ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящая группа изобретений относится к высокопрочному горячекатаному стальному листу для спиральношовного трубопровода с превосходной низкотемпературной ударной вязкостью и к способу его изготовления.
УРОВЕНЬ ТЕХНИКИ
[0002] В недавние годы районы разработки месторождений топливно-энергетических ресурсов, таких как сырая нефть, природный газ, перемещаются в области, в которых условия естественной среды являются более суровыми, подобные зонам с холодным климатом, таким как Северное море, Сибирь, Северная Америка, Сахалин, и океанским глубинам, такие как Северное море, Мексиканский залив, Черное море, Средиземное море, Индийский океан. Кроме того, по соображениям глобальной защиты окружающей среды увеличивается добыча природного газа, и в то же время с позиции экономической эффективности трубопроводной системы требуется высокое рабочее давление. Характеристики, необходимые для трубопровода соответственно изменениям этих условий окружающей среды, становятся все более сложными и разносторонними. Они могут быть ориентировочно классифицированы на (а) технические условия в отношении утолщения/высокой прочности, (b) технические условия в отношении высокой ударной вязкости, (с) технические условия в отношении низкого углеродного эквивалента (Ceq) в соответствии с улучшением свариваемости при монтаже в полевых условиях, (d) технические условия в отношении весьма высокой коррозионной стойкости, (е) необходимость высоких деформационных характеристик в области вечной мерзлоты, в зоне тектонического разлома. Кроме того, как правило, требуется сочетание этих характеристик соответственно условиям их практического применения.
[0003] Кроме того, следуя недавнему повышению потребности в сырой нефти и природном газе, начинается полномасштабная разработка в отдаленных местах, в зоне с суровыми условиями естественной среды, месторождений, которые ранее были оставлены из соображений рентабельности. В частности, для трубопровода, используемого в трубопроводной системе, по которой сырую нефть и природный газ транспортируют на большие расстояния, в высшей степени необходимы высокая ударная вязкость, пригодная для применения в зоне с холодным климатом, в дополнение к утолщению, высокая прочность для повышения пропускной способности, и технической проблемой является обеспечение обеих этих необходимых характеристик.
СПИСОК ЦИТИРУЕМОЙ ЛИТЕРАТУРЫ
ПАТЕНТНАЯ ЛИТЕРАТУРА
[0004] Патентный Документ 1: Японский патент № 3846729 (Японская национальная публикация Международной патентной заявки № 2005-503483)
Патентный Документ 2: Японская выложенная патентная публикация № 2004-315957
Патентный Документ 3: Японская выложенная патентная публикация № 2008-240151
Патентный Документ 4: Японская выложенная патентная публикация № 2005-281838.
НЕПАТЕНТНАЯ ЛИТЕРАТУРА
[0005] Непатентный документ 1: журнал «Nippon Steel Technical Report» № 380, 2004 год, стр. 70.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0006] Доля вязкой составляющей (SA) при DWTT (Испытании на ударный разрыв падающим грузом), оценивающем характеристику прекращения распространения хрупкой трещины, которая внесена в технические условия как показатель низкотемпературной ударной вязкости в каждом проекте, представляет собой значение, измеряемое в соответствии со стандартом API (Американского Нефтяного Института), и, как общеизвестно, это значение снижается по мере возрастания толщины и прочности. В частности, напряженное состояние на конце надреза испытательного образца переходит из плоского напряженного состояния в плоскую деформацию, и степень трехосного напряжения увеличивается с возрастанием толщины листа, и когда толщина листа превышает 16 мм, проявление этого эффекта становится еще более заметным. Известно, что для упрочнения является эффективной контролируемая прокатка, а именно средством улучшения SA является увеличение степени обжатия при прокатке вне диапазона температур рекристаллизации в аустените.
Высокая способность к поглощению энергии удара требуется с точки зрения предотвращения вязкого растрескивания, которое распространяется, когда внутреннее давление является высоким, и скорость распространения трещин становится более высокой, чем скорость волны пониженного давления после прорыва, такого как в стальной трубе в трубопроводе для природного газа. Возникновение разрушения отрывом (разрыва) улучшает показатели SA, но снижает поглощение энергии, и поэтому не является предпочтительным. Разрыв представляет собой участок щели параллельно поверхности листа, наблюдаемый на поверхности трещины. Кроме того, проявляется тенденция к росту числа потребителей, которые включают в технические условия пункт «без разрыва». Соответственно этому, имеет место тенденция к удовлетворению потребностей рынка техническими средствами, чтобы обеспечить как повышение SA, так и подавление разрыва.
[0007] С другой стороны, стальные трубы для трубопровода, в зависимости от способа их изготовления, классифицируют на бесшовную стальную трубу, стальную трубу типа UOE, сваренную методом электросопротивления стальную трубу, и спиральношовную стальную трубу, и их выбирают согласно варианту применения, размеру, и так далее. Все они, за исключением бесшовной стальной трубы, характеризуются тем, что стальной лист в плоскостном состоянии или стальную ленту формуют в трубчатую форму, и после этого их края соединяют сваркой с образованием такого изделия, как стальная труба (далее называемая также «трубой»). Кроме того, эти сварные стальные трубы могут быть классифицированы в зависимости от того, использовали ли в качестве материала горячекатаный стальной лист (далее называемый также «горячим рулоном») или же пластину, и в первом случае они представляют собой сваренную методом сопротивления стальную трубу и спиральношовную стальную трубу, и в последнем случае представляют собой стальную трубу, полученную по технологии UOE. Как правило, названную последней стальную трубу типа UOE используют в вариантах применения, предусматривающих высокую прочность, большой диаметр и высокую толщину. Однако названные первыми сваренная методом электросопротивления стальная труба и спиральношовная стальная труба, полученные с использованием горячего рулона в качестве материала, являются предпочтительными по соображениям стоимости и сроков поставки их, и поэтому требования ужесточаются, чтобы сделать их высокопрочными, имеющими большой диаметр, и для увеличения толщины.
[0008] Основное различие между сваренной методом электросопротивления стальной трубой и спиральношовной стальной трубой, материалом для которых служит горячий рулон, состоит в способе сворачивания их в трубу. В названной первой сваренной методом электросопротивления стальной трубе продольное направление трубы совпадает с направлением прокатки, и окружное направление трубы согласуется с направлением прокатки по ширине так же, как для стальной трубы типа UOE. С другой стороны, названную последней спиральношовную стальную трубу изготавливают так, что линия оплавления принимает спиральную форму, и нет обязательного согласования направления прокатки с продольным направлением трубы, и направления прокатки по ширине с окружным направлением трубы. Важно, что почти все характеристики, которые включены в технические условия на трубу, имеют отношение к окружному направлению трубы, и в случае спиральношовной стальной трубы оно представляет собой направление R горячего рулона. Направление R означает направление, соответствующее окружному направлению стальной трубы, когда она сделана в виде спиральношовной стальной трубы. Оно определяется диаметром трубы во время сворачивания в трубообразную форму, но обычно проходит по направлениям под углом от 30° до 45° относительно направления прокатки. Горячий рулон, как правило, имеет высокие как прочность, так и ударную вязкость в направлении прокатки по ширине, и поэтому является желательным, поскольку окружное направление сваренной методом электросопротивления стальной трубы представляет собой направление прокатки по ширине. Однако окружное направление спиральношовной стальной трубы представляет собой направление R горячего рулона, и оно отклоняется на определенный угол относительно направления прокатки, и поэтому снижаются как прочность, так и ударная вязкость. Соответственно этому, необходимо повышать прочность приблизительно на величину от 70 МПа до 90 МПа при переходе к направлению прокатки по ширине, даже если это стальная труба того же стандарта API-X80 (предел текучести (YS): 550 МПа, предел прочности (TS): от 620 МПа до 827 МПа), и поэтому горячий рулон для спиральношовной стальной трубы должен иметь более строгий баланс прочности и ударной вязкости.
[0009] Способ изготовления высокопрочной стальной трубы, соответствующей стандарту Х120 для стальной трубы типа UOE, раскрыт в Непатентном Документе 1.
Однако вышеуказанная технология предусматривает, что в качестве материала используется толстый лист (пластина), и это достигается с использованием метода прерывистой прямой закалки (IDQ) как характерного для способа изготовления толстой пластины, и с высокой скоростью охлаждения и низкой температурой прекращения охлаждения, чтобы обеспечить как высокую прочность, так и утолщение. В частности, это представляет собой характеристику, в которой для обеспечения прочности используют закалочное упрочнение (структурное упрочнение).
[0010] Один пример соответственных способов изготовления пластины представлен на Фиг. 1. Здесь в процессе нагрева выполняют подогрев сляба. Нагрев выполняют при низкой температуре для измельчения зерен нагретого аустенита, поскольку нет необходимости учитывать дисперсионное упрочнение.
[0011] Упрочнение при контролируемой прокатке для повышения ударной вязкости, а именно увеличение степени обжатия при прокатке вне диапазона температур рекристаллизации в аустените может быть запланировано как необходимое, причем прокатный стан для этого не относится к тандемному типу, но представляет собой одноклетьевой реверсивный прокатный стан. Соответственно этому, целевая ударная вязкость может быть получена в такой мере, насколько контролируется температура начала контролируемой прокатки.
[0012] Кроме того, общепринятой практикой является то, что стан чистовой прокатки и охлаждающее устройство в процессе изготовления толстого листа размещают на расстоянии друг от друга, и имеет место временной интервал приблизительно в 40 секунд от момента завершения прокатки до момента начала охлаждения. Поэтому ориентированность текстуры ослабевает, и также подавляется возникновение разрыва благодаря рекристаллизации и диффузионному превращению феррита в аустенит. Кроме того, с недавних пор в способе обработки толстого листа становится общепринятым Ускоренное Охлаждение (АСС) с помощью высокомощного охлаждающего устройства, и благодаря скорости охлаждения подавляют возможность разрыва.
[0013] Один пример соответствующих способов изготовления горячего рулона в качестве материала для сваренной методом электросопротивления стальной трубы и спиральношовной стальной трубы, которые являются предметами настоящего изобретения, иллюстрирован на Фиг. 2. Здесь элементный состав стали регулируется относительно важных компонентов стали в процессе рафинирования. Центральную ликвацию уменьшают с помощью электромагнитного перемешивания и литья с мягким обжатием в процессе непрерывного литья. В процессе повторного нагрева сляба ниобий (Nb) подавляет рекристаллизацию аустенита и обеспечивает дисперсионное упрочнение с выделением упрочняющих частиц в твердом растворе. В процессе черновой прокатки прокатку выполняют в диапазоне температур рекристаллизации аустенита, и происходит измельчение зерна рекристаллизованного аустенита. В процессе чистовой прокатки прокатку проводят вне диапазона температур рекристаллизации аустенита, и α-зерно после превращения измельчается в результате эффекта контролируемой прокатки. В процессе намотки в рулон дисперсионное упрочнение карбидом ниобия (NbC) достигается в ходе намотки при надлежащей температуре.
[0014] При изготовлении горячего рулона характеристикой процесса является процесс намотки в рулон, и наматывание толстого материала при низкой температуре является затруднительным вследствие ограниченных технических возможностей устройства для намотки (моталки). Поэтому невозможно выполнить прекращение охлаждения при низкой температуре, необходимое для закалочного упрочнения. Соответственно этому, трудно обеспечить прочность путем закалочного упрочнения. Кроме того, оборудование оказывается слишком дорогостоящим для того, чтобы повысить скорость охлаждения в центральной части листа по его толщине сообразно темпу процесса изготовления толстого листа, такого как лист с толщиной 16 мм или более, при скорости охлаждения после прокатки.
[0015] Кроме того, имеет место ситуация, когда стан черновой прокатки включает одноклетьевой реверсивный прокатный стан, но, как правило, стан чистовой прокатки представляет собой тандемный прокатный стан с числом клетей от шести до семи. В дополнение, существует множество ограничений, поскольку температура, степень обжатия при прокатке и скорость неизбежно определяются массопотоком через него. Кроме того, толщина черновой полосы, перемещающейся от черновой прокатки до чистовой прокатки, также ограничена габаритами обрезных ножниц и зазором между валками в первой чистовой клети F1, и невозможно настроить степень обжатия при прокатке в диапазоне температур рекристаллизации на столь же большую величину, как в процессе получения толстого листа (пластины).
[0016] В Патентном Документе 1 раскрыто изобретение, в котором во время рафинирования добавляют Са-Si для сфероидизации включений, добавляют V, проявляющий эффект измельчения кристаллического зерна, в дополнение к упрочняющим элементам Nb, Ti, Mo, Ni, и сочетают низкотемпературную прокатку и низкотемпературную намотку для обеспечения прочности, в качестве технологии, обеспечивающей достижение как высокой прочности, утолщения, так и низкотемпературной ударной вязкости в горячем рулоне для трубопровода.
Однако температура чистовой прокатки в этой технологии является относительно низкой, такой как от 790°С до 830°С, и поэтому есть опасения в плане снижения уровня поглощения энергии, обусловленного возникновением разрыва, и в отношении эксплуатационной стабильности, поскольку становится высокой нагрузка при прокатке вследствие низкотемпературной прокатки.
[0017] В Патентном Документе 2 представлено изобретение, позволяющее обеспечить как высокую прочность, так и низкотемпературную ударную вязкость, подавлением возрастания твердости на участке сварного шва путем ограничения значения PCM, и преобразованием микроструктуры в бейнитно-ферритную одиночную фазу, и, кроме того, ограничением степени выделения Nb во включениях, для обеспечения высокой прочности и низкотемпературной ударной вязкости, в качестве технологии, позволяющей достичь прочности, низкотемпературной ударной вязкости и превосходной свариваемости при монтаже в полевых условиях в горячем рулоне для сваренной методом сопротивления стальной трубы. Однако в этой технологии также практически необходима низкотемпературная прокатка для получения мелкозернистой структуры, и есть опасения насчет снижения уровня поглощения энергии, обусловленного возникновением разрыва, и в отношении эксплуатационной стабильности, поскольку становится высокой нагрузка при прокатке вследствие низкотемпературной прокатки.
[0018] В Патентном Документе 3 раскрыта технология, в которой текстуру регулируют ограничением нижнего предела скорости охлаждения после прокатки в горячем рулоне для сваренной методом электросопротивления стальной трубы и спиральношовной стальной трубы для уменьшения разрыва. Однако необходимо не только подавлять разрыв, но также регулировать процесс прокатки, чтобы тем самым по сути улучшить микроструктуру для обеспечения как класса прочности Х80, так и ударной вязкости в листе с толщиной 16 мм или более. Кроме того, в настоящее время существует множество технических препятствий в отношении формы стального листа, пропускной способности листа и легкости сцепления с сердечником намоточного устройства для обеспечения скорости охлаждения в центральной части листа по его толщине, когда толщина листа составляет 16 мм или более.
[0019] В Патентном Документе 4 представлена технология, в которой создают микроструктуру в форме бейнитно-ферритной одиночной фазы, стабильную прочность получают с помощью тонкодисперсных включений, таких как Nb, V, и ударную вязкость обеспечивают ограничением среднего размера зерна в структуре в пределах диапазона размеров зерна в горячем рулоне для сваренной методом электросопротивления стальной трубы.
Однако это рассчитано на тонкий лист, причем толщина листа составляет не более половины дюйма (12,7 мм), поскольку он предназначен для сваренной методом электросопротивления стальной трубы, и отсутствует описание способа создания микроструктуры для получения ударной вязкости, когда толщина листа составляет 16 мм или более, и для получения диапазона размеров зерна. Кроме того, не рассматривается вариант применения, в котором требуется более строгий баланс прочности и ударной вязкости, такой, как в горячем рулоне для спиральношовной стальной трубы, нежели для сваренной методом электросопротивления стальной трубы.
[0020] Соответственно этому, цель настоящего изобретения состоит в создании горячекатаного стального листа для спиральношовной стальной трубы с позиции производительности транспортирования, обрабатываемости при сварке в полевых условиях, и так далее, имеющего как высокую ударную вязкость, пригодную для применения в области, где необходимы характеристики высокой устойчивости к излому (в частности, в зоне с холодным климатом), и прочности на уровне стандарта API5L-X80 или выше. Для достижения вышеуказанного, цель настоящего изобретения заключается в создании высокопрочного горячекатаного стального листа (горячего рулона) для спиральношовной стальной трубы, и способа, пригодного для экономичного и стабильного изготовления горячекатаного стального листа, в котором доля вязкой составляющей (SA) при испытании DWTT при температуре испытания -20°С составляет 85% или более, показатель разрыва, при котором практически не происходит снижение уровня поглощения энергии, обусловленное возникновением разрыва, отрегулирован на значение 0,06 мм/мм2 или менее, уровень поглощения энергии при возникновении разрыва составляет 240 Дж или более, дополнительно, стандарт API5L-X80 (предел прочности составляет приблизительно от 710 МПа до 740 МПа или более), когда толщина листа составляет 16 мм или более, разъясняются с позиции высокой прочности.
РАЗРЕШЕНИЕ ПРОБЛЕМЫ
[0021] Авторы настоящего изобретения провели обстоятельное исследование для разрешения вышеуказанных проблем, и в результате выяснили, что значение SA строго коррелирует с кристаллической системой микроструктуры в центральной части по направлению толщины стального листа, уровень поглощения энергии коррелирует с долей проэвтектоидного феррита в микроструктуре, значение SI коррелирует с интенсивностью отраженного рентгеновского излучения (рентгеновских рефлексов) для этой части, для разработки настоящего изобретения. Сущность настоящего изобретения является следующей.
[0022] (1) Горячекатаный стальной лист удовлетворяет условиям:
С от 0,02% до 0,06%;
Si от 0,05% до 0,5%;
Mn от 1% до 2%;
Nb от 0,05% до 0,12%;
Ti от 0,005% до 0,02%,
Р≤0,03%;
S≤0,005%;
О≤0,003%;
Al от 0,005% до 0,1%;
N от 0,0015% до 0,006%;
Са от 0,0005% до 0,003%;
V≤0,15% (не включая «0» (нуль)%);
Mo≤0,3% (не включая «0» (нуль)%);
N-14/48×Ti≥«0» (нуль)%, в % по массе; и
остальное количество составляют Fe и неизбежные примесные элементы,
причем доля полигонального феррита составляет 3% или более, и 20% или менее, и остальное представляет собой фазу низкотемпературного превращения и 1% или менее перлита в микроструктуре на глубине половины толщины от поверхности стального листа, среднечисленный размер зерна микроструктуры составляет 1 мкм или более, и 2,5 мкм или менее, усредненный по площади размер зерна составляет 3 мкм или более, и 9 мкм или менее, среднеквадратичное отклонение от усредненного по площади размера зерна микроструктуры составляет 0,8 мкм или более, и 2,3 мкм или менее, и отношение интенсивностей рентгеновских рефлексов {211}/{111} в направлении {211} и в направлении {111} относительно плоскости, параллельной поверхности стального листа, на глубине половины толщины от поверхности стального листа составляет 1,1 или более.
