Область техники
Настоящее изобретение относится к области светодиодных (СИД) осветительных устройств и, в частности, к способу изготовления светодиодной, СИД, матрицы для светодиодных осветительных устройств большой площади и соответствующего осветительного устройства.
Уровень техники
Светодиоды (СИД) в осветительных устройствах большой площади использовались некоторое время, где большое количество СИД размещено в виде массива или матрицы для равномерного обеспечения освещения по большой площади. Обычно СИД размещались на печатной плате (PCB) посредством традиционных методов поверхностного монтажа. Однако в последнее время предлагаются другие типы решений для обеспечения массивов СИД большой площади.
В WO 2007/125566 A1 раскрыт способ изготовления массива СИД, в котором N электрических соединительных проводов размещены параллельно, образуя массив проводов, имеющий ширину D перпендикулярно к направлению длины проводов. Кроме того, компоненты СИД размещены на массиве проводов таким образом, что каждый компонент СИД электрически соединен с, по меньшей мере, двумя соседними проводами, и затем массив проводов растягивается, в результате чего ширина массива увеличивается. Для соединения с проводами каждый компонент СИД размещается на печатной плате или выводной рамке с помощью фиксаторов с защелкой или посредством пайки, склеивания, соединения с прорезанием изоляции (IDC) или аналогичным методом. Предложенный способ обеспечивает недорогое решение для приложений, где важна большая площадь освещения. Однако малые компоненты трудно монтировать на проводах, и предложенный способ требует размещения проводов на временном держателе, который удаляется после монтажа компонентов.
Сущность изобретения
Ввиду вышеизложенного, задачей изобретения является обеспечение альтернативного и усовершенствованного способа изготовления массива СИД и, по меньшей мере, снятие остроты рассмотренных выше проблем.
Эта задача решается посредством способа изготовления матрицы СИД согласно настоящему изобретению по п. 1. Таким образом, в соответствии с аспектом настоящего изобретения, предусмотрен способ изготовления светодиодной, СИД, матрицы, содержащий этапы, на которых обеспечивают первую проводящую структуру, имеющую множество компонентных областей, соединенных между собой извивающимися соединительными дорожками, путем снабжения проводящего листа первым заранее определенным рисунком, монтируют множество СИД к соответствующей компонентной области первой проводящей структуры, таким образом формируя подсборку, обрезают подсборку для обеспечения второй проводящей структуры и растягивают подсборку, таким образом выпрямляя соединительные дорожки. Вторая проводящая структура размещается таким образом, что на этапе растяжения формируется матрица m×n проводников. Таким образом, предусмотрен эффективный способ изготовления матрицы СИД большой площади, в котором, на первом этапе, обеспечивается проводящая структура из проводящего листового материала. Листовой материал может преимущественно подаваться из рулона, и первая проводящая структура может механически вырубаться при поддержании целостности проводящего листа. Это позволяет подвергать снабженный рисунком проводящий лист стандартному перегрузочному процессу пайки (или, в необязательном порядке, склеивания) для монтажа СИД на соответствующую компонентную область. После обрезки, например, посредством лазерного резания или перфорации и/или резания проводящего листа для освобождения любых перемычек, определяющих целостность, проводящая структура растягивается, в результате чего извивающиеся соединительные дорожки выпрямляются и формируется матрица большой площади. Таким образом, способ пригоден для механического процесса перемотки с использованием стандартного оборудования монтажа компонентов, большим преимуществом которого является большие объемы производства с низкими затратами. Кроме того, благодаря осуществлению, например, монтажа компонентов с высокой плотностью, обеспечивается эффективное использование монтажного оборудования по времени и в пространстве с обеспечением при этом большой площади окончательной матрицы СИД. Еще одно преимущество данного принципа, по сравнению с проводным решением уровня техники, состоит в том, что СИД (или другие компоненты), имеющие более двух соединительных площадок, можно монтировать на подсборке, когда первый заранее определенный рисунок адаптирован для такого компонента.
В вариантах осуществления способа, до растяжения, применяются дополнительные покрытия и/или оптические элементы. Кроме того, можно осуществлять локальное изгибание выводной рамки, что может быть полезно, например, для изменения ориентации СИД.
Согласно варианту осуществления, способ дополнительно содержит этап, на котором размещают растянутую подсборку на подложке. Благодаря отделению производства матрицы СИД от традиционной подложки (в отличие от использования матрицы СИД на основе PCB), подложка, на которой смонтирована матрица СИД, можно выбирать более свободно.
Эта подложка может действовать как отражатель и в случае металла в качестве дополнительного теплоотвода.
