Настоящее изобретение относится к способу нанесения открывного приспособления на упаковочный материал для упаковывания текучих пищевых продуктов и к упаковке, полученной посредством этого.
Многие текучие пищевые продукты, такие как фруктовый сок, стерилизованное (UHT) молоко, вино, томатный соус и т.д., продаются в упаковках, изготовленных из стерилизованного упаковочного материала.
Типичным примером такой упаковки является упаковка параллелепипедной формы для жидких или текучих пищевых продуктов, известная как Tetra Brik или Tetra Brik Aseptic (зарегистрированные товарные знаки), которую формируют путем складывания и запечатывания из полотна ламинированного упаковочного материала. Этот материал имеет многослойную структуру, включающую слой волокнистого материала, например бумаги, покрытого с обеих сторон слоями термосвариваемого пластика, например полиэтилена. В случае асептических упаковок, предназначенных для продуктов длительного хранения, таких как UHT-молоко, упаковочный материал также содержит слой кислородо-барьерного материала, например, из алюминиевой фольги, ламинированной на слой термосвариваемого пластика и покрытой с другой стороны другим слоем термосвариваемого пластика, образующим в итоге внутреннюю поверхность упаковки, контактирующую с пищевым продуктом.
Как известно, такие упаковки изготавливают на полностью автоматических упаковочных машинах, на которых из полотна упаковочного материала образуют непрерывную трубу; причем полотно упаковочного материала стерилизуют на самой установке для упаковывания, например, путем нанесения химического стерилизующего агента, такого как раствор перекиси водорода, который после стерилизации удаляют, например, испарением путем нагрева с поверхностей упаковочного материала; а стерилизованное таким образом полотно упаковочного материала, поддерживая в закрытом стерильном пространстве, сгибают и сваривают в продольном направлении с образованием вертикальной трубы.
Эту трубу непрерывно заполняют сверху стерилизованным или прошедшим стерильную обработку пищевым продуктом, запечатывают и разрезают через равно разнесенные поперечные участки с получением подушкообразных упаковок, которые затем механически сгибают с образованием готовых, то есть по существу параллелепипедных, упаковок.
Альтернативно, упаковочный материал может быть разрезан на заготовки, которые формируют в упаковки на оправках, а полученные упаковки заполняют пищевым продуктом и запечатывают. Примером является упаковка с так называемым щипцовым верхом, известная как Tetra Rex (зарегистрированный товарный знак).
Упомянутые упаковки обычно снабжают повторно закрываемыми открывными устройствами, позволяющими потреблять пищевой продукт из упаковки и предотвращающими попадание внешних агентов в пищевой продукт в упаковке.
Открывные устройства, наиболее часто используемые в настоящее время, содержат корпус, ограничивающий выливное отверстие, и который приспособлен для установки на отверстии или на перфорированном или стягиваемом участке в стенке упаковки, и крышку, шарнирно соединенную с корпусом или навинченную на него, удаляемую для открытия упаковки. Известны также другие открывные устройства, например, скользящего типа.
Например, из WO 98/18608 и WO 98/18609 уже известны устройство и способ инжекционного формования (литья под давлением) пластикового открывного устройства на отверстии, образованном в листе упаковочного материала.
Вышеописанные открывные устройства часто расположены на верхней стенке упаковки. Как известно, верхняя стенка упаковки, образованной из трубы упаковочного материала, имеет несколько запечатывающих швов, ограничивающих доступное пространство для установки открывного устройства. В частности, верхнюю стенку по ее центральной линии пересекает плоская поперечная запечатывающая полоска, загнутая на верхнюю стенку и находящаяся с ней в одной плоскости, а также концевой участок плоской продольной запечатывающей полоски, проходящей перпендикулярно от поперечной запечатывающей полоски. Точнее, продольная запечатывающая полоска продолжается вдоль участка верхней стенки упаковки и вниз от верхней стенки по боковой и нижней стенкам упаковки.
Аналогично, упаковки, формованные на оправках, также имеют верхнюю стенку, которую по центральной линии пересекает плоская поперечная запечатывающая полоска, загнутая на верхнюю стенку и находящаяся с ней в одной плоскости.
Ни в одном из случаев открывное устройство не может быть установлено на запечатывающие полоски упаковки, поскольку это не только создало бы проблемы, связанные с герметизацией открывного устройства на неровной поверхности, но также привело бы к нарушению целостности самих запечатывающих швов.
Следовательно, открывное приспособление можно нанести только на ограниченные плоские участки рядом с запечатывающими полосками, проходящими по верхней стенке упаковки, что явно ограничивает максимальный размер открывного устройства.
Чем больше выливное отверстие, тем лучше характеристики выливания. Таким образом, существует потребность в увеличенных открывных устройствах, обеспечивающих лучшее выливание, в особенности с учетом растущего количества продуктов, различающихся по своим физическим свойствам, продаваемых в упаковках из упаковочного материала на основе бумаги, при этом некоторые из этих продуктов, в особенности полужидкие продукты или продукты, содержащие волокна или частицы, требуют увеличенного открывного устройства для плавного выливания продукта.
Кроме того, открывное устройство обычно расположено на некотором расстоянии от линий сгиба, образующих края верхней стенки, чтобы избежать ситуации, при которой периферийный край пластикового корпуса мешает формированию упаковки. Однако чем больше расстояние между открывным устройством и боковым краем верхней стенки на выливной стороне упаковке, тем выше риск того, что при выливании жидкий продукт будет проливаться по смежным боковым стенкам упаковки.
Задача настоящего изобретения состоит в создании способа нанесения открывного устройства на листовой упаковочный материал для упаковывания текучих пищевых продуктов, предлагающего простое решение вышеуказанных проблем, обычно сопутствующих известным способам.
