Изобретение относится к области металлургии, конкретнее к производству листового проката на реверсивном толстолистовом стане, и может быть использовано при изготовлении толстых листов из низколегированных сталей с применением контролируемой прокатки.
Известен способ производства хладостойкого листового проката (см. патент РФ №2265067), включающий получение заготовки из стали, содержащей, мас.%: С 0,04-0,1; Mn 0,60-0,90; Si 0,15-0,35; Ni 0,10-0,40; Al 0,02-0,06; Nb 0,02-0,06; V 0,03-0,05; остальное - железо и примеси. Способ предусматривает аустенизацию заготовки при температуре 1100-1150°С, предварительную деформацию (черновую прокатку) с суммарным обжатием 35-60% при температуре 900-800°С, последующее охлаждение промежуточной заготовки (подстуживание) на 50-70°С, окончательную деформацию (чистовую прокатку) с суммарной степенью обжатия 65-75% при температуре 830-750°С, ускоренное охлаждение листового проката до температуры 500-260°С и замедленное охлаждение до температуры не выше 150°С.
К недостаткам известного способа относится то, что получаемый при его использовании толстый лист из низколегированной стали обладает недостаточно высокими прочностными свойствами.
Известен также способ (см. патент РФ №2337150), согласно которому для обеспечения повышенного уровня потребительских свойств трубную заготовку получают из стали, содержащей компоненты, мас.%: углерод 0,19-0,24, марганец 0,40-0,60, кремний 0,17-0,30, хром 0,40-0,60, азот 0,003-0,010, ванадий 0,020-0,040, алюминий 0,020-0,040, титан 0,020-0,040, бор 0,001-0,003, железо и неизбежные примеси - остальное, при выполнении условий: 500-(Ti/24-N/7)+2,2≥0; 30≥С/0,01+В/0,001≥13. Способ обеспечивает получение трубной заготовки диаметром от 80 до 180 мм с временным сопротивлением разрыву 480-650 Н/мм2, пределом текучести не менее 360 Н/мм2, относительным удлинением не менее 16%.
Недостатком известного способа является невозможность его использования для производства листовой трубной заготовки.
Наиболее близким по технической сущности является способ (см. патент РФ №2393239), согласно которому для обеспечения высокой прочности в сочетании с высокой технологичностью, пластичностью и хладостойкостью в штрипсах толщиной 20-40 мм заготовку получают из стали со следующим содержанием элементов, мас.%: 0,03-0,06 С; 1,5-1,7 Mn, 0,15-0,35 Si; 0,15-0,3 Ni; 0,04-0,06 Nb; Cr≤0,2; 0,08-0,15 Mo; 0,15-0,3 Cu; 0,02-0,04 V; 0,005-0,02 Ti; 0,02-0,05 Al; железо и примеси, с содержанием каждого элемента примеси менее 0,03% - остальное, при этом углеродный эквивалент составляет Сэкв≤0,4, затем заготовку подвергают черновой прокатке при температуре 1000-920°С со степенью обжатия в первых двух проходах не менее 9% за проход, а в последующих не менее 12% за проход на толщину раската, определяемую, в зависимости от толщины готового штрипса, из соотношения: Нраск=(161,5+0,0955·hш 2-4,6191·hш)±5 мм, охлаждают раскат до 760-800°С и подвергают чистовой прокатке с обжатиями не менее 12% за проход, за исключением трех последних проходов, затем готовый штрипс ускоренно охлаждают до температуры, определяемой, в зависимости от его толщины, из соотношения: Ткo=(422-0,1364·hш 2+3,6273-hш)±15°С, и замедленно охлаждают.
Недостатком известного способа является низкая доля вязкой составляющей в изломе стального листа при испытании падающим грузом.
Технический результат изобретения состоит в повышении прочностных свойств экономнолегированной трубной стали класса прочности К56 при сохранении достаточной пластичности и ударной вязкости листов толщиной 14-24 мм.
