага, шероховатая бумага, гофрированная (рельефная) бумага и мелованная бумага, а также потребность в реализации высокой производительности (количество отпечатков в единицу времени). Таким образом, в отношении, например, высокоглянцевой печатной бумаги, такой как мелованная бумага, устройство формирования изображения также испытывает потребность в формировании изображения с более высокой глянцевитостью и более высоким качеством изображения, по сравнению с традиционным устройством формирования изображения. Для формирования изображения с более высокой глянцевитостью и более высоким качеством изображения более предпочтительно, чтобы свойство поверхности закрепляющего валика, функционирующего в качестве нагревательного элемента, устойчиво поддерживалось в необходимом состоянии.
[0003] Однако в традиционном устройстве формирования изображения существует проблема, которая заключается в том, что поверхность закрепляющего валика (вращающегося элемента) постепенно становится шероховатой вследствие прохождения бумаги и негативного влияния загрязняющих веществ, таких как бумажная пыль или перенесенный тонер.
[0004] В результате чего возникает вероятность возникновения микроскопической неравномерности (выступов и углублений) на поверхности закрепляющего валика в виде (дефектного) изображения. То есть, когда микроскопическая неравномерность образуется на поверхности закрепляющего валика вследствие трения с бумагой или попадания загрязняющих веществ снаружи закрепляющего валика и т.п., форма поверхности закрепляющего валика подвергается отражению на слое тонера. Такое свойство называется ясностью изображения. Например, таким образом степень ясности изображения имеет тенденцию к повышению вследствие улучшения свойства плавления тонера и т.п., вследствие чего, для формирования изображения с высокой глянцевитостью и высоким качеством изображения более предпочтительно, чтобы свойство поверхности закрепляющего валика устойчиво поддерживалось в необходимом состоянии.
[0005] В устройстве, описанном в выложенной заявке на патент Японии (JP-A) 2008-40364, неравномерная глянцевитость изображения, образованная посредством различия в способе придания шероховатости на поверхностном слое закрепляющего валика, делается менее заметной на изображении посредством использования притирочного элемента (восстанавливающего валика), предназначенного для систематического образования незначительной абразии притирки (повреждения) на закрепляющем валике. Кроме того, в устройстве, описанном в документе JP-A 2008-40364, чистящий валик, который предназначен для очистки притирочного элемента (восстанавливающего валика) в контакте с притирочным элементом, контактирует с притирочным элементом.
[0006] Однако появилась возможность поддерживать шероховатость поверхностного слоя закрепляющего валика посредством использования такого притирочного элемента, но в то же время загрязняющие вещества также постепенно осаждаются на поверхностном слое притирочного элемента при каждом повторе процесса притирки (обработки), вследствие чего свойство поверхности притирочного элемента изменяется. Для предотвращения изменения свойства поверхности в случае использования чистящего валика, подобного валику в устройстве, описанном в документе JP-A 2008-40365, обеспечивается предел эффективности очистки чистящего валика, вследствие чего требуется повышение эффективности очистки.
Раскрытие изобретения
[0007] В соответствии с аспектом настоящего изобретения, обеспечивается устройство нагрева изображения, содержащее: первый и второй вращающиеся элементы, предназначенные для формирования зоны прижимного контакта для нагрева порошкового изображения на регистрирующем материале; вращающийся притирочный элемент, предназначенный для притирки первого вращающегося элемента для существенного восстановления свойства поверхности первого вращающегося элемента; и механизм воздушной продувки, предназначенный для выпуска воздуха на вращающийся притирочный элемент, для очищения вращающегося притирочного элемента.
[0008] Эти и другие задачи, отличительные признаки и преимущества настоящего изобретения станут более очевидными после изучения следующего описания предпочтительных вариантов осуществления настоящего изобретения, представленного в совокупности с сопроводительными чертежами.
Краткое описание чертежей
[0009] Фиг.1 изображает схематическое графическое представление, иллюстрирующее общую структуру устройства формирования изображения, в соответствии с первым вариантом осуществления.
[0010] Фиг.2 изображает увеличенное схематическое графическое представление поперечного разреза закрепляющего устройства.
[0011] Фиг.3 изображает блок-схему системы управления закрепляющего устройства.
[0012] Фиг.4 изображает схематическое графическое представление, служащее для иллюстрации восстанавливающего валика.
[0013] Фиг.5(a) и (b) изображают схематические графические представления, служащие для иллюстрации измерения микротвердости.
[0014] Фиг.6 изображает иллюстрацию механизма воздушной очистки.
[0015] Фиг.7 изображает частично увеличенное графическое представление сопловой части элемента воздушной очистки.
[0016] Фиг.8 изображает схематическое графическое представление, иллюстрирующее позиционную взаимосвязь между восстанавливающим валиком и элементом воздушной очистки.
[0017] Фиг.9 изображает график, иллюстрирующий взаимосвязь между давлением воздушной очистки и эффективностью очистки.
[0018] Фиг.10 изображает график, иллюстрирующий взаимосвязь между временем восстановления и эффективностью очистки при использовании различного давления.
[0019] Фиг.11 изображает графическое представление алгоритма рабочего процесса в течение воздушной очистки.
[0020] Фиг.12 изображает временную диаграмму рабочего процесса в течение воздушной очистки.
[0021] Фиг.13 и 14 изображают схематические графические представления основной части закрепляющего устройства, в соответствии с третьим вариантом осуществления.
[0022] Фиг.15(a) изображает график, иллюстрирующий взаимосвязь между углом продувки и массой частиц PFA, осажденных на ленту, а Фиг.15(b) изображает график, иллюстрирующий взаимосвязь между углом продувки и шероховатостью поверхности восстанавливающего валика.
[0023] Фиг.16 изображает схематическое графическое представление другой конструкции основной части закрепляющего устройства, в соответствии с третьим вариантом осуществления.
[0024] Фиг.17 изображает схематическое графическое представление основной части закрепляющего устройства, в соответствии с четвертым вариантом осуществления.
Осуществление изобретения
[0025] Далее, со ссылкой на чертежи, будет описано закрепляющее устройство, функционирующее в качестве устройства нагрева изображения, в соответствии с настоящим изобретением, и устройство формирования изображения, включающее в себя закрепляющее устройство. Между прочим, в следующих вариантах осуществления численные значения являются ссылочными численными значениями и не ограничивают настоящее изобретение. Каждый из следующих вариантов осуществления является примером предпочтительных вариантов осуществления настоящего изобретения, при этом настоящее изобретение не ограничивается этими вариантами осуществления.
Первый вариант осуществления
Устройство формирования изображения
[0026] Фиг.1 изображает схематическое графическое представление разреза, иллюстрирующее общую структуру устройства 100 формирования изображения, в соответствии с данным вариантом осуществления. Устройство 100 формирования изображения является электрофотографическим полноцветным лазерным принтером с линейным (последовательным) промежуточным переносом. То есть, устройство 100 формирования изображения выполнено с возможностью формирования полноцветного изображения на регистрирующем материале Р (на печатной бумаге), в соответствии с информацией электрического изображения, вводимой с главного устройства 200, такого как персональный компьютер, на узел 101 схемы управления (контроллер).
[0027] В узле 100А главного привода устройства 100 формирования изображения, слева направо на Фиг.1, в горизонтальной плоскости с предварительно определенными интервалами последовательно обеспечиваются четыре (первый, второй, третий и четвертый) узла U формирования изображения (UY, UM, UC, UK). Соответствующие узлы U формирования изображения отличаются по цвету изображений, которые формируются с их помощью, при этом они имеют одинаковый механизм электрофотографического процесса.
[0028] То есть, каждый из узлов U формирования изображения включает в себя электрофотографический фоточувствительный элемент 1 барабанного типа (далее в настоящем документе будет называться барабаном), который функционирует в качестве элемента переноса изображения и подвергается вращательному приводу с предварительно определенной периферийной скоростью в направлении против часовой стрелки, указанном на чертеже посредством стрелки. Кроме того, устройство 100 формирования изображения, в качестве средства обработки, применимого к барабану 1, включает в себя электризатор 2 (зарядный валик), проявочное устройство 4, электризатор 5 первичного переноса (валик первичного переноса) и очиститель 6 барабана.
[0029] Электризатор 2 равномерно электрически заряжает поверхность барабана 1 предварительно определенной полярностью и предварительно определенным электрическим потенциалом. Проявочное устройство 4 проявляет скрытое электростатическое изображение, сформированное на барабане 1 при помощи проявителя (далее в настоящем документе будет называться тонером). Электризатор 5 первичного переноса осуществляет первичный перенос порошкового изображения, сформированного на барабане 1, на ремень 8 переноса, который будет описан позже. Очиститель 6 барабана очищает поверхность барабана после переноса порошкового изображения на ремень 8 переноса.
[0030] Первый узел UY формирования изображения размещает тонер желтого (Y) цвета в проявочном устройстве 4 и формирует порошковое изображение из тонера желтого (Y) цвета на барабане 1. Второй узел UM формирования изображения размещает тонер пурпурного (M) цвета в проявочном устройстве 4 и формирует порошковое изображение из тонера пурпурного (М) цвета на барабане 1. Третий узел UC формирования изображения размещает тонер голубого (С) цвета в проявочном устройстве 4 и формирует порошковое изображение из тонера голубого (С) цвета на барабане 1. Четвертый узел UK формирования изображения размещает тонер черного (K) цвета в проявочном устройстве 4 и формирует порошковое изображение из тонера черного (К) цвета на барабане 1.
[0031] Сверху четырех узлов U формирования изображения обеспечивается лазерный сканер 3. Лазерный сканер 3 подвергает барабан 1 каждого узла U формирования изображения облучению светом, в соответствии с информацией изображения, вследствие чего на барабане 1 формируется скрытое электростатическое изображение. Несмотря на отсутствие иллюстрации, в лазерном сканере 3 обеспечивается источник света и многоугольное зеркало. Поверхность барабана 1 сканируется лучом лазера, испускаемым из источника света, посредством вращения многоугольного зеркала. Затем поток сканирующего света отклоняется посредством отражающего зеркала, и впоследствии фокусируется на образующей поверхности барабана 1 каждого узла U формирования изображения посредством линзы fθ для осуществления облучения основным светом сканирования. В результате, на барабане 1 каждого узла U формирования изображения формируется скрытое изображение, в зависимости от связанного сигнала изображения.
[0032] Ниже четырех узлов U формирования изображения обеспечивается блок 7 ремня промежуточного переноса. Этот блок 7 включает в себя приводной валик 9, находящийся на стороне первого узла UY формирования изображения, натяжной валик 10, находящийся на стороне четвертого узла UK формирования изображения, и противоположный валик 11 вторичного переноса, расположенный ниже приводного валика 9 относительно направления вращения ремня. Кроме того, ремень 8 промежуточного переноса (далее в настоящем документе будет называться ремнем) обеспечивается в виде гибкого бесконечного ремня, который проходит и натягивается вокруг этих трех валиков 9, 10 и 11.
[0033] Электризаторы 5 первичного переноса каждого узла U формирования изображения обеспечиваются на внутренней стороне ремня 8 и противопоставлены нижней поверхности соответствующего барабана 1 через верхнюю часть ремня 8, контактирующую с барабаном 1 и электризатором 5. В каждом узле U формирования изображения контактная часть между барабаном 1 и ремнем 8 является частью первичного переноса. Ремень 8 вращается в направлении по часовой стрелке, указанном на чертеже посредством стрелки, при помощи приводного валика 9, по существу, со скоростью, идентичной периферийной скорости барабана 1. Валик 12 вторичного переноса контактирует с ремнем 8 в направлении противоположного валика 11 вторичного переноса. Контактная часть между ремнем 8 и валиком 12 вторичного переноса является частью вторичного переноса.
[0034] В части ременного контакта приводного валика 9 обеспечивается очиститель 13 ремня. Этот очиститель 13 очищает с помощью чистящей ленты 13а (из нетканого материала) поверхность ремня после вторичного переноса порошкового изображения с ремня 8 на печатную бумагу P. Ниже блока 7 ремня промежуточного переноса обеспечивается кассета 14 подачи листов, вмещающая печатную бумагу P, и механизм 15 подачи печатной бумаги.
[0035] Процесс формирования полноцветного изображения выглядит следующим образом. Устройство 100 формирования изображения выполняет процесс формирования изображения, вследствие чего порошковое изображение из тонера желтого (Y) цвета, соответствующее компоненту Y полноцветного изображения, формируется на барабане 1 первого узла UY формирования изображения. В части первичного переноса выполняется первичный перенос порошкового изображения на ремень 8. Порошковое изображение из тонера пурпурного (М) цвета, соответствующее компоненту М полноцветного изображения, формируется на барабане 1 второго узла UM формирования изображения. В части первичного переноса выполняется первичный перенос порошкового изображения с наложением на порошковое изображение из тонера желтого (Y) цвета, которое уже было перенесено на ремень 8.
[0036] Порошковое изображение из тонера голубого (С) цвета, соответствующее компоненту С полноцветного изображения, формируется на барабане 1 третьего узла UC формирования изображения. В части первичного переноса выполняется первичный перенос порошкового изображения с наложением на порошковые изображения из тонера желтого (Y) и пурпурного (M) цветов, которые уже были перенесены на ремень 8. Порошковое изображение из тонера черного (К) цвета, соответствующее компоненту К полноцветного изображения, формируется на барабане 1 четвертого узла UK формирования изображения. В части первичного переноса выполняется первичный перенос порошкового изображения с наложением на порошковые изображения из тонера желтого (Y), пурпурного (M) и голубого (С) цветов, которые уже были перенесены на ремень 8.
[0037] Первичный перенос порошкового изображения с барабана 1 каждого узла U формирования изображения на ремень 8 выполняется посредством применения к электризатору 5 первичного переноса смещения противоположной полярности к прямой полярности заряда тонера. Таким образом на ремне 8 формируется полноцветное (незакрепленное) синтезированное цветное порошковое изображение на основе порошковых изображений из тонера желтого (Y), пурпурного (М), голубого (С) и черного (К) цветов. Синтезированное цветное порошковое изображение формируется на печатной бумаге P, оставляя определенное поле от каждого из четырех краев печатной бумаги P. В данном варианте осуществления размер наружного поля составляет приблизительно 2-3 мм.