В соответствии с настоящим изобретением предлагается способ нанесения открывного устройства на листовой упаковочный материал для упаковывания текучих пищевых продуктов, причем указанный упаковочный материал содержит множество линий сгиба, по которым упаковочный материал сгибают для получения упаковки, наполненной текучим пищевым продуктом, а указанное открывное устройство содержит корпус, в котором образовано выливное отверстие, и подвижную крышку для закрытия указанного выливного отверстия, причем данный способ характеризуется тем, что предусматривает стадию прикрепления указанного корпуса к указанному упаковочному материалу в положении, в котором корпус продолжается через одну из указанных линий сгиба, образующих край указанной упаковки.
Настоящее изобретение также относится к запечатанной упаковке для текучих пищевых продуктов из листового упаковочного материала, имеющего множество линий сгиба, причем указанная упаковка снабжена открывным устройством, содержащим корпус, прикрепленный к указанному упаковочному материалу и ограничивающий выливное отверстие, и подвижную крышку для закрытия указанного выливного отверстия, характеризующейся тем, что указанный корпус продолжается через одну из указанных линий сгиба, образующих край указанной упаковки.
Краткое описание чертежей
Ряд предпочтительных неограничивающих вариантов выполнения настоящего изобретения далее описан в качестве примера со ссылкой на сопровождающие чертежи, на которых:
фиг.1 - вид в перспективе верхней части запечатанной упаковки для текучих пищевых продуктов по изобретению;
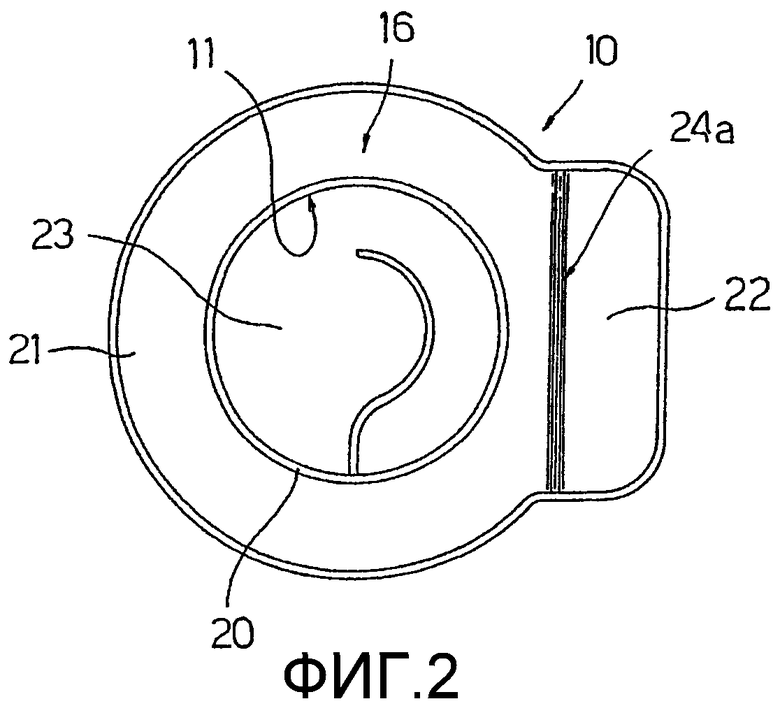
фиг.2, 3 и 4 - виды снизу различных вариантов выполнения корпуса открывного устройства упаковки по фиг.1;
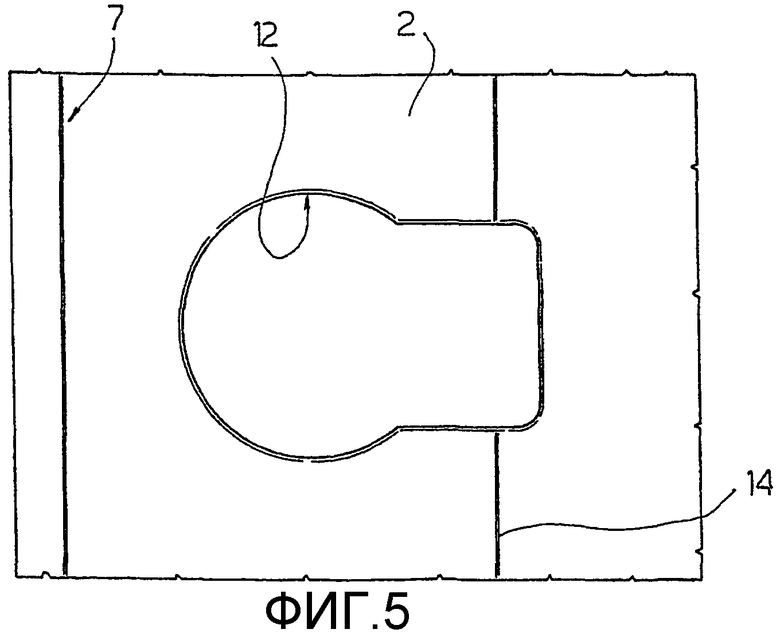
фиг.5 - вид сверху участка полотна упаковочного материала, на который наносят корпус открывного устройства по фиг.2 или 3, или 4 при образовании упаковки по фиг.1;
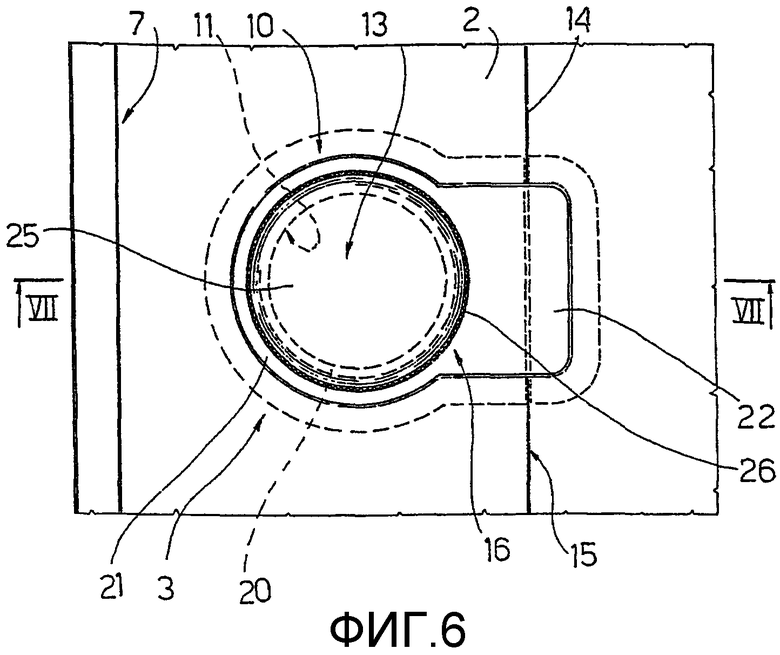
фиг.6 - вид сверху участка полотна упаковочного материала по фиг.5, на котором установлен корпус открывного устройства по фиг.3;
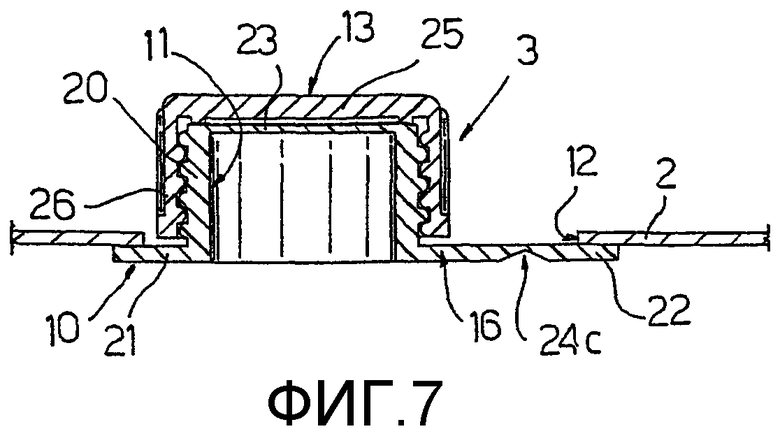
фиг.7 - вид в сечении участка полотна упаковочного материала по VII-VII на фиг.6;
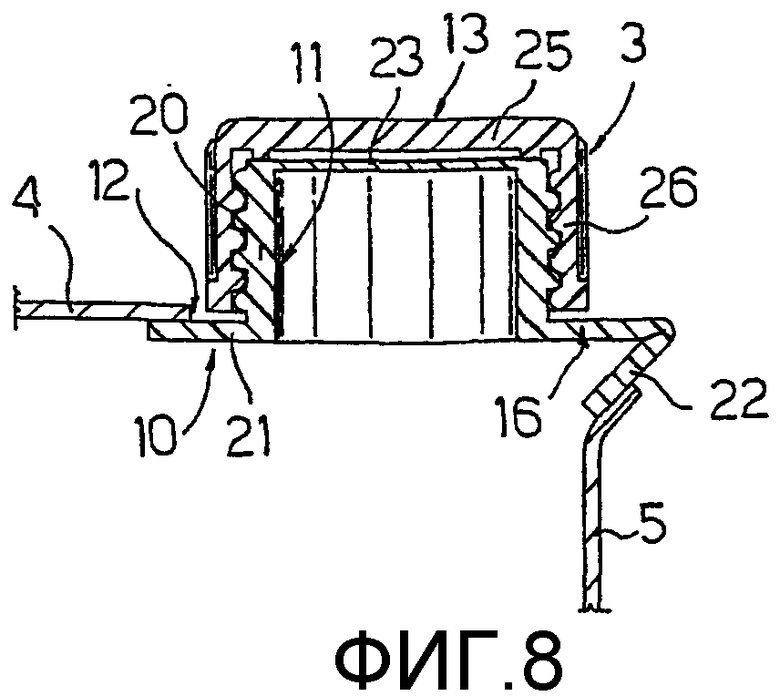
фиг.8 - вид в сечении по фиг.7 после сгибания полотна упаковочного материала при образовании упаковки по фиг.1;
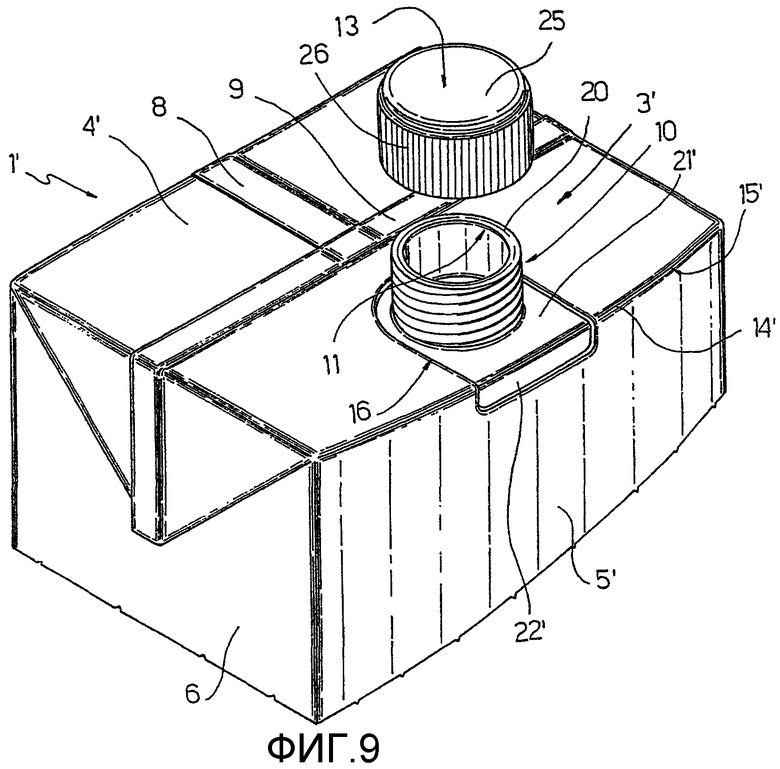
фиг.9 - вид в перспективе верхней части запечатанной упаковки для текучих пищевых продуктов в соответствии с другим вариантом выполнения;
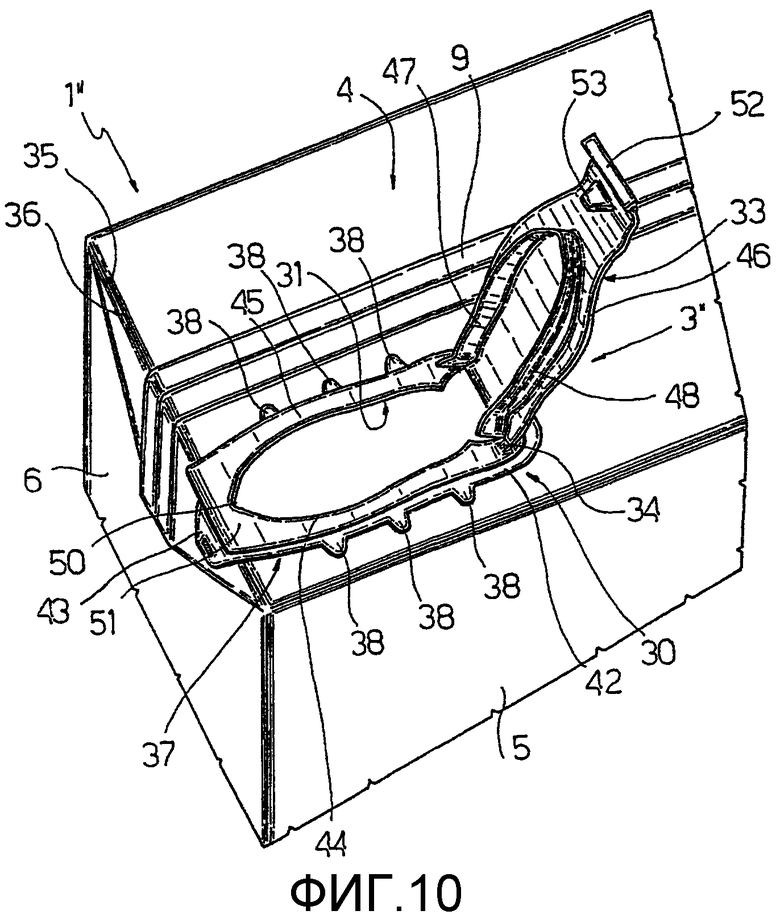
фиг.10 - вид в перспективе верхней части запечатанной упаковки для текучих пищевых продуктов в соответствии с еще одним вариантом выполнения; и
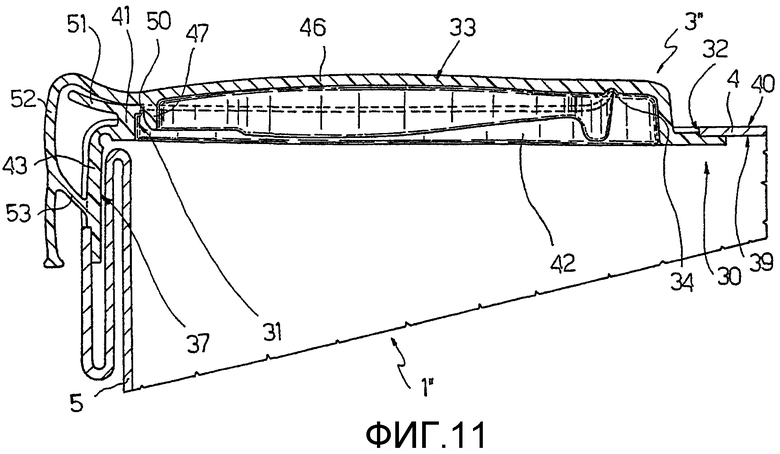
фиг.11 - вид в увеличенном масштабе и в сечении верхней части упаковки по фиг.10.
