Изобретение относится к насадке для выливания дозированной порции жидкости согласно ограничительной части п.1 формулы изобретения. Кроме того, изобретение относится к способу изготовления насадки для выливания дозированной порции жидкости согласно ограничительной части п.13 формулы изобретения. Кроме того, изобретение относится к крышке емкости согласно п.20 формулы изобретения.
Из публикации US 6279779 известна повторно закрывающаяся крышка, которая подходит для закрывания емкостей для пищевых продуктов, в частности, емкостей для пищевых продуктов, выполненных из многослойного материала, которые также называются многослойными упаковками. Для обеспечения длительного хранения пищевых продуктов, таких как, например, молоко ультравысокотемпературной обработки, в такой многослойной упаковке требуется асептическая упаковка. Такая асептическая упаковка содержит непроницаемый для кислорода слой. Такого рода изоляционный слой предпочтительно выполняется из алюминия, причем слоистый материал или многослойная пленка обычно выполнены таким образом, что алюминиевая пленка снаружи и изнутри покрыта по меньшей мере одним слоем синтетического материала, так что слой синтетического материала образует внутреннюю поверхность многослойной упаковки, с которой соприкасается находящийся в многослойной упаковке пищевой продукт. Для обеспечения удобного открытия такого рода многослойной упаковки она снабжается заданным местом разрыва на месте ее открытия, причем в области заданного места разрыва на внешней поверхности многослойной упаковки расположена крышка емкости, причем крышка емкости имеет режущий элемент, который при вращении крышки емкости смещается вниз и при этом прорезает заданное место разрыва, так что в многослойном материале образуется отверстие, которое через крышку емкости обеспечивает доступ во внутреннюю область многослойной упаковки.
Такого рода крышка емкости имеет недостаток, состоящий в том, что многослойная упаковка является относительно трудоемкой в изготовлении, поскольку должны быть предусмотрены заданные места разрыва. Кроме того, не должен быть поврежден изоляционный слой. Кроме того, крышка должна быть наклеена, будучи точно размещенной на внешней стороне многослойной упаковки, что требует дополнительного рабочего этапа, а также клеящего вещества.
Из публикации GB 2408040 A известна другая крышка емкости. Эта крышка емкости имеет недостаток, состоящий в том, что при первом открывании на первом этапе должна быть удалена навинчивающаяся крышка, а затем на втором этапе необходимо взять отрывное кольцо и потянуть за него, чтобы выдернуть удаляемую часть из крышки емкости. Поэтому открывание такой крышки емкости является очень затруднительным и требует некоторой силы и ловкости.
Из публикации DE 102005013902 B3 известна крышка емкости с прорываемой пленкой, причем для облегчения прорыва пленка имеет линию ослабления, например перфорацию. Недостаток этой крышки емкости состоит в том, что она непригодна для асептической упаковки пищевых продуктов.
Задача изобретения состоит в том, чтобы предложить улучшенную насадку для выливания дозированной порции жидкости, которая была бы экономически более выгодной и которая, в частности, была бы пригодна для асептических многослойных упаковок.
Эта задача решается посредством насадки для выливания дозированной порции жидкости, имеющей признаки п.1 формулы изобретения. Зависимые пп.2-12 формулы изобретения относятся к другим предпочтительным вариантам осуществления изобретения. Кроме того, задача изобретения решается посредством способа для изготовления предлагаемой в изобретении насадки для выливания дозированной порции жидкости, имеющего признаки п.13 формулы изобретения. В зависимых пп.14-19 формулы изобретения описаны другие предпочтительные операции предлагаемого способа. Кроме того, задача изобретения решается посредством крышки емкости, имеющей признаки п.20 формулы изобретения. Пункты 21 и 22 формулы изобретения относятся к другим предпочтительным вариантам осуществления изобретения. Кроме того, задача изобретения решается посредством заготовки, имеющей признаки п.25 формулы изобретения. Пункты 26 и 27 формулы изобретения относятся к другим предпочтительным вариантам осуществления изобретения.
Задача изобретения решается, в частности, посредством насадки для выливания дозированной порции жидкости, содержащей выливную часть с выливным отверстием, а также содержащей соединенную с выливной частью фланцевую часть, причем фланцевая часть имеет две стороны, сторону крепления и обратную сторону, причем сторона крепления обращена к выливной части и предусмотрена для закрепления на многослойной упаковке, и причем на обратной стороне фланцевой части расположена и приварена к обратной стороне фланцевой части непроницаемая для кислорода пленка, так что выливное отверстие с обратной стороны герметично закрыто пленкой. Под понятием «пленка» понимается многослойная пленка, причем непроницаемая для кислорода пленка предпочтительно выполнена из многослойного материала с алюминием.
Кроме того, задача изобретения решается, в частности, посредством способа для изготовления насадки для выливания дозированной порции жидкости, содержащей выливную часть с выливным отверстием, а также содержащей соединенную с выливной частью фланцевую часть, причем фланцевая часть имеет две стороны, сторону крепления и обратную сторону, причем сторона крепления обращена к выливной части, причем на обратной стороне выполнена проходящая в направлении окружности, выступающая за обратную сторону носовая часть, и причем пленка, которая также закрывает входное отверстие, расположена в окруженной носовой частью области обратной стороны, причем пленка со стороны носовой части имеет концевой участок, и причем форма носовой части изменена в соответствии с формой уплотняющего участка таким образом, что уплотняющий участок вдоль окружности окружает концевой участок, а концевой участок пленки с обеих сторон приварен к фланцевой части. В качестве синтетического материала для изготовления выливной части предпочтительно используется термопласт. Изменение формы носовой части осуществляется предпочтительно посредством ультразвуковой сварки, в частности, посредством торсионной ультразвуковой сварки или посредством продольной ультразвуковой сварки, чтобы изменить форму выступающей носовой части в соответствии с формой уплотняющего участка, который с обеих сторон прилегает к концевому участку пленки, чтобы посредством ультразвуковой сварки обеспечить газонепроницаемое соединение пленки с выливной частью. При этом, в частности, торцевая часть пленки, на которой может находиться алюминий, газонепроницаемым образом приварена к фланцевой части. Ультразвуковой сварочный инструмент, посредством которого выполняется уплотняющий участок, предпочтительно имеет изогнутый профиль, предпочтительно такой, чтобы уплотняющий участок был выполнен в форме утолщения.
Кроме того, задача изобретения решается, в частности, посредством крышки емкости, содержащей предлагаемую в изобретении насадку для выливания дозированной порции жидкости, а также содержащей навинчивающуюся крышку с внутренней резьбой и осью вращения, а также имеющей режущий элемент, который расположен внутри выливной части, причем режущий элемент имеет наружную резьбу, а выливная насадка имеет внутреннюю резьбу, которые входят в зацепление друг с другом и выполнены таким образом, что при открывании навинчивающейся крышки режущий элемент перемещается вдоль оси вращения по направлению к пленке, причем навинчивающаяся крышка имеет зацепляющий элемент, и причем режущий элемент и навинчивающаяся крышка согласованы друг с другом таким образом, что зацепляющий элемент передает вращающий момент на режущий элемент.
Предлагаемая в изобретении насадка для выливания дозированной порции жидкости имеет преимущество, состоящее в том, что концевой участок, а также торцевая сторона пленки газонепроницаемым образом приварены к фланцевой части.
Предлагаемая в изобретении насадка для выливания дозированной порции жидкости имеет преимущество, состоящее в том, что она посредством пленки непроницаемым для кислорода образом укупоривает или запечатывает входное отверстие или выливное отверстие. При этом пленка прочно приварена к выливной насадке и образует, таким образом, выливную часть. Это, в свою очередь, обеспечивает возможность снабжения многослойной упаковки отверстием, причем насадка для выливания дозированной порции жидкости с внутренней стороны может быть вставлена в отверстие, и причем фланцевая часть может быть приварена к внутренней стороне, так чтобы насадка для выливания дозированной порции жидкости была прочно соединена с многослойной упаковкой. В предпочтительном варианте осуществления многослойная упаковка имеет непроницаемую для кислорода пленку, причем предлагаемая в изобретении насадка для выливания дозированной порции жидкости также имеет непроницаемую для кислорода пленку, так что в предпочтительном варианте осуществления изобретения все стенки многослойной упаковки, включая отверстие, при помощи насадки для выливания дозированной порции жидкости, снабжены непроницаемой для кислорода пленкой. Таким образом, более не требуется, как раньше, снабжать непроницаемую для кислорода многослойную упаковку местом открытия с заданным местом разрыва и приклеивать крышку емкости на внешнюю поверхность многослойной упаковки в области заданного места разрыва. Место открытия таких многослойных упаковок содержит обычно также картонные или бумажные элементы, из-за чего требуются большие усилия для открытия места открытия. Предлагаемая в изобретении насадка для выливания дозированной порции жидкости имеет преимущество, состоящее в том, что используемая пленка, которая укупоривает выливное отверстие, может быть выполнена относительно тонкой и эта пленка, в частности, может не содержать картонных или бумажных элементов, так что эта пленка может быть открыта с относительно малыми усилиями.