[0038] В то же время, один лист печатной бумаги P отделяется и подается из кассеты 14 подачи листов в предварительно определенный такт управления, и, после прохождения через бумагопроводящие тракты 15a и 15b механизма 15 подачи печатной бумаги, отправляется на пару 16 валиков точного совмещения. Затем в предварительно определенный такт управления, посредством пары 16 валиков точного совмещения, печатная бумага P вводится в часть вторичного переноса. В результате, в процессе, в котором печатная бумага P прижимается и проводится через часть вторичного переноса, выполняется последовательный и совместный вторичный перенос четырех наложенных на ремень 8 цветных порошковых изображений на поверхность печатной бумаги P. Такой вторичный перенос выполняется посредством применения к валику 12 вторичного переноса 12 смещения противоположной полярности к прямой полярности заряда тонера.
[0039] Затем печатная бумага P, на которую были вторично перенесены порошковые изображения, проходит через бумагопроводящий тракт 15c и вводится в закрепляющее устройство 20 для осуществления закрепления, после чего она в виде продукта сформированного полноцветного изображения выгружается на разгрузочный лоток 17 через бумагопроводящие тракты 15d и 15e и отверстие 16 выгрузки.
[0040] Устройство 100 формирования изображения не ограничивается устройством формирования изображения, предназначенным для формирования вышеописанного полноцветного изображения, при этом оно также может формировать необходимое одноцветное изображение, такое как одноцветное изображение, или необходимое многоцветное изображение. В данном случае из четырех узлов формирования изображения операцию формирования изображения выполняет только узел формирования изображения, требуемый для формирования необходимого одноцветного или многоцветного изображения. Неиспользуемыми узлами формирования изображения управляют таким образом, чтобы барабаны 1 подвергались вращательному приводу, но не выполняли операцию формирования изображения.
[0041] Также может быть осуществлена двухсторонняя печать. В данном случае печатная бумага P, которая уже была подвергнута формированию одностороннего изображения, на выходе из закрепляющего устройства 20 меняет свой маршрут на бумагопроводящий тракт 15f посредством заслонки 18, а затем направляется на бумагопроводящий тракт 15h для двухсторонней печати (или повторной подачи) через тракт 15g реверса (тракт изменения направления). Затем печатная бумага P снова направляется на бумагопроводящий тракт 15b и отправляется в часть вторичного переноса в положении, в котором печатная бумага P является перевернутой. В результате чего выполняется вторичный перенос порошковых изображений на другую поверхность печатной бумаги P. После этого печатная бумага P проходит через тот же тракт, как и при односторонней печати, то есть, проходит через бумагопроводящий тракт 15c, закрепляющее устройство 20, бумагопроводящие тракты 15d и 15e и отверстие 16 выгрузки, и затем выгружается на разгрузочный лоток 17 в виде продукта сформированного двухстороннего изображения.
[0042] В данной ситуации закрепляющее устройство 20, обеспеченное в устройстве 100 формирования изображения, в соответствии с данным вариантом осуществления, конструируется таким образом, чтобы оно закрепляло порошковое изображение, сформированное на регистрирующем материале (печатной бумаге) при помощи тонера, содержащего антиадгезив, посредством нагрева и прессования порошкового изображения «безмасляным» способом.
[0043] Тонер, используемый для формирования изображения, в качестве антиадгезива содержит (включает в свой состав) воск, такой как парафин или полиолефин, или силиконовое масло. В частности, в данном варианте осуществления используется тонкодисперсный тонер, в котором восковой компонент и пигмент имеют фиксированную дисперсность. Между прочим, также может быть использован состав, в котором полимеризированный тонер содержит такой восковой компонент. В следующем описании в качестве антиадгезива, в качестве примера, будет описан воск, при этом он является таким же даже в случае использования в качестве антиадгезива силиконового масла, как было описано выше.
Закрепляющее устройство
[0044] Фиг.2 изображает увеличенное схематическое графическое представление поперечного разреза закрепляющего устройства 20, в соответствии с данным вариантом осуществления. Фиг.3 изображает блок-схему системы управления этого закрепляющего устройства 20. Закрепляющее устройство 20 с парой нагревательных валиков и закреплением «безмасляного» типа включает в себя пару валиков прижимного контакта, состоящую из закрепляющего валика 21, функционирующего в качестве вращающегося нагревательного элемента (первый вращающийся элемент в данном варианте осуществления: нагревательный элемент) и прижимного валика 22, функционирующего в качестве вращающегося прижимного элемента (второй вращающийся элемент в данном варианте осуществления: прижимной элемент). Посредством пары валиков 21 и 22 формируется зона прижимного контакта для нагрева порошкового изображения (изображения) на регистрирующем материале (печатной бумаге).
[0045] Закрепляющий валик 21 в качестве поверхностного слоя имеет антиадгезивный слой. Антиадгезивный слой имеет толщину от 10 до 60 мкм, а также имеет твердость от D40 до D90, при измерении посредством твердомера Шора. Антиадгезивный слой формируется из фторсодержащего полимерного материала. Закрепляющий валик 21 является полым валиком с диаметром 60 мм, формируемым посредством размещения трехмиллиметрового эластичного слоя 21b на внешней периферийной поверхности цилиндрической алюминиевой сердцевины 21a. Эластичный слой 21b имеет комбинированную конструкцию, состоящую из нижнего слоя и верхнего слоя, который функционирует в качестве жаропрочного эластичного слоя (антиадгезивного слоя) и входит в контакт с поверхностью (формирования) изображения печатной бумаги P. Нижний слой является кремнекаучуковым слоем типа HTV (высокотемпературной вулканизации). Верхний слой размещается на внешней периферийной поверхности нижнего слоя и является кремнекаучуковым слоем типа RTV (вулканизации при комнатной температуре).
[0046] Закрепляющий валик 21 неподвижно размещается наряду с поддержкой в горизонтальной плоскости с возможностью вращения, между противоположными боковыми пластинами корпуса 23 закрепляющего устройства, осуществляемой посредством шарикоподшипников (не изображены), находящихся в его оконечных частях. В части центра вращения внутри закрепляющего валика 21 неподвижно обеспечивается галогенный нагреватель 21c, функционирующий для нагрева закрепляющего валика 21 изнутри.
[0047] Прижимной валик 22 конструируется таким образом, его диаметр был равен 60 мм, посредством размещения одномиллиметрового эластичного слоя 22b на внешней периферийной поверхности цилиндрической алюминиевой сердцевины 22a. Эластичный слой 22b имеет комбинированную конструкцию, состоящую из нижнего слоя и верхнего слоя, который входит в контакт с задней (обратной) поверхностью печатной бумаги P. Нижний слой является кремнекаучуковым слоем типа HTV. Верхний слой размещается на внешней периферийной поверхности нижнего слоя и является фторсодержащим полимерным слоем.
[0048] Прижимной валик 22 размещается параллельно закрепляющему валику 21 на нижней стороне закрепляющего валика 21 наряду с поддержкой с возможностью вращения между противоположными боковыми пластинами корпуса 23 закрепляющего устройства, осуществляемой посредством шарикоподшипников (не изображены), находящихся в его оконечных частях. В части центра вращения внутри прижимного валика 22 неподвижно обеспечивается галогенный нагреватель 22c, функционирующий для нагрева прижимного валика 22 изнутри.
[0049] Шарикоподшипники, находящиеся в оконечных частях прижимного валика 22, размещаются между противоположными боковыми пластинами корпуса 23 закрепляющего устройства со свободой перемещения таким образом, чтобы они имели возможность скользящего перемещения в направлении закрепляющего валика 21. Прижимной валик 22 поджимается посредством принуждающего элемента (не изображен) таким образом, чтобы он перемещался в направлении закрепляющего валика 21.
[0050] В результате, прижимной валик 22 входит в прижимной контакт с закрепляющим валиком 21 с предварительно определенной силой, противодействующей эластичности эластичных слоев 21b и 22b, вследствие чего между валиками 21 и 22 формируется зона N прижимного контакта закрепления (зоны прижимного контакта нагрева) предварительно определенной ширины относительно направления (а) подачи печатной бумаги Р (регистрирующего материала). В данном варианте осуществления прижимной валик 22 входит в прижимной контакт с закрепляющим валиком 21 с абсолютным давлением, приблизительно равным 784Н (приблизительно 80 кгс).
[0051] Закрепляющий валик 21 и прижимной валик 22 соединяются друг с другом посредством зубчатых шестерней, которые закреплены на их оконечных частях, посредством использования зубчатого механизма, и принимают движущую силу, передаваемую от приводного узла 102, находящегося под управлением узла 101 схемы управления. В результате, закрепляющий валик 21 и прижимной валик 22 подвергаются вращательному приводу с предварительно определенными периферийными скоростями в направлениях, указанных на чертеже посредством стрелок R21 и R22, соответственно, то есть, в направлении, в котором печатная бумага P прижимается и проводится в зону N прижимного контакта.
[0052] Кроме того, прижимной валик 22, при предварительно определенном условии управления, перемещается вниз против принуждающей силы вышеописанного принуждающего элемента посредством механизма 110 подвода и отвода, находящегося под управлением узла 101 схемы управления, вследствие чего он поддерживается в отведенном положении относительно закрепляющего валика 21 (операция отвода прижимного валика). То есть, прижимной валик 22 сохраняется в положении, в котором предотвращается формирование зоны N прижимного контакта закрепления. Несмотря на то, что конкретный пример механизма 110 подвода и отвода исключен из иллюстрации, может быть использован механизм, включающий себя кулак и рычаг и т.п., который находится под управлением узла 101 схемы управления.
[0053] Галогенные нагреватели 21c и 22c закрепляющего валика 21 и прижимного валика 22 снабжаются электрической энергией от узлов 103 и 104 источника питания (Фиг.3), соответственно, для выработки тепловой энергии. Посредством такой выработки тепловой энергии, закрепляющий валик 21 и прижимной валик 22 нагреваются изнутри, вследствие чего возрастает температура поверхности. В контакте с поверхностями закрепляющего валика 21 и прижимного валика 22 обеспечиваются термисторы 21d и 22d (средства измерения температуры), функционирующие для измерения температуры соответствующих валиков. Кроме того, части информации о температуре, измеренной посредством термисторов 21d и 22d, передается на узлы 105 и 106 схемы регулировки температуры, соответственно, узла 101 схемы управления.
[0054] Узел 105 схемы регулировки температуры регулирует электрическую энергию, которая подается с узла 103 источника питания на галогенный нагреватель 21c, вследствие чего температура поверхности закрепляющего валика 21, измеренная посредством термистора 21d, приближается к предварительно определенной температуре (приблизительно 165°C в данном варианте осуществления). Узел 106 схемы регулировки температуры регулирует электрическую энергию, которая подается с узла 104 источника питания на галогенный нагреватель 22c, вследствие чего температура поверхности прижимного валика 22, измеренная посредством термистора 22d, приближается к предварительно определенной температуре (приблизительно 140°C в данном варианте осуществления).
[0055] Прижимной валик 22 входит в контакт с закрепляющим валиком 21 (операция подвода прижимного валика), при этом закрепляющий валик 21 и прижимной валик 22 подвергаются приводу, следствие чего температура соответствующих поверхностей этих валиков возрастает до предварительно определенной температуры и подвергается регулировке. На данном этапе печатная бумага P, на которой сформировано (незакрепленное) порошковое изображение T (ненагретое порошковое изображение), вводится со стороны узла формирования изображения в закрепляющее устройство 20. Пластина 24 направленного перемещения печатной бумаги обеспечивается на стороне ввода.
[0056] Печатная бумага P вводится в зону N прижимного контакта, наряду с тем, что ее сторона поверхности переноса (незакрепленного) порошкового изображения находится напротив закрепляющего валика 21, прижимается и проводится через зону N прижимного контакта для закрепления (незакрепленного) порошкового изображения T в виде закрепленного изображения на поверхности печатной бумаги P посредством применения нагрева и давления. Печатная бумага P, проходящая через зону N прижимного контакта, отделяется от закрепляющего валика 21 и выводится из закрепляющего устройства 20 на сторону вывода пластины 25 направленного перемещения печатной бумаги.
[0057] Посредством сведения закрепляющего валика 21 с прижимным валиком 22, которые имеют вышеописанные конструкции слоев, антиадгезивное свойство относительно тонера с низкой температурой плавления дополнительно улучшается. Кроме того, для закрепления изображения с двух сторон, не только на поверхности закрепляющего валика 21, но также и на поверхности прижимного валика 22, используется кремнийорганический каучук типа RTV или LTV (низкотемпературной вулканизации), имеющий сильный антиадгезивный эффект тонера.
Абразия (повреждение) по вине краев бумаги
[0058] Далее будет описано образование абразии (повреждения) по вине краев бумаги, применительно к цели модификации поверхности закрепляющего валика 21. На краевом участке печатной бумаги P присутствуют заусенцы, образованные в процессе нарезания бумаги. По этой причине степень негативного влияния печатной бумаги P возрастает в области закрепляющего валика, соответствующей краевому участку бумаги, по сравнению с областью закрепляющего валика, соответствующей остальной части, отличной от краевого участка бумаги, вследствие чего шероховатость Rz поверхности закрепляющего валика 21 в области закрепляющего валика (соответствующей краевому участку бумаги) постепенно увеличивается, приблизительно до 1,0-2,0 мкм. Образование таких заусенцев возможно в случае, когда режущее лезвие является изношенным на этапе нарезания вследствие обработки большого количества бумаги и его малой остроты. В области, отличной от краевого участка, степень изменения шероховатости поверхности от первоначального состояния является незначительной, вследствие чего между краевым участком бумаги и другим участком образуется различие в шероховатости поверхности.
[0059] Далее будет описано состояние поверхности закрепляющего валика 21 и неравномерность глянцевитости на изображении. Когда (незакрепленное) порошковое изображение закрепляется на печатной бумаге P, закрепляющее устройство 20 применяет к печатной бумаге P давление и нагрев. На данном этапе микроскопическая часть состояния поверхности закрепляющего валика 21 переносится на поверхность порошкового изображения после закрепления. Когда состояние поверхности на закрепляющем валике 21 изменяется, на порошковом изображении соответственно образуется различие состояния поверхности. В результате неравный лоск на изображении сгенерирован.