Предпочтительный вариант выполнения изобретения
На фиг.1 показана запечатанная упаковка для текучих пищевых продуктов, обозначенная в целом позицией 1, например упаковка параллелепипедной формы типа Tetra Brik Aseptic (зарегистрированный товарный знак), полученная из полотна 2 упаковочного материала (показанного только частично на фиг.5, 6), как более подробно было описано выше, и снабженная повторно закрываемым открывным устройством 3 из пластика, прикрепленным, предпочтительно, к верхней части упаковки 1.
Упаковка 1 содержит верхнюю стенку 4, стенку основания (не показана), расположенную против верхней стенки 4, переднюю стенку 5, заднюю стенку (не показана) и пару боковых стенок 6 (только одна из них показана на фиг.1).
Полотно 2 упаковочного материала и упаковка 1 имеют многослойную структуру (не показана) и содержат слой волокнистого материала, обычно бумаги, покрытый с обеих сторон соответствующими слоями термопластика, например полиэтилена. Сторона упаковочного материала, которая в конечном счете будет контактировать с пищевым продуктом в упаковке 1, также может иметь слой кислородо-барьерного материала, например, алюминия, в свою очередь, покрытого одним или более слоями термопластика.
Полотно 2 имеет рисунок 7 линий сгиба, то есть множество ослабленных линий, полученных с помощью фальцующих валков, образующих линии сгиба, вдоль которых материал сгибают в процессе формования и окончательного складывания упаковки.