Согласно варианту осуществления способа, первый заранее определенный рисунок выбирается для обеспечения, по меньшей мере, одной области тепловой площадки в первой или второй проводящей структуре, что преимущественно для интеграции заранее определенных областей с облегченным рассеянием тепла в матрицу проводников СИД.
Согласно варианту осуществления, по меньшей мере, одна область тепловой площадки размещается в компонентной области или на соединительной дорожке. Область тепловой площадки предпочтительно выбирать для обеспечения достаточного рассеяния тепла для охлаждения СИД или компонента, на котором он размещается. Согласно варианту осуществления способа (и соответственно изготовленной матрицы проводников СИД и осветительного устройства, в котором размещается матрица проводников СИД), области тепловых площадок, размещенных на СИД или компонентах, обеспечены так, чтобы иметь разные размеры на разных сторонах компонента, что преимущественно, например, когда компонент асимметрично рассеивает тепло, или в случае, когда одна из площадок взаимного соединения компонентов/СИД рассеивает больше тепла, чем другая площадка (вследствие выбора материала, позиции в электрической схеме, позиции на подложке и т.д.).
Согласно варианту осуществления, способ дополнительно содержит этап, на котором обеспечивают, по меньшей мере, одно углубление в компонентной области для приема СИД или корпусов СИД размером менее 1×1×1 мм, что преимущественно. Это применимо к корпусам на базе подложки кристалла, габаритные размеры которых соответствуют размерам подложки, WLCSP, которые, предположительно, станут наиболее дешевыми корпусами для СИД на рынке.
Согласно варианту осуществления, этап монтажа содержит подэтапы, на которых задают области припоя на первой проводящей структуре, наносят припой на области припоя, помещают СИД в соответствующую компонентную область и осуществляют пайку, что преимущественно.
Согласно варианту осуществления, первая или вторая проводящая структура снабжена установочными признаками и/или установочными признаками растяжения, например отверстиями.
Согласно варианту осуществления, способ дополнительно содержит этап, на котором обеспечивают механическую деформацию подсборки посредством одного из разделения, обрезки подсборки до заранее определенного контура.
Согласно варианту осуществления, способ дополнительно содержит этап, на котором деформируют, по меньшей мере, один участок подсборки для обеспечения заранее определенного направления освещения, по меньшей мере, одного СИД. Например, участки, на которых размещены конкретные СИД, можно изгибать для обеспечения заранее определенного направления освещения для СИД, что позволяет использовать СИД верхнего излучения в качестве СИД бокового излучения.
Согласно варианту осуществления, способ дополнительно содержит этапы, на которых обеспечивают деформацию подсборки для обеспечения одного из: оптических свойств, механической фиксации платы взаимного соединения компонентов, механической фиксации дополнительных компонентов, тепловых свойств и функциональных возможностей разъема.
Согласно варианту осуществления, по меньшей мере, одно из обеспечения первого заранее определенного рисунка и второй проводящей структуры производится посредством травления, резания, перфорации, продольной нарезки или лазерного резания.
Согласно второму и третьему аспектам изобретения, предусмотрена матрица СИД, изготавливаемая способом согласно изобретению, и осветительное устройство большой площади, содержащее такую матрицу СИД. Они имеют те же преимущества, которые упомянуты выше в отношении способа, например, раздельная обработка схемы до монтажа на подложку позволяет обеспечить осветительные устройства с более оптимизированными подложками. Кроме того, матрицу СИД, изготавливаемую согласно настоящему способу, можно сделать очень большой без необходимости во взаимном соединении между подучастками матрицы (ср., например, с освещением большой площади согласно стандартному решению PCB, которое требует либо использования очень больших PCB, которые, как упомянуто выше, все же ограничены в размере и дороги в производстве, либо использования массива PCB с соединительными прокладками между отдельными PCB).
Описанное изобретение широко применяется в светодиодных изделиях, но особенно интересно для светодиодных модулей и ламп, которые действительно велики, вплоть до нескольких м2.
Другие задачи, признаки и преимущества явствуют из нижеследующего подробного раскрытия, из приложенных зависимых пунктов формулы изобретения, а также из чертежей.