[0023] Здесь, «неизбежный примесный элемент» означает загрязняющие примеси, которые не добавляются преднамеренно, но неизбежно примешиваются к сырьевому материалу или во время процесса изготовления, и их невозможно исключить, даже если предпринимать попытки устранить их.
[0024] (2) Горячекатаный стальной лист согласно пункту (1) дополнительно содержит:
Р≤0,03%;
S≤0,005%;
О≤0,003%;
Al = от 0,005% до 0,1%;
N = от 0,0015% до 0,006%;
Са = от 0,0005% до 0,003%;
V≤0,15% (не включая «0» (нуль)%);
Mo≤0,3% (не включая «0» (нуль)%), в % по массе;
и удовлетворяет условиям:
0<S/Са<0,8
N-14/48×Ti≥«0» (нуль)%.
[0025] (3) Горячекатаный стальной лист согласно пункту (2),
в котором горячекатаный стальной лист дополнительно удовлетворяет условию:
0<S/Са<0,8
[0026] (4) Горячекатаный стальной лист согласно любому из пунктов (1)-(3) дополнительно содержит:
РЕМ = от 0,0005% до 0,02%, в % по массе.
[0027] (5) Горячекатаный стальной лист согласно любому из пунктов (1)-(4),
в котором максимальная твердость в ликвации области вблизи центра стального листа составляет 300 HV или менее, и ширина ликвационной полосы с твердостью «средняя твердость основного материала + 50 Hv или более» составляет 200 мкм или менее.
[0028] (6) Способ изготовления горячекатаного стального листа включает стадии, в которых:
проводят нагрев полученного отлитого сляба, и отливка для получения горячекатаного стального листа удовлетворяет условиям:
С от 0,02% до 0,06%;
Si от 0,05% до 0,5%;
Mn от 1% до 2%;
Nb от 0,05% до 0,12%;
Ti от 0,005% до 0,05%;
Р≤0,03%;
S≤0,005%;
О≤0,003%;
Al от 0,005% до 0,1%;
N от 0,0015% до 0,006%;
Са от 0,0005% до 0,003%;
V≤0,15% (не включая «0» (нуль)%);
Mo≤0,3% (не включая «0» (нуль)%);
N-14/48×Ti≥«0» (нуль)%, в % по массе; и
остальное количество составляют Fe и неизбежные примесные элементы,
до температуры SRT или более, найденной согласно выражению (1), и 1260°С или менее;
выдерживают отлитый сляб в этом температурном диапазоне в течение 20 минут или более после нагрева; и
выполняют горячую прокатку для изготовления горячекатаного стального листа,
причем, когда используют эффективную накопленную деформацию (εeff), рассчитываемую согласно выражению (2), горячую прокатку выполняют так, что эффективная накопленная деформация черновой прокатки составляет 0,4 или более, эффективная накопленная деформация чистовой прокатки составляет 0,9 или более, и произведение эффективной накопленной деформации черновой прокатки и эффективной накопленной деформации чистовой прокатки составляет 0,38 или более;
проводят охлаждение стального листа со скоростью охлаждения 2°С/сек или более, и 50°С/сек или менее, в центральной части стального листа по его толщине в температурном диапазоне вплоть до 650°С после того, как горячая прокатка завершена при температуре точки Ar3 превращения или более; и
проводят намотку стального листа в диапазоне температур 520°С или более, и 620°С или менее,
причем
SRT (°С)=6670/(2,26-log[%Nb][%C])-273 (1)
здесь, [%Nb] и [%C], соответственно, представляют уровни содержания (% по массе) Nb и С в стальном листе,
причем
εeff=∑εi(t,T) (2)
здесь,
εi(t,T)=εi0/exp{(t/τR)2/3},
τR=τ0·exp(Q/RT),
τ0=8,46×10-6,
Q=183200 Дж,
R=8,314 Дж/К·моль,
где t представляет совокупное время непосредственно перед чистовой прокаткой при одном проходе в случае черновой прокатки, и представляет суммарное время непосредственно перед охлаждением в случае чистовой прокатки, и Т представляет температуру прокатки при этом проходе.
[0029] Здесь, «эффективная накопленная деформация» представляет собой показатель измельчения кристаллического зерна, эффективного для улучшения ударной вязкости. А именно она относится к числу центров образования новых кристаллических зерен и скорости роста рекристаллизованных зерен, и число центров образования возрастает, а рост зерен подавляется по мере увеличения ее значения.
«Эффективная накопленная деформация черновой прокатки» определяется как эффективная накопленная деформация непосредственно перед чистовой прокаткой, а именно, непосредственно перед прокаткой в нерекристаллизационном диапазоне. «Эффективная накопленная деформация чистовой прокатки» представляет собой численное значение, в котором деформация непосредственно перед охлаждением после завершения прокатки, а именно непосредственно перед превращением γ в α, рассчитывается с использованием выражения (2).
«Горячая прокатка» представляет собой процесс пластической деформации, в котором толщина листа сокращается прокаткой при проходе материала между валками в аустенитном диапазоне температур, для придания ему предварительно заданной формы.
[0030] (7) Способ изготовления горячекатаного стального листа согласно пункту (6),
в котором горячекатаный стальной лист дополнительно содержит один вид, или два или более видов из элементов:
Cr от 0,05% до 0,3%;
Cu от 0,05% до 0,3%;
Ni от 0,05% до 0,3%;
В от 0,0002% до 0,003%, в % по массе.
[0031] (8) Способ изготовления горячекатаного стального листа согласно пункту (7),
в котором горячекатаный стальной лист дополнительно удовлетворяет условию:
0<S/Са<0,8.
[0032] (9) Способ изготовления горячекатаного стального листа согласно любому из пунктов (6)-(8),
в котором горячекатаный стальной лист дополнительно содержит:
РЕМ от 0,0005% до 0,02%, в % по массе.
[0033] (10) Способ изготовления горячекатаного стального листа согласно любому из пунктов 6-9,
в котором охлаждение выполняют между соответствующими проходами прокатки при горячей прокатке.
[0034] (11) Способ изготовления горячекатаного стального листа согласно любому из пунктов (6)-(10),
в котором, когда отлитый сляб для получения горячекатаного стального листа формируют непрерывным литьем, литье выполняют, в то же время с перемешиванием расплавленной стали с помощью индукционного электромагнитного перемешивания, и степень обжатия полученной непрерывным литьем отливки регулируют для согласования с усадкой при затвердевании в положении окончательного затвердевания отлитого сляба.
[0035] «Индукционное электромагнитное перемешивание» представляет собой технологию, в которой в расплавленной стали, которая представляет собой электрический проводник, индуцируют вихревые токи с помощью бегущего магнитного поля переменного тока, которое создается электромагнитным перемешивающим устройством в литейной форме в незатвердевшей части отливаемого сляба, и сама расплавленная сталь перемешивается электромагнитной силой, генерируемой между вихревым током и бегущим магнитным полем, чтобы избежать центральной концентрированной ликвации в процессе непрерывного литья.
«Положение окончательного затвердевания» означает положение, где полученный непрерывным литьем сляб полностью затвердевает по всей толщине.
[0036] (12) Способ изготовления горячекатаного стального листа согласно любому из пунктов (6)-(11),
в котором горячекатаный стальной лист представляет собой лист, в котором доля полигонального феррита составляет 3% или более, и 20% или менее, и прочие представляют собой фазу низкотемпературного превращения и 1% или менее перлита в микроструктуре на глубине половины толщины от поверхности стального листа, среднечисленный размер кристаллического зерна во всей микроструктуре составляет
1 мкм или более, и 2,5 мкм или менее, усредненный по площади размер зерна составляет 3 мкм или более, и 9 мкм или менее, среднеквадратичное отклонение от усредненного по площади размера зерна микроструктуры составляет 0,8 мкм или более, и 2,3 мкм или менее, и отношение интенсивностей рентгеновских рефлексов {211}/{111} в направлении {211} и в направлении {111} относительно плоскости, параллельной поверхности стального листа, на глубине половины толщины от поверхности стального листа составляет 1,1 или более.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0037] [Фиг. 1] Фиг. 1 представляет технологическую схему, иллюстрирующую пример соответствующих процессов изготовления пластины.
[Фиг. 2] Фиг. 2 представляет технологическую схему, иллюстрирующую пример соответствующих процессов изготовления горячего рулона в качестве материала для сваренной методом электросопротивления стальной трубы и для спиральношовной стальной трубы, которая является предметом настоящего изобретения.
[Фиг. 3] Фиг. 3 представляет концептуальную диаграмму, иллюстрирующую положение, где отбирают микрообразец из тестового образца для испытания DWTT.
[Фиг. 4] Фиг. 4 представляет вид, показывающий SA (-20°С) микроструктуры во взаимосвязи между усредненным по площади размером зерна и среднечисленным размером зерна в микроструктуре.
[Фиг. 5] Фиг. 5 представляет вид, иллюстрирующий взаимосвязь между стандартным (среднеквадратичным) отклонением от среднечисленного размера зерна в микроструктуре и дисперсией (ΔSA) значения SA (-20°С).
[Фиг. 6] Фиг. 6 представляет вид, показывающий взаимосвязь между отношением интенсивностей рентгеновских рефлексов в центральной части стального листа по направлению толщины и значением S.I.
[Фиг. 7] Фиг. 7 представляет вид, показывающий взаимосвязь между долей (%) проэвтектоидного феррита и уровнем поглощенной энергии в испытании по Шарпи в микроструктуре.
[Фиг. 8] Фиг. 8 представляет вид, показывающий значения SA и S.I. в микроструктуре во взаимосвязи между ликвационной частью с наивысшей твердостью (HV) и шириной ликвационной полосы.
[Фиг. 9] Фиг. 9 представляет вид, показывающий взаимосвязь между эффективной накопленной деформацией черновой прокатки и усредненным по площади размером зерна.
[Фиг. 10] Фиг. 10 представляет вид, показывающий взаимосвязь между эффективной накопленной деформацией чистовой прокатки и среднечисленным размером зерна.
[Фиг. 11А] Фиг. 11А представляет график характеристики, показывающий взаимосвязь эффективной накопленной деформации (εeff) черновой прокатки с общим числом часов (технологический график проходов черновой прокатки) от извлечения, в виде Схемы 1.
[Фиг. 11В] Фиг. 11В представляет график характеристики, показывающий взаимосвязь эффективной накопленной деформации (εeff) черновой прокатки с общим числом часов (технологический график проходов черновой прокатки) от извлечения, в виде Схемы 2.
[Фиг. 11С] Фиг. 11С представляет график характеристики, показывающий взаимосвязь эффективной накопленной деформации (εeff) черновой прокатки с общим числом часов (технологический график проходов черновой прокатки) от извлечения, в виде Схемы 3.
[Фиг. 11D] Фиг. 11D представляет график характеристики, показывающий взаимосвязь эффективной накопленной деформации (εeff) черновой прокатки с общим числом часов (технологический график проходов черновой прокатки) от извлечения, в виде Схемы 4.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0038] Во-первых, авторы настоящего изобретения детально обследовали поверхность трещины горячекатаного стального листа, изготовленного способом изготовления горячего рулона в отношении доли вязкой составляющей SA (-20°С) при температуре -20°С в испытании DWTT и разрыва горячекатаного стального листа, имея в виду пригодность горячекатаного стального листа, имеющего превосходные прочность и ударную вязкость для применения для спиральношовного трубопровода.
[0039] В результате подробно исследованы картины возникающих разрывов в отношении поверхности излома, в которых разрывы возникают в заметной степени, несмотря на то что по внешнему виду SA получается на уровне 100%. В результате они пришли к выводу, что картины могут быть классифицированы на два типа (1) по положениям возникновения разрывов, которые находятся не в центральной части толщины листа и являются короткими, и возникают многочисленные разрывы, и (2) разрывы возникают в центральной части толщины листа. Следует отметить, что, когда разрывы оцениваются количественно как показатель разрыва (далее: S.I.), вклад картины (2) мал, и подтверждено, что во многих случаях разрывы находятся на уровне, не создающем проблем с практической точки зрения в такой мере, насколько есть возможность подавить картину (1).
[0040] Когда картину (1) исследовали подробно, из наблюдений с использованием SEM (электронного сканирующего микроскопа) и тому подобных оказалось, что разрывы главным образом образованы на местах, которые рассматриваются как границы кристаллических зерен. А именно, оказалось, что кристаллическая ориентация каждого кристаллического зерна имеет отношение к причине генерирования разрывов согласно картине (1).
[0041] Кроме того, при подробном изучении картины (2) сделана оценка, что разрыв является таким же, как трещина, так называемая «псевдоспайность», в результате наблюдения с использованием SEM разрыва, который перпендикулярен как поверхности трещины, образованной вблизи центра листа по его толщине, так и направлению толщины испытательного образца листа. А именно, оказалось, что такое включение, как крупнозернистый MnS и тому подобные, образующее исходную точку трещины, когда ограничено количество добавленной S, или когда не добавлен Са, не обязательно наблюдается в месте, которое считается исходной точкой. Кроме того, также оказалось, что совпадают расщепление и часть, где такие элементы, как Mn, концентрируются вследствие центральной ликвации. А именно, весьма вероятна возможность того, что причина генерирования разрыва с картиной (2) до некоторой степени может быть отнесена на счет центральной ликвации (сегрегации).
[0042] Как правило, возникновение разрыва рассматривается как предпочтительное для низкотемпературной ударной вязкости, поскольку он снижает температуру превращения. Однако, когда дело касается характеристики сопротивления неустойчивому вязкому излому, такой как для газопровода, необходимо повышать ударную вязкость при вязком разрушении, чтобы улучшить характеристику сопротивления неустойчивому вязкому излому, и для обеспечения вышеуказанного необходимо снижать температуру превращения, в то же время подавляя возникновение разрыва.
[0043] Соответственно этому, исследование, предусматривающее ситуацию со стандартом API5L-X80 в качестве примера, выполнено для изучения взаимосвязи между долей вязкого излома SA (-20°С) при температуре -20°С в испытании DWTT, разрывом и микроструктурой стального листа, размером зерна, текстурой и центральной ликвацией. В результате выяснились следующие обстоятельства.
Когда производят непрерывное литье расплавленных сталей, имеющих представленные в Таблице 1 компоненты, REM (редкоземельные элементы) добавляют для изменения степени центральной ликвации в слябе, и литье сляба выполняют на двух уровнях с исполнением или без исполнения «индукционного электромагнитного перемешивания + мягкого обжатия», в которых литье выполняют с одновременным перемешиванием расплавленной стали с помощью индукционного электромагнитного перемешивания, и обжатие является мягким, в то же время с регулированием степени обжатия при прокатке для соответствия усадке при затвердевании в положении окончательного затвердевания отлитого сляба.
[0044]

[0045] Кроме того, условия прокатки и условия охлаждения, когда полученный отлитый сляб подвергают горячей прокатке, по-разному изменяют, чтобы варьировать размер кристаллического зерна и микроструктуру полученного стального листа. В частности, подробно исследованы эффекты графика проходов в диапазоне температур рекристаллизации и графика проходов в диапазоне температур отсутствия рекристаллизации. Следует отметить, что толщина полученного стального листа составляет 18,4 мм.
[0046] Из полученного рулонного изделия в положении 10 м от конца полосы отбирают образец, и из образца вырезают куски для разнообразных испытаний. Испытание на растяжение выполняют вырезанием испытательного образца № 5, описанного в Японском промышленном стандарте JIS Z 2201, по направлению R, в соответствии с методом стандарта JIS Z 2241. Испытание DWTT (Испытание на разрыв падающим грузом) выполняют изготовлением испытательного образца, в котором ленточный испытательный образец с размером 300 мм (по длине) ×75 мм (по ширине) ×толщина листа (t) мм вырезают по направлению R, и в нем с помощью вырубного пресса выполняют надрез величиной 5 мм.
[0047] После выполнения испытания DWTT измеряют для него значение доли вязкого излома (SA (-20°С)), и измеряют показатель разрыва (далее: S.I.) для преобразования в цифровую форму степени разрыва, генерированного на поверхности излома. Величина S.I. определяется как значение, в котором полную длину разрыва (∑ili: li представляет длину каждого разрыва), который является параллельным поверхности листа, делят на площадь поперечного сечения (толщина листа × (75 - глубина надреза)).
[0048] Кроме того, вырезают микрообразец, как иллюстрировано в Фиг. 3, для исследования размера кристаллического зерна, текстуры, микроструктуры и центральной ликвации каждого из образцов для испытания DWTT.
Во-первых, для измерения размера кристаллического зерна и микроструктуры вырезанного микрообразца используют EBSP-OIMTM (микроскопию изображений обратного рассеяния электронов и ориентационно-зависимых изображений). Образец полируют с использованием коллоидального кремнеземного абразива в течение от 30 минут до 60 минут, и выполняют EBSP-измерение в таких условиях измерения, как 400-кратное увеличение, площадь 160 мкм ×256 мкм, шаг измерения 0,5 мкм.
[0049] Метод EBSP-OIMTM предусматривает устройство и программный пакет для облучения электронными пучками сильно наклоненного образца в сканирующем электронном микроскопе (SEM), кикучи-электронограмму, сформированную обратным рассеянием, фотографируют с помощью высокочувствительной камеры, и это компьютерное изображение обрабатывают, чтобы тем самым измерить кристаллическую ориентацию в точке облучения в пределах короткого периода времени. В EBSP-методе можно выполнить количественный анализ тонкой структуры и кристаллической ориентации поверхности объемного образца, и анализируемая площадь его представляет собой площадь, которую наблюдают с помощью SEM, и можно анализировать с разрешением как минимум 20 нм, хотя это зависит от разрешения SEM. Анализ выполняют в течение нескольких часов картированием анализируемой поверхности в десятках тысяч точек координатной сетки с одним и тем же интервалом. Можно видеть распределение ориентации кристаллов и размер кристаллического зерна внутри образца в поликристаллическом материале. В настоящем изобретении разность в ориентации кристаллических зерен на уровне 15° определяют как пороговое значение высокоуглового наклона границы зерна, которую в основном рассматривают как границу кристаллического зерна, причем зерно визуализируют в растровом изображении, чтобы определить размер кристаллического зерна. Хотя это подробно описывается далее, средний размер зерна (общая сумма размеров зерен/число кристаллических зерен), когда для каждого размера зерна среди кристаллических зерен определен коэффициент распределения, обозначают как «среднечисленный размер зерна», и средний размер зерна (размер зерна, соответствующий усредненной площади), когда найдено распределение, в котором коэффициент распределения для каждого размера кристаллических зерен умножают на усредненную площадь размера зерна, обозначают как «усредненный по площади размер зерна». «Среднечисленный размер зерна», «усредненный по площади размер зерна», и «среднеквадратичное отклонение» от усредненного по площади размера зерна представляют собой значения, получаемые методом EBSP-OIMTM.