Предпочтительно упаковку 1 изготавливают из непрерывной трубы (не показана) упаковочного материала, полученной путем сгибания и сваривания полотна 2 в продольном направлении по ее боковым краям. Более точно, краевую часть полотна 2 накладывают на противоположную краевую часть и приваривают к ней с получением продольного шва 8, который имеет промежуточную часть, проходящую вдоль вертикальной центральной линии задней стенки (не показана) готовой упаковки 1, и противоположные концевые части, продолжающиеся вдоль стенки основания и верхней стенки 4 самой упаковки.
После этого трубу сваривают в поперечном направлении через одинаковые промежутки с образованием поперечных сварных швов 9, которые проходят вдоль стенки основания и верхней стенки 4 готовой упаковки 1. После этого трубу разрезают вдоль поперечных сварных швов 9 с образованием так называемых подушкообразных упаковок, которые представляют собой промежуточные изделия, пригодные для превращения их в готовые упаковки 1 посредством нескольких операций окончательного складывания.
Как показано на фиг.1, 6, 7 и 8, открывное устройство 3 содержит кольцевой корпус 10 с наружной резьбой, ограничивающий круглое выливное отверстие 11, через которое выливают пищевой продукт, содержащийся в упаковке, и который прикреплен к верхней части упаковки 1 на отверстии 12 (фиг.5, 7, 8), и крышку или колпачок 13, который выполнен отдельно от корпуса 10 и навинчен на корпус 10 в закрытое положение, в котором он закрывает выливное отверстие 11. После первого открывания колпачок 13 может перемещаться между указанным закрытым положением и открытым положением, в котором он отсоединен от корпуса 10. Конкретно, в полотне 2 пробивают отверстие 12 и открывное устройство 3 прикрепляют к упаковочному материалу до того, как полотно 2 поступит в формующую, наполняющую и запечатывающую секции наполнительной машины (не показана), при этом полотно 2 согнуто и сварено в продольном направлении с получением вышеупомянутой вертикальной трубы, подлежащей заполнению текучим пищевым продуктом.
В соответствии с изобретением отверстие 12 и корпус 10 открывного устройства 3 продолжаются через линию 14 сгиба, образующую край упаковки 1; в варианте, показанном на фиг.1, линия 14 сгиба образует горизонтальный край 15 упаковки 1, отделяющий верхнюю стенку 4 от передней стенки 5.
Корпус 10 открывного устройства 3, предпочтительно, образуют путем введения пластика под давлением через отверстие 12 и между двумя элементами (не показаны) формы для литья под давлением, взаимодействующими друг с другом с противоположных сторон полотна 2, так что край отверстия 12 оказывается заделанным в корпус 10, в результате чего предотвращается смещение открывного устройства 3 из отверстия 12.
Конкретно, в процессе литья под давлением термопластиковое покрытие полотна 2 плавится и сплавляется с пластиком корпуса 10 в отверстии 12.
Альтернативно, корпус 10 открывного устройства 3 может быть прикреплен к полотну 2 упаковочного материала посредством приклеивания или приваривания нагревательными элементами или элементами для ультразвуковой сварки.
Как показано на фиг.1-4, 7 и 8, корпус 10 имеет плоский кольцевой фланец 16, прикрепленный к верхней и передней стенкам 4, 5, и цилиндрическую, с наружной резьбой, кольцевую часть 20, выступающую от внутреннего края фланца 16 и ограничивающую выливное отверстие 11.