Краткое описание чертежей
Вышеописанные, а также дополнительные задачи, признаки и преимущества настоящего изобретения будут лучше понятны из нижеследующего иллюстративного и неограничительного подробного описания предпочтительных вариантов осуществления настоящего изобретения со ссылкой на прилагаемые чертежи, где одинаковые ссылочные позиции будет использоваться для аналогичных элементов, в которых:
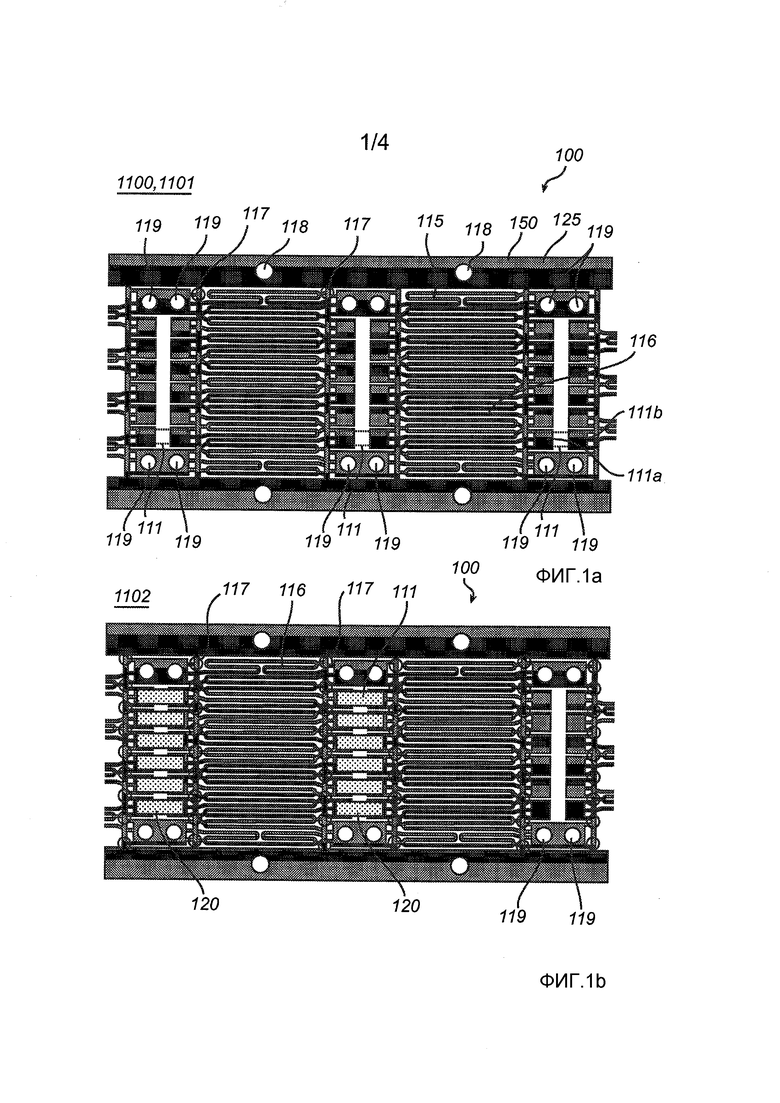
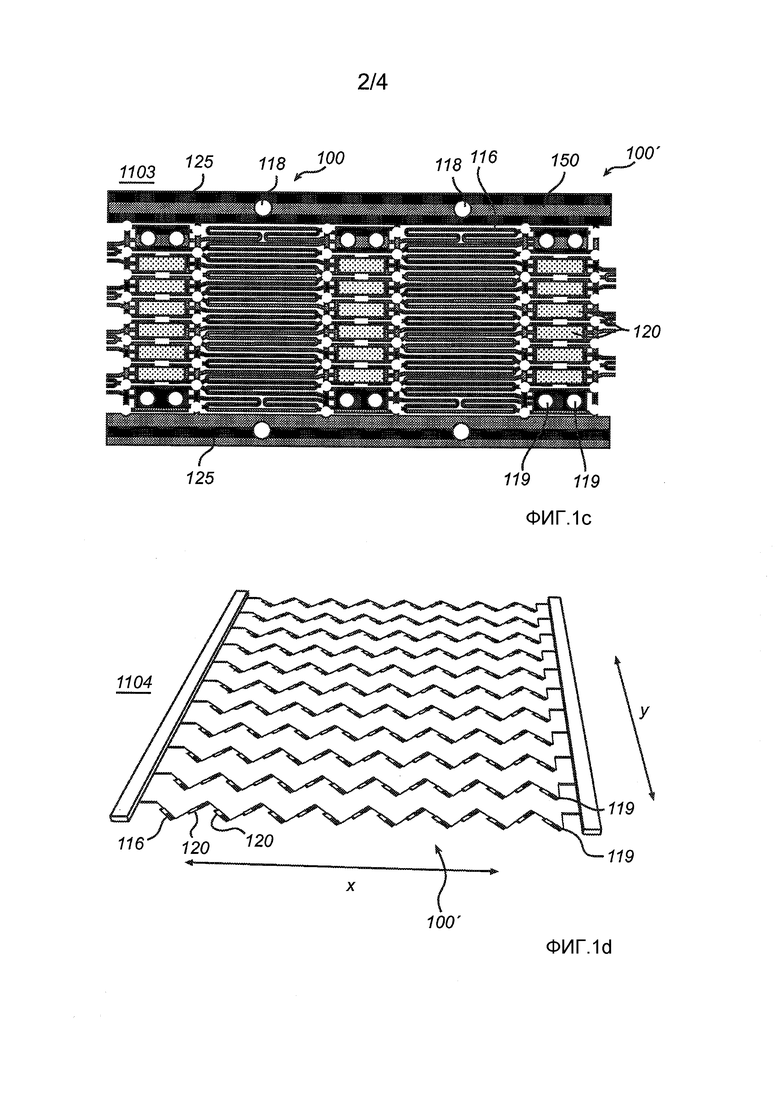
фиг.1a)-c) - схематические виды сверху, и d)-e) - виды в перспективе матрицы СИД согласно настоящему изобретению на разных этапах изготовления;
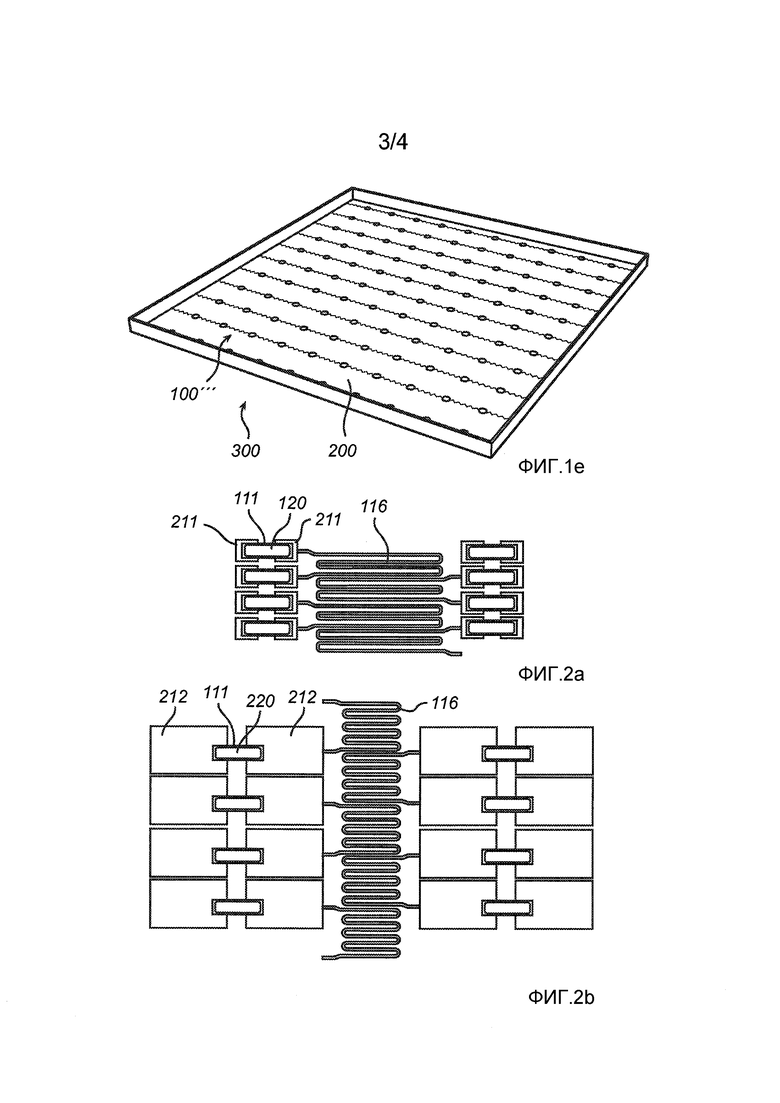
фиг.2a)-b) - схематические иллюстрации деталей вариантов осуществления матрицы СИД согласно настоящему изобретению; и
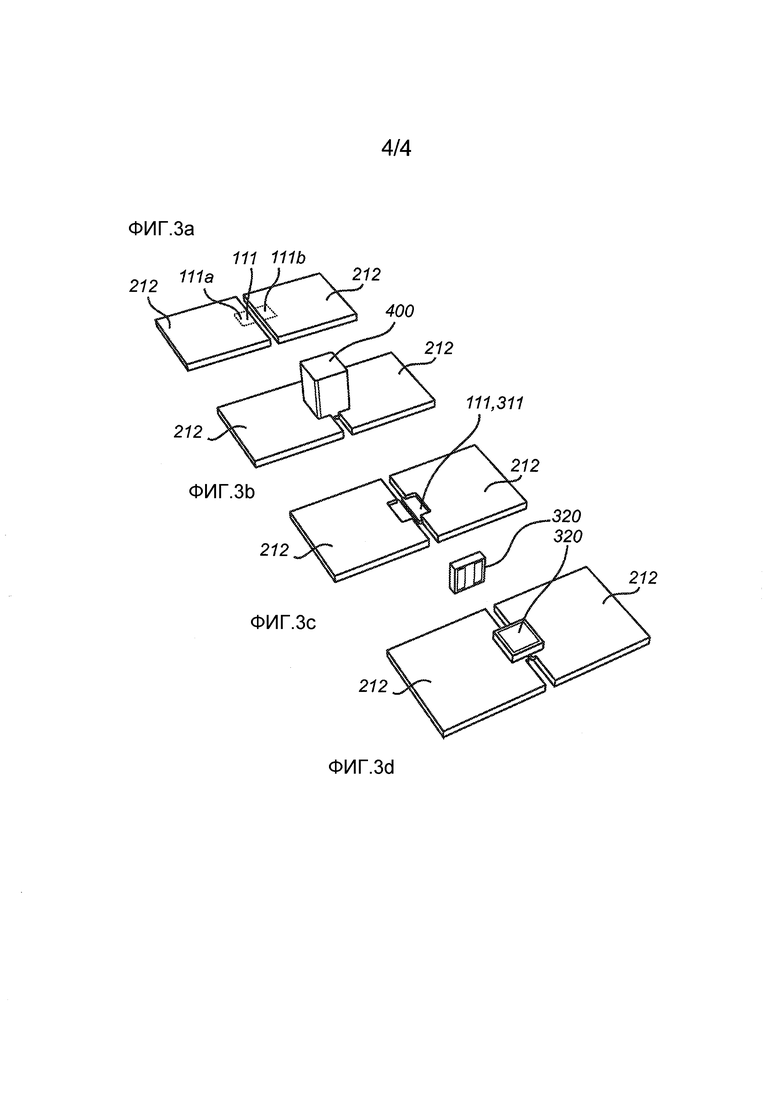
фиг.3a)-d) - схематические иллюстрации этапов изготовления детали варианта осуществления матрицы СИД согласно настоящему изобретению.