Указанный технический результат достигается тем, что в способе производства толстолистовой трубной стали, микролегированной бором, включающем получение непрерывнолитого сляба, его нагрев, черновую и чистовую прокатку и ускоренное охлаждение готового раската до заданной температуры, в отличие от ближайшего аналога непрерывнолитой сляб получают из стали следующего химического состава, мас.%:
при этом температуру конца прокатки принимают 840±15°С, ускоренное охлаждение производят со скоростью 8,0-16,0°С/сек до температуры, определяемой из соотношения:

где Тк.o - температура конца ускоренного охлаждения, °С; В - содержание в стали бора, мас.%.
Сущность изобретения состоит в следующем. Сначала изготавливают непрерывнолитой сляб (заготовку) из стали с заданным химическим составом. Указанное содержание элементов обеспечивает требуемую величину углеродного эквивалента, а также механические свойства готового листа при реализации предлагаемых технологических режимов обработки.
Содержание углерода в стали предложенного состава определяет ее прочность. Снижение содержания углерода менее 0,05% приводит к падению ее прочности ниже допустимого уровня. Увеличение содержания углерода более 0,07% ухудшает пластические и вязкостные свойства толстолистового проката и приводит к их неравномерности из-за ликвации.
Добавка марганца в заявляемых пределах способствует твердорастворному упрочнению металла и, соответственно, повышению хладостойкости и коррозионной стойкости готового проката. Меньшее содержание этого элемента не позволяет обеспечить требуемую хладостойкость, большее - снижает свариваемость и экономически нецелесообразно.
При содержании кремния менее 0,30% ухудшается раскисленность стали, снижается прочность листового проката. Увеличение содержания кремния более 0,55% приводит к возрастанию количества силикатных включений, снижает ударную вязкость металла.
Добавки ниобия в указанных пределах служат целям дисперсионного упрочнения, а также препятствуют росту аустенитного зерна и способствуют появлению при охлаждении субзеренной структуры, закрепляемой и стабилизируемой дисперсными карбидными частицами. При содержании ниобия менее 0,020% не обеспечивается достаточное дисперсионное и зернограничное упрочнение. Увеличение содержания ниобия более 0,035% приводит к ухудшению свариваемости стали и экономически нецелесообразно ввиду повышения расходов на легирование.
Титан является сильным карбидообразующим элементом, упрочняющим сталь. Мелкодисперсные карбиды титана, выделившиеся в процессе горячей прокатки и охлаждения листов водой, обладают высокой устойчивостью к перегреву. При содержании титана менее 0,015% снижается прочность горячекатаных листов. Повышение содержания титана сверх 0,030% приводит к снижению вязкостных свойств металла (в частности, при температуре -60°С), что недопустимо для сталей данного сортамента.
Алюминий раскисляет и модифицирует сталь. Связывая азот в нитриды, подавляет его негативное воздействие на свойства листов. При содержании алюминия менее 0,025% снижается комплекс механических свойств листов. Увеличение его концентрации более 0,045% приводит к ухудшению вязкостных свойств горячекатаных листов.
Содержание примесных элементов серы и фосфора выше заявленных пределов приводит к ухудшению пластических и вязкостных свойств горячекатаных листов.
Бор, добавляемый в пределах 0,0010-0,0025%, резко повышает закаливаемость стали, способствуя образованию потенциально упрочняющих компонентов, бейнита или мартенсита и одновременно замедляя образование более мягких ферритных и перлитных компонентов во время охлаждения стали от высоких температур до температур окружающей среды. Бор в количестве более 0,0025 мас.% может способствовать образованию охрупчивающих частиц Fe23(C,В)6 (форма борокарбида железа). Поэтому предпочтителен верхний предел, составляющий примерно 0,0025% бора. Для получения максимального влияния на закаливаемость желательна концентрация бора не менее 0,0010%.
Температура конца прокатки 840±15°С обеспечивает дисперсионное упрочнение и измельчение зерна.
Если температура конца прокатки больше чем 840±15°С, то не обеспечивается требуемый уровень прочностных свойств листового проката.
Если температура конца прокатки меньше чем 840±15°С, то ухудшаются пластические и вязкостные свойства толстолистового проката.