Сами по себе известны многослойные упаковки, которые снабжаются отверстием и в которых насадка для выливания дозированной порции жидкости вставляется в отверстие, и насадка для выливания дозированной порции жидкости своей фланцевой частью приваривается к внутренней стороне многослойной упаковки. Такая многослойная упаковка имеет недостаток, состоящий в том, что она является проницаемой для кислорода и, таким образом, непригодна для некоторых пищевых продуктов. В предпочтительном варианте осуществления предлагаемая в изобретении насадка для выливания дозированной порции жидкости имеет по меньшей мере в отношении внешнего диаметра выливной части те же геометрические размеры, что и известная насадка для выливания дозированной порции жидкости, что создает преимущество, состоящее в том, что предлагаемая в изобретении насадка для выливания дозированной порции жидкости может быть использована на тех же многослойных упаковках, что и известные ранее насадки для выливания дозированной порции жидкости. С другой стороны, это создает преимущество, состоящее в том, что на упаковочной установке, посредством которой ранее нельзя было осуществить асептическую упаковку, благодаря предлагаемой в изобретении насадке для выливания дозированной порции жидкости и за счет использования соответствующей многослойной упаковки, имеющей непроницаемый для кислорода слой, может быть осуществлена асептическая упаковка.
На используемых для разъяснения примеров осуществления изобретения чертежах представлено:
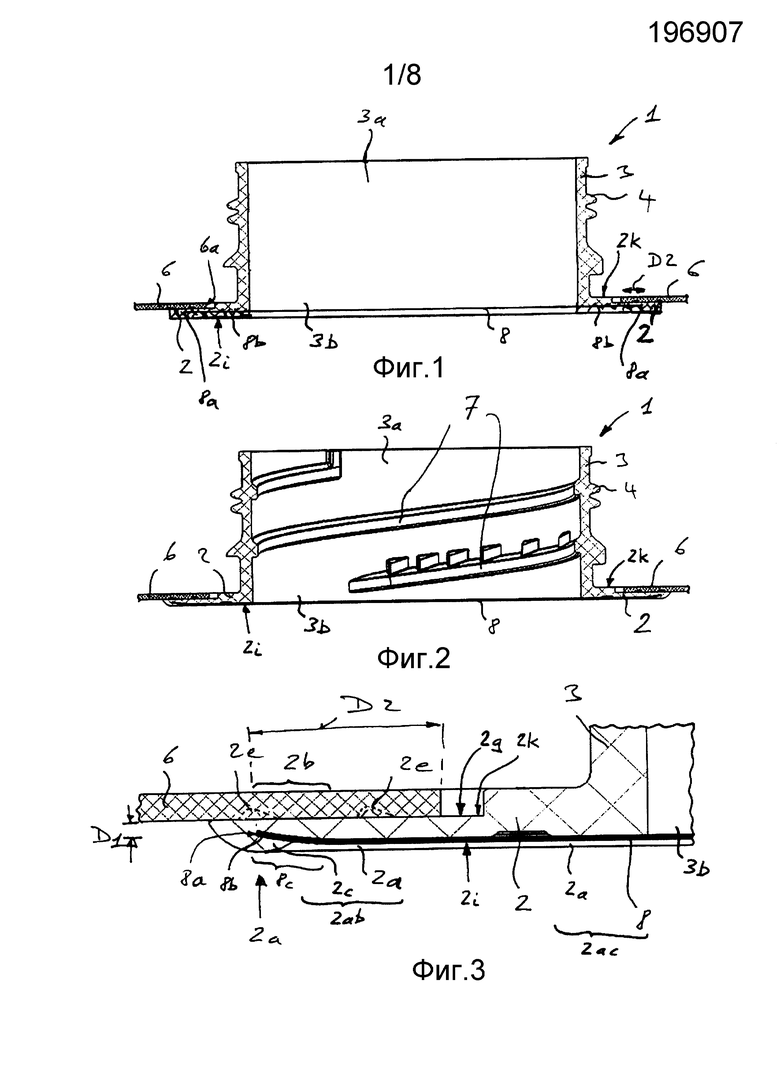
фиг.1 - изображение в сечении двух возможных вариантов осуществления насадки для выливания дозированной порции жидкости;
фиг.2 - изображение в сечении вдоль линии разреза A-A предлагаемой в изобретении насадки для выливания дозированной порции жидкости;
фиг.3 - подробное изображение представленной на фиг.2 насадки для выливания дозированной порции жидкости;
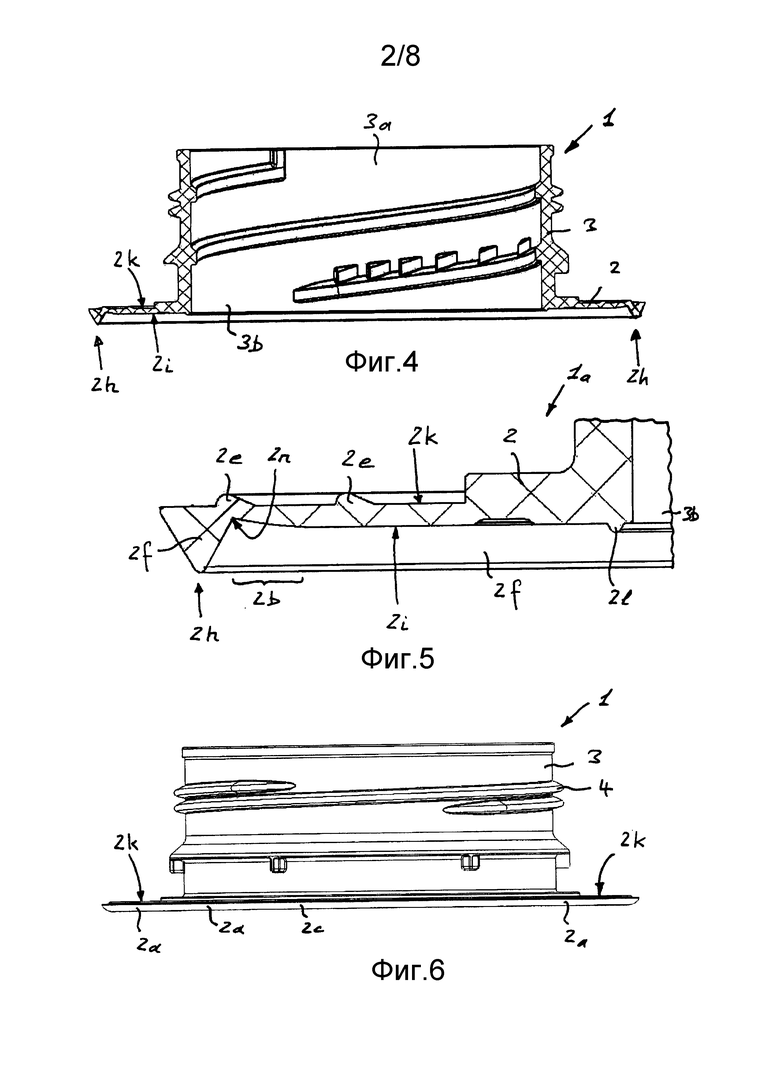
фиг.4 - изображение в сечении промежуточной заготовки предлагаемой в изобретении насадки для выливания дозированной порции жидкости;
фиг.5 - подробное изображение представленной на фиг.4 промежуточной заготовки;
фиг.6 - вид сбоку предлагаемой в изобретении насадки для выливания дозированной порции жидкости;
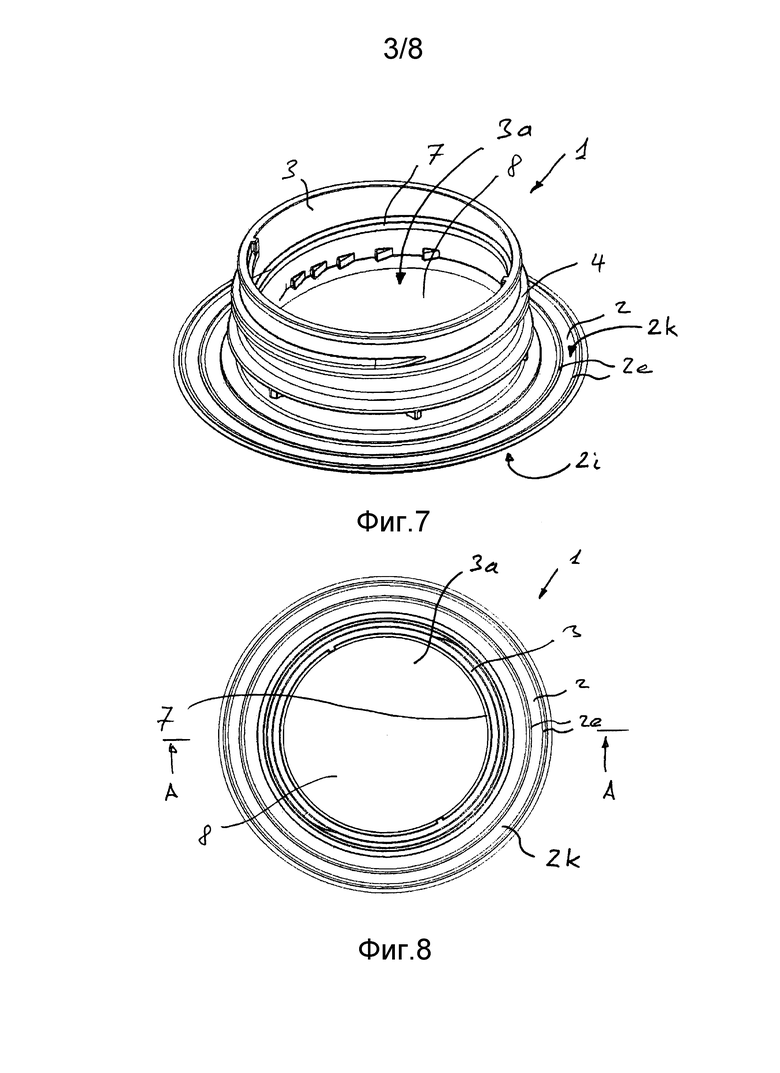
фиг.7 - перспективное изображение предлагаемой в изобретении насадки для выливания дозированной порции жидкости;
фиг.8 - вид сверху предлагаемой в изобретении насадки для выливания дозированной порции жидкости;