Фланец 16 имеет круглую основную часть 21 и прямоугольный боковой клапан 22, выступающий от боковой стороны основной части 21 в одной плоскости с ней. Выливное отверстие 11 кольцевой части 20, предпочтительно, закрыто отрывным запечатывающим элементом 23.
Во время операций формования упаковки 1 фланец 16 сгибают по линии 14 сгиба так, что основная часть 21 продолжается по верхней стенке 4 между линией 14 сгиба и соответствующим поперечным швом 9, тогда как клапан 22 продолжается по передней стенке 5.
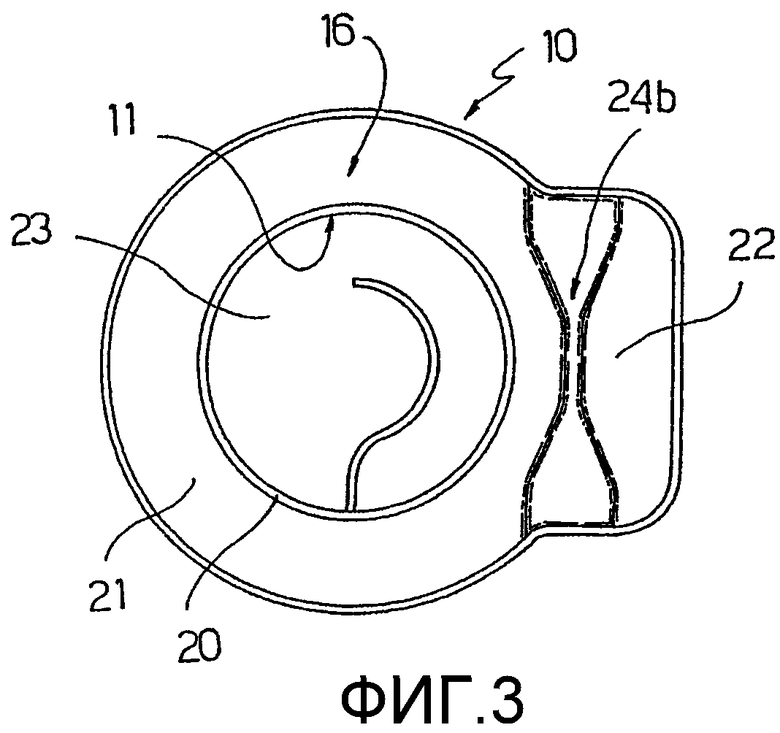
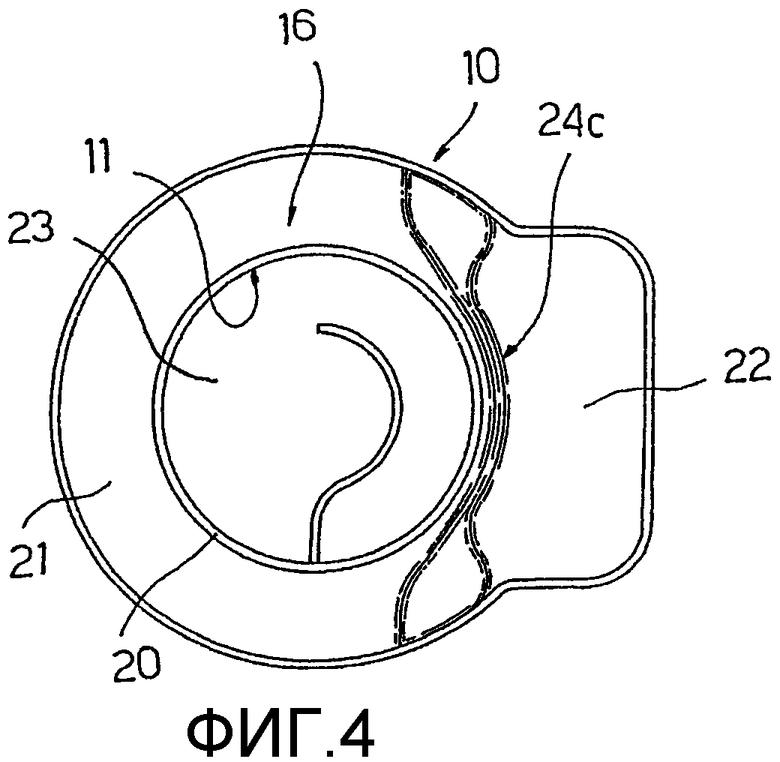
Для облегчения сгибания клапана 22 фланец 16 выполняют с выемкой, три различных варианта которой показаны на фиг.2, 3 и 4 и обозначены соответственно позициями 24а, 24b, 24с. Каждая выемка 24а, 24b, 24с продолжается между клапаном 22 и основной частью 21 и предназначена для размещения поверх линии 14 сгиба.
Выемка 24а имеет прямую форму, параллельную линии 14 сгиба, выемка 24b имеет форму песочных часов, и выемка 24с имеет форму, напоминающую песочные часы, но в которой узкая средняя часть следует окружному наружному профилю кольцевой части 20 корпуса 10.
Прямая выемка 24а по фиг.2 позволяет увеличить диаметр выливного отверстия 11 по сравнению с вариантами с выемками 24b, 24с, однако корпус 10 должен быть размещен точно так, чтобы выемка 24а располагалась поверх линии 14 сгиба.
Положение имеющей форму песочных часов выемки 24b относительно линии 14 сгиба менее критично. Действительно, в том случае, если линия 14 сгиба будет находиться внутри наружных границ выемки 24b, корпус 10 будет сгибаться на указанной выемке. В зависимости от положения линии 14 сгиба относительно выемки 24b, упаковка 1 может выгибаться немного внутрь или наружу у корпуса 10. Это выгибание незаметно при беглом осмотре.
Выемка 24с имеет форму, похожую на форму песочных часов. Ее цель состоит в том, что линия 14 сгиба была совмещена с более широкими концевыми частями выемки 24с, что означает, что корпус 10 будет немного выступать относительно края 15 упаковки 1, как показано на фиг.8. В этом случае выливное отверстие 11 может иметь увеличенный диаметр, поскольку оно может быть размещено ближе к линии 14 сгиба или даже выступать от линии 14 сгиба; следовательно, снижается риск проливания пищевого продукта на переднюю стенку 5 упаковки 1 во время выливания.
Как показано на фиг.5, отверстие 12 имеет такой же контур, как и фланец 16 корпуса 10, а наружные размеры отверстия 12 немного меньше наружных размеров фланца 16 корпуса 10. Таким образом, при размещении фланца 16 корпуса 10 на отверстии 12, периферийный край фланца 16 будет перекрывать отверстие 12. Отверстие 12 расположено в основном в части полотна 2, предназначенной для образования верхней стенки 4 упаковки 1, и имеет концевую часть, образованную в части полотна 2, предназначенной для образования передней стенки 5. Как было указано выше, отверстие 12 пересекает линию 14 сгиба, расположенную между верхней стенкой 4 и передней стенкой 5.
Как показано на фиг.1 и 6-8, колпачок 13 содержит выполненные за одно целое круглую часть 25, закрывающую выливное отверстие 11, и цилиндрическую, с внутренней резьбой, кольцевую часть 26, выступающую от круглого наружного периферийного края круглой части 25 и которая навинчивается на кольцевую часть 20 корпуса 10.
На фиг.9, 10 и 11 проиллюстрирован основной принцип настоящего изобретения в приложении к упаковкам 1', 1'', которые описываются только в части, отличающей их от упаковки 1, и при использовании тех же позиций для любых частей, аналогичных или соответствующих уже описанным частям.