Температура конца ускоренного охлаждения зависит от содержания в стали бора и определяется из соотношения:

где Тк.o - температура конца ускоренного охлаждения, °С; В - содержание в стали бора, мас.%.
Если температура конца ускоренного охлаждения больше чем 4·104·В+560±15°С, то не обеспечивается требуемый уровень прочностных свойств.
Если температура конца ускоренного охлаждения меньше чем 4·104·В+560±15°С, то существенно ухудшаются пластические и вязкостные свойства толстолистового проката.
Ускоренное охлаждение осуществляют со скоростью 8,0-16,0°С/сек до температуры конца ускоренного охлаждения.
Если ускоренное охлаждение осуществляют со скоростью меньше чем 8,0°С/сек, то не обеспечивается требуемый уровень прочностных свойств.
Если ускоренное охлаждение осуществляют со скоростью больше чем 16,0°С/сек, то существенно ухудшаются пластические и вязкостные свойства толстолистового проката.
Для стабилизации свойств толстолистовой стали и снятия остаточных внутренних напряжений после завершения ускоренного охлаждения листы следует охлаждать более медленно, чтобы обеспечить снятие остаточных внутренних напряжений и протекание в металле процессов, характерных для нормализации, что повышает уровень механических свойств толстых листов. Такой подход способствует получению мелкозернистой равновесной структуры металла.
Пример осуществления способа
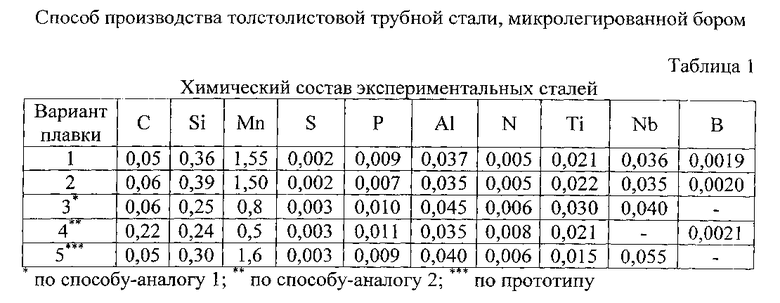
Применение способа поясняется примером его реализации при производстве листов толщиной 16,0 мм из класса прочности К56. Изготавливали заготовку, содержащую, мас.%: 00,05; Si=0,36; Mn=1,55; S=0,002; Р=0,009; Al=0,037; N=0,005; Ti=0,021; Nb=0,036, бор = 0,0019, остальное - железо и примеси.
Нагрев заготовки (сляба) сечением 300×2600 мм осуществляли в печи до температуры 1170°С. Затем осуществляли контролируемую прокатку металла с температурой конца прокатки 840±15°С. Затем производили ускоренное охлаждение металла со скоростью 16°С/сек.
Температуру конца ускоренного охлаждения определяли из соотношения:

Т.е. ускоренное охлаждение осуществляли до температуры 636±15°С в соответствии с заявляемым способом.
Затем осуществляли правку листов с их замедленным охлаждением на воздухе.
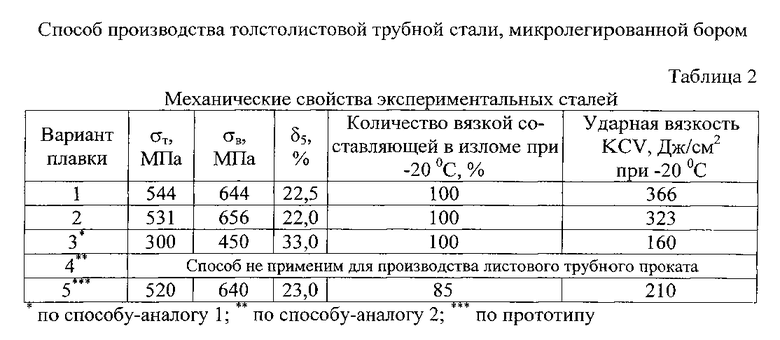
Химический состав экспериментальных сталей представлен в табл. 1. Испытания на статическое растяжение осуществляли на плоских образцах по ГОСТ 1497, а на ударный изгиб на образцах с V-образным надрезом по ГОСТ 9454 при температуре -20°С. Получены следующие механические свойства (табл. 2). Указанный уровень свойств полностью соответствует требованиям, предъявляемым к листам класса прочности К56.