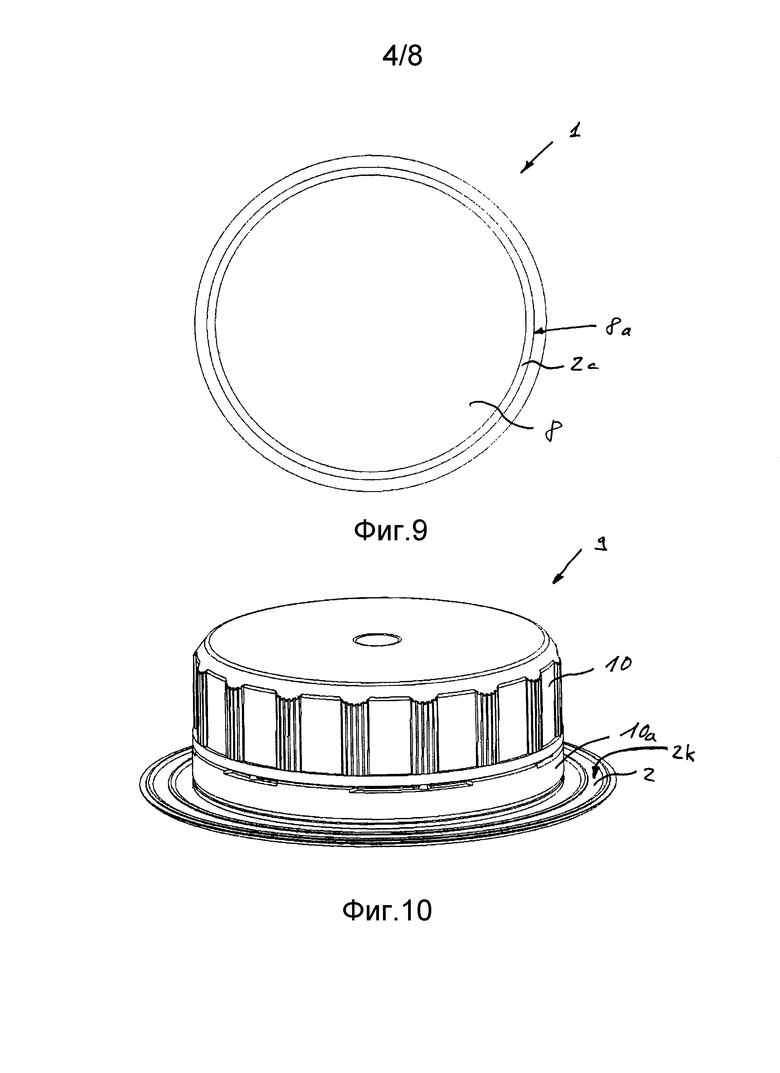
фиг.9 - вид снизу предлагаемой в изобретении насадки для выливания дозированной порции жидкости;
фиг.10 - перспективное изображение крышки, содержащей предлагаемую в изобретении насадку для выливания дозированной порции жидкости;
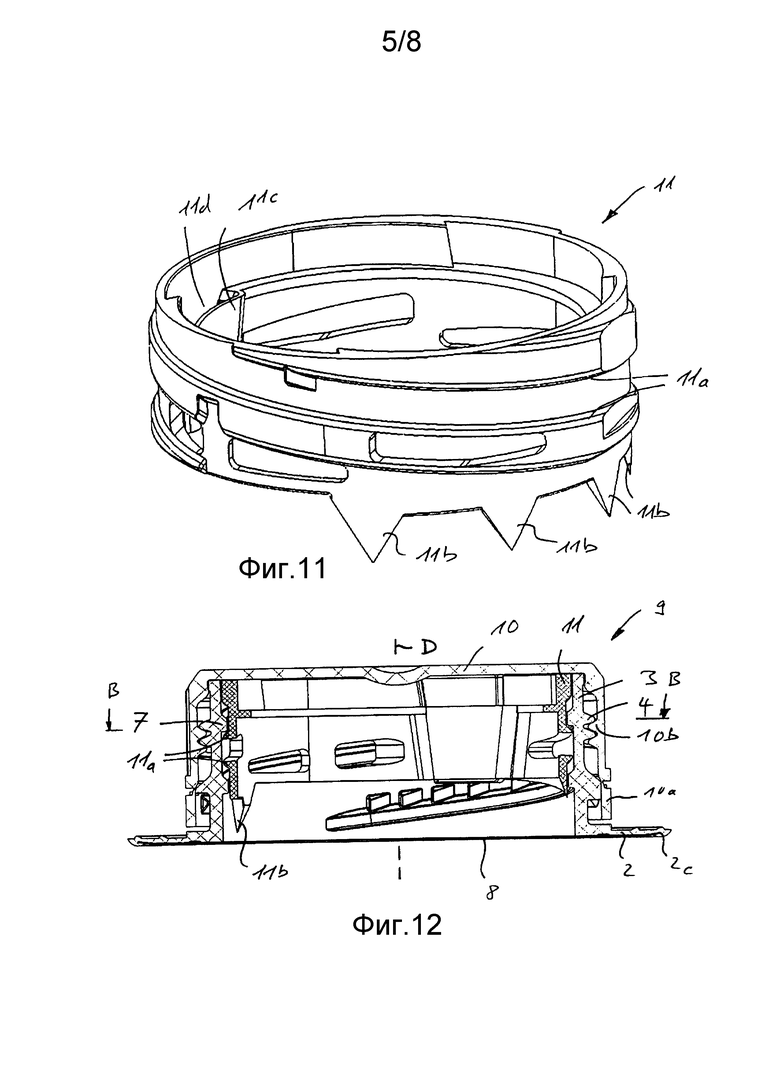
фиг.11 - перспективное изображение режущего элемента крышки, согласно фиг.10;
фиг.12 - изображение в сечении крышки, согласно фиг.10;
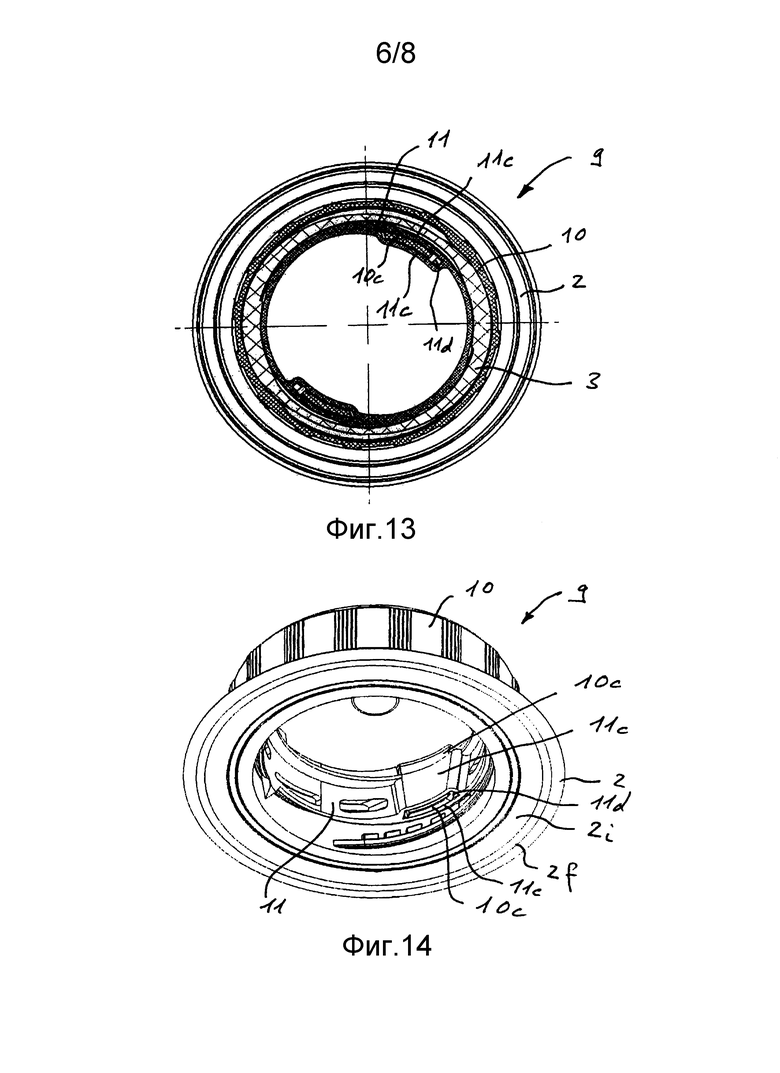
фиг.13 - изображение в сечении вдоль линии разреза B-B крышки, согласно фиг.10;
фиг.14 - перспективное изображение крышки (вид изнутри);
фиг.15 - измененная по отношению к фиг.3 конструкция места сварки;
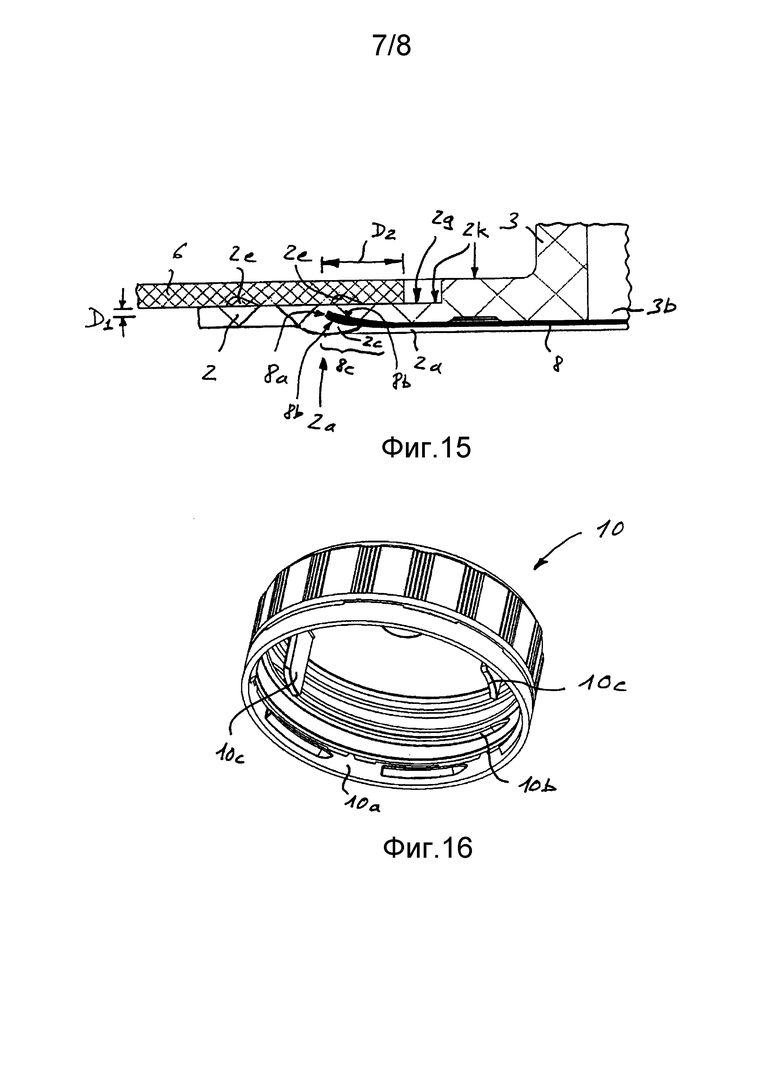
фиг.16 - изображение навинчивающейся крышки (вид снизу);
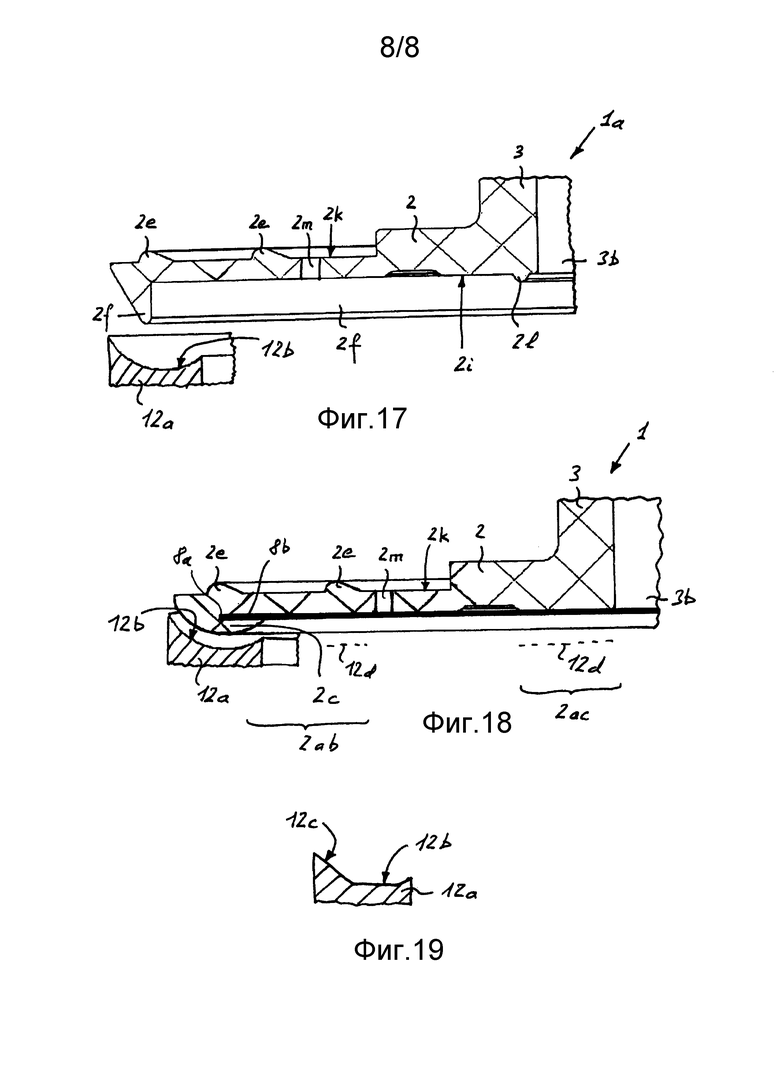
фиг.17 - подробное изображение другого примера осуществления промежуточной заготовки насадки для выливания дозированной порции жидкости;
фиг.18 - подробное изображение другой насадки для выливания дозированной порции жидкости;
фиг.19 - подробное изображение фрагмента сварочного инструмента.
Как правило, одинаковые элементы отмечены на чертежах одинаковыми номерами ссылочных позиций.