[0060] Соответственно, в частности, в случае закрепления изображения на высокоглянцевой мелованной бумаге и т.п., требующем обеспечения высокого качества изображения, в позиции (шероховатой позиции) закрепляющего валика 21, соответствующей краевому участку бумаги, образовывается матовая полоса, вследствие чего на изображении образовывается неравномерная глянцевитость.
[0061] Исходя из вышесказанного, в закрепляющем устройстве 20, в соответствии с данным вариантом осуществления, обеспечивается восстанавливающий валик 51, который является вращающимся притирочным элементом, подобным притирочному элементу, снабженному притирочным материалом. Операция (операция притирки или восстановления) в режиме изменения поверхности, в котором восстанавливающий валик 51 входит в контакт с закрепляющим валиком 21, функционирующим в качестве вращающегося нагревательного элемента, выполняется для протирки закрепляющего валика 21 для существенного восстановления (обновления) свойства поверхности закрепляющего валика 21.
[0062] Между прочим, в данном варианте осуществления посредством притирки, выполняемой при помощи восстанавливающего валика 51, уровень свойства поверхности может являться не только уровнем, при котором свойство поверхности закрепляющего валика 21 обновляется в достаточной мере до приобретения состояния нового, но также и уровнем, при котором свойство поверхности закрепляющего валика 21 улучшается (восстанавливается) до такой степени, что вышеописанная абразия (повреждение) по вине краев бумаги является незаметной на изображении. То есть, формулировка «свойство поверхности закрепляющего валика существенно обновлено (восстановлено)» означает, что свойство поверхности закрепляющего валика улучшено, вследствие чего свойство поверхности закрепляющего валика может быть поддержано в пределах диапазона такого уровня.
[0063] То есть, восстанавливающий валик 51 является элементом, предназначенным для обновления (восстановления) свойства поверхности закрепляющего валика 21 посредством притирки поверхности закрепляющего валика 21, и обеспечивает множество микроскопических абразий притирки (повреждений) как на поверхности закрепляющего валика, которой придается шероховатость посредством прохождения печатной бумаги P, так и на поверхности закрепляющего валика, которой не придается шероховатость посредством прохождения печатной бумаги P. В результате, различие глянцевитости на изображении становится визуально нераспознаваемым.
[0064] Восстанавливающий валик 51 обеспечивает закрепляющему валику 21 абразию притирки без существенного соскабливания поверхности закрепляющего валика 21. Поверхности закрепляющего валика 21 придается шероховатость на необходимом уровне посредством использования восстанавливающего валика 51 для униформизации состояния поверхности закрепляющего валика 21, вследствие чего может быть устранено различие глянцевитости на изображении. То есть, микроскопические абразии притирки накладываются на поверхность закрепляющего валика 21 посредством притирки, выполняемой посредством восстанавливающего валика 51, вследствие чего неравномерность глянцевитости изображения, образуемая посредством различия в состоянии шероховатости поверхностного слоя закрепляющего валика, в меньшей степени может быть визуально распознана на изображении.
[0065] В частности, например, закрепляющий валик 21, снабженный в качестве поверхностного слоя антиадгезивным слоем из фторсодержащего полимерного материала, имеет шероховатость Rz поверхности, приблизительно равную 0,1-0,3 мкм, на нешероховатой поверхности закрепляющего валика 21, и имеет шероховатость Rz поверхности, приблизительно равную 0,5-2,0 мкм, на шероховатой поверхности (углубленная часть без направленности).
[0066] В то же время, в данном варианте осуществления, посредством притирки, выполняемой при помощи восстанавливающего валика 51, образовывается абразия притирки (микроскопическая углубленная часть с направленностью), вследствие чего итоговая шероховатость Rz поверхности, составляющая от 0,5 до 2,0 мкм, обеспечивается на закрепляющем валике 21 в направлении вращения закрепляющего валика 21. Кроме того посредством притирочного материала 51А (Фиг.4) абразии притирки, ширина каждой из которых составляет 10 мкм и менее, формируются в количестве 10 и более линий через каждые 100 мкм относительно направления оси вращения. В результате, поверхность закрепляющего валика 21 обновляется (восстанавливается).
[0067] Кроме того, устройство 100 формирования изображения выполняет операцию в режиме очистки восстанавливающего валика (очистка), в котором воздух выпускается на восстанавливающий валик 51 для поддержания шероховатости поверхности восстанавливающего валика 51. В результате, даже после многократного повторения операции в операционном режиме изменения поверхности закрепляющего валика 21 посредством восстанавливающего валика 51, осаждение загрязняющего вещества между частями притирочного материала на поверхностном слое восстанавливающего валика уменьшается, вследствие чего появляется возможность поддержания шероховатости поверхностного слоя восстанавливающего валика.
[0068] Соответственно, может быть выполнена операция стабильного восстановления, вследствие чего свойство поверхности закрепляющего валика 21 может быть поддержано в течение длительного периода времени. Периодичность обслуживания восстанавливающего валика 51 и элемента 80 очистки восстанавливающего валика (элемента очистки вращающегося притирочного элемента) (Фиг.17), который будет описан позже, может быть существенно сокращена.
Вращающийся притирочный элемент
[0069] Далее будет описана конструкция восстанавливающего валика 51, функционирующего в качестве вращающегося притирочного элемента. Фиг.4 изображает схематическое структурное графическое представление восстанавливающего валика 51. Восстанавливающий валик 51 формируется посредством обеспечения на сердцевину 51а (основной материал), которая изготавливается из стали SUS304 (нержавеющей стали) и имеет внешний диаметр, равный 12 мм, притирочного слоя 51с (поверхностного слоя), сформированного посредством плотного нанесения (приклеивания) абразивных зерен, функционирующих в качестве притирочного материала 51А, с использованием клеевого слоя 51b (промежуточного слоя).
[0070] Целесообразно, чтобы размер (размерность частиц) абразивных зерен, функционирующих в качестве притирочного материала 51А, составляющего притирочный слой 51c, функционирующий в качестве поверхностного слоя восстанавливающего валика 51, мог быть равен от 5 до 20 мкм. Абразивные зерна 51А плотно обеспечиваются на поверхностном слое 51c. Соответственно, предпочтительно, чтобы поверхностный слой 51c восстанавливающего валика 51 состоял из частиц, размером от 5 до 20 мкм, и имел толщину, равную от 3 до 20 мкм. Ниже данного диапазона эффективность притирки, выполняемой посредством восстанавливающего валика 51, убывает. В то же время, в случае превышения данного диапазона существует вероятность износа или повреждения поверхности закрепляющего валика 21 до такой степени, что это окажет негативное влияние на изображение.
[0071] В качестве абразивных зерен можно использовать частицы оксида алюминия, оксида гидроксида алюминия, оксида кремния, оксида церия, оксида титана, циркония, силиката лития, нитрида кремния, карбида кремния, оксида железа, оксида хрома, оксида сурьмы, алмаза и т.п. Также можно использовать некоторые абразивные зерна, состоящие из композиционной смеси этих частиц, которые подвергнуты склеиванию с использованием клеевого слоя. В данном варианте осуществления, в качестве притирочного материала 51А использовался белый алунд (WA), средний размер частиц которого приблизительно равен 12 мкм. Материал на основе глинозема (оксида алюминия) (который также называют «алунд» или «молундам») является абразивным зерном, которое наиболее широко используется и имеет достаточно высокую твердость по сравнению с закрепляющим валиком 21, а контур частицы имеет форму острого угла. Исходя из вышесказанного, материал на основе глинозема является превосходным в плане механической обработки и является подходящим в качестве притирочного материала 51А. В данном случае размер частиц абразивных зерен может быть получен посредством беспорядочного извлечения 100 и более частиц абразивных зерен посредством использования сканирующего электронного микроскопа («S-4500», произведенного посредством компании Hitachi, Ltd.), и дальнейшего вычисления среднечислового размера частиц посредством использования устройства анализа процесса отображения («Luzex 3», произведенного посредством компании Nireco Corp.).
[0072] Восстанавливающий валик 51 поддерживается с возможностью вращения посредством опорного элемента 52, обеспеченного в каждой из оконечных частей сердцевины 51a относительно продольного направления (направления оси вращения). Кроме того, опорный элемент 52 приводится в качение посредством механизма подвода и отвода (механизмом отделения), находящегося под управлением узла 101 схемы управления, вследствие чего восстанавливающий валик 51 может быть подведен и отведен (отделен) от закрепляющего валика 21. Кроме того, что касается восстанавливающего валика 51, то опорный элемент 52, обеспеченный в каждой из продольных оконечных частей, в течение операции контакта и вращения относительно закрепляющего валика 21, поджимается под полным давлением 30Н в данном варианте осуществления посредством нажимной пружины (не изображена), функционирующей в качестве принуждающего средства. Предпочтительно, чтобы давление в зоне контакта восстанавливающего валика 51 могло находиться в диапазоне от 50 до 150 г/см. В результате, восстанавливающий валик 51 прижимается к закрепляющему валику 21, вследствие чего между восстанавливающим валиком 51 и закрепляющим валиком 21 формируется зона N51 прижимного контакта притирки (контактной зоны), имеющая предварительно определенную ширину относительно направления перемещения поверхностей каждого из валиков.
[0073] Восстанавливающий валик 51 также может вращаться так, чтобы направления перемещения поверхностей восстанавливающего валика 51 и закрепляющего валика 21 либо являлись идентичными, либо являлись противоположными направлениями в зоне N51 прижимного контакта притирки с закрепляющим валиком 21. В предпочтительном примере между закрепляющим валиком 21 и восстанавливающим валиком 51 обеспечивается разность периферийных скоростей.
[0074] Например, вращение восстанавливающего валика 51 во встречном направлении (противоположном направлении) относительно закрепляющему валику 21 с разностью периферийных скоростей (отношение периферийных скоростей) в 70% относительно закрепляющего валика 21 означает следующее вращение. Например, в случае, когда периферийная скорость закрепляющего валика 21 составляет 220 мм/с, восстанавливающий валик 51 вращается с периферийной скоростью в 66 мм/с, чтобы перемещаться во встречном направлении относительно закрепляющему валику 21 в зоне N51 прижимного контакта притирки с закрепляющим валиком 21.
[0075] За периферийную скорость закрепляющего валика 21 принимается V (мм/с), а за периферийную скорость восстанавливающего валика 51 принимается v (мм/с). Кроме того периферийная скорость V закрепляющего валика 21 имеет положительное значение, при этом периферийная скорость v восстанавливающего валика 51 также имеет положительное значение в случае, когда направления перемещения поверхностей этих валиков 21 и 51 являются идентичными в зоне N51 прижимного контакта притирки между валиками 21 и 51, и имеет отрицательное значение в случае, когда направления перемещения поверхностей валиков 21 и 25 являются противоположными направлениями. На данном этапе значение, вычисляемое посредством (|V-v|/V)×100, определяется в качестве вышеописанного отношения периферийных скоростей.
[0076] Кроме того, давление в зоне контакта (г/см) восстанавливающего валика 51 может быть получено посредством измерения давления в зоне плоскостного контакта, выполняемого при помощи системы измерения распределения давления в зоне плоскостного контакта («I-SCAN», произведенной посредством компании Nitta Corp.), и посредством последующего деления давления в зоне плоскостного контакта на ширину зоны контакта (относительно направления оси вращения). Между прочим, измерение выполняется в тот момент, когда закрепляющий валик 21 и восстанавливающий валик 51 находятся в состоянии покоя.
[0077] Предпочтительно, чтобы разность периферийных скоростей (отношение периферийных скоростей) восстанавливающего валика 51 относительно закрепляющего валика 21 могла находиться в диапазоне от 50% до 100%, когда направления перемещения поверхностей валиков 21 и 25 являются противоположными направлениями в зоне N51 прижимного контакта притирки. В то же время, предпочтительно, чтобы разность периферийных скоростей восстанавливающего валика 51 относительно закрепляющего валика 21 могла находиться в диапазоне от 250% до 300%, когда направления перемещения поверхностей валиков 21 и 25 являются идентичными в зоне N51 прижимного контакта притирки. Что касается фрикционной силы (трения) восстанавливающего валика 51 относительно закрепляющего валика 21, то считается, что разность периферийных скоростей между восстанавливающим валиком 51 и закрепляющим валиком 21 является важной, и когда достигается необходимая разность периферийных скоростей, направление вращения восстанавливающего валика 51 также может являться либо идентичным, либо противоположным направлением.
[0078] Как было описано выше, восстанавливающий валик 51 имеет структуру слоя, состоящую, по меньшей мере, из трех слоев, включающих в себя основной материал 51a, промежуточный слой 51b и поверхностный слой 51c. Поверхностный слой 51c включает в себя абразивные зерна, функционирующие в качестве притирочного материала 51А. Промежуточный слой 51b является эластичным слоем. В данном варианте осуществления клеевой слой, который служит в качестве промежуточного слоя 51b, функционирует в качестве эластичного слоя.
[0079] Восстанавливающий валик 51 может не только равномерно притирать поверхность закрепляющего валика 21, но также и достигает следующего эффекта. То есть, промежуточный слой 51b является эластичным слоем, вследствие чего, даже в случае присутствия порошкового изображения между восстанавливающим валиком 51 и закрепляющим валиком 21 в течение операции притирки, устраняется эффект, при котором загрязняющее вещество покрывает эластичный слой 51b. В результате достигается такое действие, при котором предотвращается образование сильных абразий на закрепляющем валике 21 из-за бумажной пыли, внешнего загрязняющего вещества и т.п.
[0080] В результате, можно предотвратить дефект изображения, являющийся заметным на изображении вследствие переноса абразий на изображение. Кроме того, посредством эластичного слоя 51b, зона N51 прижимного контакта притирки между восстанавливающим валиком 51 и закрепляющим валиком 21 может быть расширена, вследствие чего могут быть поддержаны лучшие характеристики притирки. В данном варианте осуществления микротвердость поверхностного слоя 51c восстанавливающего валика 51 составляет 0,07 гПа.