Таким образом, применение предложенного способа прокатки обеспечивает достижение требуемого результата - повышение прочностных свойств экономно-легированной трубной стали класса прочности К56 при сохранении достаточной пластичности и ударной вязкости листов толщиной 14-24 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства толстолистового проката для изготовления труб магистральных трубопроводов | 2023 |
|
RU2815962C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОЙ ТРУБНОЙ СТАЛИ | 2015 |
|
RU2583973C1 |
| СПОСОБ ПРОИЗВОДСТВА СВЕРХВЫСОКОПРОЧНОЙ ЛИСТОВОЙ СТАЛИ | 2014 |
|
RU2583229C9 |
| Способ производства низколегированного толстолистового проката с повышенной огнестойкостью на реверсивном стане | 2022 |
|
RU2799194C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ТОЛСТОЛИСТОВОГО СТАЛЬНОГО ПРОКАТА НА РЕВЕРСИВНОМ СТАНЕ | 2020 |
|
RU2745831C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ ТРУБНОЙ СТАЛИ КЛАССА ПРОЧНОСТИ К56 | 2011 |
|
RU2465343C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОЙ ЛИСТОВОЙ СТАЛИ | 2015 |
|
RU2593810C1 |
| Способ производства горячекатаного листового проката | 2024 |
|
RU2833652C1 |
| Способ получения горячекатаных листов из низколегированной стали | 2023 |
|
RU2821001C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2015 |
|
RU2581696C1 |
Изобретение относится к области металлургии, конкретнее к прокатному производству, и может быть использовано при изготовлении толстых листов из низколегированных трубных сталей. Для повышения прочностных свойств листов из стали класса прочности К56 при сохранении пластичности и ударной вязкости листов толщиной 14-24 мм непрерывнолитой сляб нагревают, подвергают черновой и чистовой прокатке, ускоренному охлаждению готового раската до заданной температуры, при этом непрерывнолитой сляб получают из стали, содержащей, мас.%: углерод 0,05-0,07, кремний 0,30-0,55, марганец 1,40-1,55, сера не более 0,005, фосфор не более 0,015, алюминий 0,025-0,045, азот не более 0,008, титан 0,015-0,030, ниобий 0,020-0,035, бор 0,0010-0,0025, железо и примеси остальное, температуру конца прокатки устанавливают 840±15°С, а ускоренное охлаждение производят со скоростью 8,0-16,0°С/сек до температуры, определяемой из соотношения: Тк.о = 4·104·В+560±15°С, где Тк.о - температура конца ускоренного охлаждения, °С; В - содержание в стали бора, мас.%. 2 табл., 1 пр.
Способ производства толстолистовой трубной стали, микролегированной бором, включающий получение непрерывнолитого сляба, его нагрев, черновую и чистовую прокатку и ускоренное охлаждение готового раската до заданной температуры, отличающийся тем, что непрерывнолитой сляб получают из стали следующего химического состава, мас.%:
при этом температуру конца прокатки принимают 840±15°C, а ускоренное охлаждение ведут со скоростью 8,0-16,0°C/сек до температуры, определяемой из соотношения:
Тк.о.=4·104·В+560±15°C,
где Тк.о. - температура конца ускоренного охлаждения, °C;
В - содержание в стали бора, мас.%.
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ШТРИПСА | 2009 |
|
RU2393239C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОЙ СТАЛИ С ВЫСОКОЙ ИЗНОСОСТОЙКОСТЬЮ | 2013 |
|
RU2533469C1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2012 |
|
RU2519720C2 |
| ГОРЯЧЕКАТАНЫЙ СТАЛЬНОЙ ЛИСТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2518830C1 |
| JP 2007138290 A, 07.06.2007 | |||
| JP 2010196160 A, 09.09.2010. | |||