На фиг.1 изображена насадка 1 для выливания дозированной порции жидкости, содержащая выливную часть 3 с внешней резьбой 4 и с входным отверстием 3b, а также с выливным отверстием 3a, а также содержащая соединенную с выливной частью 3 фланцевую часть 2, причем фланцевая часть 2 имеет две стороны, сторону 2k крепления и обратную сторону 2i, причем сторона 2k крепления обращена к выливной части 3 и для осуществления закрепления может быть приварена к многослойной упаковке 6. Такого рода насадка 1 для выливания дозированной порции жидкости без отмеченных номерами 8 и 8b ссылочных позиций элементов является известной и используется в комбинации с многослойным материалом 6, который снабжен предварительно выполненным отверстием 6a, через которое насадка 1 для выливания дозированной порции жидкости вставляется и затем склеивается с внутренней стороной многослойного материала 6. Такого рода насадка 1 для выливания дозированной порции жидкости содержит открытую с обеих сторон трубообразную выливную часть 3.
Кроме того, на фиг.1 показан первый пример осуществления предлагаемой в изобретении насадки 1 для выливания дозированной порции жидкости, который в дополнение к описанной выше насадке для выливания дозированной порции жидкости имеет пленку 8 с концевыми участками 8b, причем концевые участки 8b оканчиваются торцевой стороной 8a, причем показанный как слева, так и справа концевой участок 8b сверху и снизу, то есть с обеих сторон, в области обратной стороны 2i приварен к фланцевой части 2. Пленка 8 с концевыми участками 8b и торцевой стороной 8a в направлении окружности вдоль всей окружности приварена к фланцевой части 2, так что выливное отверстие 3a или входное отверстие 3b с обратной стороны 2i герметично закрыто пленкой 8, предпочтительно газонепроницаемым образом. Газонепроницаемое закрытие предпочтительно обеспечивается посредством ультразвуковой сварки. В предпочтительном варианте осуществления изобретения концевые участки 8b и многослойная упаковка 6 друг относительно друга расположены таким образом, что они перекрываются вдоль некоторого расстояния D2, в частности, чтобы уменьшить или предотвратить проникновение кислорода снаружи внутрь многослойной упаковки 6.
В частности, на фиг.1 также показано, что предлагаемая в изобретении насадка для выливания дозированной порции жидкости в одном из возможных вариантов осуществления изобретения может иметь по существу те же геометрические размеры, что и известная ранее насадка для выливания дозированной порции жидкости, что обеспечивает преимущество, состоящее в том, что предлагаемая в изобретении насадка для выливания дозированной порции жидкости может быть использована в комбинации с уже известными многослойными упаковками, и в том, что предлагаемая в изобретении насадка для выливания дозированной порции жидкости может быть использована на уже существующих упаковочных установках. При этом является особенно предпочтительным, что на упаковочных установках, на которых ранее не могли быть изготовлены асептические емкости, благодаря предлагаемой в изобретении насадке для выливания дозированной порции жидкости, теперь могут быть изготовлены асептические емкости, если используемый для многослойной упаковки многослойный материал содержит непроницаемый для кислорода слой.
На фиг.2 представлен другой пример осуществления предлагаемой в изобретении насадки 1 для выливания дозированной порции жидкости, которая во внутреннем пространстве 3a имеет внутреннюю резьбу 7. На обратной стороне 2i фланцевой части 2 расположена непроницаемая для кислорода пленка 8, которая по меньшей мере частично приварена к поверхности обратной стороны 2i или приварена внутри обратной стороны 2i, причем сварное соединение проходит вдоль всей окружности фланцевой части 2, так что выливное отверстие 3a или входное отверстие 3a с обратной стороны 2i герметично закрыто целиком покрывающей выливное отверстие 3a или входное отверстие 3a пленкой 8.
На фиг.3 представлено подробное изображение левой стороны представленной на фиг.2 насадки 1 для выливания дозированной порции жидкости. Фланцевая часть 2 на стороне 2k крепления имеет углубление 2g, которое предназначено для приема многослойной упаковки 6. Концевой участок 8b пленки 8 внутри фланцевой части 2 выполнен проходящим, например, в форме изогнутого участка 8c так, что расстояние между концевым участком 8b и стороной 2k крепления уменьшается в направлении внешней окружности фланцевой части 2. Чтобы обеспечить это, в предпочтительном варианте осуществления изобретения фланцевая часть 2 имеет уменьшающуюся в направлении к ее внешней окружности толщину, так что уменьшается расстояние между стороной 2k крепления и обратной стороной 2i. Особенно предпочтительно, что концевой участок 8b относительно стороны 2k крепления проходит наклонно или изогнут, причем поверхность углубления 2g предпочтительно является прямолинейной. Утолщения 2e образуют так называемые концентраторы энергии, которые перед сваркой фланцевой части 2 с многослойной упаковкой 6 выступают над поверхностью углубления 2g, причем во время сварки, например, во время ультразвуковой сварки фланцевой части 2 с многослойной упаковкой 6, эти утолщения 2e расплавляются, так что сами по себе утолщения 2e в представленной конструкции более не показаны и отмечены лишь штриховой линией. Концевой участок 8b пленки 8 оканчивается торцевой стороной 8a, причем расстояние D1 между стороной 2k крепления или углублением 2g и торцевой стороной 8a находится в диапазоне до 0,5 мм, предпочтительно в диапазоне от 0,1 до 0,3 мм. Расстояние D1 может, тем не менее, находиться в диапазоне до 1 мм. Малое расстояние D1 имеет преимущество, состоящее в том, что в этом месте из внешнего пространства во внутреннее пространство многослойной упаковки 6 не может проникнуть или может проникнуть лишь незначительное количество кислорода. Фланцевая часть 2 предпочтительно выполнена таким образом, что сваренная со стороной 2k крепления или с углублением 2g многослойная упаковка 6 и расположенная на обратной стороне 2i пленка 8 в радиальном направлении относительно фланцевой части 2 перекрываются на расстояние D2, равное по меньшей мере 1 мм, предпочтительно на расстояние D2, величина которого находится в диапазоне от 5 мм до 10 мм. Большее расстояние D2 имеет преимущество, состоящее в том, что кислороду при этом труднее проникнуть из внешнего пространства во внутреннее пространство многослойной упаковки 6. Таким образом, в особенно предпочтительном варианте осуществления изобретения выбираются малое расстояние D1 и большое расстояние D2, чтобы препятствовать или предотвратить проникновение кислорода.
Фланцевая часть 2 имеет сварное соединение 2a, при котором после окончания процесса сварки образуется уплотняющий участок 2c, так что концевой участок 8b пленки в области уплотняющего участка 2c с обеих сторон расположен во фланцевой части 2, а торцевая часть 8a концевого участка 8b, а также сам концевой участок 8b закрыты уплотняющим участком 8c. Пленка 8 предпочтительно выполнена в виде многослойного материала и имеет изоляционный слой, предпочтительно слой из алюминия. Слой из алюминия предпочтительно с обеих сторон закрыт по меньшей мере одним слоем синтетического материала, причем на торцевой стороне 8a слой из алюминия может выходить на поверхность пленки 8. Торцевая сторона 8a, а также концевой участок 8b газонепроницаемым образом расположены внутри уплотняющего участка 2c. В особенно предпочтительном варианте осуществления изобретения уплотняющий участок 2c имеет изогнутый профиль, предпочтительно имеет форму утолщения. Газонепроницаемое сварное соединение с уплотняющим участком 2c осуществляется посредством ультразвука. Сварное соединение 2a проходит, как частично видно, вдоль всей окружности фланцевой части 2, так что образуется плотное, в частности, газонепроницаемое соединение между фланцевой частью 2 и пленкой 8. Между фланцевой частью 2 и пленкой 8 предпочтительно предусмотрено по меньшей мере одно дополнительное сварное соединение, которое обозначено как первое сварное соединение 2ac, а также второе сварное соединение 2ab, которые представлены в виде областей. Первое или второе сварное соединение 2ac, 2ab также проходит вдоль всей окружности фланцевой части 2. Первое сварное соединение 2ac расположено в области входного отверстия 3b и проходит вдоль всей окружности обратной стороны 2i. Для обеспечения надежной сварки пленки 8 с фланцевой частью 2 предусмотрен, как показано на фиг.5, концентратор энергии 21 или утолщение 21, чтобы обеспечить соединение пленки 8 с обратной стороной 2i в области входного отверстия 3b. Это первое сварное соединение 2ac является, в частности, важным, потому что в предпочтительном варианте осуществления изобретения пленка 8 прорезается лезвием, которое воздействует на пленку 8 со стороны выливной части 3. Таким образом, первое сварное соединение 2ac удерживает пленку 8 по отношению к краю входного отверстия 3b в определенном положении, что, в частности, обеспечивает возможность точного прорезания пленки 8 лезвием, поскольку пленка 8 не может или может лишь незначительно подаваться назад.
