Область техники, к которой относится изобретение
Настоящее изобретение относится к системам для изолированных проводников, используемых в нагревательных элементах. Более конкретно, изобретение относится к способам и установке для сращивания между собой изолированных проводящих кабелей.
Уровень техники
Углеводороды, добываемые из подземных пластов, часто используются в качестве источников энергии, сырья для промышленности и изготовления потребительских товаров. Опасения относительно истощения имеющихся запасов углеводородов и опасения относительно снижения в целом качества добываемых углеводородов стали причиной разработки процессов, направленных на повышение эффективности извлечения, обработки и/или использования углеводородных ресурсов. Процессы на месте залегания могут использоваться для удаления из подземных пластов углеводородных материалов, которые ранее были недоступны и/или слишком дорогостоящи для извлечения при помощи существующих способов. Для более легкого извлечения углеводородного материала из подземного пласта и/или увеличения стоимости углеводородного материала может потребоваться изменение химических и/или физических свойств углеводородного материала в подземном пласте. Химические и физические изменения могут включать в себя реакции на месте залегания, в результате которых образуются удаляемые флюиды, происходят изменения состава, изменения растворимости, изменения плотности, фазовые переходы и/или изменения вязкости углеводородного материала в пласте.
Нагреватели могут помещаться в стволы скважин для нагрева пласта во время процессов на месте залегания. Существует много разных типов нагревателей, которые могут использоваться для нагревания пласта. Примеры процессов на месте залегания, в которых используются скважинные нагреватели, описаны в документах US 2634961 на имя Люнгстрэм; US 2732195 на имя Люнгстрэм; US 2780450 на имя Люнгстрэм; US 2789805 на имя Люнгстрэм; US 2923535 на имя Люнгстрэм; US 4886118 на имя Ван Мюрс и соавт.; а также US 6688387 на имя Уэллингтон и соавт., каждый из которых в полном объеме включен здесь по ссылке.
Кабели с минеральной изоляцией (МИ) (изолированные проводники), предназначенные для эксплуатации в подземных условиях, например, в отдельных областях применения для нагрева углеводородсодержащих пластов, имеют увеличенную длину, могут иметь увеличенный внешний диаметр и могут использоваться при более высоких напряжениях и температурах по сравнению с общепринятыми значениями для кабелей с минеральной изоляцией. При производстве и/или монтаже изолированных проводников большой длины существует много потенциальных проблем.
Например, существуют потенциальные электрические и/или механические проблемы из-за разрушения со временем электроизоляции, используемой в изолированном проводнике. Также существуют потенциальные проблемы с электрическими изоляторами, которые приходится решать при монтаже нагревателя с изолированным проводником. При монтаже нагревателя с изолированным проводником могут возникать такие проблемы как вздутие сердечника или другие механические неисправности. Подобные неполадки могут создать проблемы с электропитанием во время использования нагревателя и потенциально могут сделать нагреватель непригодным для выполнения поставленной для него задачи.
Кроме этого, в подземных областях применения может потребоваться соединение нескольких кабелей с минеральной изоляцией для получения кабелей с минеральной изоляцией достаточной длины, уходящих на такую глубину и расстояние, чтобы можно было эффективно нагревать подземный пласт и соединять сегменты с разной функциональностью, например, соединять вводные кабели с секциями нагревателя. Для подобных длинных нагревателей также требуется повышенное напряжение для подачи достаточного количества электроэнергии на удаленные концы нагревателей.
Традиционные сращенные конструкции кабелей с минеральной изоляцией обычно не подходят для напряжений свыше 1000 В, свыше 1500 В или свыше 2000 В и не могут функционировать длительное время без поломок при повышенных температурах, например, свыше 650°C (примерно 1200°F), свыше 700°C (примерно 1290°F) или свыше 800°C (примерно 1470°F). Для подобных областей применения с высоким напряжением и высокой температурой обычно приходится спрессовывать минеральный изоляционный материал в сростке таким образом, чтобы он был расположен как можно ближе к уровню спрессовывания или находился над уровнем спрессовывания непосредственно в самом изолированном проводнике (кабеле с минеральной изоляцией).
Относительно большой наружный диаметр и большая длина кабелей с минеральной изоляцией для некоторых областей применения требуют, чтобы сращивание кабелей осуществлялось при горизонтальном положении кабелей. Также осуществляется сращивание кабелей с минеральной изоляцией, которые были уложены горизонтально для других областей применения. Подобная технология обычно предусматривает выполнение небольшого отверстия, через которое минеральная изоляция (например, порошковый оксид магния) заполняется в место сращивания и слегка спрессовывается за счет вибрации или утрамбовывания. Подобные способы не обеспечивают достаточного спрессовывания минеральной изоляции, либо вообще не обеспечивают никакого спрессовывания минеральной изоляции и не подходят для осуществления сращиваний при использовании в условиях высоких напряжений, необходимых для подобных подземных областей применения.
Поэтому существует потребность в сростках для изолированных проводников, которые просты, но при этом могут функционировать при высоких напряжениях и температурах в подземных условиях в течение длительного времени, без поломок. Кроме этого, для предотвращения поломки сростка при весовой нагрузке и температурах, которым могут подвергаться кабели под землей, сростки должны обладать высокой прочностью на изгиб и прочностью на растяжение. Также можно использовать технологии и способы для снижения интенсивности электрического поля в сростках таким образом, чтобы уменьшить токи потерь в сростках и увеличить интервал между рабочим напряжением и электрическим пробоем. Снижение интенсивности электрического поля позволяет увеличить напряжение и рабочий диапазон температур для сростков.
Помимо этого, могут возникать проблемы, связанные с увеличением напряжения изолированных проводников во время монтажа и/или установки изолированных проводников под землей. Например, наматывание или разматывание изолированных проводников на катушки перед транспортировкой и установкой изолированных проводников может приводить к механическому напряжению электрических проводников и/или других компонентов изолированных проводников. Поэтому нужны более надежные системы и способы уменьшения или исключения потенциальных проблем во время изготовления, монтажа и/или установки изолированных проводников.
Раскрытие изобретения
Рассматриваемые здесь варианты осуществления, в целом, относятся к системам, способам и нагревателям для обработки подземных пластов. Рассматриваемые здесь варианты осуществления также, в целом, относятся к нагревателям, в которых используются инновационные компоненты. Подобные нагреватели могут быть получены с использованием рассматриваемых здесь систем и способов.
По отдельным вариантам осуществления изобретением предлагается одна или несколько систем, способов и/или нагревателей. По отдельным вариантам осуществления системы, способы и/или нагреватели используются для обработки подземных пластов.
По некоторым вариантам осуществления способ для соединения концов двух изолированных проводников включает в себя: соединение концевого участка сердечника первого изолированного проводника с концевым участком сердечника второго изолированного проводника, при этом по меньшей мере часть концевых участков сердечников по меньшей мере частично оголена; помещение оголенных участков сердечников внутрь короба, причем концевой участок оболочки первого изолированного проводника находится в первом отверстии для проводника на первой стороне короба, а концевой участок оболочки второго изолированного проводника находится во втором отверстии для проводника на второй стороне короба; помещение электроизоляционного порошкового материала в короб; помещение первого плунжера в первое плунжерное отверстие короба; приложение усилия к первому плунжеру для спрессовывания порошкового материала, при этом порошковый материал спрессовывается в спрессованный порошковый материал, который по меньшей мере частично окружает часть оголенных участков сердечников; придание спрессованному порошковому материалу, по существу, цилиндрической формы, наружный диаметр которой относительно схож с наружным диаметром по меньшей мере одного изолированного проводника; а также помещение втулки поверх спрессованного порошкового материала и соединение втулки с оболочками изолированных проводников
По некоторым вариантам осуществления установка для соединения концов двух изолированных проводников включает в себя: короб, имеющий первую сторону, вторую сторону, первое отверстие для проводника, которое расположено на первой стороне и предназначено для помещения в него концевого участка оболочки первого изолированного проводника, второе отверстие для проводника, которое расположено на второй стороне и предназначено для помещения в него концевого участка оболочки второго изолированного проводника, и первое плунжерное отверстие; первый плунжер, предназначенный для помещения в первое плунжерное отверстие в коробе; и приводной механизм, предназначенный для приложения усилия к первому плунжеру; за счет этого, когда два изолированных проводника установлены по месту таким образом, что концевые участки оболочек находятся в первом и втором отверстиях для проводников, а сердечники по меньшей мере частично оголены и в коробе находится электроизоляционный порошок, в результате приведения в действие приводного механизма порошковый материал спрессовывается, по существу, до цилиндрической формы таким образом, что его внешний диаметр примерно соответствует внешнему диаметру по меньшей мере одного из изолированных проводников.
По дополнительным вариантам осуществления признаки из конкретных вариантов осуществления могут комбинироваться с признаками из других вариантов осуществления. Например, признаки из одного варианта осуществления могут комбинироваться с признаками из любых других вариантов осуществления.
По дополнительным вариантам осуществления обработка подземного пласта осуществляется с использованием любых рассматриваемых здесь способов, систем, источников электропитания или нагревателей.
По дополнительным вариантам осуществления в конкретные рассматриваемые здесь варианты осуществления могут добавляться дополнительные признаки.
Краткое описание чертежей
Признаки и преимущества способов и установки по настоящему изобретения станут более понятны со ссылкой на следующее подробное описание на данный момент предпочтительных, но, тем не менее, иллюстративных вариантов осуществления настоящего изобретения совместно с прилагаемыми чертежами.
На фиг.1 показан схематический вид одного из вариантов осуществления части системы тепловой обработки на месте залегания для обработки углеводородсодержащего пласта;
на фиг.2 - один из вариантов осуществления теплового источника изолированного проводника;
на фиг.3 - один из вариантов осуществления теплового источника изолированного проводника;
на фиг.4 - один из вариантов осуществления теплового источника изолированного проводника;
на фиг.5 - вид сбоку, в сечении одного из вариантов осуществления фитинга для соединения изолированных проводников;
на фиг.6 - один из вариантов осуществления режущего инструмента;
на фиг.7 - вид сбоку, в сечении другого варианта осуществления фитинга для соединения изолированных проводников;
на фиг.8A - вид сбоку, в сечении одного из вариантов осуществления резьбового фитинга для соединения трех изолированных проводников;
на фиг.8B - вид сбоку, в сечении одного из вариантов осуществления сварного фитинга для соединения трех изолированных проводников;
на фиг.9 - один из вариантов осуществления моментного инструмента;
на фиг.10 - один из вариантов осуществления зажимного устройства, которое может использоваться для механического спрессовывания фитинга при соединении изолированных проводников;
на фиг.11 - изображение в разобранном виде одного из вариантов осуществления гидравлической спрессовывающей установки;
на фиг.12 - изображение одного из вариантов осуществления собранной гидравлической спрессовывающей установки;
на фиг.13 - один из вариантов осуществления фитинга и изолированных проводников, закрепленных в зажимных устройствах перед спрессовыванием фитинга и изолированных проводников;
на фиг.14 - вид сбоку еще одного, другого варианта осуществления фитинга для соединения изолированных проводников;
на фиг.15 - вид сбоку одного из вариантов осуществления фитинга с отверстием, закрытым вставкой;
на фиг.16 - один из вариантов осуществления фитинга с устройствами уменьшения электрического поля, расположенными между оболочками изолированных проводников и втулками, а также у концов изолированных проводников;
на фиг.17 - один из вариантов осуществления устройства уменьшения напряженности электрического поля;
на фиг.18 - вид в сечении фитинга в тот момент, когда изолированные проводники помещаются в фитинг;
на фиг.19 - вид в сечении фитинга после соединения изолированных проводников внутри фитинга;
на фиг.20 - вид в сечении еще одного, другого варианта осуществления фитинга в тот момент, когда изолированные проводники помещаются в фитинг;
на фиг.21 - вид в сечении еще одного, другого варианта осуществления фитинга после соединения изолированных проводников внутри фитинга;
на фиг.22 - один из вариантов осуществления блоков из электроизоляционного материала, расположенных вокруг сердечников соединенных изолированных проводников;
на фиг.23 - один из вариантов осуществления четырех блоков из электроизоляционного материала, расположенных вокруг сердечников соединенных изолированных проводников;
на фиг.24 - один из вариантов осуществления внутренней втулки, установленной вокруг изолированных проводников;
на фиг.25 - один из вариантов осуществления внешней втулки, установленной вокруг внутренней втулки и соединенных изолированных проводников;
на фиг.26 - один из вариантов осуществления скошенного конца изолированного проводника после спрессовывания;
на фиг.27 - один из вариантов осуществления первой половины спрессовывающего устройства, используемого для спрессовывания электроизоляционного материала при соединении изолированных проводников;
на фиг.28 - один из вариантов осуществления устройства, соединенного вокруг изолированных проводников;
на фиг.29 - вид сбоку изолированного проводника внутри устройства, когда первый плунжер находится в положении над изолированным проводником с оголенным сердечником;
на фиг.30 - вид сбоку изолированного проводника внутри устройства, когда первый плунжер находится в положении над изолированным проводником с оголенным сердечником;
на фиг.31A-D - другие варианты осуществления другого плунжера;
на фиг.32 - один из вариантов осуществления, при этом вторая половина устройства удалена, а первая половина оставлена для спрессовывания электроизоляционного материала вокруг места соединения между изолированными проводниками;
на фиг.33 - один из вариантов осуществления электроизоляционного материала, расположенного вокруг соединения между изолированными проводниками;
на фиг.34 - один из вариантов осуществления втулки, помещенной вокруг электроизоляционного материала;
на фиг.35 - один из вариантов осуществления гидравлического пресса, который может использоваться для приложения усилия к плунжеру для гидравлического спрессовывания электроизоляционного материала внутри устройства;
на фиг.36A - вид сбоку одного из вариантов осуществления короба, используемого для спрессовывания электроизоляционного материала при соединении изолированных проводников;
на фиг.36B - вид в сечении короба по фиг.36A вдоль линии A-A;
на фиг.37A - вид короба по фиг.36A, плунжеры находятся в убранном положении;
на фиг.37B - вид короба по фиг.36A, плунжеры находятся в выдвинутом положении;
на фиг.38A - изометрический вид короба по фиг.36A, плунжеры находятся в убранном положении;
на фиг.38B - изометрический вид короба по фиг.36A, плунжеры находятся в выдвинутом положении;
на фиг.39 - один из вариантов осуществления втулки, которая используется для окружного механического спрессовывания;
на фиг.40 - один из вариантов осуществления втулки на изолированных проводниках после того как втулка и ребра были спрессованы по окружности;
на фиг.41 - один из вариантов осуществления усилительных втулок на соединенных изолированных проводниках;
на фиг.42 - изображение в разобранном виде другого варианта осуществления фитинга, используемого для соединения трех изолированных проводников;
на фиг.43-50 - один из вариантов осуществления способа установки фитинга на концах изолированных проводников;
на фиг.51 - один из вариантов осуществления спрессовывающего инструмента, который может использоваться для спрессовывания электроизоляционного материала;
на фиг.52 - один из вариантов осуществления другого спрессовывающего инструмента, который может использоваться для спрессовывания электроизоляционного материала;
на фиг.53 - один из вариантов осуществления спрессовывающего инструмента, который может использоваться для окончательного спрессовывания электроизоляционного материала.
Хотя изобретение допускает различные модификации и альтернативные формы, на чертежах, в качестве примера, показаны конкретные варианты его осуществления, которые будут рассмотрены далее более подробно. Чертежи могут быть даны не в масштабе. Следует понимать, что чертежи и подробное описание изобретения не преследуют целью ограничение изобретения конкретной раскрываемой формой, наоборот, изобретение охватывает любые модификации, аналоги и альтернативные варианты, не выходящие за объем и сущность настоящего изобретения, в том виде как оно определено в прилагаемой формуле изобретения.
Осуществление изобретения
Следующее описание, в целом, относится к системам и способам обработки углеводородов в пластах. Обработка подобных пластов может осуществляться для извлечения углеводородных продуктов, водорода, а также других продуктов.
Термин «переменный ток» относится к изменяющемуся во времени току, который изменяет свое направление, по существу, синусоидально. Переменный ток создает в ферромагнитном проводнике поверхностный эффект при протекании тока.
Термин «соединенный» означает либо непосредственное соединение, либо опосредованное соединение (например, одно или несколько промежуточных соединений) между одним или несколькими объектами или компонентами. Фраза «непосредственно соединенный» означает непосредственное соединение между объектами или компонентами таким образом, что объекты или компоненты соединены непосредственно друг с другом так, что объекты или компоненты функционируют в режиме «по месту использования».
Термин «пласт» включает в себя один или несколько углеводородсодержащих слоев, один или несколько неуглеводородных слоев, перекрывающую и/или подстилающую породу. Термин «углеводородные слои» относится к слоям пласта, которые содержат углеводороды. Углеводородные слои могут содержать неуглеводородный материал и углеводородный материал. «Перекрывающие» и/или «подстилающие» породы включают в себя один или несколько разных типов непроницаемых материалов. Например, перекрывающая и/или подстилающая порода может включать в себя скальные породы, сланцы, аргиллит или мокрый/непроницаемый карбонат. По отдельным вариантам осуществления процессов тепловой обработки по месту залегания, перекрывающая и/или подстилающая порода может включать в себя углеводородсодержащий слой или углеводородсодержащие слои, которые являются относительно непроницаемыми и не подвергаются воздействию температур во время тепловой обработки на месте залегания, которая в результате приводит к значительным изменениям параметров углеводородсодержащих слоев в перекрывающей и/или подстилающей породе. Например, подстилающая порода может содержать сланцы или аргиллит, но подстилающую породу не нагревают до температур пиролиза во время процесса обработки по месту залегания. В отдельных случаях перекрывающая и/или подстилающая порода может быть частично проницаемой.
Термин «пластовые флюиды» относится к флюидам, присутствующим в пласте, и может включать в себя пиролизованный флюид, синтез-газ, подвижные углеводороды и воду (пар). Пластовые флюиды могут включать в себя углеводородные флюиды, а также неуглеводородные флюиды. Термин «подвижный флюид» относится к флюидам в углеводородсодержащем пласту, которые способны перетекать в результате тепловой обработки пласта. Термин «добываемый флюид» относится к флюидам, извлекаемым из пласта.
«Тепловой источник» является любой системой для обеспечения нагрева по меньшей мере части пласта, по существу, за счет теплопроводности и/или теплопередачи излучением. Например, тепловой источник может включать в себя электропроводящий материал и/или электронагреватели, такие как изолированный проводник, удлиненный элемент и/или проводник, находящийся в кабельном канале. Тепловой источник также может включать в себя системы, которые создают тепло за счет сжигания топлива, полученного за пределами или в пределах пласта. Системы могут быть поверхностными горелками, скважинными газовыми горелками, беспламенными распределенными топками и натуральными распределенными топками. По отдельным вариантам осуществления тепло, подаваемое или создаваемое одним или несколькими тепловыми источниками, может поступать от других источников энергии. Другие источники энергии могут непосредственно нагревать пласт, либо энергия может подаваться в передаточную среду, которая непосредственно или опосредованно нагревает пласт. Следует понимать, что один или несколько тепловых источников, которые подают тепло в пласт, могут использовать разные источники энергии. Так, например, для определенного пласта отдельные тепловые источники могут подавать тепло за счет использования электропроводящих материалов, нагревателей с электрическим сопротивлением, некоторые тепловые источники могут подавать тепло за счет сжигания, а некоторые тепловые источники могут подавать тепло из одного или нескольких источников (например, за счет химических реакций, солнечной энергии, энергии ветра, биомассы или иных источников возобновляемой энергии). Химические реакции могут включать в себя экзотермическую реакцию (например, реакцию окисления). Тепловой источник также может включать в себя электропроводящий материал и/или нагреватель, обеспечивающий подачу тепла в область, прилегающую и/или окружающую место нагрева, такую как скважину нагревателя.
«Нагреватель» является любой системой или тепловым источником для создания тепла в скважине или рядом с областью скважинного ствола. Нагреватели могут быть, но не только, электрическими нагревателями, горелками, топками, которые вступают в реакцию с материалом, находящимся в пласте или получаемым из пласта, и/или комбинацией из них.
«Углеводороды», в целом, можно определить как молекулы, состоящие преимущественно из атомов углерода и водорода. Углеводороды также могут включать в себя другие элементы, такие как, включая, но не ограничиваясь, галогены, элементы металлов, азот, кислород и/или серу. Углеводороды могут быть, но не ограничены только ими, керогеном, битумом, пиробитумом, маслами, природными минералами восками и асфальтитами. Углеводороды могут находиться в минеральных матрицах в земле или рядом с ними. Матрицы могут включать в себя, но не ограничены только ими, осадочные горные породы, пески, силицилиты, карбонаты, диатомиты и другие пористые среды. «Углеводородные флюиды» - это флюиды, которые включают в себя углеводороды. Углеводородные флюиды могут включать в себя, содержать или содержаться в неуглеводородных флюидах, таких как водород, азот, монооксид углерода, диоксид углерода, сероводород, вода и аммиак.
Термин «процесс преобразования на месте залегания» относится к процессу нагревания углеводородсодержащего пласта за счет теплового источника для увеличения температуры по меньшей мере части пласта выше температуры пиролиза таким образом, чтобы в пласте образовывался пиролизованный флюид.
Термин «процесс тепловой обработки по месту залегания» относится к процессу нагрева углеводородсодержащего пласта за счет тепловых источников для увеличения температуры по меньшей мере части пласта выше температуры при которой происходит перемещение флюида, легкий крекинг и/или пиролиз углеводородсодержащего материала таким образом, чтобы в пласте происходило образование подвижных флюидов, флюидов, полученных в результате легкого крекинга и/или пиролизованных флюидов.
Термин «изолированный проводник» относится к любому удлиненному материалу, способному проводить электричество, который закрыт полностью или частично электроизоляционным материалом.
Термин «нитрид» относится к соединению из азота и одного или нескольких других элементов периодической таблицы. Нитриды включают в себя, но не ограничены только ими, нитрид кремния, нитрид бора или нитрид окиси алюминия.
Термин «перфорирования» включает в себя отверстия, щели, вырезы или проемы в стенке канала, трубы, трубки или иной магистрали для прохождения потока, позволяющие потоку входить или выходить из канала, трубы, трубки или иной магистрали для прохождения потока.
«Пиролиз» - разрушение химических связей за счет подачи тепла. Например, пиролиз может включать в себя преобразование соединения в одну или несколько субстанций лишь за счет нагрева. Для начала пиролиза тепло может подаваться на один из участков пласта.
Термин «пиролизованные флюиды» или «продукты пиролиза» относится к флюидам, полученным, по существу, во время пиролиза углеводородов. Флюид, полученный в результате реакции пиролиза, может смешиваться с другими флюидами в пласте. Смесь считается пиролизованным флюидом или пиролизованным продуктом. Используемый здесь термин «зона пиролиза» относится к объему пласта (например, относительно проницаемому пласту, такому как пласт из песка), который вступил в реакцию или вступает в реакцию для образования пиролизованного флюида.
Термин «толщина» слоя относится к толщине сечения слоя, в котором сечение проходит перпендикулярно поверхности слоя.
Термин «ствол скважины» относится к отверстию в пласте, полученному за счет бурения или помещения в пласт канала. Ствол скважины может иметь, по существу, круговое сечение или иную форму сечения. Используемые здесь термины «скважина» или «отверстие», применительно к отверстию в пласте, могут использоваться взаимозаменяемо с термином «ствол скважины».
Обработка пласта может осуществляться различными путями для получения широкого спектра разных продуктов. Во время процесса тепловой обработки по месту залегания могут использоваться разные этапы или процессы обработки пласта. По отдельным вариантам осуществления на одном или нескольких участках пласта осуществляется добыча растворением для извлечения с данных участков растворимых минералов. Добыча растворением может осуществляться до, во время и/или после процесса тепловой обработки по месту залегания. По отдельным вариантам осуществления средняя температура одного или нескольких участков, на которых производится добыча растворением, может поддерживаться ниже примерно 120°C.
По отдельным вариантам осуществления один или несколько участков пласта нагреваются для удаления воды из участков и/или удаления из участков метана и других летучих углеводородов. По отдельным вариантам осуществления во время удаления воды и летучих углеводородов средняя температура может подниматься с температуры окружающей среды до температуры примерно ниже 220°C.
По отдельным вариантам осуществления один или несколько участков пласта нагреваются до такой температуры, которая приводит к перемещению и/или легкому крекингу углеводородов в пласте. По отдельным вариантам осуществления средняя температура на одном или нескольких участках пласта увеличивается до температуры перемещения углеводородов на участке (например, до температуры в диапазоне от 100°C до 250°C, от 120°C до 240°C, или от 150°C до 230°C).
По отдельным вариантам осуществления один или несколько участков нагреваются до такой температуры, при которой в пласте начинаются реакции пиролиза. По отдельным вариантам осуществления средняя температура на одном или нескольких участках пласта может увеличиваться до температуры пиролиза углеводородов на участке (например, до температуры в диапазоне от 230°C до 900°C, от 240°C до 400°C, или от 250°C до 350°C).
Нагрев углеводородсодержащего пласта при помощи множества тепловых источников может создавать температурные градиенты вокруг тепловых источников, которые увеличивают температуру углеводородов в пласте до необходимой температуры при необходимой скорости нагрева. Увеличение температурного коэффициента за счет диапазона температур подвижности и/или диапазона температур пиролиза может влиять на качество и количество пластовых флюидов, получаемых из углеводородсодержащего пласта. Медленное увеличение температуры пласта за счет диапазона температур подвижности и/или диапазона температур пиролиза позволяет получать из пласта углеводороды высокого качества, с высокой значением плотности по шкале АНИ. Медленное увеличение температуры пласта за счет диапазона температур подвижности и/или диапазона температур пиролиза позволяет извлекать из пласта большое количество углеводородов, используемых в качестве углеводородной продукции.
По отдельным вариантам осуществления тепловой обработки по месту залегания, вместо медленного увеличения температуры во всем температурном диапазоне, до необходимой температуры нагревается один из участков пласта. По отдельным вариантам осуществления необходимая температура составляет 300°C, 325°C или 350°C. Также в качестве необходимой температуры могут использоваться другие температурные значения.
Суперпозиция тепла от тепловых источников позволяет создавать в пласте необходимую температуру относительно быстро и эффективно. Энергия, подаваемая в пласт от тепловых источников, может регулироваться для поддержания температуры пласта, по существу, на уровне необходимой температуры.
Подвижная и/или пиролизованная продукция может быть добыта из пласта через производственные скважины. По отдельным вариантам осуществления средняя температура на одном или нескольких участках увеличивается до температур подвижности и осуществляется добыча углеводородов из добывающих скважин. Средние температуры на одном или нескольких участках могут быть увеличены до температур пиролиза после добычи за счет снижения подвижности ниже заданной величины. По отдельным вариантам осуществления средняя температура на одном или нескольких участках может быть увеличена до температур пиролиза без существенной добычи, до достижения температур пиролиза. Пластовые флюиды, включая продукты пиролиза, могут быть добыты через добывающие скважины.
По отдельным вариантам осуществления средняя температура на одном или нескольких участках может быть увеличена до температур, достаточных для обеспечения добычи синтез-газа после начала подвижности и/или пиролиза. По отдельным вариантам осуществления температура углеводородов может быть увеличена до температур, достаточных для обеспечения добычи синтез-газа без значительной добычи до достижения температур, достаточных для обеспечения добычи синтез-газа. Например, синтез-газ может добываться в диапазоне температур примерно от 400°C до примерно 1200°C, примерно от 500°C до примерно 1100°C, или примерно от 550°C до примерно 1000°C. Синтез-газ может добываться из добывающих скважин.
Во время процессов тепловой обработки по месту залегания может осуществляться добыча растворением, удаление летучих углеводородов и воды, обеспечение подвижности углеводородов, пиролиз углеводородов, создание синтез-газа и/или другие процессы. По отдельным вариантам осуществления отдельные процессы могут осуществляться после процессов тепловой обработки по месту залегания. Подобные процессы могут включать в себя, но не ограничены только ими, отвод тепла из нагретых участков, хранение флюидов (например, воды и/или углеводородов) на ранее обработанных участках, и/или секвестрация диоксида углерода на ранее обработанных участках.
На фиг.1 показан схематический вид одного из вариантов осуществления части системы тепловой обработки на месте залегания для обработки углеводородсодержащего пласта. Система тепловой обработки на месте залегания может включать в себя барьерные скважины 200. Барьерные скважины используются для создания барьера вокруг обрабатываемой области. Барьер не позволяет потоку флюидов заходить и/или выходить из обрабатываемой области. Барьерные скважины включают в себя, но не ограничены только ими, дегидрационные скважины, вакуумирующие скважины, захватные скважины, нагнетающие скважины, цементирующие скважины, замораживающие скважины или комбинацию из них. По отдельным вариантам осуществления барьерные скважины 200 являются дегидрационными скважинами. Дегидрационные скважины могут удалять жидкую воду и/или препятствовать попаданию жидкой воды на разогреваемый участок пласта или в разогреваемый пласт. По варианту осуществления, изображенному на фиг.1, барьерные скважины 200 показаны проходящими лишь вдоль одной стороны тепловых источников 202, однако обычно барьерные скважины окружают тепловые источники 202, которые используются или будут использоваться для нагрева обрабатываемой области пласта.
Тепловые источники 202 помещаются по меньшей мере в часть пласта. Тепловые источники 202 могут включать в себя такие нагреватели как изолированные проводники, нагреватели с внутриканальными проводниками, поверхностные горелки, беспламенные распределенные топки и/или природные распределенные топки. Тепловые источники 202 также могут включать в себя другие типы нагревателей. Тепловые источники 202 подают тепло по меньшей мере в часть пласта для нагрева углеводородов в пласте. Энергия может подаваться в тепловые источники 202 по линиям 204 питания. Линии 204 питания могут конструктивно отличаться, в зависимости от типа теплового источника или тепловых источников, используемых для нагрева пласта. Линии 204 питания для тепловых источников могут подавать электричество для электронагревателей, могут подавать топливо для топок или могут подавать жидкий теплоноситель, циркулирующий по пласту. По отдельным вариантам осуществления электричество для процесса тепловой обработки по месту залегания может подаваться с атомной электростанции или атомных электростанций. Использование атомной энергии позволяет сократить или исключить выбросы двуокиси углерода, выделяемой в процессе тепловой обработки по месту залегания.
При нагреве пласта тепло, подаваемое в пласт, может вызывать расширение пласта и геомеханическое движение. Тепловые источники могут быть включены до, одновременно с или во время процесса дегидрации. Компьютерная эмуляция позволяет моделировать реакцию пласта на нагрев. Компьютерная эмуляция может использоваться для создания шаблона и временной последовательности приведения в действие тепловых нагревателей в пласте таким образом, чтобы геомеханическое движение пласта не оказывало негативного влияния на функционирование тепловых источников, добывающие скважины, а также другое оборудование, находящееся в пласте.
Нагрев пласта может вызывать повышение проницаемости и/или пористости пласта. Повышение проницаемости и/или пористости может происходить вследствие уменьшения массы пласта в результате испарения и удаления воды, извлечения углеводородов и/или появления трещин. Движение флюидов в нагретой части пласта может происходить быстрее вследствие повышенной проницаемости и/или пористости пласта. Флюиды в нагретой части пласта могут перемещаться на значительное расстояние внутри пласта вследствие увеличенной проницаемости и/или пористости. Подобное значительное расстояние, в зависимости от разных факторов, может превышать 1000 м, поскольку проницаемость пласта, свойства флюида, температура пласта и градиент давления допускают перемещение флюида. Способность флюида преодолевать значительные расстояния внутри пласта позволяет разносить добывающие скважины 206 в пласте достаточно далеко друг от друга.
Добывающие скважины 206 используются для удаления из пласта пластовых флюидов. По отдельным вариантам осуществления добывающие скважины 206 включают в себя тепловой источник. Тепловой источник добывающей скважины может нагревать один или несколько участков пласта вблизи или рядом с добывающей скважиной. По отдельным вариантам осуществления процесса тепловой обработки по месту залегания количество тепла, подаваемого в пласт из добывающей скважины из расчета на метр добывающей скважины, меньше количества тепла, подаваемого в пласт от теплового источника, осуществляющего нагрев пласта из расчета на метр теплового источника. Тепло, подаваемое в пласт из добывающей скважины, может увеличивать проницаемость пласта, примыкающего к добывающей скважине вследствие испарения и удаления флюида в жидкой фазе, примыкающего к добывающей скважине и/или вследствие повышения проницаемости пласта, примыкающего к добывающей скважине за счет образования макро и/или микротрещин.
В добывающей скважине может находиться более одного теплового источника. Тепловой источник в нижней части добывающей скважины может быть отключен, если суперпозиция тепла от смежных тепловых источников нагревает пласт в достаточной мере для уравновешивания преимуществ, обеспечиваемых за счет нагрева пласта в добывающей скважине. По отдельным вариантам осуществления тепловой источник в верхней части добывающей скважины может продолжать оставаться включенным после того как тепловой источник в нижней части добывающей скважины отключается. Тепловой источник в верхней части добывающей скважины может препятствовать образованию конденсата и оттоку пластового флюида.