Подробное описание предпочтительных вариантов осуществления
Иллюстративный вариант осуществления способа изготовления матрицы СИД согласно настоящему изобретению описан ниже со ссылкой на фиг.1a)-e). Этапы способа описываются как непрерывная последовательность, однако некоторые из этапов можно осуществлять в другом порядке или перемежающимися с этапами некоторого дополнительного процесса. Проводящая структура в матрице СИД также именуется ниже выводной рамкой.
Согласно фиг.1a), и начиная с этапа [1100] способа, первоначально обеспечивается проводящий лист 150. Проводящий лист предпочтительно выбирать из группы металлических листовых материалов, содержащих Cu, Cu/Ni, Ni/Fe, Fe, покрытое Cu, RVS (нержавеющая сталь), покрытая Cu, Fe, покрытое оловом, и полимеры, покрытые металлом. Проводящий лист 150 в данном случае является листом меди толщиной 200 мкм.
На этапе [1101] первый заранее определенный рисунок 115 наносится на проводящий лист 150, таким образом формируя первую проводящую структуру 100, которая соответствует конкретной механической и электронной конфигурации, при поддержании необходимой целостности. Этап [1101] обеспечения первого заранее определенного рисунка в данном случае осуществляется посредством лазерного резания. В необязательном порядке, первый заранее определенный рисунок 115 на проводящем листе 150 обеспечивается посредством перфорации или процесса маскирования и травления. Первый заранее определенный рисунок 115 выбирается для обеспечения множества компонентных областей 111, предназначенных для электрического и механического соединения СИД 120. Каждая компонентная область 111 содержит пару соединительных площадок 111a, 111b, разделенных зазором Δ. Компонентные области 115 также соединены между собой извивающимися соединительными дорожками 116, которые призваны, будучи растянутыми, формировать электрическую схему для матрицы СИД.