На фиг.4 представлено изображение в сечении промежуточной заготовки 1a насадки 1 для выливания дозированной порции жидкости до осуществления приварки пленки 8. Промежуточная заготовка 1a далее называется также заготовкой 1a. На фиг.5 представлено подробное изображение левой стороны показанной на фиг.4 промежуточной заготовки 1a насадки 1 для выливания дозированной порции жидкости. Фланцевая часть 2 имеет проходящую вдоль всей ее окружности, выступающую по отношению к обратной стороне 2i носовую часть 2f, которая образует место 2h сварки в еще не сваренном состоянии. Кроме того, обратная сторона 2i имеет изогнутый участок 2b. На стороне 2k крепления расположены круговые утолщения 2e, которые выполнены в виде концентраторов 2e энергии и которые служат, помимо всего прочего, для сварки с упаковкой 6. В особенно предпочтительном варианте осуществления изобретения самое тонкое место 2n, которое в представленном примере осуществления изобретения показано в виде точки излома, расположено напротив концентратора 2e энергии, что имеет преимущество, состоящее в том, что пресс-форма, при помощи которой предпочтительно изготавливается представленная на фиг.1 промежуточная заготовка 1a, образует в области самого тонкого места 2n широкий канал, так что обеспечивается подвод литьевого материала в выступающую носовую часть 2f. Это позволяет изготовить промежуточную заготовку 1a, которая имеет особенно малое расстояние между стороной 2k крепления и самым тонким местом 2n.
Предлагаемая в изобретении насадка 1 для выливания дозированной порции жидкости посредством предпочтительного способа изготавливается таким образом, что в качестве промежуточной заготовки 1a изготавливается насадка 1 для выливания дозированной порции жидкости, которая на обратной стороне 2i, как показано на фиг.4 и 5, имеет проходящую в направлении окружности, выступающую за обратную сторону 2i носовую часть 2f, причем на следующем этапе способа на окруженную носовой частью 2f область обратной стороны 2i помещается пленка 8, которая также закрывает выливное отверстие 3a или входное отверстие 3b. Пленка 8 имеет обращенный к носовой части 2f концевой участок 8b. На следующем этапе способа носовая часть 2f посредством ультразвуковой сварки, как показано на фиг.3, изменяет форму в соответствии с формой уплотняющего участка 2c таким образом, что уплотняющий участок 2c вдоль окружности окружает концевой участок 8b, а концевой участок 8b вместе с торцевой стороной 8a пленки 8 с обеих сторон приварен к фланцевой части 2.
В особенно предпочтительном варианте осуществления способа фланцевая часть 2 выполняется с уменьшающейся по направлению к носовой части 2f толщиной, чтобы расстояние D1 между пленкой 8 и стороной 2k крепления при приваренной пленке 8 уменьшалось по меньшей мере в области уплотняющего участка 2c. Особенно предпочтительно, если обратная сторона 2i выполнена с изогнутой в направлении носовой части 2f поверхностью.
На фиг.6 показан вид сбоку готовой насадки 1 для выливания дозированной порции жидкости, содержащей приваренную пленку 8, причем, в частности, также показано проходящее в направлении окружности, имеющее форму утолщения сварное соединение 2a или уплотняющий участок 2c. На фиг.7 показано перспективное изображение готовой насадки 1 для выливания дозированной порции жидкости, на фиг.8 - вид сверху, а на фиг.9 - вид снизу. На фиг.2 и 3 показана готовая насадка 1 для выливания дозированной порции жидкости, изображенная в сечении вдоль линии разреза A-A, согласно фиг.8.
Предлагаемая в изобретении насадка 1 для выливания дозированной порции жидкости может несколькими вариантами комбинироваться с крышкой 9 емкости. На фиг.10-14 и 16 показаны, например, возможные варианты выполнения крышки 9 емкости и ее составных частей. Крышка 9 емкости и ее составные части предпочтительно выполнены из синтетического материала, причем пленка 9, являющаяся изоляционным слоем, содержит металл, например, алюминий. На фиг.10 показано перспективное изображение закрытой крышки 9 емкости, причем показаны навинчивающаяся крышка 10 с круговой защитной полоской 10a и фланцевой частью 2. В этой конструкции крышка 9 емкости через сторону 2k крепления предпочтительно приварена к упаковке, а именно к стенке емкости. На фиг.11 показано перспективное изображение примера выполнения режущего элемента 11, который имеет наружную резьбу 11a, несколько лезвий 11b, часть 11c боковой стенки и продольную направляющую 11d. На фиг.12 показано изображение в сечении представленной на фиг.10 крышки 9 емкости.
Крышка 9 емкости содержит насадку 1 для выливания дозированной порции жидкости, содержащую имеющую форму полого цилиндра выливную часть 3, фланцевую часть 2, а также приваренную к фланцевой части 2 пленку 8. Кроме того, крышка 9 емкости содержит навинчивающуюся крышку 10 с внутренней резьбой 10b и осью вращения D и, кроме того, содержит режущий элемент 11, который расположен внутри выливной части 3, причем режущий элемент 11 имеет наружную резьбу 11a, а насадка 1 для выливания дозированной порции жидкости имеет внутреннюю резьбу 7, которые входят в зацепление друг с другом и выполнены таким образом, что при первом открывании навинчивающейся крышки 10 режущий элемент 11, поворачиваясь, перемещается вдоль оси D вращения по направлению к пленке 8, так что лезвия 11b проникают в пленку 8, прорезают ее и, таким образом, частично ее открывают. Как видно на фиг.13, 14 и 16, навинчивающаяся крышка 10 имеет зацепляющий элемент 10c, причем режущий элемент 11 и навинчивающаяся крышка 10 согласованы друг с другом таким образом, что зацепляющий элемент 10c передает вращающий момент на режущий элемент 11. На фиг.10-14 и 16 одинаковыми номерами ссылочных позиций отмечены одинаковые элементы.
В предпочтительном варианте осуществления изобретения крышка 9 емкости выполнена таким образом, что зацепляющий элемент 10c проходит в направлении вдоль оси D вращения, и что режущий элемент 11 имеет петлю 11c для приема зацепляющего элемента 10c, причем петля 11c выполнена таким образом, что зацепляющий элемент 10c по отношению к петле 11c расположен с возможностью смещения в направлении вдоль оси D вращения и при этом, благодаря выполнению продольной направляющей 11d, образует соединение с геометрическим замыканием.
Представленная крышка 9 емкости имеет преимущество, состоящее в том, что зацепляющие элементы 10c эффективно направляются в режущем элементе 11, что дает преимущество, состоящее в том, что зацепляющие элементы 10c могут быть выполнены очень тонкими и легкими и должны иметь лишь относительно небольшую устойчивость, так что при изготовлении навинчивающейся крышки 10 и, в частности, зацепляющих элементов 10c может быть сэкономлен материал. Кроме того, крышка 9 емкости в смонтированном состоянии фиксируется и является неспадающей.
На фиг.15 показано подробное изображение, аналогичное изображению на фиг.3, другого примера осуществления сварного соединения 2a пленки 8 с фланцевой частью 2. В отличие от представленного на фиг.3 варианта осуществления изобретения, сварное соединение 2a, а также концевой участок 8b пленки 8 сильнее смещены вправо к имеющей форму полого цилиндра выливной части 3, так что обеспечивается меньшая величина расстояния D2. Фланцевая часть 2 после сварного соединения 2a может оканчиваться или же, как показано на фиг.15, может еще продолжаться в направлении к внешней окружности.
Предлагаемая в изобретении насадка 1 для выливания дозированной порции жидкости может быть также скомбинирована с различным образом выполненными навинчивающимися крышками 10 и режущими элементами 11, которые способны с внешней стороны закрывать выливное отверстие 3a и прорезать пленку 8.
На фиг.17, подобно фиг.15, представлено изображение в сечении другого примера осуществления промежуточной заготовки 1a насадки 1 для выливания дозированной порции жидкости перед приваркой пленки 8. В отличие от представленного на фиг.5 варианта осуществления изобретения, обратная сторона 2i проходит прямолинейно. Кроме того, фланцевая часть 2 имеет отверстие 2m для выхода газов, образует проницаемое для текучей среды соединение между стороной 2k крепления и обратной стороной 2i. Кроме того, на фиг.17 представлен фрагмент сварочного инструмента 12a, который образует часть установки для ультразвуковой сварки. Сварочный инструмент 12a имеет профильную поверхность 12b. Представленная на фиг.5 промежуточная заготовка 1a также может иметь отверстие 2m для выхода газов.