По отдельным вариантам осуществления тепловой источник в добывающей скважине 206 позволяет осуществлять удаление из пласта пластовых флюидов в паровой фазе. Осуществление нагрева рядом или через добывающую скважину позволяет: (1) препятствовать образованию конденсата и/или оттоку буровой жидкости при перемещении подобной буровой жидкости в добывающей скважине вблизи перекрывающей породы, (2) увеличить подачу тепла в пласт, (3) повысить производительность добывающей скважины по сравнению с добывающей скважиной без теплового источника, (4) препятствовать образованию конденсата в соединениях с высоким содержанием углерода (углеводородов C6 и выше) в добывающей скважине, и/или (5) увеличить проницаемость пласта рядом или вблизи добывающей скважины.
Подземное давление в пласте может соответствовать давлению флюида, создаваемому в пласте. По мере увеличения температуры в нагретых участках пласта давление на нагреваемом участке может увеличиваться вследствие теплового расширения флюидов на месте залегания, увеличивая формирование флюидов и испарение воды. Регулирование скорости удаления флюидов из пласта позволяет регулировать давление в пласте. Давление в пласте может измеряться в нескольких разных точках, например, вблизи или рядом с добывающими скважинами, вблизи или рядом с тепловыми источниками или рядом с контрольно-регулирующими скважинами.
В отдельных углеводородсодержащих пластах добыча углеводородов из пласта невозможна до тех пор, пока по меньшей мере часть углеводородов в пласте не станет подвижной и/или пиролизованной. Пластовые флюиды могут добываться из пласта после того как пластовый флюид будет иметь соответствующее качество. По отдельным вариантам осуществления соответствующее качество предполагает плотность в градусах АНИ по меньшей мере примерно в 20°, 30° или 40°. Невозможность добычи до тех пор, пока по меньшей мере часть углеводородов не станет подвижной и/или пиролизованной, позволяет увеличить переход тяжелых углеводородов в легкие углеводороды. Невозможность изначальной добычи может свести к минимуму добычу тяжелых углеводородов из пласта. Добыча значительных количеств тяжелых углеводородов может требовать использования дорогостоящего оборудования и/или сокращать срок службы добывающего оборудования.
В отдельных углеводородсодержащих пластах углеводороды в пласте могут нагреваться до температур подвижности и/или температур пиролиза, прежде чем будет достигнута существенная проницаемость на нагретом участке пласта. Изначальное отсутствие проницаемости может препятствовать поступлению сформированных флюидов в добывающие скважины 206. Во время предварительного нагрева давление флюидов в пласте может увеличиваться вблизи тепловых источников 202. Повышенное давления флюидов можно разгружать, отслеживать, менять и/или регулировать при помощи одного или нескользких тепловых источников 202. Например, выбранные тепловые источники 202 или отдельные скважины разгрузки давления могут включать в себя разгрузочные клапаны, позволяющие удалять из пласта часть флюидов.
По отдельным вариантам осуществления давление, создаваемое при расширении подвижных флюидов, пиролизованных флюидов или иных флюидов, создаваемых в пласте, может поддерживаться хотя бы для расширения открытого канала в добывающие скважины 206 или любой иной депрессии, которой пока еще может не быть в пласте. Повышение давления флюида может продолжаться до литостатического давления. При приближении давления флюида к литостатическому давлению в углеводородсодержащем пласте могут образовываться трещины. Например, трещины могут образовываться от тепловых источников 202 к добывающим скважинам 206 на нагретом участке пласта. Появление трещин на нагретом участке может приводить к некоторому падению давления на участке. Давление в пласте может поддерживаться ниже заданного давления для предотвращения нежелательной добычи, образования трещин в перекрывающей или подстилающей породе и/или коксования углеводородов в пласте.
После достижения температуры подвижности и/или температуры пиролиза и получения разрешения на добычу из пласта, давление в пласте можно менять для изменения и/или регулирования состава флюида, добываемого из пласта, для регулирования процента конденсируемого флюида по сравнению с неконденсируемым флюидом во флюиде пласта и/или для регулирования плотности в градусах АНИ добываемого из пласта флюида. Например, снижение давления может приводить к увеличению добычи конденсируемого компонента флюида. Конденсируемый компонент флюида может содержать больший процент олефинов.
По отдельным вариантам осуществления процессов тепловой обработки по месту залегания давление в пласте может поддерживаться достаточно высоким для улучшения добычи пластовых флюидов с плотностью в градусах АНИ свыше 20°. Поддержание повышенного давления в пласте может препятствовать образованию осадка во время тепловой обработки по месту залегания. Поддержание повышенного давления позволяет снизить или исключить необходимость спрессовывания пластовых флюидов при транспортировке флюидов через коллекторные каналы на очистные сооружения.
Поддержание повышенного давления на нагретом участке пласта удивительным образом позволяет добывать большее количество углеводородов с более высоким качеством и относительно низким молекулярным весом. Давление может поддерживаться таким образом, чтобы добываемый флюид имел минимальное количество соединений выше заданного углеродного числа. Заданное углеродное число может быть не более 25, не более 20, не более 12 или не более 8. Некоторые соединения с высоким углеродным числом могут находиться в пласте в виде пара и могут удаляться из пласта вместе с паром. Поддержание повышенного давления в пласте может препятствовать переходу соединений с высоким углеродным числом и/или полициклических углеводородных соединений в пар. Соединения с высоким углеродным числом и/или полициклические углеводородные соединения могут оставаться в пласте в жидкой фазе в течение значительного периода времени. Значительный период времени позволяет соединениям пиролизоваться, образуя соединения с более низким углеродным числом.
Считается, что формирование углеводородов с относительно низким молекулярным весом происходит отчасти за счет автогенной генерации и реакции водорода на участке углеводородсодержащего пласта. Например, поддержание повышенного давления может заставлять водород, создаваемый во время пиролиза, переходить внутри пласта в жидкую фазу. Нагрев участка до температуры пиролиза может пиролизовывать углеводороды в пласте, создавая пиролизованные флюиды в жидкой фазе. Создаваемые пиролизованные компоненты флюидов в жидкой фазе могут включать в себя двойные связи и/или радикалы. Водород (H2) в жидкой фазе может уменьшать двойные связи в создаваемых пиролизованных флюидах, уменьшая тем самым возможности для полимеризации или образования длинноцепных соединений из создаваемых пиролизованных флюидов. Кроме этого H2 также может нейтрализовывать радикалы в создаваемых пиролизованных флюидах. H2 в жидкой фазе может препятствовать вступлению создаваемых пиролизованных флюидов в реакцию друг с другом и/или другими компонентами пласта.
Пластовый флюид, добываемый из добывающих скважин 206, может транспортироваться по коллекторным трубам 208 на очистные сооружения 210. Пластовые флюиды также могут добываться из тепловых источников 202. Например, флюид может добываться из тепловых источников 202 для регулирования давления в пласте вблизи тепловых источников. Флюид, добываемый из тепловых источников 202, может транспортироваться по трубам или трубкам в коллекторную трубу 208, либо добываемый флюид может транспортироваться по трубам или трубкам непосредственно на очистные сооружения 210. Очистные сооружения 210 могут включать в себя сепараторные устройства, реакционные устройства, обогатительные устройства, топливные элементы, турбины, накопительные емкости и/или иные системы и устройства для обработки добываемых пластовых флюидов. Очистные сооружения позволяют получать транспортное топливо по меньшей мере из части углеводородов, добываемых из пласта. По отдельным вариантам осуществления транспортное топливо может быть авиационным топливом, таким как JP-8.
Изолированный проводник может использоваться в качестве электронагревательного элемента нагревателя или теплового источника. Изолированный проводник может включать в себя внутренний электрический проводник (сердечник), окруженный электроизолятором, и внешний электрический проводник (оболочку). Электрический изолятор может включать в себя минеральную изоляцию (например, оксид магния) или другую электроизоляцию.
По некоторым вариантам осуществления изолированный проводник помещается в отверстие в углеводородсодержащем пласте. По отдельным вариантам осуществления изолированный проводник помещается в необсаженное отверстие в углеводородсодержащем пласте. Помещение изолированного проводника в необсаженное отверстие в углеводородсодержащем пласте позволяет осуществлять передачу тепла с изолированного проводника в пласт за счет излучения, а также за счет проводимости. Использование необсаженного отверстия упрощает, в случае необходимости, извлечение изолированного проводника из скважины.
По отдельным вариантам осуществления изолированный проводник помещается внутрь обсадной колонны в пласте; может цементироваться внутри пласта; либо может засыпаться внутри отверстия песком, гравием или другим засыпным материалом. Изолированный проводник может опираться на опорный элемент, расположенный внутри отверстия. Опорный элемент может быть кабелем, штангой или каналом (например, трубой). Опорный элемент может быть изготовлен из металла, керамики, неорганического материала или комбинации из них. Поскольку части опорного элемента во время использования могут подвергаться воздействию пластовых флюидов и тепла, опорный элемент может быть химически устойчивым и/или термоустойчивым.
Для соединения изолированного проводника с опорным элементом на разных отрезках длины изолированного проводника могут использоваться связки, точечная сварка и/или другие типы соединителей. Опорный элемент может крепиться к устью скважины у верхней поверхности пласта. По отдельным вариантам осуществления проводник имеет достаточную прочность, поэтому опорный элемент может не использоваться. Достаточно часто изолированный проводник может обладать по меньшей мере гибкостью, препятствующей повреждению проводника в результате теплового расширения при изменении температур.
По некоторым вариантам осуществления изолированные проводники помещаются в стволы скважин без опорных элементов и/или центраторов. Изолированный проводник без опорных элементов и/или центраторов может обладать такой температурной и коррозионной устойчивостью, пределом ползучести, длиной, толщиной (диаметром) и металлургическим составом, которые препятствуют выходу из строя изолированного проводника во время использования.
На фиг.2 показан вид в перспективе концевого участка изолированного проводника 212 по одному из вариантов осуществления. Изолированный проводник 212 может иметь любую необходимую форму сечения, например, включая, но не ограничиваясь, круглую (как на фиг.2), треугольную, эллипсоидную, прямоугольную, шестигранную или неправильную. По отдельным вариантам осуществления изолированный проводник 212 включает в себя сердечник 214, электроизолятор 216 и оболочку 218. Сердечник 214 может резистивно нагреваться при прохождении через сердечник электрического тока. Переменный или изменяющийся во времени и/или постоянный ток может использоваться для подачи электропитания на сердечник 214 таким образом, чтобы происходил резистивный нагрев сердечника.
По отдельным вариантам осуществления электроизолятор 216 препятствует утечке тока и дуговому пробою на оболочку 218. Электроизолятор 216 может осуществлять теплопередачу тепла, создаваемого в сердечнике 214, на оболочку 218. Оболочка 218 может излучать или проводить тепло в пласт. По некоторым вариантам осуществления длина изолированного проводника 212 составляет 1000 метров или более. Для удовлетворения потребностей в конкретных областях применения также могут использоваться более длинные или более короткие изолированные проводники. Размеры сердечника 214, электроизолятора 216 и оболочки 218 изолированного проводника 212 могут выбираться таким образом, чтобы изолированный проводник имел достаточную прочность, для того чтобы быть самодостаточным даже при верхних пределах рабочих температур. Подобные изолированные проводники могут подвешиваться у устья скважины или на опорах, расположенных рядом с границей между перекрывающей породой и углеводородсодержащим пластом без использования опорных элементов, заходящих в углеводородсодержащий пласт вместе с изолированными проводниками.
Изолированный проводник 212 может быть сконструирован таким образом, чтобы он работал при уровне мощности вплоть до примерно 1650 Вт/м или более. По отдельным вариантам осуществления, при нагреве пласта изолированный проводник 212 работает при уровне мощности примерно от 500 Вт/м до примерно 1150 Вт/м. Изолированный проводник может быть сконструирован таким образом, чтобы максимальный уровень напряжения при обычной рабочей температуре не вызывал существенных тепловых и/или электрических пробоев электроизолятора 216. Изолированный проводник 212 может быть сконструирован таким образом, чтобы температура оболочки 218 не превышала значение, которое приводит к значительному снижению антикоррозийных свойств материала оболочки. По некоторым вариантам осуществления изолированный проводник 212 может быть сконструирован таким образом, чтобы его температура достигала значений в диапазоне примерно от 650°C до примерно 900°C. Для соответствия конкретным рабочим параметрам могут создаваться изолированные проводники с другими рабочими диапазонами.
На фиг.2 изображен изолированный проводник 212 с единственным сердечником 214. По отдельным вариантам осуществления изолированный проводник 212 имеет два или более сердечников 214. Например, у одного изолированного проводника может быть три сердечника. Сердечник 214 может быть изготовлен из металла или иного электропроводящего материала. Материалы, используемые для изготовления сердечника 214, могут включать в себя, но не ограничены только ими, нихром, медь, никель, углеродистую сталь, нержавеющую сталь или комбинацию из них. По отдельным вариантам осуществления сердечник 214 выбирается таким образом, чтобы при рабочей температуре он имел такой диаметр и сопротивление, чтобы его сопротивление, рассчитываемое по закону Ома, позволяло ему быть электрически и конструктивно устойчивым для выбранного рассеяния мощности на метр, длины нагревателя и/или максимального напряжения, допустимого для материала сердечника.
По отдельным вариантам осуществления сердечник 214 изготавливается из разных материалов по длине изолированного проводника 212. Например, первый сегмент сердечника 214 может быть изготовлен из материала, имеющего значительно более низкое сопротивление, чем второй сегмент сердечника. Первый сегмент может быть расположен вблизи пластового слоя, который не нужно нагревать до такой же высокой температуры как второй пластовый слой, примыкающий ко второму сегменту. Сопротивление разных сегментов сердечника 214 можно регулировать за счет переменного диаметра и/или за счет изготовления сегментов сердечника из разных материалов.
Электроизолятор 216 может быть изготовлен из различных материалов. Обычно используемые порошковые материалы могут включать в себя, но не ограничены только ими, MgO, Al2O3, двуокись циркония, BeO, различные химические варианты спинеля, а также комбинации из них. MgO может обеспечивать хорошую теплопроводность и электроизоляционные свойства. Необходимые электроизоляционные свойства включают в себя низкий ток утечки и высокую диэлектрическую прочность. Низкий ток утечки снижает вероятность теплового пробоя, а высокая диэлектрическая прочность снижает вероятность дугового пробоя вокруг изолятора. Тепловой пробой может возникать в том случае, если ток утечки вызывает поступательное увеличение температуры изолятора, также приводящее к дуговому пробою вокруг изолятора.
Оболочка 218 может быть внешним металлическим слоем или электропроводящим слоем. Оболочка 218 может соприкасаться с горячими пластовыми флюидами. Оболочка 218 может быть изготовлена из материала, обладающего высокой устойчивостью к коррозии при повышенных температурах. Сплавы, которые могут использоваться для оболочки 218 в необходимом рабочем температурном диапазоне, включают в себя, но не ограничены только ими, нержавеющую сталь марки 304, нержавеющую сталь марки 310, Incoloy® 800 и Inconel® 600 (фирмы Inco Alloys International, г. Хатингтон, штат Западная Виржиния, США). Толщина оболочки 218 должна быть достаточной для того, чтобы она служила от трех до десяти лет в горячей и коррозийной среде. Толщина оболочки 218, в целом, может колебаться примерно от 1 мм до примерно 2.5 мм. Например, в качестве оболочки 218, обеспечивающей высокую химическую устойчивость к сероводородной коррозии в нагретой зоне пласта в течение периода времени, составляющего более 3 лет, может использоваться внешний слой из нержавеющей стали 310 толщиной 1.3 мм. Для удовлетворения потребностей конкретных областей применения может использоваться оболочка большей или меньшей толщины.
Один или несколько изолированных проводников могут быть помещены внутрь отверстия в пласте для создания теплового источника или тепловых источников. Для нагрева пласта электрический ток может пропускаться по каждому из изолированных проводников, находящихся в отверстии. Как вариант, электрический ток может пропускаться по некоторым из изолированных проводников, находящимся в отверстии. Незадействованные проводники могут использоваться в качестве запасных нагревателей. Изолированные проводники могут быть электрически связаны с источником питания любым традиционным образом. Каждый конец изолированного проводника может быть сопряжен с вводными кабелями, проходящими через устье скважины. Подобная компоновка обычно имеет изгиб на 180° («шпилечный» изгиб) или поворот рядом с нижней частью теплового источника. Для изолированного проводника с изгибом на 180° или поворотом нижняя концевая заделка может не требоваться, однако изгиб на 180° или поворот может быть электрически и/или конструктивно слабым звеном нагревателя. Изолированные проводники могут быть электрически связаны между собой последовательно, параллельно или последовательно-параллельно. По отдельным вариантам осуществления тепловых источников электрический ток может поступать в проводник изолированного проводника и может возвращаться через оболочку изолированного проводника за счет соединения сердечника 214 с оболочкой 218 (см. фиг.2) в нижней части теплового источника.
По отдельным вариантам осуществления три изолированных проводника 212 электрически соединены с источником питания в виде 3-фазного соединения звездой. На фиг.3 показан вариант осуществления трех изолированных проводников в отверстии подземного пласта, соединенных звездой. На фиг.4 изображен вариант осуществления трех изолированных проводников 212, извлеченных из отверстия 220 в пласте. Никаких нижних соединений для трех изолированных проводников в компоновке звезда не требуется. Как вариант, все три изолированных проводника в компоновке звезда могут быть соединены между собой вблизи нижней части отверстия. Соединение может быть осуществлено непосредственно у концов нагревательных сегментов изолированных проводников или у концов холодных шпилек (сегментов с более низким сопротивлением), соединенных с нагревательными сегментами у нижней части изолированных проводников. Нижние соединения могут быть реализованы при помощи герметичных контейнеров, заполненных изолятором, или контейнеров, заполненных эпоксидной смолой. Изолятор может иметь такой же состав, что и изолятор, используемый в качестве электроизолятора.
Три изолированных проводника 212 по фиг.3 и 4 могут быть соединены с опорным элементом 222 при помощи центраторов. 224. Как вариант, изолированные проводники 212 могут быть привязаны непосредственно к опорному элементу 222 при помощи металлических хомутов. Центраторы 224 позволяют удерживать по месту и/или препятствовать перемещению изолированных проводников 212 по опорным элементам 222. Центраторы 224 могут быть изготовлены из металла, керамики или комбинации из них. Металл может быть нержавеющей сталью или любым типом металла, способным выдерживать коррозийную и высокотемпературную среду. По отдельным вариантам осуществления центраторы 224 являются изогнутыми металлическими полосками, приваренными к опорному элементу через промежутки примерно менее чем в 6 м. Керамический материал, используемый в центраторах 224, может включать в себя, но не ограничен только ими, Al2O3, MgO или другой электроизолятор. Центраторы 224 могут удерживать изолированные проводники 212 по месту на опорных элементах 222 таким образом, чтобы не допускать перемещения изолированных проводников при рабочих температурах изолированных проводников. Изолированные проводники 212 также могут обладать определенной гибкостью для того, чтобы они выдерживали расширение опорного элемента 222 при нагреве.
Опорный элемент 222, изолированный проводник 212 и центраторы 224 могут быть помещены в отверстие 220 углеводородного слоя 226. Изолированные проводники 212 могут быть соединены с нижним проводниковым соединением 228 с использованием холодных шпилек 230. Нижнее проводниковое соединение 228 может электрически связывать все изолированные проводники 212 друг с другом. Нижнее проводниковое соединение 228 может включать в себя материалы, которые являются электропроводящими и не плавятся при температуре, создаваемой в отверстии 220. Холодная шпилька 230 может быть изолированным проводником с более низким электрическим сопротивлением, чем у изолированного проводника 212.
Вводный проводник 232 может быть связан с устьем скважины 234 для подачи электропитания в изолированный проводник 212. Вводный проводник 232 может быть изготовлен из проводника с относительно низким электрическим сопротивлением для того, чтобы прохождение электрического тока через вводный проводник не приводило к значительному нагреву. По отдельным вариантам осуществления вводный проводник является многожильным медным проводом с резиновой или полимерной изоляцией. По отдельным вариантам осуществления вводный проводник является проводником с медным сердечником и минеральной изоляцией. Вводный проводник 232 может быть соединен с устьем 234 скважины у поверхности 236 при помощи уплотнительного фланца, расположенного между перекрывающей породой 238 и поверхностью 236. Уплотнительный фланец может препятствовать выходу флюида через отверстие 220 на поверхность 236.
По отдельным вариантам осуществления вводный проводник 232 соединен с изолированным проводником 212 при помощи переходного проводника 240. Переходный проводник 240 может быть частью изолированного проводника 212 с меньшим сопротивлением. Переходный проводник 240 можно назвать «холодной шпилькой» изолированного проводника 212. Переходный проводник 240 может быть сконструирован таким образом, чтобы он рассеивал примерно от одной десятой до примерно одной пятой мощности на единицу длины, аналогично тому, как происходит рассеивание на единицу длины в основном сегменте изолированного проводника 212. Длина переходного проводника 240 обычно составляет примерно от 1.5 м до примерно 15 м, хотя с учетом потребностей в конкретных областях применения длина может быть больше или меньше. По одному из вариантов осуществления проводник переходного проводника 240 изготовлен из меди. Электроизолятор переходного проводника 240 может быть электроизолятором такого же типа, который используется в основном нагревательном сегменте. Оболочка переходного проводника 240 может быть изготовлена из коррозионно-устойчивого материала.
По некоторым вариантам осуществления переходный проводник 240 соединен с вводным проводником 232 при помощи сростка или иного соединения. Сростки также могут использоваться для соединения переходного проводника 240 с изолированным проводником 212. Сростки могут выдерживать температуру, равную половине рабочей температуры в целевой зоне. Плотность электрической изоляции в сростке во многих случаях должна быть достаточно высокой для того, чтобы выдерживать необходимую температуру и рабочее напряжение.
По отдельным вариантам осуществления, как показано на фиг.3, упаковочный материал 242 помещается между обсадкой 244 перекрывающей породы и отверстием 220. По отдельным вариантам осуществления обсадка 244 перекрывающей породы может закрепляться в перекрывающей породе армирующим материалом 246. Упаковочный материал 242 может препятствовать выходу флюида из отверстия 220 на поверхность 236. Армирующий материал 246 может включать в себя, например, цемент марки портланд класса G или класса H, смешанный с кварцевой мукой для улучшения температурных показателей, шлаком или кварцевой мукой и/или смесью из них. По отдельным вариантам осуществления армирующий материал 246 проходит радиально шириной примерно от 5 см до примерно 25 см.
Как показано на фиг.3 и 4 опорный элемент 222 и вводный проводник 232 могут быть соединены с устьем 234 скважины у поверхности пласта. Поверхностный проводник 248 может окружать армирующий материал 246 и соединяться с устьем 234 скважины. Поверхностные проводники по разным вариантам осуществления могут уходить в отверстие пласта на глубину примерно от 3 до примерно 515 метров. Как вариант поверхностный проводник может уходить в пласт на глубину примерно в 9 метров. Электрический ток может подаваться в изолированный проводник 212 от источника питания для создания нагрева за счет электрического сопротивления изолированного проводника. Тепло, создаваемое тремя изолированными проводниками 212, может поступать в отверстие 220 для нагрева по меньшей мере участка углеводородного слоя 226.
Тепло, создаваемое изолированными проводниками 212, может нагревать по меньшей мере один из участков углеводородсодержащего пласта. По отдельным вариантам осуществления тепло передается в пласт, по существу, за счет излучения создаваемого тепла в пласт. Часть тепла может передаваться за счет проводимости или конвекции тепла благодаря наличию в отверстии газов. Отверстие может быть необсаженным отверстием, как это показано на фиг.3 и 4. Необсаженное отверстие позволяет избежать затрат, связанных с тепловым цементированием нагревателя в пласте, затрат, связанных с обсаживанием и/или затрат на упаковывание нагревателя внутри отверстия. Кроме этого, теплопередача за счет излучения обычно является более эффективной, чем проводимость, поэтому нагреватели можно использовать в открытом стволе скважины при более низких температурах. Кондуктивную передачу тепла при начале работы теплового источника можно увеличить за счет добавления в отверстие газа. Абсолютное давление газа может поддерживаться вплоть до значений примерно в 27 бар. Газ может включать в себя, но не ограничен только ими, двуокись углерода и/или гелий. Нагреватель с изолированным проводником в открытом стволе скважины предпочтительно может беспрепятственно расширяться или сжиматься в зависимости от теплового расширения или сжатия. Нагреватель с изолированным проводником предпочтительно может извлекаться или перемещаться из открытого ствола скважины.
По некоторым вариантам осуществления узел нагревателя с изолированным проводником устанавливается или извлекается при помощи намоточного узла. Для одновременной установки изолированного проводника и опорного элемента может использоваться более одного намоточного узла. Как вариант, опорный элемент может быть установлен при помощи койлтюбинговой установки. Нагреватели могут разматываться и соединяться с опорой по мере помещения опоры в скважину. Электрический нагреватель и опорный элемент могут разматываться с намоточных узлов. Проставки могут быть соединены с опорным элементом и нагревателем вдоль длины опорного элемента. Для дополнительных элементов электрических нагревателей могут использоваться дополнительные намоточные узлы.
Нагреватели с температурным ограничением могут иметь такую компоновку и/или могут включать в себя такие материалы, которые обладают свойствами автоматического ограничения температуры нагревателей при достижении определенных температур. Примеры нагревателей с температурным ограничением можно найти в документах US 6688387 на имя Уэллингтон и соавт.; US 6991036 на имя Самну-Диндурук и соавт.; US 6698515 на имя Караникас и соавт.; US 6880633 на имя Уэллингтон и соавт.; US 6782947 на имя Руффиньяк и соавт.; US 6991045 на имя Винегар и соавт.; US 7073578 на имя Винегар и соавт.; US 7121342 на имя Винегар и соавт.; US 7320364 на имя Фейрбэнкс; US 7527094 на имя МакКензи и соавт.; US 7584789 на имя Мо и соавт.; US 7533719 на имя Хинсон и соавт.; а также US 7562707 на имя Миллер; в опубликованных документах US 2009-0071652 на имя Винегар и соавт.; US 2009-0189617 на имя Бернс и соавт.; US 2010-0071903 на имя Принс-Райт и соавт.; а также US 2010-0096137 на имя Нгуен и соавт. Нагреватели с температурным ограничением рассчитаны на работу с током переменной частоты (например, переменным током с частотой 60 Гц) или с модулированным постоянным током.
По некоторым вариантам осуществления в нагревателях с ограничением температуры используются ферромагнитные материалы. Ферромагнитные материалы могут автоматически ограничивать температуру вблизи или около температуры Кюри материала и/или диапазона температур фазового превращения для уменьшения количества создаваемого тепла при подаче в материал изменяющегося во времени тока. По некоторым вариантам осуществления ферромагнитный материал автоматически ограничивает температуру нагревателя с ограничением температуры при заданной температуре, приближающейся к температуре Кюри и/или в диапазоне температур фазового превращения. По некоторым вариантам осуществления заданная температура отличается от температуры Кюри и/или диапазона температур фазового превращения примерно на 35°C, примерно на 25°C, примерно на 20°C или примерно на 10°C. По некоторым вариантам осуществления ферромагнитные материалы соединяются с другими материалами (например, материалами с повышенной проводимостью, материалами с повышенной прочностью, коррозионно-устойчивыми материалами или комбинацией из них) для получения различных электрических и/или механических свойств. Отдельные части нагревателя с температурным ограничением могут иметь более низкое сопротивление (за счет разной геометрической формы и/или использования ферромагнитных и/или неферромагнитных материалов), чем у других частей нагревателя с ограничением температуры. Изготовление частей нагревателя с температурным ограничением из разных материалов и/или разного размера позволяет получать необходимую теплоотдачу от каждой части нагревателя.
Нагреватели с температурным ограничением могут быть более надежными, чем другие нагреватели. Нагреватели с температурным ограничением могут реже ломаться или выходить из строя из-за наличия горячих точек в пласте. По отдельным вариантам осуществления нагреватели с температурным ограничением позволяют осуществлять, по существу, равномерный нагрев пласта. По отдельным вариантам осуществления нагреватели с температурным ограничением способны нагревать пласт более эффективно за счет работы с более высокой средней теплоотдачей по всей длине нагревателя. Нагреватель с температурным ограничением работает с более высокой средней теплоотдачей по всей длине нагревателя за счет того, что подачу электропитания в нагреватель не нужно уменьшать во всем нагревателе, как это происходит в обычных нагревателях с постоянной активной мощностью в ваттах, если температура в какой-то отдельной точке нагревателя превышает или может превысить максимальную рабочую температуру нагревателя. Теплоотдача частей нагревателя с ограничением температуры, приближающаяся к температуре Кюри и/или диапазону температур фазового превращения нагревателя, автоматически уменьшается без управляемого регулирования меняющегося во времени тока, подаваемого на нагреватель. Теплоотдача автоматически уменьшается за счет изменения электрических свойств (например, электрического сопротивления) частей нагревателя с ограничением температуры. Поэтому нагреватель с ограничением температуры отдает больше мощности в течение более длительного периода процесса нагрева.
По некоторым вариантам осуществления система, включающая в себя нагреватели с ограничением температуры, первоначально обеспечивает первую теплоотдачу, а затем обеспечивает уменьшенную (вторую) теплоотдачу, которая приближается, находится около или превышает температуру Кюри и/или диапазон температур фазового превращения электрорезистивной части нагревателя при запитывании нагревателя с ограничением температуры, меняющимся во времени током. Первая теплоотдача является теплоотдачей с такой температурой, ниже которой нагреватель с ограничением температуры начинает автоматическое ограничение. По отдельным вариантам осуществления первая теплоотдача является теплоотдачей, температура которой примерно на 50°C, примерно на 75°C, примерно на 100°C или примерно на 125°C ниже температуры Кюри и/или диапазона температур фазового превращения ферромагнитного материала в нагревателе с ограничением температуры.
Нагреватель с ограничением температуры может запитываться меняющимся во времени током (переменным током или модулированным постоянным током), подаваемым в устье скважины. Устье скважины может включать в себя источник электропитания или иные компоненты (например, модуляционные компоненты, трансформаторы и/или конденсаторы), используемые для подачи электропитания на нагреватель с ограничением температуры. Нагреватель с ограничением температуры может быть одним из многих нагревателей, используемых для нагрева участка пласта.
По некоторым вариантам осуществления нагреватель с ограничением температуры включает в себя проводник, выступающий в качестве нагревателя с поверхностным эффектом или нагревателем с близостным эффектом при подаче в проводник меняющегося во времени тока. Поверхностный эффект ограничивает глубину проникновения тока внутрь проводника. У ферромагнитных проводников магнитная проницаемость проводника преобладает над поверхностным эффектом. Относительная магнитная проницаемость ферромагнитных материалов обычно составляет от 10 до 1000 (например, относительная магнитная проницаемость ферромагнитных материалов обычно составляет по меньшей мере 10 и может составлять по меньшей мере 50, 100, 500, 1000 или более). По мере того как температура ферромагнитного материала поднимается выше температуры Кюри или диапазона температур фазового превращения и/или по мере того как увеличивается подаваемый электрический ток, магнитная проницаемость ферромагнитного материала, по существу, уменьшается, а глубина поверхностного слоя быстро увеличивается (например, глубина поверхностного слоя увеличивается обратно пропорционально квадратному корню из магнитной проницаемости). Снижение магнитной проницаемости приводит к уменьшению сопротивления переменному току или модулированному постоянному току проводника вблизи, около или выше температуры Кюри, диапазона температур фазового превращения и/или по мере увеличения подаваемого электрического тока. Когда нагреватель с ограничением температуры запитывается из источника, по существу, постоянного тока, теплорассеивание частей нагревателя, температура которых приближается, достигает или превышает температуру Кюри и/или диапазон температур фазового превращения, может снижаться. В сегментах нагревателя с ограничением температуры, температура которых не находится около или вблизи температуры Кюри и/или диапазона температур фазового превращения, может преобладать нагрев с поверхностным эффектом, который позволяет нагревателю обеспечивать высокое теплорассеивание за счет высокой резистивной нагрузки.
Преимущество использования нагревателя с ограничением температуры для нагрева углеводородов в пласте заключается в том, что проводник выбирается таким образом, чтобы он достигал температуры Кюри и/или диапазона температур фазового превращения при работе в необходимом температурном диапазоне. Функционирование в пределах необходимого температурного диапазона позволяет осуществлять существенную подачу тепла в пласт при поддержании температуры нагревателя с ограничением температуры, а также другого оборудования ниже расчетных предельных температур. Расчетные предельные температуры - это температуры, при которых такие свойства как коррозия, ползучесть и/или деформация начинают оказывать негативное воздействие. Свойства по температурному ограничению нагревателя с ограничением температур предотвращают перегрев или выгорание нагревателя вблизи «горячих точек» пласта с низкой теплопроводностью. По отдельным вариантам осуществления нагреватель с ограничением температуры способен снижать или регулировать теплоотдачу и/или выдерживать температуры свыше 5°C, 37°C, 100°C, 250°C, 500°C, 700°C, 800°C, 900°C или свыше 1131°C, в зависимости от материалов, используемых в нагревателе.