[0050] Кроме того, методом Средней разориентации зерен (КАМ), при оснащении EBSP-OIMTM, находят объемную долю проэвтектоидного феррита в отношении микроструктуры. В КАМ-методе выполняют расчет по каждому пикселю, в котором усредняют разность ориентаций среди пикселей в смежных шести пикселях (первое приближение) определенного правильного шестиугольника в данных измерения, или 12 пикселей (второе приближение) на пределами этих шести пикселей, затем 18 пикселей (третье приближение) дополнительно за пределами 12 пикселей, и это значение определяют как значение центрального пикселя.
[0051] Возможно создание карты, представляющей изменение ориентации внутри зерна, выполнением этого расчета так, чтобы не выходить за пределы границы зерна. А именно, эта карта представляет распределение деформации, основанное на локальном изменении ориентации внутри зерна. Следует отметить, что в качестве условия анализа в настоящем изобретении условие расчета разности ориентаций между смежными пикселями в методе EBSP-OIMTM устанавливают в третьем приближении, и отображается ситуация, в которой разность ориентаций становится равной 5° или менее. Здесь, проэвтектоидный феррит означает полигональный феррит. В настоящем изобретении проэвтектоидный феррит определяется как планарная часть пикселя, разность ориентаций в которой в третьем приближении рассчитывается составляющей 1° или менее.
[0052] Полигональный проэвтектоидный феррит, который испытывает превращение при высокой температуре, генерируется в результате диффузионного превращения, и поэтому плотность дислокаций мала, и деформация внутри зерна мала, и тем самым разность кристаллических ориентаций внутри зерна мала. Соответственно этому, объемная доля полигонального феррита, полученная наблюдением с помощью оптического микроскопа, и доля площади из площади, полученной расчетом разности ориентаций в 1° в третьем приближении по приблизительному измерению методом КАМ, прекрасно согласуются в сравнении с результатами разнообразных исследований, выполненных авторами настоящего изобретения до настоящего времени.
[0053] Кроме того, для получения информации о кристаллической ориентации измеряют отношение интенсивностей отражений рентгеновского излучения от поверхности. Отношение интенсивностей отражений рентгеновского излучения от поверхности (далее: отношение поверхностных интенсивностей) означает соотношение интенсивностей отражений рентгеновского излучения от поверхности в направлении {211} и направлении {111} (далее, представлено {211}, {111}, когда это специально не конкретизировано) относительно плоскости, параллельной поверхности стального листа, в центральной части стального листа по толщине листа (части на половине глубины по толщине листа от поверхности стального листа), а именно это значение определяется как {211}/{111}. Оно представляет собой значение, измеряемое с использованием рентгеновского излучения методом, описанным в Стандартах ASTM, условное обозначение 81-63. В качестве измерительного прибора в данном эксперименте используют рентгеновский измерительный прибор RINT1500, изготовленный фирмой Rigaku corporation. Измерение выполняют со скоростью измерения 40 отсчетов/минуту, в качестве источника рентгеновского излучения применяют Mo-Kα, в таких условиях, как напряжение на трубке 60 кВ, токе в цепи накала трубки 200 мА, и в качестве фильтра используют Zr-Kβ. В качестве гониометра используют широкоугольный гониометр, ширина шага составляет 0,010°, щели представляют собой ограничивающую расхождение пучка щель под углом 1°, рассеивающую щель 1°, и принимающую излучение щель с шириной 0,15 мм.
[0054] Затем измеряют распределение концентраций Mn в стальном листе с использованием EPMA (Электронно-зондового микроанализатора) или СМА (Компьютерного микроанализатора), способного выполнять обработку изображений, полученных в результате измерений с помощью EPMA, для количественной оценки центральной ликвации.
[0055] В это время численное значение максимальной степени ликвации Mn изменяется в зависимости от диаметра зонда в EPMA (или CMA). Авторы настоящего изобретения нашли, что ликвацию Mn можно правильно оценить настройкой диаметра зонда на 2 мкм. Следует отметить, что степень ликвации Mn становится большей на вид, когда существует такое включение, как MnS, и поэтому оценку выполняют, опуская значение для включения, когда попадается включение.
В настоящем изобретении максимальную степень ликвации Mn определяют как максимальное количество Mn (в % по весу) в области центральной ликвации сравнительно с концентрацией Mn, в которой область центральной ликвации в стальном листе, а именно по меньшей мере область по меньшей мере 1 мм по направлению толщины листа, 3 мм по направлению ширины листа в центральной части поперечного сечения стального листа, измеряют вышеуказанным методом измерения, и усредненное значение по направлению ширины листа в каждом направлении толщины листа определяют как концентрацию Mn.
[0056] Также можно определить область центральной ликвации по твердости измерением области центральной ликвации Mn, измеренной, как указано выше, с использованием микротвердомера Виккерса. Например, участок с размерами 1 мм по направлению толщины листа, 3 мм по направлению ширины листа измеряют при 25 г ×15 секунд с шагом 50 мкм, с центрированием на области центральной ликвации с использованием микротвердомера Виккерса, и максимальную твердость среди усредненных значений микротвердости по Виккерсу в каждом из положений по направлению толщины листа определяют как максимальную твердость области центральной ликвации. Среднюю твердость, в которой максимальную твердость в области центральной ликвации исключают из средней твердости в каждом из положений по направлению толщины листа, дополнительно усредняют, определяют как среднюю твердость основного материала. Область, твердость которой становится средней твердостью основного материала + 50 HV или более, можно определить как область центральной ликвации.
[0057] Значение SA (-20°С) при условии, в котором предел прочности на растяжение находится внутри диапазона от 710 МПа до 740 МПа, представлено на Фиг. 4 взаимосвязью между «среднечисленным размером зерна» и «усредненным по площади размером зерна». Оказалось, что SA (-20°) составляет ≥85%, когда «среднечисленный размер зерна» составляет 2,5 мкм или менее, и «усредненный по площади размер зерна» составляет 9 мкм или менее.
Кроме того, также оказалось, что SA (-20°С) дополнительно улучшается даже в подобной микроструктуре, когда выполняют действия «добавление REM + индукционное электромагнитное перемешивание + мягкое обжатие».
[0058] В этом испытании оценивают поверхность обусловленного хрупким растрескиванием хрупкого излома, созданного непосредственно под выпрессованным надрезом в образце для испытания DWTT, на предмет изменения в поверхность вязкого излома, но псевдоспайность, перпендикулярная как поверхности трещины, образованной вблизи центра толщины листа, так и направлению толщины испытательного образца, опять становится исходной точкой поверхности хрупкого излома, когда детально обследуют поверхность трещины. А именно, оказалось, что центральная ликвация влияет на SA (-20°С). А именно, оказалось, что проявляются эффекты снижения SI и повышения уровня поглощения энергии при сокращении центральной ликвации.
[0059] Следует отметить, что все значения SA (-20°С) представляют собой усредненные значения для двух образцов, и некоторые из испытательных образцов не удовлетворяют условию «SA (-20°) ≥85%». Соответственно этому, взаимосвязь между разностью (ΔSA) для значений SA (-20°С) двух образцов и среднеквадратичным отклонением от усредненного по площади размера зерна, полученного вышеуказанным методом EBSP-OIMTM. Результаты представлены на Фиг. 5. Оказалось, что, когда «среднеквадратичное отклонение» от усредненного по площади размера зерна составляет 2,3 мкм или менее, ΔSA (-20°С) становится равным 20% или менее, и дисперсия ударной вязкости подавляется в пределах этого диапазона. Когда ΔSA (-20°С) составляет 20% или менее, минимальное значение SA (-20°С) подавляется приблизительно на 75%, и это находится в пределах практически допустимого диапазона для обеспечения условия «SA (-20°) ≥85%» как среднего значения.
[0060] Взаимосвязь между отношением поверхностных интенсивностей и S.I. представлена на Фиг. 6. Оказалось, что S.I. стабилизируется на низком уровне со значением 0,03 или менее, когда отношение поверхностных интенсивностей составляет 1,1 или более. А именно, оказалось, что можно подавить разрыв до уровня, практически не создающего проблем, если отношение поверхностных интенсивностей регулировать на уровне 1,1 или более. Более желательно, можно довести значение S.I. до 0,02 или менее регулированием отношения поверхностных интенсивностей на величину 1,2 или более.
[0061] Кроме того, выявилась очевидная тенденция, в которой ударная вязкость при вязком разрушении в испытании DWTT улучшается подавлением разрыва. А именно, когда отношение поверхностных интенсивностей {211}/{111} становится равным 1,1 или более, возникновение разрыва подавляется, S.I. стабилизируется на низком уровне 0,03 или менее, и подавляется снижение ударной вязкости при вязком разрушении как показателя сопротивления неустойчивому вязкому излому вследствие возникновения разрыва, и может быть получена энергия в 10000 Дж или более.
Следует отметить, что предпочтительно устанавливать отношение поверхностных интенсивностей на 0,9 или менее, по соображениям подавления планарной пластической анизотропии.
[0062] Разрыв является результатом пластической анизотропии кристаллографических колоний {111} и {100}, распределенных в виде полос, и рассматривается как возникающий на граничной поверхности раздела этих смежных колоний. Доказано, что {111} среди этих кристаллографических колоний дополнительно развивается, в частности, при прокатке в двухфазной области из α (феррит) + γ (аустенит) при температуре, меньшей, чем температура точки Ar3 превращения. С другой стороны, когда прокатку выполняют вне температуры рекристаллизации γ-области при температуре точки Ar3 превращения или более, в значительной степени формируется текстура Cu-типа, будучи показательной текстурой прокатки FCC-металла (ГЦК, кубический гранецентрированный), и известно, что текстура, в которой развивается {111}, формируется после превращения γ в α. Поэтому можно избежать возникновения разрыва подавлением развития этих текстур.
[0063] Затем выполняют испытание по Шарпи образца с V-образным надрезом для исследования взаимосвязи между уровнем поглощения энергии и микроструктурой, вырезают микрообразец вблизи поверхности излома, и исследуют взаимосвязь между уровнем поглощения энергии (vE (-20°C)) и долей проэвтектоидного феррита. Следует отметить, что испытание ударной вязкости по Шарпи выполняют вырезанием испытательного образца, описанного в стандарте JIS Z 2202, по направлению R в центре листа по его толщине, в соответствии с методом стандарта JIS Z 2242. Доля проэвтектоидного феррита представляет собой значение, полученное вышеуказанным методом EBSP-OIMTM. Взаимосвязь между долей проэвтектоидного феррита в состоянии, в котором предел прочности на растяжение находится внутри диапазона от 710 МПа до 740 МПа, и vE (-20°C) представлена на Фиг. 7.
Существует хорошая корреляция между долей проэвтектоидного феррита и vE (-20°C), и оказалось, что целевое значение vE
(-20°C), которое составляет 240 Дж, может быть получено, когда доля проэвтектоидного феррита составляет 3% или более.
[0064] На Фиг. 8 представлен результат дополнительного исследования, в котором подробно изучено влияние добавленной центральной ликвации на SA (-20°С) и S.I. Область центральной ликвации означает ликвационный слой, содержащий элементы, легко сегрегирующие при затвердевании, такие как С, Р, Mn, Nb, Ti, присутствующие в центральной части поперечного сечения стального листа, и сюда также входит вышеуказанная центральная ликвация Mn. Оказалось, что, когда твердость (твердость HV по Виккерсу) области центральной ликвации представляет собой максимальную твердость ≤300 HV, и ширина (длина в стальном листе по направлению ширины) ликвационной полосы с твердостью «средняя твердость основного материала +50 HV» составляет 200 мкм или менее, SA (-20°С) ≥ 85%, S.I. ≤0,03 мм-2, и как SA (-20°С), так и S.I. истолковываются как целевые значения.
[0065] Горячекатаный стальной лист, используемый в настоящем изобретении, представляет собой стальной лист, содержащий следующие химические компоненты в % по массе, и остальное количество составлено Fe и неизбежными примесными элементами.
Содержатся:
С = от 0,02% до 0,08%,
Si = от 0,05% до 0,5%,
Mn = от 1% до 2%,
Nb = от 0,03% до 0,12%,
Ti = от 0,005% до 0,05%,
Р≤0,03%,
S≤0,005%,
О≤0,003%,
Al = от 0,005% до 0,1%,
N = от 0,0015% до 0,006%,
Са = от 0,0005% до 0,003%,
V≤0,15% (исключая «0» (нуль)%),
Mo≤0,3% (за исключением «0» (нуль)%), и
0<S/Са<0,8
N-14/48×Ti≥«0» (нуль)%.
[0066] В то же время горячекатаный стальной лист может дополнительно содержать один вид, или два или более видов из следующих элементов, в % по массе.
Cr = от 0,05% до 0,3%,
Cu = от 0,05% до 0,3%,
Ni = от 0,05% до 0,3%,
В = от 0,0002% до 0,003%.
[0067] Далее описаны обоснования ограничения химических компонентов горячекатаного стального листа в настоящем изобретении.
Углерод (С) представляет собой элемент, необходимый для получения заданной прочности согласно стандарту API5L-X80 или более, и микроструктуры. Следует отметить, что невозможно получить необходимую прочность, если его содержание составляет менее 0,02%, и когда его добавляют в количестве более 0,06%, образуются многочисленные карбиды как исходные точки для трещин, и в результате не только снижается ударная вязкость, в частности уровень поглощения энергии, но и заметно ухудшается свариваемость при монтаже в полевых условиях. Соответственно этому, добавляемое количество С регулируют на 0,02% или более, и 0,06% или менее. Кроме того, желательным является содержание 0,05% или менее, чтобы получить однородную прочность, не зависящую от скорости охлаждения при охлаждении после прокатки.
[0068] Кремний (Si) оказывает действие, которое проявляется в подавлении осаждения карбида как исходной точки трещины, и поэтому его добавляют в количестве 0,05% или более, но ухудшается свариваемость при монтаже в полевых условиях, когда его содержание превышает 0,05%. Когда рассматривают общую универсальность с точки зрения свариваемости при монтаже в полевых условиях, желательным является содержание его 0,3% или менее. Кроме того, есть опасение в том плане, что образуется окалина с картиной в виде полос тигровой шкуры, и это может вызвать образование изуродованной поверхности, когда добавляют более 0,15%, и поэтому желательно устанавливать верхний предел содержания его на 0,15%.
[0069] Марганец (Mn) представляет собой элемент, упрочняющий твердый раствор, и поэтому его добавляют по необходимости. Однако образуется жесткая ликвационная полоса, действующая как исходная точка разрыва, поскольку он выделяется в центр отливаемого сляба по время литья. Соответственно этому, повышается вероятность того, что максимальная степень ликвации Mn превысит 2%, если его добавляют в количестве свыше 2%, хотя это зависит от того, как проводят литье. В результате SI становится хуже, и условия настоящего изобретения не удовлетворяются. Желательно добавлять 1,8% или менее для снижения SI, в то же время учитывая вариации максимальной степени ликвации Mn.
[0070] Фосфор (Р) представляет собой загрязняющую примесь, и более желательно, чтобы его содержание было минимальным. Он выделяется в центральную часть получаемой непрерывным литьем стальной заготовки, когда его содержание составляет более 0,03%, обусловливая растрескивание по границам зерен, и заметно снижая низкотемпературную ударную вязкость, и поэтому его содержание регулируют на 0,03% или менее.
Кроме того, Р оказывает вредное влияние на процесс сворачивания в трубу и свариваемость при монтаже в полевых условиях, и поэтому, с учетом вышеуказанного, желательно его содержание на уровне 0,015% или менее.
[0071] Сера (S) не только обусловливает растрескивание во время горячей прокатки, но также ухудшает низкотемпературную ударную вязкость, если добавленное количество ее слишком велико, и поэтому ее содержание регулируют на значение 0,005% или менее. Кроме того, S скапливается вблизи центра получаемой непрерывным литьем стальной заготовки в составе MnS, образует растянутые включения MnS после прокатки, действующие как исходные точки хрупкого излома, и становится причиной возникновения псевдоразделения (обозначаемого в настоящем изобретении как «разрыв»), такого как растрескивание листа вследствие расслоения. Кроме того, в плане характеристики стойкости к сероводородному растрескиванию, ее содержание желательно на уровне 0,001% или менее.
[0072] Кислород (О) представляет собой загрязняющую примесь, и верхний предел его содержания ограничен 0,003% или менее, для подавления агрегирования оксидов, и для улучшения характеристики устойчивости к вызываемому водородом растрескиванию. Желательно регулировать значение верхнего предела содержания О на 0,002% или менее, чтобы подавить образование оксидов и улучшить ударную вязкость основного материала и зоны термического влияния (HAZ).
[0073] Алюминий (Al) представляет собой раскисляющий элемент, и его добавляют в количестве 0,005% или более для достижения его действия. С другой стороны, его действие насыщается, если добавленное количество превышает 0,1%. Кроме того, показано образование совокупного кластера оксида алюминия (Al), когда его содержание превышает 0,03%, и поэтому желательно поддерживать его на уровне 0,03% или менее. Когда требуется еще более высокая низкотемпературная ударная вязкость, предпочтительно регулировать верхний предел содержания Al на 0,017% или менее.
[0074] Ниобий (Nb) представляет собой один из наиболее важных элементов в настоящем изобретении. Nb оказывает действия, которые проявляются в подавлении регенерации, рекристаллизации и роста зерен аустенита во время прокатки или после прокатки вследствие эффекта примесного торможения (dragging) в состоянии твердого раствора и/или пиннинг-эффекта при осаждении карбонитридов, измельчении зерна относительно среднего размера кристаллических зерен после превращения, и улучшении низкотемпературной ударной вязкости. Кроме того, он образует мелкозернистые карбиды и содействует повышению прочности в результате дисперсионного упрочнения при процессе намотки, что является характеристикой способа изготовления горячего рулона. Следует отметить, что для достижения вышеуказанных эффектов необходимо добавлять его в количестве по меньшей мере 0,05% или более. С другой стороны, если его содержание превышает 0,12%, то происходит не только насыщение этих эффектов, но и становится затруднительным переход в состояние твердого раствора в процессе нагрева перед процессом горячей прокатки, образуется крупнозернистый карбонитрид как исходная точка трещины, и существует возможность ухудшения низкотемпературной ударной вязкости и характеристики стойкости к сероводородному растрескиванию.