[0081] Микротвердость поверхностного слоя 51c восстанавливающего валика 51 может составлять от 0,03 до 1,0 гПа. В случае, когда микротвердость находится в диапазоне от 0,03 до 1,0 гПа, абразивные зерна 51А не погружаются в клеевой слой 51b в зоне N51 прижимного контакта, благодаря чему может быть достигнут хороший срок службы (характеристики). В то же время, в случае, когда микротвердость составляет 2,0 или 3,0 гПа, на закрепляющем валике 21 возникают абразии, образующиеся вследствие влияния загрязняющего вещества (например, бумажная пыль, проявитель и т.п.), накапливающегося между восстанавливающим валиком 51 и закрепляющим валиком 21 в результате непрерывного вращения этих валиков.
[0082] В результате, на изображении заметны полосы. Исходя из этого, целесообразно, чтобы микротвердость (гПа) поверхности восстанавливающего валика 51 могла составлять от 0,03 до 1,0 гПа.
[0083] В качестве материала (эластичного каучукового материала или эластомера) для эластичного слоя 51b, например, может использоваться бутилкаучук, фторсодержащий каучук, акриловый каучук, EPDM, NBR, акрилонитрилбутадиенстирольный натуральный каучук, изопреновый каучук, бутадиенстирольный каучук, бутадиеновый каучук, этиленпропиленовый каучук, тройной этиленпропиленовый сополимер, хлоропреновый каучук, хлорсульфированный полиэтилен, хлорированный полиэтилен, уретановый каучук и синдиотактический 1,2-бутадиен.
[0084] Кроме того, также можно использовать эпихлоргидриновый каучук, кремнийорганический каучук, фторсодержащий каучук, полисульфидный каучук, полинорборненовый каучук, гидрированный нитридный каучук и термопластические эластомеры (например, те, которые основаны на полистироле, полиолефине, поливинилхлориде, полиуретане, полимочевине, полиэстере, фторсодержащем полимере и т.п.).
[0085] Кроме того, может быть использован один, два и более видов каучуков или эластомеров, выбранных из вышеупомянутых материалов. Однако материал для эластичного слоя 51b не ограничивается вышеописанными материалами. Кроме того, предпочтительно, чтобы эластичный слой 51b мог являться слоем, толщина которого равна от 20 до 60 мкм, и который формируется с помощью эластичного элемента, имеющего твердость JIS-A (под нагрузкой 1 кг) от 40 до 70 градусов. В результате, может быть предотвращено образование абразий на поверхности закрепляющего валика 21 посредством ограждения от загрязняющего вещества, находящегося между закрепляющим валиком 21 и восстанавливающим валиком 51, в процессе непрерывного вращения. В данном варианте осуществления в качестве эластичного слоя 51b используется кремнекаучуковый элемент, имеющий твердость JIS-A в 40 градусов. Кроме того, в данном варианте осуществления толщина эластичного слоя 51b равна 40 мкм.
[0086] В данном случае для измерения микротвердости поверхностного слоя восстанавливающего валика 51 используется измерительное устройство («Tribo Scope», произведенное посредством компании Hysitron Corp.), как изображено на Фиг.5(а). В качестве измерительного терминала для измерения микротвердости используется наконечник Берковича (142,3 градуса). Нагрузка при измерении равняется 50 мкН. Нагрузка была увеличена до намеченной нагрузки через 5 секунд, а затем была снята через 5 секунд. На Фиг.5(b) изображена кривая нагрузки, когда нагрузка при измерении равнялась 50 мкН. Твердость H на тот момент получают следующим образом.
[0087] H=Pmax/X
[0088] В данном случае Pmax является максимальной нагрузкой, прикладываемой на измерительный наконечник, а A является контактной областью измерительного наконечника. Что касается измерительного наконечника, используемого в данном варианте осуществления, то контактная область A равна 24,5 hc2, где hc2 является глубиной проникания (величиной), на которую измерительный наконечник проникает в восстанавливающий валик. После измерения твердости H восстанавливающего валика, при нагрузке 50 мкН получаем твердость H=0,07 гПа.
[0089] Когда нагрузка восстанавливающего валика 51, прикладываемая к закрепляющему валику 21, является P(N), периферийная скорость закрепляющего валика 21 является V (мм/с), периферийная скорость восстанавливающего валика 51 является v (мм/с), микротвердость закрепляющего валика 21 является H (гПа), и половина угла при вершине абразивного зерна является θ (градусов), может быть удовлетворена следующая взаимосвязь.
7×10-3≤(P/пHtanθ)×(|V-v|/V)≤68×10-3
[0090] В результате, посредством операции притирки закрепляющего валика 21, имеющего шероховатость Rz поверхности от 0,5 до 2,0 мкм, углубленные части, ширина каждой из которых равна 10 мм, формируются посредством абразивного зерна в количестве 10 и более линий через каждые 100 мкм относительно направления оси вращения.
Элемент воздушной очистки
[0091] Далее будет описан элемент 50 воздушной очистки (механизм воздушной продувки), функционирующий в качестве механизма продувки для выпуска воздуха на восстанавливающий валик 51 для очистки поверхности восстанавливающего валика 51 для поддержания шероховатости поверхности восстанавливающего валика 51. В данном варианте осуществления элемент 50 воздушной очистки является воздуховодом (элементом, подобным полой трубе), снабженным воздушными соплами 54 (отверстиями), предназначенными для выпуска воздуха на восстанавливающий валик 51.
[0092] Этот элемент 50 воздушной очистки имеет длину, по существу, соответствующую длине, и снабжается воздушными соплами 54 (отверстиями), которые функционируют в качестве отверстий воздушной продувки и располагаются на одной линии в продольном направлении с предварительно определенными (постоянными) интервалами (Фиг.6). То есть, элемент 50 воздушной очистки снабжается воздушными соплами в качестве множества отверстий.
[0093] Элемент 50 воздушной очистки располагается вблизи и параллельно восстанавливающему валику 51, при этом сторона воздушных сопел 54 находится напротив восстанавливающего валика 51, переведенного в состояние контакта с закрепляющим валиком 21. С одной оконечной стороны элемента 50 воздушной очистки в полую часть подается воздух высокого давления, вследствие чего воздух выпускается в направлении восстанавливающего валика 51 через соответствующие воздушные сопла 54 для выполнения воздушной продувки восстанавливающего валика 51 по всей длине. На Фиг.2 посредством ссылочной позиции A обозначается струя воздуха, выходящего из элемента 50 воздушной очистки в направлении восстанавливающего валика 51.
[0094] Существует необходимость в подаче воздуха высокого давления для выполнения воздушной продувки, причем тип воздушного насоса неважен при условии удовлетворения давления и операции продувки. Например, воздух также может быть подан под высоким давлением посредством использования сконцентрированного воздуховода с использованием крупноразмерного компрессора или посредством использования баллона с воздухом или азотом. В данном варианте осуществления используется конструкция, в которой воздушный насос 58 объединен с электромагнитным клапаном 56, который находится под управлением узла 101 схемы управления, а в качестве отверстий воздушной продувки, для увеличения воздушного давления воздуха, используются воздушные сопла 54 с отверстиями, просверленными с определенными интервалами.
[0095] Фиг.6 изображает графическое представление системы связи между элементом 50 воздушной очистки и воздушным насосом 58. Сначала посредством воздушного насоса 58 генерируется воздух высокого давления, после чего он передается из воздуховода 57 на электромагнитный клапан 56. Электромагнитный клапан 56 является переключателем, предназначенным для осуществления двухпозиционного управления воздухом высокого давления, который подается из воздушного насоса 58 на элемент 50 воздушной очистки, причем он также может осуществлять двухпозиционное управление струей воздуха, выходящего из сопел 54 элемента 50 воздушной очистки.
[0096] Воздух передается от электромагнитного клапана 56 на закрепляющее устройство 20 через воздуховод 55, при этом давление равномерно распределяется по внутренней части элемента 50 воздушной очистки. Затем воздух выпускается в виде струи через воздушные сопла 54. Как изображено на схематическом графическом представлении, иллюстрированном на Фиг.7, диаметр m отверстия каждого воздушного сопла 54 задан равным 1 мм, а интервал n между отверстиями задан равным 5 мм. Воздушный насос 58 устанавливается таким образом, чтобы количество воздушных сопел 54, размещенных на одной линии с одинаковыми интервалами по продольной ширине (длине), равной 330 мм, восстанавливающего валика 51, составило 67, а также, чтобы воздушное давление на пике составило приблизительно 0,15 МПа.
[0097] Пиковая скорость потока воздушного насоса 58 составляет приблизительно 400 л/мин, а давление холостого хода в состоянии после закрытия электромагнитного клапана 56 составляет приблизительно 0,3 МПа. Когда количество воздушных сопел 54 является большим, воздушные сопла 54 могут равномерно очищать восстанавливающий валик 51 в продольном направлении, при этом пиковое давление понижается. В данном случае применяются контрмеры по повышению исходного давления воздушного насоса 58 или по сокращению количества воздушных сопел 54, из которых воздух выпускается в виде струи. Воздушное давление измеряется на основе позиционной взаимосвязи между диаметром m и интервалом n (расстоянием), изображенными на Фиг.7, и зазором l, изображенным на Фиг.8, в самой удаленной от восстанавливающего валика 51 позиции воздушных сопел 54.
Операция вывода
[0098] В операции восстановления (в операционном режиме изменения поверхности), в состоянии, в котором закрепляющий валик 21 приводится во вращение, восстанавливающий валик 51 побуждается к выполнению операции вхождения в контакт посредством механизма 53 подвода и отвода. В результате, восстанавливающий валик 51 входит в прижимной контакт с закрепляющим валиком 21 для формирования зоны N51 прижимного контакта притирки. Кроме того восстанавливающий валик 51 приводится во вращение с разностью периферийных скоростей относительно закрепляющего валика 21.
[0099] В данном варианте осуществления восстанавливающий валик 51 приводится во вращение в том же направлении, что и закрепляющий валик 21 в зоне N51 прижимного контакта притирки с разностью периферийных скоростей. В частности, периферийная скорость закрепляющего валика 21 составляет 100 мм/с, а периферийная скорость восстанавливающего валика 51 составляет 400 мм/с. Поверхность закрепляющего валика 21 притирается восстанавливающим валиком 51 с разностью периферийных скоростей, равной 300 мм/с, для изменения поверхности закрепляющего валика 21.
[0100] Восстанавливающий валик 51 выполняет операцию изменения поверхности, в течение которой поверхностный слой закрепляющего валика 21 истирается в очень малой степени, вследствие чего между абразивными зернами 51А осаждаются загрязняющие вещества, такие как, частицы PFA, остаточный тонер или бумажная пыль. По этой причине шероховатость абразивных зерен 51А постепенно снижается, в результате чего, эффективность операции изменения поверхности, выполняемой посредством восстанавливающего валика 51 относительно закрепляющего валика 21, снижается.
[0101] Исходя из вышесказанного, шероховатость поверхности восстанавливающего валика 51 поддерживается посредством удаления загрязняющих веществ, находящихся между абразивными зернами, посредством струйного выпуска воздуха (в режиме восстанавливающей очистки) из воздушных сопел 54 элемента 51 воздушной очистки на восстанавливающий валик 51, как было описано выше. На основании этого можно поддерживать эффективность изменения поверхности закрепляющего валика 21.
[0102] Однако, что касается эффективности очистки восстанавливающего валика 51 посредством воздушной продувки, то загрязняющие вещества, забитые между абразивными зернами, не могут быть удалены до тех пор, пока к восстанавливающему валику 51 не будет применено необходимое воздушное давление. В результате измерения, проводимого в течение эксперимента, как изображено на Фиг.9, при воздушном давлении в 0,1 МПа и более достигается эффективность очистки, при которой может быть устранена шероховатость абразии, посредством края бумаги, образованного на участке закрепляющего валика 21, соответствующем краевому участку бумаги. То есть, предпочтительно, чтобы максимальное воздушное давление, применяемое к восстанавливающему валику 51, могло превышать 0,1 МПа. Шероховатость Rz поверхности, необходимая для достижения такого эффекта, составляет приблизительно 6-7 мм и более.
[0103] Фиг.10 изображает график шероховатости Rz поверхности для иллюстрации изменения шероховатости поверхности восстанавливающего валика 51 по мере изменения воздушного давления. В данном эксперименте изменение шероховатости Rz поверхности восстанавливающего валика 51 измеряется в случае непрерывного выполнения операции изменения поверхности закрепляющего валика 21, наряду с выпуском воздуха под постоянным давлением. Также в данном эксперименте для поддержания шероховатости поверхности восстанавливающего валика 51 необходимо устранить образование абразии закрепляющего валика 21 посредством края бумаги при заданном условии, при этом требуется, чтобы необходимое воздушное давление составляло 0,1 МПа и более.
[0104] Между прочим, в процессе печати, то есть, в момент, когда печатная бумага P присутствует в зоне N прижимного контакта закрепления, в случае выполнения операции восстановления считается, что существует вероятность того, что тонер, перенесенный на поверхностный слой закрепляющего валика, осядет на поверхностный слой 51c восстанавливающего валика 51. Поэтому, когда тонер постепенно осаждается на восстанавливающий валик 51, тонер имеет некоторую вязкость, при этом трудно выполнить воздушную очистку, вследствие чего он забивается между абразивными зернами и в некоторых случаях снижает шероховатость поверхности.
[0105] По этой причине, в процессе печати (операции формирования изображения), выполняемом посредством устройства формирования изображения, целесообразно, чтобы восстанавливающий валик 51 мог быть отведен (отделен) от закрепляющего валика 21. То есть, в момент, когда печатная бумага P присутствует в зоне N прижимного контакта, целесообразно, чтобы выполнение операций в операционном режиме изменения поверхности и режиме восстанавливающей очистки являлось невозможным.
[0106] В данном варианте осуществления операция восстановления закрепляющего валика 21 выполняется в момент завершения задания на печать, то есть, когда совокупное количество листов печатной бумаги, прошедших через зону N прижимного контакта, (количество отпечатков) равняется предварительно определенному количеству или превышает его. Кроме того, в течение операции восстановления, одновременно выполняется воздушная очистка восстанавливающего валика 51. То есть, узел 101 схемы управления выполняет притирку закрепляющего валика 21 с использованием восстанавливающего валика 51 и параллельно очищает восстанавливающий валик 51 посредством элемента 50 воздушной очистки.