Нагреватель с ограничением температуры позволяет подавать в пласт больше тепла по сравнению с нагревателями с постоянной мощностью в ваттах, поскольку подачу энергии в нагреватель с ограничением температуры не нужно ограничивать с учетом прилегающих к нагревателю областей с низкой теплопроводностью. Например, на нефтяных сланцах Грин Ривер тепловодность у наиболее бедных нефтяными сланцами слоев и наиболее богатых нефтяными сланцами слоев отличается по меньшей мере в 3 раза. При нагреве подобного пласта нагреватель с ограничением температуры, по существу, подает в пласт больше тепла, чем традиционный нагреватель, который ограничен температурой слоев с низкой теплопроводностью. При теплоотдаче по всей длине традиционного нагревателя необходимо принимать в расчет слои с низкой теплопроводностью для того, чтобы нагреватель не перегревался в слоях с низкой теплопроводностью и не перегорал. Теплоотдача вблизи слоев с низкой теплопроводностью, нагретых до высокой температуры, у нагревателя с ограничением температуры будет уменьшаться, тогда как остальные части нагревателя с ограничением температуры, не нагретые до высокой температуры, по-прежнему будут обеспечивать высокую теплоотдачу. Поскольку для нагрева углеводородных пластов нагреватели обычно имеют большую длину (например, по меньшей мере 10 м, 100 м, 300 м, 500 м, 1 км или более, вплоть до 10 км), большая часть длины нагревателя с ограничением температуры может функционировать ниже температуры Кюри и/или диапазона температур фазового превращения, при этом лишь температура отдельных участков нагревателя с ограничением температуры будет приближается или находится около температуры Кюри и/или диапазона температур фазового превращения.
Использование нагревателей с ограничением температуры позволяет эффективно передавать тепло в пласт. Эффективная передача тепла позволяет сократить время, необходимое для нагрева пласта до нужной температуры. Например, на нефтяных сланцах Грин Ривер продолжительность нагрева до начала пиролиза обычно занимает от 9.5 до 10 лет при размещении в нагревательных скважинах с промежутком 12 м традиционных нагревателей с постоянной мощностью в ваттах. При таком же расстоянии между нагревателями использование нагревателей с ограничением температуры позволяет добиться более высокой средней теплоотдачи при сохранении температуры нагревательного оборудования ниже расчетных предельных температур оборудования. Пиролиз в пласте может начинаться раньше при более высокой средней теплоотдаче, обеспечиваемой нагревателями с ограничением температуры, по сравнению с более низкой теплоотдачей, обеспечиваемой нагревателями с постоянной мощностью в ваттах. Например, на нефтяных сланцах Грин Ривер пиролиз может начинаться через 5 лет при использовании нагревателей с ограничением температуры, расположенных в нагревательных скважинах с промежутком в 12 метров. Нагреватели с ограничением температуры позволяют избежать появления горячих точек вследствие несоблюдения расстояния между скважинами или бурения нагревательных скважин слишком близко друг к другу. По некоторым вариантам осуществления нагреватели с ограничением температуры позволяют с течением времени увеличивать мощность нагревательных скважин, удаленных друг от друга на слишком большое расстояние или ограничивать мощность нагревательных скважин, расположенных слишком близко друг к другу. Нагреватели с ограничением температуры также подают больше мощности в области, прилегающие к перекрывающей породе и подстилающей породе для компенсации температурных потерь в этих областях.
Нагреватели с ограничением температуры предпочтительно могут использоваться в пластах разного типа. Например, в пластах с нефтеносными песками или в относительно проницаемых пластах, содержащих тяжелые углеводороды, нагреватели с ограничением температуры могут использоваться для поддержания управляемой низкой выходной температуры в целях снижения вязкости флюидов, достижения подвижности флюидов и/или увеличения радиального потока флюидов вблизи или рядом со стволом скважины в пласте. Нагреватели с ограничением температуры могут использоваться для предотвращения чрезмерного коксования вследствие избыточного нагрева в районе ствола скважины в пласте.
По отдельным вариантам осуществления использование нагревателей с ограничением температуры исключает или снижает необходимость использования дорогостоящих электронных схем для регулирования температуры. Например, использование нагревателей с ограничением температуры исключает или снижает необходимость ведения учета температур и/или необходимость использования термопар на нагревателях для наблюдения за возможным перегревом в горячих точках.
Нагреватели с ограничением температуры могут использоваться в кабелепроводных нагревателях. По отдельным вариантам осуществления кабелепроводных нагревателей большая часть резистивного тепла создается в проводнике, а передача тепла в кабелепровод осуществляется излучательным, кондуктивным и/или конвективным способом. По отдельным вариантам осуществления кабелепроводных нагревателей большая часть резистивного тепла создается в кабелепроводе.
По отдельным вариантам осуществления для обеспечения большей части электрорезистивной теплоотдачи нагревателя с ограничением температуры при температурах, достигающих или приближающихся к температуре Кюри и/или диапазону температур фазового превращения ферромагнитного проводника, используется относительно тонкий проводящий слой. Подобный нагреватель с ограничением температуры может использоваться в качестве нагревательного элемента нагревателя с изолированным проводником. Нагревательный элемент нагревателя с изолированным проводником может находиться внутри оплетки, причем между оплеткой и нагревательным элементом находится изолирующий слой.
Кабели с минеральной изоляцией (МИ) (изолированные проводники), предназначенные для эксплуатации в подземных условиях, например, в отдельных областях применения для нагрева углеводородсодержащих пластов, имеют увеличенную длину, могут иметь увеличенный наружный диаметр и могут использоваться при более высоких напряжениях и температурах по сравнению с общепринятыми значениями для кабелей с минеральной изоляцией. Для подобных подземных областей применения может потребоваться соединение нескольких кабелей с минеральной изоляцией для получения кабелей с минеральной изоляцией достаточной длины, уходящих на такую глубину и расстояние, чтобы можно было эффективно нагревать подземный пласт и соединять сегменты с разной функциональностью, например, соединять вводные кабели с секциями нагревателя. Для подобных длинных нагревателей также требуется повышенное напряжение для подачи достаточного количества электроэнергии на наиболее удаленные концы нагревателей.
Традиционные сращенные конструкции кабелей с минеральной изоляцией обычно не подходят для напряжений свыше 1000 В, свыше 1500 В или свыше 2000 В и не могут функционировать длительное время без поломок при повышенных температурах, например, свыше 650°C (примерно 1200°F), свыше 700°C (примерно 1290°F) или свыше 800°C (примерно 1470°F). Для подобных областей применения с высоким напряжением и высокой температурой обычно приходится спрессовывать минеральный изоляционный материал в сростке таким образом, чтобы он был расположен как можно ближе к уровню спрессовывания или находился над уровнем спрессовывания непосредственно в самом изолированном проводнике (кабеле с минеральной изоляцией).
Относительно большой наружный диаметр и большая длина кабелей с минеральной изоляцией для некоторых областей применения требуют, чтобы сращивание кабелей осуществлялось при горизонтальном положении кабелей. Существуют сростки для других областей применения кабелей с минеральной изоляцией, которые были уложены горизонтально. Подобная технология обычно предусматривает проделывание небольшого отверстия, через которое минеральная изоляция (например, порошковый оксид магния) заполняется в сросток и слегка спрессовывается за счет вибрации или утрамбовывания. Подобные способы не обеспечивают достаточного спрессовывания минеральной изоляции, либо даже, в отдельных случаях, вообще не обеспечивают никакого спрессовывания минеральной изоляции и поэтому не подходят для осуществления сращиваний при использовании в условиях высоких напряжений, необходимых для подобных подземных областей применения.
Поэтому существует потребность в сростках для изолированных проводников, которые, несмотря на их простоту, могут функционировать при высоких напряжениях и температурах в подземных условиях в течение длительного времени, без поломок. Кроме этого, для предотвращения поломки сростка при весовой нагрузке и температурах, которым могут подвергаться кабели под землей, сростки должны обладать высокой прочностью на изгиб и прочностью на растяжение. Также можно использовать технологии и способы для снижения интенсивности электрического поля в сростках таким образом, чтобы уменьшить токи потерь в сростках и увеличить интервал между рабочим напряжением и электрическим пробоем. Снижение интенсивности электрического поля позволяет увеличить напряжение и рабочий диапазон температур для сростков.
На фиг.5 изображен вид сбоку, в сечении одного из вариантов осуществления фитинга для соединения изолированных проводников. Фитинг 250 является сростком или соединительной муфтой для соединения изолированных проводников 212A, 212B. По некоторым вариантам осуществления фитинг 250 включает в себя втулку 252 и кожух 254A, 254B. Кожухи 254A, 254B могут быть кожухами сростков, кожухами соединительных муфт или кожухами соединителей. Втулка 252 и кожухи 254A, 254B могут быть изготовлены из механически прочного, электропроводного материала, такого как, включая, но не ограничиваясь, нержавеющая сталь. Втулка 252 и кожухи 254A, 254B могут иметь цилиндрическую или многоугольную форму. Втулка 252 и кожухи 254A, 254B могут иметь закругленные края, суживающиеся переходы диаметра, другие признаки или комбинации из них, позволяющие снизить интенсивность электрического поля в фитинге 250.
Фитинг 250 может использоваться для соединения (сращивания) изолированного проводника 212A с изолированным проводником 212B при сохранении механической и электрической целостности оболочек (оплеток), изоляции и сердечников (проводников) изолированных проводников. Фитинг 250 может использоваться для соединения создающих тепло изолированных проводников с не создающими тепло изолированными проводниками, для соединения создающих тепло изолированных проводников с другими создающими тепло изолированными проводниками или для соединения не создающих тепло изолированных проводников с другими не создающими тепло изолированными проводниками. По отдельным вариантам осуществления для соединения нескольких создающих тепло и не создающих тепло изолированных проводников и получения длинного изолированного проводника используется более одного фитинга 250.
Фитинг 250 может использоваться для соединения изолированных проводников разного диаметра, как это показано на фиг.5. Например, изолированные проводники могут иметь сердечник (проводник) разного диаметра, оболочку (оплетку) разного диаметра или комбинацию из разных диаметров. Фитинг 250 также может использоваться для соединения изолированных проводников разного металлургического состава, с разными типами изоляции или комбинацией этих свойств.
Как показано на фиг.5, кожух 254A соединен с оболочкой (оплеткой) 218A изолированного проводника 212A, а кожух 254B соединен с оболочкой 218B изолированного проводника 212B. По некоторым вариантам осуществления кожухи 254A, 254B приварены, припаяны или иным постоянным образом постоянно закреплены к изолированным проводникам 212A, 212B. По отдельным вариантам осуществления кожухи 254A, 254B временно или непостоянно закреплены к оболочкам 218A, 218B изолированных проводников 212A, 212B (например, соединены при помощи резьбы или клея). Фитинг 250 может быть центрирован между концевыми участками изолированных проводников 212A, 212B.
По некоторым вариантам осуществления внутренние объемы втулки 252 и кожухов 254A, 254B, по существу, заполнены электроизоляционным материалом 256. По некоторым вариантам осуществления «по существу заполненный» относится к объему или объемам полностью или почти полностью заполненным электроизоляционным материалом, по существу, без макроскопических пустот в объеме или объемах. Например, термин, по существу заполненный, может относиться к заполнению почти всего объема электроизоляционным материалом, обладающим определенной пористостью из-за микроскопических пустот (например, пористостью до 40%). Электроизоляционный материал может включать в себя оксид магния, тальк, порошки керамических материалов (например, нитрид бора), смесь из оксида магния и другого электроизолятора (например, до 50 весовых процентов нитрида бора), керамический цемент, смеси из порошков керамических материалов с отдельными некерамическими материалами (такими как сульфид вольфрама (WS2)), либо смеси из них. Например, оксид магния может быть смешан с нитридом бора или другим электроизолятором для улучшения текучести электроизоляционного материала, улучшения диэлектрических характеристик электроизоляционного материала или повышения гибкости фитинга. По отдельным вариантам осуществления электроизоляционный материал 256 является материалом, аналогичным материалу электроизоляции, используемой внутри по меньшей мере одного из изолированных проводников 212A, 212B. Электроизоляционный материал 256 может иметь, по существу, такие же диэлектрические характеристики, что и электроизоляция, используемая внутри по меньшей мере одного из изолированных проводников 212A, 212B.
По некоторым вариантам осуществления первая втулка 252 и кожухи 254A, 254B выполнены таким образом, что они (например, соединены или при изготовлении) помещены или погружены в электроизоляционный материал 256. Помещение втулки 252 и кожухов 254A, 254B в электроизоляционный материал 256 предотвращает образование открытого пространства во внутреннем объеме частей. У втулки 252 и кожухов 254A, 254B имеются открытые концы для прохода через них изолированных проводников 212A, 212B. Диаметр подобных открытых концов несколько больше внешнего диаметра оболочки изолированных проводников.
По некоторым вариантам осуществления сердечники 214A, 214B изолированных проводников 212A, 212B соединены между собой в муфте 258. Оболочки и изоляция изолированных проводников 212A, 212B могут быть разрезаны или сняты для оголения сердечников 214A, 214B на необходимую длину перед соединением сердечников. Муфта 258 может находиться в электроизоляционном материале 256, внутри втулки 252.
Муфта 258 может соединять сердечники 214A, 214B между собой, например, за счет спрессовывания, обжима, пайки, сварки или других технологий, известных из уровня техники. По отдельным вариантам осуществления сердечник 214A изготовлен из материала, отличающегося от материала сердечника 214B. Например, сердечник 214A может быть из меди, тогда как сердечник 214B может быть из нержавеющей стали, углеродистой стали или сплава 180. В подобных вариантах осуществления для соединения сердечников между собой могут использоваться специальные способы сварки. Например, предел прочности на разрыв и/или предел текучести сердечников должны быть максимально сближены для того, чтобы соединение между сердечниками не разрушалось с течением времени или по мере использования.
По отдельным вариантам осуществления медный сердечник может быть упрочен перед соединением с сердечником из углеродистой стали или сплава 180. По отдельным вариантам осуществления сердечники соединяются при помощи непрерывной сварки с использованием присадочного материала (например, присадочного металла) между сердечниками из разных материалов. Например, в качестве присадочного материала могут использоваться никелевые сплавы Monel® (фирмы Special Metals Corporation, г. Нью Хартфорд, штат Нью-Йорк, США). По отдельным вариантам осуществления перед процессом сварки медные сердечники намазываются (расплавляются и смешиваются) присадочным материалом.
По одному из вариантов осуществления изолированные проводники 212A, 212B соединяются при помощи фитинга 250 вначале путем одевания кожуха 254A на оболочку 218A изолированного проводника 212A, а затем одевания кожуха 254B на оболочку 218B изолированного проводника 212B. Кожухи одеваются на оболочки таким образом, чтобы концы кожуха большого диаметра были обращены в сторону концов изолированных проводников. Втулка 252 может одеваться на изолированный проводник 212B таким образом, чтобы она примыкала к кожуху 254B. Сердечники 214A, 214B соединяются в муфте 258, образуя прочное электрическое и механическое соединение между сердечниками. Конец кожуха 254A малого диаметра соединяется (например, сваркой) с оболочкой 218A изолированного проводника 212A. Втулка 252 и кожух 254B сближаются (перемещаются или выталкиваются) с кожухом 254A, образуя фитинг 250. Внутренний объем фитинга 250 может, по существу, заполняться электроизоляционным материалом в момент сближения втулки и кожухов. Общий внутренний объем втулки и кожухов уменьшается таким образом, чтобы электроизоляционный материал, по существу, полностью заполняющий весь внутренний объем, спрессовывался. Втулка 252 соединяется с кожухом 254B, а кожух 254B соединяется с оболочкой 218B изолированного проводника 212B. В случае необходимости дальнейшего спрессовывания объем втулки 252 может быть дополнительно уменьшен.
По некоторым вариантам осуществления внутренние объемы кожухов 254A, 254B, заполненных электроизоляционным материалом 256, имеют конусную форму. Диаметры внутренних объемов кожухов 254A, 254B могут сходить на конус от меньшего диаметра, рядом или вблизи концов кожухов, соединенных с изолированными проводниками 212A, 212B, к большему диаметру, рядом или вблизи концов кожухов, расположенных внутри втулки 252 (концы кожухов обращены в сторону друг друга, либо концы кожухов обращены в сторону концов изолированных проводников). Конусные формы внутреннего объема позволяют уменьшить интенсивность электрического поля в фитинге 250. Уменьшение интенсивности электрического поля в фитинге 250 позволяет уменьшить токи утечки в фитинге при повышенных рабочих напряжениях и температурах, а также увеличить резервный запас до электрического пробоя. Так снижение интенсивности электрического поля в фитинге 250 позволяет увеличить диапазон рабочих напряжений и температур у фитинга.
По отдельным вариантам осуществления изоляция изолированных проводников 212A, 212B сходит на конус от оболочек 218A, 218B к сердечникам 214A, 214B в направлении центра фитинга 250 в том случае, если электроизоляционный материал 256 является более слабым диэлектриком, чем изоляция в изолированных проводниках. По отдельным вариантам осуществления изоляция изолированных проводников 212A, 212B сходит на конус от оболочек 218A, 218B к сердечникам 214A, 214B в направлении изолированных проводников в том случае, если электроизоляционный материал 256 является более сильным диэлектриком, чем изоляция в изолированных проводниках. Конусность изоляции в изолированных проводниках снижает интенсивность электрического поля у границы между изоляцией изолированных проводников и электроизоляционным материалом внутри фитинга.
На фиг.6 изображен инструмент, который может использоваться для отрезания сегментов внутренних частей изолированных проводников 212A, 212B (например, электрической изоляции внутри оболочки изолированного проводника). Режущий инструмент 260 может включать в себя режущие зубья 262 и приводную трубку 264. Приводная трубка может быть соединена с корпусом режущего инструмента 260, например, при помощи сварки или пайки. По некоторым вариантам осуществления для отрезания электроизоляции от внутренней части оболочки режущий инструмент не требуется.
Втулка 252 и кожухи 254A, 254B могут быть соединены между собой при помощи любых средств, известных из уровня техники, таких как пайка, сварка или обжим. По отдельным вариантам осуществления, как показано на фиг.7, на втулке 252 и на кожухах 254A, 254B имеется резьба, которая зацепляется, соединяя детали между собой.
Как показано на фиг.5 и 7, по некоторым вариантам осуществления электроизоляционный материал 256 спрессовывается во время процесса монтажа. Усилие для прижимания кожухов 254A, 254B в направлении друг друга может прикладывать к электроизоляционному материалу 256 давление, например, по меньшей мере от 25000 фунтов/кв. дюйм (172400 кПа) до 55000 фунтов/кв. дюйм (379200 кПа) для обеспечения достаточного спрессовывания изоляционного материала. Конусная форма внутренних объемов кожухов 254A, 254B и компоновка электроизоляционного материала 256 позволяют усилить спрессовывание электроизоляционного материала во время процесса монтажа до такой степени, чтобы диэлектрические характеристики электроизоляционного материала были, насколько это практически возможно, сопоставимы с диэлектрическими характеристиками внутри изолированных проводников 212A, 212B. Способы и устройства для упрощения спрессовывания включают в себя, но неограниченны только ими, механические способы (как это показано на фиг.10), пневматические, гидравлические (как это показано на фиг.11 и 12), штамповку или комбинацию из них.
Перемещение деталей друг к другу с усилием и конусная форма внутреннего объема кожухов позволяют спрессовывать электроизоляционный материал 256 как в осевом, так и в радиальном направлении. Осевое и радиальное спрессовывание электроизоляционного материала 256 обеспечивает более равномерное спрессовывание электроизоляционного материала. По отдельным вариантам осуществления для уплотнения электроизоляционного материала также могут использоваться вибрация и/или трамбование электроизоляционного материала 256. Вибрация (и/или трамбование) могут использоваться одновременно с приложением усилия для сближения кожухов 254A, 254B друг с другом, либо вибрация (и/или трамбование) могут чередоваться с приложением подобного усилия. Вибрация и/или трамбование позволяют уменьшить расстояние между частицами электроизоляционного материала 256.
По варианту осуществления, изображенному на фиг.7, электроизоляционный материал 256 внутри кожухов 254A, 254B спрессовывается механически за счет затягивания гаек 266 к обжимным кольцам 268, соединенным с оболочками 218A, 218B. Механический способ позволяет спрессовывать внутренние объемы кожухов 254A, 254B за счет конусной формы внутреннего объема. Обжимные кольца 268 могут быть медными или изготовленными из другого мягкого металла. Гайки 266 могут быть гайками из нержавеющей стали или гайками из другого твердого металла, способными перемещаться по оболочкам 218A, 218B. Гайки 266 могут зацепляться с резьбой на кожухах 254A, 254B для сопряжения с кожухами. По мере того как гайки 266 перемещаются по резьбе на кожухах 254A, 254B, гайки 266 и обжимные кольца 268 сжимают внутренний объем кожухов. По отдельным вариантам осуществления гайки 266 и обжимные кольца 268 могут использоваться для перемещения кожухов 254A, 254B по втулке 252 (за счет резьбового соединения между деталями) и спрессовывания внутреннего объема втулки. По отдельным вариантам осуществления кожухи 254A, 254B и втулка 252 соединяются между собой при помощи резьбового соединения прежде чем гайка и обжимное кольцо опустятся вниз на вторую часть. По мере сжатия внутреннего объема внутри кожухов 254A, 254B внутренний объем внутри втулки 252 также может сжиматься. По отдельным вариантам осуществления, гайки 266 и обжимные кольца 268 могут использоваться для соединения кожухов 254A, 254B с изолированными проводниками 212A, 212B.
По некоторым вариантам осуществления несколько изолированных проводников сращиваются вместе в концевом фитинге. Например, три изолированных проводника могут сращиваться вместе в концевом фитинге для электрического соединения изолированных проводников в 3-фазную компоновку в виде звезды. На фиг.8A показан вид сбоку, в сечении одного из вариантов осуществления резьбового фитинга 270 для соединения трех изолированных проводников 212A, 212B, 212C. На фиг.8B показан вид сбоку, в сечении одного из вариантов осуществления сварного фитинга 270 для соединения трех изолированных проводников 212A, 212B, 212C. Как показано на фиг.8A и 8B, изолированные проводники 212A, 212B, 212C могут соединяться с фитингом 270 при помощи концевой крышки 272. Концевая крышка 272 может включать в себя три ослабляющих натяжение фитинга 274, через которые проходят изолированные проводники 212A, 212B, 212C.
Сердечники 214A, 214B, 214C изолированных проводников могут быть соединены в муфте 258. Муфта 258 может быть, например, местом пайки (например, серебряной пайки или медной пайки), сварным соединением или обжимным соединением. Соединение сердечников 214A, 214B, 214C в муфте 258 позволяет электрически связывать три изолированных проводника для использования в 3-фазной компоновке в виде звезды.
Как показано на фиг.8A, концевая крышка 272 может быть соединена с основным корпусом 276 фитинга 270 при помощи резьбы. Резьбовое соединение концевой крышки 272 и основного корпуса 276 позволяет концевой крышке спрессовывать электроизоляционный материал 256 внутри основного корпуса. На конце основного корпуса 276, оппозитно концевой крышке 272, находится крышка 278. Крышка 278 также может крепиться к основному корпусу 276 при помощи резьбы. По некоторым вариантам осуществления спрессовывание электроизоляционного материала 256 в фитинге 270 усиливается путем затягивания крышки 278 к основному корпусу 276, за счет обжимания основного корпуса после крепления крышки или за счет комбинации из данных способов.
Как показано на фиг.8B, концевая крышка 272 может быть соединена с основным корпусом 276 фитинга 270 при помощи сварки, пайки или обжима. Концевая крышка 272 может вталкиваться или запрессовываться в основной корпус 276 для спрессовывания электроизоляционного материала 256 внутри основного корпуса. Крышка 278 также может крепиться к основному корпусу 276 при помощи сварки, пайки или обжима. Крышка 278 может вталкиваться или запрессовываться в основной корпус 276 для спрессовывания электроизоляционного материала 256 внутри основного корпуса. Обжатие основного корпуса после крепления крышки может дополнительно усиливать спрессовывание электроизоляционного материала 256 в фитинге 270.
По отдельным вариантам осуществления, показанным на фиг.8A и 8B, отверстия или проемы в крышке 278 закрыты заглушками 280. Например, заглушки могут крепиться к отверстию в крышке 278 резьбой, сваркой или пайкой. Отверстия в крышке 278 позволяют помещать электроизоляционный материал 256 внутрь фитинга 270 после того как крышка 278 и концевая крышка 272 соединены с основным корпусом 276. Отверстия в крышке 278 могут быть заглушены или закрыты после помещения электроизоляционного материала 256 внутрь фитинга 270. По отдельным вариантам осуществления отверстия расположены в основном корпусе 276 фитинга 270. Отверстия в основном корпусе 276 могут быть закрыты заглушками 280 или другими заглушками.
По отдельным вариантам осуществления крышка 278 включает в себя одну или несколько шпилек. По отдельным вариантам осуществления шпильки являются заглушками или частью заглушек 280. Шпильки могут зацепляться с моментным инструментом, который поворачивает и затягивает крышку 278 на основном корпусе 276. Пример моментного инструмента 282, который может зацепляться со шпильками, изображен на фиг.9. У моментного инструмента 282 может быть внутренний диаметр, который, по существу, соответствует наружному диаметру крышки 278 (по фиг.8A). Как показано на фиг.9, у моментного инструмента 282 могут быть пазы или иные углубления, форма которых позволяет им зацепляться со шпильками на крышке 278. Моментный инструмент 282 может включать в себя углубление 284. Углубление 284 может быть квадратным приводным углублением или углублением иной формы, позволяющим использовать (поворачивать) моментный инструмент.
На фиг.10 изображен один из вариантов осуществления зажимных устройств 286A, 286B, которые могут использоваться для механического спрессовывания фитинга 250. Зажимные устройства 286A, 286B могут иметь такую форму, которая позволяет крепить фитинг 250 по месту на заплечиках кожухов 254A, 254B. Резьбовые штанги 288 могут проходить через отверстия 290 зажимных устройств 286A, 286B. Гайки 292 с прокладками на каждой из резьбовых штанг 288 могут использоваться для совместного приложения усилия к внешним поверхностям каждого зажимного устройства таким образом, чтобы сжимающие усилия прикладывались к кожухам 254A, 254B фитинга 250. Подобные сжимающие усилия спрессовывают электроизоляционный материал внутри фитинга 250.
По отдельным вариантам осуществления зажимные устройства 286 используются в гидравлических, пневматических или иных способах спрессовывания. На фиг.11 показано изображение в разобранном виде одного из вариантов осуществления гидравлической спрессовывающей установки 294. На фиг.12 изображен один из вариантов осуществления собранной гидравлической спрессовывающей установки 294. Как показано на фиг.11 и 12, зажимные устройства 286 могут использоваться для крепления фитинга 250 (например, по фиг.5) по месту, вместе с сопряженными с фитингом изолированными проводниками. По меньшей мере одно собранное зажимное устройство (например, зажимное устройство 286A) может быть подвижным для спрессовывания фитинга в осевом направлении. Электропитающее устройство 296 по фиг.11 может использоваться для электропитания спрессовывающего устройства 294.
На фиг.13 изображен один из вариантов осуществления фитинга 250 и изолированных проводников 212A, 212B, закрепленных в зажимном устройстве 286A и зажимном устройстве 286B перед спрессовыванием фитинга и изолированных проводников. Как показано на фиг.13, сердечники изолированных проводников 212A, 212B соединены при помощи муфты 258 вблизи или рядом с центром втулки 252. Втулка 252 скользит по кожуху 254A, который соединен с изолированным проводником 212A. Втулка 252 и кожух 254A закреплены в фиксированном (неподвижном) зажимном устройстве 286B. Изолированный проводник 212B проходит через кожух 254B и подвижное зажимное устройство 286A. Изолированный проводник 212B может крепиться другим зажимным устройством, зафиксированным относительно зажимного устройства 286B (не показано). Зажимное устройство 286A может перемещаться в направлении зажимного устройства 286B для соединения кожуха 254B с втулкой 252 и спрессовывания электроизоляционного материала внутри кожуха и втулки. Стыки между изолированным проводником 212A и кожухом 254A, между кожухом 254A и втулкой 252, между втулкой 252 и кожухом 254B, а также между кожухом 254B и изолированным проводником 212B могут соединяться при помощи сварки, пайки или других способов, известных из уровня техники.
На фиг.14 изображен вид сбоку одного из вариантов осуществления фитинга 298 для соединения изолированных проводников. Фитинг 298 может быть цилиндром или втулкой, имеющей достаточный зазор между внутренним диаметром втулки и наружными диаметрами изолированных проводников 212A, 212B таким образом, чтобы втулка могла одеваться на концы изолированных проводников. Сердечники изолированных проводников 212A, 212B могут соединяться внутри фитинга 298. Оболочки и изоляция изолированных проводников 212A, 212B могут обрезаться или сниматься для оголения сердечников на достаточную длину перед соединением сердечников. Фитинг 298 может центрироваться между концевыми участками изолированных проводников 212A, 212B.
Фитинг 298 может использоваться для соединения изолированного проводника 212A с изолированным проводником 212B при сохранении механической и электрической целостности оболочек, изоляции и сердечников изолированных проводников. Фитинг 298 может использоваться для соединения создающих тепло изолированных проводников с не создающими тепло изолированными проводниками, для соединения создающих тепло изолированных проводников с другими создающими тепло изолированными проводниками или для соединения не создающих тепло изолированных проводников с другими не создающими тепло изолированными проводниками. По отдельным вариантам осуществления для соединения нескольких создающих тепло и не создающих тепло изолированных проводников и получения длинного изолированного проводника используется более одного фитинга 298.
Фитинг 298 может использоваться для соединения изолированных проводников разного диаметра. Например, изолированные проводники могут иметь сердечники разного диаметра, оболочки разного диаметра или комбинацию элементов разного диаметра. Фитинг 298 также может использоваться для соединения изолированных проводников с разным металлургическим составов, разными типами изоляции или комбинацией этих свойств.
По некоторым вариантам осуществления у фитинга 298 имеется по меньшей мере один скошенный под углом конец. Например, концы фитинга 298 могут быть скошены под углом относительно продольной оси фитинга. Величина угла, например, может составлять примерно 45° или находиться в диапазоне от 30° до 60°. Таким образом, концы фитинга 298 могут иметь, по существу, эллиптическое сечение. По существу эллиптическое сечение концов фитинга 298 обеспечивает увеличенную площадь для сварки или пайки фитинга с изолированными проводниками 212A, 212B. Увеличенная площадь соединения увеличивает прочность сращенных изолированных проводников. В варианте осуществления по фиг.14 скошенные под углом концы фитинга 298 придают фитингу, по существу, форму параллелограмма.
Скошенные под углом концы фитинга 298 обеспечивают фитингу повышенный предел прочности на разрыв и повышенный предел прочности на изгиб по сравнению с фитингом, имеющим прямые концы, за счет распределения нагрузки вдоль фитинга. Фитинг 298 может быть ориентирован таким образом, чтобы когда изолированные проводники 212A, 212B и фитинг наматываются (например, на койлтюбинговую установку), скошенные под углом концы выступали в качестве места перехода жесткости с корпуса фитинга на изолированные проводники. Подобное место перехода снижает вероятность того, что изолированные проводники перегнутся или зажмутся на концах корпуса фитинга.
Как показано на фиг.14, в фитинге 298 имеется отверстие 300. Отверстие 300 позволяет помещать (заполнять) электроизоляционный материал (например, электроизоляционный материал 256 по фиг.5) внутрь фитинга 298. Отверстие 300 может быть пазом или иным продольным отверстием, проходящим вдоль части длины фитинга 298. По некоторым вариантам осуществления отверстие 300 проходит, по существу, по всему зазору между концами изолированных проводников 212A, 212B внутри фитинга 298. Отверстие 300 позволяет заполнять, по существу, весь объем (площадь) между изолированными проводниками 212A, 212B, а также вокруг любых сварных или сращенных соединений между изолированными проводниками электроизоляционным материалом, без необходимости осевого перемещения изоляционного материала в направлении концов объема между изолированными проводниками. Ширина отверстия 300 позволяет принудительно нагнетать электроизоляционный материал через отверстие и более плотно упаковывать его внутри фитинга 298, уменьшая тем самым количество пустого пространства внутри фитинга. Электроизоляционный материал может принудительно нагнетаться через паз в объем между изолированными проводниками 212A, 212B, например, при помощи инструмента по размеру паза. Инструмент может принудительно помещаться в паз для спрессовывания изоляционного материала. Затем может добавляться дополнительный изоляционный материал и повторно спрессовываться. По отдельным вариантам осуществления электроизоляционный материал может дополнительно спрессовываться внутри фитинга 298 при помощи вибрации, трамбования или иных способов. Кроме этого, спрессовывание электроизоляционного материала позволяет более равномерно распределять электроизоляционный материал внутри фитинга 298.