На фиг.18 показана представленная на фиг.17 промежуточная заготовка 1a после сварки с пленкой 8, так что образуется содержащая пленку 8 насадка 1 для выливания дозированной порции жидкости. Для этого в представленной на фиг.17 конструкции пленка 8 накладывается на обратную сторону 2i, и затем сварочный инструмент 12a подводится к обратной стороне 2i, чтобы посредством ультразвуковой сварки выступающую носовую часть 2f сначала приплавить к имеющему форму утолщения уплотняющему участку 2c, а затем деформировать. Ультразвуковая сварка предпочтительно осуществляется посредством торсионной сварки. Тем не менее, также может быть использована продольная сварка. На фиг.18 сварочный инструмент 12a уже частично отведен, так что хорошо виден уплотняющий участок 2c. Как показано, профильная поверхность 12b сварочного инструмента 12a предпочтительно задает конечную форму профиля уплотняющего участка 2c. Профильная поверхность 12b предпочтительно имеет криволинейную форму, чтобы придать форму утолщения уплотняющему участку 2c. Тем не менее, профильная поверхность 12b также может иметь другой профиль, например, такой, как показано на фиг.19. В любом случае профильная поверхность 12b имеет наклонную или проходящую перпендикулярно, под углом или радиально по отношению к стороне 2k крепления часть 12с профильной поверхности, чтобы оттеснить материал выступающей носовой части 2f в направлении входного отверстия 3b, чтобы, как показано на фиг.18, изменить форму носовой части 2f в соответствии с формой уплотняющего участка 2c, так чтобы уплотняющий участок 2c закрывал концевой участок 8b также и с внешней стороны.
Сварочный инструмент 12a предпочтительно выполнен большим по размеру, чем показано, и предпочтительно имеет другие, лишь примерно отмеченные профильные поверхности 12d, чтобы дополнительно обеспечить образование первого сварного соединения 2ac и деформацию концентратора 2l энергии и/или образование второго сварного соединения 2ab. При этом отверстие 2m служит для отвода газов из расположенного между первым и вторым сварными соединениями 2ac, 2ab пространства, чтобы между обратной стороной 2i и пленкой 8 не оставалось воздуха или не образовалось воздушных пузырей.
В предпочтительном варианте осуществления предлагаемого в изобретении способа во время ультразвуковой сварки материал носовой части 2f оттесняется в направлении входного отверстия 3b, чтобы концевой участок 8b с обращенных к обратной стороне 2i сторон оказался покрыт материалом и при этом образовался уплотняющий участок 2c, причем уплотняющий участок 2c предпочтительно имеет форму утолщения.
В предпочтительном варианте осуществления предлагаемого в изобретении способа ультразвуковой сварочный инструмент 12a имеет профильную поверхность 12b, с наклонной или проходящей перпендикулярно, под углом или радиально по отношению к стороне 2k крепления частью 12с профильной поверхности, причем эта часть 12с профильной поверхности воздействует на выступающую носовую часть 2f, чтобы оттеснить материал носовой части 2f в направлении входного отверстия 3b. Такого рода часть 12с профильной поверхности представлена на фиг.19. Представленный на фиг.17 и 18 профиль профильной поверхности 12b с левой стороны также имеет не отмеченную, но видимую закругленную часть 12с профильной поверхности, которая оттесняет материал выступающей носовой части 2f в направлении входного отверстия 3b.
Предлагаемая в изобретении насадка 1 для выливания дозированной порции жидкости или крышка 9 емкости предпочтительно изготавливается за несколько следующих друг за другом этапов способа, в ходе осуществления которого на первом этапе изготавливают, например, представленную на фиг.4 промежуточную заготовку 1a, на следующем этапе способа, как, например, описано в п.13 формулы изобретения, изготавливают насадку 1 для выливания дозированной порции жидкости, в ходе которого пленка 8 сваривается с промежуточной заготовкой 1a, а на следующем этапе способа, как, например, показано на фиг.10, насадка 1 для выливания дозированной порции жидкости снабжается навинчивающейся крышкой 10. После этого крышка 9 емкости может быть соединена с емкостью для пищевых продуктов, например, сварена с выполненной из многослойного материала многослойной упаковкой, чтобы таким образом обеспечить изготовление асептической упаковки.
Изобретение относится к насадке (1) для выливания дозированной порции жидкости, содержащей выливную часть (3) с выливным отверстием (3a), а также содержащей соединенную с выливной частью (3) фланцевую часть (2), причем фланцевая часть (2) имеет две стороны, сторону (2k) крепления и обратную сторону (2i), причем сторона (2k) крепления обращена к выливной части (3) и предусмотрена для закрепления на многослойной упаковке (6) и причем на обратной стороне (2i) фланцевой части (2) расположена и приварена к обратной стороне (2i) фланцевой части (2) непроницаемая для кислорода пленка (8), так что выливное отверстие (3a) с обратной стороны (2i) герметично закрыто пленкой (8). 6 н. и 21 з.п. ф-лы, 19 ил.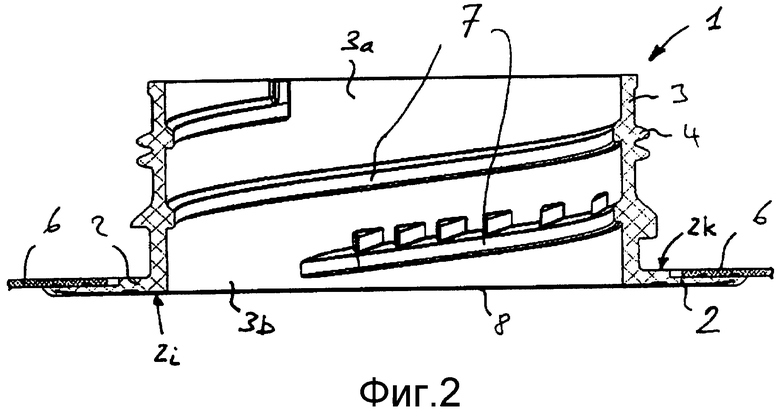
1. Насадка (1) для выливания дозированной порции жидкости, содержащая выливную часть (3) с входным отверстием (3b) и выливным отверстием (3а), а также содержащая соединенную с выливной частью (3) фланцевую часть (2), причем фланцевая часть (2) имеет две стороны: сторону (2k) крепления и обратную сторону (2i), причем сторона (2k) крепления обращена к выливной части (3) и выполнена с возможностью закрепления на многослойной упаковке (6), причем на обратной стороне (2i) фланцевой части (2) расположена и приварена к обратной стороне (2i) фланцевой части (2) непроницаемая для кислорода пленка (8) и причем пленка (8) имеет концевой участок (8b), отличающаяся тем, что выливная часть (3) лишь с обратной стороны (2i) герметично закрыта пленкой, причем фланцевая часть (2) имеет проходящее вдоль ее окружности сварное соединение (2а), которое выполнено таким образом, что концевой участок (8b) с обеих сторон приварен к фланцевой части (2) и причем расстояние между концевым участком (8b) и стороной (2k) крепления уменьшается по направлению к внешней окружности фланцевой части (2).
2. Насадка для выливания дозированной порции жидкости по п. 1, отличающаяся тем, что концевой участок (8b) имеет торцевую сторону (8а), причем концевой участок (8b), а также торцевая сторона (8а) пленки (8) герметично приварены к фланцевой части (2).
3. Насадка для выливания дозированной порции жидкости по п. 1 или 2, отличающаяся тем, что проходящее вдоль окружности сварное соединение (2а), к которому с обеих сторон приварен концевой участок (8b), выполнено в виде имеющего форму утолщения уплотняющего участка (2с).
4. Насадка для выливания дозированной порции жидкости по п. 1, отличающаяся тем, что концевой участок (8b) и сторона (2k) крепления расположены находящимися друг над другом.
5. Насадка для выливания дозированной порции жидкости по п. 1, отличающаяся тем, что толщина фланцевой части (2) уменьшается по направлению к ее внешней окружности, так что взаимное расстояние между стороной (2k) крепления и обратной стороной (2i) уменьшается.
6. Насадка для выливания дозированной порции жидкости по п. 1, отличающаяся тем, что концевой участок (8b) относительно стороны (2k) крепления проходит наклонно или изогнут.