Для типичной матрицы СИД предусмотрена последовательно-параллельная конфигурация электрической схемы, что преимущественно для устойчивости к отказам СИД. Таким образом, отказы, возникающие вследствие разрыва или короткого замыкания в электрической схеме матрицы СИД, будут влиять только на одну строку в массиве, и приложение освещения, в которое интегрирована матрица СИД, останется работоспособным. Соединительные дорожки в данном случае выполнены на основе проводников с поперечным сечением 0,2*0,2 мм, и длина соединительных дорожек выбирается так, чтобы законченная матрица СИД имела шаг СИД 75 мм в каждом измерении. Шаг СИД для конфигурации матрицы СИД предпочтительно выбирать в пределах от 50 до 100 мм, и поперечное сечение соединительных дорожек выбирается в зависимости от материала, используемого в проводящем листе.
Как показано на фиг.1a) и 1b), первый заранее определенный рисунок 115 выбирается так, чтобы целостность проводящего листа 150 обеспечивалась перемыкающими участками 117. Первый заранее определенный рисунок 115 в данном случае дополнительно выбирается для обеспечения установочных отверстий 118, размещенных на краевых участках 125 проводящего листа 150 для выравнивания проводящего листа 150 в оборудовании монтажа и обрезки в ходе монтажа СИД, и установочных отверстий 119 растяжения для применения инструмента растяжения, которые будут описаны ниже со ссылкой на этапы [1102] и [1104] соответственно.
Согласно фиг.1b), на этапе [1102], СИД монтируются на первой проводящей структуре 100 с образованием подсборки. Монтаж может осуществляться посредством стандартного процесса сборки СИД, т.е. припой наносится методом трафаретной печати на соединительные площадки 111a, 111b компонентных областей, и СИД 120 помещаются на компонентные области 111, после чего следует пайка СИД 120, причем пайку можно осуществлять в процессе пайки расплавлением полуды.
На этапе [1103] окончательный заранее определенный рисунок, соответствующий второй проводящей структуре 100′, т.е. электронной схеме СИД 120, обеспечивается для подсборки путем обрезки перемыкающих участков 117. Вторая проводящая структура 100′ с удаленными перемыкающими участками 117 изображена на фиг.1c). Кроме того, краевые участки 125 проводящего листа 150 отрезаются от проводящей схемы. Обрезку проводящего листа можно осуществлять, например, лазерным резанием или перфорацией.
В процессе обеспечения ряда подсборок на непрерывном проводящем листе, например, когда способ реализуется в процессе перемотки, обработанный проводящий лист делится на несколько отдельных подсборок (состоящих из проводящей структуры с установленными СИД).
Согласно фиг.1d), на этапе [1104] подсборка, т.е. проводящая структура 100′, содержащая обрезанные извивающиеся соединительные дорожки 116, которая электрически соединяет СИД 120, растягивается, таким образом выпрямляя соединительные дорожки 116. Растяжение осуществляется в двух измерениях, из-за чего выводная рамка расширяется в двух измерениях (x, y) до окончательной матрицы СИД. Максимальную силу растяжения предпочтительно выбирать в 10 раз меньшей силы разрыва соединительных дорожек, которая зависит от выбранного проводящего листового материала и выбранного поперечного сечения соединительных дорожек.
В иллюстративном варианте осуществления, травленый лист меди толщиной 200 мкм, снабженный 13×13 СИД, соединенными между собой извивающимися (или согнутыми) проводящими участками, растягивается и, таким образом, расширяется от начального размера 30*200 мм выводной рамки до 600*600 мм. Таким образом, площадь окончательной матрицы СИД в 60 раз больше рабочего размера в ходе изготовления выводной рамки. Таким образом, нанесение припоя методом трафаретной печати и монтаж компонентов на выводной рамке с извивающимися проводящими участками до растяжения обеспечивает очень эффективный весьма преимущественный способ изготовления матриц СИД большой площади.
На фиг.1e) окончательный массив СИД, т.е. растянутая подсборка 100″, монтируется на подложке 200, которая в данном случае является плиткой, таким образом формируя световую плитку 300. Окончательно массив СИД может располагаться на любой подходящей подложке, например отражателе или изолированном теплоотводе. Световые плитки согласно настоящему изобретению, как показано на фиг.1e), предпочтительно изготавливать с размерами в пределах от 600*600 до 600*1200 мм. Кроме того, другие приложения, например, приложения переднего света, применимы для принципа настоящего изобретения, например, для модификации TL, в которой предпочтительны размеры 150*150 мм.
Согласно варианту осуществления изобретения, первый заранее определенный рисунок выбирается так, чтобы тепловые площадки интегрировались в проводящую структуру. Тепловые площадки могут располагаться в компонентной области, как показано на фиг.2a) и 2b). На фиг.2a) показана конструкция для дополнительных тепловых площадок 211, размещенных в компонентной области 111, причем конструкция тепловой площадки адаптирована для СИД 120 низкой мощности. Для СИД 220 высокой мощности, более крупные тепловые площадки 212 размещены в компонентной области 111 для облегчения рассеяния тепла от СИД 220, как показано на фиг.2b).