[0107] Причина состоит в том, что, как было описано выше, образование абразии (повреждения) посредством края бумаги является проблемой, возникающей вследствие непрерывного негативного влияния на поверхностный слой закрепляющего валика 21 посредством краевых участков множества листов печатной бумаги. Если печатная бумага является однотипной, то различие в глянцевитости изображения превышает допустимый уровень, когда количество отпечатков превышает определенное количество. По этой причине, в момент завершения задания на печать совокупное количество отпечатков является отличным, и в случае, когда количество превышает порог, то есть, 500 штук в данном варианте осуществления, начинается операция восстановления.
[0108] Далее будет представлено описание графического представления алгоритма управления, изображенного на Фиг.11. Узел 101 схемы управления (контроллер) каждый раз в конце задания на печать (S1) определяет, является ли совокупное количество отпечатков равным 500 и более листов (S2). В случае, когда количество составляет менее 500 листов, контроллер 101 побуждает устройство 100 формирования изображения к выполнению обычной операции (операции поствращения) в момент завершения задания на печать (S3), а затем останавливает работу устройства 100 формирования изображения для перевода устройства 100 формирования изображения в режим ожидания (S4) до тех пор, пока не будет введен следующий сигнал выполнения задания на печать. Что касается закрепляющего устройства 20, то контроллер останавливает привод валика и выполняет операцию отвода прижимного валика 22, а затем последовательно переходит к управлению температурой валиков 21 и 22 в режиме ожидания.
[0109] В случае, когда количество составляет 500 (листов) и более, начинается восстановление (S5). Сначала останавливается привод закрепляющего валика 21 (S6) и прижимной валик 22 отводится (отделяется) от закрепляющего валика 21 (S7). Затем выполняется операция подвода восстанавливающего валика 51 к закрепляющему валику 21 (S8), после чего начинается струйный выпуск воздуха из воздушных сопел 54 элемента 50 воздушной очистки (S9). Затем запускается привод закрепляющего валика 21 и привод восстанавливающего валика 51 (S10).
[0110] В результате, осуществляется одновременное выполнение операций в операционном режиме изменения поверхности закрепляющего валика 21 и в режиме восстанавливающей очистки восстанавливающего валика 51. То есть, контроллер 101 выполняет притирку закрепляющего валика 21 посредством восстанавливающего валика 51 и параллельно очищает восстанавливающий валик 51 посредством элемента 50 воздушной очистки.
[0111] После двадцатисекундного восстановления (S11) выполнение операций осуществляется в следующем порядке: операция отвода для отвода восстанавливающего валика 51 (S12), операция остановки привода закрепляющего валика 21 и восстанавливающего валика 51 (S13) и операция остановки струйного выпуска воздуха (S14), вследствие чего операция восстановления останавливается. Затем подсчет количества отпечатков сбрасывается (S15), вследствие чего операция восстановления завершается (S16). Затем выполняется обычная операция завершения печати (операция поствращения) устройства 100 формирования изображения (S3), после чего работа устройства 100 формирования изображения останавливается и оно переводится в режим ожидания (S4) до тех пор, пока не будет введен следующий сигнал выполнения задания на печать, а закрепляющее устройство 20 последовательно переходит к управлению температурой валиков 21 и 22 в режиме ожидания.
[0112] Кроме того, для решения проблемы снижения давления на основе характеристик используемого воздушного насоса 58, когда воздух выпускается непрерывно, периодически выполняется операция воздушной продувки, чтобы воздух мог быть выпущен в виде струи (подан) под высоким давлением. Операцией периодической воздушной продувки управляют посредством включения и выключения электромагнитного клапана 56. В данном варианте осуществления операция воздушной продувки, как изображено на графическом представлении алгоритма, иллюстрированном на Фиг.12, выполняется с повторным циклом выпуска в течение приблизительно 2 секунд и остановки (выпуска) в течение приблизительно 2 секунд.
[0113] То есть, элемент 50 воздушной очистки (механизм воздушной продувки) характеризуется тем, что воздух периодически выпускается на восстанавливающий валик 51 в течение выполнения операции в режиме восстанавливающей очистки.
[0114] Таблица 1 является сравнительной таблицей эффектов первого варианта осуществления и различных сравнительных примеров, включающих в себя традиционный пример. В качестве печатной бумаги P использовалась бумага формата Hammermill LTR (75 г/см, произведенная посредством компании International Paper). Листы этой печатной бумаги P были подвергнуты непрерывному прохождению через закрепляющее устройство, после чего высокоглянцевая печатная бумага (например, «OK topcoat», 157 г/см, размер: 330×483 мм (13×19 дюймов), на которой было сформировано одноцветное изображение черного цвета, проходила через закрепляющее устройство в каждый момент количества отпечатков печатной бумаги. На данном этапе уровень изображения глянцевой полосы (абразия по вине краев бумаги) по широкой стороне бумаги формата LTR оценивался посредством зрительного наблюдения. Этот уровень оценивался в соответствии со следующим индексом, основанным на трех уровнях.
[0115] o: Уровень, на котором глянцевая полоса почти незаметна на плашке черного цвета.
[0116] Δ: Уровень, на котором глянцевая полоса является заметной при обращении внимания, но это не вызывает проблем, когда изображение является естественным изображением.
[0117] x: Уровень, на котором глянцевая полоса является заметной на изображении.
[0118] Первый вариант осуществления: Не было образовано никаких абразий по вине краев бумаги даже после прохождения 1000×103 листов бумаги.
[0119] Первый сравнительный пример: Используется чистящий валик, который в качестве эластичного слоя включает в себя одномиллиметровый кремнекаучуковый слой, сформированный в качестве поверхностного слоя чистящего валика (сердцевина), изготовленного из стали SUS (нержавеющей стали) с внешним диаметром, равным 8 мм, как описано в документе JP-A 2008-40365. В качестве первого сравнительного примера использовался случай, когда чистящий валик входит в контакт с восстанавливающим валиком и размещается с возможностью вращения посредством вращения восстанавливающего валика. До тех пор, пока количество отпечатков было меньше 100×103 листов, уровень изображения был хорошим, но когда количество отпечатков стало равным или превысило 100×103 листов, загрязняющие вещества не были полностью удалены с восстанавливающего валика, вследствие чего образовалась абразия по вине краев бумаги. Между тем, каждые 100×х103 листов, посредством выполнения периодической очистки восстанавливающего валика и чистящего валика, получались с хорошим изображением до тех пор, пока количество отпечатков не достигло 1000×103 листов.
[0120] Второй сравнительный пример 2: Чистящий валик, включающий в себя жаропрочные волокна, каждое из которых имеет толщину, приблизительно равную 100 мкм, размещался таким образом, чтобы свободные концы волокон контактировали с восстанавливающим валиком 51 с плотностью, приблизительно равной 5 волокон/1 мм. Когда количество отпечатков превысило 50×l03 листов, образовалась абразия или выпадение абразивных зерен на поверхностном слое 51c восстанавливающего валика 51, вследствие чего на закрепляющем валике была образована неравномерная шероховатость.
[0121] Третий сравнительный пример: Периодическая очистка выполнялась через каждые 5×103 листов. В процессе очистки неоднократно выполнялась операция удаления поверхностных загрязняющих веществ при помощи нетканого материала, пропитанного этанолом. После выполнения очистки шероховатость поверхности восстанавливающего валика возвращалась к исходной шероховатости поверхности, вследствие чего также поддерживался эффект операции изменения поверхности закрепляющего валика для получения хорошего изображения. Однако в данном случае существует необходимость в выполнении технического обслуживания по очистке посредством прерывания задания на печать через каждые 5×103 листов, поэтому первый вариант осуществления превосходит третий сравнительный пример.
[0122] Четвертый сравнительный пример: В качестве четвертого сравнительного примера использовался случай, когда чистящий элемент не используется. Абразия по вине краев бумаги была заметна, когда количество отпечатков приблизилось к 5×l03 листов, и в результате привела к повреждению изображения, когда количество печати приблизилось к 100×103 листов.
[0123] Как было описано выше, в течение операции изменения поверхности закрепляющего валика поверхностный слой восстанавливающего валика очищался посредством применения к нему воздушного давления, вследствие чего шероховатость поверхности поверхностного слоя восстанавливающего валика могла сохраняться в высоком уровне, и, следовательно, периодичность технического обслуживания может быть сокращена, наряду с поддержкой качества изображения. То есть, посредством обеспечения бесконтактного механизма воздушной очистки можно реализовать необслуживаемую конструкцию без осаждения загрязняющих веществ. Кроме того, поддерживается свойство поверхности закрепляющего элемента, поэтому может ожидаться неравенство улучшения итогового продукта, а также появляется возможность выполнения операции стабильной непрерывной печати.
Второй вариант осуществления
[0124] В вышеописанном первом варианте осуществления в течение операции восстановления одновременно выполнялась операция воздушной очистки восстанавливающего валика 51. Операция воздушной очистки не ограничивается этим, при этом она также может быть выполнена в течение операции в режиме ожидания или операции печати, когда воздух может выпускаться в виде струи (подаваться) на поверхность восстанавливающего валика 51 без взаимосвязи привода восстанавливающего валика 51 с приводом закрепляющего валика 21.
[0125] Был проведен эксперимент на надежность при условии непрерывного повторения заданий на прохождение бумаги, в среднем по 1×103 листов, при этом замерялся эффект. В данном случае, после завершения каждого из заданий выполнялся равномерный струйный выпуск (подача) воздуха в течение 60 секунд. Даже относительно восстанавливающего валика 51, на котором загрязняющие вещества были забиты между абразивными зернами вследствие выполнения нескольких операций восстановления, посредством выполнения струйного выпуска воздуха, было достигнуто восстановление шероховатости поверхности поверхностного слоя 51c, подобно первому варианту осуществления, при этом эффективность удаления абразии закрепляющего валика 21, образовавшейся по вине краев бумаги, поддерживалась даже при прохождении 1000×103 листов бумаги, вследствие чего был получен эффект.
[0126] В данном случае скорость привода восстанавливающего валика 51 неважна, при этом целесообразно, чтобы восстанавливающий валик 51 мог вращаться в процессе воздушной очистки. Например, также может использоваться конструкция, в которой воздух струйно выпускается в позиции, в которой направление воздушной продувки отклоняется от центральной оси восстанавливающего валика 51, вследствие чего восстанавливающий валик 51 вращается посредством воздушного давления.
Третий вариант осуществления
[0127] Закрепляющее устройство, в соответствии с третьим вариантом осуществления, в дополнение к закрепляющему устройству 20, подобно первому или второму варианту осуществления, оснащается чистящим механизмом 60, предназначенным для очистки закрепляющего валика 21, находясь в контакте с закрепляющим валиком 21, как изображено на Фиг.13. Составляющие элементы или части, идентичные закрепляющим устройствам 20 первого, второго и третьего вариантов осуществления, обозначаются аналогичными ссылочными позициями или символами и будут опущены во избежание дублирования описания.
[0128] Чистящий механизм 60 для закрепляющего валика 21, в соответствии с данным вариантом осуществления, включает в себя собирающий валик 62 (вращающий собирающий элемент), который изготавливается из стали SUS 304, имеет диаметр, равный 20 мм, и функционирует для сбора загрязняющих веществ с закрепляющего валика 21. Собирающий валик 62 обеспечивается вблизи восстанавливающего валика 51 на стороне впуска восстанавливающего валика 51 относительно направления вращения закрепляющего валика 21, и вращается в направлении, идентичном направлению вращения закрепляющего валика 21. Собирающий валик 62, в случае, когда тонер соскабливается с печатной бумаги в зоне N прижимного контакта закрепления и переносится на закрепляющий валик 21, собирает перенесенный тонер на его поверхности позиции N62 контакта с закрепляющим валиком 21.
[0129] С поверхностью собирающего валика 62 контактирует чистящая лента 61 (подобная чистящей пластине), которая изготавливается из нетканого материала и удаляет тонер, который осаждается на собирающем валике, в позиции N61 контакта. Лента 61 постепенно подается непрерывно или периодически со стороны подающего вала 63 в направлении стороны вала 65 намотки через прижимной валик 64. Лента 61 состоит в прижимном контакте с собирающим валиком 62 с предварительно определенной прижимающей силой, обеспечиваемой посредством прижимного валика 64, для удаления тонера (загрязняющих веществ на поверхности вращающегося собирающего элемента), осажденного на собирающем валике 62. Таким образом лента 61 чистит собирающий валик 62.
[0130] Лента 61 устанавливается таким образом, чтобы ее часть (чистящая поверхность), находящаяся в контакте с собирающим валиком 62, восстанавливалась посредством подачи предварительно определенного количества, после чего восстановленная чистящая поверхность входит в контакт с собирающим валиком 62 до насыщения тонером. Конструкция восстанавливающего валика 51, механизм 52 подвода и отвода (не изображен на Фиг.13) между восстанавливающим валиком 51 и закрепляющим валиком 21, конструкция элемента 50 воздушной очистки, операция управления операцией восстановления и воздушной очистки и т.п. являются подобными используемым в закрепляющем устройстве 20, в соответствии с первым и вторым вариантами осуществления.
[0131] В данном варианте осуществления конструкция, в которой направление А воздуха, выпускаемого из воздушных сопел 54 элемента 50 воздушной очистки в направлении восстанавливающего валика 51, наклоняется к направлению, ориентированному в сторону чистящего механизма 60, от направления, ориентированного в сторону центра (центра вращения) восстанавливающего валика 51.
[0132] Также что, касается данного варианта осуществления, подобно закрепляющему устройству 20, то сначала посредством воздушного насоса 58 генерируется воздух высокого давления (Фиг.6), после чего он передается из воздуховода 57 на электромагнитный клапан 56. Электромагнитный клапан 56 является переключателем, предназначенным для осуществления двухпозиционного управления воздухом высокого давления, который подается из воздушного насоса 58, причем он также может осуществлять двухпозиционное управление воздухом, выходящим из сопел 54. Воздух передается от электромагнитного клапана 56 на закрепляющее устройство 20 через воздуховод 55, при этом давление равномерно распределяется по внутренней части элемента 50 воздушной очистки. Затем воздух выпускается в виде струи через воздушные сопла 54 с множеством высверленных отверстий.