7. Насадка для выливания дозированной порции жидкости по п. 1, отличающаяся тем, что концевой участок (8b) оканчивается торцевой стороной (8а), а расстояние (D1) между стороной (2k) крепления и торцевой стороной (8а) находится в диапазоне до 0,5 мм.
8. Насадка для выливания дозированной порции жидкости по п. 7, отличающаяся тем, что расстояние (D1) находится в диапазоне от 0,1 до 0,3 мм.
9. Насадка для выливания дозированной порции жидкости по п. 1, отличающаяся тем, что она имеет соединяющее пленку (8) с обратной стороной (2i) первое сварное соединение (2ас), причем первое сварное соединение (2ас) расположено в области входного отверстия (3b) и проходит по всей окружности обратной стороны (2i).
10. Насадка для выливания дозированной порции жидкости по п. 1, отличающаяся тем, что она имеет соединяющее пленку (8) с обратной стороной (2i) второе сварное соединение (2ab), причем второе сварное соединение (2ab) расположено вблизи концевого участка (8b) и проходит по всей окружности обратной стороны (2i).
11. Насадка для выливания дозированной порции жидкости по п. 10, отличающаяся тем, что фланцевая часть (2) между первым сварным соединением (2ас) и вторым сварным соединением (2ab) имеет отверстие (2m) для выхода газов, которое образует проницаемое для текучей среды соединение между стороной (2k) крепления и обратной стороной (2i).
12. Насадка для выливания дозированной порции жидкости по п. 1, отличающаяся тем, что фланцевая часть (2) выполнена таким образом, что приваренная к стороне (2k) крепления многослойная упаковка (6) и расположенная на обратной стороне (2i) пленка (8) в радиальном направлении относительно фланцевой части (2) взаимно перекрываются на расстояние (D2), составляющее по меньшей мере 1 мм, предпочтительно на расстояние (D2), составляющее до 5 мм.
13. Способ изготовления насадки (1) для выливания дозированной порции жидкости, содержащей выливную часть (3) с входным отверстием (3b) и выливным отверстием (3а), а также содержащей соединенную с выливной частью (3) фланцевую часть (2), причем фланцевая часть (2) имеет две стороны: сторону (2k) крепления и обратную сторону (2i), причем сторона (2k) крепления обращена к выливной части (3), отличающийся тем, что фланцевую часть (2) изготавливают с проходящей на обратной стороне (2i) в направлении окружности, выступающей за обратную сторону (2i) носовой частью (2f) и с уменьшающейся в направлении носовой части (2f) толщиной, причем пленку (8), которая также закрывает входное отверстие (3b), располагают в окруженной носовой частью (2f) области обратной стороны (2i), причем пленка (8) со стороны носовой части (2f) имеет концевой участок (8b), и причем форму носовой части (2f) изменяют в соответствии с формой уплотняющего участка (2с) таким образом, что уплотняющий участок (2с) вдоль окружности окружает концевой участок (8b), а концевой участок (8b) пленки (8) с обеих сторон приварен к фланцевой части (2), так что выливная часть (3) лишь с обратной стороны (2i) герметично закрыта пленкой, и причем расстояние (D1) между пленкой (8) и стороной (2k) крепления при приваренной пленке (8) уменьшается в области уплотняющего участка (2с).
14. Способ по п. 13, отличающийся тем, что концевой участок (8b) оканчивается торцевой стороной (8а), и пленку приваривают таким образом, что расстояние (D1) между стороной (2k) крепления и торцевой стороной (8а) находится в диапазоне до 0,5 мм, предпочтительно в диапазоне от 0,1 до 0,3 мм.
15. Способ по п. 13, отличающийся тем, что сварку осуществляют при помощи ультразвука для обеспечения газонепроницаемого соединения между концевым участком (8b) пленки (8) и фланцевой частью (2).
16. Способ по п. 15, отличающийся тем, что при ультразвуковой сварке материал носовой части (2f) оттесняется в направлении входного отверстия (3b), чтобы концевой участок (8b) с обращенных к обратной стороне (2i) сторон оказался покрыт материалом и при этом, чтобы образовался уплотняющий участок (2с), причем уплотняющий участок (2с) предпочтительно имеет форму утолщения.
17. Способ по п. 16, отличающийся тем, что ультразвуковой сварочный инструмент (12а) имеет профильную поверхность (12b) с наклонной или проходящей перпендикулярно, под углом или радиально по отношению к стороне (2k) крепления частью (12с) профильной поверхности, и эта часть (12с) профильной поверхности воздействует на выступающую носовую часть (2f), чтобы оттеснить материал носовой части (2f) в направлении входного отверстия (3b).
18. Способ по п. 15, отличающийся тем, что сварку осуществляют посредством торсионной ультразвуковой сварки.
19. Способ по п. 13, отличающийся тем, что обратную сторону (2i) выполняют с загнутым в направлении носовой части (2f) профилем поверхности.
20. Многослойная упаковка (6), содержащая насадку для выливания дозированной порции жидкости по любому из пп. 1-12.
21. Многослойная упаковка (6) по п. 20, отличающаяся тем, что фланцевая часть (2) выполнена таким образом, что сваренная со стороной (2k) крепления многослойная упаковка (6) и расположенная на обратной стороне (2i) пленка перекрываются в радиальном направлении относительно фланцевой части (2) на расстояние (D2), равное по меньшей мере 1 мм, предпочтительно на расстояние D2 до 5 мм.
22. Крышка (9) емкости, содержащая насадку (1) для выливания дозированной порции жидкости по любому из пп. 1-12, содержащая навинчивающуюся крышку (10) с внутренней резьбой (10b) и осью (D) вращения, а также имеющая режущий элемент (11), который расположен внутри выливной части (3), причем режущий элемент (11) имеет наружную резьбу (11а), а насадка (1) для выливания дозированной порции жидкости имеет внутреннюю резьбу (7), которые входят в зацепление друг с другом и выполнены таким образом, что при открывании навинчивающейся крышки (10) режущий элемент (11) перемещается вдоль оси (D) вращения по направлению к пленке (8), причем навинчивающаяся крышка (10) имеет зацепляющий элемент (10с) и причем режущий элемент (11) и навинчивающаяся крышка (10) согласованы друг с другом таким образом, что зацепляющий элемент (10с) передает вращающий момент на режущий элемент (11).
23. Крышка (9) емкости по п. 22, отличающаяся тем, что зацепляющий элемент (10с) проходит в направлении вдоль оси (D) вращения, режущий элемент (11) имеет петлю (11с) для приема зацепляющего элемента (10с), причем петля (11с) выполнена таким образом, что зацепляющий элемент (10с) расположен по отношению к петле (11с) с возможностью смещения в направлении вдоль оси (D) вращения и при этом образует соединение с геометрическим замыканием.
24. Применение насадки для выливания дозированной порции жидкости по любому из пп. 1-12 для асептического закрывания многослойной упаковки (6).
25. Применение крышки (9) емкости по любому из пп. 22-23 для асептического закрывания многослойной упаковки (6).
26. Заготовка (1a) для насадки (1) для выливания дозированной порции жидкости по любому из пп. 1-12, содержащая выливную часть (3) с входным отверстием (3b) и выливным отверстием (3а), а также содержащая соединенную с выливной частью (3) фланцевую часть (2), причем фланцевая часть (2) имеет две стороны: сторону (2k) крепления и обратную сторону (2i), причем сторона (2k) крепления обращена к выливной части (3) и предусмотрена для закрепления на многослойной упаковке (6), причем обратная сторона (2i) имеет проходящий вдоль ее внешней окружности в направлении окружности носик (2f), который выступает за обратную часть (2i) и причем толщина фланцевой части (2) уменьшается по направлению к ее внешней окружности, так что расстояние между стороной (2k) крепления и обратной стороной (2i) уменьшается.
27. Заготовка (1а) по п. 26, отличающаяся тем, что обратная сторона (2i) имеет самое тонкое место (2n), в котором расстояние между стороной (2k) крепления и обратной стороной (2i) имеет наименьшую величину, а сторона (2k) крепления напротив самого тонкого места (2n) имеет выступающий концентратор (2е) энергии.
| ОПТИЧЕСКОЕ ЛОГИЧЕСКОЕ НАНОУСТРОЙСТВО | 2009 |
|
RU2408040C1 |
| DE 102005013902 B3, 20.04.2006 | |||
| US 6279779 B1, 28.08.2001 | |||
| US 5147070 A, 15.09.1992. | |||