Согласно варианту осуществления изобретения, как показано на фиг.3, для монтажа малокорпусных СИД 320 компонентная область 111 проводящей структуры снабжается углублением 311. Как показано в последовательности, осуществляемой на фиг.3a) - 3d), в данном случае, тепловые площадки 212 проводящей структуры (показана только деталь проводящей структуры) размещены в компонентной области 111, которая содержит две специальные соединительные площадки 111a, 111b, размещенные с начальным зазором Δ. Затем зазор Δ уменьшается посредством кузнечного инструмента 400, как показано на фиг.3b). Одновременно с уменьшением зазора Δ кузнечный инструмент 400 формирует углубление 311 в компонентной области 111. Размер углубления 311 выбирается таким образом, чтобы вмещать малокорпусный компонент 320 и, в данном случае, выбирается таким образом, чтобы вмещать корпус на базе подложки кристалла, габаритные размеры которого соответствуют размерам подложки, WLCSP, размерами 0,5*0,5*0,3 мм. Этот этап, преимущественно, осуществляется совместно с вышеописанным процессом перемотки.
Изобретение, в основном, описано выше со ссылкой на несколько вариантов осуществления. Однако, как очевидно специалисту в данной области техники, варианты осуществления, отличные от раскрытых выше, в равной степени возможны в объеме изобретения, определяемом нижеследующей формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБЫ И УСТРОЙСТВО КОМПЕНСАЦИИ УДАЛЕНИЯ СИДОВ ИЗ МАТРИЦЫ СИД | 2013 |
|
RU2640818C2 |
| ОПТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ СВЕТОВОГО ПУЧКА | 2012 |
|
RU2612562C2 |
| Эластичная светодиодная матрица | 2022 |
|
RU2793120C1 |
| МАТРИЦА ДЕТЕКТОРОВ ИЗЛУЧЕНИЯ | 2007 |
|
RU2408110C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАТЫ С МЕЖКОМПОНЕНТНЫМИ СОЕДИНЕНИЯМИ | 2012 |
|
RU2587810C2 |
| РЕГУЛИРОВАНИЕ КРАЕВОГО ИЗЛУЧЕНИЯ В МАТРИЦЕ СИД, ОТДЕЛЕННОЙ ОТ БЛОКА | 2010 |
|
RU2524048C2 |
| КОМПОНОВКА ШУНТИРУЮЩЕГО СЛОЯ ДЛЯ СИД | 2011 |
|
RU2566403C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДДЕРЖИВАЮЩЕЙ ПОДЛОЖКИ И УСТРОЙСТВО ОТОБРАЖЕНИЯ НА ОСНОВЕ СИД | 2013 |
|
RU2591771C1 |
| ЭФФЕКТИВНАЯ СВЕТОДИОДНАЯ МАТРИЦА | 2009 |
|
RU2521219C2 |
| ПОЛУПРОВОДНИКОВЫЙ ПРИБОР ДЛЯ ПОВЕРХНОСТНОГО МОНТАЖА | 2013 |
|
RU2635338C2 |
Изобретение относится к области светодиодных (СИД) осветительных устройств. Техническим результатом является усовершенствование способа изготовления массива СИД. Упомянутый технический результат достигается тем, что снабжают, при поддержании целостности, проводящий лист (150) множеством компонентных областей (111), соединенных между собой извивающимися соединительными дорожками (116), монтируют множество СИД (120) к соответствующей компонентной области, таким образом формируя подсборку (100′'), обрезают и растягивают подсборку, таким образом выпрямляя соединительные дорожки, в результате чего на этапе растяжения формируется матрица m×n проводников СИД. 10 з.п. ф-лы, 11 ил.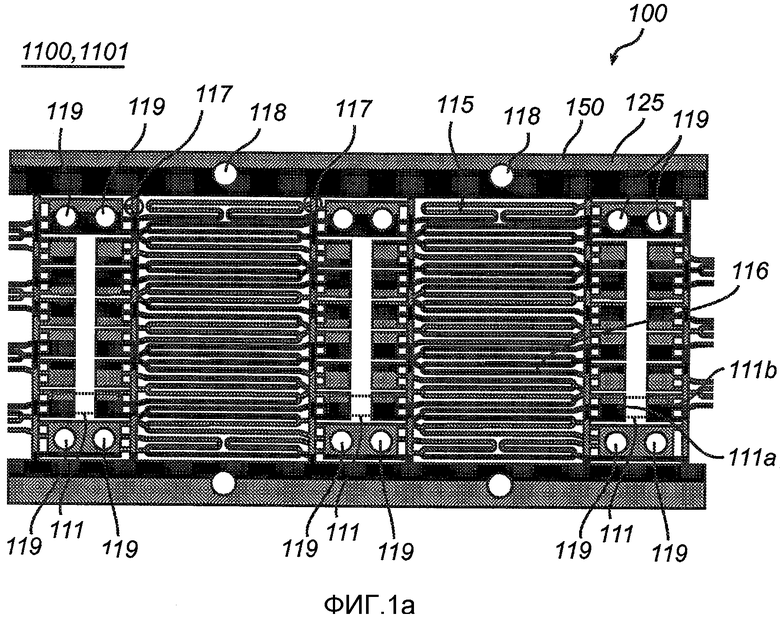
1. Способ изготовления светодиодной, СИД, матрицы (100), содержащий этапы, на которых:
- обеспечивают первую проводящую структуру (100), содержащую множество компонентных областей (111), соединенных между собой извивающимися соединительными дорожками (116), путем снабжения проводящего листа (150) первым заранее определенным рисунком (115), причем первый заранее определенный рисунок (115) включает в себя по меньшей мере одну перемычку (117), определяющую целостность, которая препятствует выпрямлению по меньшей мере одной соединительной дорожки среди извивающихся соединительных дорожек (116);