[0075] Титан (Ti) представляет собой один из наиболее важных элементов в настоящем изобретении. Ti начинает осаждаться в виде нитрида при высокой температуре непосредственно после затвердевания отлитого сляба, полученного непрерывным литьем или отливкой слитков. Включения, содержащие нитрид титана (Ti), стабильны при высокой температуре, и проявляют пиннинг-эффект без полного перехода в твердый раствор при последующем повторном нагреве сляба, подавляют укрупнение аустенитных зерен во время повторного нагрева сляба, обеспечивают миниатюризацию микроструктуры для улучшения низкотемпературной ударной вязкости. Для достижения вышеуказанных эффектов необходимо добавление Ti в количестве по меньшей мере 0,005% или более. С другой стороны, эффекты насыщаются, если его содержание превышает 0,02%. Кроме того, когда количество добавленного Ti превышает стехиометрическое соотношение с компонентом N (N-14/48×Ti≤«0» (нуль)%), то остальной Ti связывается с углеродом (С), и существует возможность снижения характеристики устойчивости к вызываемому водородом растрескиванию (HIC) и ударной вязкости.
[0076] Кальций (Са) представляет собой элемент, образующий сульфид CaS, который подавляет формирование MnS, вытянутого по направлению прокатки, и заметно содействующий улучшению низкотемпературной ударной вязкости. Когда количество добавленного Са составляет менее 0,0005%, эти эффекты не могут быть достигнуты, и поэтому значение нижнего предела устанавливают на 0,0005% или более. С другой стороны, когда количество добавленного Са превышает 0,003%, накапливается оксид кальция (Са), и подобным образом создает возможность образования исходной точки хрупкого излома, и поэтому верхний предел регулируют на 0,003% или менее.
В настоящем изобретении Са добавляют для образования CaS, и тем самым связывают серу (S). Поэтому соотношение «S/Са» представляет собой важный показатель. Согласно атомным весам S и Са, стехиометрическое отношение составляет S/16=Са/20. А именно, когда соотношение «S/Са» составляет 0,8 или более, образуется MnS, и во время прокатки формируются вытянутые включения MnS. В результате ухудшается низкотемпературная ударная вязкость. Соответственно этому, соотношение «S/Са» регулируют на величину менее 0,8.
[0077] Азот (N) образует нитрид титана (Ti), как указано выше, подавляет укрупнение зерна аустенита во время повторного нагрева сляба, обеспечивает измельчение аустенитного зерна по размеру при последующей контролируемой прокатке, и измельчение аустенитного зерна по размеру после превращения, для улучшения низкотемпературной ударной вязкости. Следует отметить, что эти эффекты не могут быть достигнуты, когда содержание его составляет менее 0,0015%. С другой стороны, снижается пластичность, обусловленная старением, и уменьшается формуемость при сворачивании в трубу, если он содержится в количестве более 0,006%. Когда содержание N составляет меньше стехиометрического соотношения с Ti (N-14/48×Ti≤«0» (нуль)%), остальной N связывается с углеродом (С), и существует возможность снижения характеристики устойчивости к HIC и ударной вязкости.
[0078] Далее описаны обоснования добавления V, Mo, Cr, Ni, Cu. Основная цель дополнительного добавления этих элементов в дополнение к основным компонентам состоит в увеличении технологичной толщины листа и для обеспечения улучшения таких характеристик, как прочность и ударная вязкость основного материала, без ущерба превосходным характеристикам стали согласно настоящему изобретению.
[0079] Ванадий (V) образует мелкозернистый карбонитрид в процессе намотки, характеристическом для способа изготовления горячего рулона, и содействует повышению прочности в результате дисперсионного упрочнения. Следует отметить, что эффект насыщается, если его добавляют в количестве более 0,15%. Кроме того, желательным является содержание менее 0,1%, поскольку существует вероятность того, что снизится свариваемость при монтаже в полевых условиях, если его содержание составляет 0,1% или более. Кроме того, он эффективен в очень малом количестве, но желательно добавление его в количестве 0,02% или более.
[0080] Молибден (Mo) проявляет эффекты улучшения характеристик прокаливаемости и повышения прочности. Кроме того, Mo оказывает действия, которые проявляются в сильном подавлении рекристаллизации аустенита во время контролируемой прокатки, миниатюризации аустенитной структуры, и улучшении низкотемпературной ударной вязкости, вместе с Nb. Следует отметить, что эффекты насыщаются, если его добавляют в количестве свыше 0,3%. Кроме того, существует вероятность того, что снижается пластичность и формуемость при сворачивании в трубу, если его добавляют в количестве 0,2% или более, и поэтому желательным является его содержание менее 0,2%. Кроме того, он действует эффективно в очень малом количестве, но желательно его добавление на уровне 0,02% или более.
[0081] Хром (Cr) проявляет эффект повышения прочности. Следует отметить, что эффект насыщается, если его добавляют в количестве свыше 0,3%. Кроме того, существует вероятность того, что снизится свариваемость при монтаже в полевых условиях, если его добавляют в количестве 0,15% или более, и желательным является содержание менее 0,15%. Кроме того, нельзя ожидать проявления эффекта, если его содержание составляет менее 0,05%, и поэтому желательно добавлять его в количестве 0,05% или более.
[0082] Медь (Cu) оказывает действия, которые проявляются в повышении коррозионной стойкости и характеристики устойчивости к вызываемому водородом растрескиванию. Следует отметить, что эффект насыщается, если ее содержание составляет более 0,3%. Кроме того, существует вероятность того, что во время горячей прокатки будет происходить хрупкое растрескивание, и появляются дефекты поверхности, если ее добавляют в количестве 0,2% или более, и поэтому желательным является добавление менее 0,2%. Кроме того, эффекты не проявляются, если ее добавляют в количестве менее 0,05%, и поэтому желательно добавление более 0,05%.
[0083] Никель (Ni) редко образует связанную структуру, вредную для низкотемпературной ударной вязкости и характеристик стойкости к сероводородному растрескиванию в прокатанной структуре (в частности, при центральной ликвационной полосе в слябе), сравнительно с Mn, Cr, Mo, и поэтому проявляет эффект повышения прочности без ущерба низкотемпературной ударной вязкости и свариваемости при монтаже в полевых условиях. Следует отметить, что эффект насыщается, если его добавляют в количестве более 0,3%. Кроме того, проявляется эффект предотвращения обусловленной медью (Cu) красноломкости, и поэтому его добавляют в количестве 1/3 или более от количества Cu как целевого. Эффекты не могут проявляться, если его содержание составляет менее 0,05%, и поэтому нижний предел регулируют на 0,05%.
[0084] Бор (В) проявляет эффекты улучшения закаливаемости и упрощает получение структуры в результате превращения при непрерывном охлаждении. Кроме того, бор (В) повышает закаливаемость, улучшая действие Mo, и проявляет синергический эффект повышения закаливаемости совместно с Nb. Соответственно этому, его добавляют по необходимости. Следует отметить, что добавление его в количестве менее 0,0002% недостаточно для достижения этих эффектов, и происходит растрескивание сляба, если его добавляют в количестве более 0,003%.
[0085] Редкоземельный элемент (REM) проявляет эффекты равномерного диспергирования мелкозернистых оксидов в расплавленной стали путем преобразования включений на основе оксида алюминия, дополнительно способствуя действию оксидов в качестве зародышеобразователей при формировании эквиаксиальных (равноосных) кристаллов. Следует отметить, что эффекты не могут быть достигнуты, если добавляют менее 0,0005%, и когда его добавляют в количестве более 0,02%, эти оксиды образуются в объеме, формируются кластеры, крупнозернистые включения, ухудшается низкотемпературная ударная вязкость сварного шва, и это вредно влияет на свариваемость при монтаже в полевых условиях. Кроме того, он представляет собой элемент, изменяющий формирование неметаллических включений, которые становятся исходной точкой трещины, и подавляет ухудшение характеристики стойкости к сероводородному растрескиванию.
[0086] Далее подробно описана микроструктура и тому подобное стального листа в настоящем изобретении.
[0087] Микроструктура стального листа для достижения целевой прочности, низкотемпературной ударной вязкости и тому подобного должна быть следующей: доля проэвтектоидного феррита составляет 3% или более, и 20% или менее, и остальное количество составляет продукт низкотемпературного превращения в микроструктуре на глубине половины толщины стального листа по его толщине, среднечисленный размер кристаллического зерна во всей микроструктуре в целом составляет 2,5 мкм или менее, усредненный по площади размер зерна составляет 9 мкм или менее, и среднеквадратичное отклонение от него составляет 2,3 мкм или менее.
Между передней и задней поверхностями листа и центром листа по его толщине возникает большой перепад температур, когда толщина листа составляет 16 мм или более, и температурная история в каждом положении по толщине листа от начала до конца прокатки непосредственно влияет на формирование микроструктуры и тому подобного. В частности, интенсивность трехосного напряжения является наивысшей в центральной части листа по толщине, и исходной точкой излома становится центральная часть листа по его толщине. Кроме того, существует лучшая корреляция между микроструктурой и тому подобным и материалами, как SA, и поэтому микроструктуру и тому подобное на половине толщины рассматривают как показательную для листа по всей его толщине.
[0088] Здесь упомянуто различие между среднечисленным размером кристаллического зерна и усредненным по площади размером зерна. Оба из этих численных значений могут быть получены с помощью вышеуказанного метода EBSP-OIMTM. В обоих из них граница зерна определяется как 15°-ное пороговое значение высокоуглового наклона границы зерна, которое в основном рассматривают как границу кристаллического зерна, и зона, охваченная границей зерна, представляет собой кристаллическое зерно. Распределение измеренных зерен по размерам вычерчивают на графике в виде столбчатой диаграммы, и среднее значение его представляет собой «среднечисленный размер кристаллического зерна», определяемый в настоящем изобретении. С другой стороны, вычерчивают столбчатую диаграмму, в которой оценивают усредненную площадь (находят произведение) по численному значению каждой ступени размера в вышеуказанной столбчатой диаграмме, и среднее значение этого представляет собой «усредненный по площади размер зерна», определяемый в настоящем изобретении. Это значение делает наблюдение с использованием оптического микроскопа и тому подобное приближенным к образу микроструктуры, какой может быть виден невооруженным глазом, и дает в распоряжение метод сравнения и метод секущих, определенный в стандарте JIS.
[0089] Здесь микроструктуру горячего рулона для спиральношовного трубопровода как предмета настоящего изобретения классифицируют на структуру с очень тонкодисперсными зернами, соответствующую «проэвтектоидному ферриту», определяемому в настоящем изобретении, и прочие, а именно «фазу низкотемпературного превращения», в которой размер ее зерна является относительно увеличенным, имеет отношение к предшествующему размеру зерна аустенита, и оцениваемую как преобразованную в плотный массив, когда ее подробно обследуют. Другими словами, «среднечисленный размер кристаллического зерна» главным образом представляет размер зерна «проэвтектоидного феррита», и «усредненный по площади размер зерна» представляет размер зерна «фазы низкотемпературного превращения». Кроме того, «среднеквадратичное отклонение» является показателем, который представляет разность размеров зерна между ними.
Согласно результату подробных исследований, проведенных авторами настоящего изобретения, достигнуто понимание того, что ударная вязкость улучшается, когда кристаллическое зерно измельчается, во взаимосвязи между «кристаллическим зерном» и «ударной вязкостью», которую не рассматривали как универсальное правило, но которая представляет собой взаимосвязь, эффект которой проявляется только тогда, когда микроструктура может расцениваться как приблизительно однофазная, такая как феррит или бейнит. В случае высокопрочной стали класса прочности API-X80, представляющей предмет настоящего изобретения, микроструктура неизбежно становится микроструктурой, в которой смешаны «проэвтектоидный феррит» и «фаза низкотемпературного превращения», и поэтому общий средний размер кристаллического зерна как раз представляет «усредненный по площади размер зерна», а именно размер зерна «фазы низкотемпературного превращения», и это не является подходящим.
[0090] Кроме того, в хрупком разрушении предложена модель слабейшего звена. Например, в случае хрупкого разрушения не только зона вблизи вершины трещины, но также вся область пластической деформации способны быть исходной точкой возникновения трещины. Когда это определяется как зона обработки, излом в целом может последовать, если разрушится самое слабое звено в зоне обработки. В этом случае пороговое значение (в этом случае «среднечисленный размер кристаллического зерна» и «усредненный по площади размер зерна»), определяющее нижний предел непрочности, становится необходимым в каждом из «проэвтектоидного феррита» и «фазы низкотемпературного превращения», хотя вопрос в отношении того, который из двух является слабейшим звеном, откладывается на потом. Кроме того, также важна дисперсия этих величин, и для получения стабильной ударной вязкости должно быть определено «среднеквадратичное отклонение» для них.
В настоящем изобретении является предпочтительным, чтобы среднечисленный размер кристаллического зерна составлял 1 мкм или более, усредненный по площади размер зерна составлял 3 мкм или более, и среднеквадратичное отклонение составляло 0,8 мкм или более, с учетом сложности эксплуатационных условий. Эти пороговые значения в настоящем изобретении являются следующими: среднечисленный размер кристаллического зерна составляет 1 мкм или более, и 2,5 мкм или менее, усредненный по площади размер зерна составляет 3 мкм или более, и 9 мкм или менее, и среднеквадратичное отклонение составляет 0,8 мкм или более, и 2,3 мкм или менее.
[0091] Проэвтектоидный феррит представляет собой микроструктуру, в относительной мере сосредоточивающую в себе пластичность, и уровень поглощения энергии возрастает по мере увеличения объемной доли благодаря эффекту пластичности. Содержание проэвтектоидного феррита на уровне 3% или более необходимо для получения целевой степени поглощения энергии, но, когда оно превышает 20%, не только происходит насыщение эффекта, но и становится заметным снижение прочности.
[0092] Соответственно этому, необходимо, чтобы содержание проэвтектоидного феррита составляло 3% или более, и 20% или менее. Следует отметить, что присутствие проэвтектоидного феррита является эффективным для снижения отношения предела текучести к пределу прочности стальной трубы после сворачивания в трубообразную форму. В частности, с недавних пор проектирование проводят главным образом на основе технологии «Strain based design» («проектирование на основе деформационных требований»), и желательно снижать предел текучести после сворачивания в трубу. Желательно, чтобы проэвтектоидный феррит содержался в количестве по меньшей мере 3% или более объемной доли, чтобы довести отношение предела текучести к пределу прочности после сворачивания в трубу до желательного значения 0,93 или менее. Кроме того, проявляются заметные эффекты повышения уровня поглощения энергии и подавления разрыва при регулировании содержания проэвтектоидного феррита 20% или менее. По оценкам, это обусловливается тем, что подавляется распространение трещины по псевдоспайности на границе между проэвтектоидным ферритом и фазой низкотемпературного превращения.
[0093] Разрыв, который рассматривается как не испытывающий негативное влияние центральной ликвации в центре листа по его толщине, среди разрывов возникает от пластической анизотропии кристаллографических колоний {111} и {100}, распределенных в виде полос, и считается, что разрыв возникает на граничной поверхности этих соседних колоний. Соответственно этому, отношение интенсивностей рентгеновских рефлексов {211}/{111} между плоскостью {211} и плоскостью {111}, которые параллельны поверхности листа в центральной части листа по его толщине, используют в качестве показателя, и можно подавить разрыв вплоть до уровня, на котором пластическая анизотропия кристаллографических колоний способна подавить разрыв, когда значение отношения интенсивностей рентгеновских рефлексов составляет 1,1 или более.
[0094] Центральная ликвация, возникающая во время литья сляба, оказывает вредное влияние в отношении распространения хрупких трещин при испытании DWTT, и к тому же стимулирует возникновение разрыва. Испытание DWTT представляет собой метод испытания, оценивающий, как распространение хрупких трещин, начинающееся от участка с выпрессованным надрезом, замедляется пластической деформацией, формирующей поверхность вязкого излома во время испытания, но жесткая структура в виде полосы, образовавшаяся в результате центральной ликвации, с трудом подвергается пластической деформации, и поэтому распространение хрупких трещин ускоряется. Кроме того, центральная ликвация создает псевдоспайность как исходную точку разрыва. Соответственно этому, центральная ликвация, в частности, центральная ликвация Mn, должна быть сокращена настолько, насколько возможно, для улучшения SA в испытании DWTT, будучи показателем низкотемпературной ударной вязкости, в то же время с подавлением возникновения разрыва. Однако можно подавить возникновение разрыва, в то же время с обеспечением SA, когда максимальная твердость центральной ликвационной области составляет 300 HV или менее, ширина ликвационной полосы с твердостью «средняя твердость основного материала + 50 HV или более» составляет 200 мкм или менее. Кроме того, также желательно, чтобы ширина жесткой структуры в виде полосы по направлению толщины листа была более узкой, и возникновение разрыва дополнительно подавляется, когда толщина ликвационной полосы, в которой концентрация Mn составляет 1,8% или более, составляет 140 мкм или менее по направлению толщины листа.
[0095] Для получения прочности стального листа имеет место ситуация, когда прочность не достигается только вследствие содержания фазы низкотемпературного превращения, твердость которой является относительно высокой, внутри вышеуказанной микроструктуры. В этом случае важно, чтобы содержащие Nb включения нанометрового размера были плотно диспергированы для обеспечения дисперсионного упрочнения всей микроструктуры в целом. Составы включений нанометрового размера главным образом включают Nb, но допустимо присутствие Ti, V, Mo, Cr, образующих карбонитрид. Кроме того, диапазон температур намотки регулируют на значения от 520°С до 620°С, чтобы эти включения надлежащим образом содействовали упрочнению.
[0096] Следует отметить, что, когда скорость охлаждения на выходном рольганге является настолько высокой, как 20°С/сек или более, в центре листа по его толщине, и температура намотки составляет 500°С или менее, объемная доля проэвтектоидного феррита составляет ≤20%, и можно обеспечить прочность на уровне класса прочности Х80 структурным упрочнением фазы низкотемпературного превращения, даже если имеет место недосостаренное состояние, в котором содержащие Nb включения, нанометрового размера, не проявляют должной способности к дисперсионному упрочнению.
[0097] Необходимо, чтобы не содержалась микроструктура, включающая крупнозернистый карбид, такой как цементит, чтобы улучшить уровень поглощения энергии, представляющий собой показатель способности останавливать вязкий излом, необходимой, когда имеют в виду трубопровод для природного газа. А именно, фаза низкотемпературного превращения в настоящем изобретении не содержит микроструктуры, включающей крупнозернистый карбид, такой как цементит.