[0133] Диаметр m отверстия каждого воздушного сопла 54 был задан равным 1 мм, а интервал n между отверстиями был задан равным 5 мм. Воздушный насос 58 устанавливается таким образом, чтобы количество воздушных сопел 54, размещенных на одной линии с одинаковыми интервалами по продольной ширине (длине), равной 330 мм, восстанавливающего валика 51, составило 67, а также, чтобы воздушное давление составило 0,15 МПа, в результате чего, когда электромагнитный клапан 56 закрыт, внутреннее давление воздуховода 57 составляет 0,15 МПа. В момент, когда внутреннее давление трубопровода 57 достигает 0,15 МПа, электромагнитный клапан 56 открывается. Воздух высокого давления проходит через воздуховод 55 для достижения элемента 50 воздушной очистки, а затем выпускается через воздушные сопла 54.
[0134] На данном этапе давление воздуха, выпускаемого на поверхность восстанавливающего валика 51 через одно воздушное сопло, составляет 5 кПа. Температура воздуховода 55 повышается до высокой температуры, приблизительно равной 150°C, поэтому используется воздуховод, который изготавливается из жаропрочного фторсодержащего каучука, имеет внутренний диаметр, равный 8 мм, и длину, равную 800 мм. Воздуховод 57 используется при нормальной температуре, поэтому используется воздуховод, который изготавливается из уретанового каучука, имеет внутренний диаметр, равный 8 мм, и длину, равную 1500 мм. Зазор 1 между восстанавливающим валиком 51 и отверстиями воздушных сопел 54 равен 3 мм, причем измерение воздушного давления выполняется в состоянии, в котором обеспечивается зазор, равный 3 мм.
[0135] Направление воздушной продувки, как изображено на Фиг.13 и 14, имеет угол θ, равный 30 градусов, от направления, которое ориентировано в сторону центра (центра вращения) и наклоняется к направлению ленты 61 чистящего механизма 60. Кроме того, лента 61 располагается вниз по направлению воздушного потока вдоль прямой линии X, соединяющей отверстия воздушных сопел 54 с центром О51 восстанавливающего валика 51, и размещается напротив воздушных сопел. В результате, воздушный поток В может быть сформирован таким образом, чтобы он проходил вдоль поверхностей собирающего валика 62 и ленты 61.
[0136] Посредством восстанавливающей воздушной очистки выполняется очистка поверхности восстанавливающего валика 51, при этом частицы PFA, которые осаждаются на поверхности восстанавливающего валика 51, сдуваются. Частицы PFA имеют большую удельную массу, чем воздух, поэтому склонны концентрироваться за пределами потока В посредством центробежной силы, вследствие чего частицы PFA склонны к осаждению на ленту 61 и собирающий валик 62. Кроме того, поверхность ленты, на которой осаждаются загрязняющие вещества, такие как частицы PFA, размещается ниже собирающего валика 62.
[0137] То есть, поверхность воздушной продувки ленты 61, на которую через воздушные сопла 54 выпускается воздух, сконструирована таким образом, чтобы она располагалась ниже в направлении подачи ленты. То есть, поверхность ленты 61, на которую из элемента 50 воздушной очистки выпускается воздух В, располагается ниже, относительно направления подачи ленты 61, части N61 контакта между лентой 61 и восстанавливающим валиком 51. Соответственно, поверхность воздушной продувки ленты 61 не оказывает негативного влияния на эффективность сбора перенесенного тонера.
[0138] Следовательно, используется конструкция, в которой направление воздушной продувки немного отклоняется от центра восстанавливающего валика 61 для выпуска воздуха от наклонного направления в направлении собирающего валика 62 и ленты 61, вследствие чего частицы PFA, которые сдуваются с восстанавливающего валика 51, собираются посредством ленты 61. В результате, можно предотвратить рассеивание частиц PFA, которые сдуваются посредством очистки, по внутренней части закрепляющего устройства для устранения дефекта изображения по вине загрязняющих веществ. Кроме того, также может быть устранено образование абразии закрепляющего валика 21 вследствие оседания загрязняющих веществ, вследствие чего свойство поверхности закрепляющего валика 21 может быть поддержано в течение длительного периода времени, и, следовательно, может быть реализовано расширение срока службы закрепляющего валика 21.
[0139] Затем, после изменения угла θ воздушной продувки, измерялась масса частиц PFA, осажденных на ленту сети 61. В качестве условий измерения, давление воздушного насоса 58 было задано равным 0,15 МПа, температура в контакте закрепляющего валика 21 была задана равной 170°C, периферийная скорость закрепляющего валика 21 была задана равной 100 мм/с, периферийная скорость восстанавливающего валика 51 была задана равной 400 мм/с, а время непрерывной операции было задано равным 3 часам.
[0140] Результат данного этапа изображается на Фиг.15(a). По имеющимся сведениям масса частиц PFA, осажденных на закрепляющем валике 21, увеличивается по мере наклона направления воздушной продувки из воздушных сопел 54 в направлении ленты 61. Однако, когда угол наклона является чрезмерно большим, давление воздуха, применяемое к поверхности восстанавливающего валика, снижается, вследствие чего эффективность воздушной очистки также снижается.
[0141] На Фиг.15(b) изображается взаимосвязь между углом θ воздушной продувки и шероховатостью Rz поверхности восстанавливающего валика. По мере увеличения угла θ снижается шероховатость Rz поверхности восстанавливающего валика 51. В результате известно, что загрязняющие вещества, такие как частицы PFA, осаждаются на поверхности восстанавливающего валика 51. То есть, когда угол θ является большим, эффективность очистки снижается.
[0142] Исходя из вышесказанного, в данном варианте осуществления оптимальное значение угла θ, при котором загрязняющие вещества, такие как частицы PFA, могут быть эффективно собраны посредством ленты 61, приблизительно равно 30 градусам. Кроме того, в случае, когда направление воздушной продувки наклоняется в противоположном направлении, собранная посредством ленты 61 масса (количество) уменьшается, вследствие чего большинство частиц PFA осаждается на другие компоненты, расположенные внутри закрепляющего устройства 20 и повреждают закрепляющий валик 21, что в результате приводит к образованию дефекта изображения.
[0143] Исходя из вышесказанного, при наклоне направления воздушной продувки, из воздушных сопел 54, в направлении, в котором располагается лента 61, частицы PFA, которые сдуваются с восстанавливающего валика 51, могут быть собраны посредством ленты 61, вследствие чего можно предотвратить рассеивание частиц PFA, которые сдуваются в процессе очистки, по внутренней части закрепляющего устройства 20. В результате, можно устранить образование дефекта изображения по вине загрязняющих веществ.
[0144] Чистящий механизм 60 также может иметь конструкцию, как изображено на Фиг.16, в которой собирающийся валик 62 не используется, при этом лента 61 состоит в непосредственном контакте с поверхностью закрепляющего валика 21 с предварительно определенной прижимающей силой, обеспечиваемой посредством прижимного валика 64, для очищения поверхности закрепляющего валика 21. Также в данном случае конструкция подачи ленты 61, позиционная взаимосвязь ленты 61 с восстанавливающим валиком 51 и элементом 50 воздушной очистки, и т.п., являются подобными изображенным на Фиг.13 и 14, поэтому может быть достигнут подобный эффект.
Четвертый вариант осуществления
[0145] В конструкциях закрепляющих устройств, в соответствии с первым и вторым вариантами осуществления, как дополнительно изображено на Фиг.17, также можно использовать конструкцию закрепляющего устройства, оснащенную в качестве чистящего элемента чистящим валиком 80, предназначенным для очистки восстанавливающего валика 51, находясь в контакте с восстанавливающим валиком 51.
[0146] Чистящий валик 80 формируется посредством обеспечения эластичного слоя 82 на валу 81 сердцевины (основном слое). В данном варианте осуществления чистящий валик 80 является валиком, включающим в себя в качестве эластичного слоя 82 кремнекаучуковый слой, который формируется в качестве поверхностного слоя валика 81 (сердцевины) и изготавливается из стали SUS (нержавеющей стали).
[0147] Чистящий валик 80 поддерживается с возможностью вращения посредством опорного элемента (не изображен), обеспеченного в каждой из продольных (в направлении оси вращения) оконечных частей сердечника 81. Кроме того, чистящий валик 80 прижимается к восстанавливающему валику 51 под предварительно определенным давлением, создаваемым посредством поджима опорного элемента, обеспеченного в каждой из продольных оконечных частей чистящего валика 80, посредством нажимной пружины (не изображена), функционирующей в качестве принуждающего элемента. В результате, между восстанавливающим валиком 51 и чистящим валиком 80 формируется зона N80 прижимного контакта предварительно определенной ширины относительно соответствующих направлений перемещения поверхностей.
[0148] В данном варианте осуществления чистящий валик 80 прижимается к восстанавливающему валику 51 под полным давлением 5N и вращается посредством вращения восстанавливающего валика 51. Однако чистящий валик 80 не ограничивается этим, при этом его привод также может быть обеспечен посредством конкретных приводных средств. Кроме того, в зависимости от ситуации, чистящий валик 80 может иметь разность периферийных скоростей с восстанавливающим валиком 51, а также может вращаться таким образом, чтобы направления перемещения поверхностей чистящего валика 80 и восстанавливающего валика 51 являлись идентичными и противоположными направлениями в части контакта (части очистки) с восстанавливающим валиком 51.
[0149] Кроме того, в данном варианте осуществления чистящий валик 80 и восстанавливающий валик 51 монтируются в один блок. Соответственно, в случае, когда восстанавливающий валик 51 прижимается к закрепляющему валику 21, чистящий валик 80 также перемещается синхронно с восстанавливающим валиком 51, вследствие чего восстанавливающий валик 51 постоянно прижимается к чистящему валику 80.
[0150] Кроме того чистящий валик 80 имеет малое давление и не снабжается приводным средством, вследствие чего он может иметь простую съемную конструкцию. В случае загрязнения восстанавливающего валика 51, благодаря восстановлению восстанавливающего валика 51 после накопления загрязняющих веществ восстанавливающего валика 51 на чистящем валике 80, вместо простой замены восстанавливающего валика 51, достигаются превосходные параметры технического обслуживания, а также снижаются эксплуатационные расходы. В данном варианте осуществления восстанавливающий валик 51 подвергается бесконтактной струйной воздушной очистке, выполняемой посредством элемента 50 воздушной очистки, вследствие чего обеспечивается длительный срок службы чистящего валика. Соответственно, периодичность технического обслуживания чистящего валика 80 может быть существенно сокращена.
[0151] В данном варианте осуществления сродство с тонером возрастает в следующем порядке (поверхностный слой закрепляющего валика)<(поверхностный слой восстанавливающего валика)<(поверхностный слой собирающего валика). То есть, сродство с тонером восстанавливающего валика 51 больше, чем сродство с тонером закрепляющего валика 21, при этом сродство с тонером чистящего валика 80 больше, чем сродство с тонером восстанавливающего валика 51.
[0152] Поверхностный слой восстанавливающего валика 51 формируется при помощи трубки PFA с превосходным антиадгезивным свойством, при этом шероховатость поверхности восстанавливающего валика 51 больше, чем шероховатость поверхности закрепляющего валика 21, вследствие чего тонер имеет склонность к осаждению на поверхности восстанавливающего валика 51 в большей степени, по сравнению с поверхностью закрепляющего валика 21. Кроме того, посредством использования кремнийорганического каучука на поверхностном слое чистящего валика 80, поверхность чистящего валика 80 может иметь большее сродство с тонером, чем поверхность восстанавливающего валика 51, вследствие чего тонер имеет большую склонность к осаждению на чистящем валике 80, по сравнению с восстанавливающим валиком 51.
[0153] Соответственно, даже когда тонер, перенесенный на закрепляющий валик 21, осаждается на восстанавливающем валике 51, этот тонер переносится с поверхности восстанавливающего валика 51 на поверхность чистящего валика 80. Поэтому на поверхности восстанавливающего валика 51 тонер не расплавляется. То есть, даже когда тонер осаждается на поверхности восстанавливающего валика 51, этот тонер переносится и осаждается на чистящем валике 80. По этой причине предотвращается возникновение такого явления, когда тонер, осажденный на поверхности восстанавливающего валика 51, прилипает к поверхности восстанавливающего валика 51 посредством термической денатурации, и когда тонер смешивается с загрязняющими веществами, такими как бумажная пыль, вследствие чего формируется скопление.
[0154] Соответственно, возможно предотвратить такое явление, когда посредством осаждения загрязняющих веществ (загрязнителя), таких как тонер, на поверхностном слое закрепляющего валика 21 образуется абразия (повреждение), и когда состояние поверхности закрепляющего валика 21 не может быть переведено в необходимое состояние.
[0155] Для сравнения сродства с тонером между поверхностными слоями в состоянии, в котором отрегулированная температура закрепляющего валика 21 равна 160°C, тонер принудительно отлипает. Затем, после прохождения отлипшего тонера через зону прижимного контакта между этими двумя валиками 51 и 80, наблюдается, на какой из двух валиков выполняется осаждение тонера.
[0156] В данном варианте осуществления большая часть тонера, перенесенного на поверхность закрепляющего валика 21, после прохождения зоны N51 прижимного контакта с восстанавливающим валиком 51, осаждается на восстанавливающем валике 51. Кроме того, большая часть тонера, осажденного на поверхности восстанавливающего валика 51, после прохождения зоны N80 прижимного контакта с чистящим валиком 80, осаждается на чистящем валике 80.
[0157] Таким образом, посредством осаждения (плавления) на чистящем валике 80 тонера, который осаждается на поверхности восстанавливающего валика 51, можно в течение длительного периода времени поддерживать эффективность восстанавливающего валика 51 для изменения состояния поверхности закрепляющего валика 21. Кроме того, благодаря использованию конструкции, в которой чистящий валик 80 относительно просто монтируется в закрепляющее устройство 20 с возможностью демонтажа, достигаются превосходные параметры технического обслуживания, а также снижаются эксплуатационные расходы.