- монтируют множество светодиодов (120) к соответствующей компонентной области упомянутой первой проводящей структуры, таким образом формируя подсборку (100″);
- обрезают упомянутую подсборку для обеспечения второй проводящей структуры (100'), причем обрезание упомянутой подсборки освобождает по меньшей мере одну перемычку (117), определяющую целостность, для возможности выпрямления по меньшей мере одной соединительной дорожки; и
- растягивают упомянутую подсборку, таким образом выпрямляя упомянутые соединительные дорожки;
причем упомянутая вторая проводящая структура выполнена таким образом, что матрица m×n проводников светодиодов формируется на упомянутом этапе растяжения.
2. Способ по п. 1, дополнительно содержащий этап, на котором:
- размещают упомянутую растянутую подсборку на подложке (200).
3. Способ по п. 1 или 2, в котором упомянутый первый заранее определенный рисунок выбирается для обеспечения по меньшей мере одной области тепловой площадки в упомянутой первой или второй проводящей структуре.
4. Способ по п. 3, в котором упомянутая по меньшей мере одна область тепловой площадки размещается в компонентной области или на соединительной дорожке.
5. Способ по п. 1 или 2, дополнительно содержащий этапы, на которых обеспечивают по меньшей мере одно углубление в упомянутой компонентной области для приема светодиодов или корпусов светодиодов размером менее 1×1×1 мм.
6. Способ по п. 1 или 2, в котором упомянутый этап монтажа содержит подэтапы, на которых:
- задают области припоя на упомянутой первой проводящей структуре;
- наносят припой на упомянутые области припоя;
- помещают упомянутые СИД в соответствующую компонентную область и
- осуществляют пайку.
7. Способ по п. 1 или 2, в котором упомянутая первая или вторая проводящая структура снабжена признаками (118) выравнивания и/или признаками (119) выравнивания растяжения.
8. Способ по п. 1 или 2, дополнительно содержащий этап, на котором обеспечивают механическую деформацию упомянутой подсборки посредством одного из разделения, обрезки подсборки до заранее определенного контура.
9. Способ по п. 1 или 2, дополнительно содержащий этап, на котором деформируют по меньшей мере один участок упомянутой подсборки для обеспечения заранее определенного направления освещения по меньшей мере одного светодиода.
10. Способ по п. 1 или 2, дополнительно содержащий этап, на котором обеспечивают деформацию упомянутой подсборки для обеспечения одного из оптических свойств, механической фиксации упомянутой платы взаимного соединения компонентов, механической фиксации дополнительных компонентов, тепловых свойств и функциональных возможностей разъема.
11. Способ по п. 1 или 2, в котором по меньшей мере одно из обеспечения упомянутого первого заранее определенного рисунка и упомянутой второй проводящей структуры производится посредством травления, резания, перфорации, продольной нарезки или лазерного резания.
| US2005036311 A1, 17.02.2005 | |||
| US7301174 B1, 27.11.2007 | |||
| US2003137839 A1, 24.07.2003 | |||
| US2009091932 A1, 09.04.2009 | |||
| US2011211357 A1, 01.09.2011 | |||
| СВЕТОВАЯ ПАНЕЛЬ С ТОРЦЕВЫМ ВВОДОМ ИЗЛУЧЕНИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2416125C1 |