[0098] Здесь фаза низкотемпературного превращения представлена микроструктурой, которая появляется, когда ее охлаждают слишком сильно сравнительно с равновесным состоянием во время охлаждения или после намотки на выходном рольганге. Например, это микроструктура, соответствующая структуре (Zw) превращения при непрерывном охлаждении, описанной в Японском Институте железа и стали, Общество фундаментальных исследований, под редакцией Комитета по изучению бейнита; Недавние исследования относительно действия бейнитной структуры и превращения на низкоуглеродную сталь - Заключительный отчет Комитета по изучению бейнита (The final Report of Bainite Research Committee) (1994, Японский Институт железа и стали).
[0099] А именно, определено, что микроструктура структуры (Zw) превращения при непрерывном охлаждении представляет собой микроструктуру, главным образом составленную бейнитным ферритом (αо В), гранулярным бейнитным ферритом (αВ), квазиполигональным ферритом (αq), дополнительно содержит небольшое количество остаточного аустенита (γr), мартенсит-аустенит (МА), как это описано в вышеуказанной литературной ссылке, от страницы 125 до страницы 12, в виде структуры, наблюдаемой в оптический микроскоп. Внутренняя структура αq не проявляется при травлении как такая же, как полигональный феррит (PF), но форма αq является игольчатой, и она явным образом отличается от PF. Здесь, если периферическую длину целевого кристаллического зерна принимают за lq, диаметр эквивалентного круга принимают как dq, то зерно, удовлетворяющее условию, в котором отношение (lq/dq) составляет lq/ dq≥3,5, представляет собой αq.
[0100] Кроме того, необходимо регулировать среднечисленный размер кристаллического зерна на величину 2,5 мкм или менее, усредненный по площади размер зерна на значение 9 мкм или менее, и среднеквадратичное отклонение на 2,3 мкм или менее, во всей микроструктуре в целом, включая вышеуказанное, для улучшения низкотемпературной ударной вязкости. Это обусловлено тем, что измельчается размер кристаллического зерна, имеющего прямое отношение к единице поверхности трещины, рассматриваемого в качестве основного фактора влияния на распространение хрупкого разрушения, и улучшается низкотемпературная ударная вязкость.
[0101] Далее подробно описаны обоснования ограничения способа изготовления согласно настоящему изобретению.
В настоящем изобретении способ изготовления до процесса непрерывного литья не является конкретно ограниченным. А именно, процесс рафинирования в сталеплавильном конвертере выполняют в стадиях, в которых расплавленный чугун подвергают предварительной обработке, такой как дефосфорация расплавленного чугуна и десульфурация расплавленного чугуна после выпуска расплавленного передельного чугуна из доменной печи, или, иначе, процесс расплавления холодного источника железа, такого как металлолом, в электрической печи, и тому подобные, и затем выполняют корректирование компонентного состава, чтобы обеспечить заданное содержание компонентов путем разнообразного вторичного рафинирования, затем проводят литье таким способом, как обычное непрерывное литье, способ литья отливок, и, в дополнение, литье тонкого сляба.
Следует отметить, что обработку в качестве контрмеры против ликвации, такую как обжатие при прокатке незатвердевшей ленты, выполняют в сегменте установки непрерывного литья для сокращения центральной ликвации во время литья сляба. Во всем остальном необходимо уменьшать ширину центральной ликвации по направлению толщины листа путем уменьшения толщины отлитого сляба.
[0102] Во-первых, добавлением REM включение на основе Al2O3 преобразуют в тонкодисперсный оксид, содержащий REM, причем оксид равномерно диспергируется в расплавленной стали, выполняют электромагнитное перемешивание для снижения степени перегрева расплавленной стали, чтобы тем самым эффективно использовать тонко диспергированный оксид в качестве зародышеобразователей для формирования равноосных кристаллов, и мелкозернистые равноосные кристаллы генерируются в отлитом слябе для подавления ликвации Mn.
[0103] Затем при непрерывном литье оптимальным является мягкое обжатие во время окончательного затвердевания. Мягкое обжатие во время окончательного затвердевания представляет собой течение концентрированной расплавленной стали в еще не затвердевшую часть в центральной области, образованную перемещением концентрированной расплавленной стали вследствие усадки при затвердевании и тому подобного, для компенсации степени усадки при затвердевании, и его выполняют для подавления. Тем самым можно сократить центральную ликвацию.
Более конкретно, в пределы области настоящего изобретения входит добавление REM, когда расплавленную сталь разливают в условиях, в которых скорость потока расплавленной стали, перемешиваемой с помощью индукционного электромагнитного перемешивания, в положении на 10 м ниже ковша от мениска расплавленной стали в ковше составляет от 30 см/сек до 100 см/сек, непрерывное литье выполняют со скоростью обжатия, представленной произведением скорости литья (м/мин) на заданный градиент обжатия (мм/м), варьирующей в пределах диапазона от 0,7 мм/мин до 1,1 мм/мин, на установке, в которой шаг валков в положении, соответствующем завершению затвердевания, варьирует от 250 мм до 360 мм, причем доля центральной твердой фазы достигает величины от 0,3 до 0,7.
[0104] В случае сляба, полученного непрерывным литьем или литьем тонкого сляба, сляб может быть непосредственно направлен в стан горячей прокатки как таковой, будучи в состоянии высокотемпературного отлитого сляба, или же, в иной ситуации, может быть подвергнут горячей прокатке после того, как был охлажден до комнатной температуры и повторно нагрет в нагревательной печи. Следует отметить, что, когда выполняют непосредственную прокатку сляба (HCR: прокатка с горячим садом), желательно охлаждать до температуры менее, чем температура точки Ar3 превращения, чтобы разрушить литую структуру превращениями γ в α в γ, и сделать малым размер аустенитных зерен во время повторного нагрева сляба. Более желательно охлаждать до температуры менее, чем температура точки Ar1 превращения.
[0105] Во время горячей прокатки температуру повторного нагрева сляба (SRT) устанавливают на температуру, равную или более высокую согласно расчету по следующему выражению (1).
SRT (°С) = 6670/(2,26-log[%Nb] [%C])-273 (1)
где, [%Nb] и [%C], соответственно, представляют уровни содержания (% по массе) Nb и С в стальном материале. Это выражение должно представлять температуру растворения NbC согласно произведению растворимости NbC. Когда температура повторного нагрева сляба является меньшей, чем эта температура, крупнозернистый карбонитрид ниобия (Nb), образующийся во время изготовления сляба, растворяется не полностью, и не могут быть достигнуты не только эффект измельчения зерна кристаллических зерен в результате подавления регенерации, рекристаллизации и роста зерен аустенита благодаря Nb при последующем процессе прокатки, и замедление γ/α-превращения, но и не может быть получен эффект генерирования тонкодисперсного карбида и повышения прочности вследствие дисперсионного упрочнения при процессе намотки, что является характеристическим для способа изготовления горячего рулона. Следует отметить, что, когда нагрев выполняют при температуре ниже 1100°С, степень отслоения окалины низка, и существует вероятность того, что включение в поверхностном слое сляба нельзя будет удалить вместе с окалиной при последующем удалении окалины, и поэтому температуру повторного нагрева сляба желательно регулировать на 1100°С или более.
[0106] С другой стороны, когда температура повторного нагрева сляба превышает 1260°С, размер зерна аустенита становится более крупным, прежнее аустенитное зерно при последующей контролируемой прокатке укрупняется, средний размер кристаллического зерна после превращения также становится более крупным, и эффект улучшения низкотемпературной ударной вязкости не может быть достигнут. Более желательно регулировать температуру на 1230°С или менее.
[0107] Что касается продолжительности нагрева сляба, то сляб выдерживают в течение 20 минут или более, после того, как он достигнет соответствующей температуры, чтобы провести полное растворение карбонитрида ниобия (Nb). Когда продолжительность составляет менее 20 минут, крупнозернистый карбонитрид ниобия (Nb), образованный во время изготовления сляба, растворяется не полностью, и не могут быть достигнуты эффект измельчения кристаллических зерен в результате подавления регенерации, рекристаллизации и роста зерен аустенита во время горячей прокатки, и замедление γ/α-превращения, эффект генерирования тонкодисперсного карбида и повышения прочности вследствие дисперсионного упрочнения при процессе намотки.
[0108] Последующий процесс горячей прокатки в основном состоит из процесса черновой прокатки, включающего несколько клетей прокатного стана, в том числе реверсивный прокатный стан, и процесса чистовой прокатки, в котором от шести клетей до семи клетей прокатного стана размещены в тандемном порядке. Как правило, процесс черновой прокатки имеет то преимущество, что число проходов и степень обжатия при прокатке в каждом проходе могут быть настроены произвольно, но каждый промежуток времени между проходами является длительным, и существует вероятность того, что между проходами будет происходить регенерация и рекристаллизация. С другой стороны, процесс чистовой прокатки относится к тандемному типу, и поэтому число проходов является таким же по значению, как число прокатных клетей, но каждый промежуток времени между проходами является коротким, и это представляет собой характеристику, согласно которой может быть легко получен эффект контролируемой прокатки. Соответственно этому, при проектировании процесса становится необходимой полное использование преимуществ, обеспечиваемых характеристиками этих процессов прокатки, в дополнение к компонентам стали, чтобы достигнуть превосходной низкотемпературной ударной вязкости.
[0109] Кроме того, когда толщина получаемого листа превышает 16 мм, и зажимной зазор первой клети стана чистовой прокатки ограничен технологическими возможностями оборудования и тому подобным, невозможно улучшить ударную вязкость как требование настоящего изобретения достижением степени обжатия при прокатке в диапазоне температур без рекристаллизации только в процессе чистовой прокатки, и поэтому эффективно используют процесс черновой прокатки, и очень важно добиться измельчения размера зерна рекристаллизованного аустенита при прокатке в диапазоне рекристаллизации непосредственно перед прокаткой в диапазоне без рекристаллизации.
[0110] Настоящее изобретение имеет целью получение изделия с толщиной 16 мм или более, и принцип настоящего изобретения состоит в том, как измельчить размер зерна рекристаллизованного аустенита. Однако, в отличие от чистовой прокатки, в которой: используют многоклетьевой тандемный прокатный стан, в котором деформация при прокатке, температура прокатки и промежуток времени между проходами, которые являются важными в металлургическом отношении факторами, определяются графиком проходов, заданы температура начала прокатки и скорость прокатки; в дополнение, выполняется непрерывная прокатка, черновая прокатка представляет собой комбинацию одноклетьевых прокатных станов, и технологическая гибкость их работы велика, но, напротив, существует бессчетное множество комбинаций оптимального графика проходов, температуры начала прокатки и скорости прокатки для измельчения вышеуказанного размера зерна рекристаллизованного аустенита, и авторы настоящего изобретения занялись количественным выражением способа согласно настоящему изобретению.
[0111] Соответственно этому, введены показатели, в которых график проходов, температура начала прокатки и скорость прокатки, более конкретно температура, промежуток времени между проходами, деформация при прокатке единообразно оценены. А именно, авторы настоящего изобретения нашли, что используя эффективную накопленную деформацию (εeff), рассчитываемую согласно выражению (2), тем самым могут быть представлены условия во время прокатки толстого стального листа, причем толщина листа составляет 16 мм или более.

здесь,
Ei(t,T)=εi0/exp{(t/τR)2/3},
τR=τ0·exp(Q/RT),
τ0=8,46×10-6,
Q=183200 Дж,
R=8,314 Дж/К·моль,
где «t» представляет совокупное время непосредственно перед чистовой прокаткой при соответствующем проходе в случае черновой прокатки, и представляет суммарное время непосредственно перед охлаждением в случае чистовой прокатки, и «T» представляет температуру прокатки при соответствующем проходе.
В указанных обозначениях:
εeff - эффективная накопленная деформация, которая представляет собой сумму εi
εi - параметр характеризующий затухание деформации в проходе, определяемый как функция времени t и температуры прокатки T, при этом в качестве функции выбрана наиболее очевидная экспоненциальная зависимость, характерная для большинства статистических функций. В отношении термина «затухание» заявитель обращается к фиг.11A-11D, которые показывают, что деформация при проходе «затухает» с течением времени.
εi0 - деформация во время прохода прокатки при температуре T и в начальный момент времени t=0 (начальная деформация перед затуханием). В отношении термина «затухание» заявитель обращается к фиг.11A-11D, которые показывают, что деформация при проходе «затухает» с течением времени.
τR - параметр скорости, характеризующий затухание деформации, определяемый как функция времени t и температуры прокатки T, при этом в качестве функции выбрана наиболее очевидная экспоненциальная зависимость, характерная для большинства статистических функций.
τ0 - числовая константа,
Q - величина энергии активации, Дж.
R - универсальная газовая постоянная.
[0112] Взаимосвязь между эффективной накопленной деформацией черновой прокатки и усредненным по площади размером зерна представлена в Фиг.9, и взаимосвязь между эффективной накопленной деформацией чистовой прокатки и среднечисленным размером зерна представлена в Фиг.10. А именно, как очевидно из Фиг.9, рекристаллизованный аустенит непосредственно перед прокаткой в нерекристаллизационном диапазоне является измельченным, и целевая ударная вязкость может быть получена, когда эффективная накопленная деформация (εeff) черновой прокатки составляет 0,4 или более. Желательно, чтобы эффективная накопленная деформация (εeff) черновой прокатки составляла 0,6 или менее, по соображениям длительности срока службы чернового прокатного стана, обусловливаемого весовой нагрузкой прокатки при черновой прокатке.
[0113] Взаимосвязь эффективной накопленной деформации (εeff) черновой прокатки с общим числом часов, начиная от извлечения (согласно графику проходов черновой прокатки), представлена в каждой из Фигур от Фиг.11A до Фиг.11D. В Фигурах 11A-11D схемы черновой прокатки различаются, и в каждом случае являются различными продолжительность прокатки, температура черновой полосы, эффективная накопленная деформация. Фиг.11A представляет схему 1, Фиг.11B представляет схему 2, Фиг.11C представляет схему 3, и Фиг.11D представляет схему 4, соответственно. В Фигурах от 11A до 11D обозначения R1, R2, R4 представляют проходы в черновом прокатном стане. Только R2 представляет собой реверсивный прокатный стан, и поэтому прокатку выполняют нечетное число раз, такую как от R2-1 до R2-9. εeff, вводимая в каждом проходе, ослабевает в функциональной зависимости от совокупного времени t и температуры T прокатки в соответствии с вышеуказанным выражением (2), и эффективную накопленную деформацию (εeff) получают сложением с каждой εeff.
[0114] В настоящем изобретении εeff регулируют на значение 0,4 или более, как указано выше. В схеме 1 (сравнительный пример) производительность (общее число часов от извлечения) представляется более важной, чем εeff, и в схеме 3 (сравнительный пример) εeff представляется более важной, чем производительность. В схеме 2 (сравнительный пример), когда предусматривают ожидание падения температуры на начальной фазе прохода прокатки, проходит много времени, пока температура снизится, поскольку черновая полоса является толстой, и производительность снижается. С другой стороны, когда ожидание предусматривают в положении, где черновая полоса является тонкой, можно охлаждать черновую полосу в пределах короткого периода времени, но эффективная накопленная деформация к этому моменту ослабевает, и эффективная накопленная деформация в целом становится меньше 0,4, как это определено в настоящем изобретении. В схеме 4 (пример согласно настоящему изобретению) обеспечиваются как производительность, так и εeff, и εeff, определенная в настоящем изобретении, рассматривается как показатель при черновой прокатке, и тем самым становится возможной оптимизация как производительности, так и накопленной деформации.
[0115] В процессе черновой прокатки выполняют прокатку в диапазоне температур рекристаллизации, но степень обжатия при прокатке в каждом проходе с обжатием в настоящем изобретении не является ограниченной. Следует отметить, что достаточная деформация, необходимая для рекристаллизации, не создается, происходит рост зерна, обусловленный только миграцией межзеренных границ, образуется крупное зерно, и существует возможность того, что ухудшится низкотемпературная ударная вязкость, если степень обжатия при прокатке в каждом проходе черновой прокатки составляет 10% или менее, и поэтому желательно выполнять прокатку со степенью обжатия при прокатке более 10% в каждом проходе с обжатием в диапазоне температур рекристаллизации. Подобным образом, когда степень обжатия при прокатке в каждом проходе с обжатием в диапазоне температур рекристаллизации составляет 25% или более, формируется стенка ячеистой дислокационной структуры при повторяющемся введении дислокации, и происходит регенерация во время обжатия при прокатке на последующей стадии, и динамическая рекристаллизация с изменением от субзеренных границ до высокоугловых границ зерен, но рост зерна происходит в течение короткого периода времени в структуре, в которой зерно, в котором плотность дислокации высока, и зерно, в котором плотность дислокации невысока, смешиваются с образованием микроструктуры, основной массив которой составляют зерна в результате динамической рекристаллизации, и поэтому они вырастают в относительно крупные зерна перед прокаткой в нерекристаллизационном диапазоне, зерна формируются при последующей прокатке в нерекристаллизационном диапазоне, и существует возможность того, что ухудшится низкотемпературная ударная вязкость, поэтому желательно регулировать степень обжатия при прокатке в каждом проходе с обжатием в диапазоне температур рекристаллизации на уровень менее 25%. Кроме того, может быть предусмотрено время ожидания, пока температура снизится до нерекристаллизационного диапазона температур, или может быть выполнено охлаждение с помощью охлаждающего устройства. Последним можно сократить продолжительность периода ожидания, и поэтому это более желательно с точки зрения производительности.
[0116] С другой стороны, как это очевидно из взаимосвязи между эффективной накопленной деформацией при чистовой прокатке и среднечисленным размером зерна, представленной в Фиг.10, можно получить целевую ударную вязкость посредством эффекта контролируемой прокатки при чистовой прокатке в нерекристаллизационном диапазоне, когда эффективная накопленная деформация чистовой прокатки составляет 0,9 или более.
Здесь желательно, чтобы эффективная накопленная деформация чистовой прокатки составляла 1,2 или менее, из соображений длительности срока службы чистового прокатного стана, обусловливаемого весовой нагрузкой прокатки при чистовой прокатке.
[0117] В этом процессе чистовой прокатки степень обжатия при прокатке в каждом проходе с обжатием в настоящем изобретении не является ограниченной. При прокатке в нерекристаллизационном диапазоне температур при необходимости предусматривают период ожидания, пока температура не снизится до нерекристаллизационного диапазона температур, или, если необходимо, выполняют охлаждение с помощью охлаждающего устройства между клетями черновой и чистовой прокатки, когда температура в момент окончания черновой прокатки не достигает нерекристаллизационного диапазона температур. Последнее является более желательным, поскольку можно сократить продолжительность периода ожидания, и поэтому не только повышается производительность, но и подавляется рост рекристаллизованного зерна, и может быть улучшена низкотемпературная ударная вязкость.