[0158] В данном варианте осуществления поверхностный слой чистящего валика 80 является эластичным слоем, изготовленным из кремнийорганического каучука. Например, подобно данному варианту осуществления, для выполнения контактной очистки восстанавливающего валика 51, поверхность которого в качестве элемента изменения снабжается абразивными зернами, в качестве другого элемента соответственно может быть использован жаропрочный эластичный элемент, такой как фторсодержащий каучук. Также является эффективным использование конструкции, в которой воздух также выпускается на чистящий валик 80.
[0159] Также закрепляющее устройство 20, в соответствии с третьим вариантом осуществления, подобно данному варианту осуществления (четвертому варианту осуществления), может использовать конструкцию устройства, в которой восстанавливающий валик 51 снабжается чистящим валиком 80, при этом также может быть получен подобный эффект.
Пятый вариант осуществления
[0160] В описании четвертого варианта осуществления в качестве восстанавливающего валика 51, который является вращающимся притирочным элементом, описывалась конструкция, включающая в себя притирочный материал 51А. Однако при использовании конструкции, в который возможно образование вышеописанной микроскопической абразии закрепляющего валика 21 (закрепляющего элемента), также может быть использован вращающийся притирочный элемент, имеющий такую форму, при которой поверхностному слою валика, изготовленному, например, из стали SUS или алюминия Al, придают шероховатость посредством пескоструйной обработки или посредством формирования малых углубленных отверстий или углублений.
[0161] В качестве примера конструкции, в которой возможно образование микроскопической абразии, будет рассматриваться использование конструкции, в которой устройство вторичного закрепления (устройство вторичного нагрева изображения) обеспечивается ниже закрепляющего устройства, и случай, когда устройство для выполнения нанесения покрытия или выполнения послойного нанесения поверхности итогового продукта обеспечивается ниже закрепляющего устройства. Причина состоит в том, что абразия, образуемая на изображении в процессе первичного закрепления, может стать заметной на изображении при вторичном закреплении (нагреве изображения) или обработке поверхности изображения.
[0162] В данном случае, предпочтительно, чтобы давление восстанавливающего валика 51, применяемое к закрепляющему валику 21, могло являться малым, и задавалось равным от 20 до 70 г/см. Кроме того, предпочтительно, чтобы шероховатость Rz поверхности восстанавливающего валика 51 могла быть задана приблизительно равной 1-5 мкм.
[0163] Между тем, причина, по которой части задается малый уровень, состоит в том, что вращающий момент имеет тенденцию увеличиваться вследствие непосредственной притирки поверхностного слоя закрепляющего валика 21 с металлическим валиком, поэтому малое давление является предпочтительным. Это зависит от того, что степень деформации восстанавливающего валика 51 в процессе притирки меньше, чем в данном варианте осуществления (восстанавливающий валик, снабженный эластичным слоем), поэтому металлический валик склонен к глубокому повреждению закрепляющего элемента.
[0164] Кроме того, в данном варианте осуществления эффективность равномерного поддержания шероховатости поверхности поверхностного слоя закрепляющего валика 21 в течение длительного периода времени посредством притирки, имеет тенденцию быть хуже, по сравнению с использованием восстанавливающего валика 51, содержащего притирочный материал, в соответствии с вышеописанными вариантами осуществления, при этом сама конструкция может быть упрощена. По этой причине степень износа поверхности восстанавливающего валика 51 является малой, вследствие чего притирка может выполняться часто.
[0165] Таким образом, даже при использовании конструкции, в соответствии с данным вариантом осуществления, в которой шероховатость поверхности и давление в зоне контакта, применяемое к закрепляющему валику 21, являются малыми, свойство поверхности закрепляющего валика 21 может быть поддержано в течение длительного периода времени.
[0166] Между тем, что касается данного варианта осуществления, то существует вероятность того, что загрязняющие вещества, такие как абразивные частицы каучука PFA, составляющие антиадгезивный слой закрепляющего валика 21, отлипший тонер или бумажная пыль, имеют склонность забиваться в углубленные части восстанавливающего валика 51. Однако, также в данном варианте осуществления, подобно вышеописанным вариантам осуществления, загрязняющие вещества могут быть удалены посредством выпуска воздуха на восстанавливающий валик 51, поэтому притирка закрепляющего валика 21 может выполняться должным образом в течение длительного периода времени.
Другие варианты осуществления
1) До настоящего момента описывались варианты осуществления, в которых свойство поверхности закрепляющего валика существенно восстанавливалось (то есть, в которых шероховатость поверхности поддерживалась в пределах предварительно определенного диапазона относительно продольного направления) посредством притирки закрепляющего валика с восстанавливающим валиком 51, при этом настоящее изобретение не ограничивается этим. Например, настоящее изобретение также может быть применено к варианту осуществления, в котором свойство поверхности прижимного валика (второго вращающегося элемента) существенно восстанавливается посредством притирки прижимного валика с восстанавливающим валиком 51.
2) Устройство нагрева изображения, в соответствии с настоящим изобретением, не ограничивается использованием в качестве закрепляющего устройства, аналогично использованию в вышеописанных вариантах осуществления. Устройство нагрева изображения также может быть использовано в качестве устройства регулировки глянцевитости (устройства изменения изображения), предназначенного для регулировки поверхностной глянцевитости изображения посредством повторного нагрева порошкового изображения, которое частично или полностью закреплено на регистрирующем материале (печатной бумаге).
3) Вращающийся нагревательный элемент, предназначенный для нагрева изображение на регистрирующем материале, не ограничивается элементом валика. Вращающийся нагревательный элемент также может являться цилиндрическим гибким ременным элементом или гибким бесконечным ремнем, который натягивается вокруг множества натяжных элементов и приводится во вращение.
4) Также вращающийся прижимной элемент, предназначенный для формирования зоны прижимного контакта с вращающимся нагревательным элементом, не ограничивается элементом валика, при этом он также может являться ременным элементом. Кроме того, также может быть использован не вращающийся элемент. То есть, также может быть использован не вращающийся элемент, такой как элемент в виде площадки или пластины, имеющий малый коэффициент трения на поверхности, функционирующей в качестве поверхности контакта с вращающимся нагревательным элементом или регистрирующим материалом.
5) Нагревательный механизм, предназначенный для нагрева вращающегося нагревательного элемента или прижимного элемента, не ограничивается галогенным нагревателем, в соответствии с вышеописанными вариантами осуществления. Также возможно использовать другое средство внутреннего или внешнего нагрева, такое как керамический нагреватель, электромагнитная индукционная катушка и инфракрасная лампа.