После заполнения фитинга электроизоляционным материалом 298, а по отдельным вариантам осуществления спрессовывания электроизоляционного материала, отверстие 300 может быть закрыто. Например, вставка или иное перекрытие могут быть помещены в отверстие и закреплены по месту. На фиг.15 показан вид сбоку одного из вариантов осуществления фитинга 298 с отверстием 300 закрытым вставкой 302. Вставка 302 может быть приварена или припаяна к фитингу 298 для закрытия отверстия 300. По отдельным вариантам осуществления вставка 302 шлифуется или полируется таким образом, чтобы вставка была заподлицо с поверхностью фитинга 298. На фиг.15 также показано, что для крепления фитинга 298 к изолированным проводникам 212A, 212B могут использоваться сварные или паяные швы 304.
После закрытия отверстия 300 фитинг 298 может спрессовываться механически, гидравлически, пневматически или с использованием способов штамповки для дополнительного спрессовывания электроизоляционного материала внутри фитинга. Дополнительное спрессовывание электроизоляционного материала сокращает объем полостей внутри фитинга 298, а также уменьшает токи утечки через фитинг и увеличивает рабочий диапазон фитинга (например, максимальное рабочее напряжение и рабочую температуру фитинга).
По некоторым вариантам осуществления фитинг 298 включает в себя определенные признаки, позволяющие дополнительно уменьшать интенсивность электрического поля внутри фитинга. Например, фитинг 298 или муфта 258 соединения сердечников изолированных проводников внутри фитинга может включать в себя скошенные края, закругленные края или другие сглаженные элементы для уменьшения интенсивности электрического поля. На фиг.16 изображен вариант осуществления фитинга 298 с признаками, позволяющими уменьшить интенсивность электрического поля в муфте 258 соединения изолированных проводников 212A, 212B. Как показано на фиг.16, муфта 258 соединения является сварным соединением со сглаженным или закругленным профилем для уменьшения интенсивности электрического поля внутри фитинга 298. Кроме этого, у фитинга 298 имеется скошенный внутренний объем, позволяющий увеличить объем электроизоляционного материала внутри фитинга. Скошенный и увеличенный объем позволяет уменьшить интенсивность электрического поля внутри фитинга 298.
По отдельным вариантам осуществления внутри фитинга 298 могут находиться ослабители напряжения электрического поля для уменьшения интенсивности электрического поля. На фиг.17 изображен один из вариантов осуществления ослабителя 306 напряжения электрического поля. Ослабитель 306 может находиться во внутреннем объеме фитинга 298 (по фиг.16). Ослабитель 306 может быть разъемным кольцом или другой разъемной деталью, таким образом, чтобы ослабитель можно было установить вокруг сердечников 214A, 214B изолированных проводников 212A, 212B после их соединения (см. фиг.16).
На фиг.18 и 19 показан вид в сечении другого варианта осуществления фитинга 250, используемого для соединения изолированных проводников. На фиг.18 изображен вид в сечении фитинга 250 в тот момент, когда изолированные проводники 212A, 212B заходят в фитинг. На фиг.19 изображен вид в сечении фитинга 250 с проводниками 212A, 212B, соединенными внутри фитинга. По некоторым вариантам осуществления фитинг 250 включает в себя втулку 252 и муфту 258.
Фитинг 250 может использоваться для соединения (сращивания) изолированного проводника 212A с изолированным проводником 212B при сохранении механической и электрической целостности оболочек (оплеток), изоляции и сердечников (проводников) изолированных проводников. Фитинг 250 может использоваться для соединения создающих тепло изолированных проводников с не создающими тепло изолированными проводниками, для соединения создающих тепло изолированных проводников с другими создающими тепло изолированными проводниками или для соединения не создающих тепло изолированных проводников с другими, не создающими тепло изолированными проводниками. По отдельным вариантам осуществления для соединения нескольких создающих тепло и не создающих тепло изолированных проводников и получения длинного изолированного проводника используется более одного фитинга 250.
Фитинг 250 может использоваться для соединения изолированных проводников разного диаметра. Например, изолированные проводники могут иметь сердечники (проводники) разного диаметра, оболочки (оплетки) разного диаметра или комбинацию элементов разного диаметра. Фитинг 250 также может использоваться для соединения изолированных проводников с разным металлургическим составом, с разными типами изоляции или комбинацией этих свойств.
Муфта 258 используется для соединения и электрического связывания сердечников 214A, 214B изолированных проводников 212A, 212B внутри фитинга 250. Муфта 258 может быть изготовлена из меди или иного подходящего электрического проводника. По некоторым вариантам осуществления сердечники 214A, 214B запрессовываются или вталкиваются в муфту 258. По отдельным вариантам осуществления муфта 258 нагревается для того, чтобы сердечники 214A, 214B, скользя, могли, входить в муфту. По отдельным вариантам осуществления материал сердечника 214A отличается от материала сердечника 214B. Например, сердечник 214A может быть из меди, тогда как сердечник 214B может быть из нержавеющей стали, углеродистой стали или сплава 180. В подобных вариантах осуществления для соединения сердечников между собой могут использоваться специальные способы сварки. Например, предел прочности на разрыв и/или предел текучести сердечников должны быть максимально сближены для того, чтобы соединение между сердечниками не разрушалось с течением времени или по мере использования.
По отдельным вариантам осуществления муфта 258 включает в себя одну или несколько канавок внутри муфты. Канавки могут препятствовать входу или выходу частиц в муфту после соединения сердечников в муфте. По отдельным вариантам осуществления муфта 258 имеет конусный внутренний диаметр (например, более узкий внутренний диаметр по направлению к центру муфты). Конусный внутренний диаметр может улучшать тугую посадку между муфтой 258 и сердечниками 214A, 214B.
По некоторым вариантам осуществления внутри муфты 252 находится электроизоляционный материал 256. По отдельным вариантам осуществления электроизоляционный материал 256 является оксидом магния или смесью из оксида магния и нитрита бора (80 весовых процентов оксида магния и 20 весовых процентов нитрита бора). Электроизоляционный материал 256 может включать в себя оксид магния, тальк, порошки керамических материалов (например, нитрид бора), смесь из оксида магния и другого электроизолятора (например, до 50 весовых процентов нитрида бора), керамический цемент, смеси из порошков керамических материалов с отдельными некерамическими материалами (такими как сульфид вольфрама (WS2)), либо смеси из них. Например, оксид магния может быть смешан с нитридом бора или другим электроизолятором для улучшения текучести электроизоляционного материала, улучшения диэлектрических характеристик электроизоляционного материала или повышения гибкости фитинга. По отдельным вариантам осуществления электроизоляционный материал 256 является материалом, аналогичным электроизоляции, используемой внутри по меньшей мере одного из изолированных проводников 212A, 212B. Электроизоляционный материал 256 может иметь, по существу, такие же диэлектрические характеристики, что и электроизоляция, используемая внутри по меньшей мере одного из изолированных проводников 212A, 212B.
По некоторым вариантам осуществления внутренний объем муфты 252, по существу, заполнен электроизоляционным материалом 256. По некоторым вариантам осуществления термин «по существу заполненный» относится к объему или объемам полностью или почти полностью заполненным электроизоляционным материалом, по существу, без макроскопических пустот в объеме или объемах. Например, термин, по существу заполненный, может относиться к заполнению почти всего объема электроизоляционным материалом, обладающим определенной пористостью из-за микроскопических пустот (например, пористостью до 40%).
По отдельным вариантам осуществления во втулке 252 имеется одна или несколько канавок 308. Канавки 308 могут препятствовать выходу электроизоляционного материала 256 из втулки 252 (например, канавки задерживают электроизоляционный материал во втулке).
По некоторым вариантам осуществления у электроизоляционного материала 256 имеются вогнутые концевые участки вблизи или рядом с краями муфты 258, как это показано на фиг.18. Вогнутая форма электроизоляционного материала 256 позволяет усилить соединение с электроизоляторами 216A, 216B изолированных проводников 212A, 212B. По отдельным вариантам осуществления для улучшения соединения с электроизоляционным материалом 256 электроизоляторы 216A, 216B имеют концевые участки выгнутой (или конусной) формы. Концевые участки электроизоляционного материала 256 и электроизоляторов 216A, 216B могут перемешиваться или смешиваться под давлением, прикладываемым во время соединения изолированных проводников. Перемешивание или смешивание изоляционных материалов может усиливать соединение между изолированными проводниками.
По некоторым вариантам осуществления изолированные проводники 212A, 212B соединяются фитингом 250 за счет совместного перемещения (выталкивания) изолированных проводников к центру фитинга. При перемещении изолированных проводников 212A, 212B сердечники 214A, 214B совместно перемещаются внутрь места 258 соединения. После совместного перемещения изолированных проводников 212A, 212B в фитинг 250, фитинг и концевые участки изолированных проводников внутри фитинга могут уплотняться или спрессовываться для закрепления изолированных проводников в фитинге и сжатия электроизоляционного материала 256. Для сближения изолированных проводников 212A, 212B и фитинга 250 могут использоваться зажимные устройства или иные аналогичные устройства. По некоторым вариантам осуществления, для обеспечения приемлемого спрессовывания изоляционного материала усилие сжатия электроизоляционного материала 256 составляет, например, по меньшей мере от 25000 фунтов/кв. дюйм (172400 кПа) до 55000 фунтов/кв. дюйм (379200 кПа). Спрессовывание электроизоляционного материала 256 во время процесса монтажа позволяет получать диэлектрические характеристики электроизоляционного материала, которые, насколько это практически возможно, сопоставимы с диэлектрическими характеристиками внутри изолированных проводников 212A, 212B. Способы и устройства для усиления спрессовывания включают в себя, но не ограничены только ими, механические, пневматические, гидравлические, обжимные способы или комбинацию из них.
По отдельным вариантам осуществления концевые участки втулки 252 соединятся (сваркой или пайкой) с оболочками 218A, 218B изолированных проводников 212A, 212B. По отдельным вариантам осуществления для увеличения прочности фитинга поверх фитинга 250 помещается опорная втулка и/или устройства ослабления натяжения.
На фиг.20 и 21 показан вид в сечении еще одного, другого варианта осуществления фитинга 250, используемого для соединения изолированных проводников. На фиг.20 изображен вид в сечении фитинга 250 в тот момент, когда изолированные проводники 212A, 212B входят в фитинг. На фиг.21 изображен вид в сечении фитинга 250 с проводниками 212A, 212B, соединенными внутри фитинга в окончательном положении. Вариант осуществления фитинга 250 по фиг.20 и 21 может быть аналогичен варианту осуществления фитинга 250 по фиг.18 и 19.
По некоторым вариантам осуществления, фитинг 250 по фиг.20 и 21 включает в себя втулку 252 и муфту 258. Муфта 258 используется для соединения и электрического связывания сердечников 214A, 214B изолированных проводников 212A, 212B внутри фитинга 250. Муфта 258 может быть изготовлена из меди или иного подходящего электрического проводника. По отдельным вариантам осуществления муфта 258 используется для соединения сердечников с разным диаметром. Поэтому у муфты 258 могут быть половинки с разным внутренним диаметром, соответствующие диаметрам сердечников.
По некоторым вариантам осуществления сердечники 214A, 214B запрессовываются или вталкиваются в муфту 258 одновременно с вталкиванием изолированных проводников 212A, 212B во втулку 252. По отдельным вариантам осуществления муфта 258 имеет конусный внутренний диаметр (например, более узкий внутренний диаметр в центре места соединения), как это показано на фиг.20. Конусный внутренний диаметр позволяет обеспечить более тугую посадку между муфтой 258 и сердечниками 214A, 214B и увеличить длину сопряжения между сердечниками и муфтой. Увеличение длины сопряжения между муфтой 258 и сердечниками 214A, 214B уменьшает сопротивление между сердечниками и муфтой и предотвращает дуговой пробой при подаче электроэнергии на изолированные проводники 212A, 212B.
По некоторым вариантам осуществления сердечники 214A, 214B совместно выталкиваются в окончательное положение, изображенное на фиг.21 так, что между концами сердечников остается промежуток 309. Промежуток 309 является зазором или пространством между концами сердечников 214A, 214B. По отдельным вариантам осуществления промежуток 309 составляет примерно от 1 мил (25.4 мкм) до примерно 15 мил (381 мкм) или примерно от 2 мил (50.8 мкм) до примерно 5 мил (127 мкм).
За счет наличия промежутка 309 между концами сердечников 214A, 214B перемещение изолированных проводников 212A, 212B при вталкивании изолированных проводников во втулку 252 ограничено прижатием электроизоляторов 216A, 216B к электроизоляционному материалу 256, а не стыком между концами сердечников. Поэтому наличие промежутка 309 между концами сердечников 214A, 214B обеспечивает лучшее (более сильное) сжатие электроизоляционного материала 256 и электроизоляторов 216A, 216B внутри втулки 252 в окончательном положении, изображенном на фиг.21. Усиление сжатия электроизоляционного материала 256 и электроизоляторов 216A, 216B позволяет получить более надежный фитинг 250 с улучшенными электрическими характеристиками.
Кроме этого, наличие промежутка 309 между концами сердечников 214A, 214B препятствует выталкиванию сердечников в направлении друг друга и образованию изгиба или иной деформации сердечников. Совместное вталкивание сердечников 214A, 214B внутрь муфты 258 позволяет соединять сердечники без сварки, нагрева и иного увеличения температуры сердечников. Поддержание низкой температуры сердечников 214A, 214B во время соединения сердечников предотвращает размягчение или текучесть материала (меди). Сохранение твердости сердечников 214A, 214B позволяет улучшить электрические параметры фитинга 250.
По некоторым вариантам осуществления концевые участки электроизоляционного материала 256 имеют вогнутую форму вблизи или рядом с краями муфты 258, как это показано на фиг.20. Концевые участки вогнутой формы могут иметь скошенные под углом края, образующие угол охватывающего типа, как это показано на фиг.20. Концевые участки вогнутой формы электроизоляционного материала 256 позволяют увеличить прочность соединения с электроизоляторами 216A, 216B изолированных проводников 212A, 212B. По отдельным вариантам осуществления для увеличения прочности соединения с электроизоляционным материалом 256 электроизоляторы 216A, 216B имеют концевые участки выгнутой формы (или скошенные под углом края охватываемого типа). Прижатие концевых участков определенной формы друг к другу позволяет распрямить края концевых участков и устранить разрывы между концевыми участками. Использование концевых участков электроизоляционного материала 256 и электроизоляторов 216A, 216B определенной формы позволяет улучшить сжатие и/или уменьшить расстояние между электроизоляционным материалом и электроизоляторами при давлении, создаваемом во время соединения изолированных проводников 212A, 212B. Спрессовывание изоляционного материала улучшает электроизоляционные свойства фитинга 250.
По некоторым вариантам осуществления изолированные проводники 212A, 212B перемещаются на заданное расстояние в фитинг 250 для обеспечения необходимого сжатия изоляционного материала в фитинге и необходимого соединения между сердечниками 214A, 214B и муфтой 258. По отдельным вариантам осуществления изолированные проводники 212A, 212B перемещаются на заданное расстояние при определенном усилии для обеспечения необходимого сжатия и необходимого соединения. Гидравлическое давление может использоваться для создания усилия при вталкивании изолированных проводников 212A, 212B в фитинг 250. Например, гидравлическое давление примерно от 2800 psi (19300 кПа) до примерно 3000 psi (20680 кПа) позволяет перемещать каждый из изолированных проводников 212A, 212B в фитинг 250 на расстояние примерно от 7/8 дюйма (примерно 2.2 см) до примерно 1 дюйма (примерно 2.5 см).
На фиг.22 изображен один из вариантов осуществления блоков из электроизоляционного материала, расположенных вокруг сердечников соединенных изолированных проводников. Сердечник 214A изолированного проводника 212A соединен с сердечником 214B изолированного проводника 212B на муфте 258. Сердечники 214A, 214B оголены за счет удаления частей электроизоляторов 216A, 216B и оболочек 218A, 218B вокруг сердечников с концов изолированных проводников 212A, 212B.
По отдельным вариантам осуществления сердечники 214A, 214B имеют разные диаметры. В подобных вариантах осуществления муфта 258 может сужаться с диаметра сердечника 214A до диаметра сердечника 214B. По отдельным вариантам осуществления сердечники 214A, 214B изготовлены из разного материала. Муфта 258 позволяет компенсировать использование разных материалов в сердечниках. Например, муфта 258 может включать в себя совокупность или смесь материалов, используемых в сердечниках.
По некоторым вариантам осуществления один или несколько блоков из электроизоляционного материала 256 помещаются вокруг оголенных частей сердечников 214A, 214B, как это показано на фиг.22. Блоки электроизоляционного материала 256 могут быть изготовлены, например, из оксида магния или смеси из оксида магния и другого электроизолятора. Блоки электроизоляционного материала 256 могут быть блоками из твердого или мягкого материала, в зависимости от требуемого вида спрессовывания. Необходимое количество блоков из электроизоляционного материала 256 может быть помещено вокруг оголенных частей сердечников 214A, 214B таким образом, чтобы блоки, по существу, полностью окружали оголенные части сердечников. Количество блоков из электроизоляционного материала 256 может варьироваться, например, в зависимости от длины и/или диаметра оголенных частей проводника и/или размера блоков из электроизоляционного материала. По некоторым вариантам осуществления для окружения оголенных частей сердечников используются четыре блока из электроизоляционного материала 256.
На фиг.22 изображены два блока 256A, 256B из электроизоляционного материала, окружающие одну половину (полукруг) оголенных частей сердечников 214A, 214B. Изображенные блоки из электроизоляционного материала 256 являются полукруглыми блоками, которые плотно устанавливаются вокруг внешнего диаметра оголенных частей сердечников. В варианте осуществления по фиг.22 два дополнительных блока из электроизоляционного материала 256 помещаются на оголенные части, окружая оголенные части сердечника из электроизоляционным материалом. На фиг.23 изображен один из вариантов осуществления с четырьмя блоками 256A, 256B, 256C, 256D из электроизоляционного материала, расположенными вокруг сердечников соединенных изолированных проводников 212A, 212B.
По некоторым вариантам осуществления блоки из электроизоляционного материала 256 имеют внутренний диаметр такого размера и/или формы, чтобы он соответствовал наружному диаметру оголенных частей сердечников 214A, 214B. Соответствие внутреннего диаметра блоков наружному диаметру оголенных частей сердечников позволяет осуществлять тугую посадку блоков и оголенных частей сердечников и предотвратить или уменьшать образование зазоров во время спрессовывания блоков.
По отдельным вариантам осуществления один или несколько блоков из электроизоляционного материала 256 имеют конусный внутренний диаметр, соответствующий конусному наружному диаметру муфты 258 и/или оголенных частей сердечников 214A, 214B, как это показано на фиг.22. Внутренний диаметр блоков из электроизоляционного материала 256 может быть получен путем пескоструйной обработки или шлифования внутреннего диаметра блоков до требуемой конусной формы.
После помещения блоков из электроизоляционного материала 256 вокруг оголенных частей сердечников (как это показано на фиг.23), муфта или иной укрывной элемент помещается поверх соединенных изолированных проводников, по существу, укрывая блоки и по меньшей мере часть каждого изолированного проводника. На фиг.24 изображен один из вариантов осуществления внутренней втулки 252A, помещенной поверх соединенных изолированных проводников 212A, 212B. Внутренняя втулка 252A может быть изготовлена из такого же или аналогичного материала, который используется для изготовления оболочек 218A, 218B изолированных проводников 212A, 212B. Например, внутренняя втулка 252A и оболочки 218A, 218B могут быть изготовлены из нержавеющей стали 304. Внутренняя втулка 252A и оболочки 218A, 218B обычно изготавливаются из материалов, которые можно соединить между собой сваркой.
Внутренняя втулка 252A плотно или туго одевается поверх оболочек 218A, 218B изолированных проводников 212A, 212B. По отдельным вариантам осуществления на внешней поверхности внутренней втулки 252A имеются осевые и/или радиальные канавки. По некоторым вариантам осуществления на внутренней втулке 252A имеется выравнивающий гребень 310. Выравнивающий гребень 310 находится вблизи или рядом с центром муфты соединения изолированных проводников 212A, 212B.
После помещения внутренней втулки вокруг блоков из электропроводящего материала (как это показано на фиг.24), поверх внутренней втулки помещается внешняя втулка или другой цилиндрический укрывной элемент. На фиг.25 изображен один из вариантов осуществления внешней втулки 252B, помещенной поверх внутренней втулки 252A и соединенных изолированных проводников 212A, 212B. По некоторым вариантам осуществления внешняя втулка 252B имеет меньшую длину, чем внутренняя втулка 252A. По некоторым вариантам осуществления во внешней втулке 252B имеется отверстие 312. Отверстие 312 может быть расположено вблизи или рядом с центром внешней втулки 252B. Отверстие 312 может быть выровнено с выравнивающим гребнем 310 на внутренней втулке 252A (выравнивающий гребень виден через отверстие). По отдельным вариантам осуществления внешняя втулка 252B состоит из двух или более частей. Например, внешняя втулка может состоять из двух частей, соединенных между собой подобно створкам раковины. Части могут быть сварены или соединены иным образом, образуя внешнюю втулку. По отдельным вариантам осуществления на внутренней поверхности внешней втулки 252B имеются осевые и/или радиальные канавки.
Внешняя втулка 252B может быть изготовлена из такого же или аналогичного материала, который используется для изготовления внутренней втулки 252A и оболочек 218A, 218B (например, из нержавеющей стали марки 304). Внешняя втулка 252B может плотно или с тугой посадкой одеваться на внутреннюю втулку 252A. После помещения внешней втулки 252B и внутренней втулки 252A на оболочки 218A, 218B изолированных проводников 212A, 212B втулки могут быть постоянно соединены (например, приварены) с оболочками 218A, 218B. Втулки 252A, 252B могут быть постоянно соединены с оболочками 218A, 218B таким образом, чтобы концы втулок были, по существу, загерметизированы (чтобы на концах втулок не было протечек, через которые воздух или иные текучие среды могут выходить или входить в концы втулок). После соединения втулок 252A, 252B с оболочками 218A, 218B отверстие 312 является единственным проемом для выхода/входа текучей среды во внешнюю втулку 252B и, по существу, загерметизированную к ней внутреннюю втулку 252A.
По некоторым вариантам осуществления текучая среда (например, гидравлическая жидкость) подается во внутренний объем внешней втулки 252B через отверстие 312. По некоторым вариантам осуществления текучая среда является гидравлическим маслом. По отдельным вариантам осуществления текучая среда может быть другой текучей средой, такой как расплав соли или газом. По отдельным вариантам осуществления текучая среда во время опрессовки нагревается.
Давление текучей среды, подаваемой во внутренний объем внешней втулки 252B, может повышаться для спрессовывания или сжатия внутренней втулки 252A и электроизоляционного материала 256. Например, давление текучей среды может гидравлически повышаться при помощи ручного насоса или иного соответствующего гидравлического насоса. Повышение давления текучей среды внутри внешней втулки 252B позволяет создавать изостатическое давление для спрессовывания внутренней втулки 252A.
Внешняя втулка 252B может быть жесткой и неподверженной спрессовыванию под действием давления, тогда как внутренняя втулка 252A может быть подвержена спрессовыванию под действием давления. Например, внутренняя втулка 252A может быть тоньше внешней втулки 252B и/или внутренняя втулка может подвергаться термообработке (отжигу) для того, чтобы она стала мягче внешней втулки.
Давление текучей среды внутри внешней втулки 252B повышается до заданного давления, либо в заданном диапазоне давлений для спрессовывания внутренней втулки 252A и электроизоляционного материала 256 до необходимой степени спрессовывания. По отдельным вариантам осуществления давление текучей среды внутри внешней втулки 252B повышается до давления примерно от 15000 psi (примерно 100000 кПа) до примерно 20000 psi (примерно 140000 кПа). По отдельным вариантам осуществления давление текучей среды может повышаться до более высокого давления (например, примерно до 35000 psi (примерно 240000 кПа)).
При повышении давления текучей среды до такого давления происходит деформация внутренней втулки 252A за счет сжатия внутренней втулки и спрессовывание электроизоляционного материала 256 внутри внутренней муфты. Внутренняя втулка 252A может равномерно деформироваться давлением текучей среды внутри внешней втулки 252B. По некоторым вариантам осуществления электроизоляционный материал 256 спрессовывается таким образом, что электроизоляционный материал приобретает диэлектрические свойства, аналогичные и выше чем диэлектрические свойства у электроизолятора по меньшей мере одного из соединенных изолированных проводников. Использование текучей среды под давлением для сжатия и спрессовывания внутренней втулки 252A и электроизоляционного материала 256 позволяет соединять изолированные проводники во втулках в горизонтальном положении. Соединение изолированных проводников в горизонтальном положении позволяет увеличить длину соединяемых между собой изолированных проводников без использования сложных и дорогостоящих систем укладки кабелей.
По отдельным вариантам осуществления концы изолированных проводников могут иметь скосы или конусность, позволяющие уплотнять внутреннюю втулку. На фиг.26 изображен один из вариантов осуществления скошенного конца изолированного проводника после сжатия. У изолированного проводника 212 имеется скос 314 внутри внутренней втулки 252A. Скос 314 может препятствовать изгибанию или выгибанию внутренней втулки 252A во время сжатия.
По отдельным вариантам осуществления внутрь внутренней втулки 252A перед герметизацией и спрессовыванием внутренней втулки добавляется электроизоляционный порошковый материал. Электроизоляционный порошковый материал может проникать и заполнять пустоты внутри внутренней втулки (например, в углублении, образованном между скосом изолированного проводника и внутренней втулкой). Использование электроизоляционного порошкового материала также позволяет сократить количество мест сопряжения в спрессованном электроизоляционном материале. По отдельным вариантам осуществления электроизоляционный порошковый материал используется вместо блоков из электроизоляционного материала.
По отдельным вариантам осуществления в электроизоляционный материал может добавляться присадка, такая как допант или другой присадочный материал. Присадка позволяет улучшать диэлектрические свойства электроизоляционного материала. Например, присадка позволяет повысить диэлектрическую прочность электроизоляционного материала.
По некоторым вариантам осуществления для радиального спрессовывания электроизоляционного материала в месте соединения изолированных проводников используется механическое и/или гидравлическое спрессовывание (например, электроизоляционный материал в порошковой форме). На фиг.27 изображен один из вариантов осуществления первой половинки 316A спрессовывающего устройства 316, используемого для спрессовывания электроизоляционного материала в месте соединения изолированных проводников. Вторая половинка устройства 316 имеет такую же форму и размер, что и первая половинка 316 по фиг.27. Первая половинка и вторая половинка устройства 316 соединены между собой, образуя устройство вокруг отрезка соединяемых между собой изолированных проводников.
На фиг.28 изображен один из вариантов осуществления устройства 316, соединенного вокруг изолированных проводников 212A, 212B. Для большей наглядности частей сердечников, находящихся внутри устройства 316, оболочка и электроизолятор, окружающие сердечники изолированных проводников 212A, 212B, не показаны.
Как показано на фиг.27, первая половинка 316A включает в себя первую половину 318A отверстия 318, образуемого в верхней части устройства 316 после соединения между собой двух половинок устройства. Отверстие 318 позволяет помещать электроизоляционный материал и/или другие материалы в пространство вокруг оголенных сердечников изолированных проводников. По некоторым вариантам осуществления в устройство 316 помещается порошковый электроизоляционный материал.
Как показано на фиг.28 после того как по меньшей мере часть электроизоляционного материала подается через отверстие 318 в устройство 316, расположенное вокруг оголенных проводников, в отверстие вставляется первый плунжер 320. Первый плунжер 320 используется для спрессовывания (например, за счет приложения механического и/или гидравлического усилия к верхней части плунжера) электроизоляционного материала внутри устройства 316. Например, усилие может прикладываться к первому плунжеру 320 при помощи молота (механическое спрессовывание) или гидравлического поршня (гидравлическое спрессовывание).
На фиг.29 показан вид сбоку изолированного проводника 212, находящегося внутри устройства 316, первый плунжер 320 расположен над изолированным проводником с оголенным сердечником 214. По некоторым вариантам осуществления в нижней части первого плунжера 320 имеется углубление 322. Форма углубления 322 может быть, по существу, аналогична форме оголенной части сердечника. У первого плунжера 320 могут быть стопоры 324, показанные на фиг.28, не позволяющие первому плунжеру погружаться в устройство 316. Например, стопоры 324 могут препятствовать вхождению первого плунжера 320 в устройство 316 далее определенной глубины, после которой может происходить сгибание или деформация сердечников изолированных проводников. По отдельным вариантам осуществления первый плунжер 320 сконструирован таким образом, чтобы он заходил на заданную глубину, при которой не происходит сгибания или деформации сердечников изолированных проводников, без использования стопоров (например, в качестве стопора выступает верхняя плита плунжера).
Первый плунжер 320 может использоваться для спрессовывания электроизоляционного материала 256 внутри устройства 316 до первой степени. Например, как показано на фиг.29, электроизоляционный материал 256 спрессовывается до такой степени, чтобы он окружал нижнюю часть (например, нижнюю половину) оголенного сердечника 214. Процесс добавления электроизоляционного материала и спрессовывания материала при помощи первого плунжера может повторяться до тех пор, пока не будет достигнута необходимая степень спрессовывания вокруг части сердечника.
На фиг.30 показан вид сбоку изолированного проводника 212, находящегося внутри устройства 316, второй плунжер 321 расположен над изолированным проводником с оголенным сердечником 214. По некоторым вариантам осуществления в нижней части второго плунжера 321 имеется углубление 323. Форма углубления 323 может, по существу, соответствовать внешней форме изолированного проводника.
По отдельным вариантам осуществления углубление 323 во втором плунжере 321 имеет иную форму, либо углубление отсутствует. На фиг.31A-D изображены другие варианты осуществления второго плунжера 321. На фиг.31A углубление у второго плунжера 321 отсутствует. На фиг.31B края углубления 323 скошены под углом 30°. На фиг.31C прямые края углубления 323 скошены под углом 15°. На фиг.31D углубление 323 несколько мельче (более короткие стороны), чем углубление по фиг.30.
Второй плунжер 321 может использоваться для спрессовывания электроизоляционного материала 256 внутри устройства 316 до второй степени. Например, как показано на фиг.30, электроизоляционный материал 256 спрессовывается до такой степени, чтобы он окружал оголенный сердечник 214. Процесс добавления электроизоляционного материала и спрессовывания материала при помощи второго плунжера может повторяться до тех пор, пока не будет достигнута необходимая степень спрессовывания вокруг части сердечника. Например, процесс может повторяться до тех пор, пока не будет достигнута необходимая степень спрессовывания электроизоляционного материала, таким образом, чтобы его форма и наружный диаметр соответствовали форме и наружному диаметру изолированного проводника.
После спрессовывания необходимого количества электроизоляционного материала устройство 316 может быть извлечено из положения вокруг места соединения изолированных проводников. На фиг.32 изображен один из вариантов осуществления, на котором вторая половинка устройства 316 удалена, а оставленная первая половинка 316A спрессовывает электроизоляционный материал 256 вокруг места соединения изолированных проводников 212A, 212B.
После извлечения устройства 316 спрессованному электроизоляционному материалу 256 может быть придана, по существу, цилиндрическая форма, наружный диаметр которой относительно соответствует наружному диаметру изолированных проводников 212A, 212B, как это показано на фиг.33. Окончательная форма спрессованному электроизоляционному материалу 256 может быть придана за счет удаления излишков спрессованного материала. Например, излишки спрессованного материала 256 могут быть аксиально удалены при помощи дисковой пилы, одевания на спрессованный материал втулки с режущей кромкой и/или при помощи других технологий, известных из уровня техники.
После придания окончательной формы электроизоляционному материалу 256, втулка 252 может быть помещена поверх электроизоляционного материала, как это показано на фиг.34. У втулки 252 может быть две или более частей, помещенных поверх электроизоляционного материала и соединенных (сваркой) между собой, образуя втулку. По отдельным вариантам осуществления две или более части втулки 252 сжимаются при помощи текучей среды под давлением внутри внешней втулки (как было описано в вариантах осуществления внутренней втулки 252A и внешней втулки 252B по фиг.24 и 25) и/или за счет механического обжима частей втулки друг с другом (как это описано в вариантах осуществления втулки 252 по фиг.39 и 40). Сжатие втулки 252 при помощи текучей среды по давлением и/или механического обжима позволяет ликвидировать зазоры между частями втулки таким образом, что сварка для соединения частей между собой не требуется. Кроме этого, в результате сжатия при помощи текучей среды под давлением и/или механического обжима места стыков между втулкой 252 и электроизоляционным материалом 256 могут разрушаться (создается более плотная неподвижная посадка). Втулка 252 может быть соединена (сваркой) с оболочками изолированных проводников 212A, 212B. Втулка 252 может быть изготовлена из такого же материала, что и оболочки изолированных проводников 212A, 212B. Например, втулка 252 может быть изготовлена из нержавеющей стали 304.