[0118] Следует отметить, что, когда общая степень обжатия при чистовой прокатке превышает 85%, плотность дислокации как зародышеобразователей для ферритного превращения повышается вследствие избыточной прокатки, слишком сильно увеличивая количество генерируемого проэвтектоидного феррита в микроструктуре. Кроме того, становится чрезмерным дисперсионное упрочнение за счет Nb, снижая прочность вследствие ферритного превращения при высокой температуре, и есть опасение, что анизотропия текстуры после превращения становится заметной вследствие поворота кристаллов с увеличением пластической анизотропии, и как следствие, происходит снижение уровня поглощения энергии, обусловленное возникновением разрыва, и поэтому общую степень обжатия при прокатке в нерекристаллизационном диапазоне температур регулируют на 85% или менее.
Желательно, чтобы степень обжатия при прокатке на конечной клети была менее 15%, по соображениям точности формы пластины.
[0119] Кроме того, оказалось, что, когда произведение эффективной накопленной деформации черновой прокатки и эффективной накопленной деформации чистовой прокатки составляет 0,38 или более, что предполагает их синергический эффект, это становится необходимым и достаточным условием для получения заданной ударной вязкости. Желательно, чтобы вышеуказанное произведение составляло 0,72 или менее, по соображениям длительности срока службы прокатного стана, обусловливаемого весовой нагрузкой прокатки при черновой и чистовой прокатке. Здесь эффективная накопленная деформация черновой прокатки представляет собой размер кристаллического зерна рекристаллизованного аустенита, а именно является одним из показателей, определяющих размер кристаллического зерна (усредненный по площади размер зерна) стального листа. Эффективная накопленная деформация чистовой прокатки представляет собой показатель накопленной степени обжатия при прокатке в нерекристаллизационном диапазоне (имеется корреляция с плотностью дислокации перед превращением), и является также показателем, определяющим размер кристаллического зерна (среднечисленный размер зерна) стального листа. Необходимо задавать значения нижнего предела для каждой из эффективных накопленных деформаций, и когда это произведение составляет 0,38 или менее, целевой размер кристаллического зерна не может быть получен.
[0120] Здесь нерекристаллизационный диапазон температур может быть оценен из взаимосвязи между содержанием Nb и верхним пределом нерекристаллизационного диапазона температур, например, Фиг.2 в работе «Thermomechanical Processing of Microalloyed Austenite» («Термомеханическая обработка микролегированного аустенита»), страница 129; «The Effect of Microalloy Concentration on The Recrystallization of Austenite During Hot Deformation» («Влияние концентрации микролегирующих добавок на рекристаллизацию аустенита во время горячей деформации») (1982, издательство The Metallurgical Society of AIME).
[0121] Кроме того, между черновой прокаткой и чистовой прокаткой может подаваться одиночная черновая полоса, или же связывают многочисленные черновые полосы, и чистовая прокатка может выполняться непрерывно. В это время черновую полосу можно однократно смотать в рулон, при необходимости хранить в кожухе, обеспечивающем теплоизоляцию, и опять размотать для выполнения связывания.
[0122] Конечную температуру чистовой прокатки регулируют к концу на температуру точки Ar3 превращения или более. В частности, когда температура становится меньшей, чем температура точки Ar3 превращения, на стороне центра листа по его толщине, чем по толщине листа 1/2 t, усиливается влияние кристаллографических колоний {111} и {100}, распределенных в виде полос, значение отношения рентгеновских рефлексов {211}/{111} плоскости {211} и плоскости {111} становится меньшим, чем 1,1, становится заметной пластическая анизотропия кристаллографических колоний, происходит разрыв на поверхности вязкой трещины, заметно снижается уровень поглощения энергии, и поэтому конечную температуру чистовой прокатки регулируют к концу на температуру точки Ar3 превращения или более по толщине листа 1/2 t. Более желательно, если она составляет 830°C или более, тогда может быть до некоторой степени подавлено возникновение разрыва. Кроме того, желательно регулировать температуру поверхности листа на температуру точки Ar3 превращения или более. С другой стороны, когда она превышает 870°C, плотность дислокации как зародышеобразователей превращения снижается вследствие рекристаллизации между проходами, утрачивается эффект измельчения зерна, и есть присутствует опасение, что ухудшится низкотемпературная ударная вязкость. Соответственно этому, желательно завершать прокатку в пределах температурного диапазона от 830°C до 870°C.
[0123] Здесь температура точки Ar3 превращения просто представлена взаимосвязью с компонентами стали, например, следующим расчетным выражением.
Ar3=910-310×%C+25×%Si-80×%Mneq
Следует отметить, что Mneq=Mn+Cr+Cu+Mo+Ni/2+10 (Nb-0,02)
В иной ситуации Mneq=Mn+Cr+Cu+Mo+Ni/2+10 (Nb-0,02)+1: в случае, когда добавлен бор (B).
[0124] По окончании чистовой прокатки начинают охлаждение. Температура начала охлаждения не является конкретно ограниченной, но когда охлаждение начинается от температуры ниже, чем температура точки Ar3 превращения, средний размер кристаллического зерна укрупняется вследствие роста зерна, и есть опасение, что снизится прочность, и поэтому желательно, чтобы температура начала охлаждения была на уровне температуры точки Ar3 превращения или более.
[0125] Скорость охлаждения в диапазоне температур от начала охлаждения до 650°C регулируют на 2°C/сек или более, и 50°C/сек или менее. Когда температура превышает 650°C, становится чрезмерным упрочнение проэвтектоидного феррита осаждением Nb, приводя к снижению прочности. Когда скорость охлаждения составляет менее 2°C/сек, средний размер кристаллического зерна укрупняется вследствие роста зерна, и есть опасение, что снизится прочность. С другой стороны, когда скорость охлаждения превышает 50°C/сек, возникает опасность коробления пластины вследствие тепловой деформации, и поэтому ее регулируют на 50°C/сек или менее.
[0126] Скорость охлаждения в температурном диапазоне от 650°C до момента намотки является достаточной, если скорость охлаждения обеспечивается охлаждением на воздухе или является эквивалентной этому. Следует отметить, что желательно, чтобы средняя скорость охлаждения от температуры 650°C до момента намотки составляла 5°C/сек или более, чтобы выделения не становились чрезмерными вследствие укрупнения зерна, для достижения максимального эффекта дисперсионного упрочнения Nb и тому подобного.
[0127] После охлаждения эффективно используют процесс намотки как характеристический для способа изготовления горячего рулона. Температуру прекращения охлаждения и температуру намотки регулируют на температурный диапазон 520°C или более, и 620°C или менее. Когда охлаждение прекращают при температуре выше 620°C, и после этого выполняют намотку, становятся чрезмерными включения Nb, и дисперсионное упрочнение проявляется не полностью. Кроме того, образуется крупнозернистый карбонитрид, содержащий Nb и тому подобный, будучи исходной точкой трещины, и существует возможность того, что ухудшатся способность останавливать вязкое разрушение, низкотемпературная ударная вязкость и характеристика стойкости к сероводородному растрескиванию. С другой стороны, когда охлаждение заканчивают при температуре менее 520°C и проводят намотку, тонко дисперсные карбидные включения Nb и тому подобные, которые является чрезвычайно эффективными для получения целевой прочности, не могут быть получены, и в результате не может быть достигнута заданная прочность. Соответственно этому, диапазон температур для прекращения охлаждения и начала намотки регулируют на 520°C или более, и 620°C или менее.
ПРИМЕР
[0128] Далее настоящее изобретение дополнительно описано с помощью примеров.
Стали от A до K, имеющие представленные в Таблице 2 химические компоненты, получают в сталеплавильном конвертере, и выполняют вторичное рафинирование с использованием CAS (корректирование состава продувкой аргоном) или RH (циркуляционное вакуумирование). В рамках процесса вторичного рафинирования проводят процесс раскисления. Эти стали подвергают прокатке непосредственно или с повторным нагревом после непрерывного литья, с обжатием при прокатке до толщины листа 18,4 мм после чистовой прокатки, последующей за черновой прокаткой, и намотке после охлаждения на выходном рольганге. Следует отметить, что химические компоненты в таблице представлены в % по массе.
[0129]
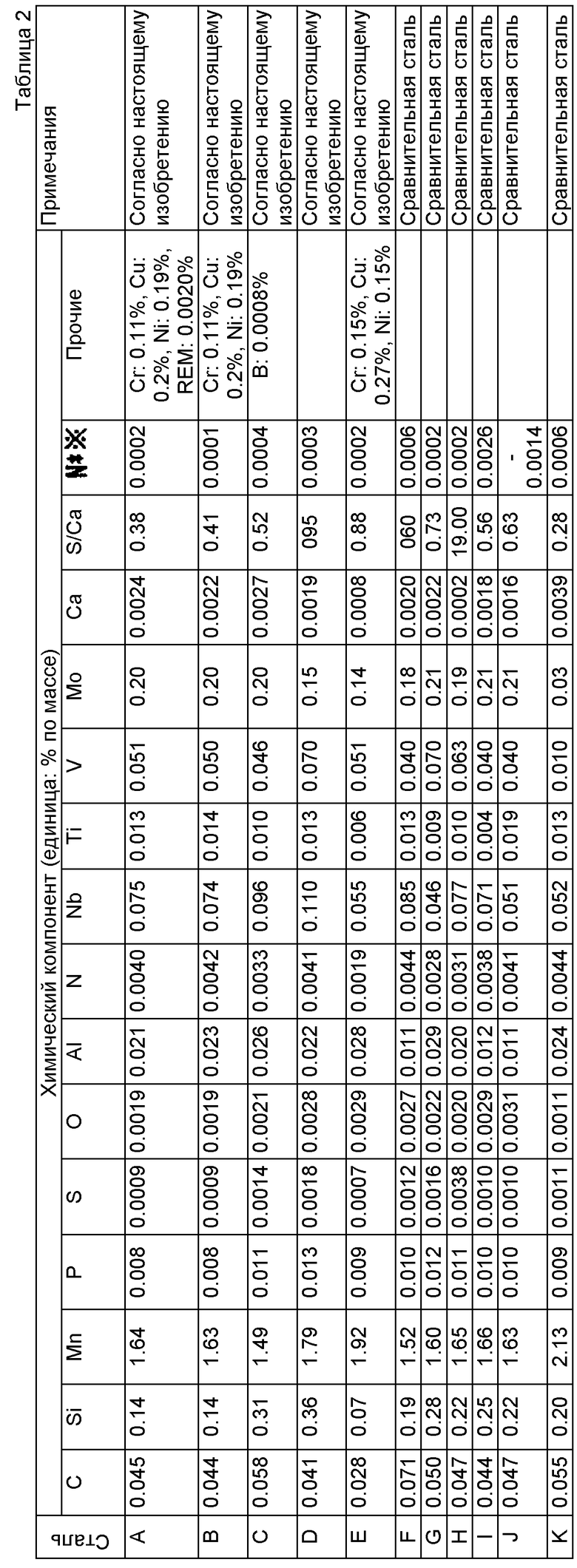
[0130] Условия изготовления подробно представлены в Таблице 3. Здесь «компонент» представляет символ каждого отлитого сляба, представленного в Таблице 2, «электромагнитное перемешивание + мягкое обжатие» представляет присутствие/отсутствие «электромагнитного перемешивания» и «мягкого обжатия», выполняемых во время непрерывного литья для сокращения центральной ликвации, «температура нагрева» означает фактическую температуру нагрева сляба, «температура растворения» означает температуру, рассчитанную по выражению:
SRT(°C)=6670/(2,26-log[%Nb][%C])-273,
«время выдерживания» означает продолжительность выдерживания при фактической температуре нагрева сляба, «эффективная накопленная деформация черновой прокатки» означает эффективную накопленную деформацию прокатки, достигнутую черновой прокаткой, рассчитанную по следующему (2) выражению, «охлаждение полосы» означает присутствие/отсутствие охлаждения между прокатными клетями, надлежащее исполнение которого предполагается соответственно условиям прокатки, «эффективная накопленная деформация чистовой прокатки» означает эффективную накопленную деформацию прокатки, достигнутую чистовой прокаткой, рассчитанную по следующему (2) выражению, «произведение черновой и чистовой обработки» означает произведение каждой эффективной накопленной деформации прокатки, достигнутой чистовой прокаткой и черновой прокаткой. Эффективную накопленную деформацию (εeff) рассчитывают по следующему выражению (2).
Eeff=∑εi(t,T)εi(t,T)=εi0/ехр{(t/τR)2/3}
TR=τ0·exp(Q/RT)τ0=8,46×10-6

«FT» означает температуру окончания чистовой прокатки, «температура точки Ar3 превращения» означает рассчитанную температуру точки Ar3 превращения, «скорость охлаждения до 650°C» означает среднюю скорость охлаждения, когда проходят температурный диапазон от температуры начала охлаждения до температуры 650°C, и «CT» означает температуру намотки.
[0131]
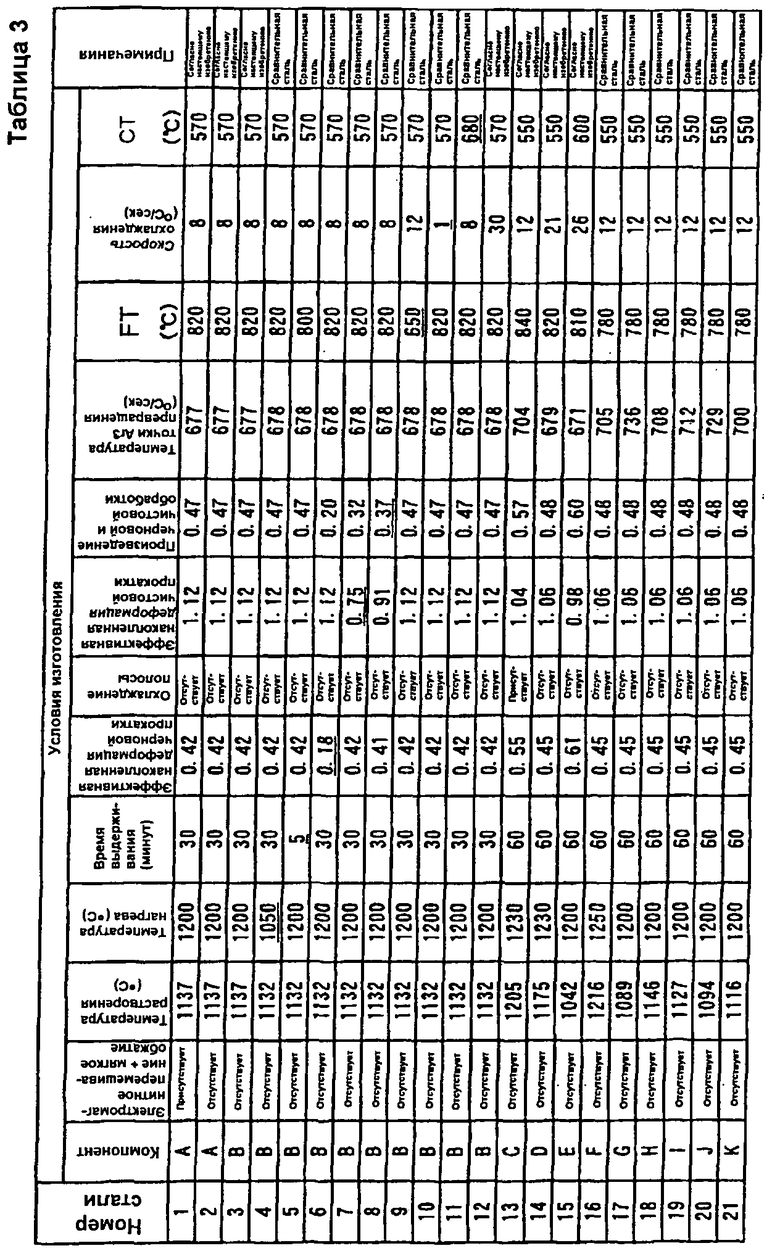
[0132] Материалы сталей, полученных, как указано выше, представлены в Таблице 4. Далее иллюстрированы методы исследования.
Испытание на растяжение выполняют вырезанием испытательного образца №5, описанного в Японском промышленном стандарте JIS Z 2201, по направлению R, в соответствии с методом стандарта JIS Z 2241. Испытание ударной вязкости по Шарпи выполняют вырезанием испытательного образца, описанного в JIS Z 2202, по направлению R от центра листа по его толщине, в соответствии с методом стандарта JIS Z 2242.
Испытание DWTT (Испытание на разрыв падающим грузом) выполняют вырезанием ленточного испытательного образца с размером 300 мм (по длине) × 75 мм (по ширине) × толщина листа (t) мм по направлению R, и изготавливают испытательный образец, в котором с помощью вырубного пресса выполняют надрез величиной 5 мм для отрезанного куска испытываемой полосы.
[0133] Затем, сначала используют EBSP-OIM™ (микроскопию изображений обратного рассеяния электронов и ориентационно-зависимых изображений) для измерения размера кристаллического зерна и микроструктуры из микрообразцов, вырезанных из каждого из испытательных образцов для DWTT, после испытания, как иллюстрировано прежде всего на Фиг.3. Образец отполировывают с использованием коллоидального кремнеземного абразива в течение от 30 минут до 60 минут, и выполняют EBSP-измерение в таких условиях измерения, как 400-кратное увеличение, площадь 160 мкм × 256 мкм, шаг измерения 0,5 мкм.
Кроме того, находят объемную долю проэвтектоидного феррита в отношении микроструктуры методом Средней разориентации зерен (KAM), при оснащении EBSP-OIM™.
[0134] Кроме того, в отношении измерения максимальной степени ликвации Mn, измеряют распределение концентраций Mn в полученной стали методом EPMA (Электронно-зондового микроанализатора) или CMA (Компьютерного, микроанализатора), способного выполнять обработку изображений, полученных в результате измерений с помощью EPMA. Диаметр зонда регулируют на 2 мкм, и диапазон измерения представляет собой площадь по меньшей мере 1 мм по направлению толщины листа и 3 мм по направлению ширины листа в центральной ликвационной области в центре полученного листа.
В центральной ликвационной области, где измеряют Mn, как указано выше, площадь в 1 мм по направлению толщины листа и 3 мм по направлению ширины листа измеряют с помощью микротвердомера Виккерса при 25 г × 15 секунд с шагом 50 мкм, с центрированием на области центральной ликвации. Среднее значение по направлению ширины листа в каждом из положений по направлению толщины листа определяют как среднюю твердость основного материала, и среднее значение максимальной твердости в направлении ширины листа в центральной ликвационной области из твердости определяют как максимальную твердость.