Как показано на фиг.9, упаковка 1' отличается от упаковки 1 тем, что она имеет изогнутую переднюю стенку 5' и, следовательно, изогнутую линию 14' сгиба и вследствие этого изогнутый край 15', отделяющий переднюю стенку от верхней стенки 4'. Упаковка 1' снабжена открывным устройством 3', которое полностью аналогично вышеописанному открывному устройству 3, и части которого обозначены теми же позициями, что и соответствующие части вышеописанного открывного устройства. Корпус 10 открывного устройства 3' имеет выемку (не показана), которая может иметь такую же форму, как выемка 24а, 24b, 24с, расположена у указанной изогнутой линии 14' сгиба и выполнена с соответствующей криволинейной конфигурацией. Как изогнутая линия 14' сгиба, так и указанная криволинейная форма выемки корпуса 10 открывного устройства 3' являются выпуклыми. Во всех остальных отношениях упаковка 1' и открывное устройства 3' по варианту, показанному на фиг.9, соответствуют упаковке 1 и открывному устройству 3, рассмотренному выше. Таким образом, корпус 10 открывного устройства 3' имеет плоский кольцевой фланец 16', продолжающийся через линию 14' сгиба и имеющий, предпочтительно, основную часть 21', расположенную на верхней стенке 4', и клапан 22', расположенный на передней стенке 5'.
Как показано на фиг.10 и 11, упаковка 1'' отличается от упаковки 1 только тем, что она снабжена открывным устройством 3'' шарнирного типа.
Упаковка 1'' имеет параллелепипедную форму и ограничена множеством стенок, обозначенных теми же позициями, что и соответствующие стенки упаковки 1.
Открывное устройство 3'' содержит корпус 30, ограничивающий выливное отверстие 31 и прикрепленный к верхней части упаковки 1'' в ее отверстии 32, и крышку 33, соединенную с корпусом 30 посредством шарнира 34, образующего ось А, параллельную верхней стенке 4.
Отверстие 32 и корпус 30 открывного устройства 3'' продолжаются через линию 35 сгиба, образующую край упаковки 1'', параллельный оси А; в варианте, показанном на фиг.10 и 11, линия 35 сгиба образует горизонтальный край 36 упаковки 1'', отделяющий верхнюю стенку 4 от соседней боковой стенки 6.
Крышка 33 отлита за одно целое с корпусом 30.
В этом случае открывное устройство 3'' также, предпочтительно, прикрепляют к полотну упаковочного материала в выполненном в нем отверстии 32 до того, как полотно поступит в формующую, наполняющую и запечатывающую секции наполнительной машины (не показана), в которой образуют готовую упаковку 1.
Конкретно, открывное устройство 3'', предпочтительно, образуют путем введения пластика под давлением через отверстие 32 и между двумя элементами (не показаны) формы для литья под давлением, взаимодействующими друг с другом с противоположных сторон полотна упаковочного материала, так что периферийный край отверстия 32 оказывается заделанным в корпус 30, в результате чего предотвращается смещение открывного устройства 3'' с отверстия 32. Более точно, корпус 30 образует по существу плоский, кольцевой базовый фланец 37, который опирается на первую сторону 39 упаковочного материала, приспособленную для образования внутренней поверхности упаковки 1'', и множество копланарных ребер 38, проходящих в плоскости, параллельной базовому фланцу 37, и опирающихся на вторую сторону 40 упаковочного материала, противоположную первой стороне 39.
Альтернативно, корпус 30 открывного устройства 3'' может быть прикреплен к упаковочному материалу посредством приклеивания или приваривания с помощью нагревательных элементов или элементов для ультразвуковой сварки.
Корпус 30, выливное отверстие 31 и крышка 33 имеют соответствующие конфигурации, удлиненные в направлении поперечного сварного шва 9 верхней стенки 4.
Корпус 30 дополнительно содержит выступающую кольцевую шейку 41, проходящую от базового фланца 37 и ограничивающую выливное отверстие 31.
Базовый фланец 37 корпуса 30 сгибают поверх линии 35 сгиба так, чтобы имеющая по существу прямоугольную форму основная часть 42 базового фланца 37 проходила по верхней стенке 4, а сужающаяся концевая часть 43 самого базового фланца, расположенная с противоположной стороны по отношению к шарниру 34, проходила по боковой стенке 6; при этом сужающаяся часть 43 имеет по существу V-образную форму и скругленную вершину.
Для облегчения сгибания корпуса 30 поверх линии 35 сгиба базовый фланец 37 имеет выемку (невидимую), которая может быть выполнена такой же конфигурации, как выемка 24а, 24b, 24с открывного устройства 3, и проходит по нижней поверхности базового фланца.
На шейке 41 образован плоский верхний фланец 45, имеющий по существу прямоугольную форму и выступающий относительно самой шейки.
Крышка 33 имеет плоскую основную часть 46, которая соединена с корпусом 30 посредством шарнира 34, и выступающую по существу U-образную уплотняющую кромку 47, проходящую от концов шарнира 34 и выступающую от основной части 46 для входа в контакт с шейкой 41. Крышка 33 в исходном положении прикреплена к внутреннему краю 44 верхнего фланца 45 корпуса 30, окружающему выливное отверстие 31, с помощью тонкого хрупкого выступа 48, который проходит вдоль периферийной линии вокруг кромки 47 и который разрывается при первом открывании крышки 33.
Внутренний край 44 верхнего фланца 45 корпуса 30 и кромка 47 крышки 33, предпочтительно, выполнены так, чтобы образовать сужающийся выливной носик 50.
У выливного носика 50 на верхнем фланце 45 образован выливный желоб 51, выступающий от шейки 41 над линией 35 сгиба. После открывания крышка 33 может перемещаться между открытым положением (фиг.10) и закрытым положением (фиг.11), в котором кромка 47 крышки 33 удерживается жидкостно-уплотненным образом внутри шейки 41 корпуса 30 посредством выступа 48, охватываемого краем 44 со щелчком.