По некоторым вариантам осуществления электроизоляционный материал 256, спрессовываемый в устройстве 316, является смесью, состоящей из порошкового оксида магния и порошкового нитрида бора. По одному из вариантов осуществления электроизоляционный материал 256, спрессовываемый в устройстве 316, является смесью, состоящей из 80 весовых процентов порошкового оксида магния и 20 весовых процентов порошкового нитрида бора. Также могут использоваться другие электроизоляционные материалы и/или другие смеси из электроизоляционных материалов. По отдельным вариантам осуществления используется комбинация из порошкового электроизоляционного материала и блоков из электроизоляционного материала.
На фиг.35 изображен один из вариантов осуществления гидравлического пресса 426, который может использоваться для приложения усилия к плунжеру для гидравлического спрессовывания электроизоляционного материала внутри устройства (например, устройства 316 по фиг.27-32). Гидравлический пресс 426 может включать в себя поршень 428 и держатель 430 устройства. По некоторым вариантам осуществления изолированные проводники могут подаваться через зажимы 432 гидравлического пресса 426 таким образом, чтобы концевые участки изолированных проводников располагались под поршнем 428 и над держателем 430 устройства. Зажимы 432 могут использоваться для крепления концов изолированных проводников в прессе 426. Позиционеры 434 могут использоваться для корректировочной подстройки положения изолированных проводников.
Устройство, такое как устройство 316 по фиг.27-32, может быть помещено вокруг концов изолированных проводников у держателя 430 устройства (например, две половинки устройства соединяются вокруг концов изолированных проводников). Держатель 430 устройства может поддерживать устройство во время спрессовывания материала в устройстве. Во время спрессовывания поршень 428 может прикладывать усилие к плунжеру (например, первому плунжеру 320 по фиг.28-29 и/или второму плунжеру 321 по фиг.30) для спрессовывания электроизоляционного материала вокруг концов электроизоляционного материала. По отдельным вариантам осуществления поршень 428 создает усилие примерно вплоть до 50 тонн (примерно в 100000 фунтов).
Гидравлическое спрессовывание электроизоляционного материала в устройстве 316 по фиг.27-32 может обеспечивать степень спрессовывания (например, спрессовывание примерно до 85%) электроизоляционного материала, аналогичную степени спрессовывания изолированных проводников. Подобные степени спрессовывания позволяют получать сростки, способные выдерживать температуру примерно в 1300°F (примерно 700°C). Гидравлическое спрессовывание электроизоляционного материала в устройстве 316 позволяет осуществлять более управляемое спрессовывание и/или более воспроизводимое спрессовывание (воспроизводимое от сростка к сростку). Гидравлическое спрессовывание может осуществляться при меньшем перемещении или изменении, создавая более равномерное и постоянное давление, чем при механическом спрессовывании.
По отдельным вариантам осуществления гидравлическое спрессовывание используется в комбинации с механическим спрессовыванием (например, электроизоляционный материал вначале спрессовывается механически, а затем спрессовывается при помощи гидравлического спрессовывания). По отдельным вариантам осуществления электроизоляционный материал спрессовывается при повышенной температуре. Например, электроизоляционный материал может спрессовываться при температуре примерно в 90°C или выше. По отдельным вариантам осуществления первый плунжер 32A и/или второй плунжер 321 имеют покрытие из неприлипающего материала. Например, плунжеры могут быть покрыты неметаллическим материалом, таким как керамическое покрытие или DLC (алмазоподобный углерод), предлагаемое фирмой Morgan Technical Ceramics (г. Беркшир, Англия). Нанесение покрытия на плунжеры предотвращает переход металла в электроизоляционный материал и/или прилипание электроизоляционного материала к плунжерам.
На фиг.36A-37B изображен один из вариантов осуществления короба 430, аналогичного устройству 316 по фиг.28. Также как и устройство 316 по фиг.28, короб 430 может быть образован из нескольких деталей или пластин, соединенных между собой вокруг изолированных проводников 212A, 212B. Однако в отличие от устройства 316, короб 430 по фиг.36A выполнен с возможностью использования с несколькими взаимодействующими плунжерами (например, 320A и 320B). Каждый из первого и второго взаимодействующих плунжеров 320A и 320B может быть выполнен аналогично второму плунжеру 321, рассмотренному выше. Короб 430 показан состоящим из нескольких пластин, после сборки которых он приобретает, по существу, прямоугольную форму. Между тем, короб 430 может иметь цельную или иную конструкцию, а его внешняя часть может быть любой формы. Поэтому термин «короб» охватывает любые конструкции, которые могут быть размещены вокруг концевых участков изолированных проводников 212A и 212B и которые обеспечивают доступ к взаимодействующим плунжерам для спрессовывания в них электроизоляционного материала.
Во время соединения концевой участок по меньшей мере частично оголенного сердечника первого изолированного проводника 212A соединяется с концевым участком по меньшей мере частично оголенного сердечника второго изолированного проводника 212B. Оголенные концевые участки сердечников помещаются внутрь короба 430. Таким образом, концевой участок оболочки первого изолированного проводника 212A находится в первом отверстии 432A для проводника на первой стороне 434 короба 430, а концевой участок оболочки второго изолированного проводника 212B находится во втором отверстии 432B для проводника на второй стороне 436 короба 430. Как показано на чертеже, первая сторона 434 и вторая сторона 436 короба 430 могут быть расположены оппозитно друг другу. После того как изолированные проводники 212A и 212B установлены по месту, короб может быть закрыт путем защелкивания, стягивания или крепления иным образом верхних пластин к нижним пластинам или соединения иным образом различных участков короба 430. Таким образом, концевые участки оболочек изолированных проводников 212A и 212B могут плотно входить в отверстия 432A и 432B короба 430.
По меньшей мере часть электроизоляционного материала, помещаемого вокруг оголенных проводников, может поступать через порт 446 или подаваться в короб 430 иным образом. После того как электроизоляционный материал уложен на место, первый и второй взаимодействующие плунжеры 320A и 320B могут перемещаться в соответствующие первое и второе плунжерные отверстия 438 и 440. Первое плунжерное отверстие 438 может находиться на третьей стороне 448 короба 430, а второе плунжерное отверстие 440 может находиться на четвертой стороне 450 короба 430. Третья и четвертая стороны 448 и 450 короба 430 могут проходить, по существу, ортогонально первой и второй сторонам 434 и 436 короба 430. Если взаимодействующие плунжеры 320A и 320B расположены, по существу, ортогонально соответствующим плунжерным отверстиям 438 и 440, а осевые линии изолированных проводников 212A и 212B проходят, по существу, ортогонально соответствующим отверстиям 432A и 432B для проводников, то взаимодействующие плунжеры 320A и 320B могут непосредственно перемещаться в направлении друг друга таким образом, чтобы спрессовывание происходило с двух противоположных направлений.
Первый и второй взаимодействующие плунжеры 320A и 320B могут использоваться для спрессовывания электроизоляционного материала 256 одновременно по меньшей мере с двух разных направлений. Таким образом, первый и второй взаимодействующие плунжеры 320A и 320B могут использоваться для спрессовывания (например, за счет приложения механического и/или гидравлического усилия к дистальным концам плунжеров) электроизоляционного материала внутри короба 430. Первый и второй взаимодействующие плунжеры 320A и 320B могут иметь такую форму, чтобы они зацеплялись друг с другом после достаточного спрессовывания электроизоляционного материала. Спрессовывание по меньшей мере с двух разных направлений позволяет снизить вероятность деформирования сердечников 214 изолированных проводников 212A и 212B в случае использования единственного плунжера, воздействующего на одну, а не на обе стороны.
Взаимодействующие плунжеры 320A и 320B и/или другие плунжеры, такие как рассмотренный выше плунжер 321, могут использоваться для спрессовывания электроизоляционного материала 256 до второй степени внутри короба 430. Процесс добавления электроизоляционного материала и спрессовывание материала другими плунжерами может повторяться до тех пор, пока не будет достигнута необходимая степень спрессовывания вокруг сердечника. Например, процесс может повторяться до тех пор, пока не будет достигнута необходимая степень спрессовывания электроизоляционного материала, таким образом, чтобы его форма и наружный диаметр соответствовали форме и наружному диаметру изолированного проводника.
После спрессовывания необходимого количества электроизоляционного материала, короб 430 вокруг места соединения изолированных проводников может быть снят. После снятия короба 430 спрессованному электроизоляционному материалу 256 может быть придана, по существу, цилиндрическая форма, наружный диаметр которой примерно соответствует наружному диаметру изолированных проводников 212A, 212B, как это показано на фиг.33.
После придания электроизоляционному материалу 256 окончательной формы, втулка 252 помещается вокруг электроизоляционного материала, как это показано и рассмотрено со ссылкой на фиг.34. На фиг.37A и 37B изображен один из вариантов осуществления приводного механизма 442A, который может использоваться для приложения усилия к плунжеру для гидравлического спрессовывания электроизоляционного материала внутри устройства (например, устройства 430 по фиг.36A-37B). Приводной механизм 442A может включать в себя гидравлический, механический или иной силовой источник, создающий приводной усилие для взаимодействующих плунжеров 320A и 320B.
На фиг.37A и 37B показаны взаимодействующие плунжеры 320A и 320B в убранном положении, а на фиг.37B и 38B взаимодействующие плунжеры 320A и 320B показаны в выдвинутом положении. Электроизоляционный материал 256 может добавляться через порт 446 когда взаимодействующие плунжеры 320A и 320B убраны, а при перемещении взаимодействующих плунжеров 320A и 320B в выдвинутое положение электроизоляционный материал 256 может спрессовываться.
Во время спрессовывания приводной механизм 442A может прикладывать усилие к плунжеру (например, первому взаимодействующему плунжеру 320A и/или второму взаимодействующему плунжеру 320B) для спрессовывания электроизоляционного материала вокруг концов изолированных проводников. По отдельным вариантам осуществления приводной механизм 442A создает усилие примерно до 50 тонн (усилие примерно в 100000 фунтов). Дополнительный приводной механизм 442B может прикладывать усилие к другому взаимодействующему плунжеру. При использовании нескольких приводных механизмов к обоим взаимодействующим плунжерам может прикладываться усилие с равной величиной. Между тем, по вариантам осуществления с единственным или с несколькими приводными механизмами могут использоваться зубчатые колеса 444. Подобные зубчатые колеса могут соединять взаимодействующие плунжеры и обеспечивать, чтобы приложение усилия к одному из взаимодействующих плунжеров вызывало одинаковое перемещение обоих взаимодействующих плунжеров, заставляя взаимодействующие плунжеры одновременно передвигаться в направлении осевой линии сердечников. Оба взаимодействующих плунжера могут передвигаться в горизонтальной плоскости таким образом, чтобы движение в направлении осевой линии сердечников осуществлялось в горизонтальной плоскости. Таким образом, приложение усилия к первому плунжеру 320A может быть связано с приложением, по существу, горизонтального гидравлического или механического усилия в первом направлении, в сторону осевой линии, а приложение усилия ко второму плунжеру 320B может быть связано с приложением, по существу, горизонтального гидравлического или механического усилия во втором направлении, в сторону осевой линии. Когда два плунжера используются одновременно, первое направление может быть, по существу, противоположно второму направлению.
Гидравлическое спрессовывание электроизоляционного материала в коробе 430 по фиг.36A-38B может обеспечивать степень спрессовывания (например, спрессовывание примерно до 85%) электроизоляционного материала, аналогичную степени спрессовывания изолированных проводников. Подобные степени спрессовывания позволяют получать сростки, способные выдерживать температуру примерно до 1300°F (примерно 700°C). Гидравлическое спрессовывание электроизоляционного материала в устройстве 316 позволяет осуществлять более управляемое спрессовывание и/или более воспроизводимое спрессовывание (воспроизводимое от сростка к сростку). Гидравлическое спрессовывание может осуществляться при меньшем перемещении или изменении, создавая более равномерное и постоянное давление, чем при механическом спрессовывании.
По отдельным вариантам осуществления гидравлическое спрессовывание используется в комбинации с механическим спрессовыванием (например, электроизоляционный материал вначале спрессовывается механически, а затем спрессовывается путем гидравлического спрессовывания). По отдельным вариантам осуществления электроизоляционный материал спрессовывается при повышенной температуре. Например, электроизоляционный материал может спрессовываться при температуре примерно в 90°C или выше. По отдельным вариантам осуществления взаимодействующие плунжеры 320A и 320B имеют покрытие из неприлипающего материала. Например, плунжеры могут быть покрыты неметаллическим материалом, таким как керамическое покрытие или DLC (алмазоподобный углерод), предлагаемое фирмой Morgan Technical Ceramics (г. Беркшир, Англия). Нанесение покрытия на плунжеры предотвращает переход металла в электроизоляционный материал и/или прилипание электроизоляционного материала к плунжерам.
По некоторым вариантам осуществления втулка механически сжимается по окружности вокруг втулки для сжатия втулки. На фиг.39 изображен один из вариантов осуществления втулки 252, используемой для механического сжатия по окружности. Втулка 252 может быть помещена вокруг блоков и/или порошкового электроизоляционного материала. Например, втулка 252 может помещаться вокруг блоков из электроизоляционного материала по фиг.23, спрессованного порошкового электроизоляционного материала по фиг.33 или комбинации из изображенных блоков и порошкового материала.
По некоторым вариантам осуществления втулка 252 включает в себя ребра 326. Ребра 326 могут быть поднятыми частями втулки 252 (например, высокими точками на внешнем диаметре втулки). Форма и размер ребер 326 могут соответствовать обжимным частям пресса, используемого для механического сжатия втулки 252. Например, втулка 252 может сжиматься при помощи механической компрессионной системы с гидравлическим приводом, которая сжимает втулку по окружности. Например, втулка 252 может сжиматься при помощи обжимного инструмента Pyplok® фирмы Tube-Mac® Industries (г. Стоуни Крик, провинция Онтарио, Канада).
Обжимающие части пресса сжимают ребра 326 до тех пор, пока ребра не будут прижаты почти что к наружному диаметру остальных частей втулки 252 (диаметр ребер, по существу, аналогичен диаметру остальной части втулки). На фиг.40 изображен один из вариантов осуществления втулки 252 на изолированных проводниках 212A, 212B после того как втулка и ребра 326 были сжаты по окружности. При сжатии ребер 326 по окружности (радиально) электроизоляционный материал внутри втулки 252 сжимается и соединяет втулку с изолированными проводниками 212A, 212B. Втулка 252 также может быть соединена с изолированными проводниками 212A, 212B. Например, концы втулки 252 могут быть приварены к оболочкам изолированных проводников 212A, 212B.
Изображенные здесь фитинги (включая, но не ограничиваясь, фитинг 250 (по фиг.5, 7, 18, 19, 20 и 21), фитинг 270 (по фиг.8), фитинг 298 (по фиг.14, 15 и 16), варианты осуществления фитинга, состоящего из внутренней втулки 252A и внешней втулки 252B (по фиг.22-25), а также варианты осуществления втулки 252 (по фиг.34, 39 и 40) могут образовывать прочные электрические и механические соединения между изолированными проводниками. Например, изображенные здесь фитинги подходят для продолжительной эксплуатации при напряжении свыше 1000 В, свыше 1500 В или свыше 2000 В и температуре по меньшей мере примерно в 650°C, по меньшей мере примерно в 700°C, по меньшей мере примерно в 800°C.
По некоторым вариантам осуществления изображенные здесь фитинги соединяют изолированные проводники, используемые для нагрева (например, изолированные проводники, расположенные в углеводородсодержащем слое), с изолированными проводниками, не используемыми для нагрева (например, изолированными проводниками, используемыми на перекрывающих участках пласта). Сердечник нагревающего изолированного проводника может быть меньше, чем у ненагревающего изолированного проводника и может быть изготовлен из другого материала сердечника. Например, сердечник нагревающего изолированного проводника может быть изготовлен из медно-никелевого сплава, нержавеющей стали или углеродистой стали, тогда сердечник ненагревающего изолированного проводника может быть изготовлен из меди. Однако вследствие разницы в размерах и электрических свойствах материалов сердечников толщина электроизоляции на разных участках может достаточно сильно отличаться и подобную разницу невозможно компенсировать единственным фитингом, соединяющим изолированные проводники. Поэтому по отдельным вариантам осуществления между нагревающим изолированным проводником и ненагревающим изолированным проводником может использоваться короткий сегмент промежуточного нагревающего изолированного проводника.
Диаметр сердечника промежуточного нагревающего изолированного проводника может сходить на конус от диаметра сердечника ненагревающего изолированного проводника к диаметру сердечника нагревающего проводника, если его материал сердечника аналогичен материалу сердечника ненагревающего изолированного проводника. Например, промежуточный нагревающий изолированный проводник может быть изготовлен из меди, а диаметр его сердечника может сходить на конус до такого же диаметра, как и у нагревающего изолированного проводника. Поэтому толщина электроизоляции у фитинга, соединяющего промежуточный изолированный проводник и нагревающий изолированный проводник, такая же, как и толщина электроизоляции у нагревающего изолированного проводника. Одинаковая толщина позволяет легко соединять изолированные проводники в фитинге. Промежуточный нагревающий изолированный проводник может создавать некоторое падение напряжения и некоторую потерю тепла из-за меньшего диаметра сердечника, однако поскольку промежуточный нагревающий изолированный проводник может быть относительно небольшим по длине, подобные потери будут минимальны.
По некоторым вариантам осуществления фитинг для соединения изолированных проводников спрессовывается или сжимается для улучшения электроизоляционных свойств (диэлектрических характеристик) электроизоляционного материала внутри фитинга. Например, спрессовывание электроизоляционного материала внутри фитинга позволяет улучшить равномерность электроизоляционного материала и/или устранить пустоты или иные места сопряжении в электроизоляционном материале.
По отдельным вариантам осуществления блоки из электроизоляционного материала (например, оксида магния) спрессовываются в фитинге. По отдельным вариантам осуществления порошковый электроизоляционный материал спрессовывается в фитинге. По отдельным вариантам осуществления в фитинге используются комбинации из порошкового материала и/или блоков из электроизоляционного материала. Помимо этого, могут использоваться комбинации из разных типов электроизоляционного материала (например, комбинация из оксида магния и нитрида бора).
В рассматриваемых здесь вариантах осуществления, где используется порошковый электроизоляционный материал, порошковый материал обладает определенными свойствами, улучшающими спрессовывание (высокую плотность при спрессовывании). По отдельным вариантам осуществления порошковый материал имеет заданное распределение частиц по размерам (например, для порошкового оксида магния распределение частиц по размерам может находиться в диапазоне примерно от 100 мкм до примерно 200 мкм). Требуемый диапазон может выбираться таким образом, чтобы порошковый материал спрессовывался до необходимой плотности. Другие свойства порошкового материала, которые могут выбираться для обеспечения необходимой плотности при спрессовывании включают в себя, но не ограничены только ими, форму частиц, наличие примесей (например, содержание примесей, таких как кремний или кальций), фрикционные свойства стенок (угол трения о стенки), спрессовываемость при стандартном усилии (спрессовывание в цилиндре стандартного размера при одинаковом усилии) и угол бункера для обеспечения массового перетекания в бункере. Комбинация из одного или нескольких подобных свойств может указывать на спрессовываемость порошкового материала и/или способность порошкового материала течь во время сжатия или спрессовывания.
Фитинг, используемый для соединения изолированных проводников, может спрессовываться механически, пневматически и/или гидравлически. Спрессовывание фитинга позволяет улучшить диэлектрические характеристики электроизоляционного материала таким образом, чтобы электроизоляционный материал имел диэлектрические характеристики, аналогичные диэлектрическим характеристикам электроизоляции у изолированных проводников. По отдельным вариантам осуществления диэлектрический материал, спрессованный в фитинге, может обладать более высокими диэлектрическими характеристиками, чем электроизоляция у изолированных проводников.
Например, электроизоляция (оксид магния) в изолированном проводнике обычно имеет плотность примерно от 78% до 82%. Неспрессованный порошковый оксид магния может иметь плотность примерно от 50% до примерно 55%. Блоки из оксида магния могут иметь плотность примерно в 70%. По некоторым вариантам рассматриваемого здесь фитинга электроизоляция внутри фитинга после спрессовывания или сжатия имеет плотность, отличающуюся примерно не более чем на 15%, примерно не более чем на 10% или примерно не более чем на 5% от плотности изолированных проводников, соединяемых с фитингом. По отдельным вариантам рассматриваемого здесь фитинга электроизоляция внутри фитинга после спрессовывания или сжатия имеет более высокую плотность, чем плотность изолированных проводников, соединяемых с фитингом. Например, электроизоляция внутри фитинга может иметь плотность примерно до 85%.
По некоторым рассматриваемым здесь вариантам осуществления усилительная втулка или иное ослабляющее натяжение устройство помещается вблизи или рядом с местом соединения изолированных проводников. На фиг.41 изображен один из вариантов осуществления усилительных втулок 328 на соединенных изолированных проводниках 212A, 212B. Усилительные втулки 328 обеспечивают ослабление натяжения для увеличения прочности соединения между изолированными проводниками. Усилительные втулки 328 позволяют наматывать, разматывать и натягивать с напряжением соединенные изолированные проводники для установки/извлечения в стволах скважин и/или в монтажном кабелепроводе (например, на койлтюбинговой установке).
На фиг.42 показано изображение в разобранном виде по другому варианту осуществления фитинга 270, используемого для соединения изолированных проводников 212A, 212B, 212C. По некоторым вариантам осуществления фитинг 270 включает в себя фитинг 274 для ослабления натяжения, электрическую шину 330, цилиндр 332 и концевую крышку 272. На фиг.43-50 изображен один из вариантов осуществления способа для установки фитинга 270 на концах изолированных проводников 212A, 212B, 212C.
На фиг.43 изолированные проводники 212A, 212B, 212C проходят через продольные отверстия в фитинге 274 для ослабления натяжения. Фитинг 274 для ослабления натяжения может быть концевой заделкой для изолированных проводников 212A, 212B, 212C. После помещения изолированных проводников 212A, 212B, 212C в фитинг 274 для ослабления натяжения, изолированные проводники 212A, 212B, 212C выравниваются в фитинге 274 для ослабления натяжения, а часть сердечников 214A, 214B, 214C, выступающих из фитинга, оголяется. Сердечники 214A, 214B, 214C оголяются путем удаления концевых частей оболочек и электроизоляции с изолированных проводников 212A, 212B, 212C, проходящих через фитинг 274 для ослабления натяжения.
По некоторым вариантам осуществления концевые части сердечников 214A, 214B, 214C, проходящих через фитинг 274 для ослабления натяжения, припаяны к фитингу для ослабления натяжения. Примеры материалов для пайки включают в себя, но не ограничены только ими, никелевые припои, такие как AWS 5.8 BNi-2 для материалов с низким содержанием серы и AWS 5.8 BNi-5A для материалов с высоким содержанием серы. Материал для пайки может быть текучим во время пайки, заполняя и герметизируя зазоры между сердечниками 214A, 214B, 214C и фитингом 274 для ослабления натяжения. Герметизация зазоров не позволяет текучей среде затекать внутрь фитинга 270. Пайка концевых частей сердечника 274 позволяет расположить сердечники ближе друг к другу и уменьшить размер фитинга для ослабления натяжения. Уменьшение фитинга 274 для ослабления натяжения позволяет уменьшить диаметр фитинга 270 и ствола скважины для нагревателя, поскольку обычно именно концевая заделка (фитинг 270) является ключевым фактором, определяющим размер ствола скважины. По отдельным вариантам осуществления оболочки изолированных проводников 212A, 212B, 212C соединены с фитингом 274 для ослабления натяжения. Например, оболочки могут быть приварены (сплошным швом внахлестку) к фитингу 274 для ослабления натяжения.
На фиг.44 первый цилиндр 332A соединен с концом фитинга 274 для ослабления натяжения с выступающими сердечниками 214A, 214B, 214C. Первый цилиндр 332A может быть приварен по месту к концу фитинга 274 для ослабления натяжения. Продольная длина первого цилиндра 332A может быть меньше длины выступающих сердечников 214A, 214B, 214C. Поэтому, по меньшей мере часть сердечников может выступать за пределы длины первого цилиндра 332A.
После соединения первого цилиндра 332A с фитингом 274 для ослабления натяжения цилиндр заполняется электроизоляционным материалом 256, который по меньшей мере частично покрывает сердечники 214A, 214B, 214C, как это показано на фиг.45. Поэтому, по меньшей мере часть сердечников продолжает выступать над электроизоляционным материалом 256. Электроизоляционный материал 256 может включать в себя порошковый материал и/или блоки из электроизоляционного материала (например, из оксида магния). По некоторым вариантам осуществления электроизоляционный материал 256 спрессовывается внутри первого цилиндра 332A. Электроизоляционный материал 256 может спрессовываться гидравлически и/или механически при помощи спрессовывающего инструмента. Например, усилие к спрессовывающему инструменту может прикладываться при помощи поршня гидравлического пресса. На фиг.51 изображен один из вариантов осуществления спрессовывающего инструмента 334A, который может использоваться для спрессовывания электроизоляционного материала 256. В спрессовывающем инструменте 334A могут иметься отверстия, позволяющие одевать инструмент на сердечники 214A, 214B, 214C при спрессовывании электроизоляционного материала. После спрессовывания во время вышеуказанного и последующих этапов поверхность электроизоляционного материала 256 может иметь рубцы. Рубцы на поверхности электроизоляционного материала 256 улучшают сцепление между слоями электроизоляционного материала во время спрессовывания слоев.
По некоторым вариантам осуществления после спрессовывания электроизоляционного материала 256 в цилиндре 332A, выступающие части сердечников 214A, 214B, 214C соединяются с электрической шиной 330, как это показано на фиг.46. Электрическая шина 330 может быть, например, изготовлена из меди или другого материала, подходящего для электрического соединения сердечников 214A, 214B, 214C между собой. По отдельным вариантам осуществления электрическая шина 330 приваривается к сердечникам 214A, 214B, 214C.
После соединения электрической шины 330 с сердечниками 214A, 214B, 214C второй цилиндр 332B может соединяться с первым цилиндром 332A, образуя цилиндр 332 вокруг выступающих частей сердечников, как это показано на фиг.47. По отдельным вариантам осуществления цилиндр 332 является единственным цилиндром, соединяемым с фитингом 274 для ослабления натяжения во время единственного этапа. По отдельным вариантам осуществления цилиндр 332 включает в себя два или более цилиндров, соединяемых с фитингом 274 для ослабления натяжения во время нескольких этапов.
Второй цилиндр 332B может привариваться по месту к концу первого цилиндра 332A. Как показано на фиг.47, продольная длина готового цилиндра 332 может превышать длину выступающих сердечников 214A, 214B, 214C. Поэтому, сердечники могут находиться в пределах границ цилиндра 332.
После формирования цилиндра 332 электроизоляционный материал 256 добавляется в цилиндр до такого уровня, чтобы он находился вровень с верхней частью сердечников 214A, 214B, 214C и электрической шиной 330, как это показано на фиг.48. По некоторым вариантам осуществления электроизоляционный материал 256, находящийся на уровне по фиг.48, спрессовывается (например, спрессовывается механически). На фиг.52 изображен один из вариантов осуществления спрессовывающего инструмента 334B, который может использоваться для спрессовывания электроизоляционного материала 256. У спрессовывающего инструмента 334B может иметься кольцеобразная деталь, позволяющая устанавливать инструмент на электрическую шину 330 и сердечники 214A, 214B, 214C во время спрессовывания электроизоляционного материала.
После спрессовывания материала на уровне верхней части электрической шины 330 и сердечников 214A, 214B, 214C в цилиндр добавляется дополнительный электроизоляционный материал 256 для полного покрытия электрической шины и сердечников, как это показано на фиг.49. Таким образом, сердечники и электрическая шина, по существу, упаковываются в электроизоляционный материал 256. По некоторым вариантам осуществления электроизоляционный материал 256, добавляемый в цилиндр 332 для упаковывания сердечников, спрессовывается (например, спрессовывается механически). На 53 изображен один из вариантов осуществления спрессовывающего инструмента 334C, который может использоваться для окончательного спрессовывания электроизоляционного материала 256.
После окончательного спрессовывания электроизоляционного материала 256 концевая крышка 272 соединяется (приваривается) к цилиндру 332, образуя фитинг 270. По отдельным вариантам осуществления форма концевой крышки 272 позволяет использовать ее в качестве направляющих при установке изолированных проводников 212A, 212B, 212C в стволе скважины или установочном устройстве (например, койлтюбинговой установке). По отдельным вариантам осуществления фитинг 270 используется с изолированными проводниками в качестве однофазных нагревателей. Например, фитинг 270 может использоваться с двумя изолированными проводниками, соединенными в виде шпилечного соединения внутри фитинга, при котором один изолированный проводник используется в качестве питающего проводника, а другой - в качестве обратного провода. Фитинг 270 также может использоваться с одним изолированным проводником, в этом случае оболочка изолированного проводника используется для возврата тока на поверхность пласта.
Механическое спрессовывание электроизоляционного материала внутри фитинга 270 позволяет получить фитинг с более высоким механическим напряжением пробой и/или рабочей температурой, чем у фитингов, заполненных электроизоляционным материалом и подвергаемых вибрации для спрессовывания электроизоляционного материала. Например, фитинг 270 может эксплуатироваться при напряжениях свыше примерно 6 кВ и температурах свыше примерно 1300°F (примерно 700°C). Поскольку фитинг 270 (концевая заделка фитинга) может эксплуатироваться при температурах свыше примерно 700°C, фитинг может использоваться в нагреваемых слоях подземного пласта (например, слоях, подвергаемых пиролизации). Поэтому конец нагревателя не нужно помещать в более холодную часть пласта, а ствол скважины нагревателя возможно не потребуется бурить столь глубоко в пласте или в разных типах пластов.
По некоторым вариантам осуществления вышедший из строя трехфазный нагреватель преобразуется в однофазный при использовании одного и того же источника питания. Если, например, один сегмент трехфазного нагревателя выйдет из строя (замкнет на массу), то остальные два сегмента нагревателя могут использоваться в качестве однофазного нагревателя, в котором один сегмент выступает в качестве питающего проводника, а другой сегмент выступает в качестве обратного провода. Для перевода нагревателя в однофазный режим между нейтральным проводом источника трехфазного питания (трансформатором) и замкнувшим на массу сегментом нагревателя устанавливается резистор с высоким импедансом. Резистор устанавливается последовательно с замкнувшим на массу сегментом нагревателя. За счет высокого сопротивления резистора напряжение снимается с замкнувшего на землю сегмента и подается на резистор. Таким образом, резистор используется для снятия электропитания с замкнувшего на массу сегмента таким образом, что через замкнувший на массу сегмент проходит слабый ток, либо ток вообще не проходит. После подключения резистора между нейтральным проводом трансформатора и замкнувшим на массу сегментом остальные два сегмента нагревателя работают в однофазном режиме таким образом, что ток, проходящий через один сегмент, проходит через концевую заделку и возвращается на другой сегмент.
При использовании нагревателя в трехфазном режиме напряжение на концевой заделке приближается к нулю, поскольку три сегмента сдвинуты по фазе на 120° для балансирования напряжений между тремя сегментами (напряжение не может быть полностью равно нулю, если между сегментами контура существует любой дисбаланс). Концевая заделка трехфазного нагревателя обычно изолирована от земли. При переводе нагревателя в однофазный режим напряжение на концевой заделке увеличивается с напряжения почти равного нулю до примерно половины выходного напряжения источника питания. Напряжение на концевой заделке увеличивается при эксплуатации в однофазном режиме, поскольку в данном случае ток проходит через два рабочих сегмента линейно, а концевая заделка находится в средней точке цепи. Например, при эксплуатации в трехфазном режиме от источника питания в 480 В, напряжение на каждом из сегментов может составлять примерно 277 В, а на концевой заделке, внизу нагревателя - примерно 0 В. После перевода в однофазный режим эксплуатации, с последовательно установленным резистором на замкнутом на массу сегменте, сегменты, работающие в однофазном режиме, создают напряжение примерно в 240 В на концевой заделке, внизу нагревателя.
Поскольку напряжение для нагрева подземного или углеводородсодержащего пласта до температуры мобилизации и/или пиролиза обычно является очень высоким из-за большой длины проводников (например, примерно 1 кВ или выше), концевая заделка, для того, чтобы ее можно было использовать в однофазном режиме, должна выдерживать еще боле высокое напряжение. Концевые заделки, используемые для подземного нагревания, обычно не могут эксплуатироваться при таком высоком напряжении. Между тем, поскольку фитинг 270 может работать при напряжениях свыше 6 кВ, фитинг 270 позволяет преобразовывать вышедший из строя высоковольтный трехфазный подземный нагреватель для эксплуатации в однофазном режиме.
Примеры
Ниже приведены неограничивающие примеры.
Образцы с использованием варианта осуществления фитинга по фиг.5.