[0135] В Таблице 4 «микроструктура» означает микроструктуру на 1/2 t (толщины) микрообразца, вырезанного из каждого образца для DWTT-испытания после испытания. «Максимальная степень ликвации Mn» среди них представляет собой значение, измеренное вышеуказанным методом в соответствующем образце, «объемная доля проэвтектоидного феррита» означает значение, измеренное методом KAM по EBSP-OIM™, «среднечисленный размер зерна», «усредненный по площади размер зерна» и «среднеквадратичное отклонение» подобным образом означают результаты измерений методом EBSP-OIM™.
Результат «испытания на растяжение» представляет результат по направлению R испытательного образца №5 согласно стандарту JIS, «SA (-20°C)» представляет собой долю вязкого излома в испытании DWTT при температуре -20°C, «показатель разрыва» подобным образом представляет показатель разрыва поверхности трещины в испытании DWTT при температуре -20°C, «поглощение энергии vE -20°C» представляет собой уровень поглощения энергии, полученный при температуре -20°C в испытании ударной вязкости по Шарпи.
[0136]
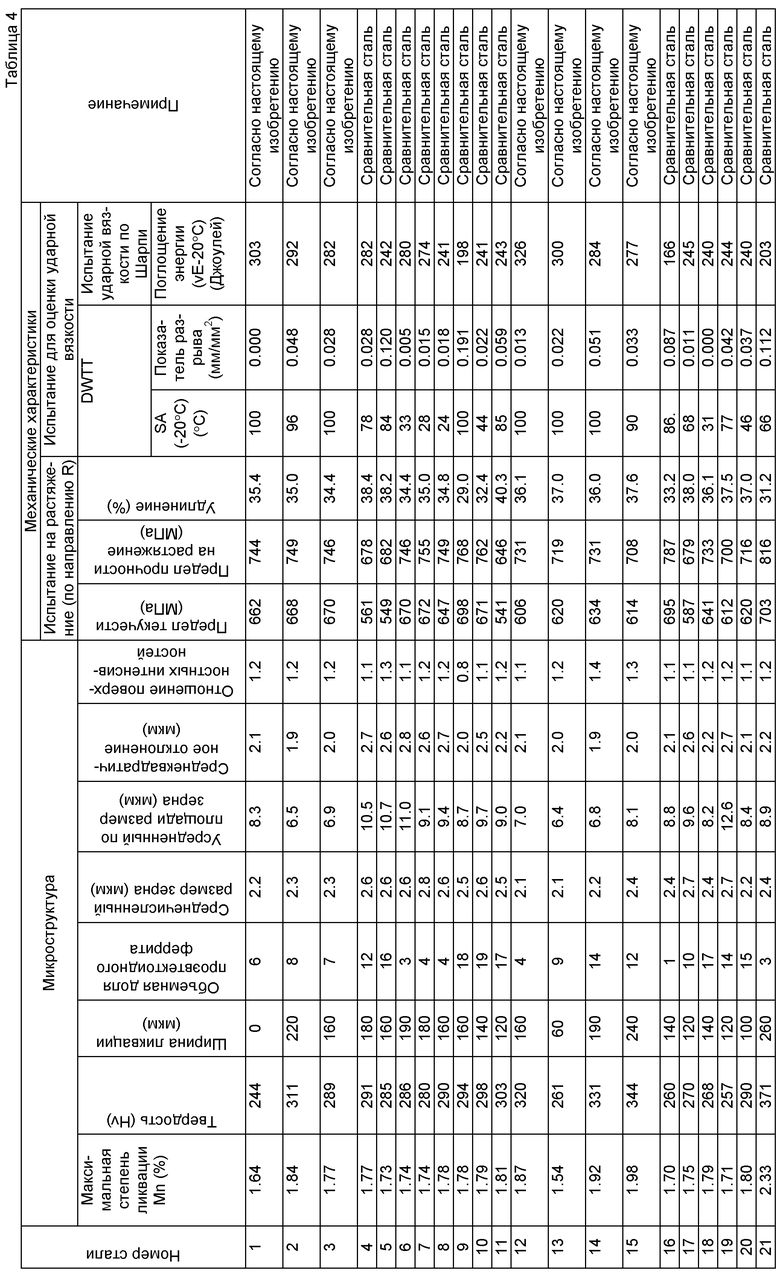
[0137] Стали согласно настоящему изобретению представляют собой семь сталей, имеющих номера стали 1, 2, 3, 12, 13, 14 и 15. Они имеют характеристики, в которых содержатся
предварительно заданные количества компонентов стали, доля проэвтектоидного феррита составляет 3% или более, и 20% или менее, и остальное количество в микроструктуре составлено фазой низкотемпературного превращения, среднечисленный размер зерна во всей микроструктуре в целом составляет 2,5 мкм или менее, усредненный по площади размер зерна составляет 9 мкм или менее, и среднеквадратичное отклонение от него составляет 2,3 мкм или менее, и отношение интенсивностей рентгеновских рефлексов {211}/{111} плоскости {211} и плоскости {111}, которые являются параллельными поверхности листа в центральной части листа по его толщине, составляет 1,1 или более. Высокопрочный горячекатаный стальной лист для спиральношовной трубы, имеющий предел прочности на растяжение, эквивалентный классу прочности X80 и обладающий превосходной низкотемпературной ударной вязкостью, получен как материал перед сворачиванием в трубу.
[0138] Иные стали, нежели вышеуказанные, выходят за пределы области настоящего изобретения по причинам, описанным ниже.
[0139] В стали номер 4 температура нагрева находится за пределами диапазона согласно настоящему изобретению, и поэтому предел прочности на растяжение, эквивалентный классу прочности X80, не может быть получен, и, кроме того, значение SA (-20°C) является низким, поскольку растворение Nb недостаточно.
В стали номер 5 время выдерживания в нагретом состоянии находится за пределами диапазона согласно настоящему изобретению, и поэтому предел прочности на растяжение, эквивалентный классу прочности X80, не может быть получен, и, кроме того, значение SA (-20°C) является низким, поскольку растворение Nb недостаточно.
В стали номер 6 эффективная накопленная деформация черновой прокатки находится за пределами диапазона согласно настоящему изобретению, и поэтому целевая микроструктура не может быть получена, и значение SA (-20°C) является низким.
В стали номер 7 эффективная накопленная деформация чистовой прокатки находится за пределами диапазона согласно настоящему изобретению, и поэтому целевая микроструктура не может быть получена, и значение SA (-20°C) является низким.
В стали номер 8 произведение эффективной накопленной деформации черновой прокатки и эффективной накопленной деформации чистовой прокатки находится за пределами диапазона согласно настоящему изобретению, и поэтому целевая микроструктура не может быть получена, и значение SA (-20°C) является низким.
В стали номер 9 температура чистовой прокатки представляет собой температуру точки Ar3 превращения или менее, обусловливая прокатку двухфазной области, и поэтому отношение поверхностных интенсивностей находится за пределами диапазона согласно настоящему изобретению, и проявляется заметное возникновение разрыва.
В стали номер 10 скорость охлаждения находится за пределами диапазона согласно настоящему изобретению, и поэтому происходит рост зерна во время охлаждения, целевая микроструктура не может быть получена, и значение SA (-20°C) является низким.
В стали номер 11 температура намотки (CT) находится за пределами диапазона согласно настоящему изобретению, и поэтому достаточный эффект дисперсионного упрочнения не может быть получен, и предел прочности на растяжение, эквивалентный материалу класса прочности X80, не может быть достигнут.
[0140] В стали номер 16 содержание углерода (C) находится за пределами диапазона согласно настоящему изобретению, и поэтому целевая микроструктура не может быть получена, и значение SA (-20°C) является низким.
В стали номер 17 содержание Nb находится за пределами диапазона согласно настоящему изобретению, и поэтому не только не может быть получен достаточный эффект дисперсионного упрочнения, и не может быть получен предел прочности на растяжение, эквивалентный материалу класса прочности X80, но также целевая микроструктура не может быть получена, и значение SA (-20°C) является низким, поскольку не может быть достигнут достаточный эффект контролируемой прокатки.
В стали номер 18 соотношение «S/Ca» выходит за пределы пункта 1 патентной формулы настоящего изобретения, и поэтому такое включение, как MnS, становится исходной точкой хрупкой трещины, и значение SA (-20°C) является низким.
В стали номер 19 содержание Ti находится за пределами диапазона согласно настоящему изобретению, и поэтому размер нагретого аустенитного зерна укрупняется, целевая микроструктура не может быть получена, и значение SA (-20°C) является низким.
В стали номер 20 значение N* находится за пределами диапазона согласно настоящему изобретению, и поэтому значение SA (-20°C) является низким.
В стали номер 21 содержание Mn находится за пределами диапазона согласно настоящему изобретению, и поэтому значение SA (-20°C) является низким, становится заметным возникновение разрыва, и значение vE (-20°C) является низким.
[0141] Настоящие варианты исполнения должны рассматриваться во всех отношениях как иллюстративные и не ограничивающие, и все изменения, которые попадают в пределы смысла и области эквивалентности пунктов патентной формулы, тем самым предполагаются включенными в них. Изобретение может быть реализовано на практике в иных конкретных формах без выхода за пределы смысла или существенных характеристик его.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0142] Настоящее изобретение может быть использовано для изготовления горячекатаного стального листа, применяемого для сваренной методом сопротивления стальной трубы и спиральношовной стальной трубы в сталелитейной промышленности. В частности, возможно применение его для изготовления высокопрочного спиральношовного трубопровода, имеющего характеристики стандарта API5L-X80 или выше, при толщине листа 16 мм или более, также для использования в зоне с холодным климатом, где требуется более высокая характеристика сопротивления растрескиванию.
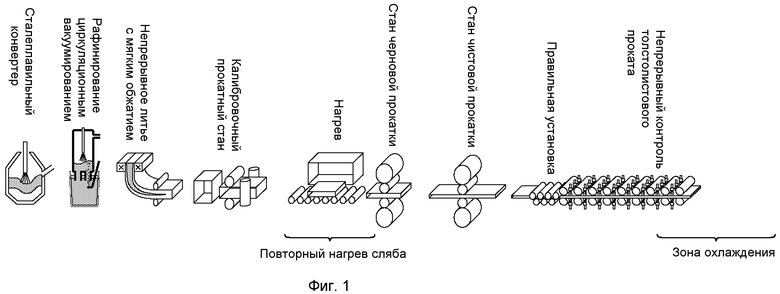
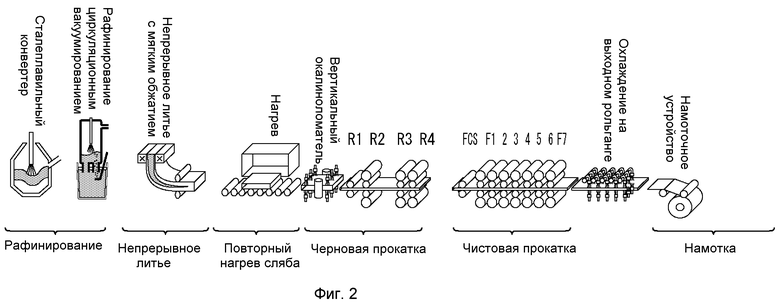
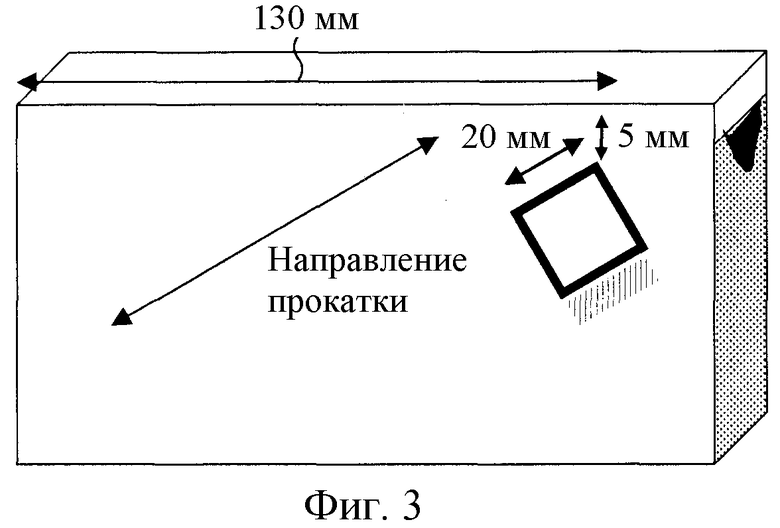
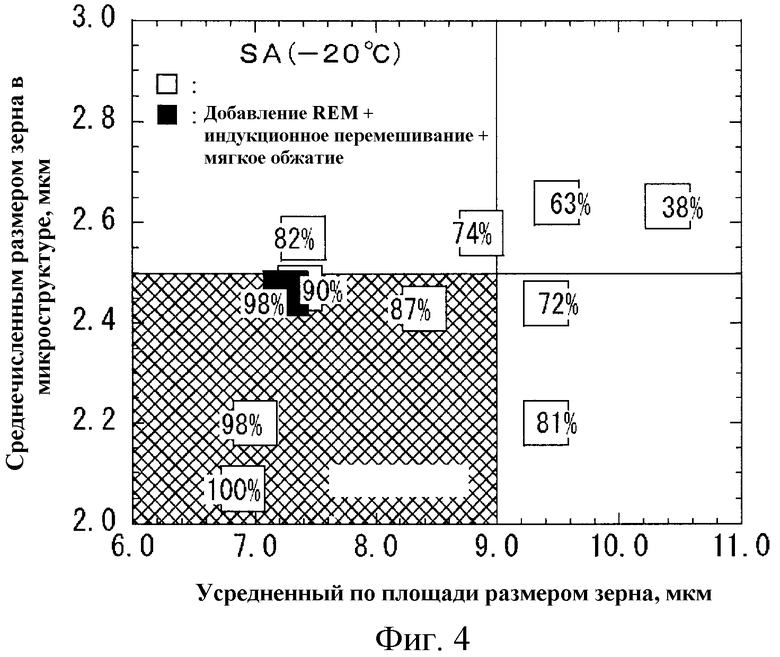
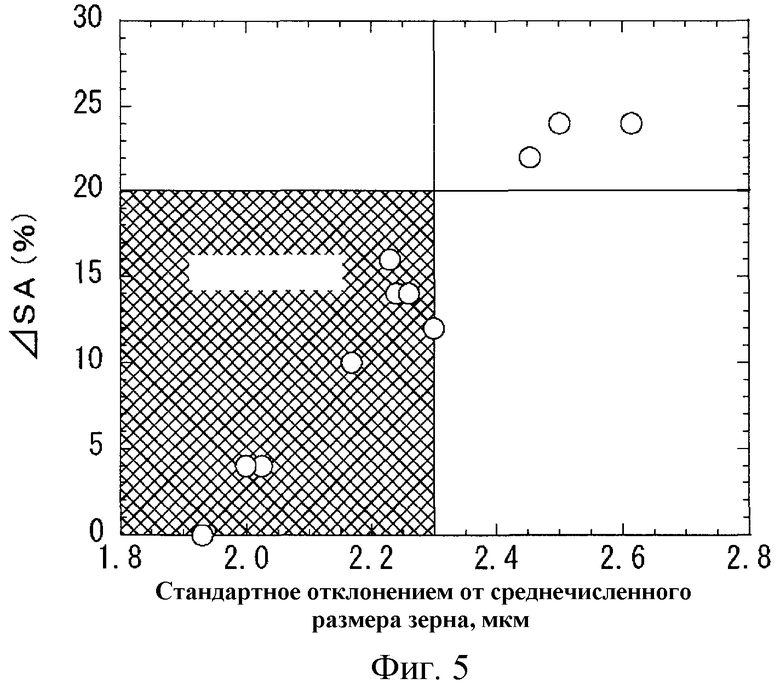
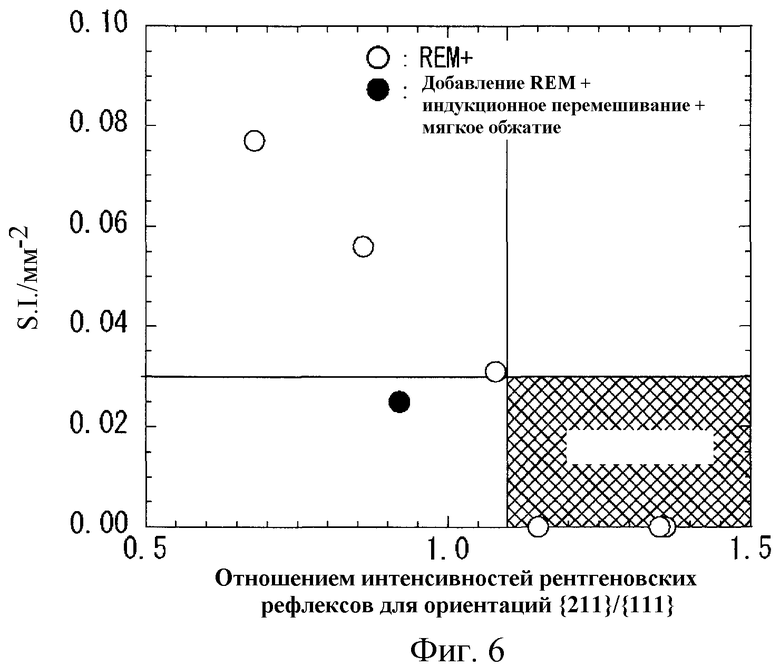
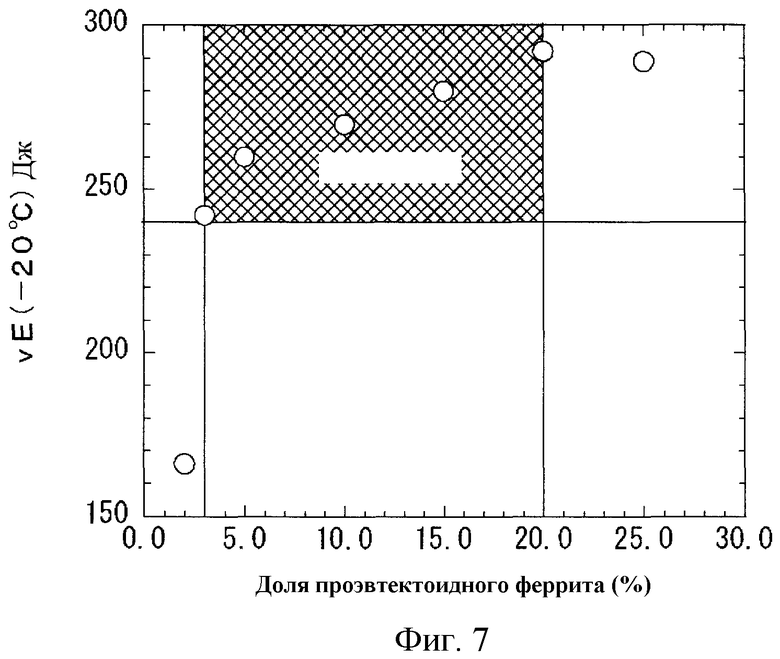
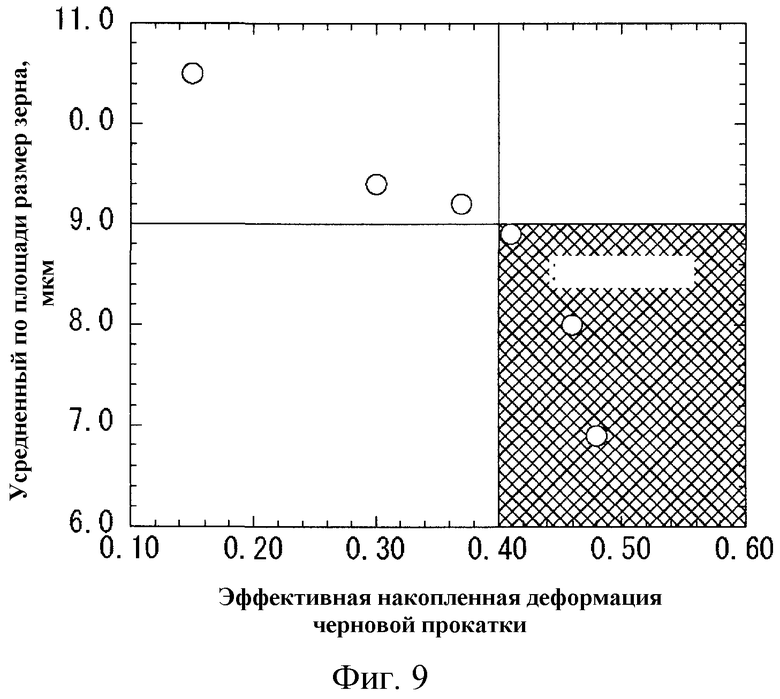
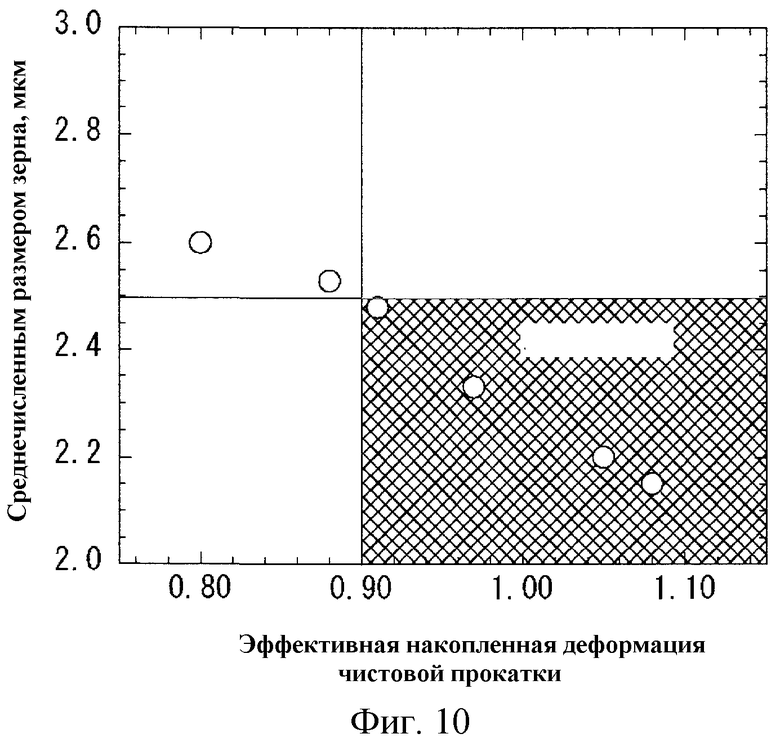
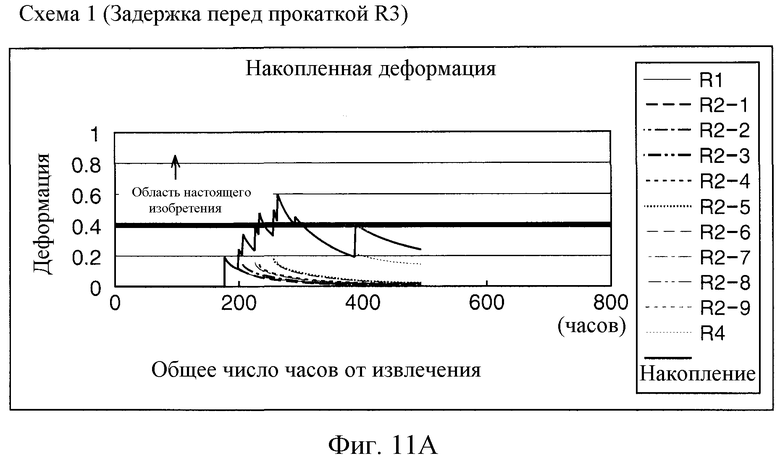
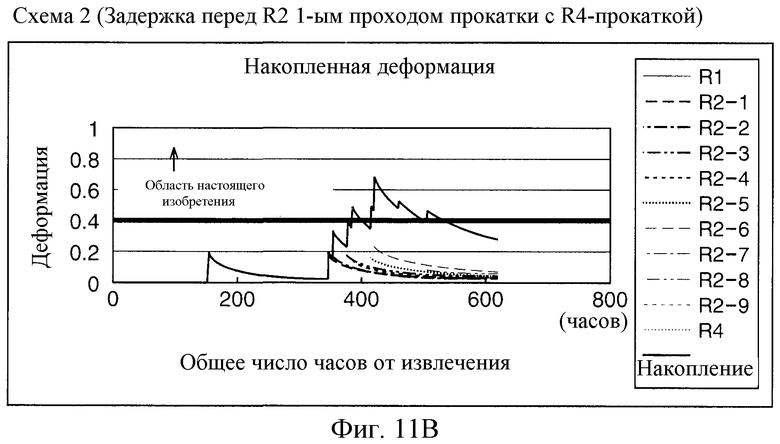
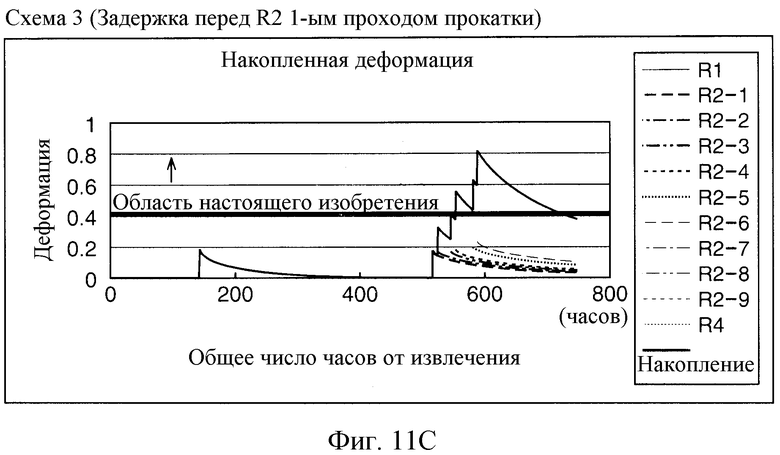
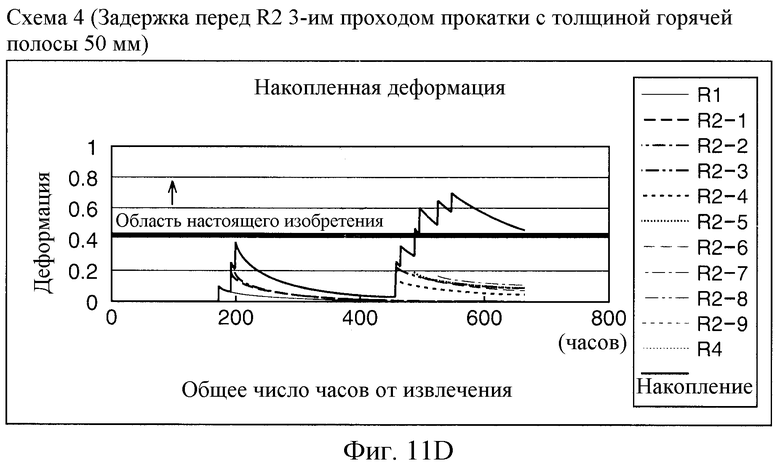