На конце крышки 33, противоположном по отношению к шарниру 34, образован оттяжной язычок 52, выступающий наружу относительно выливного отверстия 31 со стороны линии 35 сгиба и обращенный к базовому фланцу 37 корпуса 30. Язычок 52 образует захватываемую часть крышки 33, приспособленную к оттягиванию ее вверх потребителем, чтобы поднять крышку 33 в открытое положение. Язычок 52 загнут к боковой стенке 6, а его свободный конец прикреплен к концевой части 43 базового фланца 37, образуя с ней одно целое посредством хрупкой полоски 53, представляющей собой средство индикации вскрытия. Когда язычок 52 крышки 33 тянут вверх, полоска 53 ломается, позволяя открыть упаковку 1''.
Преимущества способа и упаковки 1, 1', 1'' по изобретению очевидны из предшествующего описания.
В частности, благодаря тому, что корпус 10, 30 открывного устройства 3, 3', 3'' продолжается через линию 14, 14', 35 сгиба или край 15, 15', 36 упаковки 1, 1', 1'', выливное отверстие 11, 31 открывного устройства 3, 3', 3'' будет расположено непосредственно рядом с вышеупомянутым краем 15, 15', 36, так что улучшается выливание пищевого продукта и снижается риск проливания продукта на стенки (5, 5', 6), находящиеся ниже самого отверстия.
Поскольку открывное устройство 3, 3', 3'' может пересекать край 15, 15', 36 упаковки 1, 1', 1'', на верхней стенке 4, 4' будет больше места для размещения самого открывного устройства. Это позволяет увеличить размеры открывных устройств и выливных отверстий, что приводит к улучшенному выливанию.
Размещение открывного устройства 3, 3', 3'' над краем 15, 15', 36 упаковки 1, 1', 1'' приводит к усилению самого края в том месте, где он наиболее подвержен повреждениям при транспортировке и обращении.
Размещение открывного устройства 3, 3', 3'' над краем 15, 15', 36 упаковки 1, 1', 1'' также позволяет создать упаковку, непосредственно из которой более приятно пить, поскольку она обеспечивает лучшее "ощущение для губ", то есть губы потребителя не входят в контакт с упаковочным материалом, а контактируют только с пластиком. Известно, что потребителям в некоторых странах нравится это усовершенствование.
Упаковки 1, 1', 1'' менее чувствительны к ошибкам установки открывного устройства 3, 3', 3'' в определенное положение относительно соседнего края 15, 15', 36, поскольку сгибание упаковочного материала по линии 14, 14', 35 сгиба, образующей этот край, вызывается сгибанием пластикового корпуса 10, 30 открывного устройства 3, 3', 3''.
В завершение, в случае упаковки 1'' периферийный край концевой части 43 базового фланца 37 опирается на вертикальную боковую стенку 6, в результате чего повышается сопротивление выливного носика 50 внешним нагрузкам, действующим на выступающий оттяжной язычок 52, таким как нагрузки, возникающие при транспортировке и обращении. Очевидно, что возможны различные модификации способа и упаковки 1, 1', 1'', описанных и проиллюстрированных здесь, без выхода из объема сопровождающей формулы изобретения.
Способ нанесения открывного устройства на листовой упаковочный материал для упаковывания текучих пищевых продуктов, причем указанный упаковочный материал содержит множество линий сгиба, по которым упаковочный материал сгибают для получения упаковки, заполненной текучим пищевым продуктом, а указанное открывное устройство содержит корпус, ограничивающий выливное отверстие, и подвижную крышку для закрытия указанного выливного отверстия. Причем способ предусматривает стадию прикрепления указанного корпуса к указанному упаковочному материалу в положении, в котором корпус продолжается через одну из линий сгиба, образующих край указанной упаковки. При этом указанный корпус открывного устройства прикрепляют на отверстии в указанном упаковочном материале, пересекающем указанную одну из линий сгиба. Предложенное решение обеспечивает создание способа нанесения открывного устройства на листовой упаковочный материал для упаковывания текучих пищевых продуктов. 2 н. и 16 з.п. ф-лы, 11 ил.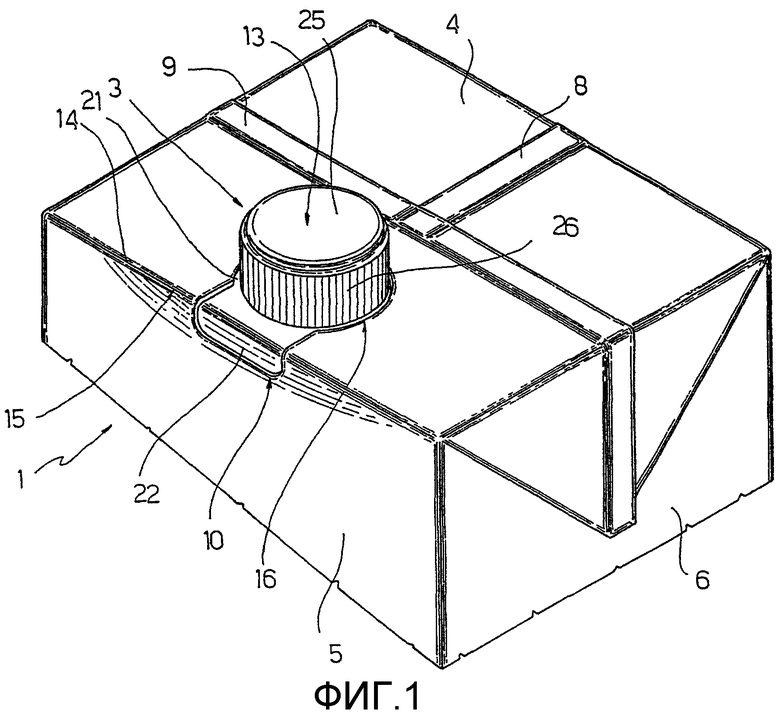
| JP 5051032 А, 02.03.1993 | |||
| US 5875959 A, 02.03.1999 | |||
| СПОСОБ ВОЗДЕЛЫВАНИЯ ЗЕРНОВЫХ КУЛЬТУР И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2267896C2 |