Используя вариант осуществления фитинга 250, аналогичный варианту осуществления по фиг.5, при помощи гидравлического пресса были изготовлены образцы со средневольтным изолированным проводником, пригодным для использования в подземном нагревателе, расположенным с одной стороны фитинга, и средневольтным изолированным проводником, пригодным для использования в качестве кабеля в перекрывающей породе, расположенным с другой стороны фитинга. В качестве изолирующего материала в фитингах использовался оксид магния. Длина образцов от одного конца проводника с минеральной изоляцией до другого составляла 6 футов (1.829 м). Перед проведением электрических испытаний образцы были помещены в печь длиной 6 ½ фута (1.981 м). После охлаждения до 150°F (65.56°C) концы проводников с минеральной изоляцией были загерметизированы эпоксидной смолой. После этого образцы были помещены в печь длиной 3 фута (0.9144 м) для разогрева образцов, а затем на образцы было подано напряжение с использованием измерителя высокого напряжения на 5 кВ (максимум), способного измерять как общие, так и фактические компоненты тока утечки. Три термопары были установлены на образцы и усреднены для проведения температурных измерений. Образцы были помещены в печь таким образом, чтобы фитинг находился в центре печи. При помощи измерителя высокого напряжения был измерены параметры внешнего постоянного тока и токи утечки переменного тока.
Всего было испытано восемь образцов при температуре около 1000°F (537.8°C) и напряжении до 5 кВ. У одного образца, испытанного при 5 кВ ток утечки составил 2.28 мА, а другого ток утечки составил 6.16 мА. У трех других образцов, испытанных при напряжении в 5 кВ, сердечники которых были параллельно соединены между собой, совокупный ток утечки составил 11.7 мА или в среднем 3.9 мА на кабель, при этом три образца функционировали стабильно. У трех других образцов, испытанных при напряжении в 4.4 кВ, сердечники которых были параллельно соединены между собой, совокупный ток утечки составил 4.39 мА, однако они не смогли выдержать более высокое напряжение без размыкания измерителя высокого напряжения (это происходило когда ток утечки превышал 40 мА). Один из образцов, прошедший испытание при 5 кВ, был дополнительно испытан при окружающей температуре до пробоя. Пробой произошел при напряжении в 11 кВ.
Еще в общей сложности одиннадцать образцов были изготовлены для проведения дополнительных испытаний на пробой при окружающей температуре. У трех образцов минеральная изоляция изолированных проводников была разрезана перпендикулярно оболочке, тогда как у восьми других образцов минеральная изоляция изолированных проводников была разрезана под углом в 30° к оболочке. Из трех первых образцов с перпендикулярным разрезом первый образец выдержал до пробоя напряжение вплоть до 10.5 кВ, второй образец выдержал до пробоя напряжение вплоть до 8 кВ, тогда как третий образец выдержал до пробоя лишь напряжение в 500 В, что указывает на производственный брак в третьем образце. Из восьми образцов с разрезом в 30° два образца выдержали до пробоя напряжение в 10 кВ, три образца выдержали до пробоя напряжение от 8 кВ до 9.5 кВ, а три образца не выдержали напряжения или выдержали напряжение менее 750 В, что указывает на производственный брак в этих трех образцах.
Образцы с использованием варианта осуществления фитинга по фиг.8B.
Были изготовлены три образца с использованием варианта осуществления фитинга 270, аналогичного варианту осуществления по фиг.8B. Образцы были изготовлены с двумя изолированными проводниками вместо трех и прошли испытания на пробой при окружающей температуре. Один образец выдержал до пробоя напряжение в 5 кВ, второй образец выдержал до пробоя напряжение в 4.5 кВ, а третий образец смог выдержать лишь напряжение в 500 В, что указывает на производственный брак.
Образцы с использованием варианта осуществления фитинга по фиг.14 и 15.
Образцы с использованием варианта осуществления фитинга 298, аналогичного варианту осуществления по фиг.14 и 15, использовались для соединения двух изолированных проводников с сердечниками с наружными диаметрами ½ дюйма (1.27 см) и 0.7 дюйма (1.778 см). В качестве электроизоляционного материала использовался порошковый MgO (фирмы Muscle Shoals Minerals, г. Гринвиль, штат Теннеси, США). Фитинг был изготовлен из труб из нержавеющей стали марки 347Н, его внешний диаметр составлял 1.5 дюйма (3.81 см), толщина стенок - 0.125 дюйма (3.175 мм), а длина 7.0 дюймов (17.78 см). Образцы были помещены в печь, нагреты до 1050°F (565.6°C) и прошли цикл испытаний при подаче разных напряжений вплоть до 3.4 кВ. Образцы оказались работоспособны при всех напряжениях, но не смогли выдержать более высокого напряжения без размыкания измерителя высокого напряжения.
Во время второго испытания образцы, аналогичные образцам, рассмотренным выше, прошли короткий цикл испытаний на усталость при изгибе, а затем прошли электрические испытания в печи. Подобные образцы были помещены в печь, нагреты до 1050°F (565.6°C) и прошли цикл испытаний при подаче разных напряжений в 350 В, 600 В, 800 В, 1000 В, 1200 В, 1400 В, 1600 В, 1900 В, 2200 В и 2500 В. Значение токов утечки и стабильность образцов оказались приемлемыми вплоть до напряжения в 1900 В. Использование способов дополнительного уменьшения интенсивности электрического поля, таких как скашивание, сглаживание или округление краев фитинга или добавление ослабителей напряжения электрического поля внутрь фитинга позволяет расширить рабочий диапазон фитинга.