Группа изобретений относится к области металлургии, в частности изготовлению горячекатаного листа, из которого производят спиральношовную трубу. Для обеспечения высокой ударной вязкости и прочности соответственно стандарту API5L-Х80 или более получают горячекатаный стальной лист, содержащий предварительно заданные компоненты, и удовлетворяющий условиям 0<S/Са<0,8, N-14/48×Ti≥«0» (нуль), мас.%, в котором доля проэвтектоидного феррита составляет 3% или более и 20% или менее и остальное представляет собой фазу низкотемпературного превращения в микроструктуре на глубине половины толщины листа по его толщине от поверхности стального листа, среднечисленный размер кристаллического зерна во всей микроструктуре в целом составляет 2,5 мкм или менее, усредненный по площади размер зерна составляет 9 мкм или менее, среднеквадратичное отклонение от усредненного по площади размера зерна составляет 2,3 мкм или менее и отношение интенсивностей рентгеновских рефлексов {211}/{111} в направлении {211} и в направлении {111} относительно плоскости, параллельной поверхности стального листа, на глубине половины толщины листа по его толщине от поверхности стального листа составляет 1,1 или более. 2 н. и 11 з.п. ф-лы, 4 табл., 14 ил.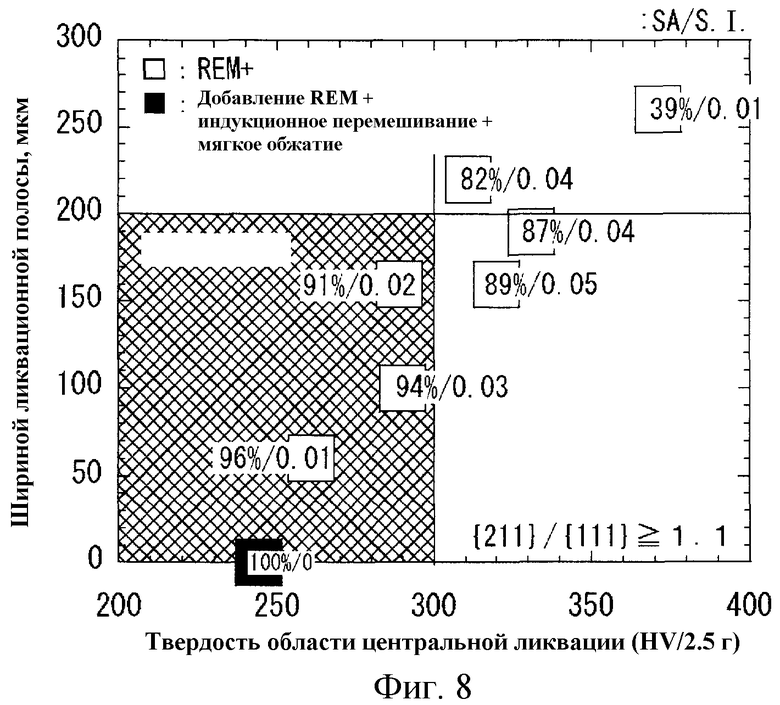
1. Горячекатаный стальной лист, включающий, мас.%:
С от 0,02 до 0,06
Si от 0,05 до 0,5
Mn от 1 до 2
Nb от 0,05 до 0,12
Ti от 0,005 до 0,02
Р ≤0,03
S ≤0,005
O ≤0,003
Al от 0,005 до 0,1
N от 0,0015 до 0,006
Са от 0,0005 до 0,003
V ≤0,15 (не включая «0» (нуль)
Mo ≤0,3 (не включая «0» (нуль)
Fe и
неизбежные примеси - остальное,
при условии N-14/48×Ti≥«0»
и имеющий микроструктуру, в которой доля полигонального феррита составляет 3% или более, и 20% или менее, доля перлита в микроструктуре на глубине половины толщины от поверхности стального листа 1% или менее, остальное представляет собой фазу низкотемпературного превращения, содержащую бейнитный феррит, гранулярный бейнитный феррит, квазиполигональный феррит, остаточный аустенит и мартенсит-аустенит, причем среднечисленный размер зерна микроструктуры составляет 1 мкм или более, и 2,5 мкм или менее, усредненный по площади размер зерна составляет 3 мкм или более, и 9 мкм или менее, среднеквадратичное отклонение от усредненного по площади размера зерна микроструктуры составляет 0,8 мкм или более, и 2,3 мкм или менее, а отношение интенсивностей рентгеновских рефлексов {211}/{111} в направлении {211} и в направлении {111} относительно плоскости, параллельной поверхности стального листа, на глубине половины толщины от поверхности стального листа составляет 1,1 или более.
2. Горячекатаный стальной лист по п.1, который дополнительно включает один или два, или более элементов, мас.%:
Cr от 0,05 до 0,3
Cu от 0,05 до 0,3
Ni от 0,05 до 0,3
В от 0,0002 до 0,003.
3. Горячекатаный стальной лист по п.2, который дополнительно удовлетворяет условию, мас.%:
0<S/Са<0,8.
4. Горячекатаный стальной лист по любому из пп.1-3, который дополнительно включает REM от 0,0005 до 0,02 мас.%.
5. Горячекатаный стальной лист по любому из пп.1-3, в котором максимальная твердость в ликвационной области вблизи центра горячекатаного стального листа составляет 300 HV или менее, и ширина ликвационной полосы с твердостью, определяемой как средняя твердость основного материала +50 HV или более, составляет 200 мкм или менее.
6. Горячекатаный стальной лист по п.4, в котором максимальная твердость в ликвационной области вблизи центра горячекатаного стального листа составляет 300 HV или менее, и ширина ликвационной полосы с твердостью, определяемой как средняя твердость основного материала +50 HV или более, составляет 200 мкм или менее.
7. Способ изготовления горячекатаного стального листа, включающий стадии:
отливку сляба из стали, содержащей, мас.%:
С от 0,02 до 0,06
Si от 0,05 до 0,5
Mn от 1 до 2
Nb от 0,05 до 0,12
Ti от 0,005 до 0,02
Р ≤0,03
S ≤0,005
O ≤0,003
Al от 0,005 до 0,1
N от 0,0015 до 0,006
Са от 0,0005 до 0,003
V ≤0,15 (не включая «0» (нуль)
Мо ≤0,3 (не включая «0» (нуль)
Fe и
неизбежные примеси - остальное,
при условии N-14/48×Ti≥«0» (нуль),
проводят нагрев полученного отлитого сляба до температуры SRT или более, найденной согласно выражению (1), и равной 1260°С или менее,
выдержку отлитого сляба в этом температурном диапазоне в течение 20 минут или более после нагрева и
выполняют горячую прокатку для получения горячекатаного стального листа,
при прокатке производят рассчет эффективной накопленной деформацию (εeff) согласно выражению (2) и горячую прокатку выполняют так, что эффективная накопленная деформация черновой прокатки составляет 0,4 или более, эффективная накопленная деформация чистовой прокатки составляет 0,9 или более, и произведение эффективной накопленной деформации черновой прокатки и эффективной накопленной деформации чистовой прокатки составляет 0,38 или более,
затем проводят охлаждение стального листа со скоростью охлаждения 2°С/сек или более, и 50°С/сек или менее, в центральной части стального листа по его толщине в температурном диапазоне до 650°С после того, как горячая прокатка завершена при температуре точки Ar3 превращения или более, и
проводят намотку стального листа в диапазоне температур 520°С или более, и 620°С или менее,
причем

здесь, [%Nb] и [%C], соответственно, представляют содержания (мас.%) Nb и С в стальном листе,
причем

где,
εi(t,T)=εi0/exp{(t/τR)2/3},
τR=τ0·exp(Q/RT),
τ0=8,46×10-6,
Q=183200 Дж - величина энергии активации,
R=8,314 Дж/К·моль - универсальная газовая постоянная,
где t представляет совокупное время непосредственно перед чистовой прокаткой при одном проходе в случае черновой прокатки, и представляет суммарное время непосредственно перед охлаждением в случае чистовой прокатки, Т представляет температуру прокатки при этом проходе.
8. Способ по п.7, в котором отливку сляба осуществляют из стали, дополнительно содержащей один или два, или более элементов, мас.%:
Cr от 0,05 до 0,3
Cu от 0,05 до 0,3
Ni от 0,05 до 0,3
В от 0,0002 до 0,003.
9. Способ по п.8, в котором отливку сляба осуществляют из стали, при условии:0<S/Са<0,8, мас.%.
10. Способ по любому из пп.7-9, в котором отливку сляба осуществляют из стали, дополнительно содержащей REM от 0,0005 до 0,02, мас.%.
11. Способ по любому из пп.7-9, в котором охлаждение стального листа выполняют между соответствующими проходами прокатки при горячей прокатке.
12. Способ по любому из пп.7-9, в котором отлитый сляб для получения горячекатаного стального листа формируют непрерывным литьем, при этом литье выполняют при перемешивании расплавленной стали с помощью индукционного электромагнитного перемешивания, а степень обжатия полученной непрерывным литьем отливки регулируют для согласования с усадкой при затвердевании в положении окончательного затвердевания отлитого сляба.
13. Способ по любому из пп.7-9, в котором горячекатаный стальной лист получают с микроструктурой, в которой доля полигонального феррита составляет 3% или более, и 20% или менее, причем доля перлита в микроструктуре на глубине половины толщины от поверхности стального листа 1% или менее, и остальное представляет собой фазу низкотемпературного превращения, содержащую бейнитный феррит, гранулярный бейнитный феррит, квазиполигональный феррит, остаточный аустенит и мартенсит-аустенит, среднечисленный размер кристаллического зерна микроструктуры составляет 1 мкм или более, и 2,5 мкм или менее, усредненный по площади размер зерна составляет 3 мкм или более, и 9 мкм или менее, среднеквадратичное отклонение от усредненного по площади размера зерна микроструктуры составляет 0,8 мкм или более, и 2,3 мкм или менее, и отношение интенсивностей рентгеновских рефлексов {211}/{111} в направлении {211} и в направлении {111} относительно плоскости, параллельной поверхности стального листа, на глубине половины толщины от поверхности стального листа составляет 1,1 или более.