6) Закрепляющее устройство, в соответствии с настоящим изобретением, также может быть реализовано в устройстве формирования изображения, отличном от цветного электрофотографического принтера, подобного используемому в вышеописанных вариантах осуществления, таком как одноцветный копировальный аппарат, факсимиле, одноцветный принтер или многофункциональная машина с функциями вышеперечисленных устройств. То есть, закрепляющее устройство и цветной электрофотографический принтер, в соответствии с вышеописанными вариантами осуществления, не ограничиваются комбинациями вышеописанных составляющих элементов, при этом они также могут быть реализованы в других вариантах осуществления, в которых некоторые или все эти элементы заменяются альтернативными элементами.
7) Тип формирования изображения блока формирования изображения устройства формирования изображения не ограничивается электрофотографическим типом, при этом он также может являться типом электростатической записи или типом магнитной записи. Кроме того, тип формирования изображения не ограничивается типом переноса, при этом он также может являться типом, при использовании которого изображение формируется на регистрирующем материале напрямую.
8) В настоящем изобретении воздух включает в себя газ, отличный от воздуха, такой как газообразный азот или углекислый газ.
[0167] Несмотря на то, что изобретение было описано со ссылкой на раскрытые в настоящем документе конструкции, оно не ограничивается представленными элементами, и настоящая заявка нацелена на покрытие подобных модификаций или изменений, которые могут попадать под задачу улучшений или объем следующей формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНТЕЙНЕР ДЛЯ ПОРОШКА, УСТРОЙСТВО ПОДАЧИ ПОРОШКА И УСТРОЙСТВО ФОРМИРОВАНИЯ ИЗОБРАЖЕНИЯ | 2011 |
|
RU2533927C1 |
| КОНТЕЙНЕР ДЛЯ ПОРОШКА, УСТРОЙСТВО ПОДАЧИ ПОРОШКА И УСТРОЙСТВО ФОРМИРОВАНИЯ ИЗОБРАЖЕНИЯ | 2014 |
|
RU2593686C2 |
| КОНТЕЙНЕР ДЛЯ ПОРОШКА, УСТРОЙСТВО ПОДАЧИ ПОРОШКА И УСТРОЙСТВО ФОРМИРОВАНИЯ ИЗОБРАЖЕНИЯ | 2016 |
|
RU2643227C2 |
| КОНТЕЙНЕР ДЛЯ ПОРОШКА, УСТРОЙСТВО ПОДАЧИ ПОРОШКА И УСТРОЙСТВО ФОРМИРОВАНИЯ ИЗОБРАЖЕНИЯ | 2018 |
|
RU2677094C1 |
| РАКЕЛЬНЫЙ НОЖ ДЛЯ ОЧИСТКИ, УСТРОЙСТВО ФОРМИРОВАНИЯ ИЗОБРАЖЕНИЯ И ТЕХНОЛОГИЧЕСКИЙ КАРТРИДЖ | 2015 |
|
RU2665337C1 |
| УСТРОЙСТВО НАГРЕВА ИЗОБРАЖЕНИЯ | 2012 |
|
RU2571604C2 |
| КАРТРИДЖ, ТЕХНОЛОГИЧЕСКИЙ КАРТРИДЖ И УСТРОЙСТВО ФОРМИРОВАНИЯ ИЗОБРАЖЕНИЯ | 2016 |
|
RU2664839C1 |
| ПЕЧАТАЮЩЕЕ УСТРОЙСТВО, ДОПУСКАЮЩЕЕ ПРЕДОТВРАЩЕНИЕ ОШИБКИ ПОДАЧИ ЛИСТОВ ПРИ ОЧИСТКЕ, СПОСОБ УПРАВЛЕНИЯ ПЕЧАТАЮЩИМ УСТРОЙСТВОМ И НОСИТЕЛЬ ДАННЫХ | 2012 |
|
RU2501059C2 |
| ТОНЕР ДЛЯ ЭЛЕКТРОФОТОГРАФИИ, СПОСОБ ФОРМИРОВАНИЯ ИЗОБРАЖЕНИЯ И ТЕХНОЛОГИЧЕСКИЙ КАРТРИДЖ | 2015 |
|
RU2650631C2 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ИЗОБРАЖЕНИЙ | 2004 |
|
RU2299457C2 |
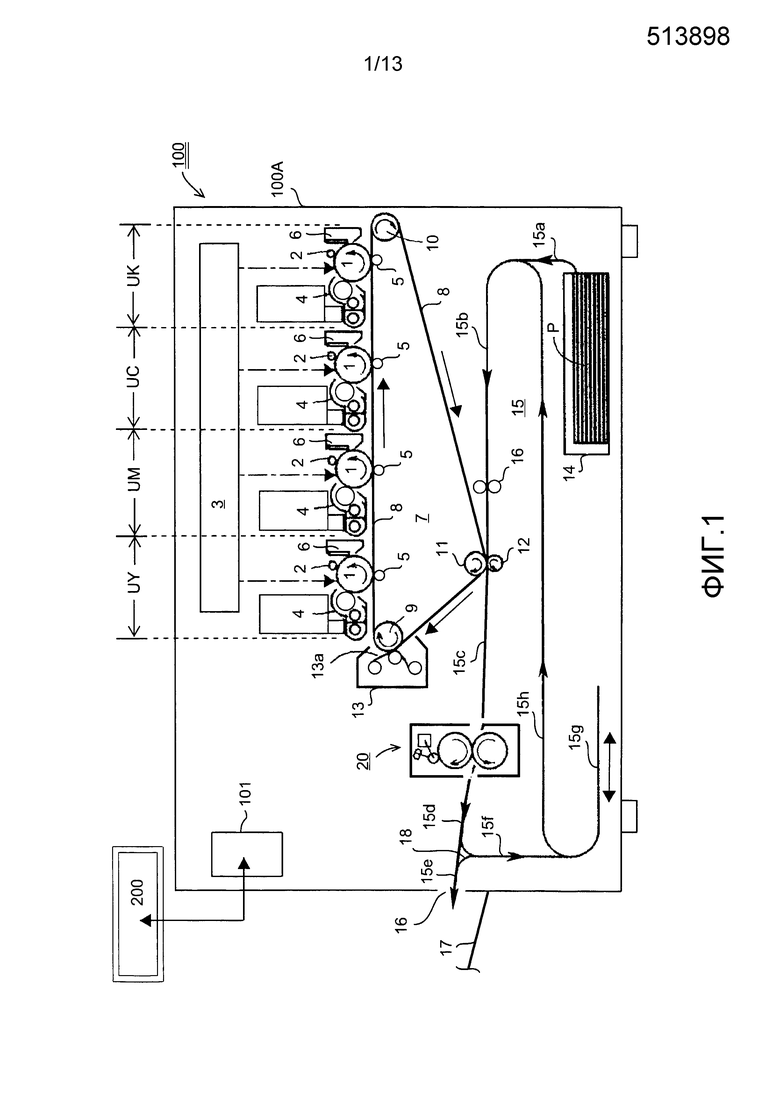
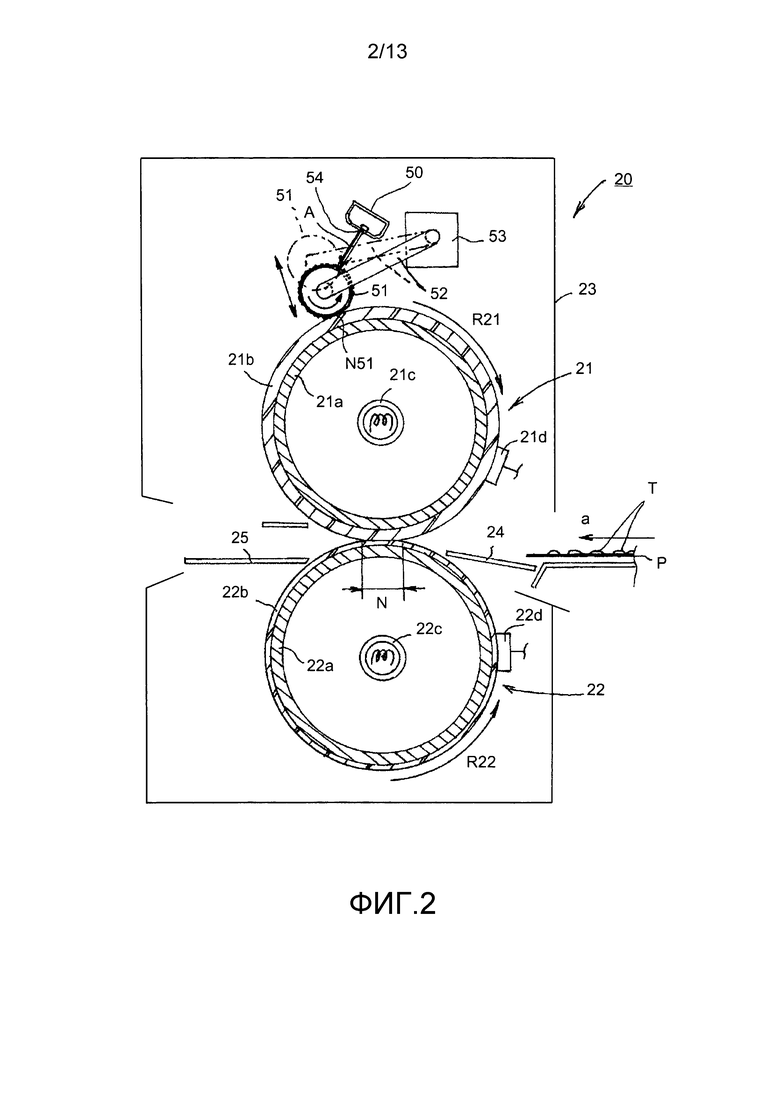



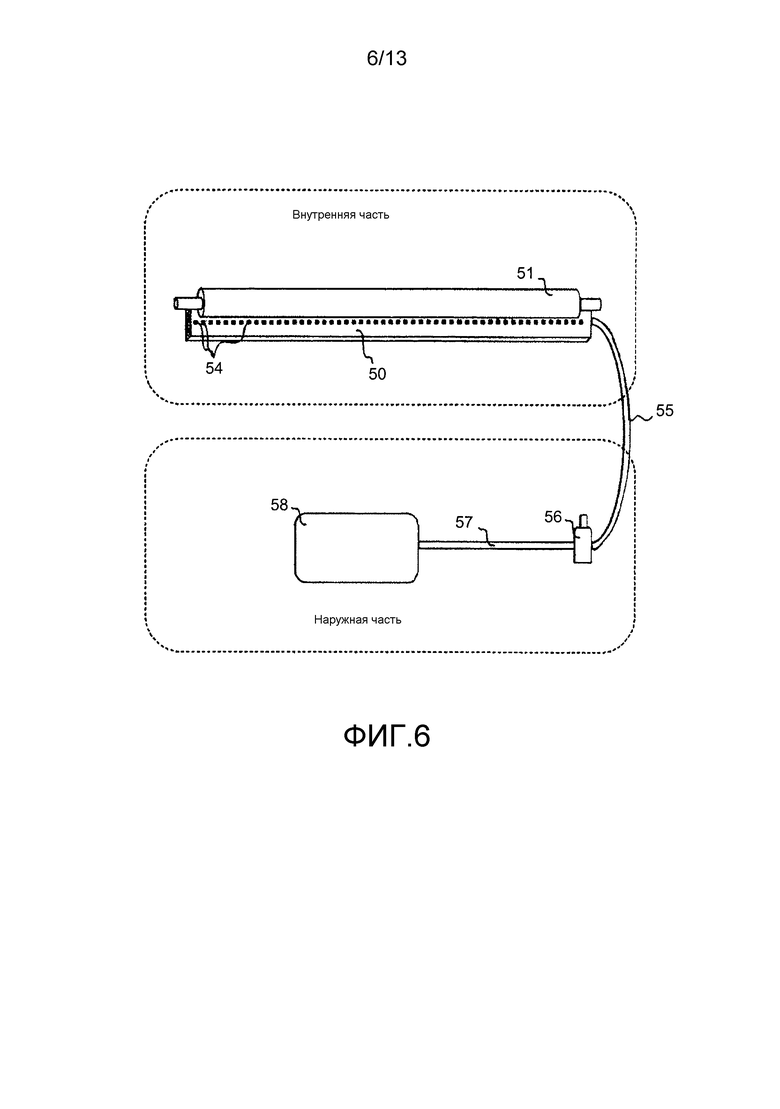

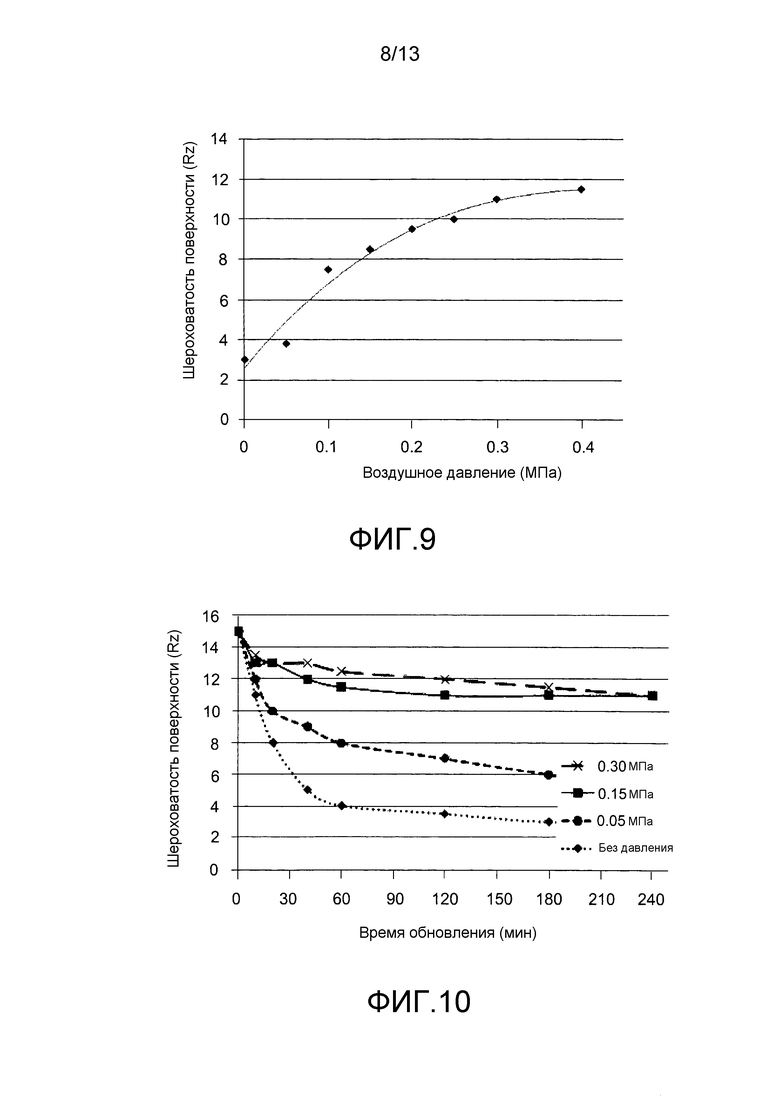


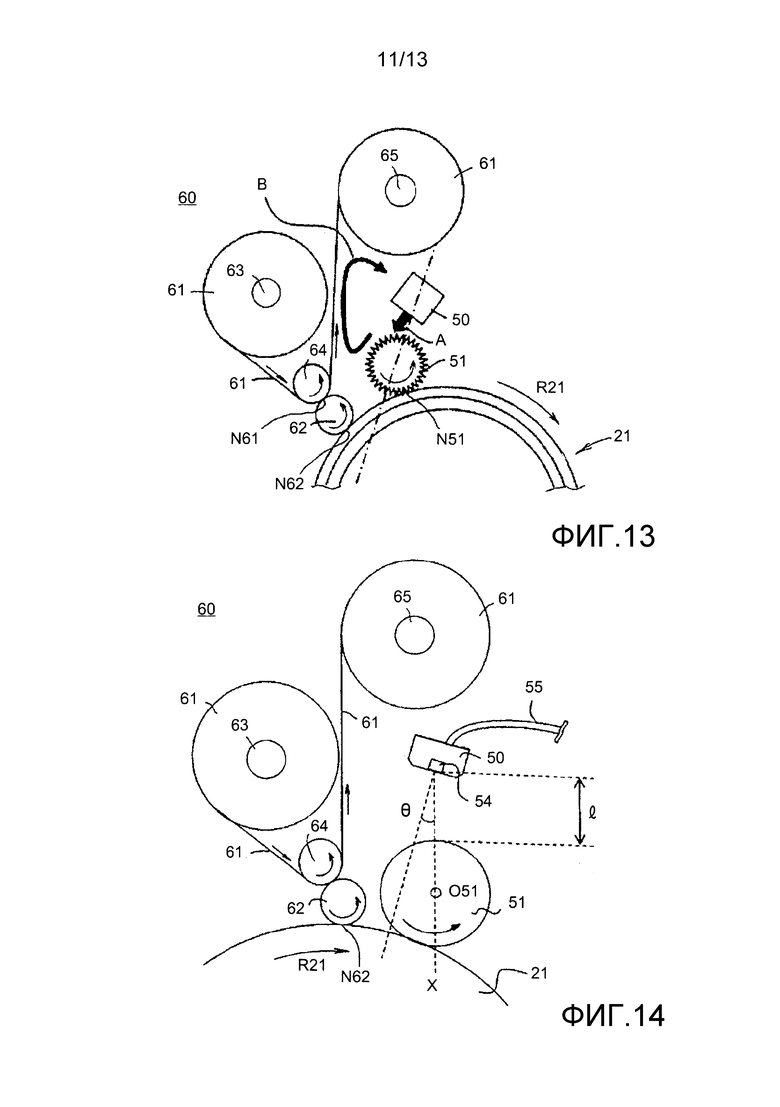


Настоящее изобретение относится к устройству нагрева изображения, предназначенному для нагрева изображения на регистрирующем материале. Заявленное устройство нагрева изображения содержит первый и второй вращающиеся элементы, предназначенные для формирования зоны прижимного контакта, служащей для нагрева порошкового изображения на регистрирующем материале, вращающийся притирочный элемент, предназначенный для притирки внешней поверхности упомянутого первого вращающегося элемента так, чтобы шероховатость поверхности упомянутого первого вращающегося элемента составляла 0,5-2,0 мкм, при этом содержит компрессор и механизм воздушной продувки, предназначенный для периодического выпуска сжатого воздуха посредством упомянутого компрессора на упомянутый вращающийся притирочный элемент для очистки упомянутого вращающегося притирочного элемента. Технический результат заключается в формировании изображения с более высокой глянцевитостью и более высоким качеством изображения, при этом свойство поверхности закрепляющего валика, функционирующего в качестве нагревательного элемента, устойчиво поддерживается в необходимом состоянии. 6 з.п. ф-лы, 17 ил., 1 табл.
1. Устройство нагрева изображения, содержащее:
первый и второй вращающиеся элементы, предназначенные для формирования зоны прижимного контакта, служащей для нагрева порошкового изображения на регистрирующем материале;
вращающийся притирочный элемент, предназначенный для притирки внешней поверхности упомянутого первого вращающегося элемента так, чтобы шероховатость поверхности упомянутого первого вращающегося элемента составляла 0,5-2,0 мкм;
отличающееся тем, что содержит:
компрессор и
механизм воздушной продувки, предназначенный для периодического выпуска сжатого воздуха посредством упомянутого компрессора на упомянутый вращающийся притирочный элемент для очистки упомянутого вращающегося притирочного элемента.
2. Устройство нагрева изображения по п. 1, дополнительно содержащее контроллер, предназначенный для выполнения притирки посредством упомянутого вращающегося притирочного элемента и для выполнения очистки посредством упомянутого механизма воздушной продувки в момент отсутствия регистрирующего материала в зоне прижимного контакта.
3. Устройство нагрева изображения по п. 2, в котором упомянутый контроллер одновременно выполняет притирку и очистку.
4. Устройство нагрева изображения по п. 1, в котором упомянутый механизм воздушной продувки включает в себя воздушное сопло, предназначенное для выпуска воздуха на упомянутый вращающийся притирочный элемент.
5. Устройство нагрева изображения по п. 1, дополнительно содержащее приводное средство, предназначенное для приведения в действие упомянутого вращающегося притирочного элемента так, чтобы создавалась разность периферийных скоростей между периферийной скоростью упомянутого первого вращающегося элемента и периферийной скоростью упомянутого вращающегося притирочного элемента.
6. Устройство нагрева изображения по п. 5, в котором упомянутое приводное средство приводит в действие упомянутый вращающийся притирочный элемент так, чтобы отношение периферийных скоростей упомянутого вращающегося притирочного элемента относительно упомянутого первого вращающегося элемента находилось в диапазоне от 50% или более до 100% или менее, когда направления перемещения поверхностей упомянутого вращающегося притирочного элемента и упомянутого первого вращающегося элемента противоположны друг другу.
7. Устройство нагрева изображения по п. 5, в котором упомянутое приводное средство приводит в действие упомянутый вращающийся притирочный элемент так, чтобы отношение периферийных скоростей упомянутого вращающегося притирочного элемента относительно упомянутого первого вращающегося элемента находилось в диапазоне от 250% или более до 300% или менее, когда направления перемещения поверхностей упомянутого вращающегося притирочного элемента и упомянутого первого вращающегося элемента являются идентичными.
| Устройство для проверки по эталонам контрольного ротора роторно-конвейерной линии | 1987 |
|
SU1564604A1 |
| JP 2004013026 A, 15.01.2004 | |||
| US 20050180786 A1, 18.08.2005 | |||
| US 7072609 B2, 07.04.2006. | |||