Следует понимать, что изобретение не ограничено конкретными рассмотренными системами, которые, разумеется, могут отличаться. Также следует понимать, что используемая здесь терминология относится лишь к описанию конкретных вариантов осуществления и не является ограничительной. В настоящем описании изобретения формы единственного числа артиклей "a", "an" и "the" включают в себя формы множественного числа, если из контекста прямо не следует обратное. Так, например, ссылка на «сердечник» включает в себя комбинацию из двух или нескольких сердечников, а ссылка на «материал» включает в себя смесь из материалов.
В настоящем патенте некоторые патенты США, патентные заявки США и другие материалы (например, статьи) включены по ссылке. Между тем текст подобных патентов США, патентных заявок США и других материалов включен по ссылке лишь в таком объеме, который не создает конфликта между подобным текстом и другими приводимыми здесь высказываниями и чертежами. В случае подобного конфликта любой подобный конфликтующий текст из подобных включенных по ссылке патентов США, патентных заявок США и других материалов определенно не является включенным по ссылке в настоящий патент.
После ознакомления с настоящим описанием изобретения специалистам в данной области техники станут очевидны другие модификации и альтернативные варианты осуществления различных аспектов изобретения. Поэтому настоящее описание изобретения следует рассматривать исключительно в качестве иллюстративного, цель которого заключается в том, чтобы объяснить специалистам в данной области техники общий подход по реализации изобретения. Следует понимать, что показанные и рассмотренные здесь формы изобретения являются на данный момент предпочтительными вариантами его осуществления. Элементы и материалы могут быть заменены на другие изображенные и рассмотренные здесь элементы и материалы, порядок частей и процессов может быть изменен, а некоторые признаки изобретения могут быть использованы по отдельности, на усмотрение специалистов в данной области техники, ознакомившихся с настоящим описанием изобретения. В рассмотренные здесь элементы могут быть внесены изменения, не выходящие за объем и сущность изобретения в том виде как оно изложено в прилагаемой формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПРЕССОВЫВАНИЕ ЭЛЕКТРОИЗОЛЯЦИИ ДЛЯ СОЕДИНЕНИЯ ИЗОЛИРОВАННЫХ ПРОВОДНИКОВ | 2011 |
|
RU2575861C2 |
| СИСТЕМЫ ДЛЯ СОЕДИНЕНИЯ ИЗОЛИРОВАННЫХ ПРОВОДНИКОВ | 2012 |
|
RU2587459C2 |
| СПОСОБЫ СОЕДИНЕНИЯ ИЗОЛИРОВАННЫХ ПРОВОДНИКОВ | 2011 |
|
RU2585776C2 |
| ИЗОЛЯЦИОННЫЕ БЛОКИ И СПОСОБЫ ИХ УСТАНОВКИ В НАГРЕВАТЕЛЯХ С ИЗОЛИРОВАННЫМ ПРОВОДНИКОМ | 2011 |
|
RU2570508C2 |
| ГИДРАВЛИЧЕСКИЕ ЗАБОЙНЫЕ ДВИГАТЕЛИ С УПОРНЫМ ПОДШИПНИКОМ С ПОВЫШЕННЫМ КРУТЯЩИМ МОМЕНТОМ | 2017 |
|
RU2725470C1 |
| МЕХАНИЧЕСКИЕ БАРЬЕРЫ ДЛЯ КОНТРОЛЯ ВНУТРИСКВАЖИННОГО ИЗНОСА И ОБЛОМКОВ ПОРОДЫ | 2017 |
|
RU2749874C1 |
| ЦЕЛЬНЫЙ СТЫК ДЛЯ ИЗОЛИРОВАННЫХ ПРОВОДНИКОВ | 2012 |
|
RU2610459C2 |
| СИСТЕМА КРЕПЛЕНИЯ КАТУШКИ СТАТОРА ДЛЯ НЕ ПОКРЫТЫХ ЛАКОМ СТАТОРОВ | 2010 |
|
RU2525233C2 |
| ФОРМИРОВАНИЕ ИЗОЛИРОВАННЫХ ПРОВОДНИКОВ С ИСПОЛЬЗОВАНИЕМ ЗАВЕРШАЮЩЕГО ЭТАПА СОКРАЩЕНИЯ ПОСЛЕ ТЕРМООБРАБОТКИ | 2012 |
|
RU2608384C2 |
| ИНДУКЦИОННЫЕ НАГРЕВАТЕЛИ ДЛЯ НАГРЕВАНИЯ ПОДЗЕМНЫХ ПЛАСТОВ | 2008 |
|
RU2510601C2 |
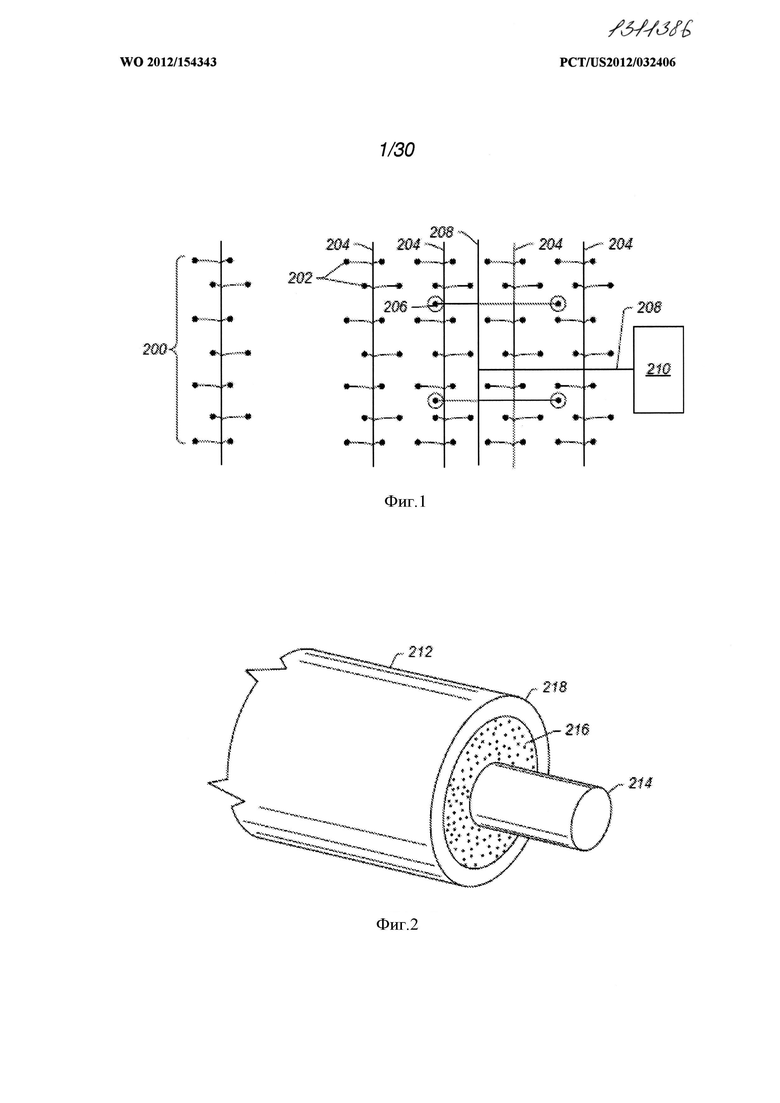
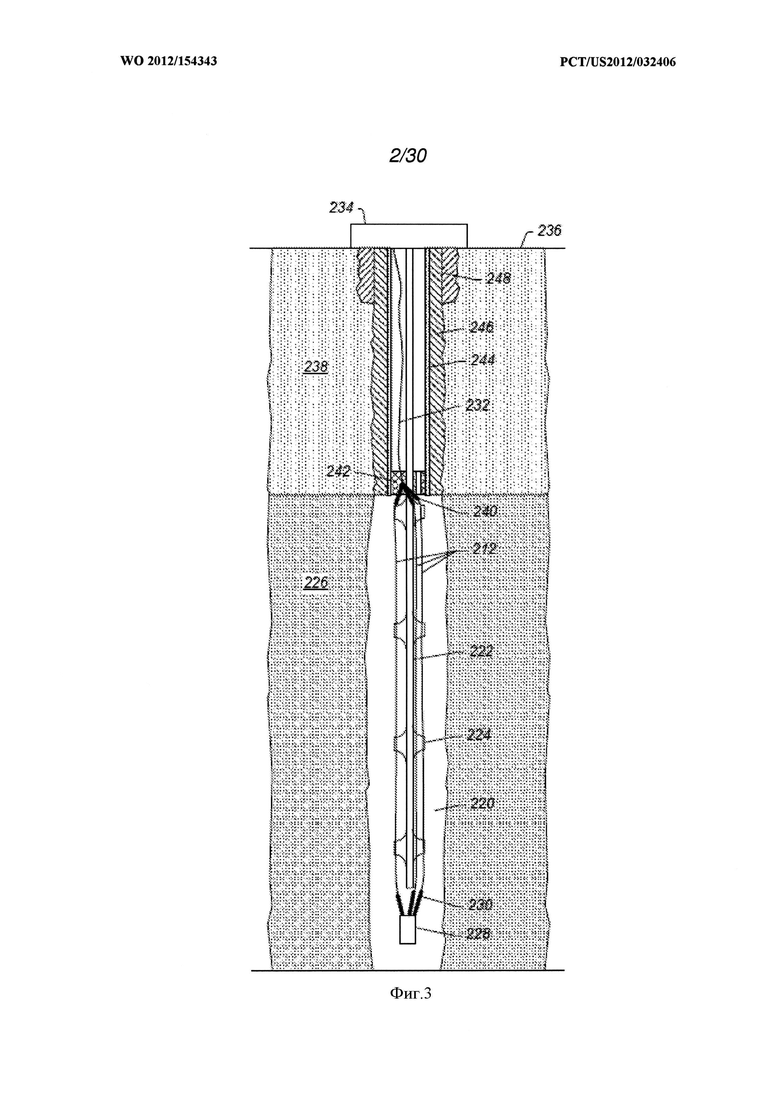
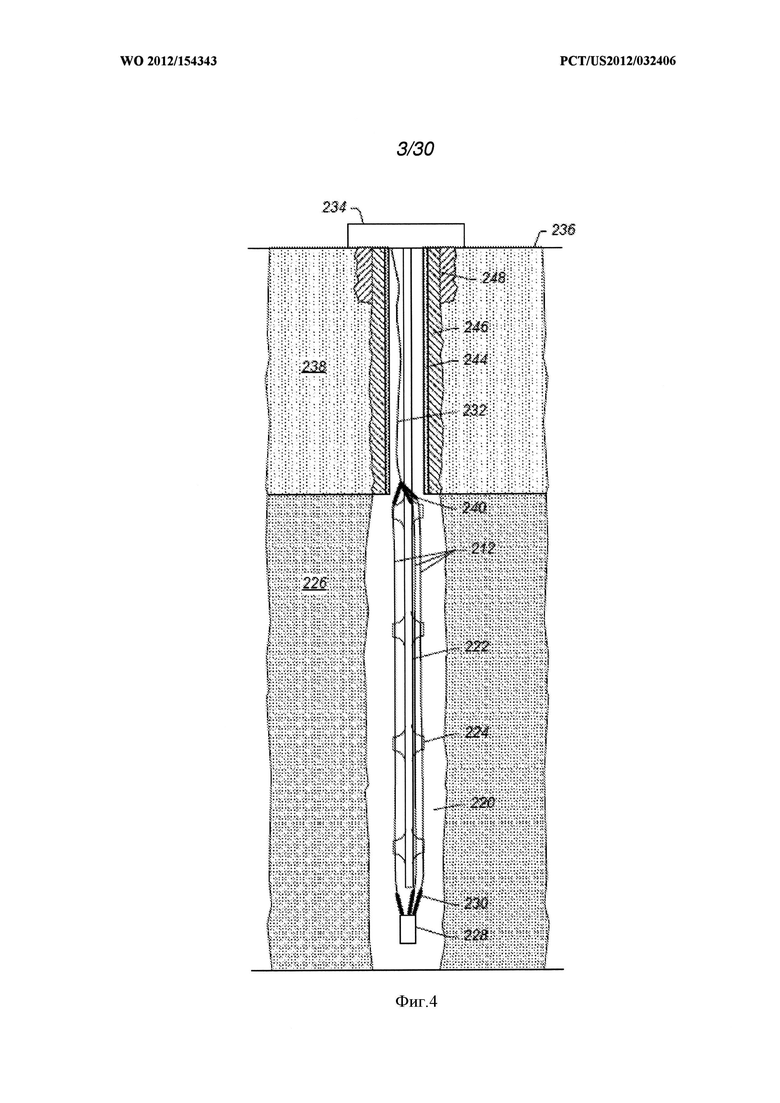
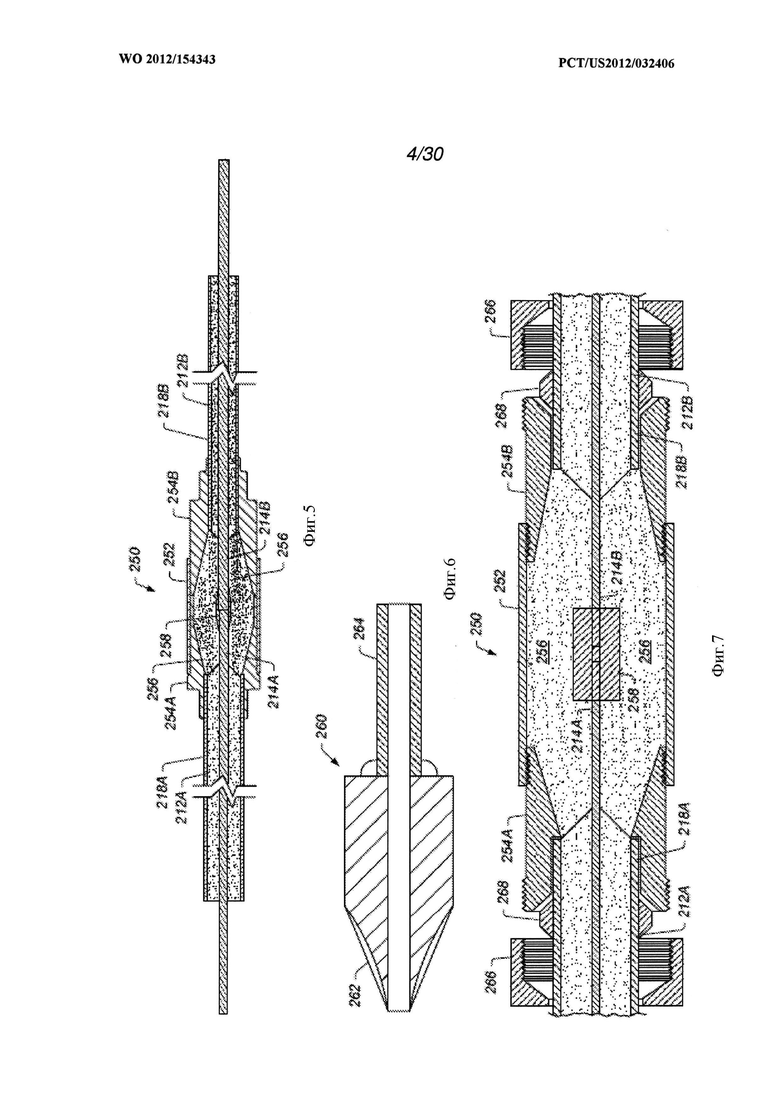
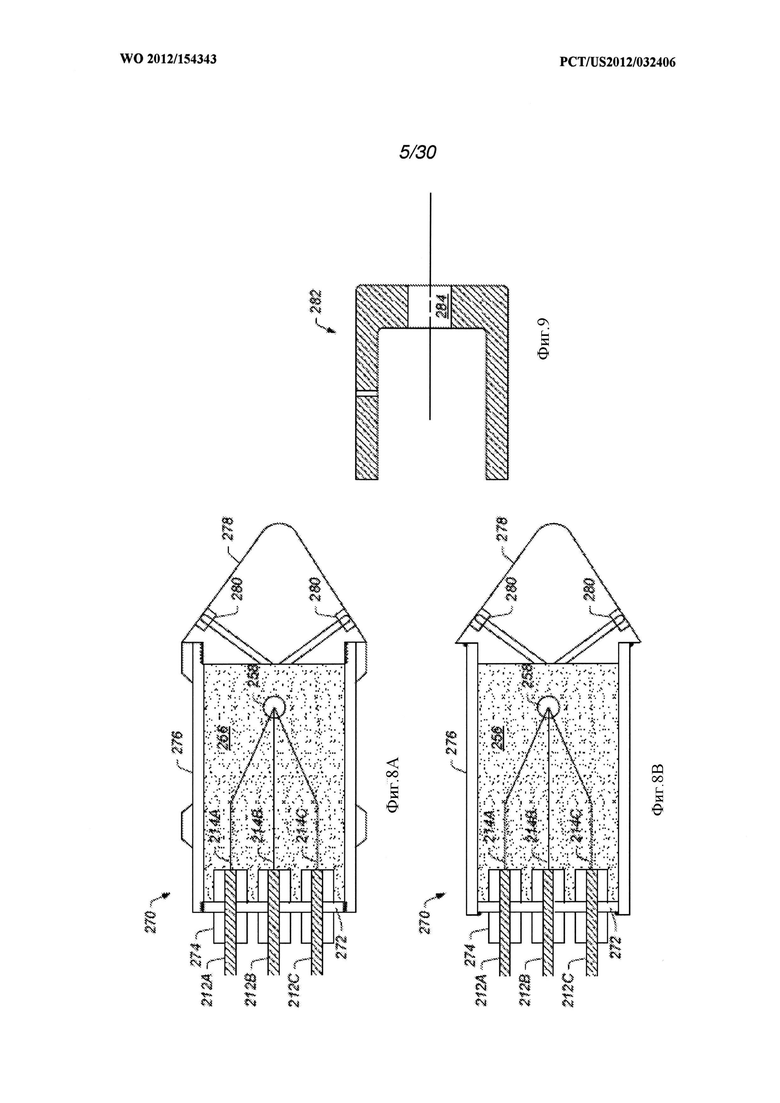
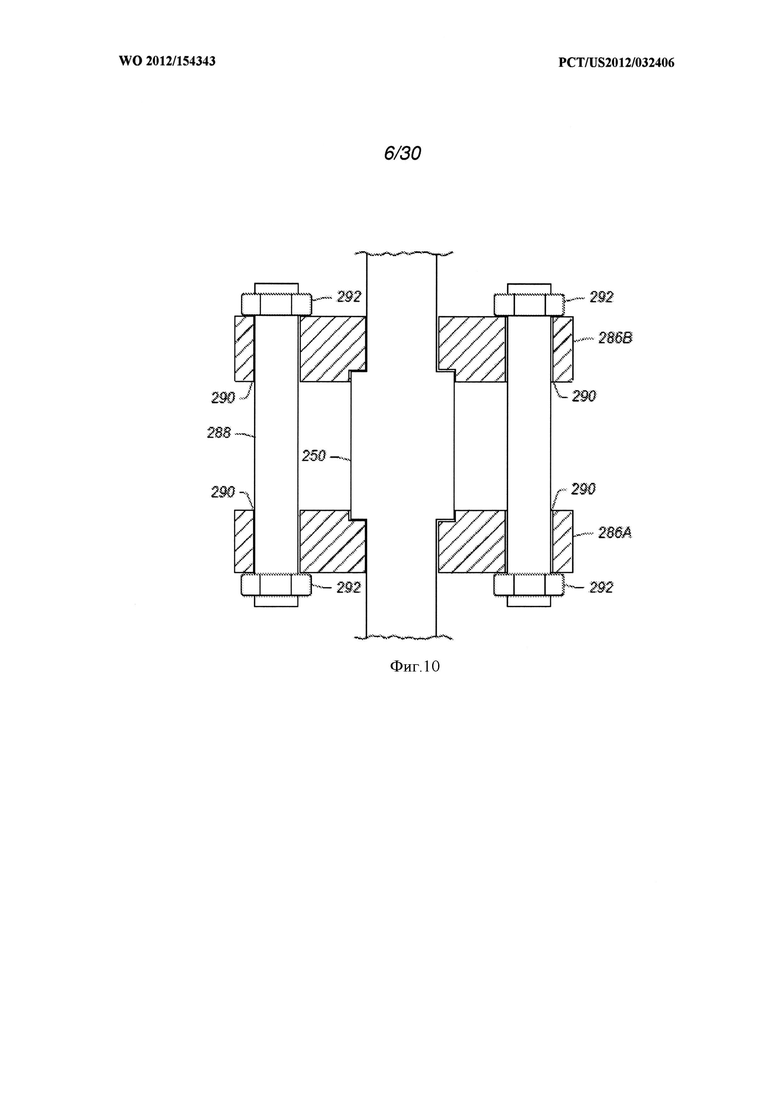
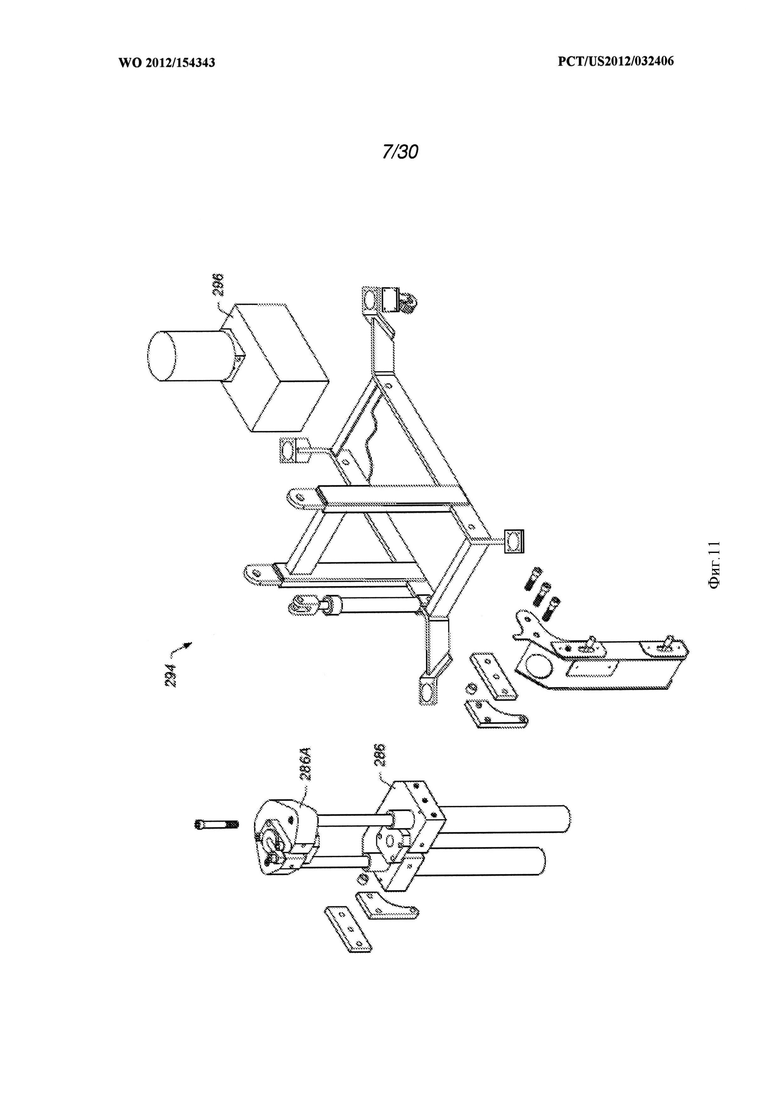
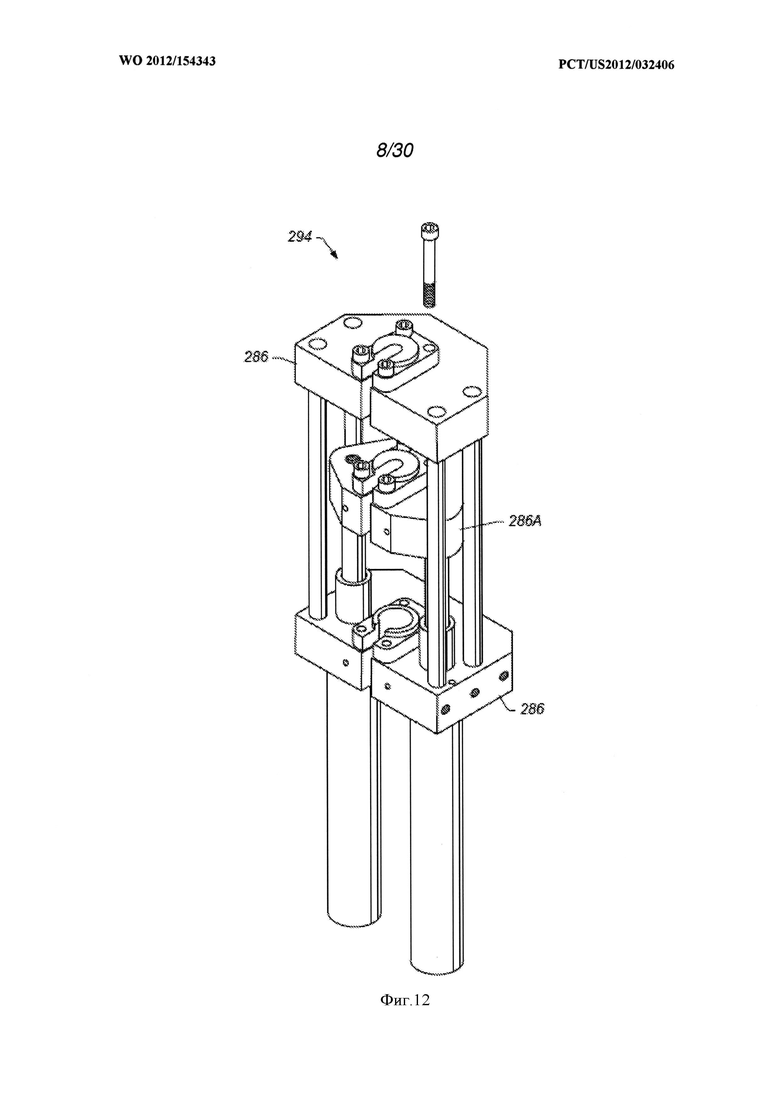
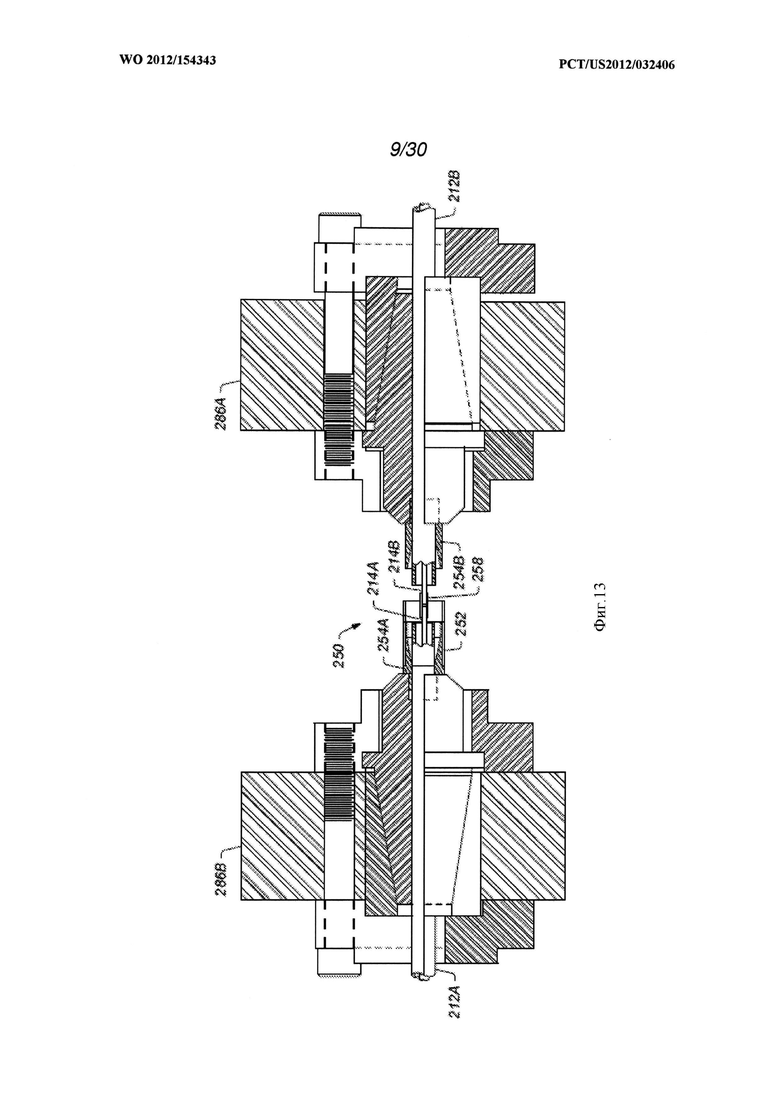
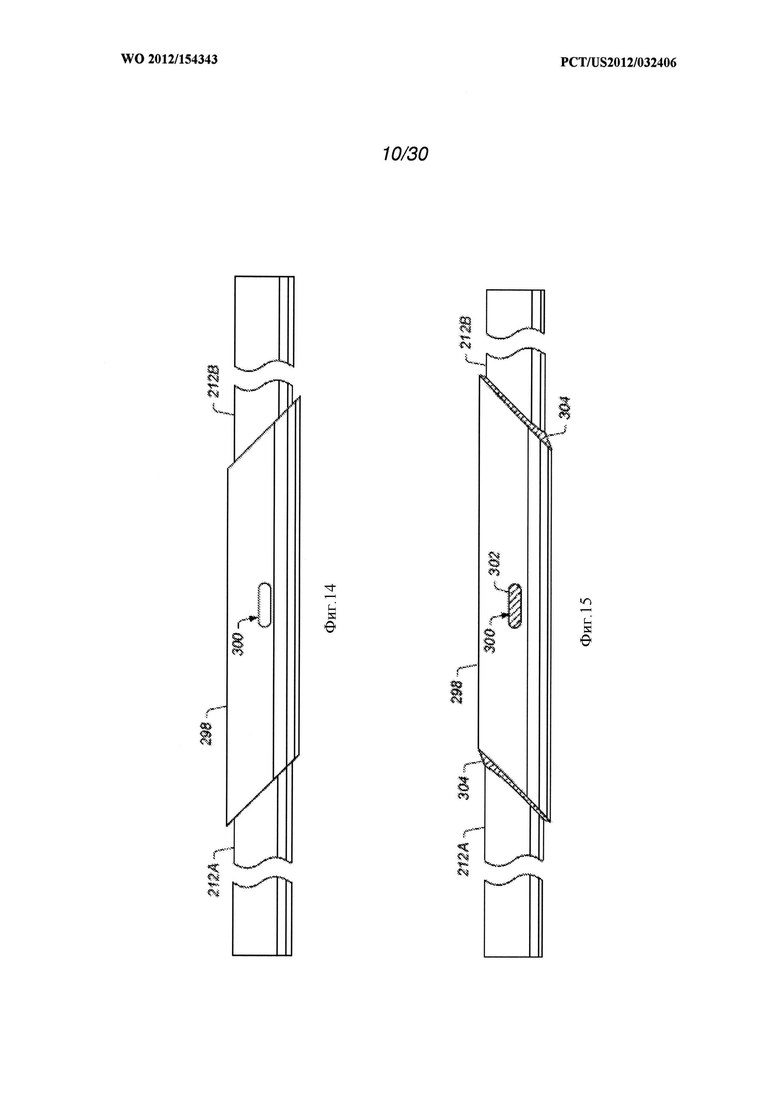
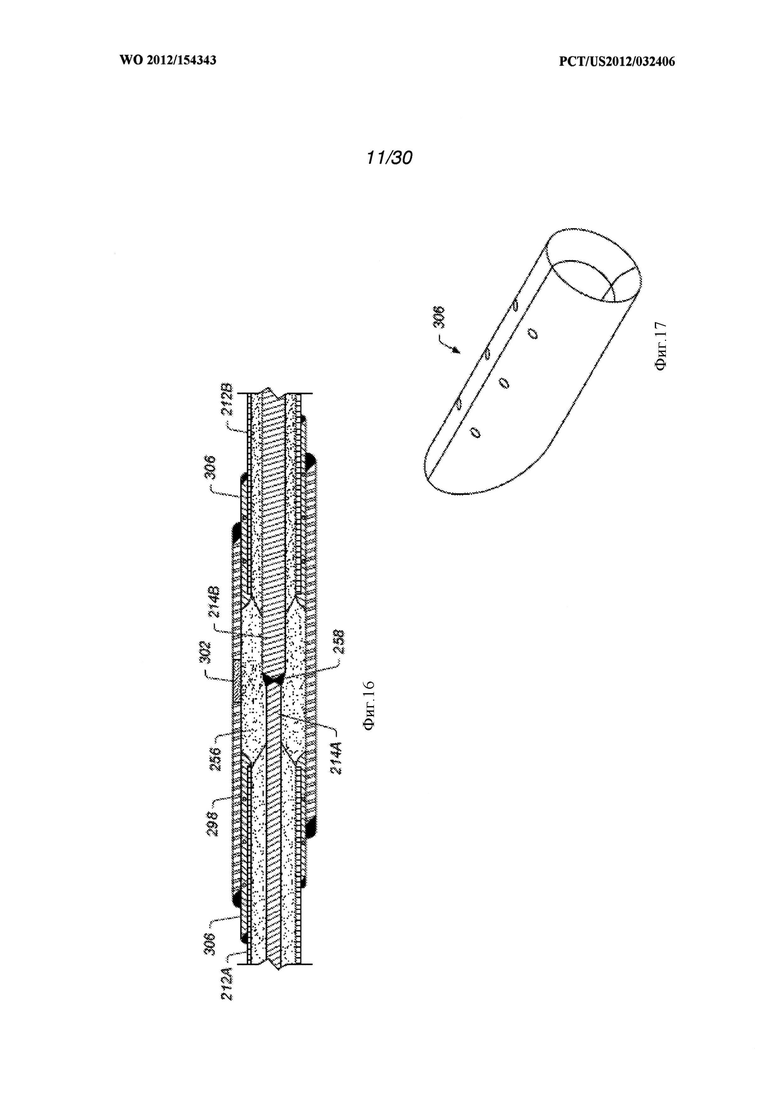
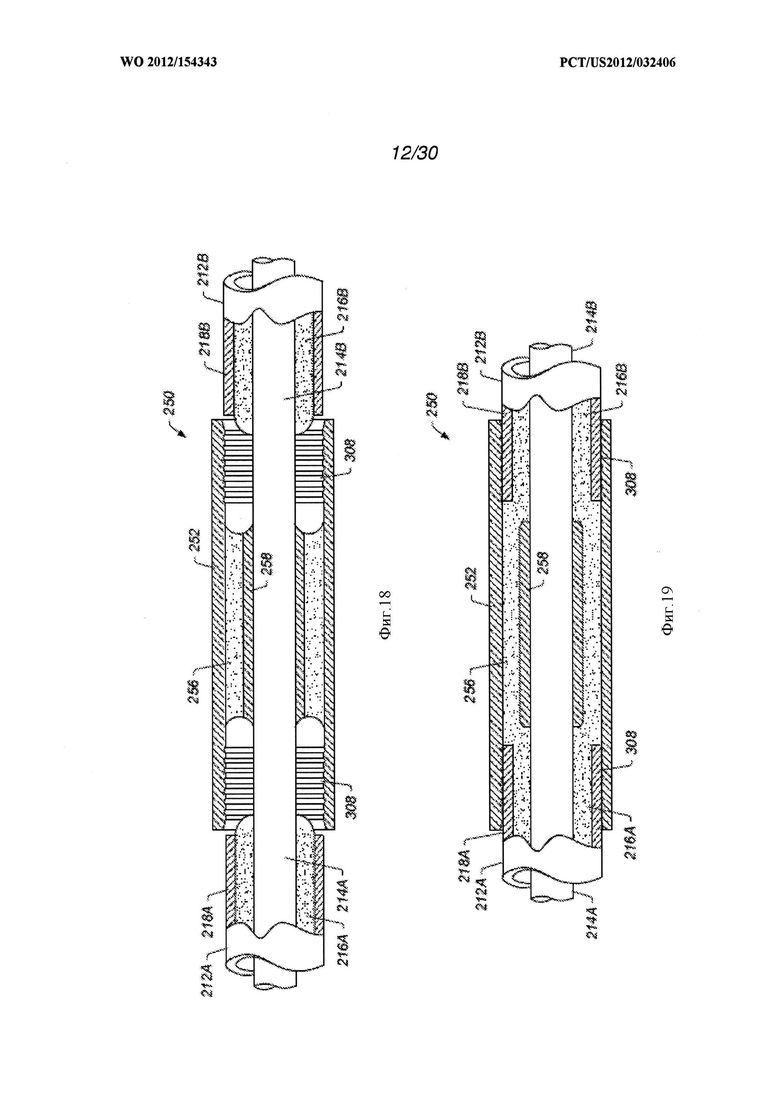
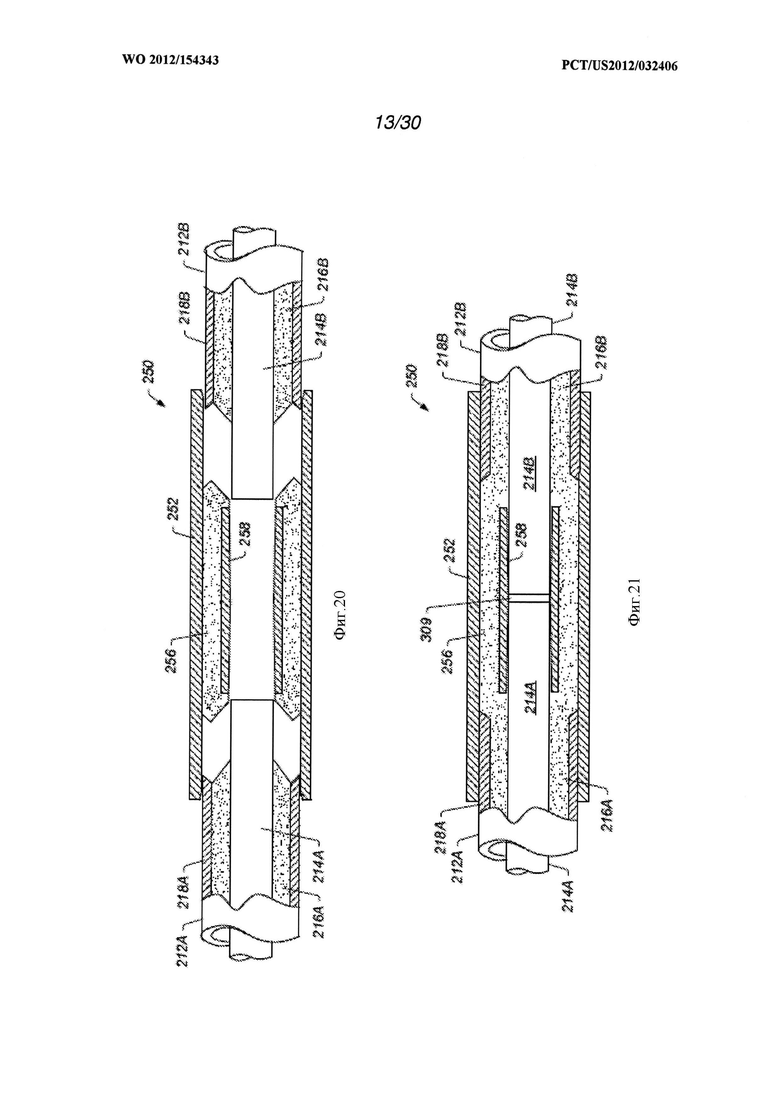
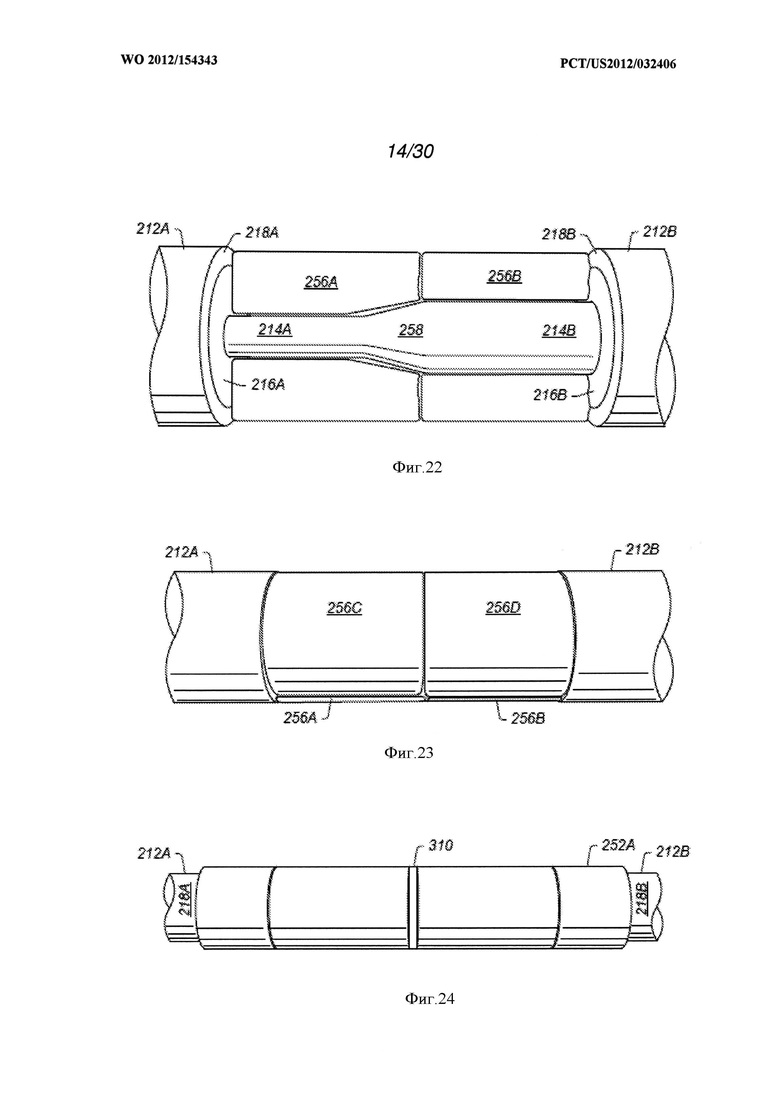
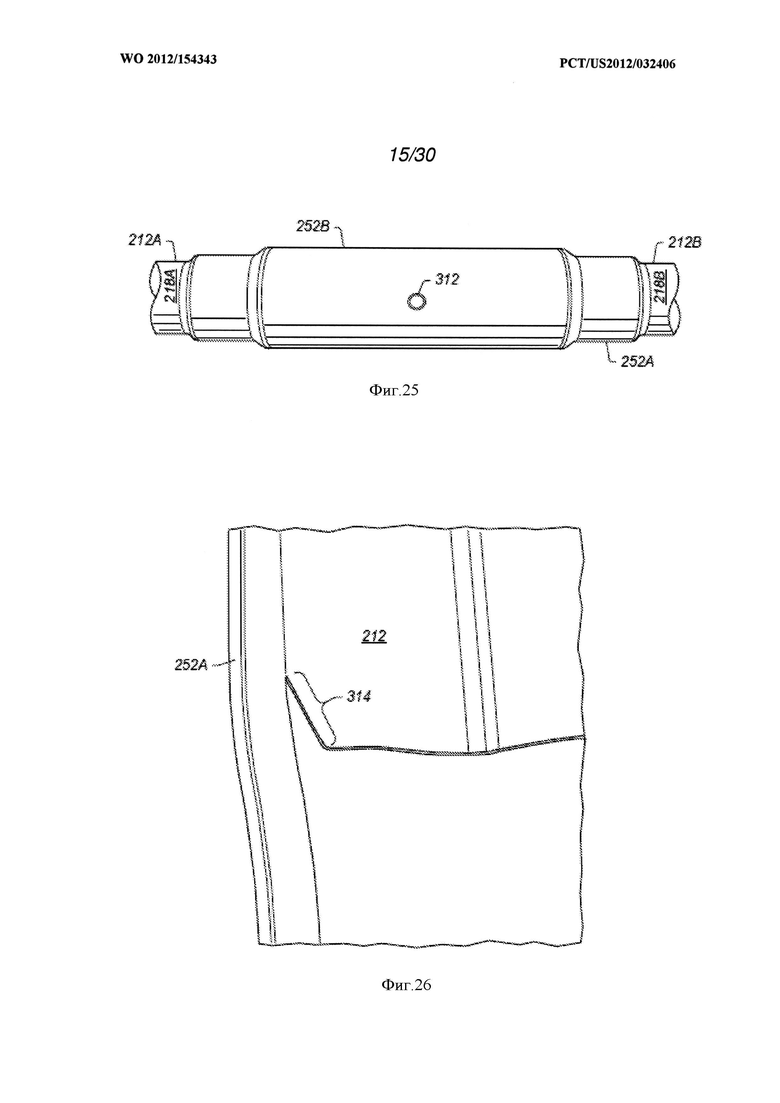
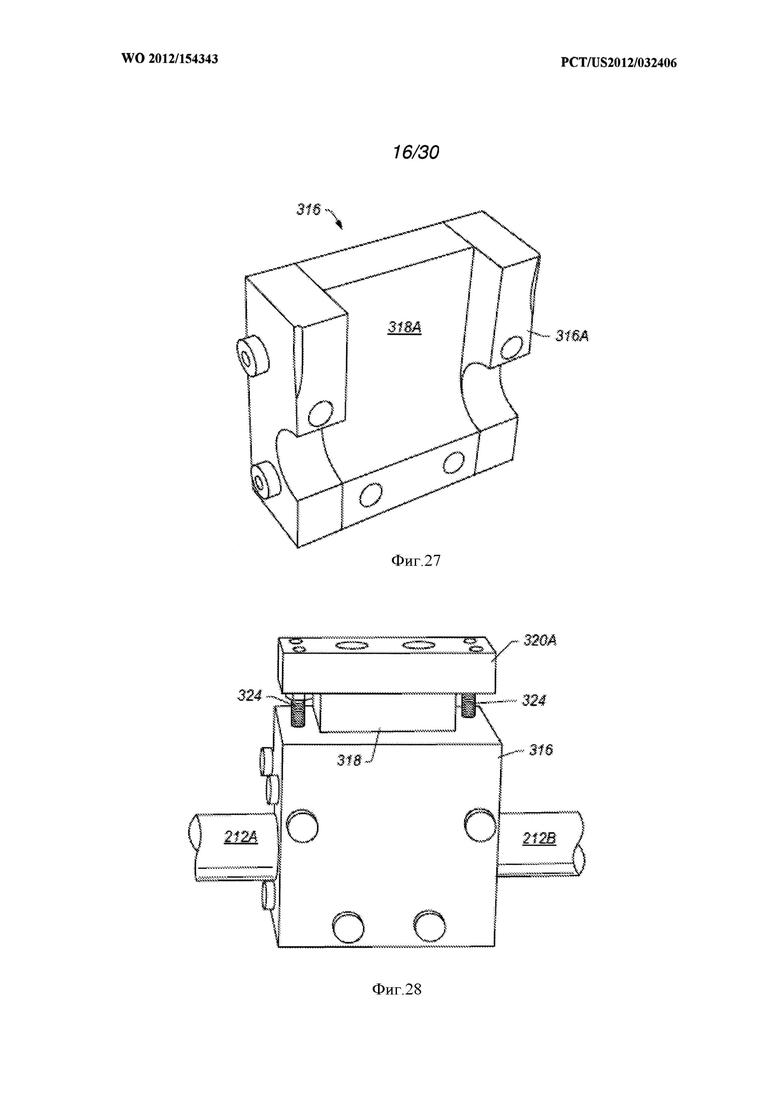
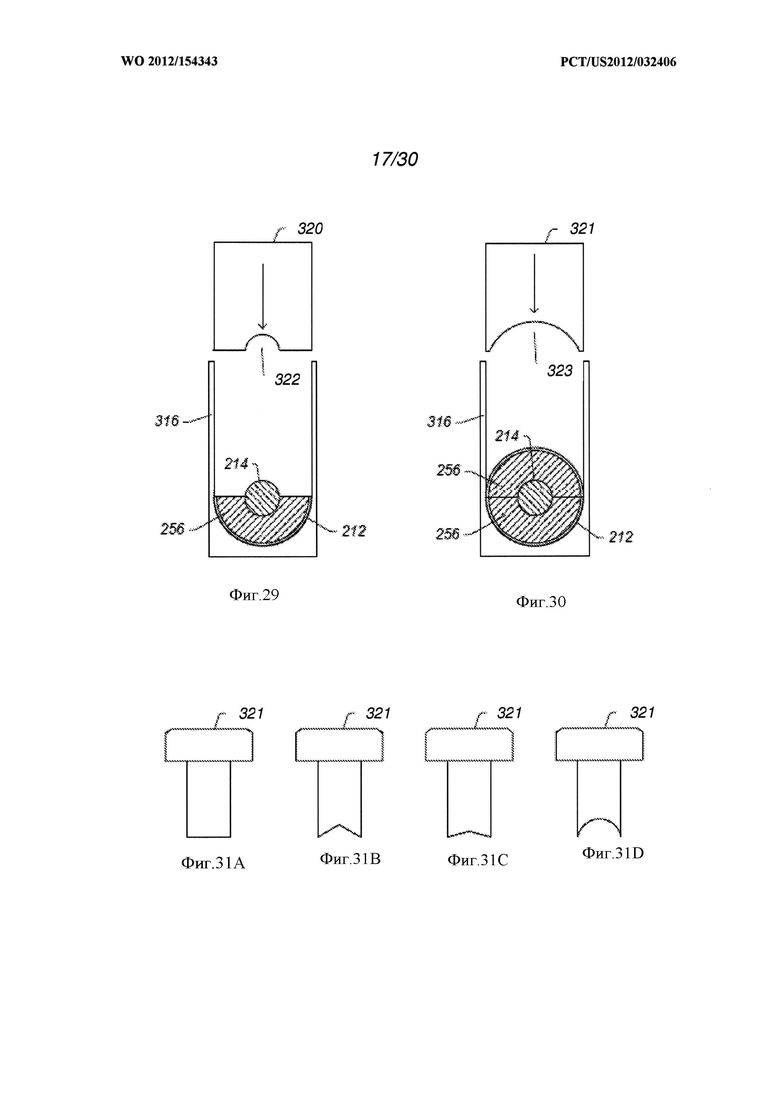
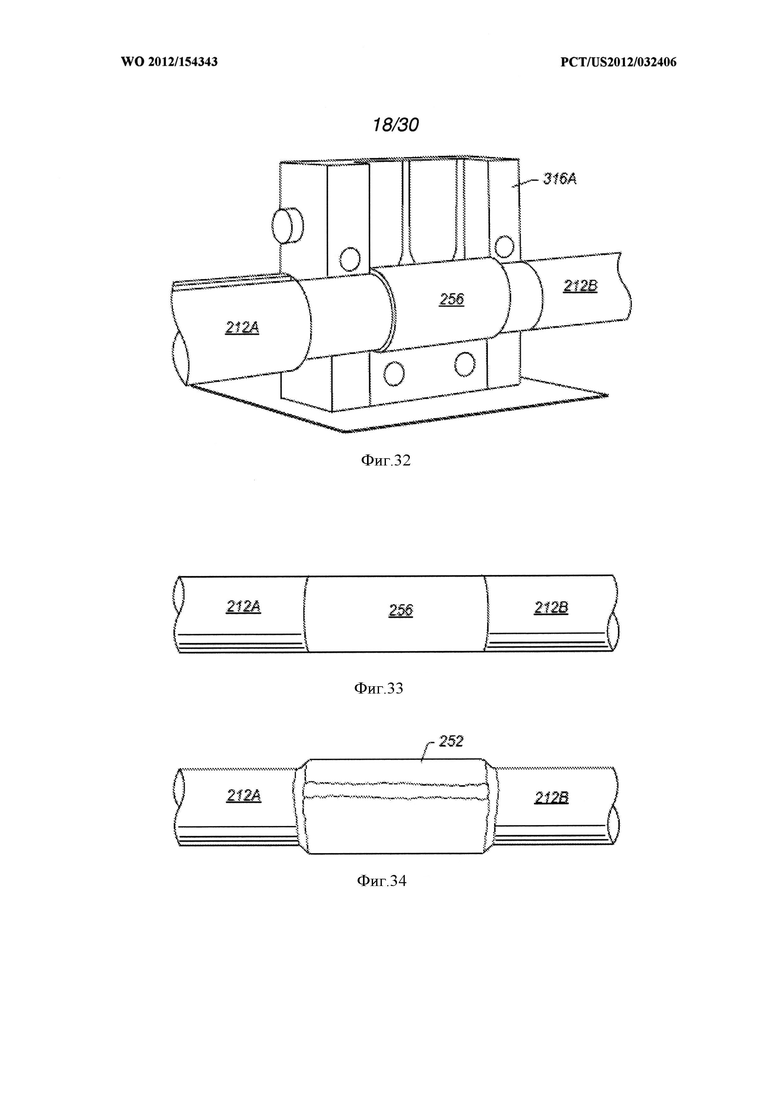
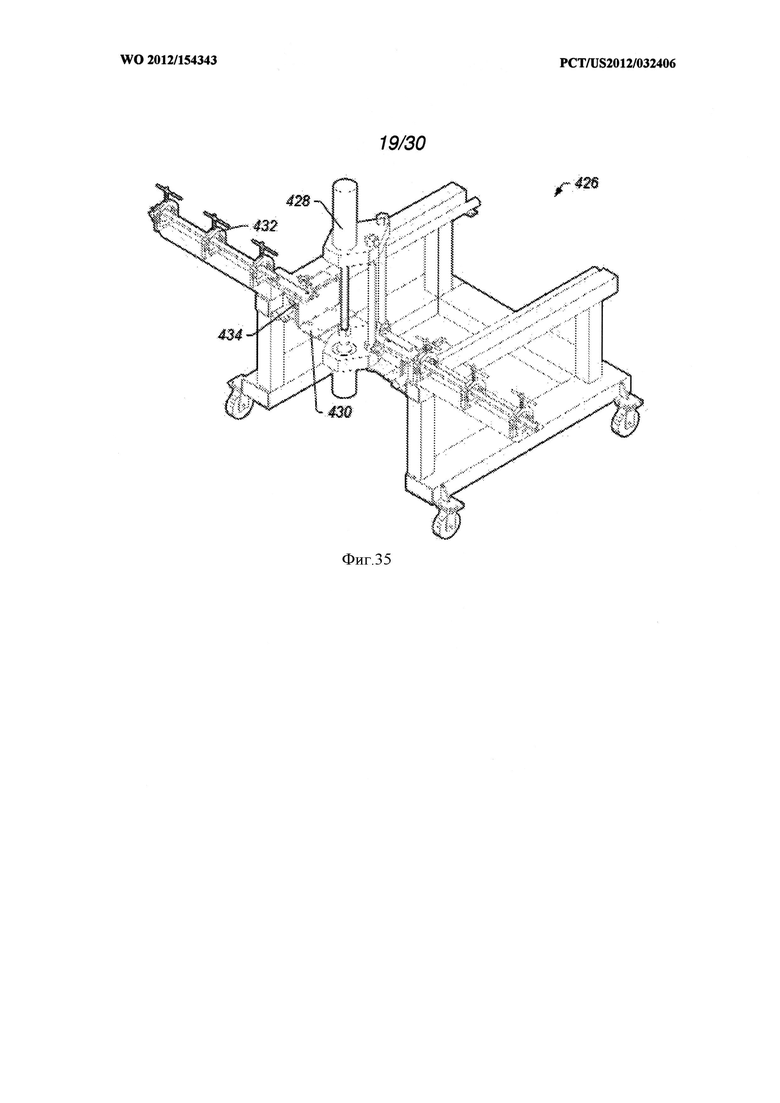
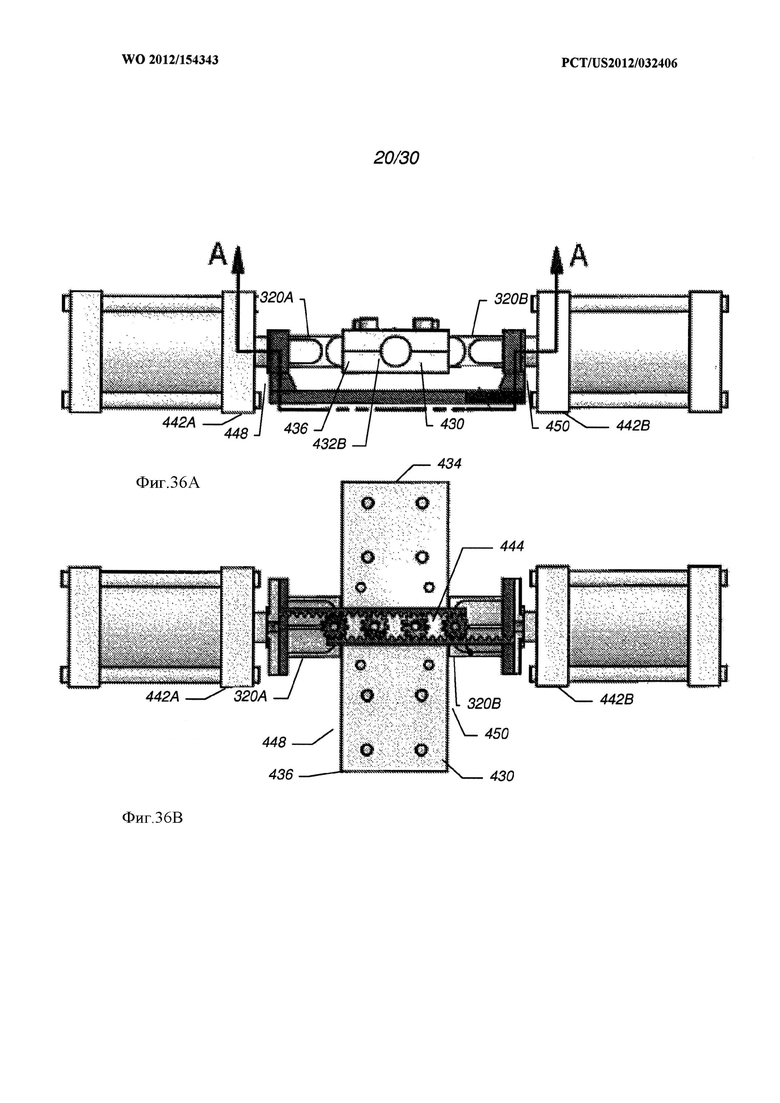
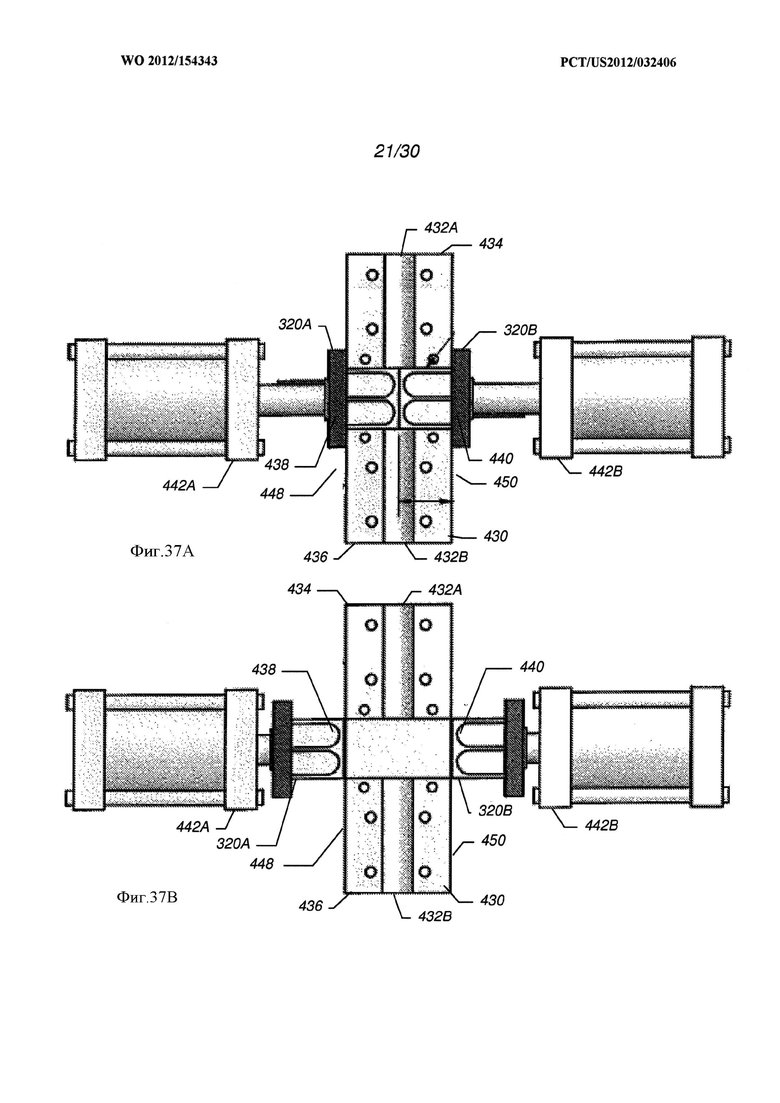
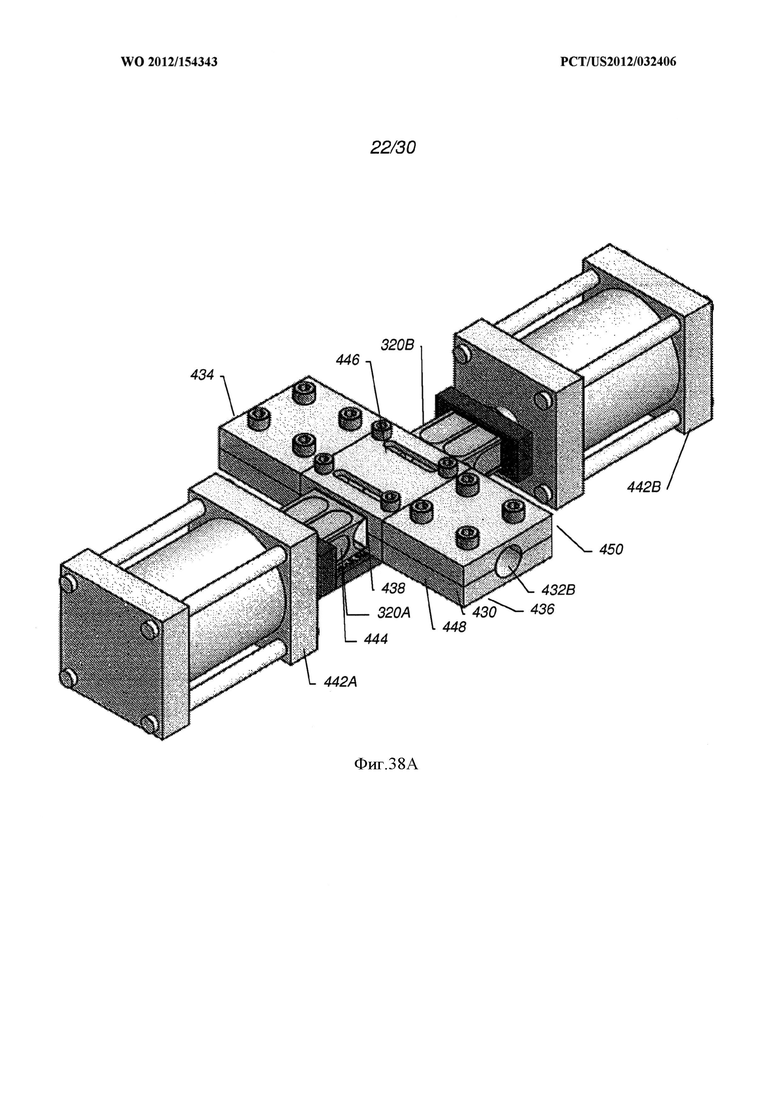
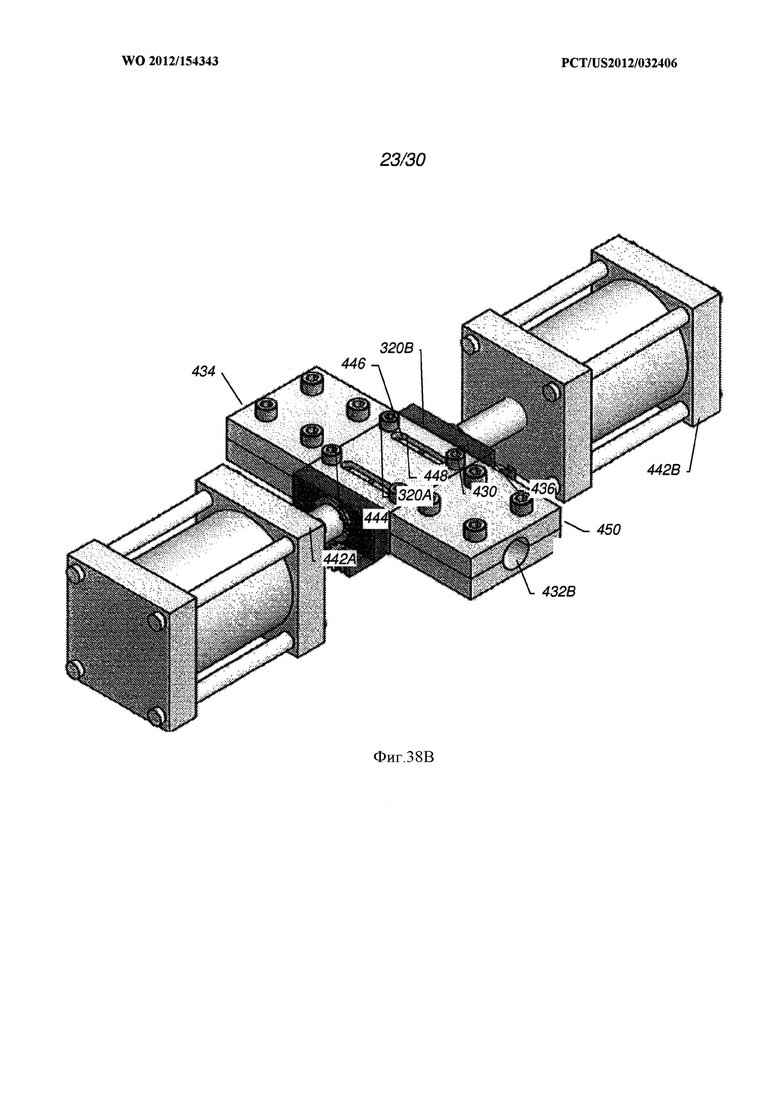
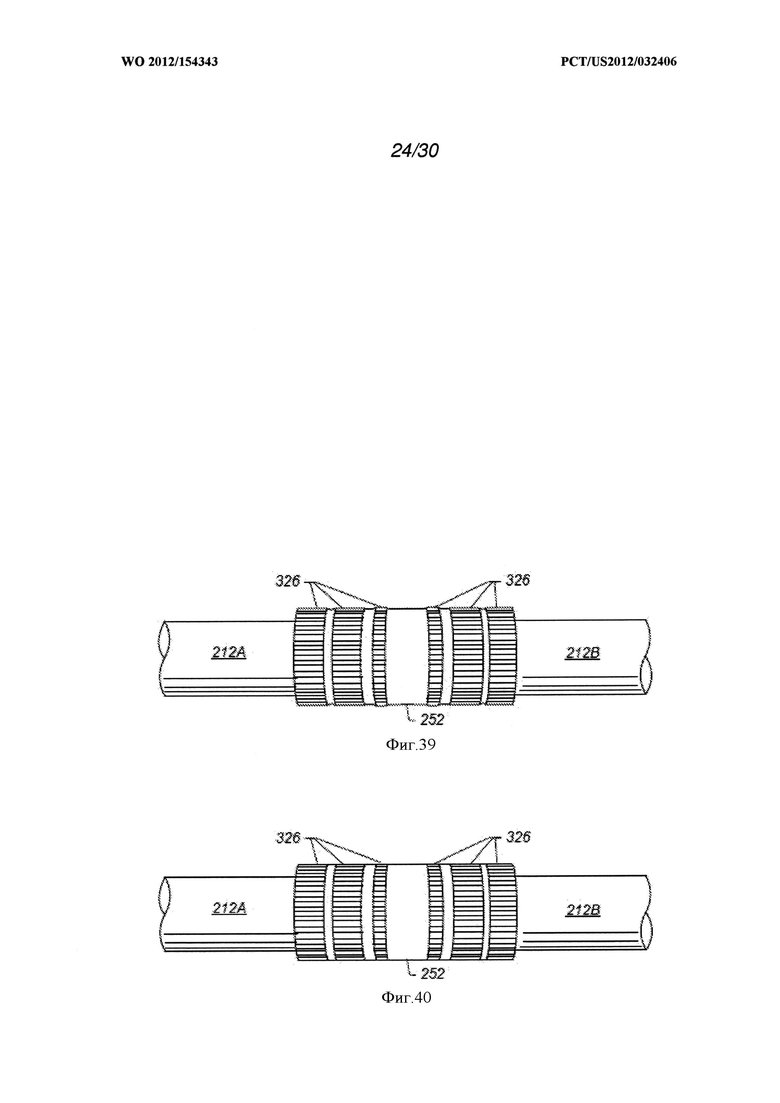
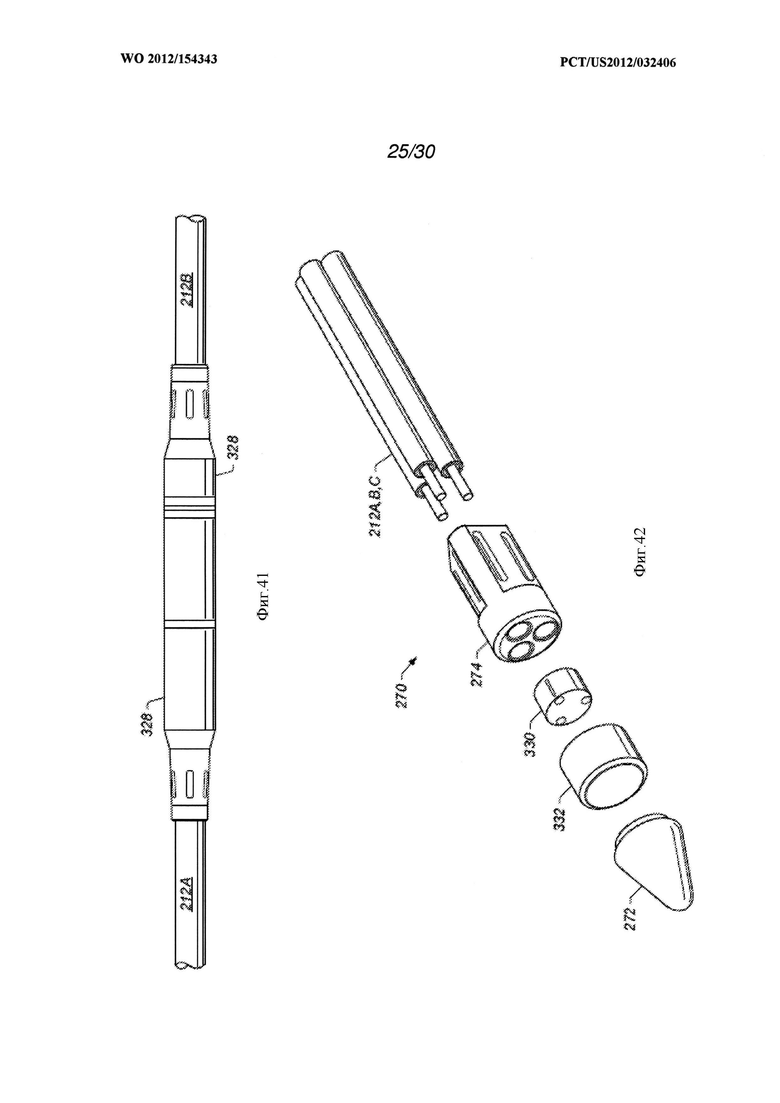
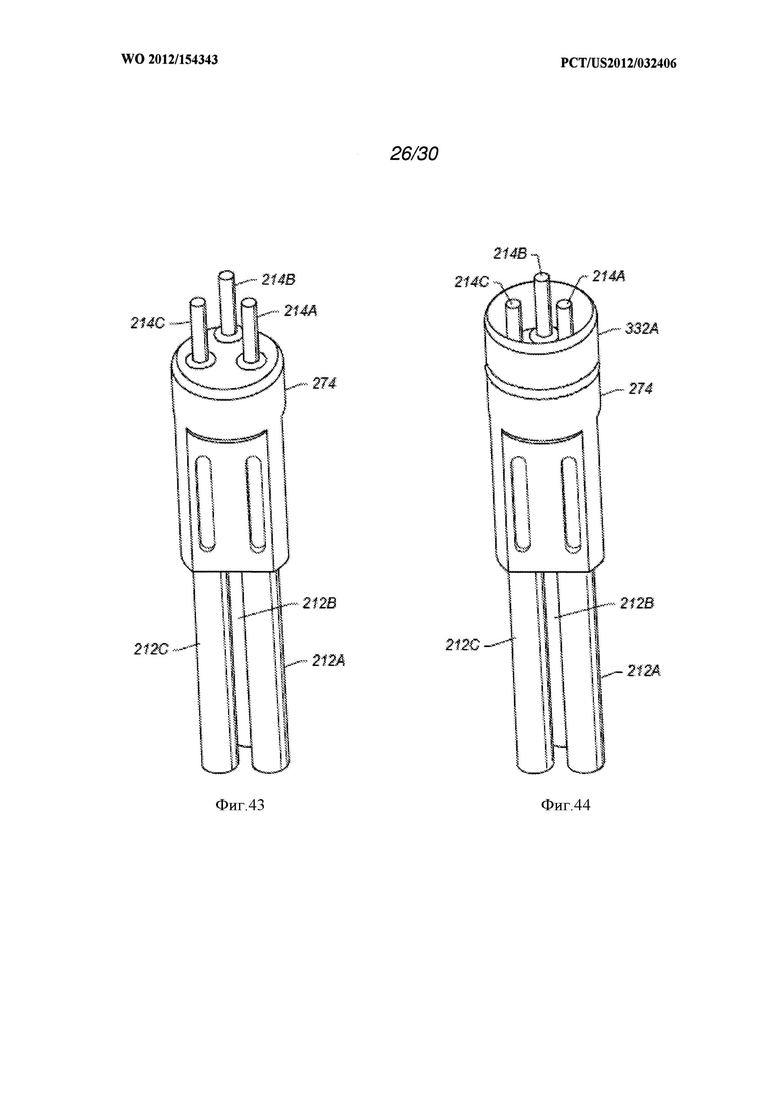
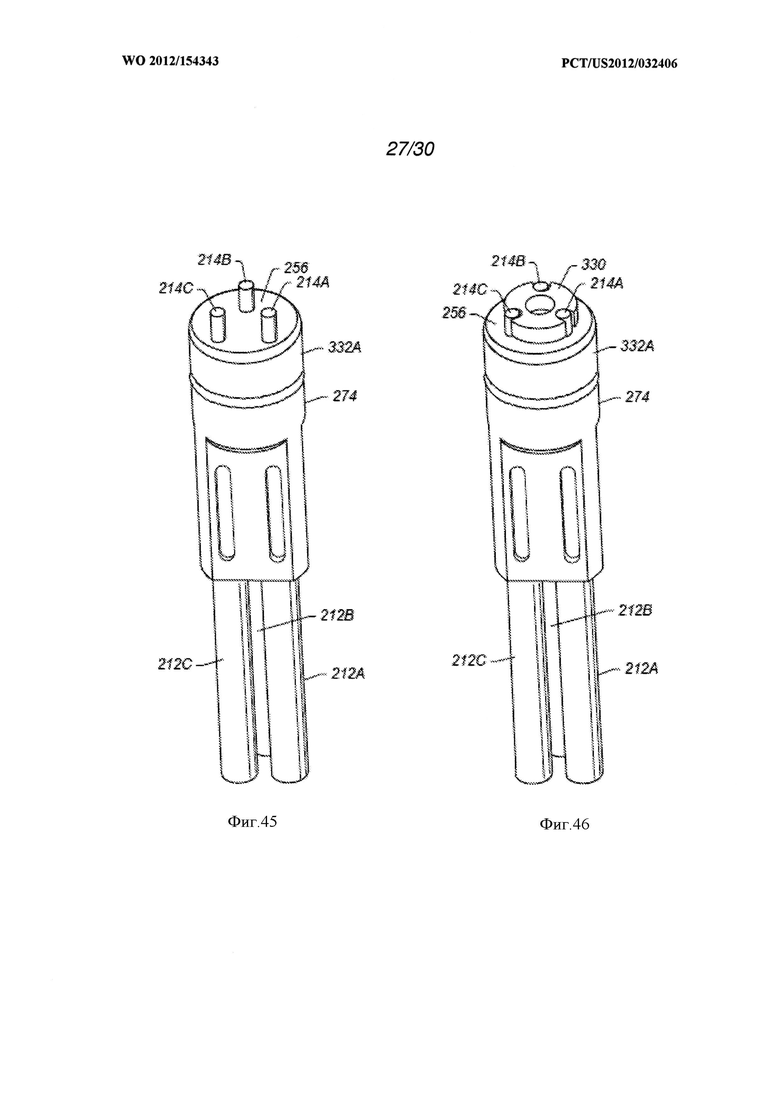
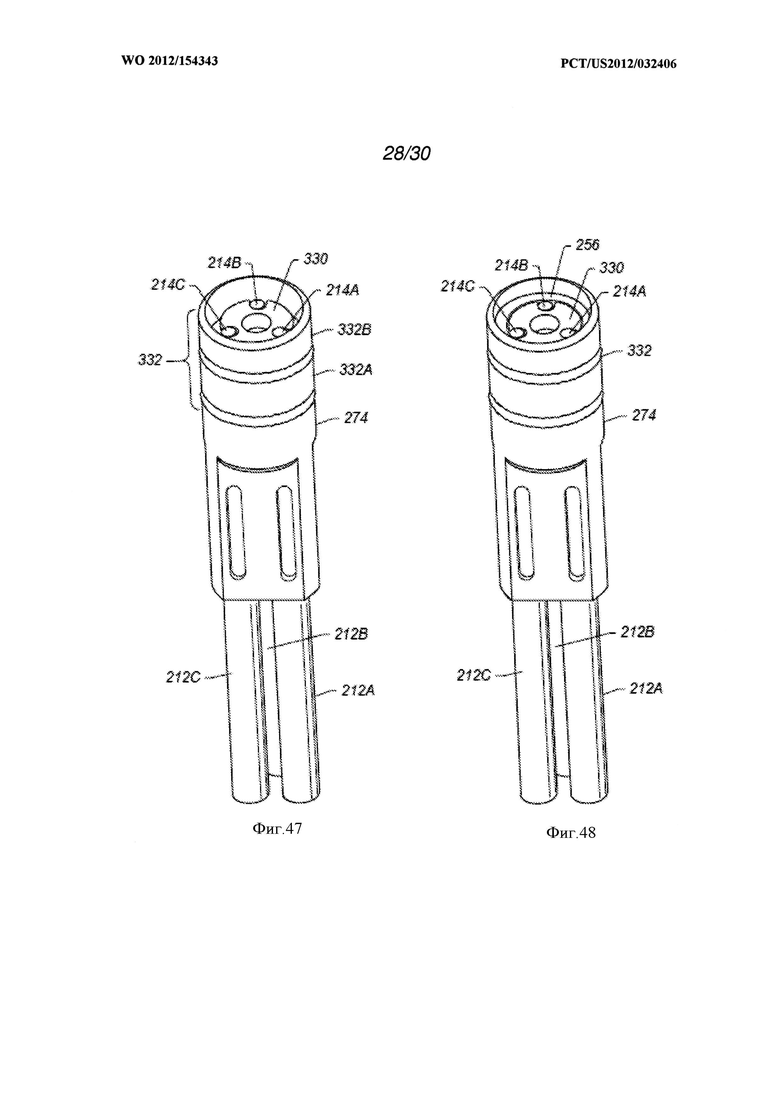
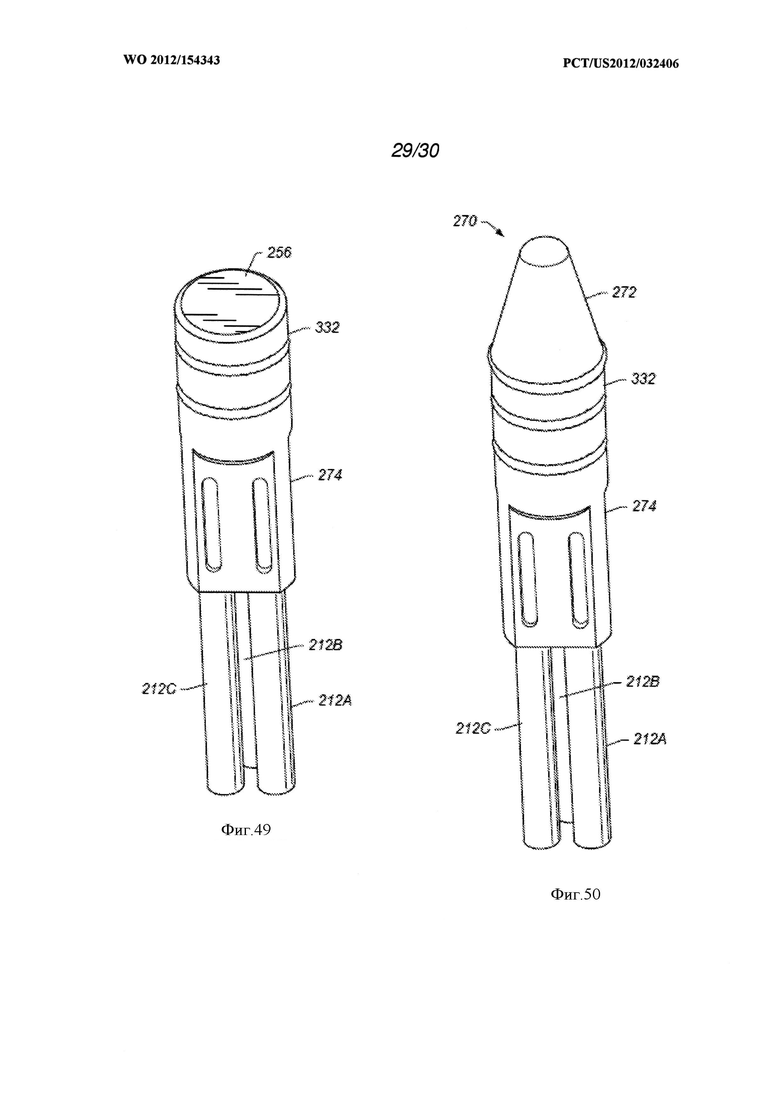
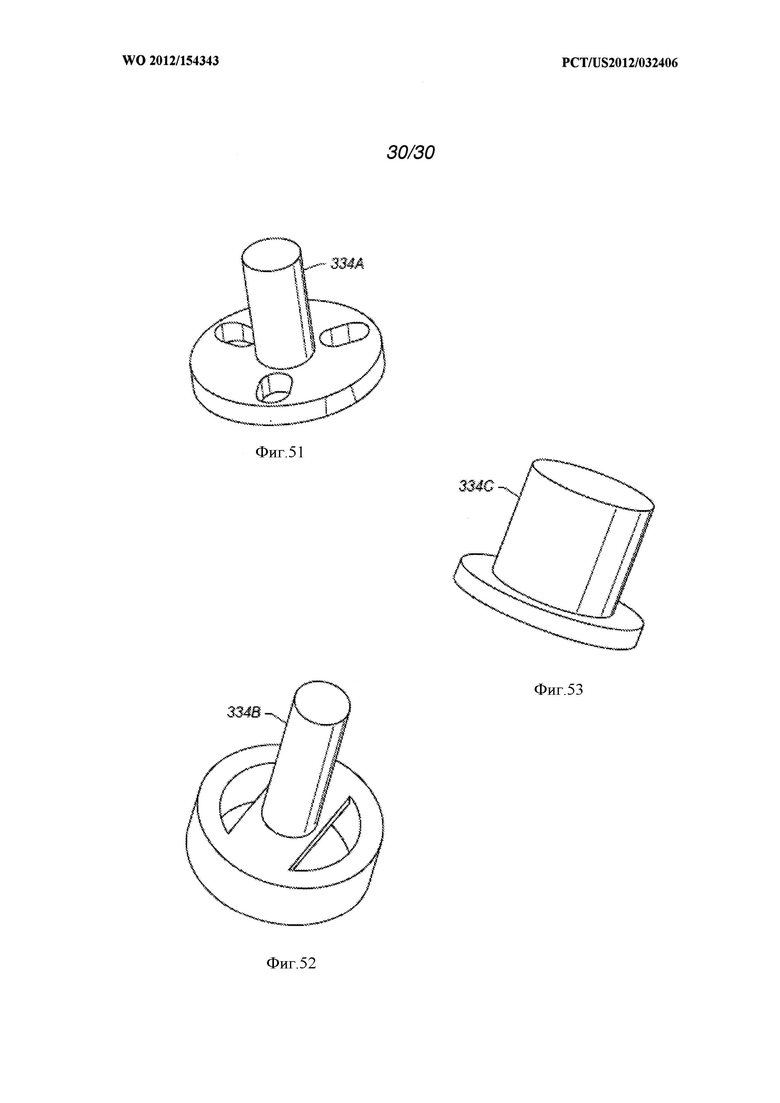
Установка и способ соединения концов двух изолированных проводников предусматривают соединение сердечника первого изолированного проводника с сердечником второго изолированного проводника. При этом оголенные участки сердечников находятся внутри короба, в который помещается порошковый электроизоляционный материал, а к плунжеру прикладывается усилие для спрессовывания порошкового материала. Внутрь короба может помещаться дополнительный порошковый электроизоляционный материал и прикладываться дополнительное усилие для спрессовывания порошкового материала. При этом спрессованный порошковый материал окружает оголенные участки сердечников. Спрессованному порошковому материалу придается, по существу, цилиндрическая форма, а втулка помещается поверх спрессованного порошкового материала и соединяется с оболочками изолированных проводников. Технический результат - обеспечение необходимого спрессовывания изоляции и сращивания проводников при высоких напряжениях в условиях подземых областей применения. 2 н. и 18 з.п. ф-лы. 60 ил. 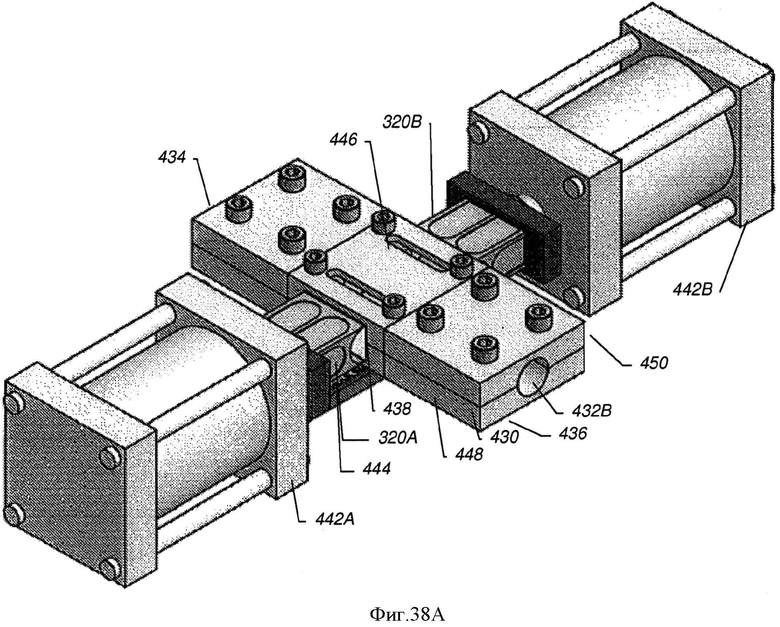
1. Способ соединения концов двух изолированных проводников, включающий в себя:
соединение концевого участка сердечника первого изолированного проводника с концевым участком сердечника второго изолированного проводника, при этом по меньшей мере часть концевых участков сердечников по меньшей мере частично оголена;
расположение оголенных участков сердечников внутри короба, при этом концевой участок оболочки первого изолированного проводника находится в первом отверстии для проводника на первой стороне короба, а концевой участок оболочки второго изолированного проводника находится во втором отверстии для проводника на второй стороне короба;
помещение в короб порошкового электроизоляционного материала;
помещение первого плунжера в первое плунжерное отверстие короба;
приложение усилия к первому плунжеру для спрессовывания порошкового материала, при этом порошковый материал спрессовывают в спрессовованный порошковый материал, по меньшей мере частично окружающий часть оголенных участков сердечников;
придание спрессованному порошковому материалу, по существу, цилиндрической формы, наружный диаметр которой в общем равен наружному диаметру по меньшей мере одного изолированного проводника; и
помещение втулки поверх спрессованного порошкового материала и соединение втулки с оболочками изолированных проводников.
2. Способ по п.1, дополнительно включающий в себя помещение второго плунжера во второе плунжерное отверстие короба.
3. Способ по п.2, в котором приложение усилия к первому плунжеру заставляет первый плунжер и второй плунжер одновременно перемещаться в направлении осевой линии сердечников.
4. Способ по п.2, включающий в себя приложение усилия ко второму плунжеру.
5. Способ по п.4, включающий в себя приложение усилия, по существу, одинаковой величины к первому плунжеру и второму плунжеру.
6. Способ по п.1, включающий в себя плотную посадку концевых участков оболочек изолированных проводников в соответствующие отверстия для проводников.
7. Способ по п.1, в котором помещение в короб порошкового электроизоляционного материала включает в себя помещение в короб смеси из оксида магния и нитрида бора.
8. Способ по п.1, дополнительно включающий в себя повторение следующих этапов до тех пор, пока спрессованный порошковый материал не окружит часть оголенных участков сердечников до определенного уровня и с необходимой степенью спрессовывания:
помещение дополнительного порошкового электроизоляционного материала в короб; и
приложение дополнительного усилия к первому плунжеру для спрессовывания дополнительного порошкового материала.
9. Способ по п.1, в котором придание спрессованному порошковому материалу, по существу, цилиндрической формы включает в себя удаление по меньшей мере части спрессованного порошкового материала.
10. Способ по п.1, включающий в себя сжатие по меньшей мере двух частей короба друг с другом вокруг концевых участков изолированных проводников.
11. Способ по п.1, в котором соединение втулки с оболочками изолированных проводников включает в себя приваривание втулки к оболочкам изолированных проводников.
12. Способ по п.1, дополнительно включающий в себя приложение давления к втулке для вдавливания втулки в спрессованный порошковый материал и для дополнительного спрессовывания порошкового материала.
13. Способ по п.1, дополнительно включающий в себя соединение одной или нескольких ослабляющих натяжение втулок по меньшей мере с одним из изолированных проводников на втулке или рядом со втулкой.
14. Способ по п.1, дополнительно включающий в себя оголение сердечника по меньшей мере одного из изолированных проводников за счет снятия части электроизоляции и внешней оболочки, окружающей сердечник, на конце по меньшей мере одного из изолированных проводников; при этом оголение сердечника предшествует соединению концевого участка сердечника первого изолированного проводника с концевым участком сердечника второго изолированного проводника.
15. Способ по п.1, в котором приложение усилия к первому плунжеру включает в себя приложение усилия гидравлическим способом.
16. Установка для соединения концов двух изолированных проводников, каждый из которых содержит сердечник, содержащая:
короб, содержащий
первую сторону,
вторую сторону,
первое отверстие для проводника на первой стороне, причем первое отверстие для проводника предназначено для помещения в него концевого участка оболочки первого изолированного проводника; и
второе отверстие для проводника на второй стороне, причем второе отверстие для проводника предназначено для помещения в него концевого участка оболочки второго изолированного проводника; и
первое плунжерное отверстие;
первый плунжер, выполненный с возможностью помещения в первое плунжерное отверстие короба; и
приводной механизм, выполненный с возможностью приложения усилия к первому плунжеру;
за счет этого, когда два изолированных проводника установлены по месту, концевые участки оболочек находятся в первом и втором отверстиях для проводников, сердечники по меньшей мере частично оголены, и в коробе находится порошковый электроизоляционный материал, приведение в действие приводного механизма приводит к спрессовыванию порошкового материала, по существу, до цилиндрической формы, внешний диаметр которой в общем равен внешнему диаметру по меньшей мере одного из изолированных проводников.
17. Установка по п.16, в которой короб дополнительно имеет второе плунжерное отверстие, при этом установка дополнительно содержит второй плунжер, выполненный с возможностью его помещения во второе плунжерное отверстие короба.
18. Установка по п.17, дополнительно содержащая
дополнительный приводной механизм, выполненный с возможностью приложения усилия ко второму плунжеру; и
зубчатые колеса, соединяющие первый плунжер со вторым плунжером.
19. Установка по п.16, в которой короб содержит порт, позволяющий помещать порошковый электроизоляционный материал снаружи короба вовнутрь короба.
20. Установка по п.16, в которой короб содержит по меньшей мере две части, выполненные с возможностью сжатия друг с другом вокруг концевых участков изолированных проводников.
| US 2010190649 A1, 29.07.2010 | |||
| US 2011042084 A1, 24.02.2011 | |||
| US 3685148 A, 22.08.1972 | |||
| US 4354053 A, 12.10.1982 | |||
| US 2010258265 A1, 14.10.2010. |

